
紙容器及びその製造方法
【課題】粉粒状または液状の内容物の詰め替えを容易に実現でき、かつ、容器として十分な強度を有し、使用後における分別廃棄の必要がなく、減容化可能な紙容器を提供する。
【解決手段】紙製の容器本体820内部には、開口部に向けて径が狭まる紙製の漏斗830が取り付けられている。漏斗830には、広口側の開口部に固着部835が設けられ、固着部835と容器本体820の内面とが溶着されている。更に、容器本体820の開口部には、紙製の補強部材840が嵌め込まれている。補強部材840は、漏斗830の広口側の部分が嵌め込まれるリングと、リングの外周縁から開口部に向かって延びる円筒体と、円筒体の上端縁から外方に広がり、容器本体820のフランジ821上に載置されるフランジ843とを備える。
【解決手段】紙製の容器本体820内部には、開口部に向けて径が狭まる紙製の漏斗830が取り付けられている。漏斗830には、広口側の開口部に固着部835が設けられ、固着部835と容器本体820の内面とが溶着されている。更に、容器本体820の開口部には、紙製の補強部材840が嵌め込まれている。補強部材840は、漏斗830の広口側の部分が嵌め込まれるリングと、リングの外周縁から開口部に向かって延びる円筒体と、円筒体の上端縁から外方に広がり、容器本体820のフランジ821上に載置されるフランジ843とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えばインスタントコーヒーのパッケージに用いられ、内容物を保存容器に詰め替えるために使用される紙容器及びその製造方法に関する。
【背景技術】
【0002】
インスタントコーヒー等の粉粒状(粉状または粒状)食品は、開封後の気密性を保つために、一般にキャップ付瓶等の密閉容器に充填して販売されている。また、内容物の消費後に、密閉容器を再利用し、内容物のみを再充填する目的で、内容物を簡易に包装した詰め替え用パッケージも知られている。パッケージの容器としては、パウチ、ガゼット袋、開口部が封止された筒状容器等が広く用いられている。
【0003】
これらの詰め替え用パッケージから保存容器へと内容物を再充填する際には、詰め替え用パッケージを開封して保存容器の開口部に宛がい、内容物を徐々に詰め替える。この時内容物がこぼれて手や周囲を汚してしまう場合があり、詰め替え作業が煩雑であった。この問題を解決するために、特許文献1では、より簡便に内容物の詰め替え作業が行える詰め替え用パッケージが提案されている。
【0004】
図16は、特許文献1に記載された従来の詰め替え用パッケージの断面図である。
【0005】
詰め替え用パッケージ812は、円筒形状の容器本体820と、漏斗830と、メンブレン860と、オーバーキャップ880とから構成されている。漏斗830は、容器本体820の開口部の外側に向けて先細りとなるように容器本体820内部に配置され、容器本体820の内面に接合されている。容器本体820の内部には内容物850が充填され、容器本体820の開口部がメンブレン860で封止される。さらに保管や流通時等に、メンブレン860の破断を防止するために、メンブレン860の上を覆うオーバーキャップ880が取り付けられ、シュリンクフィルムによってオーバーキャップ880と容器本体820とが一体化されている。
【0006】
図17は、図16に示す詰め替え用パッケージ812の使用状態を示す断面図である。
【0007】
まず、図17(a)に示すように、シュリンクフィルム及びオーバーキャップ880を取り外した詰め替え用パッケージ812を倒立させ、メンブレン860を保存容器870の開口部871に当接させる。この時、詰め替え用パッケージ812及び保存容器870の各々の軸中心が略一致した状態とする。
【0008】
次に、詰め替え用パッケージ812の底部を図の矢印の方向に押圧すると、図17(b)に示すように、メンブレン860が破断する。この結果、漏斗830の内面をつたって内容物850が保存容器870へと流れ出し、内容物850の詰め替えが完了する。
【0009】
特許文献1に記載の詰め替え用パッケージ812は、内容物850を保存容器870内部へと導く漏斗830を備え、メンブレン860の破断と同時に漏斗830の開口部が保存容器870の内部に挿入されるので、詰め替え時に内容物850をこぼすことなく、簡便に詰め替えができる。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2009−7067号公報
【特許文献2】特許第2895556号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
特許文献1に記載の漏斗は、スカートが一体化された構造を有するため、成形の容易さの面で、樹脂による一体成形によって形成されることが一般的である。一方、容器本体は樹脂量低減化によるコストダウンや、省資源化、軽量化等を考慮して、紙で製作することが好ましい。このように両者の材質が異なり、かつ漏斗が容器本体の内部に接合されている場合、両者を分別廃棄することが困難であるという問題がある。
【0012】
また、漏斗が樹脂製であるため、容器全体としての樹脂量比率が大きい。加えて、漏斗の剛性が高いため、廃棄時の容器の減容化も困難である。
【0013】
そこで本発明は、内容物の詰め替えを容易に行うことができ、かつ、容器として十分な強度を有し、使用後における分別廃棄の必要がなく、減容化可能な紙容器の提供を目的とする。
【課題を解決するための手段】
【0014】
本発明は、粉粒状または液状の内容物を包装し、内容物を他の容器に詰め替えるための紙容器であって、開口部を有する紙製の容器本体と、容器本体の内部に収容され、開口部に向けて径が狭まると共に、その外径が最も大きな部分が容器本体の内面に接合される紙製の漏斗とを備える紙容器を提供することである。
【発明の効果】
【0015】
本発明によれば、紙容器を構成する容器本体と漏斗とがいずれも紙製であるため、使用後に分別廃棄の必要が無く、また容器を押しつぶすことで容易に減容化が可能である。
【図面の簡単な説明】
【0016】
【図1】本発明の第1の実施形態に係る紙容器の一部破断図
【図2】図1に示したA−A’線に沿った断面図
【図3】本発明の第1の実施形態に係るパッケージの使用状態を示す図(メンブレン開封前)
【図4】本発明の第1の実施形態に係るパッケージの使用状態を示す図(メンブレン開封後)
【図5】図1に示した紙容器の製造方法の一例を示す模式図
【図6】図1に示した紙容器の製造方法の他の一例を示す模式図
【図7】本発明の第2の実施形態に係る紙容器の断面図
【図8】本発明の第3の実施形態に係る紙容器の断面図
【図9】本発明の第4の実施形態に係る紙容器の断面図
【図10】本発明の第5の実施形態に係る紙容器の断面図
【図11】本発明の第6の実施形態に係る紙容器の断面図
【図12】本発明の第7の実施形態に係る漏斗の一例を示す断面図
【図13】図12に示されるカーリングの形成方法を示す模式図
【図14】図12に示される漏斗の容器本体への取り付け状態を示す断面図
【図15】本発明の第7の実施形態に係る漏斗の他の例を示す断面図
【図16】従来の詰め替え用パッケージの断面図
【図17】図16に示す詰め替え用パッケージの使用状態を示す断面図
【発明を実施するための最良の形態】
【0017】
(第1の実施形態)
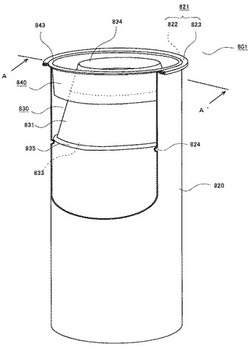
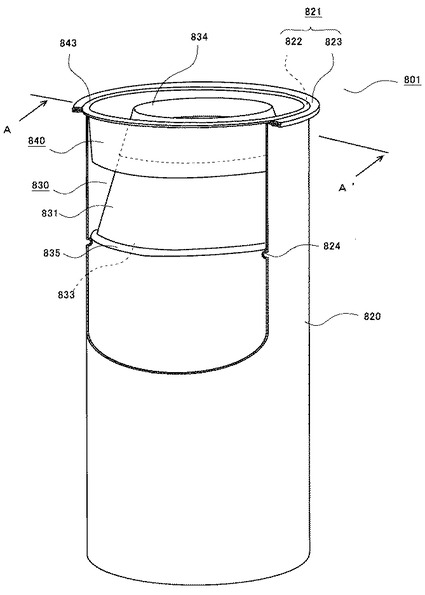
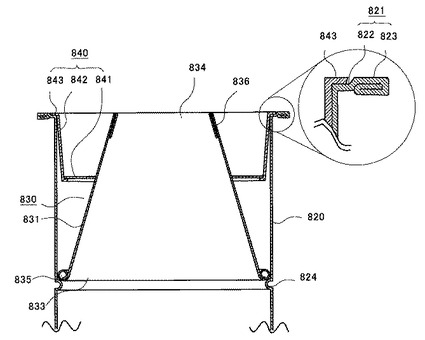
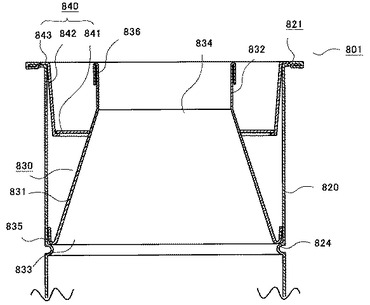
図1は、本発明の第1の実施形態に係る紙容器の一部破断図であり、図2は、図1に示したA−A’線に沿った断面図である。
【0018】
紙容器801は、粉粒状または液状の内容物を包装し、保存容器の詰め替えに用いるものであって、内容物を充填するための容器本体820と、容器本体内の内容物を保存容器に導くための漏斗830と、紙容器の側面のたわみ強度(径方向の押圧力に対する強度)を向上させる補強部材840とから構成される。容器本体820、漏斗830、補強部材840はいずれも紙を主体とする材料により形成されている。
【0019】
容器本体820は、側壁と底面と開口部を有する円筒体からなり、側壁の内面には容器本体820の全周に渡って周方向に延びる凸条824が形成されている。この環状の凸条824は、後述する漏斗830を容器本体820内へ取り付ける際の位置決めを行うと共に、漏斗830を取り付け位置に保持するために設けられている。
【0020】
容器本体820の開口部には、側壁の端縁部分を外側に複数回折り曲げて層状にした断面を有する、リング状のフランジ821が形成されている。図2に拡大して示すように、フランジ821の外周部823の上端レベルは、内周部822の上端レベルより高くなるように設定されている。この形状は、例えば、フランジ822に超音波を発振しながら金型で加圧することによって形成できる。
【0021】
漏斗830は、径が大きい方の開口部833から最も径が小さい方の開口部834にかけて径が狭まる円錐台形状をなすテーパー部831を有する。テーパー部831は、容器本体820の開口部に向かって径が狭まるように容器本体820内に収納されている。また、本実施形態では、漏斗830の開口部834の上端と容器本体820の開口部の上端のレベルがほぼ同じもしくは前記開口部834の上端が容器本体820の開口部の上端より若干上方に位置するように設計されている。このように構成すれば、紙容器801に内容物を充填しての開口部をメンブレンでシールした際、漏斗830の開口部833先端がメンブレンに当接するので、輸送時等に漏斗830の内側から外側へと内容物の回り込むことを防止できる。
【0022】
漏斗830のテーパー角(漏斗の中心軸に対する内面の傾斜角度)は、5°以上であることが好ましい。テーパー角が5°未満となると漏斗としての機能を十分に発揮することができなくなる。ただし、テーパー角は、内容物の形状や流動性等の性状に応じて任意の値に設定できる。
【0023】
漏斗830の一端には、外側に環状に巻き込むカーリングによって固着部835が形成され、他端には内側に折り返した折り返し部836が形成されている。固着部835及び折り返し部836は、漏斗830の側面のたわみ強度及び縦方向(漏斗の中心軸方向)の座屈強度を高くする機能を発揮する。固着部835は、容器本体820の側壁の内面に漏斗830を接合するためのものであるが、その詳細は後述する。尚、本明細書において、「接合」とは、接着剤を介した接着及び熱可塑性樹脂を介した溶着の両方を含む概念である。
【0024】
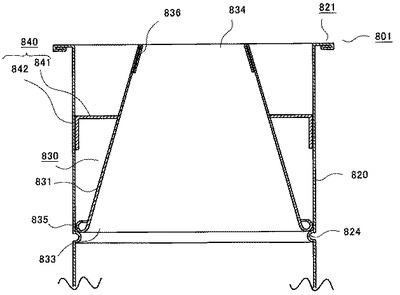
補強部材840は、底面部に開口を有するカップ形状を有し、開口に漏斗830の狭口側の開口部を挿通した状態で、漏斗830の外面と容器本体820の内面とで挟まれた空間に嵌め込まれている。補強部材840は、漏斗830の外周面を囲み、容器本体820の側壁の内面に対して略垂直方向(容器本体820の底部と平行な方向)に延びるリング841と、リング841の外周縁から容器本体820側壁の内面に沿って、容器本体820の開口部に向ってほぼ垂直に立ち上がる円筒体842と、円筒体842の上端に接続された外側に突出するリング状のフランジ843とから構成される。
【0025】
