
紙容器
【課題】本発明の解決しようとする課題は、ホットプレートによる加熱適性に優れ、電子レンジで直接加熱しても焦げの発生しないカップ型紙容器、ならびに、レトルト殺菌処理を可能にするカップ型紙容器を提案するものである。
【解決手段】筒状の胴部と、天面部と、底面部とを備えた紙容器であって、天面部は、上方に折り曲げられた周縁部を有し、胴部は、胴部形成用ブランクの両側端縁同士が重ね合わされてシールされた胴部貼り合わせ部と、胴部の上端部を内側に折り返すことにより形成された上部折り返し部と、胴部の下端部を外側に巻き込んでから平らに押し潰して形成されたフランジ部とを有し、天面部の周縁部は、胴部の上部折り返し部に差し込まれた状態で、密着シールされており、さらにフランジ部と底面部とが密着シールされていることを特徴とする紙容器である。
【解決手段】筒状の胴部と、天面部と、底面部とを備えた紙容器であって、天面部は、上方に折り曲げられた周縁部を有し、胴部は、胴部形成用ブランクの両側端縁同士が重ね合わされてシールされた胴部貼り合わせ部と、胴部の上端部を内側に折り返すことにより形成された上部折り返し部と、胴部の下端部を外側に巻き込んでから平らに押し潰して形成されたフランジ部とを有し、天面部の周縁部は、胴部の上部折り返し部に差し込まれた状態で、密着シールされており、さらにフランジ部と底面部とが密着シールされていることを特徴とする紙容器である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、食料品や飲料等を収納する紙容器に関し、特に電子レンジによる加熱調理や、ホットベンダーによる販売に適したカップ状紙容器に関する。
【背景技術】
【0002】
食料品や飲料を収納する容器としては、さまざまな材質のさまざまな形状の容器が用いられている。近年においては、地球環境保護意識の高まりを背景にして、再生産可能な資源である紙を用いた容器が特に注目されている。その中でもカップ形状の紙容器は、その使い易さや、作り易さから、本来の紙カップ用途の他に、各種の食料品、飲料等を収納する容器としても広く用いられている。
【0003】
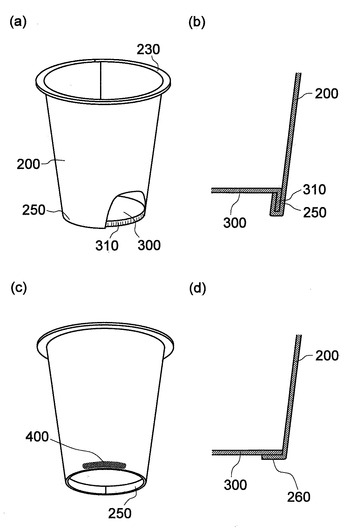
カップ形状の紙容器の一般的な形状としては、図17(a)、(b)に示したように胴部材(200)と底面部材(300)からなり、逆トレー状に成形した底面部材(300)の周縁部(310)に、胴部材(200)の下端部を巻き込んで加熱圧着して、ボトムスリーブ(250)を形成したものが一般的である。胴部材(200)の上端部は、巻き込み成形後に潰してフランジ部(230)を形成し、別に準備した蓋材(図示せず)を剥離可能にシールして密封する。
【0004】
このような上げ底状の紙容器に内容物を入れて電子レンジで加熱すると、胴部材(200)の部分は内容物が直接接しているため、100℃を超えて加熱されることはないが、ボトムスリーブ(250)の部分は、直接内容物に接していないため、電子レンジの特性によっては、100℃以上にまで加熱されて、図17(c)に示したように「焦げ」(400)を生じる現象が発生することがあった。
【0005】
この「焦げ」の発生現象は、電子レンジの特性や、電子レンジ内の置場所などにも関係し、必ずしも常に発生するものではないが、これが、紙カップ容器を電子レンジ加熱用途に積極的に使用できない理由ともなっていた。
【0006】
特許文献1に記載された電子レンジ用紙カップは、この問題を解決するためになされたものであり、ボトムスリーブが形成されないようにするために、図17(d)に示したように、底面部材(300)を逆トレー状に成形することなく平面状とし、胴部材(200)も底面部材(300)に巻込まずに、90°に折り曲げて潰しただけにすることにより、ボトムスリーブが形成されないようにしたものである。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特許第3953584号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1に記載された電子レンジ用紙カップは、ボトムスリーブが存在しないため、ボトムスリーブの焦げ現象は発生しない反面、潰れているとは言っても脚部(260)が存在するため、底面がテーブルに完全には密着せず、このためホットプレート上に商品を載置して加熱する形式のホットベンダーに対する適性が悪かった。また、構造上、底面部材の端面が内容物に接触するため、レトルト殺菌処理を施すことができなかった。
【0009】
本発明の解決しようとする課題は、ホットプレートによる加熱適性に優れ、電子レンジ
で直接加熱しても焦げの発生しないカップ型紙容器、ならびに、レトルト殺菌処理を可能にするカップ型紙容器を提案するものである。
【課題を解決するための手段】
【0010】
上記の課題を解決するための手段として、請求項1に記載の発明は、紙層とこの紙層の両面に設けられた熱可塑性樹脂層を有する胴部形成用ブランクから形成された筒状の胴部と;紙層とこの紙層の両面に設けられた熱可塑性樹脂層を有し、前記胴部の上方の開口をシールする天面部と;前記胴部の下方の開口をシールする底面部と;を備えた紙容器であって、前記天面部は、上方に折り曲げられた周縁部を有し、前記胴部は、前記胴部形成用ブランクの両側端縁同士が重ね合わされてシールされた胴部貼り合わせ部と、前記胴部の上端部を内側に折り返すことにより形成された上部折り返し部と、前記胴部の下端部を外側に巻き込んでから平らに押し潰して形成されたフランジ部と、を有し、前記天面部の周縁部は、前記胴部の上部折り返し部に差し込まれた状態で、密着シールされており、さらに前記フランジ部と前記底面部とが密着シールされていることを特徴とする紙容器である。
