
紙容器
【課題】 繰り返し容器を押すことにより内容物を強制的に注出する操作を可能とし、しかも、注出する操作において手指を切る恐れのない紙容器を提供することにある。
【解決手段】 外側から内側に向かって少なくとも紙層からなる基材層と、ガスバリアー層からなる中間層と、熱接着性樹脂層からなる内層とが順に積層された積層体からなるゲーベルトップ型紙容器であり、傾斜屋根部に注出口となる注出部材を有すると共に前記ゲーベルトップ型紙容器の胴部を構成する一つの側面板を挟むように前記基材層のみが切り欠かれた切欠部が形成されているゲーベルトップ型紙容器であって、前記切欠部を覆い前記基材層の外側全面にポリエチレン樹脂層からなる表面層が積層されているゲーベルトップ型紙容器である。
【解決手段】 外側から内側に向かって少なくとも紙層からなる基材層と、ガスバリアー層からなる中間層と、熱接着性樹脂層からなる内層とが順に積層された積層体からなるゲーベルトップ型紙容器であり、傾斜屋根部に注出口となる注出部材を有すると共に前記ゲーベルトップ型紙容器の胴部を構成する一つの側面板を挟むように前記基材層のみが切り欠かれた切欠部が形成されているゲーベルトップ型紙容器であって、前記切欠部を覆い前記基材層の外側全面にポリエチレン樹脂層からなる表面層が積層されているゲーベルトップ型紙容器である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、清酒、焼酎、ウイスキー、ワイン、シャンプー、リンス、ドレッシング、ケチャップ、マヨネーズ、あるいは、各種洗浄液等の液状物や粘稠物等の内容物を収容する紙容器に関し、詳しくは、収容された内容物を押し出すための押し出し機能を備えた、特にゲーベルトップ型の紙容器に関するものである。
【背景技術】
【0002】
従来、清酒、焼酎、ウイスキー、ワイン、シャンプー、リンス、ドレッシング、ケチャップ、マヨネーズ、あるいは、各種洗浄液等の液状物や粘稠物等の内容物を収容する紙容器は、成形のし易さや保形性、あるいは、光遮断性の点から紙基材を用い、内容物の保護機能を高める点からアルミニウム箔、あるいは、アルミニウム等の金属や酸化珪素、酸化アルミ等の無機物の蒸着を施したプラスチックフィルムを用い、これらを積層した積層体で構成されているのが一般的である。
【0003】
紙容器に用いられる積層体の具体的な構成としては、例えば、高圧法低密度ポリエチレン(以下、LDPEという)層/紙層/LDPE層/アルミニウム箔/接着剤/二軸延伸ポリエチレンテレフタレートフィルム(以下、PETフィルムという)/LDPE層又は中密度ポリエチレン(以下、MDPEという)層からなるもの、また、上記構成において、アルミニウム箔を蒸着層に換えて、LDPE層/紙層/LDPE層/アルミニウム蒸着層/PETフィルム/LDPE層、ないしは、LDPE層/紙層/LDPE層/酸化珪素蒸着層(又は酸化アルミ蒸着層)/PETフィルム/LDPE層としたものが使用されている。
【0004】
しかしながら、上記構成からなる紙容器は、剛度があり殆ど変形しないために、内容物を注出する際には、紙容器を傾ける操作しか行えず、例えば、ペットボトル等の容器のように、容器を押して変形させ、内容物を強制的に注出するという操作が行えないという問題があり、特に粘度の高い内容物、例えばケチャップ、マヨネーズの場合には注出するのに時間が掛かるという問題があった。
【0005】
この問題を解決するものとして、紙容器の胴部を構成する稜線部等に押込み部を設けた紙容器が提案されている(例えば、特許文献1参照)。しかしながら、特許文献1に開示された紙容器は、一度、押込み部を押し込むと、それ以上押し込むことができないし、繰り返し押し込むためには、押込み部をその都度、元に戻さなければならないという煩雑さがあった。
【0006】
そこで上記問題を解決するために、紙層からなる基材層と、ガスバリアー層からなる中間層と、熱接着性樹脂層からなる内層とを備えた積層体からなるゲーベルトップ型紙容器であって、胴部を構成する一つの側面板を挟むように基材層のみを切り欠いて切欠部が形成された構成のゲーベルトップ型紙容器が提案されている(例えば、特許文献2参照)。特許文献2に開示された紙容器は、ゲーベルトップ型紙容器を片手で持って、側面板の切欠部に挟まれた箇所を手指で繰り返し押すことが可能となり、内容物を強制的に排出することができ、上記問題が解決されたものとなった。
【0007】
しかしながら、該ゲーベルトップ型紙容器は、厚紙が用いられた構成であり剛度があるので厚紙の紙層を切り欠いて形成されている側面板の切欠部は、その周縁が鋭利な角となっており、ゲーベルトップ型紙容器を手で持って、側面板の切欠部に挟まれた箇所を手指で繰り返し押す際に、手指が鋭利な角と直接接するために、時偶、鋭利な角で手指を切るという問題がある。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2000−109057号公報
【特許文献2】特開2009−96548号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
そこで本発明は、上記問題に鑑みてなされたものであり、繰り返し容器を押すことにより内容物を強制的に注出する操作を可能とし、しかも、注出する操作において手指を切る恐れのない紙容器を提供することにある。
【課題を解決するための手段】
【0010】