図2に示されるように、補強部材840のフランジ843の外径は、フランジ821(容器本体820)の外周部823の内径より小さく、かつ、フランジ843の厚みは、内周部822及び外周部823のレベル差以下となるように各部の寸法が設定されている。したがって、補強部材840を容器本体820に嵌め込むと、そのフランジ843が容器本体820のフランジ821上に形成された凹部に収まる。尚、フランジ843の上端の位置は必ずしもこのように設定する必要はないが、メンブレンでフランジ821の上端をシールする際の容易性を考慮すると、フランジ843の上端レベルはフランジ821の上端レベル以下であることが好ましい。また、容器本体820のフランジ821上面と補強部材840のフランジ843上面の両方をメンブレンで封止しても構わない。
【0026】
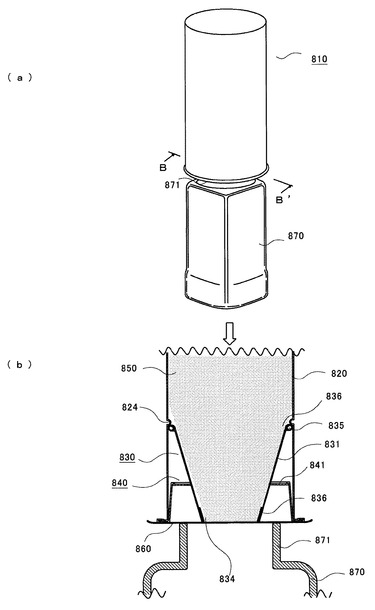
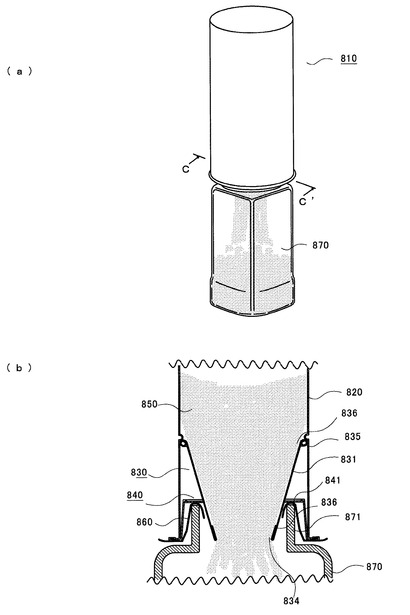
図3及び4は、本発明の第1の実施形態に係るパッケージの使用状態を示す図である。さらに特定すると、図3(a)及び4(a)は、パッケージの使用状態を示す斜視図であり、図3(b)は、B−B’線に沿った断面図であり、図4(b)は、C−C’線に沿った断面図である。
【0027】
パッケージ810は、上記の紙容器801の容器本体820に内容物850を充填し、開口部をメンブレン860で封止したものである。尚、メンブレン860には、外部からの押圧によって張力が所定の大きさを超えたときに破断するように、中心から放射状に伸びる複数の切断線(図示せず)が形成されている。
【0028】
上記のパッケージ810から保存容器870に内容物850を詰め替えるには、図3(a)及び(b)に示すように、まず、パッケージ810を倒立させ、詰め替え先となる保存容器870の開口部871にメンブレン860を当接させる。この時、パッケージ810及び保存容器870の各々の軸中心を一致した状態にする。
【0029】
次に、パッケージ810の底部を図の矢印の方向に押圧すると、保存容器870の開口部871によってメンブレン860が押圧され、メンブレン860に張力が発生する。メンブレン860に働く張力が、メンブレン860の破断強度を越えると、図4(b)に示すように、メンブレン860が破断する。
【0030】
メンブレン860が破断すると、保存容器870の開口部871は、破断したメンブレン860を押し込みながら補強部材840の内面と漏斗830の外面とで挟まれた間の空間に侵入し、補強部材840のリング841に当接することでその移動が停止する。この結果、漏斗830の狭口側の開口部834が大きく開放されると共に、保存容器870の開口部871の内部に挿入される。パッケージ810内部の内容物850は、漏斗830の内面をつたって保存容器870へと流れ出し、内容物850の詰め替えが完了する。
【0031】
このように、第1の実施形態に係る紙容器801は、材料を保存容器870内部へと導く漏斗830を備え、メンブレン860の破断と同時に漏斗830の開口部834が保存容器870の内部に挿入される。したがって、内容物850をこぼすことなく、簡便に詰め替えができる。
【0032】
本実施形態では、補強部材840のフランジ843が容器本体820の開口部に沿うと共に、補強部材840のリング841に漏斗830が隙間のない状態で嵌め込まれている。加えて、容器本体820に接続される漏斗830の固着部835が容器本体820の側壁を内側から支持している。これらの各部が紙容器801側面への外部からの押圧力に対する抵抗となるので、紙容器801の径方向の変形が効果的に防止される。
【0033】
また、漏斗830の固着部835は、凸条824に接した状態で容器本体820の側壁内面に接合されている。凸条824と固着部835との接合によって、漏斗830は、容器本体820内部へと移動することなく、所定位置に保持される。また、漏斗830が、固着部835及び折り返し部836を備えることで座屈強度が高められており、メンブレンから受ける押圧力による変形が防止される。
【0034】
メンブレン860の破断後には、保存容器870の開口部871が補強部材840のリング841に衝突することによって、補強部材840に対して、容器本体820の内部方向への押圧力が加わる。本実施形態に係る補強部材840は、そのフランジ843に当接する容器本体820のフランジ821と、リング841に嵌め込まれた漏斗830(容器本体820に固定されている)とによって内部へ移動が規制されているので、保存容器870の侵入を確実に停止できる。
【0035】
以上のように、本実施形態に係る紙容器801及びこれを用いたパッケージ810によれば、材料の詰め替えを容易に行うことができると共に、紙容器801及びこれを用いたパッケージ810は、紙を主体として形成されているので、使用後における分別廃棄の必要がなく、減容化も容易となる。また、補強部材840が容器本体820の撓み方向の強度を補強する機能と、使用時に保存容器870が所定量以上押し込まれることを阻止するストッパーとしての機能を発揮するので、容器として十分な強度を確保することが可能となる。
【0036】
ここで、第1の実施形態に係る紙容器801の製造方法について説明する。
【0037】
第1の実施形態に係る紙容器801の製造方法は、紙製の容器本体820を形成する工程と、紙製の漏斗830を形成する工程と、漏斗830に接続部835を形成する工程と、補強部材840を形成する工程と、容器本体820の内面とを接合する工程と、補強部材840を配置する工程とからなる。
【0038】
<1.紙製の容器本体を形成する工程>
まず、紙及び樹脂の積層体からなるシートを所定寸法の矩形と円形とに打ち抜き、通常の紙カップ成形法にて、開口と、矩形シートよりなる側壁と、円形シートよりなる底部とを有する円筒形状の容器本体820を形成する。容器本体の開口部には、カーリングを形成した後、超音波を発振しながら押しつぶしてフラットにする。必要に応じて、矩形シートに溝を形成することによって、容器本体の周方向に延びる凸条834を形成しても良い。
【0039】
<2.紙製の漏斗を形成する工程及び漏斗に接続部を形成する工程〉
次に、少なくとも一方の最外層にポリエチレン(PE)等の熱可塑性樹脂層を設けたシートを所定寸法の扇形状に打ち抜きく。カップ成形機を用いて、打ち抜いた扇形状シートを円錐台形状に成形すると共に、広口側の開口部にカーリングを設けることによって固着部835を形成する。このとき、固着部835の最外面に熱可塑性樹脂層が位置するように、シートの表裏(カップ成形時のシートのカール方向)及びカーリングの巻き方向を決定する。熱可塑性樹脂層は、容器本体820の内面に固着部835を溶着するために設けられるものである。したがって、漏斗形成用のシートの少なくとも片面にはポリエチレン(PE)等の熱可塑性樹脂層が必要であり、両面に熱可塑性樹脂層が設けられることがより望ましい。
【0040】
<3.紙製の補強部材を形成する工程>
補強部材840は、紙又は紙及び樹脂フィルムの積層体からなるシートを扇形形状とリング形状とに打ち抜き、紙カップ成形機を用いて、開口と、矩形シートよりなる側壁と、リング状の底部とを有する円錐台形状の補強部材840を形成する。容器本体の開放端となる部分には、側壁の開放端縁を水平に(平坦に)押しつぶすことによってフランジを形成する。扇形形状のシートに替えて矩形形状のシートを用いることにより、補強部材840を検討系としても良い。また、伸張性を有するリング状の紙シートを絞り加工することによって補強部材840を成型しても良い。尚、補強部材840を容器本体820及び漏斗830に溶着させる場合は、溶着面となる積層シートの最外層に熱可塑性樹脂層を設ける。
【0041】
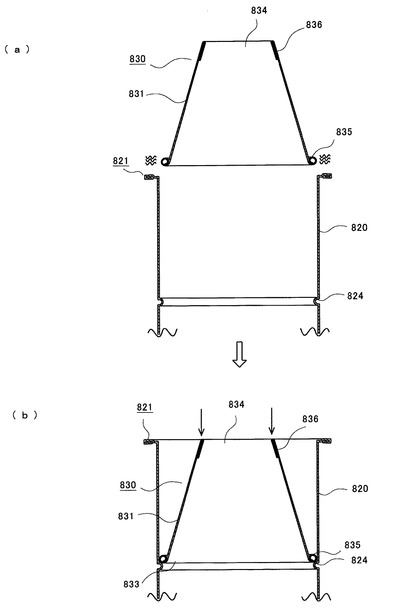
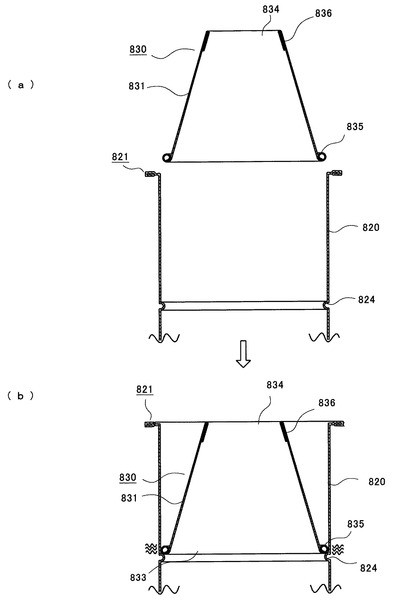
<4.漏斗と容器本体の内面とを接合する工程>
図5は、図1に示した紙容器の製造方法の一例を示す模式図であり、図6は、図1に示した紙容器の製造方法の他の一例を示す模式図である。漏斗830の固着部835を容器本体820に接合する方法としては、固着部835を加熱してから容器本体に挿入する方法(以下、「第1の接合方法」という)と、漏斗を挿入してから接合部を加熱する方法(以下、「第2の接合方法」という)とがある。図5は、第1の接合方法を図示したものであり、図6は、第2の接合方法を図示したものである。
【0042】
第1の接合方法では、図5(a)に示すように、まず、漏斗830の固着部835をホットエアー等で加熱し、固着部835の表面にコーティングされた熱可塑性樹脂を溶融させる。この時、更に容器本体820の側壁内面のうち、固着部835との接合箇所もホットエアー等で加熱し、最内面の熱可塑性樹脂を溶融させておくことが望ましい。
【0043】
次に、図5(b)に示すように、熱可塑性樹脂の溶融状態が持続する間に、漏斗830の広口側の開口部834を容器本体820の内部に挿入する。容器本体820の内面に形成された凸条824に漏斗830の固着部835を当接させることによって、漏斗830の位置決めできる。その後、溶融した熱可塑性樹脂が冷却固化すると、容器本体820の側壁内面に漏斗830の固着部835が接合される。
【0044】
第2の接合方法では、図6(a)に示すように、まず、漏斗830の広口側の開口部834を容器本体820の内部に挿入する。この時、第1の接合方法と同様に、容器本体820と漏斗830との位置合わせは、容器本体820の内面に形成された凸条824に漏斗830の固着部835を当接させることで容易に行うことができる。
【0045】
次に、図6(b)に示すように、漏斗830の固着部835と容器本体820の側壁内面との接触箇所を加熱する。加熱処理は、高周波加熱、ホットエアー、超音波等を利用できる。固着部835の表面にコーティングされた熱可塑性樹脂が溶融後、固化することで、漏斗830の接合部835と容器本体820の側壁内面とが接合される。
【0046】
<5.補強部材を配置する工程>
容器本体820への漏斗830の取り付け後、補強部材840のリング841の開口に漏斗830を挿通させ、漏斗830の外面と容器本体820の内面とで挟まれた空間に補強部材840を嵌め込む。
【0047】
以上の工程を経ることにより、図1及び2に示した容器本体801を作製することができる。
【0048】
紙容器801に用いられる紙シートは、表面をコーティングによって樹脂で積層する。これは内容物が紙シートに付着・吸着するのを防止すると共に、容器本体820と漏斗830の接続部835を溶着によって接合するためである。コーティング材料としては、ポリオレフィン樹脂、ポリエステル樹脂、ポリアミド樹脂等を利用できる。コーティング方法としては、フィルム状に成型して紙シートに貼り合わせたり、紙シート上に直接押し出し加工したり、液化して塗工したりする方法がある。尚、使用する樹脂材料は、容器本体820との溶着しやすさや、内容物の吸着性等を考慮して選定することが望ましい。
【0049】
(第2の実施形態)
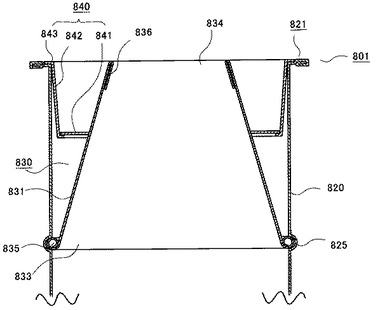
図7は、本発明の第2の実施形態に係る紙容器の断面図である。
【0050】
第2の実施形態に係る紙容器801は、第1の実施形態に係るものに比べて、漏斗830及び補強部材840の形状が異なる。以下、本実施形態と第1の実施形態との相違点を中心に説明し、第1の実施形態に係るものと同様の構成については説明を省略する。