【0011】
また、請求項2に記載の発明は、前記天面部の面積が、前記底面部の面積よりも小なることを特徴とする請求項1に記載の紙容器である。
【0012】
また、請求項3に記載の発明は、前記底面部が、紙層とこの紙層の両面に設けられた熱可塑性樹脂層とを有することを特徴とする請求項1または2に記載の紙容器である。
【0013】
また、請求項4に記載の発明は、前記胴部が、平行する2本のミシン目線または平行する2本のハーフカット線によって形成された開封帯を有し、該開封帯の先端は胴部から離開した開封タブを形成し、該開封帯の開封開始部は、内容物を充填した包装体を加熱調理した時に発生する蒸気を排出する蒸気抜き部を兼ねたことを特徴とする請求項1〜3のいずれか1項に記載の紙容器である。
【0014】
また、請求項5に記載の発明は、前記開封帯が、胴部を水平に周回するように、1本以上設けられたことを特徴とする請求項4に記載の紙容器である。
【0015】
また、請求項6に記載の発明は、前記開封帯が、前記胴部を螺旋状に周回するように設けられたことを特徴とする請求項4に記載の紙容器である。
【0016】
また、請求項7に記載の発明は、前記蒸気抜き部が、前記胴部貼り合わせ部の前記開封帯に相当する部位に塗布された剥離層によって形成され、内容物を充填した包装体を加熱調理した時に発生する蒸気の圧力によって開口することを特徴とする請求項4〜6のいずれか1項に記載の紙容器である。
【0017】
また、請求項8に記載の発明は、前記天面部が、タブ材によって剥離可能にシールされた開口部を有し、該開口部は、内容物を充填した包装体を加熱調理した時に発生する蒸気を排出する蒸気抜き部を兼ねたことを特徴とする請求項1〜3のいずれか1項に記載の紙容器である。
【0018】
また、請求項9に記載の発明は、前記蒸気抜き部が、前記開口部の開封開始部に相当する部位に塗布された剥離層によって形成され、内容物を充填した包装体を加熱調理した時に発生する蒸気の圧力によって開口することを特徴とする請求項8に記載の紙容器である。
【0019】
また、請求項10に記載の発明は、紙層とこの紙層の両面に設けられた熱可塑性樹脂層を有する胴部形成用ブランクから形成された筒状の胴部と;紙層とこの紙層の両面に設け
られた熱可塑性樹脂層を有し、前記胴部の上方の開口をシールする天面部と;前記胴部の下方の開口をシールする底面部と;を備えた紙容器であって、前記天面部は、上方に折り曲げられた周縁部と、タブ材によって剥離可能にシールされた開口部を有し、該開口部の紙層の端面は、該紙層の両面に設けられた前記熱可塑性樹脂層によって覆われており、該開口部は、内容物を充填した包装体を加熱調理した時に発生する蒸気を排出する蒸気抜き部を兼ねており、前記胴部は、前記胴部形成用ブランクの両側端縁同士が重ね合わされてシールされた胴部貼り合わせ部と、前記胴部の上端部を内側に折り返すことにより形成された上部折り返し部と、前記折り返された胴部の上端部をさらに内側に折り返すことにより形成された下部折り返し部と、前記胴部の下端部を外側に1回半以上巻き込んでから平らに押し潰して形成されたフランジ部と、を有し、前記胴部形成用ブランクの紙層の側端縁は、該紙層の両面に設けられた前記熱可塑性樹脂層によって覆われており、前記天面部の周縁部は、前記胴部の上部折り返し部に差し込まれた状態で、前記胴部の上端部と前記下部折り返し部と前記天面部の周縁部とが密着シールされており、さらに前記フランジ部と前記底面部とが密着シールされていることを特徴とする紙容器である。
【発明の効果】
【0020】
本発明に係る紙容器は、底面の構造が、胴部の下端部を外側に巻き込んでから平らに押し潰して形成されたフランジ部に、底面部を密着シールした構造であるため、底面が平面状であり、このため電子レンジで加熱した時に、焦げが発生することがない。またホットプレート上に載置して加熱する形式のホットベンダーに対する適性が良好である。
【0021】
また少なくとも胴部と天面部が紙層を含むものであるため、断熱性があり、このため金属缶やガラス瓶と比較して加熱時の取扱いにおいて、手が熱くないなどの長所がある。
【0022】
請求項2に記載の発明によれば、紙容器が通常の紙カップを倒立させた形状であるので、通常の紙カップ製造装置を利用して製造することができる。また、底面の面積が天面の面積よりも大であるので、ホットプレートによる加熱効率が良好である。また容器としての安定性に優れる。
【0023】
請求項3に記載の発明によれば、紙容器の胴部と天面部に加えて、底面部も紙層を含むものとすることにより、紙の構成比率をより高めることが可能となり、地球環境保全の主旨により叶うものとなる。
【0024】
請求項4に記載の発明によれば、胴部に平行する2本のミシン目線または平行する2本のハーフカット線によって形成された開封帯を設けたことにより、開封が容易になり、また開封帯の開封開始部は、内容物を充填した包装体を加熱調理した時に発生する蒸気を排出する蒸気抜き部を兼ねたものであるため、電子レンジによる加熱調理に適した紙容器となる。