本発明は、上記課題を達成するためになされたものであり、請求項1記載の本発明は、外側から内側に向かって少なくとも紙層からなる基材層と、ガスバリアー層からなる中間層と、熱接着性樹脂層からなる内層とが順に積層された積層体からなるゲーベルトップ型紙容器であり、傾斜屋根部に注出口となる注出部材を有すると共に前記ゲーベルトップ型紙容器の胴部を構成する一つの側面板を挟むように前記基材層のみが切り欠かれた切欠部が形成されているゲーベルトップ型紙容器であって、前記切欠部を覆い前記基材層の外側全面にポリエチレン樹脂層からなる表面層が積層されているゲーベルトップ型紙容器である。
【0011】
また、請求項2記載の本発明は、請求項1に記載のゲーベルトップ型紙容器において、前記中間層の前記ガスバリアー層が、金属若しくは金属酸化物が蒸着されたナイロンフィルムまたはナイロンフィルムであり、前記内層の前記熱接着性樹脂層が、直鎖状低密度ポリエチレンであることを特徴とするものである。
【発明の効果】
【0012】
本発明のゲーベルトップ型紙容器は、ゲーベルトップ型紙容器の胴部を構成する一つの側面板を挟むように少なくとも紙層からなる基材層のみが切り欠かれた切欠部が形成されている構成とすることにより容器を片手で持って、側面板の切欠部に挟まれた箇所を手指で繰り返し押すことが可能となり、それにより内容物を強制的に注出すること(以下、スクイーズという)ができる。さらに、切欠部を覆い少なくとも紙層からなる基材層の外側全面にポリエチレン樹脂層からなる表面層が積層された構成とすることにより、切欠部の角がポリエチレン樹脂層からなる表面層で覆われているので、スクイーズ操作時に手指が切欠部の角に直接接することがなく、切欠部の周縁の角で手指を切るという恐れがなく、安全にスクイーズすることができ内容物を注出することが可能になるという効果を奏するものである。また、切欠部の周縁も表面がポリエチレン樹脂層からなる表面層で覆われているので紙層の端面が露出することなく紙容器の輸送、ハンドリング時の外力により切欠部の端面より紙層が剥離することを防止できる。
【0013】
本発明の請求項2に記載のゲーベルトップ型紙容器は、中間層のガスバリアー層が、金属若しくは金属酸化物が蒸着されたナイロンフィルムまたはナイロンフィルムであり、内層の熱接着性樹脂層が、直鎖状低密度ポリエチレンである構成とすることにより、積層体の耐突き刺し性、耐屈曲性が向上し、スクイーズ操作を繰り返しても積層体の屈曲箇所にピンホールが発生することを防止でき、液洩れすることがないという効果を奏する。
【図面の簡単な説明】
【0014】
【図1】本発明にかかるゲーベルトップ型紙容器の一実施形態を示す斜視図。
【図2】図1に示す一実施形態のゲーベルトップ型紙容器のブランク板を示す平面図。
【図3】図2のX−X線の断面を図解的に示す図。
【図4】本発明にかかるゲーベルトップ型紙容器の切欠部の位置を変更した実施形態を示す斜視図。
【図5】本発明にかかるゲーベルトップ型紙容器の切欠部の位置を変更したその他の実施形態を示す斜視図。
【図6】本発明にかかる一実施形態のゲーベルトップ型紙容器の使用状態を説明する概略図。
【発明を実施するための形態】
【0015】
上記の本発明について、図面等を用いて以下に詳述する。
図1は本発明にかかるゲーベルトップ型紙容器の一実施形態を示す斜視図、図2は図1に示す一実施形態のゲーベルトップ型紙容器のブランク板を示す平面図、図3は図2のX−X線の断面を図解的に示す図、図4は本発明にかかるゲーベルトップ型紙容器の切欠部の位置を変更した実施形態を示す斜視図、図5は本発明にかかるゲーベルトップ型紙容器の切欠部の位置を変更したその他の実施形態を示す斜視図、図6は本発明にかかる一実施形態のゲーベルトップ型紙容器の使用状態を説明する概略図であり、図中の1,2,3,4は側面板、1a,2a,3a,4aは傾斜屋根部形成板、1b、2b、3b、4bは底部形成板、5は糊代片、6は注出部材取付孔、10はブランク板、11は注出部材、12は切欠部、13は罫線、20は基材層、20aは紙層、20bはLDPE層、21は中間層、21aはナイロンフィルム層、21bは蒸着層、22は内層、23,24は接着層、25は積層体、26は表面層、P1,P2,P3はゲーベルトップ型紙容器をそれぞれ示す。
【0016】
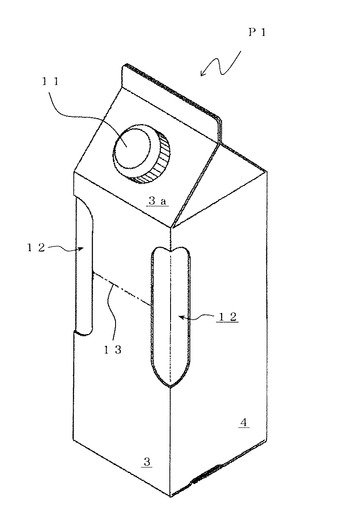
図1は本発明にかかるゲーベルトップ型紙容器の一実施形態を示す斜視図であって、ゲーベルトップ型紙容器P1は傾斜屋根部に注出口となる注出部材11を有し、前記傾斜屋根部の前記注出口となる注出部材11を備えた傾斜屋根部形成板3aに連接する胴部を構成する側面板3と、該側面板3に連接する二つの側面板2(図2参照)および側面板4により形成される稜線およびこれを少なくとも含む所定領域に、基材層20(図3参照)のみが切り欠かれた、角部が曲面状に面取りされた長穴状の切欠部12が対向する位置に設けれると共に側面板3に切欠部12間を繋ぐ1本の罫線13が設けられたものである。
【0017】
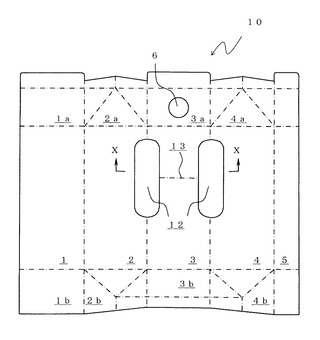