【0051】
図7に示す漏斗830は、固着部835が、完全に巻き込まず半カール(プレカール)状に形成されている。このような形状を有する固着部835であっても、容器本体820の内部に位置合わせをした状態で漏斗830を挿入し、容器本体820の側壁内面に溶着することが可能である。
【0052】
図7に示す補強部材840は、漏斗830の外周を囲むリング841と、リング841の外周縁から、容器本体820の内壁に沿って、容器本体820の底部側へと延びる円筒体842とからなる。補強部材840は、第1の実施形態の補強部材と同様に、容器本体820の補強及び保存容器870の進入を停止させるストッパーとして機能する。尚、円筒体842の向きは、本実施形態のものに限定されることはなく、図7の補強部材840の表裏を逆にして、円筒体842が、リング841外周縁から容器本体820の開口部に向かって立ち上がるようにしても良い。また、補強部材840の取り付け強度を向上させるため、円筒体842を容器本体820に接合することが好ましい。
【0053】
補強部材840は、紙及び樹脂フィルムの積層体からなるシートを、リング形状に打ち抜き、打ち抜いたリング状シートに絞り加工用の罫線を形成する。カップ形状の一対の金型(雄型及び雌型)でプレスすることで、リング状シートを底面中央部に貫通穴を有するカップ状に形成する。或いは、シートを円形状に打ち抜き、同様の金型でプレスすることで、円形状シートをカップ状に形成する。その後、底面中央部に貫通穴を形成しても同様の補強部材840を得ることが可能である。
【0054】
第2の実施形態に係る紙容器801において、紙容器801の側面に対する押圧力に対しては、漏斗830に嵌め込まれた補強部材840のリング841及び円筒体842が容器本体820の側壁を内側から支持するため、紙容器801の変形が抑制される。
【0055】
補強部材840に対する容器本体820内部方向への押圧力に対しては、補強部材840のリング841に嵌め込まれた漏斗830が、容器本体820内面の凸条824及び容器本体820との接合によって強固に保持されているため、十分な強度を有する。
【0056】
第2の実施形態に係る紙容器801は、材料を充填し、開口部をメンブレンで封止した詰め替えパッケージとして用いられた場合、第1の実施形態と同様の効果を奏する。これに加えて、第2の実施形態では、補強部材840は容器本体820のフランジ821に係止する必要がないため、補強部材840及びフランジ821の構造が単純となり、製造が容易となる利点を有する。
【0057】
尚、第2の実施形態に係る紙容器は、絞り加工で補強部材840を形成することを除いて、第1の実施形態と同様の材料及び方法によって作成できる。補強部材840を容器本体820に接合する場合は、上記の第1の接合方法または第2の接合方法を適用して、補強部材840の外面と容器本体820とを溶着することができる。
【0058】
(第3の実施形態)
図8は、本発明の第3の実施形態に係る紙容器801の断面図である。
【0059】
第3の実施形態に係る紙容器801は、第1の実施形態に係るものに比べて、漏斗830の形状が異なる。以下、本実施形態と第1の実施形態との相違点を中心に説明し、第1の実施形態に係るものと同様の構成については説明を省略する。
【0060】
第3の実施形態に係る漏斗830は、容器本体820の開口部に向けて径が狭まるテーパー部831と、開口部834に接続される直管形状のストレート部832とからなる。またストレート部832の先端には、外側に折り返した折り返し部836が形成される。また固着部835が、外側に折り返した形状に形成されている。このような形状を有する固着部835であっても、容器本体820の内部に位置合わせをした状態で漏斗830を挿入し、容器本体820の側壁内面に溶着することが可能である。
【0061】
漏斗830の各寸法が一定であれば、このようにテーパー部831とストレート部832とで漏斗830を形成した場合、テーパー部831のテーパー角が大きくなるため、使用時に保存容器に対する漏斗830の挿入量を大きく取ることができる。したがって、使用時に内容物が飛散したりこぼれたりするのを効果的に抑制できる。
【0062】
(第4の実施形態)
図9は、本発明の第4の実施形態に係る紙容器801の断面図である。
【0063】
第4の実施形態に係る紙容器801は、第1の実施形態に係るものに比べて、容器本体820の形状が異なる。以下、本実施形態と第1の実施形態との相違点を中心に説明し、第1の実施形態に係るものと同様の構成については説明を省略する。
【0064】
第4の実施形態に係る容器本体820は、側壁内面の全周に渡って、周方向に伸びる溝825を有する。漏斗830の固着部835を構成するカーリングは、溝825の内面に嵌め込まれた状態で、溝825の内面に接合されている。このように、溝825に漏斗830の固着部835を嵌め込む事で、漏斗830を容器本体820の内部に収容するときの位置決めが容易となり、かつ漏斗830を所定位置に保持できる。
【0065】
尚、溝825及び固着部835の寸法及び形状は、図9に示すように、溝825の内部に少なくとも固着部835の一部が嵌まり込むものであれば特に限定されない。
【0066】
(第5の実施形態)
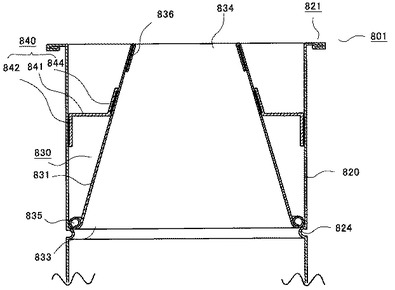
図10は、本発明の第5の実施形態に係る紙容器801の断面図である。
【0067】
第5の実施形態に係る紙容器801の基本的な構成は、第2の実施形態に係るものと同様である。ただし、補強部材840の形状及び取り付け方法が第2の実施形態とは異なる。
【0068】
第5の実施形態に係る補強部材840は、リング841の内周縁から、漏斗830の外面に沿って、容器本体820の開口部に向かって伸びる円錐台形状の側壁844を更に備える。尚、円筒体842の延伸方向及び側壁844の延伸方向の組み合わせは、本実施形態のものに限定されることはない。例えば円筒体842は、リング部841の外周縁から容器本体820の開口部に向かって垂直に立ち上がっても良く、側壁844は、リング部841の内周縁から容器本体820の底部に向かって延びても良い。
【0069】
補強部材840は、両面が熱可塑性樹脂層となるようにコーティングされたシートによって形成され、補強部材840の円筒体842の外面と容器本体820内面との間及び筒体844の内面と漏斗本体830の外面との間が溶着されている。補強部材840は、開口と罫線(または切り込み)を形成した円形シートの絞り加工によって形成できる。また、側壁844は、必ずしも漏斗830の全周に接続されている必要はなく、間欠的に接続されていても良い。
【0070】
第5の実施形態に係る紙容器801においては、補強部材840が容器本体820のみならず漏斗830にも接合されているので、補強部材840の取り付け強度が更に向上し、使用時における容器(詰め替え先容器)の侵入をより確実に停止できる。また、容器本体820と漏斗830との位置関係をより安定して維持することができる。
【0071】
(第6の実施形態)
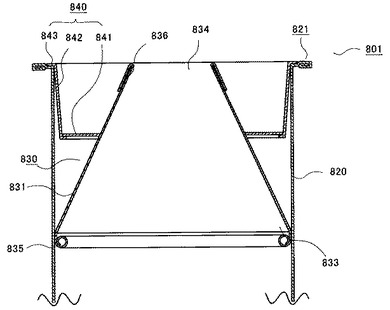
図11は、本発明の第6の実施形態に係る紙容器801の断面図である。
【0072】
第6の実施形態に係る紙容器801は、第1の実施形態に係るものに比べて、容器本体820及び漏斗830の形状と、漏斗830の取り付け方法とが異なる。以下、本実施形態と第1の実施形態との相違点を中心に説明し、第1の実施形態に係るものと同様の構成については説明を省略する。
【0073】
第6の実施形態に係る容器本体820は、側壁と底面と開口部を有する円筒体からなる。開口部には第1の実施形態と同様にフランジ821が形成されている。ただし、容器本体820の内面には、凸条や溝等は設けられていない。
【0074】
第6の実施形態に係る漏斗830は、外径が大きい方の開口部833から外形が小さい方の開口部834にかけて、先細りとなる円錐台形状を有する。漏斗830の一端には、内向きに環状に巻かれたカーリングによって固着部835が形成され、他端には開口部834には外側に折り返した折り返し部836が形成される。
【0075】
漏斗830の最外形寸法は、容器本体820の内径寸法より大きく設計されている。紙容器801の組み立て時には、固着部835を内側に押し込んで窄めた状態としてから漏斗830を容器本体820の内部に挿入する。この時、接続部835の反発力によって、漏斗830は容器本体820の内部所定位置に安定して保持される。その後、接触箇所を加熱して、容器本体820の側壁内面に漏斗830を溶着する。
【0076】
第6の実施形態に係る紙容器801は、容器本体820の側壁内面に凸条824及び溝25を形成しないため、製造工程が簡易となる利点を有する。また、漏斗830を容器本体820に挿入するだけで、漏斗830が仮止めされるので、漏斗830の位置決めがしやすくなる。
【0077】
(第7の実施形態)
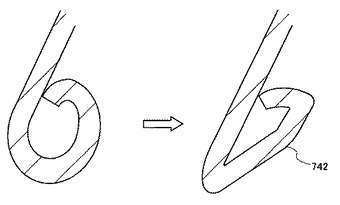
図12は、本発明に係る漏斗の一例を示す断面図であり、図13は、図12に示されるカーリングの形成方法を示す模式図である。
【0078】
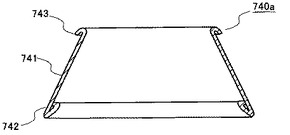
図12に示す漏斗740aは、紙を主体とするシート材料の成形体であり、軸方向及び径方向の押し強度を向上させるために端縁部分に設けた補強構造に特徴を有する。本実施形態に係る漏斗740aの構造は、上記の各実施形態に係る漏斗を紙を主体とする材料(紙及びPE等の熱可塑性樹脂の積層体)で形成する際に適用できる。
【0079】
漏斗740aは、シート材料から一体的に形成され、一端に向かって径の狭まる円錐台形状のテーパー部741と、テーパー部741の軸方向における一端及び他端にそれぞれ形成されたカーリング742及び743を備える。
【0080】
テーパー部741のテーパー角は、5°以上であることが好ましい。テーパー角が5°未満となると漏斗としての機能を十分に発揮することができなくなる。
【0081】
カーリング742は、図13に示すように、テーパー部741の一端を内側に巻き込んだ後、その一部を押しつぶすことによって、断面がほぼ三角形に形成されている。カーリング742をこのような断面形状に形成すれば、漏斗740aの使用時にカーリング742上やカーリング742と容器本体の側壁744との当接部分に内容物が残留しにくくなるので、漏斗740aの使い勝手が向上する。カーリング742は、容器本体に挿入された状態において、主として横押し強度(容器本体の径方向の押圧力に対する強度)の補強に寄与する。
【0082】
カーリング743は、テーパー部741の他端を外側に折り返すことによって形成されている。図12には、カーリング743を半カール(プレカール)状に形成した例を示しているが、テーパー部741の他端を完全に巻き込んで筒状に形成しても良い。また、カーリング743は、内巻きでも良いし、巻き込み方向にかかわらず、カーリング742と同様にその一部を押しつぶしても良い。ただし、カーリング743は、主として包装容器の開封時にメンブレンから受ける押圧力に対する強度の補強を目的とするため、外巻きで潰し部分のないカーリングを採用することが強度面では好ましい。
【0083】
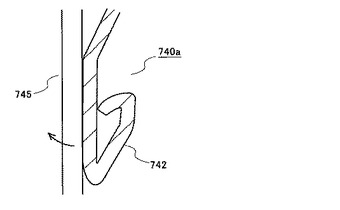
図14は、図12に示される漏斗の容器本体への取り付け状態を示す断面図である。