【0025】
請求項5に記載の発明によれば、胴部を水平に周回するように開封帯を設けたので、開封した時の開口が水平であり、内容物を取出し易い。また開封帯を2本以上設けることにより、内容物の減少に従って、段階的に開封することが可能となり、内容物の取出しがさらにやり易くなる。
【0026】
請求項6に記載の発明によれば、開封帯を、胴部を螺旋状に周回するように設けたので、内容物の減少に応じて、徐々に開封していくことができる。またこの特徴は、開封に当っての意外性やおもしろさをもたらす。また開封しても分離される部分がないため、ごみが発生しない。
【0027】
請求項7に記載の発明によれば、蒸気抜き部が、胴部貼り合わせ部の開封帯に相当する
部位に塗布された剥離層によって形成され、内容物を充填した包装体を加熱調理した時に発生する蒸気の圧力によって自動的に開口するようにしたので、蒸気抜き孔を開ける手間が省け、またうっかり蒸気抜き孔を作らずに電子レンジで加熱したような場合であっても、容器が破裂したりすることがない。
【0028】
請求項8に記載の発明によれば、紙容器の天面部に、タブ材によって剥離可能にシールされた開口部を設けたので、開口部が容器の頂部にあり、しかも紙製であるので、特に温めて飲む飲料を収納する容器とした場合に、口をつけて飲むのにも適している。また、開口部は、内容物を充填した包装体を加熱調理した時に発生する蒸気を排出する蒸気抜き部を兼ねたものとしたので、電子レンジによる加熱調理にも適している。
【0029】
請求項9に記載の発明によれば、蒸気抜き部が前記開口部の開封開始部に相当する部位に塗布された剥離層によって形成されており、包装体を加熱調理した時に発生する蒸気の圧力によって自動的に開口するようにしたので、蒸気抜き孔を開ける手間が省け、またうっかり蒸気抜き孔を作らずに電子レンジで加熱したような場合であっても、容器が破裂したりすることがない。
【0030】
請求項10に記載の発明によれば、紙層のすべての端面が熱可塑性樹脂層によって覆われているか、巻き込まれており、容器の内部にも外部にも紙層の端面が露出していない構造とすることができる。このため、内容物を充填した後の包装体をレトルト殺菌処理することが可能な紙容器とすることができる。また例えば冷凍保存した包装体を鍋に入れた湯で加熱する調理方法も可能となる。
【図面の簡単な説明】
【0031】
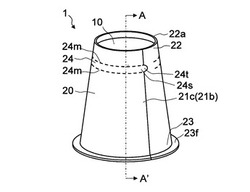
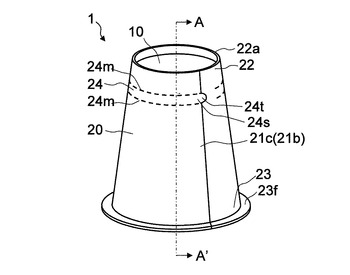
【図1】図1は、本発明に係る紙容器の一実施態様を示した斜視図である。
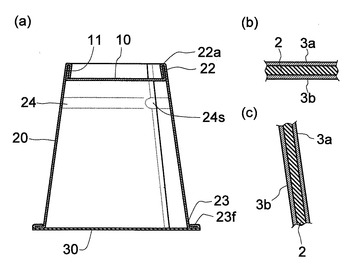
【図2】図2(a)は、図1に示した紙容器のA−A’断面を示した断面模式図である。図2(b)は、天面部の部分拡大断面模式図である。図2(c)は、胴部の部分拡大断面模式図である。
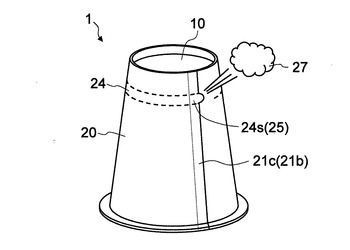
【図3】図3は、図1に示した紙容器に内容物を収納し、電子レンジで加熱した状態を示した斜視図である。
【図4】図4は、図1に示した紙容器の天面部形成用ブランクおよび胴部形成用ブランクを示した平面模式図である。
【図5】図5は、本発明に係る紙容器の他の実施態様を示した斜視図である。
【図6】図6は、図5に示した紙容器の天面部形成用ブランクおよび胴部形成用ブランクを示した平面模式図である。
【図7】図7は、本発明に係る紙容器の他の実施態様を示した斜視図である。
【図8】図8は、図7に示した紙容器の天面部形成用ブランクおよび胴部形成用ブランクを示した平面模式図である。
【図9】図9は、本発明に係る紙容器の他の実施態様を示した斜視図である。
【図10】図10は、図9に示した紙容器のB−B’断面を示した断面模式図である。
【図11】図11は、本発明の請求項10に係る紙容器の一実施態様を示した斜視図である。
【図12】図12は、図11に示した紙容器のC−C’断面を示した断面模式図である。
【図13】図13(a)は、図11に示した紙容器のD−D’断面を示した断面模式図である。図13(b)は、図13(a)における胴部貼り合わせ部の部分拡大断面模式図である。図13(c)は、図12における天面部の部分拡大断面模式図である。
【図14】図14は、図11〜13に示した紙容器の胴部形成用ブランクを作成する方法を示した説明図である。
【図15】図15(a)、(b)は、図11〜13に示した紙容器の胴部形成用ブランクを作成する方法を示した説明図である。
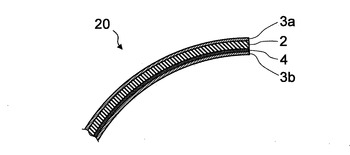
【図16】図16は、本発明に係る紙容器の胴部の層構成の他の例を示した断面模式図である。
【図17】図17(a)は、従来のカップ形状の紙容器を示した斜視図である。図17(b)は、図17(a)に示した紙容器の部分断面模式図である。図17(c)は、ボトムスリーブ部に「焦げ」が発生した状態を示した斜視図である。図17(d)は、従来の他の形状の紙容器の部分断面模式図である。
【発明を実施するための形態】
【0032】
図面に従って、本発明に係る紙容器について詳細に説明する。