図2は図1に示す一実施形態のゲーベルトップ型紙容器P1のブランク板を示す表面層26(図3参照)側から見た平面図であって、ブランク板10は側面板1と側面板2と側面板3と側面板4と糊代片5とが折罫を介してそれぞれ連接していると共に、側面板1の上下端には傾斜屋根部形成板1aと底部形成板1bが、側面板2の上下端には傾斜屋根部形成板2aと底部形成板2bが、側面板3の上下端には中央部に注出部材11を取り付ける注出部材取付孔6が形成された傾斜屋根部形成板3aと底部形成板3bが、側面板4の上下端には傾斜屋根部形成板4aと底部形成板4bがそれぞれ折罫を介して連接し、傾斜屋根部形成板2a,4aおよび底部形成板2b,3b,4bの所定位置に折罫が形成されたものであり、このブランク板10は周知の工程を経て組み立てられて、容器完成時に注出部材取付孔6に注出部材11が取り付けられるものである。なお、側面板2と側面板3、および、側面板3と側面板4を連接する折罫(稜線)およびこれを少なくとも含む所定領域に、基材層20(図3参照)のみが切り欠かれた角部が曲面状に面取りされた長穴状の切欠部12が対向する位置に設けられていると共に側面板3に切欠部12を繋ぐ1本の罫線13が設けられている。なお、本願では、ブランク板を折罫で折り曲げてゲーベルトップ型紙容器に組み立てた際、山折された折罫を稜線と呼ぶこととする。
【0018】
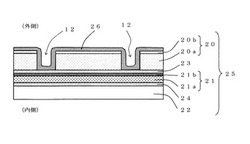
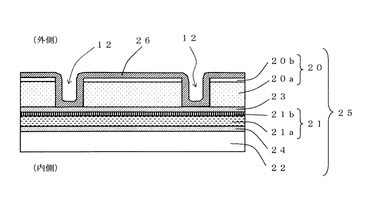
図3は図2のX−X線の断面を図解的に示す図であって、ブランク板10は外側から内側に向かって、例えば、LDPE層20bと紙層20aからなる基材層20と、接着層23と、ガスバリアー層として蒸着層21bとナイロンフィルム層21aからなる中間層21と、接着層24と、熱接着性樹脂層として直鎖状低密度ポリエチレン層(以下、LLDPEという)からなる内層22とが順に積層された構成の積層体25であり、図3からも明らかなように、切欠部12は外側のLDPE層20bと紙層20aとからなる基材層20を貫通し形成された窓となっており、基材層20のLDPE層20bの外側には、切欠部12を覆い基材層20のLDPE層20bの外側全面にポリエチレン樹脂層からなる表面層26が積層されている。窓となった切欠部12においては、ポリエチレン樹脂層からなる表面層26と接着層23が直接積層されていると共に切欠部12の周縁は表面層26で被覆されているので基材層20の端面が露出することがない構成となっている。
【0019】
積層体25を構成する基材層20としては紙層20aのみとしてもよいが、基材層20の外側面に印刷を施す場合には、基材層20は、紙層20aにLDPE層20bを積層し、LDPE層20の面に印刷を施す構成としたので印刷適性が向上するのでより好ましい。また、紙層20aに用いる紙は通常200g/m2 〜480g/m2 である。ガスバリアー層からなる中間層21としてはポリプロピレンフィルム、ポリエステルフィルム、ナイロンフィルムの二軸延伸フィルムや、これらのフィルムにアルミニウム等の金属若しくは酸化アルミニウム、酸化珪素等の無機物が蒸着されたフィルムを用いることができるが、耐突き刺し性、耐屈曲性を有する二軸延伸ナイロンフィルム又は上記金属若しくは無機物が蒸着された二軸延伸ナイロンフィルム(以下、ONという)がより好ましい。
熱接着性樹脂層からなる内層22としては、LDPE、MDPE、HDPE、LLDPE等の樹脂を用いることができるが耐突き刺し性、耐屈曲性に優れたエチレン−αオレフィン共重合体からなるLLDPEを用いるのが好ましい。また、基材層20を構成する紙層20aの接着層23と対向する面にはコロナ放電処理、オゾン処理、アンカーコート処理等の接着補助処理を施すのが好ましく、繰り返しスクイーズ操作を行っても切欠部12で紙層20aと接着層23との間で剥離することを防ぐ効果がある。
表面層26を構成するポリエチレン樹脂層としては、LDPE、MDPE、HDPE、LLDPE等の樹脂を使用できるが、表面層同士を熱接着する際の低温シール性や切欠部12において接着層23との接着性を勘案するとLDPE、LLDPEが好ましい。
接着層23,24は基材層20と中間層21と内層22を積層するための接着層としての役割を果たす層であり、接着層23,24には、LDPE、エチレン−メタクリル酸共重合体(以下、EMAAという)、エチレン−アクリル酸共重合体(以下、EAAという)を用いることができる。なお、中間層21の接着層23と対向する面には、予めLDPE層を積層した構成にすることもできる。そうすることにより、接着層23に安価で押出し作業性に優れたLDPE樹脂を用いることができ、また、積層体が多層となり各層が積層される積層順(積層していく層と層の組合せとその層を組合わせていく順序)も多種多様に亘るが後述する実施例に示す積層順を採用することが可能となり生産性のよい積層順となり好ましい形態となる。
【0020】
つぎに、本発明のゲーベルトップ型紙容器に用いる積層体の好ましい構成例を例示する。
1.LDPE層/紙層/LDPE層/ON層/LLDPE層
2.LDPE層/紙層/LDPE層/LDPE層/ON層/LLDPE層
3.LDPE層/紙層/LDPE層/アルミニウム蒸着層/ON層/LLDPE層
4.LDPE層/紙層/LDPE層/LDPE層/アルミニウム蒸着層/ON層/LLDPE層
5.LDPE層/紙層/EMAA層/アルミニウム蒸着層/ON層/LLDPE層
6.LDPE層/紙層/LDPE層/酸化珪素蒸着層(又は酸化アルミ蒸着層)/ON層/LLDPE
7.LDPE層/紙層/LDPE層/LDPE層/酸化珪素蒸着層(又は酸化アルミ蒸着層)/ON層/LLDPE
【0021】
本発明にかかるゲーベルトップ型紙容器は、ゲーベルトップ型紙容器の胴部を構成する一つの側面板を挟むように基材層のみが切り欠かれた切欠部を形成し、切欠部を覆い基材層の外側全面に表面層が積層されている構成を採用することにより繰り返しスクイーズ性とスクイーズ時に切欠部の周縁の角で手指を切るという恐れをなくすことを主旨とするものであり、切欠部の形状、数、および形成する位置は本発明の主旨を逸脱しない範囲で任意に形成できる。例えば、図4、図5に本発明に係るゲーベルトップ型紙容器の切欠部の位置を変更した例を示す。