【0084】
漏斗740aの広口側の開口部の外径が容器本体745の内径より大きくなるように設定される。このように寸法を設定すると、図の矢印で示す方向に働く反発力によって容器本体745の内面側へとカーリング742が付勢されるため、カーリング742と容器本体745との密着性が向上する。
【0085】
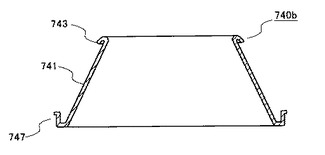
図15は、本発明の第7の実施形態に係る漏斗の他の例を示す断面図である。
【0086】
図15に示される漏斗740bは、図12に示した漏斗740aのカーリング742に替えて、スカート747が設けられている。スカート747は、漏斗740bの一端を外方側に複数回折り曲げることによって形成され、コ字形状の断面を有している。このようなスカート741によっても、カーリング742と同様に径方向の強度を補強することができる。
【0087】
尚、本実施形態に係る漏斗740a及び740bと容器本体との接合は、例えば、容器本体745への挿入後に、カーリング742(スカート747)と容器本体745内面との接触箇所を高周波シールする方法や、容器本体745への挿入前にカーリング742(スカート747)をホットエアで加熱して、容器本体の内面(LDPE等の熱可塑性樹脂層)に溶着する方法により行うことができる。その際、容器本体内面も同様にホットエアで加熱しておくことが望ましい。
【0088】
ここで、漏斗740a及び740bの形成方法及び形成材料について説明する。
【0089】
上記の漏斗740a及び740bは、例えば、扇形状シートをカップ成型する方法(以下、「第1の成型方法」という)と、円形シートをプレス加工する方法(以下、「第2の成型方法」という)とを適用できる。
【0090】
第1の成型方法では、シート材料を所望の寸法の扇形状に打ち抜き、カップ成形機を用いて扇形シートを円錐台形状に成型すると共にカーリング部を形成する。一方、第2の成型方法では、シート材料を所望の大きさの円形に打ち抜くと共に、打ち抜いた円形シートに絞り加工用の罫線を形成する。漏斗形状の一対の金型(雄型及び雌型)を用いて、得られた円形シートをプレスし絞り成型を行う。尚、第2の方法において、伸び率の高い紙シートを用いる場合には、絞り加工用罫線の形成は省略しても良い。また、伸び率の高い紙シートを用いる場合、熱版圧空成形型を用いても良い。
【0091】
第1及び第2の成型方法で用いるシート材料は、例えば、紙シートの一方面または両方面に熱可塑性樹脂等のコーティングを施すことによって作製できる。
【0092】
紙シートは、特に限定されないが、食品の包装容器の用途では、バージンパルプ100%の材料を使用することが好ましい。また、紙シートの秤量は100〜300g/m2であることが好ましい。紙シートの秤量がこの下限を下回ると、カーリング742やスカート747を形成した場合でも包装容器に要求される径方向の強度を確保することが困難となる。また、秤量がこの上限を上回ると製造コストの上昇を招くので好ましくない。
【0093】
また、第2の成型方法で使用する紙シートは、プレス成型を行うため、伸び率が高い(例えば、縦伸び率:5%以上、横伸び率:7%以上)紙シートを使用する。伸び率が10%以上の特性を有する紙シートを用いれば、絞り加工用罫線の形成を省略できる。使用する紙シートは、絞り深さや罫線の形成の有無を考慮して選定することが好ましい。
【0094】
紙シートに施されるコーティングは、内容物が紙シートに付着・吸着するのを防止すると共に、容器本体745と漏斗740a及び740bとの接触箇所を溶着によって接合するためである。コーティング材料としては、ポリオレフィン樹脂、ポリエステル樹脂、ポリアミド樹脂等を利用できる。コーティング方法としては、フィルム状に成型して紙シートに貼り合わせたり、紙シート上に直接押し出し加工したり、液化して塗工したりする方法がある。尚、使用する樹脂材料は、容器本体との溶着しやすさや、内容物の吸着性等を考慮して選定することが望ましい。
【0095】
また、紙シートにアルミニウム箔を貼り合わせておけば、容器本体にアルミニウム箔を用いなくても高周波シールが可能となる。この場合、相対的に表面積の小さな漏斗にのみアルミニウム箔を用いることにより、アルミニウム箔の使用量を低減することができ、省資源化に役立つ。
【0096】
本実施形態に係る漏斗740a及び740bによれば、包装容器全体の樹脂比率を低減できるので、省資源化及び廃棄の容易性の面でメリットがある。また、プレス成形や熱版圧空成形用の金型は、インジェクション成形用の金型と比べて安価であるため、製造コストの低減を図ることができ、また、多彩なサイズの金型を用意できる。また、紙製の漏斗740a及び740bであれば、樹脂製の漏斗と同程度の剛性を有していても、重量を軽くすることができる。また、紙製の漏斗740a及び740bであれば、径方向に押しつぶすことによって容易に容積を小さくできるので、廃棄の容易性に優れる。
【0097】
(その他の変形例)
以上本発明の第1〜7の実施形態について説明したが、本発明は必ずしもこれらの実施形態に限定されない。容器本体については、必ずしも円筒形状である必要はなく、漏斗、補強部材が組み込まれ、紙容器として、本発明と同様の効果が得られるものであれば特に限定されない。例えば筒状の角柱形状や錘形状、箱形状の紙容器にも本発明を適用できる。
【0098】
漏斗の形状については、詰め替え時に材料を保存容器に適切に導くことが可能なものであれば特に限定されず、例えば、径が大きい方の開口部から径が小さい方の開口部に至るまでの少なくとも一部分がテーパー形状を有する等、径の狭まっているものであれば良い。
【0099】
漏斗のカーリング部及び折り返し部については、漏斗に要求される強度を有するものであれば特に限定されず、これらの形状や組み合わせについては任意である。例えば、漏斗の両端部ともにカーリング部を形成しても良いし、或いは両方折り返し部を形成しても良い。
【0100】
補強部材についても実施形態に示す形状に限定されず、紙容器に要求される強度を得られるものであれば良い。また、補強部材とは別の構造部材を容器本体820の内部に配置し、その構造部材を保存容器の開口部の進入を阻むストッパーとして機能させても良い。
【0101】
尚、補強部材を用いない場合は、紙容器としての強度は低下するが、容器本体の開口部にカーリング部または折り曲げ状のフランジを形成することや、漏斗にカーリング部、折り返し部、ストレート部等を設け、かつ容器本体側面に漏斗を強固に接合することで、上述の実施形態と同様の効果を奏することが可能である。
【0102】
また、紙容器を構成する容器本体、漏斗、補強部材は全てプレス成形等で製造できるため、射出成形に比べて簡易な金型を用いることができる。それ故、製造コストを削減し、多彩なサイズの金型を揃えることが容易となる利点を有する。
【0103】
更に、上記の第1〜第6の各実施形態では、容器本体の全体が筒状である例を説明したが、容器本体は、筒状や箱形状の部分とこれに接続される袋状の部分(パウチやガゼット袋等)とから構成されていても良い。
【0104】
更に、上記の第1〜第6の各実施形態では、容器本体と漏斗との相対的な位置関係を規制することによって紙容器を補強する補強部材が設けられた構成を説明したが、容器本体と漏斗との取り付け強度が十分確保されていれば、補強部材は必ずしも必要ではなく、省略しても良い。
【0105】
更に、上記の第1〜第5の各実施形態では、容器本体内面には、円弧状の断面形状を有する形成された凸条及び溝が全周に形成されているが、必ずしもこのように形成する必要はない。凸条は、漏斗の広口側の開口部に当接して漏斗の容器本体内部側への移動を阻止するものであれば、任意の断面形状で良い。同様に、溝は、その内面で漏斗の広口側の開口部に当接して漏斗の容器本体内部側への移動を阻止するものであれば、任意の断面形状でよい。また、凸条や溝は、容器本体の周方向に間欠的に形成しても良く、この場合、凸部や溝に替えて、突起体や凹部を設けても良い。
【産業上の利用可能性】
【0106】
本発明は、インスタントコーヒーや粉ミルク等の食品や、複写機やレーザープリンター用のトナーなど、粉状・顆粒状・液状の流動性を有する材料を他の容器に移し替えるための包装容器として利用できる。
【符号の説明】
【0107】
740a、740b 漏斗
741 テーパー部
742、743 カーリング
744 容器本体の側壁
745 容器本体
747 スカート
801 紙容器
810 パッケージ
820 容器本体
821 フランジ
822 フランジL
823 フランジH
824 凸条
825 溝
830 漏斗
831 テーパー部
832 ストレート部
833、834 開口部
835 固着部
836 折り曲げ部
840 補強部材
841 リング
842 円筒体
843 フランジ
844 筒体
850 内容物
860 メンブレン
870 保存容器
871 開口部
880 オーバーキャップ
【技術分野】
【0001】
本発明は、例えばインスタントコーヒーのパッケージに用いられ、内容物を保存容器に詰め替えるために使用される紙容器及びその製造方法に関する。
【背景技術】
【0002】
インスタントコーヒー等の粉粒状(粉状または粒状)食品は、開封後の気密性を保つために、一般にキャップ付瓶等の密閉容器に充填して販売されている。また、内容物の消費後に、密閉容器を再利用し、内容物のみを再充填する目的で、内容物を簡易に包装した詰め替え用パッケージも知られている。パッケージの容器としては、パウチ、ガゼット袋、開口部が封止された筒状容器等が広く用いられている。
【0003】
これらの詰め替え用パッケージから保存容器へと内容物を再充填する際には、詰め替え用パッケージを開封して保存容器の開口部に宛がい、内容物を徐々に詰め替える。この時内容物がこぼれて手や周囲を汚してしまう場合があり、詰め替え作業が煩雑であった。この問題を解決するために、特許文献1では、より簡便に内容物の詰め替え作業が行える詰め替え用パッケージが提案されている。
【0004】
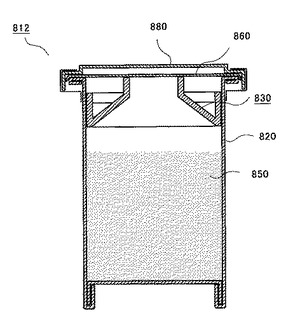
図16は、特許文献1に記載された従来の詰め替え用パッケージの断面図である。
【0005】
詰め替え用パッケージ812は、円筒形状の容器本体820と、漏斗830と、メンブレン860と、オーバーキャップ880とから構成されている。漏斗830は、容器本体820の開口部の外側に向けて先細りとなるように容器本体820内部に配置され、容器本体820の内面に接合されている。容器本体820の内部には内容物850が充填され、容器本体820の開口部がメンブレン860で封止される。さらに保管や流通時等に、メンブレン860の破断を防止するために、メンブレン860の上を覆うオーバーキャップ880が取り付けられ、シュリンクフィルムによってオーバーキャップ880と容器本体820とが一体化されている。
【0006】
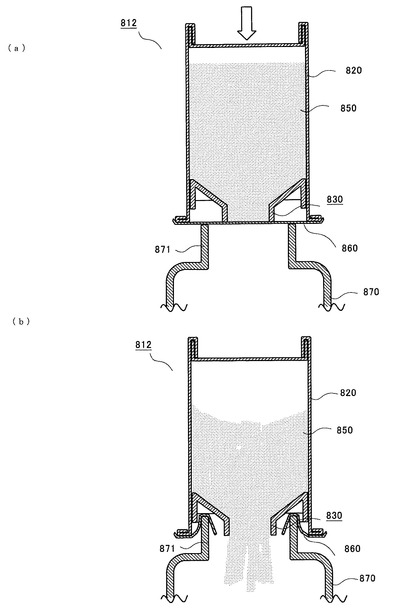
図17は、図16に示す詰め替え用パッケージ812の使用状態を示す断面図である。
【0007】
まず、図17(a)に示すように、シュリンクフィルム及びオーバーキャップ880を取り外した詰め替え用パッケージ812を倒立させ、メンブレン860を保存容器870の開口部871に当接させる。この時、詰め替え用パッケージ812及び保存容器870の各々の軸中心が略一致した状態とする。
【0008】