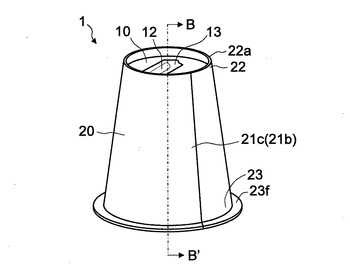
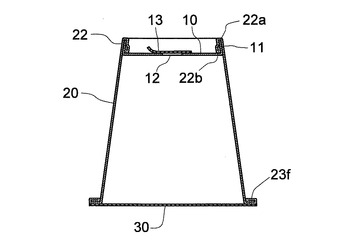
図1は、本発明に係る紙容器(1)の一実施態様を示した斜視図である。また、図2(a)は、図1に示した紙容器(1)のA−A’断面を示した断面模式図であり、図2(b)は、天面部(10)の、また図2(c)は、胴部(20)のそれぞれ部分拡大断面模式図である。また、図3は、図1に示した紙容器(1)に内容物を収納し、電子レンジで加熱した状態を示した斜視図である。
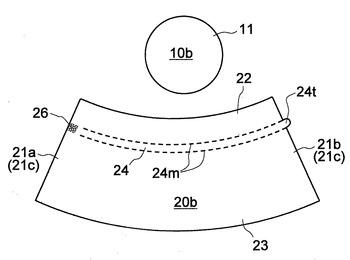
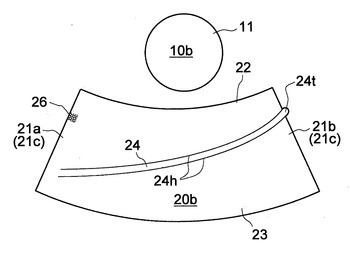
また、図4は、図1に示した紙容器(1)の天面部形成用ブランク(10b)および胴部形成用ブランク(20b)を示した平面模式図である。
以下これらの図面を参照しながら説明する。
【0033】
本発明に係る紙容器(1)は、紙層(2)とこの紙層の両面に設けられた熱可塑性樹脂層(3a)、(3b)を有する胴部形成用ブランク(20b)から形成された筒状の胴部(20)と;紙層(2)とこの紙層の両面に設けられた熱可塑性樹脂層(3a)、(3b)を有し、胴部(20)の上方の開口をシールする天面部(10)と;胴部(20)の下方の開口をシールする底面部(30)と;を備えた紙容器である。
【0034】
本発明に係る紙容器(1)において、天面部(10)は、上方に折り曲げられた周縁部(11)を有し、胴部(20)は、胴部形成用ブランク(20b)の両側端縁(21a)、(21b)同士が重ね合わされてシールされた胴部貼り合わせ部(21c)と、胴部(20)の上端部(22)を内側に折り返すことにより形成された上部折り返し部(22a)と、胴部(20)の下端部(23)を外側に巻き込んでから平らに押し潰して形成されたフランジ部(23f)と、を有し、天面部(10)の周縁部(11)は、胴部(20)の上部折り返し部(22a)に差し込まれた状態で、密着シールされており、さらにフランジ部(23f)と底面部(30)とが密着シールされていることを特徴とする。
【0035】
本発明に係る紙容器(1)は、底面の構造が、胴部(20)の下端部(23)を外側に巻き込んでから平らに押し潰して形成されたフランジ部(23f)に、底面部(30)を
密着シールした構造であるため、底面が平面状である。このため電子レンジで加熱した時に、焦げが発生することがない。またホットプレート上に載置して加熱する形式のホットベンダーに対する適性も良好である。
【0036】
また少なくとも胴部(20)と天面部(10)が紙層(2)を含むものであるため、断熱性があり、このため金属缶やガラス瓶と比較して加熱時の取扱いにおいて、手が熱くないなどの長所がある。また内容物が冷めにくいという長所もある。
【0037】
図1〜4に示した実施態様においては、天面部(10)の面積は、底面部(30)の面積よりも小さい。このことは、容器としての安定性に優れ、倒れにくいことを意味する。また、底面の面積が天面の面積よりも大であるので、ホットプレートによる加熱効率が良好である。また、形状が通常の紙カップを倒立させた形状であるので、通常の紙カップ製造装置を利用して製造することができる。
【0038】
図1〜4に示した実施態様においては、胴部(20)に胴部を水平に周回するように平行する2本のミシン目線(24m)によって形成された開封帯(24)が設けられている。開封帯(24)の先端は胴部(20)から離開した開封タブ(24t)を形成し、開封タブ(24t)を手で持って引くことにより、ミシン目線(24m)に沿って、紙容器(1)を開封することができる。開封帯(24)の開封開始部(24s)は、内容物を充填した包装体を加熱調理した時に発生する蒸気(27)を排出する蒸気抜き部(25)を兼ねている。
【0039】
蒸気抜き部(25)は、開封タブ(24t)を手で持って引き上げることにより開封開始部(24s)が剥がれて開口することによって形成しても良いが、図4に示したように、胴部貼り合わせ部(21c)の開封帯(24)に相当する部位に塗布された剥離層(26)の働きによって形成し、内容物を充填した包装体を加熱調理した時に発生する蒸気の圧力によって開口するようにしても良い。
【0040】
剥離層(26)は、胴部形成用ブランク(20b)の側端縁(21a)の表面側に形成しても良いし、側端縁(21b)の裏面側に形成しても良い。図4の例では、側端縁(21a)の表面側に形成されている。剥離層(26)が存在することにより、胴部形成用ブランク(20b)の側端縁(21a)、(21b)を重ね会わせて熱シールした時に、胴部貼り合わせ部(21c)の剥離層(26)の部分のシール強度が弱くなり、調理時に発生する蒸気の熱と圧力によって剥離して開口し、発生した蒸気を逃す働きがある。
【0041】
剥離層(26)は、通常の表面印刷用インキに、シリコーン樹脂、シリコーンオイル等の撥液剤や、天然ワックス、ポリエチレンワックス等の滑剤等を添加した剥離ニスを印刷形成することによって得られる。
【0042】
剥離層(26)が存在することにより、うっかり蒸気孔を開け忘れて、包装体を電子レンジで加熱してしまったような場合でも、紙容器の破裂を防止することができる。
【0043】