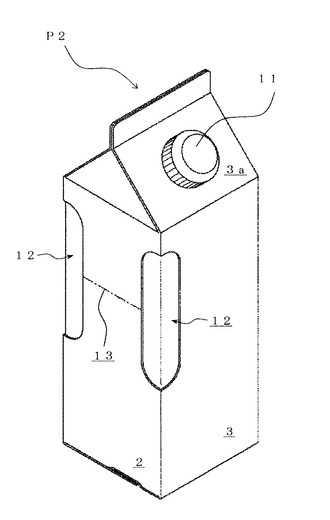
図4に示すようにゲーベルトップ型紙容器P2は傾斜屋根部となる傾斜屋根部形成板3aに注出口となる注出部材11を有し、傾斜屋根部形成板3aに連接する胴部を構成する側面板3と該側面板3と対向する位置にある側面板(図示しない)とに連接する側面板2とにより形成される稜線(折罫)およびこれを少なくとも含む所定領域に、角部が曲面状に面取りされた長穴状の切欠部12が対向する位置に設けられると共に側面板2に切欠部11を繋ぐ1本の罫線13が設けられているものである。
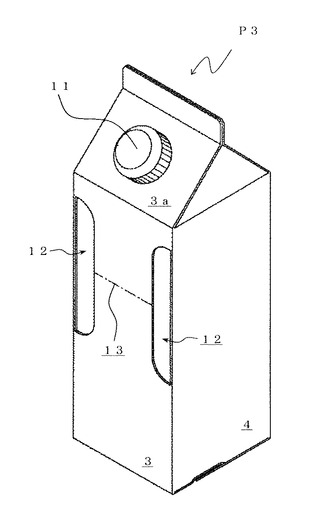
図5に示すゲーベルトップ型紙容器P3は傾斜屋根部となる傾斜屋根部形成板3aに注出口となる注出部材11を有し、傾斜屋根部形成板3aに連接する胴部を構成する側面板3の両端部に、断面略鏡餅形状の切欠部12が対向する位置に設けられているものである。なお、実施形態においては、1本の罫線13を設けた例を示したが、1本に限ることはなく、2本以上の複数の罫線であってもよいし、また、直線に限ることはなく、円弧形状でもよい。
【0022】
図6は本発明にかかる一実施形態のゲーベルトップ型紙容器の使用状態を説明する概略図であって、ゲーベルトップ型紙容器P1の注出部材11を開封して注出口を設け、その後にゲーベルトップ型紙容器P1を片手で持って、側面板3の切欠部12に挟まれた箇所を手指で繰り返しスクイーズ(図の矢印方向)することにより内容物を強制的に注出することができる。また、切欠部12は、ポリエチレン樹脂層からなる表面層26で覆われているので、スクイーズ操作時に手指が切欠部の角に直接接することがなく、ポリエチレン樹脂層からなる表面層26で保護されるので切欠部の周縁の角で手指を切るという恐れがなく、安全にスクイーズすることができ内容物を注出することが可能になるものである。
【0023】
次に、本発明について以下に実施例を挙げてさらに詳しく説明する。
【実施例1】
【0024】
基材層20に片面に厚さ15μmのLDPE層を積層した厚紙320g/m2 を用い、中間層21に片面に酸化珪素を蒸着した厚さ15μmの二軸延伸ナイロンフィルム(VMON)を用い、内層22にエチレン−αオレフィン共重合体からなる厚さ40μmのLLDPEフィルムを用いた。まず、グラビア印刷機で基材層20のLDPE層20b面に所定の絵柄、文字等をグラビア印刷した。次に打抜き機で基材層の所定位置を打抜いて所定の長穴状の切欠部12を形成した。一方、押出しラミネーター機を用いて予めVMONのナイロンフィルム(ON)面とLLDPE層とを厚さ15μmのLDPEでサンドイッチラミネーションし、ON面の反対面である蒸着(VM)面に厚さ15μmのLDPEをラミネーションした<LDPE15μm/(VM面)VMON15μm(ON面)/LDPE15μm/LLDPE40μm>なる構成の中間部材を作製した。その後、押出しラミネーター機を用いて基材層の厚紙面と中間部材のVM面に積層された厚さ15μmのLDPE面とを厚さ20μmのLDPEでサンドイッチラミネーションすると共に基材層20の印刷面に厚さ20μmのLDPEを押出して表面層26を形成して基材層に切欠部を有する<LDPE20μm/印刷/LDPE15μm/厚紙320g/m2 /LDPE20μm/LDPE15μm/VMON15μm/LDPE15μm/LLDPE40μm>なる構成の積層体を作製した。なお、基材層の印刷面および厚紙の内側面にはコロナ放電処理を施し、VMONの両面にはウレタン系のアンカーコート剤を塗布した。而して、巻取状態の積層体を枚葉に断裁した後、所定の折罫線と所定の注出部材取付孔用の切刃と所定のブランク板形成用切刃を備えた抜型を搭載した打抜き機で打抜き図2に示すブランク板10を作製した。次に、ブランク板10の側面版1の内側と糊代片5の外面とをフレームシールして筒状のカートンとした。その後、筒状のカートン組立装置等を搭載した紙容器充填密封装置で筒状カートンを組立て注出部材取付孔6に注出部材11を取付けて、紙容器に内容物としてマヨネーズを充填し密封して、図1に示すゲーベルトップ型紙容器P1を作製した。
【0025】
つぎに、上記ゲーベルトップ型紙容器P1の注出部材11を開封して注出口を設け、その後にゲーベルトップ型紙容器P1を片手で持って、側面板3の切欠部12に挟まれた箇所を手指で繰り返しスクイーズすることにより内容物をスムーズに注出することができた。また、スクイーズ操作時に手指が切欠部に接触したが、切欠部はポリエチレン樹脂層で覆われているのでソフト感があり、手指を切るという恐れが全くないものであった。
【符号の説明】
【0026】
1,2,3,4 側面板
1a、2a、3a、4a 傾斜屋根部形成板
1b、2b、3b、4b 底部形成板
5 糊代片
6 注出部材取付孔
10 ブランク板
11 注出部材
12 切欠部
13 罫線
20 基材層
20a 紙層
20b LDPE層
21 中間層
21a ナイロンフィルム層
21b 蒸着層
22 内層
23 接着層
24 接着層
25 積層体
26 表面層
P1、P2、P3 ゲーベルトップ型紙容器
【技術分野】
【0001】
本発明は、清酒、焼酎、ウイスキー、ワイン、シャンプー、リンス、ドレッシング、ケチャップ、マヨネーズ、あるいは、各種洗浄液等の液状物や粘稠物等の内容物を収容する紙容器に関し、詳しくは、収容された内容物を押し出すための押し出し機能を備えた、特にゲーベルトップ型の紙容器に関するものである。