次に、詰め替え用パッケージ812の底部を図の矢印の方向に押圧すると、図17(b)に示すように、メンブレン860が破断する。この結果、漏斗830の内面をつたって内容物850が保存容器870へと流れ出し、内容物850の詰め替えが完了する。
【0009】
特許文献1に記載の詰め替え用パッケージ812は、内容物850を保存容器870内部へと導く漏斗830を備え、メンブレン860の破断と同時に漏斗830の開口部が保存容器870の内部に挿入されるので、詰め替え時に内容物850をこぼすことなく、簡便に詰め替えができる。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2009−7067号公報
【特許文献2】特許第2895556号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
特許文献1に記載の漏斗は、スカートが一体化された構造を有するため、成形の容易さの面で、樹脂による一体成形によって形成されることが一般的である。一方、容器本体は樹脂量低減化によるコストダウンや、省資源化、軽量化等を考慮して、紙で製作することが好ましい。このように両者の材質が異なり、かつ漏斗が容器本体の内部に接合されている場合、両者を分別廃棄することが困難であるという問題がある。
【0012】
また、漏斗が樹脂製であるため、容器全体としての樹脂量比率が大きい。加えて、漏斗の剛性が高いため、廃棄時の容器の減容化も困難である。
【0013】
そこで本発明は、内容物の詰め替えを容易に行うことができ、かつ、容器として十分な強度を有し、使用後における分別廃棄の必要がなく、減容化可能な紙容器の提供を目的とする。
【課題を解決するための手段】
【0014】
本発明は、粉粒状または液状の内容物を包装し、内容物を他の容器に詰め替えるための紙容器であって、開口部を有する紙製の容器本体と、容器本体の内部に収容され、開口部に向けて径が狭まると共に、その外径が最も大きな部分が容器本体の内面に接合される紙製の漏斗とを備える紙容器を提供することである。
【発明の効果】
【0015】
本発明によれば、紙容器を構成する容器本体と漏斗とがいずれも紙製であるため、使用後に分別廃棄の必要が無く、また容器を押しつぶすことで容易に減容化が可能である。
【図面の簡単な説明】
【0016】
【図1】本発明の第1の実施形態に係る紙容器の一部破断図
【図2】図1に示したA−A’線に沿った断面図
【図3】本発明の第1の実施形態に係るパッケージの使用状態を示す図(メンブレン開封前)
【図4】本発明の第1の実施形態に係るパッケージの使用状態を示す図(メンブレン開封後)
【図5】図1に示した紙容器の製造方法の一例を示す模式図
【図6】図1に示した紙容器の製造方法の他の一例を示す模式図
【図7】本発明の第2の実施形態に係る紙容器の断面図
【図8】本発明の第3の実施形態に係る紙容器の断面図
【図9】本発明の第4の実施形態に係る紙容器の断面図
【図10】本発明の第5の実施形態に係る紙容器の断面図
【図11】本発明の第6の実施形態に係る紙容器の断面図
【図12】本発明の第7の実施形態に係る漏斗の一例を示す断面図
【図13】図12に示されるカーリングの形成方法を示す模式図
【図14】図12に示される漏斗の容器本体への取り付け状態を示す断面図
【図15】本発明の第7の実施形態に係る漏斗の他の例を示す断面図
【図16】従来の詰め替え用パッケージの断面図
【図17】図16に示す詰め替え用パッケージの使用状態を示す断面図
【発明を実施するための最良の形態】
【0017】
(第1の実施形態)
図1は、本発明の第1の実施形態に係る紙容器の一部破断図であり、図2は、図1に示したA−A’線に沿った断面図である。
【0018】
紙容器801は、粉粒状または液状の内容物を包装し、保存容器の詰め替えに用いるものであって、内容物を充填するための容器本体820と、容器本体内の内容物を保存容器に導くための漏斗830と、紙容器の側面のたわみ強度(径方向の押圧力に対する強度)を向上させる補強部材840とから構成される。容器本体820、漏斗830、補強部材840はいずれも紙を主体とする材料により形成されている。
【0019】
容器本体820は、側壁と底面と開口部を有する円筒体からなり、側壁の内面には容器本体820の全周に渡って周方向に延びる凸条824が形成されている。この環状の凸条824は、後述する漏斗830を容器本体820内へ取り付ける際の位置決めを行うと共に、漏斗830を取り付け位置に保持するために設けられている。
【0020】
容器本体820の開口部には、側壁の端縁部分を外側に複数回折り曲げて層状にした断面を有する、リング状のフランジ821が形成されている。図2に拡大して示すように、フランジ821の外周部823の上端レベルは、内周部822の上端レベルより高くなるように設定されている。この形状は、例えば、フランジ822に超音波を発振しながら金型で加圧することによって形成できる。
【0021】
漏斗830は、径が大きい方の開口部833から最も径が小さい方の開口部834にかけて径が狭まる円錐台形状をなすテーパー部831を有する。テーパー部831は、容器本体820の開口部に向かって径が狭まるように容器本体820内に収納されている。また、本実施形態では、漏斗830の開口部834の上端と容器本体820の開口部の上端のレベルがほぼ同じもしくは前記開口部834の上端が容器本体820の開口部の上端より若干上方に位置するように設計されている。このように構成すれば、紙容器801に内容物を充填しての開口部をメンブレンでシールした際、漏斗830の開口部833先端がメンブレンに当接するので、輸送時等に漏斗830の内側から外側へと内容物の回り込むことを防止できる。
【0022】
漏斗830のテーパー角(漏斗の中心軸に対する内面の傾斜角度)は、5°以上であることが好ましい。テーパー角が5°未満となると漏斗としての機能を十分に発揮することができなくなる。ただし、テーパー角は、内容物の形状や流動性等の性状に応じて任意の値に設定できる。
【0023】
漏斗830の一端には、外側に環状に巻き込むカーリングによって固着部835が形成され、他端には内側に折り返した折り返し部836が形成されている。固着部835及び折り返し部836は、漏斗830の側面のたわみ強度及び縦方向(漏斗の中心軸方向)の座屈強度を高くする機能を発揮する。固着部835は、容器本体820の側壁の内面に漏斗830を接合するためのものであるが、その詳細は後述する。尚、本明細書において、「接合」とは、接着剤を介した接着及び熱可塑性樹脂を介した溶着の両方を含む概念である。
【0024】
補強部材840は、底面部に開口を有するカップ形状を有し、開口に漏斗830の狭口側の開口部を挿通した状態で、漏斗830の外面と容器本体820の内面とで挟まれた空間に嵌め込まれている。補強部材840は、漏斗830の外周面を囲み、容器本体820の側壁の内面に対して略垂直方向(容器本体820の底部と平行な方向)に延びるリング841と、リング841の外周縁から容器本体820側壁の内面に沿って、容器本体820の開口部に向ってほぼ垂直に立ち上がる円筒体842と、円筒体842の上端に接続された外側に突出するリング状のフランジ843とから構成される。
【0025】
図2に示されるように、補強部材840のフランジ843の外径は、フランジ821(容器本体820)の外周部823の内径より小さく、かつ、フランジ843の厚みは、内周部822及び外周部823のレベル差以下となるように各部の寸法が設定されている。したがって、補強部材840を容器本体820に嵌め込むと、そのフランジ843が容器本体820のフランジ821上に形成された凹部に収まる。尚、フランジ843の上端の位置は必ずしもこのように設定する必要はないが、メンブレンでフランジ821の上端をシールする際の容易性を考慮すると、フランジ843の上端レベルはフランジ821の上端レベル以下であることが好ましい。また、容器本体820のフランジ821上面と補強部材840のフランジ843上面の両方をメンブレンで封止しても構わない。
【0026】
図3及び4は、本発明の第1の実施形態に係るパッケージの使用状態を示す図である。さらに特定すると、図3(a)及び4(a)は、パッケージの使用状態を示す斜視図であり、図3(b)は、B−B’線に沿った断面図であり、図4(b)は、C−C’線に沿った断面図である。
【0027】
パッケージ810は、上記の紙容器801の容器本体820に内容物850を充填し、開口部をメンブレン860で封止したものである。尚、メンブレン860には、外部からの押圧によって張力が所定の大きさを超えたときに破断するように、中心から放射状に伸びる複数の切断線(図示せず)が形成されている。
【0028】
上記のパッケージ810から保存容器870に内容物850を詰め替えるには、図3(a)及び(b)に示すように、まず、パッケージ810を倒立させ、詰め替え先となる保存容器870の開口部871にメンブレン860を当接させる。この時、パッケージ810及び保存容器870の各々の軸中心を一致した状態にする。
【0029】
次に、パッケージ810の底部を図の矢印の方向に押圧すると、保存容器870の開口部871によってメンブレン860が押圧され、メンブレン860に張力が発生する。メンブレン860に働く張力が、メンブレン860の破断強度を越えると、図4(b)に示すように、メンブレン860が破断する。
【0030】
メンブレン860が破断すると、保存容器870の開口部871は、破断したメンブレン860を押し込みながら補強部材840の内面と漏斗830の外面とで挟まれた間の空間に侵入し、補強部材840のリング841に当接することでその移動が停止する。この結果、漏斗830の狭口側の開口部834が大きく開放されると共に、保存容器870の開口部871の内部に挿入される。パッケージ810内部の内容物850は、漏斗830の内面をつたって保存容器870へと流れ出し、内容物850の詰め替えが完了する。
【0031】
このように、第1の実施形態に係る紙容器801は、材料を保存容器870内部へと導く漏斗830を備え、メンブレン860の破断と同時に漏斗830の開口部834が保存容器870の内部に挿入される。したがって、内容物850をこぼすことなく、簡便に詰め替えができる。
【0032】
本実施形態では、補強部材840のフランジ843が容器本体820の開口部に沿うと共に、補強部材840のリング841に漏斗830が隙間のない状態で嵌め込まれている。加えて、容器本体820に接続される漏斗830の固着部835が容器本体820の側壁を内側から支持している。これらの各部が紙容器801側面への外部からの押圧力に対する抵抗となるので、紙容器801の径方向の変形が効果的に防止される。
【0033】
また、漏斗830の固着部835は、凸条824に接した状態で容器本体820の側壁内面に接合されている。凸条824と固着部835との接合によって、漏斗830は、容器本体820内部へと移動することなく、所定位置に保持される。また、漏斗830が、固着部835及び折り返し部836を備えることで座屈強度が高められており、メンブレンから受ける押圧力による変形が防止される。
【0034】
メンブレン860の破断後には、保存容器870の開口部871が補強部材840のリング841に衝突することによって、補強部材840に対して、容器本体820の内部方向への押圧力が加わる。本実施形態に係る補強部材840は、そのフランジ843に当接する容器本体820のフランジ821と、リング841に嵌め込まれた漏斗830(容器本体820に固定されている)とによって内部へ移動が規制されているので、保存容器870の侵入を確実に停止できる。