図4に示した胴部形成用ブランク(20b)において、各コーナーの部分は、側端縁同士が貼り合わされて2重になり、さらに折り返されたり巻き込まれたりして何枚も重なることによって厚さが厚くなってしまうため、これを避ける意味から、各コーナーの部分に予め切欠きを設けても良い。
【0044】
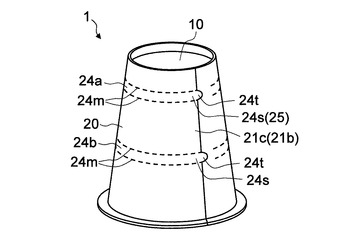
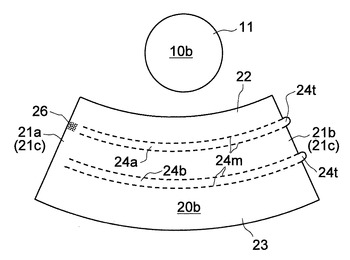
図5は、本発明に係る紙容器(1)の他の実施態様を示した斜視図である。また図6は、図5に示した紙容器(1)の天面部形成用ブランク(10b)および胴部形成用ブランク(20b)を示した平面模式図である。
【0045】
図5に示した実施態様においては、開封帯(24a)、(24b)が、胴部(20)を水平に周回するように、2本設けられている。それぞれの開封帯(24a)、(24b)は、それぞれ平行する2本のミシン目線(24m)によって形成されている。
【0046】
開封帯(24a)、(24b)の先端はそれぞれ胴部(20)から離開した開封タブ(24t)を形成している。上部の開封帯(24a)の開封開始部(24s)は、内容物を充填した包装体を加熱調理した時に発生する蒸気を排出する蒸気抜き部(25)を兼ねている。
【0047】
図6において、前記蒸気抜き部は、胴部貼り合わせ部(21c)の開封帯(24a)に相当する部位に塗布された剥離層(26)によって形成されている。
【0048】
図5に示したような実施態様においては、開封帯(24)が上下に2本あるので、上から順に内容物の消費に合わせて開封することにより、中身がこぼれたり、逆に取り出し難かったりすることがなく、使い勝手が良い。
【0049】
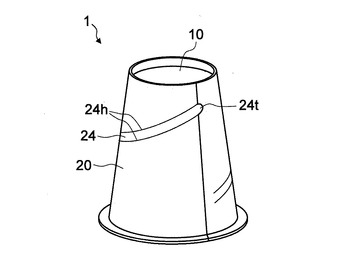
図7は、本発明に係る紙容器(1)の他の実施態様を示した斜視図である。また図8は、図7に示した紙容器(1)の天面部形成用ブランク(10b)および胴部形成用ブランク(20b)を示した平面模式図である。
【0050】
図7、図8に示した実施態様においては、開封帯(24)が、胴部(20)を螺旋状に周回するように設けられたことを特徴とする。この実施態様においては、開封帯(24)は、平行する2本のハーフカット線(24h)によって形成されている。
【0051】
開封帯(24)をこのように螺旋状に設けると、開封した後の容器が一繋がりになるので、散逸するようなごみのかけらが発生しない。また内容物の消費に合わせて徐々に開封できるので、使い勝手が良い。
【0052】
開封帯(24)をミシン目線によって形成するか、ハーフカット線によって形成するかは、任意である。ミシン目線は、一般的に刃物を用いたダイカッターによって形成する。ハーフカット線は、刃物によるか、またはレーザー装置によって形成される。
【0053】
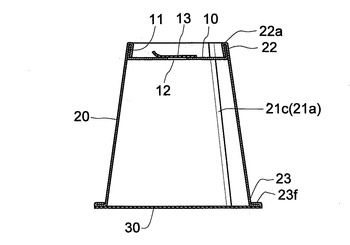
図9は、本発明に係る紙容器(1)の他の実施態様を示した斜視図である。また、図10は、図9に示した紙容器(1)のB−B’断面を示した断面模式図である。
この実施態様においては、天面部(10)が、タブ材(13)によって剥離可能にシールされた開口部(12)を有し、開口部(12)は、内容物を充填した包装体を加熱調理した時に発生する蒸気を排出する蒸気抜き部を兼ねたことを特徴とする。
【0054】
図9、10に示した実施態様においては、紙容器(1)の天面部(10)に、開口部(12)を設けたので、開口部が容器の頂部にあり、しかも紙製であるので、特に甘酒やスープなどの温めて飲む飲料を収納する容器とした場合に、手で持っても熱くなく、他の容器への注出が容易にできる。また金属缶などと異なり、容器に直接口をつけて飲むのにも適している。また、開口部は、内容物を充填した包装体を加熱調理した時に発生する蒸気を排出する蒸気抜き部を兼ねたものとなるので、電子レンジによる加熱調理にも適している。
【0055】
図9、10には図示しないが、開口部(12)の開封開始部に相当する部位に剥離層を塗布することにより、内容物を充填した包装体を加熱調理した時に発生する蒸気の圧力によって蒸気抜き孔が自動的に開口するようにできるので、蒸気抜き孔を開ける手間が省け
、またうっかり蒸気抜き孔を作らずに電子レンジで加熱したような場合であっても、容器が破裂したりすることがない。
【0056】
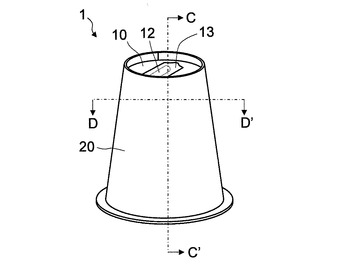
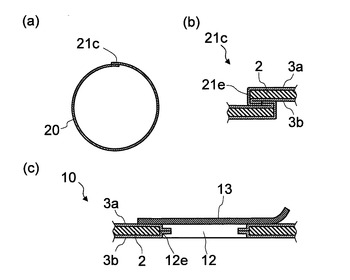
図11は、本発明の請求項10に係る紙容器(1)の一実施態様を示した斜視図である。また図12は、図11に示した紙容器(1)のC−C’断面を示した断面模式図である。また図13(a)は、図11に示した紙容器(1)のD−D’断面を示した断面模式図である。また図13(b)は、図13(a)における胴部貼り合わせ部(21c)の部分拡大断面模式図である。また図13(c)は、図12における天面部(10)の部分拡大断面模式図である。
【0057】
図11〜13に示した実施態様においては、すべての紙層の端面が熱可塑性樹脂によって被覆されており、容器の内部に対しても、外部に対しても紙の端面が露出していない事を特徴とする。
【0058】