【背景技術】
【0002】
従来、清酒、焼酎、ウイスキー、ワイン、シャンプー、リンス、ドレッシング、ケチャップ、マヨネーズ、あるいは、各種洗浄液等の液状物や粘稠物等の内容物を収容する紙容器は、成形のし易さや保形性、あるいは、光遮断性の点から紙基材を用い、内容物の保護機能を高める点からアルミニウム箔、あるいは、アルミニウム等の金属や酸化珪素、酸化アルミ等の無機物の蒸着を施したプラスチックフィルムを用い、これらを積層した積層体で構成されているのが一般的である。
【0003】
紙容器に用いられる積層体の具体的な構成としては、例えば、高圧法低密度ポリエチレン(以下、LDPEという)層/紙層/LDPE層/アルミニウム箔/接着剤/二軸延伸ポリエチレンテレフタレートフィルム(以下、PETフィルムという)/LDPE層又は中密度ポリエチレン(以下、MDPEという)層からなるもの、また、上記構成において、アルミニウム箔を蒸着層に換えて、LDPE層/紙層/LDPE層/アルミニウム蒸着層/PETフィルム/LDPE層、ないしは、LDPE層/紙層/LDPE層/酸化珪素蒸着層(又は酸化アルミ蒸着層)/PETフィルム/LDPE層としたものが使用されている。
【0004】
しかしながら、上記構成からなる紙容器は、剛度があり殆ど変形しないために、内容物を注出する際には、紙容器を傾ける操作しか行えず、例えば、ペットボトル等の容器のように、容器を押して変形させ、内容物を強制的に注出するという操作が行えないという問題があり、特に粘度の高い内容物、例えばケチャップ、マヨネーズの場合には注出するのに時間が掛かるという問題があった。
【0005】
この問題を解決するものとして、紙容器の胴部を構成する稜線部等に押込み部を設けた紙容器が提案されている(例えば、特許文献1参照)。しかしながら、特許文献1に開示された紙容器は、一度、押込み部を押し込むと、それ以上押し込むことができないし、繰り返し押し込むためには、押込み部をその都度、元に戻さなければならないという煩雑さがあった。
【0006】
そこで上記問題を解決するために、紙層からなる基材層と、ガスバリアー層からなる中間層と、熱接着性樹脂層からなる内層とを備えた積層体からなるゲーベルトップ型紙容器であって、胴部を構成する一つの側面板を挟むように基材層のみを切り欠いて切欠部が形成された構成のゲーベルトップ型紙容器が提案されている(例えば、特許文献2参照)。特許文献2に開示された紙容器は、ゲーベルトップ型紙容器を片手で持って、側面板の切欠部に挟まれた箇所を手指で繰り返し押すことが可能となり、内容物を強制的に排出することができ、上記問題が解決されたものとなった。
【0007】
しかしながら、該ゲーベルトップ型紙容器は、厚紙が用いられた構成であり剛度があるので厚紙の紙層を切り欠いて形成されている側面板の切欠部は、その周縁が鋭利な角となっており、ゲーベルトップ型紙容器を手で持って、側面板の切欠部に挟まれた箇所を手指で繰り返し押す際に、手指が鋭利な角と直接接するために、時偶、鋭利な角で手指を切るという問題がある。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2000−109057号公報
【特許文献2】特開2009−96548号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
そこで本発明は、上記問題に鑑みてなされたものであり、繰り返し容器を押すことにより内容物を強制的に注出する操作を可能とし、しかも、注出する操作において手指を切る恐れのない紙容器を提供することにある。
【課題を解決するための手段】
【0010】
本発明は、上記課題を達成するためになされたものであり、請求項1記載の本発明は、外側から内側に向かって少なくとも紙層からなる基材層と、ガスバリアー層からなる中間層と、熱接着性樹脂層からなる内層とが順に積層された積層体からなるゲーベルトップ型紙容器であり、傾斜屋根部に注出口となる注出部材を有すると共に前記ゲーベルトップ型紙容器の胴部を構成する一つの側面板を挟むように前記基材層のみが切り欠かれた切欠部が形成されているゲーベルトップ型紙容器であって、前記切欠部を覆い前記基材層の外側全面にポリエチレン樹脂層からなる表面層が積層されているゲーベルトップ型紙容器である。
【0011】
また、請求項2記載の本発明は、請求項1に記載のゲーベルトップ型紙容器において、前記中間層の前記ガスバリアー層が、金属若しくは金属酸化物が蒸着されたナイロンフィルムまたはナイロンフィルムであり、前記内層の前記熱接着性樹脂層が、直鎖状低密度ポリエチレンであることを特徴とするものである。
【発明の効果】
【0012】
本発明のゲーベルトップ型紙容器は、ゲーベルトップ型紙容器の胴部を構成する一つの側面板を挟むように少なくとも紙層からなる基材層のみが切り欠かれた切欠部が形成されている構成とすることにより容器を片手で持って、側面板の切欠部に挟まれた箇所を手指で繰り返し押すことが可能となり、それにより内容物を強制的に注出すること(以下、スクイーズという)ができる。さらに、切欠部を覆い少なくとも紙層からなる基材層の外側全面にポリエチレン樹脂層からなる表面層が積層された構成とすることにより、切欠部の角がポリエチレン樹脂層からなる表面層で覆われているので、スクイーズ操作時に手指が切欠部の角に直接接することがなく、切欠部の周縁の角で手指を切るという恐れがなく、安全にスクイーズすることができ内容物を注出することが可能になるという効果を奏するものである。また、切欠部の周縁も表面がポリエチレン樹脂層からなる表面層で覆われているので紙層の端面が露出することなく紙容器の輸送、ハンドリング時の外力により切欠部の端面より紙層が剥離することを防止できる。