【0035】
以上のように、本実施形態に係る紙容器801及びこれを用いたパッケージ810によれば、材料の詰め替えを容易に行うことができると共に、紙容器801及びこれを用いたパッケージ810は、紙を主体として形成されているので、使用後における分別廃棄の必要がなく、減容化も容易となる。また、補強部材840が容器本体820の撓み方向の強度を補強する機能と、使用時に保存容器870が所定量以上押し込まれることを阻止するストッパーとしての機能を発揮するので、容器として十分な強度を確保することが可能となる。
【0036】
ここで、第1の実施形態に係る紙容器801の製造方法について説明する。
【0037】
第1の実施形態に係る紙容器801の製造方法は、紙製の容器本体820を形成する工程と、紙製の漏斗830を形成する工程と、漏斗830に接続部835を形成する工程と、補強部材840を形成する工程と、容器本体820の内面とを接合する工程と、補強部材840を配置する工程とからなる。
【0038】
<1.紙製の容器本体を形成する工程>
まず、紙及び樹脂の積層体からなるシートを所定寸法の矩形と円形とに打ち抜き、通常の紙カップ成形法にて、開口と、矩形シートよりなる側壁と、円形シートよりなる底部とを有する円筒形状の容器本体820を形成する。容器本体の開口部には、カーリングを形成した後、超音波を発振しながら押しつぶしてフラットにする。必要に応じて、矩形シートに溝を形成することによって、容器本体の周方向に延びる凸条834を形成しても良い。
【0039】
<2.紙製の漏斗を形成する工程及び漏斗に接続部を形成する工程〉
次に、少なくとも一方の最外層にポリエチレン(PE)等の熱可塑性樹脂層を設けたシートを所定寸法の扇形状に打ち抜きく。カップ成形機を用いて、打ち抜いた扇形状シートを円錐台形状に成形すると共に、広口側の開口部にカーリングを設けることによって固着部835を形成する。このとき、固着部835の最外面に熱可塑性樹脂層が位置するように、シートの表裏(カップ成形時のシートのカール方向)及びカーリングの巻き方向を決定する。熱可塑性樹脂層は、容器本体820の内面に固着部835を溶着するために設けられるものである。したがって、漏斗形成用のシートの少なくとも片面にはポリエチレン(PE)等の熱可塑性樹脂層が必要であり、両面に熱可塑性樹脂層が設けられることがより望ましい。
【0040】
<3.紙製の補強部材を形成する工程>
補強部材840は、紙又は紙及び樹脂フィルムの積層体からなるシートを扇形形状とリング形状とに打ち抜き、紙カップ成形機を用いて、開口と、矩形シートよりなる側壁と、リング状の底部とを有する円錐台形状の補強部材840を形成する。容器本体の開放端となる部分には、側壁の開放端縁を水平に(平坦に)押しつぶすことによってフランジを形成する。扇形形状のシートに替えて矩形形状のシートを用いることにより、補強部材840を検討系としても良い。また、伸張性を有するリング状の紙シートを絞り加工することによって補強部材840を成型しても良い。尚、補強部材840を容器本体820及び漏斗830に溶着させる場合は、溶着面となる積層シートの最外層に熱可塑性樹脂層を設ける。
【0041】
<4.漏斗と容器本体の内面とを接合する工程>
図5は、図1に示した紙容器の製造方法の一例を示す模式図であり、図6は、図1に示した紙容器の製造方法の他の一例を示す模式図である。漏斗830の固着部835を容器本体820に接合する方法としては、固着部835を加熱してから容器本体に挿入する方法(以下、「第1の接合方法」という)と、漏斗を挿入してから接合部を加熱する方法(以下、「第2の接合方法」という)とがある。図5は、第1の接合方法を図示したものであり、図6は、第2の接合方法を図示したものである。
【0042】
第1の接合方法では、図5(a)に示すように、まず、漏斗830の固着部835をホットエアー等で加熱し、固着部835の表面にコーティングされた熱可塑性樹脂を溶融させる。この時、更に容器本体820の側壁内面のうち、固着部835との接合箇所もホットエアー等で加熱し、最内面の熱可塑性樹脂を溶融させておくことが望ましい。
【0043】
次に、図5(b)に示すように、熱可塑性樹脂の溶融状態が持続する間に、漏斗830の広口側の開口部834を容器本体820の内部に挿入する。容器本体820の内面に形成された凸条824に漏斗830の固着部835を当接させることによって、漏斗830の位置決めできる。その後、溶融した熱可塑性樹脂が冷却固化すると、容器本体820の側壁内面に漏斗830の固着部835が接合される。
【0044】
第2の接合方法では、図6(a)に示すように、まず、漏斗830の広口側の開口部834を容器本体820の内部に挿入する。この時、第1の接合方法と同様に、容器本体820と漏斗830との位置合わせは、容器本体820の内面に形成された凸条824に漏斗830の固着部835を当接させることで容易に行うことができる。
【0045】
次に、図6(b)に示すように、漏斗830の固着部835と容器本体820の側壁内面との接触箇所を加熱する。加熱処理は、高周波加熱、ホットエアー、超音波等を利用できる。固着部835の表面にコーティングされた熱可塑性樹脂が溶融後、固化することで、漏斗830の接合部835と容器本体820の側壁内面とが接合される。
【0046】
<5.補強部材を配置する工程>
容器本体820への漏斗830の取り付け後、補強部材840のリング841の開口に漏斗830を挿通させ、漏斗830の外面と容器本体820の内面とで挟まれた空間に補強部材840を嵌め込む。
【0047】
以上の工程を経ることにより、図1及び2に示した容器本体801を作製することができる。
【0048】
紙容器801に用いられる紙シートは、表面をコーティングによって樹脂で積層する。これは内容物が紙シートに付着・吸着するのを防止すると共に、容器本体820と漏斗830の接続部835を溶着によって接合するためである。コーティング材料としては、ポリオレフィン樹脂、ポリエステル樹脂、ポリアミド樹脂等を利用できる。コーティング方法としては、フィルム状に成型して紙シートに貼り合わせたり、紙シート上に直接押し出し加工したり、液化して塗工したりする方法がある。尚、使用する樹脂材料は、容器本体820との溶着しやすさや、内容物の吸着性等を考慮して選定することが望ましい。
【0049】
(第2の実施形態)
図7は、本発明の第2の実施形態に係る紙容器の断面図である。
【0050】
第2の実施形態に係る紙容器801は、第1の実施形態に係るものに比べて、漏斗830及び補強部材840の形状が異なる。以下、本実施形態と第1の実施形態との相違点を中心に説明し、第1の実施形態に係るものと同様の構成については説明を省略する。
【0051】
図7に示す漏斗830は、固着部835が、完全に巻き込まず半カール(プレカール)状に形成されている。このような形状を有する固着部835であっても、容器本体820の内部に位置合わせをした状態で漏斗830を挿入し、容器本体820の側壁内面に溶着することが可能である。
【0052】
図7に示す補強部材840は、漏斗830の外周を囲むリング841と、リング841の外周縁から、容器本体820の内壁に沿って、容器本体820の底部側へと延びる円筒体842とからなる。補強部材840は、第1の実施形態の補強部材と同様に、容器本体820の補強及び保存容器870の進入を停止させるストッパーとして機能する。尚、円筒体842の向きは、本実施形態のものに限定されることはなく、図7の補強部材840の表裏を逆にして、円筒体842が、リング841外周縁から容器本体820の開口部に向かって立ち上がるようにしても良い。また、補強部材840の取り付け強度を向上させるため、円筒体842を容器本体820に接合することが好ましい。
【0053】
補強部材840は、紙及び樹脂フィルムの積層体からなるシートを、リング形状に打ち抜き、打ち抜いたリング状シートに絞り加工用の罫線を形成する。カップ形状の一対の金型(雄型及び雌型)でプレスすることで、リング状シートを底面中央部に貫通穴を有するカップ状に形成する。或いは、シートを円形状に打ち抜き、同様の金型でプレスすることで、円形状シートをカップ状に形成する。その後、底面中央部に貫通穴を形成しても同様の補強部材840を得ることが可能である。
【0054】
第2の実施形態に係る紙容器801において、紙容器801の側面に対する押圧力に対しては、漏斗830に嵌め込まれた補強部材840のリング841及び円筒体842が容器本体820の側壁を内側から支持するため、紙容器801の変形が抑制される。
【0055】
補強部材840に対する容器本体820内部方向への押圧力に対しては、補強部材840のリング841に嵌め込まれた漏斗830が、容器本体820内面の凸条824及び容器本体820との接合によって強固に保持されているため、十分な強度を有する。
【0056】
第2の実施形態に係る紙容器801は、材料を充填し、開口部をメンブレンで封止した詰め替えパッケージとして用いられた場合、第1の実施形態と同様の効果を奏する。これに加えて、第2の実施形態では、補強部材840は容器本体820のフランジ821に係止する必要がないため、補強部材840及びフランジ821の構造が単純となり、製造が容易となる利点を有する。
【0057】
尚、第2の実施形態に係る紙容器は、絞り加工で補強部材840を形成することを除いて、第1の実施形態と同様の材料及び方法によって作成できる。補強部材840を容器本体820に接合する場合は、上記の第1の接合方法または第2の接合方法を適用して、補強部材840の外面と容器本体820とを溶着することができる。
【0058】
(第3の実施形態)
図8は、本発明の第3の実施形態に係る紙容器801の断面図である。
【0059】
第3の実施形態に係る紙容器801は、第1の実施形態に係るものに比べて、漏斗830の形状が異なる。以下、本実施形態と第1の実施形態との相違点を中心に説明し、第1の実施形態に係るものと同様の構成については説明を省略する。
【0060】
第3の実施形態に係る漏斗830は、容器本体820の開口部に向けて径が狭まるテーパー部831と、開口部834に接続される直管形状のストレート部832とからなる。またストレート部832の先端には、外側に折り返した折り返し部836が形成される。また固着部835が、外側に折り返した形状に形成されている。このような形状を有する固着部835であっても、容器本体820の内部に位置合わせをした状態で漏斗830を挿入し、容器本体820の側壁内面に溶着することが可能である。
【0061】
漏斗830の各寸法が一定であれば、このようにテーパー部831とストレート部832とで漏斗830を形成した場合、テーパー部831のテーパー角が大きくなるため、使用時に保存容器に対する漏斗830の挿入量を大きく取ることができる。したがって、使用時に内容物が飛散したりこぼれたりするのを効果的に抑制できる。
【0062】
(第4の実施形態)
図9は、本発明の第4の実施形態に係る紙容器801の断面図である。
【0063】
第4の実施形態に係る紙容器801は、第1の実施形態に係るものに比べて、容器本体820の形状が異なる。以下、本実施形態と第1の実施形態との相違点を中心に説明し、第1の実施形態に係るものと同様の構成については説明を省略する。
【0064】