すなわち、天面部(10)は、上方に折り曲げられた周縁部(11)と、タブ材(13)によって剥離可能にシールされた開口部(12)を有し、図13(c)に示したように、開口部(12)の紙層の端面(12e)は、紙層(2)の両面に設けられた熱可塑性樹脂層(3a)、(3b)によって覆われている。また開口部(12)は、内容物を充填した包装体を加熱調理した時に発生する蒸気を排出する蒸気抜き部を兼ねている。
【0059】
なお、紙容器(1)にレトルト殺菌処理を施すことを前提とした場合には、加熱調理時の蒸気圧によって自動的に開口する剥離層(26)を用いた蒸気抜き部(25)の存在は、好ましくない。
【0060】
胴部(20)は、胴部形成用ブランク(20b)の両側端縁(21a)、(21b)同士が重ね合わされてシールされた胴部貼り合わせ部(21c)と、胴部の上端部(22)を内側に折り返すことにより形成された上部折り返し部(22a)と、折り返された胴部の上端部(22)をさらに内側に折り返すことにより形成された下部折り返し部(22b)と、胴部(20)の下端部(23)を外側に1回半以上巻き込んでから平らに押し潰して形成されたフランジ部(23f)と、を有する。
【0061】
天面部(10)の周縁部(11)は、胴部(20)の上部折り返し部(22a)に差し込まれた状態で、胴部の上端部(22)と下部折り返し部(22b)と天面部の周縁部(11)とが密着シールされており、さらにフランジ部(23f)と底面部(30)とが密着シールされている。
【0062】
このように、本実施態様においては、すべての紙層の端面が熱可塑性樹脂層によって被覆されているか、あるいは、巻き込まれており、容器の内部に対しても、外部に対しても紙の端面が露出していないため、内容物を充填した後に、レトルト殺菌処理を行うことが可能となる。
【0063】
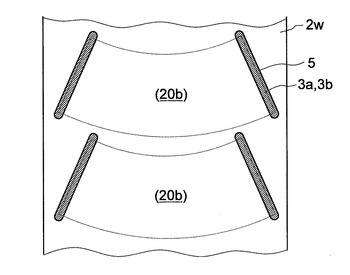
紙層(2)の端面を熱可塑性樹脂層(3a、3b)で覆う方法については、打抜き加工によって予め覆うべき紙層の端面を露出させた連続シートを作成しておき、紙層の表裏面に熱可塑性樹脂層を挟み込むように形成した後に再度打抜き加工を施して紙層の端面部分に余分な熱可塑性樹脂層が形成されるようにした後、この余分な熱可塑性樹脂層を紙層の端面に折り返して圧着することによって、端面を被覆することができる。胴部形成用ブランク(20b)の紙層の側端縁(21e)を熱可塑性樹脂層(3a、3b)によって覆う方法の一例を図14、図15に示す。
【0064】
まず図14に示したように、印刷済み原紙のウェブ(2w)に位置合わせをしながら長
窓(5)を打抜いた後、表裏全面に熱可塑性樹脂層(3a、3b)を設ける。長窓(5)の部分は、表裏面の熱可塑性樹脂層(3a、3b)同士が接着した状態になる。
【0065】
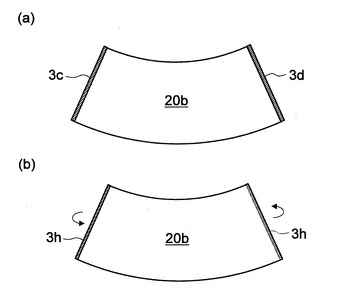
次に胴部形成用ブランク(20b)を打抜くが、この時、図15(a)に示したように、ブランクの両側端に熱可塑性樹脂層のはみ出し部(3c、3d)が残るように打抜く。次いで、図15(b)に示したように、熱可塑性樹脂層のはみ出し部(3c)を表側に、また熱可塑性樹脂層のはみ出し部(3d)を裏側にそれぞれ折り返して熱圧着し、折り返した熱可塑性樹脂層(3h)を形成することにより、胴部形成用ブランクの両側端の紙層側端縁(21e)が覆われることになる。
【0066】
なお、紙容器(1)をレトルト仕様とするためには、図16に示したように、層構成中紙層(2)の内層にガスバリア層(4)を挿入することが好ましい。ガスバリア層(4)としては、電子レンジによる加熱を前提として、ガスバリア性のプラスチックフィルムや無機酸化物蒸着フィルム等の、金属箔以外の材料を用いることが好ましい。
【0067】
また、レトルト殺菌処理を行わず、冷凍保存を行うような場合であっても、本実施態様の紙容器であれば、全体を熱湯に浸漬して加熱することが可能となる。
【0068】
本発明に係る紙容器に用いる材料について説明する。紙層(2)としては、通常のカップ原紙の他、白ボール紙、コートボール紙、アイボリー紙等の坪量160g/m2〜400g/m2程度の紙が使用できる。
【0069】
熱可塑性樹脂層(3a、3b)としては、ポリオレフィン系樹脂が一般的に使用され、具体的には、低密度ポリエチレン、中密度ポリエチレン、直鎖状低密度ポリエチレン、エチレン・酢酸ビニル共重合体、エチレン・αオレフィン共重合体、エチレン−メタアクリル酸樹脂共重合体などのエチレン系樹脂や、ポリエチレンとポリブテンのブレンド樹脂や、ホモポリプロピレン、プロピレン・エチレンランダム共重合体、プロピレン・エチレンブロック共重合体、プロピレン・αオレフィン共重合体などのポリプロピレン系樹脂等が使用される。
【0070】
底面部(30)に用いる材料としては、上記の紙の表裏面に上記の熱可塑性樹脂層を組合わせた材料以外にも、紙層の替りに丈夫な合成樹脂フィルムを用いることができる。
このような材料の例としては、ポリプロピレン(PP)樹脂、ポリエチレンテレフタレート(PET)樹脂、アイオノマー樹脂、ポリアミド系樹脂(ナイロン)、等の合成樹脂フィルムを単体で、あるいは複合して使用することができる。
【0071】
以下本発明に係る紙容器について実施例に基づいて説明するが、本発明に係る紙容器は、これらに限定されるものではない。