【0013】
本発明の請求項2に記載のゲーベルトップ型紙容器は、中間層のガスバリアー層が、金属若しくは金属酸化物が蒸着されたナイロンフィルムまたはナイロンフィルムであり、内層の熱接着性樹脂層が、直鎖状低密度ポリエチレンである構成とすることにより、積層体の耐突き刺し性、耐屈曲性が向上し、スクイーズ操作を繰り返しても積層体の屈曲箇所にピンホールが発生することを防止でき、液洩れすることがないという効果を奏する。
【図面の簡単な説明】
【0014】
【図1】本発明にかかるゲーベルトップ型紙容器の一実施形態を示す斜視図。
【図2】図1に示す一実施形態のゲーベルトップ型紙容器のブランク板を示す平面図。
【図3】図2のX−X線の断面を図解的に示す図。
【図4】本発明にかかるゲーベルトップ型紙容器の切欠部の位置を変更した実施形態を示す斜視図。
【図5】本発明にかかるゲーベルトップ型紙容器の切欠部の位置を変更したその他の実施形態を示す斜視図。
【図6】本発明にかかる一実施形態のゲーベルトップ型紙容器の使用状態を説明する概略図。
【発明を実施するための形態】
【0015】
上記の本発明について、図面等を用いて以下に詳述する。
図1は本発明にかかるゲーベルトップ型紙容器の一実施形態を示す斜視図、図2は図1に示す一実施形態のゲーベルトップ型紙容器のブランク板を示す平面図、図3は図2のX−X線の断面を図解的に示す図、図4は本発明にかかるゲーベルトップ型紙容器の切欠部の位置を変更した実施形態を示す斜視図、図5は本発明にかかるゲーベルトップ型紙容器の切欠部の位置を変更したその他の実施形態を示す斜視図、図6は本発明にかかる一実施形態のゲーベルトップ型紙容器の使用状態を説明する概略図であり、図中の1,2,3,4は側面板、1a,2a,3a,4aは傾斜屋根部形成板、1b、2b、3b、4bは底部形成板、5は糊代片、6は注出部材取付孔、10はブランク板、11は注出部材、12は切欠部、13は罫線、20は基材層、20aは紙層、20bはLDPE層、21は中間層、21aはナイロンフィルム層、21bは蒸着層、22は内層、23,24は接着層、25は積層体、26は表面層、P1,P2,P3はゲーベルトップ型紙容器をそれぞれ示す。
【0016】
図1は本発明にかかるゲーベルトップ型紙容器の一実施形態を示す斜視図であって、ゲーベルトップ型紙容器P1は傾斜屋根部に注出口となる注出部材11を有し、前記傾斜屋根部の前記注出口となる注出部材11を備えた傾斜屋根部形成板3aに連接する胴部を構成する側面板3と、該側面板3に連接する二つの側面板2(図2参照)および側面板4により形成される稜線およびこれを少なくとも含む所定領域に、基材層20(図3参照)のみが切り欠かれた、角部が曲面状に面取りされた長穴状の切欠部12が対向する位置に設けれると共に側面板3に切欠部12間を繋ぐ1本の罫線13が設けられたものである。
【0017】
図2は図1に示す一実施形態のゲーベルトップ型紙容器P1のブランク板を示す表面層26(図3参照)側から見た平面図であって、ブランク板10は側面板1と側面板2と側面板3と側面板4と糊代片5とが折罫を介してそれぞれ連接していると共に、側面板1の上下端には傾斜屋根部形成板1aと底部形成板1bが、側面板2の上下端には傾斜屋根部形成板2aと底部形成板2bが、側面板3の上下端には中央部に注出部材11を取り付ける注出部材取付孔6が形成された傾斜屋根部形成板3aと底部形成板3bが、側面板4の上下端には傾斜屋根部形成板4aと底部形成板4bがそれぞれ折罫を介して連接し、傾斜屋根部形成板2a,4aおよび底部形成板2b,3b,4bの所定位置に折罫が形成されたものであり、このブランク板10は周知の工程を経て組み立てられて、容器完成時に注出部材取付孔6に注出部材11が取り付けられるものである。なお、側面板2と側面板3、および、側面板3と側面板4を連接する折罫(稜線)およびこれを少なくとも含む所定領域に、基材層20(図3参照)のみが切り欠かれた角部が曲面状に面取りされた長穴状の切欠部12が対向する位置に設けられていると共に側面板3に切欠部12を繋ぐ1本の罫線13が設けられている。なお、本願では、ブランク板を折罫で折り曲げてゲーベルトップ型紙容器に組み立てた際、山折された折罫を稜線と呼ぶこととする。
【0018】
図3は図2のX−X線の断面を図解的に示す図であって、ブランク板10は外側から内側に向かって、例えば、LDPE層20bと紙層20aからなる基材層20と、接着層23と、ガスバリアー層として蒸着層21bとナイロンフィルム層21aからなる中間層21と、接着層24と、熱接着性樹脂層として直鎖状低密度ポリエチレン層(以下、LLDPEという)からなる内層22とが順に積層された構成の積層体25であり、図3からも明らかなように、切欠部12は外側のLDPE層20bと紙層20aとからなる基材層20を貫通し形成された窓となっており、基材層20のLDPE層20bの外側には、切欠部12を覆い基材層20のLDPE層20bの外側全面にポリエチレン樹脂層からなる表面層26が積層されている。窓となった切欠部12においては、ポリエチレン樹脂層からなる表面層26と接着層23が直接積層されていると共に切欠部12の周縁は表面層26で被覆されているので基材層20の端面が露出することがない構成となっている。
【0019】