第4の実施形態に係る容器本体820は、側壁内面の全周に渡って、周方向に伸びる溝825を有する。漏斗830の固着部835を構成するカーリングは、溝825の内面に嵌め込まれた状態で、溝825の内面に接合されている。このように、溝825に漏斗830の固着部835を嵌め込む事で、漏斗830を容器本体820の内部に収容するときの位置決めが容易となり、かつ漏斗830を所定位置に保持できる。
【0065】
尚、溝825及び固着部835の寸法及び形状は、図9に示すように、溝825の内部に少なくとも固着部835の一部が嵌まり込むものであれば特に限定されない。
【0066】
(第5の実施形態)
図10は、本発明の第5の実施形態に係る紙容器801の断面図である。
【0067】
第5の実施形態に係る紙容器801の基本的な構成は、第2の実施形態に係るものと同様である。ただし、補強部材840の形状及び取り付け方法が第2の実施形態とは異なる。
【0068】
第5の実施形態に係る補強部材840は、リング841の内周縁から、漏斗830の外面に沿って、容器本体820の開口部に向かって伸びる円錐台形状の側壁844を更に備える。尚、円筒体842の延伸方向及び側壁844の延伸方向の組み合わせは、本実施形態のものに限定されることはない。例えば円筒体842は、リング部841の外周縁から容器本体820の開口部に向かって垂直に立ち上がっても良く、側壁844は、リング部841の内周縁から容器本体820の底部に向かって延びても良い。
【0069】
補強部材840は、両面が熱可塑性樹脂層となるようにコーティングされたシートによって形成され、補強部材840の円筒体842の外面と容器本体820内面との間及び筒体844の内面と漏斗本体830の外面との間が溶着されている。補強部材840は、開口と罫線(または切り込み)を形成した円形シートの絞り加工によって形成できる。また、側壁844は、必ずしも漏斗830の全周に接続されている必要はなく、間欠的に接続されていても良い。
【0070】
第5の実施形態に係る紙容器801においては、補強部材840が容器本体820のみならず漏斗830にも接合されているので、補強部材840の取り付け強度が更に向上し、使用時における容器(詰め替え先容器)の侵入をより確実に停止できる。また、容器本体820と漏斗830との位置関係をより安定して維持することができる。
【0071】
(第6の実施形態)
図11は、本発明の第6の実施形態に係る紙容器801の断面図である。
【0072】
第6の実施形態に係る紙容器801は、第1の実施形態に係るものに比べて、容器本体820及び漏斗830の形状と、漏斗830の取り付け方法とが異なる。以下、本実施形態と第1の実施形態との相違点を中心に説明し、第1の実施形態に係るものと同様の構成については説明を省略する。
【0073】
第6の実施形態に係る容器本体820は、側壁と底面と開口部を有する円筒体からなる。開口部には第1の実施形態と同様にフランジ821が形成されている。ただし、容器本体820の内面には、凸条や溝等は設けられていない。
【0074】
第6の実施形態に係る漏斗830は、外径が大きい方の開口部833から外形が小さい方の開口部834にかけて、先細りとなる円錐台形状を有する。漏斗830の一端には、内向きに環状に巻かれたカーリングによって固着部835が形成され、他端には開口部834には外側に折り返した折り返し部836が形成される。
【0075】
漏斗830の最外形寸法は、容器本体820の内径寸法より大きく設計されている。紙容器801の組み立て時には、固着部835を内側に押し込んで窄めた状態としてから漏斗830を容器本体820の内部に挿入する。この時、接続部835の反発力によって、漏斗830は容器本体820の内部所定位置に安定して保持される。その後、接触箇所を加熱して、容器本体820の側壁内面に漏斗830を溶着する。
【0076】
第6の実施形態に係る紙容器801は、容器本体820の側壁内面に凸条824及び溝25を形成しないため、製造工程が簡易となる利点を有する。また、漏斗830を容器本体820に挿入するだけで、漏斗830が仮止めされるので、漏斗830の位置決めがしやすくなる。
【0077】
(第7の実施形態)
図12は、本発明に係る漏斗の一例を示す断面図であり、図13は、図12に示されるカーリングの形成方法を示す模式図である。
【0078】
図12に示す漏斗740aは、紙を主体とするシート材料の成形体であり、軸方向及び径方向の押し強度を向上させるために端縁部分に設けた補強構造に特徴を有する。本実施形態に係る漏斗740aの構造は、上記の各実施形態に係る漏斗を紙を主体とする材料(紙及びPE等の熱可塑性樹脂の積層体)で形成する際に適用できる。
【0079】
漏斗740aは、シート材料から一体的に形成され、一端に向かって径の狭まる円錐台形状のテーパー部741と、テーパー部741の軸方向における一端及び他端にそれぞれ形成されたカーリング742及び743を備える。
【0080】
テーパー部741のテーパー角は、5°以上であることが好ましい。テーパー角が5°未満となると漏斗としての機能を十分に発揮することができなくなる。
【0081】
カーリング742は、図13に示すように、テーパー部741の一端を内側に巻き込んだ後、その一部を押しつぶすことによって、断面がほぼ三角形に形成されている。カーリング742をこのような断面形状に形成すれば、漏斗740aの使用時にカーリング742上やカーリング742と容器本体の側壁744との当接部分に内容物が残留しにくくなるので、漏斗740aの使い勝手が向上する。カーリング742は、容器本体に挿入された状態において、主として横押し強度(容器本体の径方向の押圧力に対する強度)の補強に寄与する。
【0082】
カーリング743は、テーパー部741の他端を外側に折り返すことによって形成されている。図12には、カーリング743を半カール(プレカール)状に形成した例を示しているが、テーパー部741の他端を完全に巻き込んで筒状に形成しても良い。また、カーリング743は、内巻きでも良いし、巻き込み方向にかかわらず、カーリング742と同様にその一部を押しつぶしても良い。ただし、カーリング743は、主として包装容器の開封時にメンブレンから受ける押圧力に対する強度の補強を目的とするため、外巻きで潰し部分のないカーリングを採用することが強度面では好ましい。
【0083】
図14は、図12に示される漏斗の容器本体への取り付け状態を示す断面図である。
【0084】
漏斗740aの広口側の開口部の外径が容器本体745の内径より大きくなるように設定される。このように寸法を設定すると、図の矢印で示す方向に働く反発力によって容器本体745の内面側へとカーリング742が付勢されるため、カーリング742と容器本体745との密着性が向上する。
【0085】
図15は、本発明の第7の実施形態に係る漏斗の他の例を示す断面図である。
【0086】
図15に示される漏斗740bは、図12に示した漏斗740aのカーリング742に替えて、スカート747が設けられている。スカート747は、漏斗740bの一端を外方側に複数回折り曲げることによって形成され、コ字形状の断面を有している。このようなスカート741によっても、カーリング742と同様に径方向の強度を補強することができる。
【0087】
尚、本実施形態に係る漏斗740a及び740bと容器本体との接合は、例えば、容器本体745への挿入後に、カーリング742(スカート747)と容器本体745内面との接触箇所を高周波シールする方法や、容器本体745への挿入前にカーリング742(スカート747)をホットエアで加熱して、容器本体の内面(LDPE等の熱可塑性樹脂層)に溶着する方法により行うことができる。その際、容器本体内面も同様にホットエアで加熱しておくことが望ましい。
【0088】
ここで、漏斗740a及び740bの形成方法及び形成材料について説明する。
【0089】
上記の漏斗740a及び740bは、例えば、扇形状シートをカップ成型する方法(以下、「第1の成型方法」という)と、円形シートをプレス加工する方法(以下、「第2の成型方法」という)とを適用できる。
【0090】
第1の成型方法では、シート材料を所望の寸法の扇形状に打ち抜き、カップ成形機を用いて扇形シートを円錐台形状に成型すると共にカーリング部を形成する。一方、第2の成型方法では、シート材料を所望の大きさの円形に打ち抜くと共に、打ち抜いた円形シートに絞り加工用の罫線を形成する。漏斗形状の一対の金型(雄型及び雌型)を用いて、得られた円形シートをプレスし絞り成型を行う。尚、第2の方法において、伸び率の高い紙シートを用いる場合には、絞り加工用罫線の形成は省略しても良い。また、伸び率の高い紙シートを用いる場合、熱版圧空成形型を用いても良い。
【0091】
第1及び第2の成型方法で用いるシート材料は、例えば、紙シートの一方面または両方面に熱可塑性樹脂等のコーティングを施すことによって作製できる。
【0092】
紙シートは、特に限定されないが、食品の包装容器の用途では、バージンパルプ100%の材料を使用することが好ましい。また、紙シートの秤量は100〜300g/m2であることが好ましい。紙シートの秤量がこの下限を下回ると、カーリング742やスカート747を形成した場合でも包装容器に要求される径方向の強度を確保することが困難となる。また、秤量がこの上限を上回ると製造コストの上昇を招くので好ましくない。
【0093】
また、第2の成型方法で使用する紙シートは、プレス成型を行うため、伸び率が高い(例えば、縦伸び率:5%以上、横伸び率:7%以上)紙シートを使用する。伸び率が10%以上の特性を有する紙シートを用いれば、絞り加工用罫線の形成を省略できる。使用する紙シートは、絞り深さや罫線の形成の有無を考慮して選定することが好ましい。
【0094】
紙シートに施されるコーティングは、内容物が紙シートに付着・吸着するのを防止すると共に、容器本体745と漏斗740a及び740bとの接触箇所を溶着によって接合するためである。コーティング材料としては、ポリオレフィン樹脂、ポリエステル樹脂、ポリアミド樹脂等を利用できる。コーティング方法としては、フィルム状に成型して紙シートに貼り合わせたり、紙シート上に直接押し出し加工したり、液化して塗工したりする方法がある。尚、使用する樹脂材料は、容器本体との溶着しやすさや、内容物の吸着性等を考慮して選定することが望ましい。
【0095】
また、紙シートにアルミニウム箔を貼り合わせておけば、容器本体にアルミニウム箔を用いなくても高周波シールが可能となる。この場合、相対的に表面積の小さな漏斗にのみアルミニウム箔を用いることにより、アルミニウム箔の使用量を低減することができ、省資源化に役立つ。
【0096】
本実施形態に係る漏斗740a及び740bによれば、包装容器全体の樹脂比率を低減できるので、省資源化及び廃棄の容易性の面でメリットがある。また、プレス成形や熱版圧空成形用の金型は、インジェクション成形用の金型と比べて安価であるため、製造コストの低減を図ることができ、また、多彩なサイズの金型を用意できる。また、紙製の漏斗740a及び740bであれば、樹脂製の漏斗と同程度の剛性を有していても、重量を軽くすることができる。また、紙製の漏斗740a及び740bであれば、径方向に押しつぶすことによって容易に容積を小さくできるので、廃棄の容易性に優れる。
【0097】
(その他の変形例)
以上本発明の第1〜7の実施形態について説明したが、本発明は必ずしもこれらの実施形態に限定されない。容器本体については、必ずしも円筒形状である必要はなく、漏斗、補強部材が組み込まれ、紙容器として、本発明と同様の効果が得られるものであれば特に限定されない。例えば筒状の角柱形状や錘形状、箱形状の紙容器にも本発明を適用できる。