【実施例1】
【0072】
坪量260g/m2のカップ原紙の表面に絵柄を印刷した後、表裏面に、押出機を用いて、厚さ30μmの低密度ポリエチレン(LDPE)層を形成した。これを抜型で打抜いて、図4に示したような天面部形成用ブランクと胴部形成用ブランクを作成した。この時、ミシン目線(24m)は、打抜きと同時に形成した。また打抜き後のブランクに剥離層(26)を、印刷した。
【0073】
得られたブランクをカップ成形機によって、カップ形状に成形し、図1に見られるような形状の紙容器本体を作製した。別に、底面用の部材として、容器本体に使用したものと同じ構成の紙層と熱可塑性樹脂層の積層体を円形に打抜いて準備した。
【0074】
紙容器を倒立させて、通常のカップ充填ラインにのせ、焼鳥を収納して底面部材を熱シールした後、冷凍保存した。
【0075】
冷凍庫から取出した包装体を、そのまま電子レンジによって加熱すると、内部に発生した蒸気の圧力で剥離層の部分が自動的に開口して蒸気抜き部となったため、容器が破裂することもなく、また焦げが発生することもなかった。またホットプレートによって加熱するホットベンダーでも、問題なく使用することができた。
【実施例2】
【0076】
積層体の構成を内側から順にLDPE、30μm/260gカップ原紙/シリカ蒸着PET、12μm/LDPE、30μmの構成とした。この積層体を用いてブランクを作成し、図11〜図13に示した構造の紙容器を成形した。なお底面材としては、LDPE、30μm/シリカ蒸着PET、12μm/延伸ナイロン、25μm/LDPE、30μmの、紙を用いない構成とした。タブ材も底面材と同じ構成とした。
【0077】
容器にポタージュスープを充填し、レトルト殺菌処理を行った。得られた包装体は、常温保存が可能であり、使用時には、タブ材を剥がして蒸気抜き孔を開けた後、直接電子レンジで加熱することができた。容器が破裂したり、焦げが発生することもなかった。またホットプレートによって加熱するホットベンダーでも、問題なく使用することができた。
【符号の説明】
【0078】
1・・・紙容器
2・・・紙層
2w・・・原紙のウェブ
3a、3b・・・熱可塑性樹脂層
3c、3d・・・熱可塑性樹脂層のはみ出し部
4・・・ガスバリア層
5・・・長窓
10・・・天面部
10b・・・天面部形成用ブランク
11・・・周縁部
12・・・開口部
12e・・・開口部紙層端面
13・・・タブ材
20・・・胴部
20b・・・胴部形成用部ブランク
21a、21b・・・側端縁
21c・・・胴部貼り合わせ部
21e・・・紙層側端縁
22・・・上端部
22a・・・上部折り返し部
22b・・・下部折り返し部
23・・・下端部
23f・・・フランジ部
24、24a、24b・・・開封帯
24m・・・ミシン目線
24h・・・ハーフカット線
24s・・・開封開始部
24t・・・開封タブ
25・・・蒸気抜き部
26・・・剥離層
27・・・蒸気
30・・・底面部
200・・・胴部材
230・・・フランジ部
250・・・ボトムスリーブ
260・・・脚部
300・・・底面部材
310・・・周縁部
400・・・焦げ
【技術分野】
【0001】
本発明は、食料品や飲料等を収納する紙容器に関し、特に電子レンジによる加熱調理や、ホットベンダーによる販売に適したカップ状紙容器に関する。
【背景技術】
【0002】
食料品や飲料を収納する容器としては、さまざまな材質のさまざまな形状の容器が用いられている。近年においては、地球環境保護意識の高まりを背景にして、再生産可能な資源である紙を用いた容器が特に注目されている。その中でもカップ形状の紙容器は、その使い易さや、作り易さから、本来の紙カップ用途の他に、各種の食料品、飲料等を収納する容器としても広く用いられている。
【0003】
カップ形状の紙容器の一般的な形状としては、図17(a)、(b)に示したように胴部材(200)と底面部材(300)からなり、逆トレー状に成形した底面部材(300)の周縁部(310)に、胴部材(200)の下端部を巻き込んで加熱圧着して、ボトムスリーブ(250)を形成したものが一般的である。胴部材(200)の上端部は、巻き込み成形後に潰してフランジ部(230)を形成し、別に準備した蓋材(図示せず)を剥離可能にシールして密封する。
【0004】
このような上げ底状の紙容器に内容物を入れて電子レンジで加熱すると、胴部材(200)の部分は内容物が直接接しているため、100℃を超えて加熱されることはないが、ボトムスリーブ(250)の部分は、直接内容物に接していないため、電子レンジの特性によっては、100℃以上にまで加熱されて、図17(c)に示したように「焦げ」(400)を生じる現象が発生することがあった。
【0005】
この「焦げ」の発生現象は、電子レンジの特性や、電子レンジ内の置場所などにも関係し、必ずしも常に発生するものではないが、これが、紙カップ容器を電子レンジ加熱用途に積極的に使用できない理由ともなっていた。
【0006】