積層体25を構成する基材層20としては紙層20aのみとしてもよいが、基材層20の外側面に印刷を施す場合には、基材層20は、紙層20aにLDPE層20bを積層し、LDPE層20の面に印刷を施す構成としたので印刷適性が向上するのでより好ましい。また、紙層20aに用いる紙は通常200g/m2 〜480g/m2 である。ガスバリアー層からなる中間層21としてはポリプロピレンフィルム、ポリエステルフィルム、ナイロンフィルムの二軸延伸フィルムや、これらのフィルムにアルミニウム等の金属若しくは酸化アルミニウム、酸化珪素等の無機物が蒸着されたフィルムを用いることができるが、耐突き刺し性、耐屈曲性を有する二軸延伸ナイロンフィルム又は上記金属若しくは無機物が蒸着された二軸延伸ナイロンフィルム(以下、ONという)がより好ましい。
熱接着性樹脂層からなる内層22としては、LDPE、MDPE、HDPE、LLDPE等の樹脂を用いることができるが耐突き刺し性、耐屈曲性に優れたエチレン−αオレフィン共重合体からなるLLDPEを用いるのが好ましい。また、基材層20を構成する紙層20aの接着層23と対向する面にはコロナ放電処理、オゾン処理、アンカーコート処理等の接着補助処理を施すのが好ましく、繰り返しスクイーズ操作を行っても切欠部12で紙層20aと接着層23との間で剥離することを防ぐ効果がある。
表面層26を構成するポリエチレン樹脂層としては、LDPE、MDPE、HDPE、LLDPE等の樹脂を使用できるが、表面層同士を熱接着する際の低温シール性や切欠部12において接着層23との接着性を勘案するとLDPE、LLDPEが好ましい。
接着層23,24は基材層20と中間層21と内層22を積層するための接着層としての役割を果たす層であり、接着層23,24には、LDPE、エチレン−メタクリル酸共重合体(以下、EMAAという)、エチレン−アクリル酸共重合体(以下、EAAという)を用いることができる。なお、中間層21の接着層23と対向する面には、予めLDPE層を積層した構成にすることもできる。そうすることにより、接着層23に安価で押出し作業性に優れたLDPE樹脂を用いることができ、また、積層体が多層となり各層が積層される積層順(積層していく層と層の組合せとその層を組合わせていく順序)も多種多様に亘るが後述する実施例に示す積層順を採用することが可能となり生産性のよい積層順となり好ましい形態となる。
【0020】
つぎに、本発明のゲーベルトップ型紙容器に用いる積層体の好ましい構成例を例示する。
1.LDPE層/紙層/LDPE層/ON層/LLDPE層
2.LDPE層/紙層/LDPE層/LDPE層/ON層/LLDPE層
3.LDPE層/紙層/LDPE層/アルミニウム蒸着層/ON層/LLDPE層
4.LDPE層/紙層/LDPE層/LDPE層/アルミニウム蒸着層/ON層/LLDPE層
5.LDPE層/紙層/EMAA層/アルミニウム蒸着層/ON層/LLDPE層
6.LDPE層/紙層/LDPE層/酸化珪素蒸着層(又は酸化アルミ蒸着層)/ON層/LLDPE
7.LDPE層/紙層/LDPE層/LDPE層/酸化珪素蒸着層(又は酸化アルミ蒸着層)/ON層/LLDPE
【0021】
本発明にかかるゲーベルトップ型紙容器は、ゲーベルトップ型紙容器の胴部を構成する一つの側面板を挟むように基材層のみが切り欠かれた切欠部を形成し、切欠部を覆い基材層の外側全面に表面層が積層されている構成を採用することにより繰り返しスクイーズ性とスクイーズ時に切欠部の周縁の角で手指を切るという恐れをなくすことを主旨とするものであり、切欠部の形状、数、および形成する位置は本発明の主旨を逸脱しない範囲で任意に形成できる。例えば、図4、図5に本発明に係るゲーベルトップ型紙容器の切欠部の位置を変更した例を示す。
図4に示すようにゲーベルトップ型紙容器P2は傾斜屋根部となる傾斜屋根部形成板3aに注出口となる注出部材11を有し、傾斜屋根部形成板3aに連接する胴部を構成する側面板3と該側面板3と対向する位置にある側面板(図示しない)とに連接する側面板2とにより形成される稜線(折罫)およびこれを少なくとも含む所定領域に、角部が曲面状に面取りされた長穴状の切欠部12が対向する位置に設けられると共に側面板2に切欠部11を繋ぐ1本の罫線13が設けられているものである。
図5に示すゲーベルトップ型紙容器P3は傾斜屋根部となる傾斜屋根部形成板3aに注出口となる注出部材11を有し、傾斜屋根部形成板3aに連接する胴部を構成する側面板3の両端部に、断面略鏡餅形状の切欠部12が対向する位置に設けられているものである。なお、実施形態においては、1本の罫線13を設けた例を示したが、1本に限ることはなく、2本以上の複数の罫線であってもよいし、また、直線に限ることはなく、円弧形状でもよい。
【0022】
図6は本発明にかかる一実施形態のゲーベルトップ型紙容器の使用状態を説明する概略図であって、ゲーベルトップ型紙容器P1の注出部材11を開封して注出口を設け、その後にゲーベルトップ型紙容器P1を片手で持って、側面板3の切欠部12に挟まれた箇所を手指で繰り返しスクイーズ(図の矢印方向)することにより内容物を強制的に注出することができる。また、切欠部12は、ポリエチレン樹脂層からなる表面層26で覆われているので、スクイーズ操作時に手指が切欠部の角に直接接することがなく、ポリエチレン樹脂層からなる表面層26で保護されるので切欠部の周縁の角で手指を切るという恐れがなく、安全にスクイーズすることができ内容物を注出することが可能になるものである。
【0023】
次に、本発明について以下に実施例を挙げてさらに詳しく説明する。
【実施例1】
【0024】