【0098】
漏斗の形状については、詰め替え時に材料を保存容器に適切に導くことが可能なものであれば特に限定されず、例えば、径が大きい方の開口部から径が小さい方の開口部に至るまでの少なくとも一部分がテーパー形状を有する等、径の狭まっているものであれば良い。
【0099】
漏斗のカーリング部及び折り返し部については、漏斗に要求される強度を有するものであれば特に限定されず、これらの形状や組み合わせについては任意である。例えば、漏斗の両端部ともにカーリング部を形成しても良いし、或いは両方折り返し部を形成しても良い。
【0100】
補強部材についても実施形態に示す形状に限定されず、紙容器に要求される強度を得られるものであれば良い。また、補強部材とは別の構造部材を容器本体820の内部に配置し、その構造部材を保存容器の開口部の進入を阻むストッパーとして機能させても良い。
【0101】
尚、補強部材を用いない場合は、紙容器としての強度は低下するが、容器本体の開口部にカーリング部または折り曲げ状のフランジを形成することや、漏斗にカーリング部、折り返し部、ストレート部等を設け、かつ容器本体側面に漏斗を強固に接合することで、上述の実施形態と同様の効果を奏することが可能である。
【0102】
また、紙容器を構成する容器本体、漏斗、補強部材は全てプレス成形等で製造できるため、射出成形に比べて簡易な金型を用いることができる。それ故、製造コストを削減し、多彩なサイズの金型を揃えることが容易となる利点を有する。
【0103】
更に、上記の第1〜第6の各実施形態では、容器本体の全体が筒状である例を説明したが、容器本体は、筒状や箱形状の部分とこれに接続される袋状の部分(パウチやガゼット袋等)とから構成されていても良い。
【0104】
更に、上記の第1〜第6の各実施形態では、容器本体と漏斗との相対的な位置関係を規制することによって紙容器を補強する補強部材が設けられた構成を説明したが、容器本体と漏斗との取り付け強度が十分確保されていれば、補強部材は必ずしも必要ではなく、省略しても良い。
【0105】
更に、上記の第1〜第5の各実施形態では、容器本体内面には、円弧状の断面形状を有する形成された凸条及び溝が全周に形成されているが、必ずしもこのように形成する必要はない。凸条は、漏斗の広口側の開口部に当接して漏斗の容器本体内部側への移動を阻止するものであれば、任意の断面形状で良い。同様に、溝は、その内面で漏斗の広口側の開口部に当接して漏斗の容器本体内部側への移動を阻止するものであれば、任意の断面形状でよい。また、凸条や溝は、容器本体の周方向に間欠的に形成しても良く、この場合、凸部や溝に替えて、突起体や凹部を設けても良い。
【産業上の利用可能性】
【0106】
本発明は、インスタントコーヒーや粉ミルク等の食品や、複写機やレーザープリンター用のトナーなど、粉状・顆粒状・液状の流動性を有する材料を他の容器に移し替えるための包装容器として利用できる。
【符号の説明】
【0107】
740a、740b 漏斗
741 テーパー部
742、743 カーリング
744 容器本体の側壁
745 容器本体
747 スカート
801 紙容器
810 パッケージ
820 容器本体
821 フランジ
822 フランジL
823 フランジH
824 凸条
825 溝
830 漏斗
831 テーパー部
832 ストレート部
833、834 開口部
835 固着部
836 折り曲げ部
840 補強部材
841 リング
842 円筒体
843 フランジ
844 筒体
850 内容物
860 メンブレン
870 保存容器
871 開口部
880 オーバーキャップ
【特許請求の範囲】
【請求項1】
粉粒状または液状の材料を包装し、前記材料を他の容器に詰め替えるための紙容器であって、
開口部を有する紙製の容器本体と、
前記容器本体の内部に収容され、前記開口部に向けて径が狭まると共に、その外径が最も大きな部分が前記容器本体の内面に接合される紙製の漏斗とを備える、紙容器。
【請求項2】
前記容器本体の内面と前記漏斗の外面とに当接し、前記容器本体の径方向における前記容器本体と前記漏斗との相対的な位置関係を規制する紙製の補強部材を更に備える、請求項1に記載の紙容器。
【請求項3】
前記補強部材は、前記材料を前記他の容器に詰め替える際に、前記他の容器の開口部が、前記容器本体の内面と前記漏斗の外面との間の空間に対して所定量以上挿入されることを阻止するストッパー部を含む、請求項2に記載の紙容器。
【請求項4】
前記補強部材は、
前記漏斗の外面を取り囲み、前記容器本体の内面と略直交する方向に延びるリングと、
その一方端が前記リングの外周縁に接続され、前記容器本体の内面に沿って前記開口部に向かって延びる筒体と、
前記筒体の他方端に接続され、前記容器本体の開口端の一部を覆うように外方に延びるフランジとを含む、請求項3に記載の紙容器。
【請求項5】
前記補強部材は、
前記漏斗の外面を取り囲み、前記容器本体の内面と直交する方向に延びるリングと、
その一方端が前記リングの外周縁に接続され、前記容器本体の内面に沿って延びる筒体とを含む、請求項3に記載の紙容器
【請求項6】
前記筒体の外面は、前記容器本体の内面に接合されている、請求項4又は5に記載の紙容器。請求項4、5に従属
【請求項7】
前記漏斗は、前記容器本体の開口部に向けて径が狭まるテーパー部と、前記テーパー部の径が小さいほうの開口部に接続される直管形状のストレート部とからなる、請求項1〜5に記載の紙容器。
【請求項8】
前記漏斗の径の大きい側の開口部の外周縁にカーリング部が形成され、
前記容器本体の内面には全周に渡って周方向に伸びる溝が形成され、
前記カーリング部の少なくとも一部が前記溝に嵌め込まれることを特徴とする、請求項1〜5に記載の紙容器
【請求項9】
前記漏斗の径の大きい側の端部が、カーリング形状を有し、
前記容器本体の内面には全周に渡って周方向に伸びる、前記漏斗のカーリング部に当接するための凸条が形成されることを特徴とする、請求項1〜5に記載の紙容器
【請求項10】
内容物を他の容器に移し替えるためのパッケージであって、
請求項1〜9に記載の紙容器と、
前記紙容器内部に充填される粉粒状または液状の材料と、
前記紙容器の開放端を封止し、外部からの押圧によって破断するメンブレンとを備える、パッケージ。
【請求項11】
粉粒状または液状の材料を包装し、前記材料を他の容器に詰め替えるための紙容器の製造方法であって、
紙シートを用いて、開口部を有する容器本体を形成し、
少なくとも一方面に熱可塑性樹脂層を有する紙シートを用いて、テーパー形状の漏斗を形成し、
前記漏斗の最も外径が大きな部分の一部に、前記熱可塑性樹脂層が外面となる折り返しまたはカーリングを設けることによって固着部を形成し、
前記形成された漏斗を前記開口部に向けて径が狭まるように前記容器本体内に挿入した状態で、前記漏斗の固着部と前記容器本体の内面とを接合する、紙容器の製造方法。
【請求項12】
前記漏斗を前記容器本体内に挿入する前に、前記漏斗の固着部を加熱して前記熱可塑性樹脂層を融解させ、前記漏斗の挿入後に、前記融解した熱可塑性樹脂層を前記収納本体の内面に当接させて前記容器本体と前記漏斗とを一体化させる、請求項11に記載の紙容器の製造方法。
【請求項1】
粉粒状または液状の材料を包装し、前記材料を他の容器に詰め替えるための紙容器であって、
開口部を有する紙製の容器本体と、
前記容器本体の内部に収容され、前記開口部に向けて径が狭まると共に、その外径が最も大きな部分が前記容器本体の内面に接合される紙製の漏斗とを備える、紙容器。
【請求項2】
前記容器本体の内面と前記漏斗の外面とに当接し、前記容器本体の径方向における前記容器本体と前記漏斗との相対的な位置関係を規制する紙製の補強部材を更に備える、請求項1に記載の紙容器。
【請求項3】
前記補強部材は、前記材料を前記他の容器に詰め替える際に、前記他の容器の開口部が、前記容器本体の内面と前記漏斗の外面との間の空間に対して所定量以上挿入されることを阻止するストッパー部を含む、請求項2に記載の紙容器。
【請求項4】
前記補強部材は、
前記漏斗の外面を取り囲み、前記容器本体の内面と略直交する方向に延びるリングと、
その一方端が前記リングの外周縁に接続され、前記容器本体の内面に沿って前記開口部に向かって延びる筒体と、
前記筒体の他方端に接続され、前記容器本体の開口端の一部を覆うように外方に延びるフランジとを含む、請求項3に記載の紙容器。
【請求項5】
前記補強部材は、
前記漏斗の外面を取り囲み、前記容器本体の内面と直交する方向に延びるリングと、
その一方端が前記リングの外周縁に接続され、前記容器本体の内面に沿って延びる筒体とを含む、請求項3に記載の紙容器
【請求項6】
前記筒体の外面は、前記容器本体の内面に接合されている、請求項4又は5に記載の紙容器。請求項4、5に従属
【請求項7】
前記漏斗は、前記容器本体の開口部に向けて径が狭まるテーパー部と、前記テーパー部の径が小さいほうの開口部に接続される直管形状のストレート部とからなる、請求項1〜5に記載の紙容器。
【請求項8】
前記漏斗の径の大きい側の開口部の外周縁にカーリング部が形成され、
前記容器本体の内面には全周に渡って周方向に伸びる溝が形成され、
前記カーリング部の少なくとも一部が前記溝に嵌め込まれることを特徴とする、請求項1〜5に記載の紙容器
【請求項9】
前記漏斗の径の大きい側の端部が、カーリング形状を有し、
前記容器本体の内面には全周に渡って周方向に伸びる、前記漏斗のカーリング部に当接するための凸条が形成されることを特徴とする、請求項1〜5に記載の紙容器
【請求項10】
内容物を他の容器に移し替えるためのパッケージであって、
請求項1〜9に記載の紙容器と、
前記紙容器内部に充填される粉粒状または液状の材料と、
前記紙容器の開放端を封止し、外部からの押圧によって破断するメンブレンとを備える、パッケージ。
【請求項11】
粉粒状または液状の材料を包装し、前記材料を他の容器に詰め替えるための紙容器の製造方法であって、
紙シートを用いて、開口部を有する容器本体を形成し、
少なくとも一方面に熱可塑性樹脂層を有する紙シートを用いて、テーパー形状の漏斗を形成し、
前記漏斗の最も外径が大きな部分の一部に、前記熱可塑性樹脂層が外面となる折り返しまたはカーリングを設けることによって固着部を形成し、
前記形成された漏斗を前記開口部に向けて径が狭まるように前記容器本体内に挿入した状態で、前記漏斗の固着部と前記容器本体の内面とを接合する、紙容器の製造方法。
【請求項12】
前記漏斗を前記容器本体内に挿入する前に、前記漏斗の固着部を加熱して前記熱可塑性樹脂層を融解させ、前記漏斗の挿入後に、前記融解した熱可塑性樹脂層を前記収納本体の内面に当接させて前記容器本体と前記漏斗とを一体化させる、請求項11に記載の紙容器の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2010−254322(P2010−254322A)
【公開日】平成22年11月11日(2010.11.11)
【国際特許分類】
【出願番号】特願2009−104374(P2009−104374)
【出願日】平成21年4月22日(2009.4.22)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成22年11月11日(2010.11.11)
【国際特許分類】
【出願日】平成21年4月22日(2009.4.22)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]