基材層20に片面に厚さ15μmのLDPE層を積層した厚紙320g/m2 を用い、中間層21に片面に酸化珪素を蒸着した厚さ15μmの二軸延伸ナイロンフィルム(VMON)を用い、内層22にエチレン−αオレフィン共重合体からなる厚さ40μmのLLDPEフィルムを用いた。まず、グラビア印刷機で基材層20のLDPE層20b面に所定の絵柄、文字等をグラビア印刷した。次に打抜き機で基材層の所定位置を打抜いて所定の長穴状の切欠部12を形成した。一方、押出しラミネーター機を用いて予めVMONのナイロンフィルム(ON)面とLLDPE層とを厚さ15μmのLDPEでサンドイッチラミネーションし、ON面の反対面である蒸着(VM)面に厚さ15μmのLDPEをラミネーションした<LDPE15μm/(VM面)VMON15μm(ON面)/LDPE15μm/LLDPE40μm>なる構成の中間部材を作製した。その後、押出しラミネーター機を用いて基材層の厚紙面と中間部材のVM面に積層された厚さ15μmのLDPE面とを厚さ20μmのLDPEでサンドイッチラミネーションすると共に基材層20の印刷面に厚さ20μmのLDPEを押出して表面層26を形成して基材層に切欠部を有する<LDPE20μm/印刷/LDPE15μm/厚紙320g/m2 /LDPE20μm/LDPE15μm/VMON15μm/LDPE15μm/LLDPE40μm>なる構成の積層体を作製した。なお、基材層の印刷面および厚紙の内側面にはコロナ放電処理を施し、VMONの両面にはウレタン系のアンカーコート剤を塗布した。而して、巻取状態の積層体を枚葉に断裁した後、所定の折罫線と所定の注出部材取付孔用の切刃と所定のブランク板形成用切刃を備えた抜型を搭載した打抜き機で打抜き図2に示すブランク板10を作製した。次に、ブランク板10の側面版1の内側と糊代片5の外面とをフレームシールして筒状のカートンとした。その後、筒状のカートン組立装置等を搭載した紙容器充填密封装置で筒状カートンを組立て注出部材取付孔6に注出部材11を取付けて、紙容器に内容物としてマヨネーズを充填し密封して、図1に示すゲーベルトップ型紙容器P1を作製した。
【0025】
つぎに、上記ゲーベルトップ型紙容器P1の注出部材11を開封して注出口を設け、その後にゲーベルトップ型紙容器P1を片手で持って、側面板3の切欠部12に挟まれた箇所を手指で繰り返しスクイーズすることにより内容物をスムーズに注出することができた。また、スクイーズ操作時に手指が切欠部に接触したが、切欠部はポリエチレン樹脂層で覆われているのでソフト感があり、手指を切るという恐れが全くないものであった。
【符号の説明】
【0026】
1,2,3,4 側面板
1a、2a、3a、4a 傾斜屋根部形成板
1b、2b、3b、4b 底部形成板
5 糊代片
6 注出部材取付孔
10 ブランク板
11 注出部材
12 切欠部
13 罫線
20 基材層
20a 紙層
20b LDPE層
21 中間層
21a ナイロンフィルム層
21b 蒸着層
22 内層
23 接着層
24 接着層
25 積層体
26 表面層
P1、P2、P3 ゲーベルトップ型紙容器
【特許請求の範囲】
【請求項1】
外側から内側に向かって少なくとも紙層からなる基材層と、ガスバリアー層からなる中間層と、熱接着性樹脂層からなる内層とが順に積層された積層体からなるゲーベルトップ型紙容器であり、傾斜屋根部に注出口となる注出部材を有すると共に前記ゲーベルトップ型紙容器の胴部を構成する一つの側面板を挟むように前記基材層のみが切り欠かれた切欠部が形成されているゲーベルトップ型紙容器であって、前記切欠部を覆い前記基材層の外側全面にポリエチレン樹脂層からなる表面層が積層されていることを特徴とするゲーベルトップ型紙容器。
【請求項2】
前記中間層の前記ガスバリアー層が、金属若しくは金属酸化物が蒸着されたナイロンフィルムまたはナイロンフィルムであり、前記内層の前記熱接着性樹脂層が、直鎖状低密度ポリエチレンであることを特徴とする請求項1に記載のゲーベルトップ型紙容器。
【請求項1】
外側から内側に向かって少なくとも紙層からなる基材層と、ガスバリアー層からなる中間層と、熱接着性樹脂層からなる内層とが順に積層された積層体からなるゲーベルトップ型紙容器であり、傾斜屋根部に注出口となる注出部材を有すると共に前記ゲーベルトップ型紙容器の胴部を構成する一つの側面板を挟むように前記基材層のみが切り欠かれた切欠部が形成されているゲーベルトップ型紙容器であって、前記切欠部を覆い前記基材層の外側全面にポリエチレン樹脂層からなる表面層が積層されていることを特徴とするゲーベルトップ型紙容器。
【請求項2】
前記中間層の前記ガスバリアー層が、金属若しくは金属酸化物が蒸着されたナイロンフィルムまたはナイロンフィルムであり、前記内層の前記熱接着性樹脂層が、直鎖状低密度ポリエチレンであることを特徴とする請求項1に記載のゲーベルトップ型紙容器。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−73709(P2011−73709A)
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願番号】特願2009−226015(P2009−226015)
【出願日】平成21年9月30日(2009.9.30)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願日】平成21年9月30日(2009.9.30)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]