特許文献1に記載された電子レンジ用紙カップは、この問題を解決するためになされたものであり、ボトムスリーブが形成されないようにするために、図17(d)に示したように、底面部材(300)を逆トレー状に成形することなく平面状とし、胴部材(200)も底面部材(300)に巻込まずに、90°に折り曲げて潰しただけにすることにより、ボトムスリーブが形成されないようにしたものである。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特許第3953584号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1に記載された電子レンジ用紙カップは、ボトムスリーブが存在しないため、ボトムスリーブの焦げ現象は発生しない反面、潰れているとは言っても脚部(260)が存在するため、底面がテーブルに完全には密着せず、このためホットプレート上に商品を載置して加熱する形式のホットベンダーに対する適性が悪かった。また、構造上、底面部材の端面が内容物に接触するため、レトルト殺菌処理を施すことができなかった。
【0009】
本発明の解決しようとする課題は、ホットプレートによる加熱適性に優れ、電子レンジ
で直接加熱しても焦げの発生しないカップ型紙容器、ならびに、レトルト殺菌処理を可能にするカップ型紙容器を提案するものである。
【課題を解決するための手段】
【0010】
上記の課題を解決するための手段として、請求項1に記載の発明は、紙層とこの紙層の両面に設けられた熱可塑性樹脂層を有する胴部形成用ブランクから形成された筒状の胴部と;紙層とこの紙層の両面に設けられた熱可塑性樹脂層を有し、前記胴部の上方の開口をシールする天面部と;前記胴部の下方の開口をシールする底面部と;を備えた紙容器であって、前記天面部は、上方に折り曲げられた周縁部を有し、前記胴部は、前記胴部形成用ブランクの両側端縁同士が重ね合わされてシールされた胴部貼り合わせ部と、前記胴部の上端部を内側に折り返すことにより形成された上部折り返し部と、前記胴部の下端部を外側に巻き込んでから平らに押し潰して形成されたフランジ部と、を有し、前記天面部の周縁部は、前記胴部の上部折り返し部に差し込まれた状態で、密着シールされており、さらに前記フランジ部と前記底面部とが密着シールされていることを特徴とする紙容器である。
【0011】
また、請求項2に記載の発明は、前記天面部の面積が、前記底面部の面積よりも小なることを特徴とする請求項1に記載の紙容器である。
【0012】
また、請求項3に記載の発明は、前記底面部が、紙層とこの紙層の両面に設けられた熱可塑性樹脂層とを有することを特徴とする請求項1または2に記載の紙容器である。
【0013】
また、請求項4に記載の発明は、前記胴部が、平行する2本のミシン目線または平行する2本のハーフカット線によって形成された開封帯を有し、該開封帯の先端は胴部から離開した開封タブを形成し、該開封帯の開封開始部は、内容物を充填した包装体を加熱調理した時に発生する蒸気を排出する蒸気抜き部を兼ねたことを特徴とする請求項1〜3のいずれか1項に記載の紙容器である。
【0014】
また、請求項5に記載の発明は、前記開封帯が、胴部を水平に周回するように、1本以上設けられたことを特徴とする請求項4に記載の紙容器である。
【0015】
また、請求項6に記載の発明は、前記開封帯が、前記胴部を螺旋状に周回するように設けられたことを特徴とする請求項4に記載の紙容器である。
【0016】
また、請求項7に記載の発明は、前記蒸気抜き部が、前記胴部貼り合わせ部の前記開封帯に相当する部位に塗布された剥離層によって形成され、内容物を充填した包装体を加熱調理した時に発生する蒸気の圧力によって開口することを特徴とする請求項4〜6のいずれか1項に記載の紙容器である。
【0017】
また、請求項8に記載の発明は、前記天面部が、タブ材によって剥離可能にシールされた開口部を有し、該開口部は、内容物を充填した包装体を加熱調理した時に発生する蒸気を排出する蒸気抜き部を兼ねたことを特徴とする請求項1〜3のいずれか1項に記載の紙容器である。
【0018】
また、請求項9に記載の発明は、前記蒸気抜き部が、前記開口部の開封開始部に相当する部位に塗布された剥離層によって形成され、内容物を充填した包装体を加熱調理した時に発生する蒸気の圧力によって開口することを特徴とする請求項8に記載の紙容器である。
【0019】
また、請求項10に記載の発明は、紙層とこの紙層の両面に設けられた熱可塑性樹脂層を有する胴部形成用ブランクから形成された筒状の胴部と;紙層とこの紙層の両面に設け
られた熱可塑性樹脂層を有し、前記胴部の上方の開口をシールする天面部と;前記胴部の下方の開口をシールする底面部と;を備えた紙容器であって、前記天面部は、上方に折り曲げられた周縁部と、タブ材によって剥離可能にシールされた開口部を有し、該開口部の紙層の端面は、該紙層の両面に設けられた前記熱可塑性樹脂層によって覆われており、該開口部は、内容物を充填した包装体を加熱調理した時に発生する蒸気を排出する蒸気抜き部を兼ねており、前記胴部は、前記胴部形成用ブランクの両側端縁同士が重ね合わされてシールされた胴部貼り合わせ部と、前記胴部の上端部を内側に折り返すことにより形成された上部折り返し部と、前記折り返された胴部の上端部をさらに内側に折り返すことにより形成された下部折り返し部と、前記胴部の下端部を外側に1回半以上巻き込んでから平らに押し潰して形成されたフランジ部と、を有し、前記胴部形成用ブランクの紙層の側端縁は、該紙層の両面に設けられた前記熱可塑性樹脂層によって覆われており、前記天面部の周縁部は、前記胴部の上部折り返し部に差し込まれた状態で、前記胴部の上端部と前記下部折り返し部と前記天面部の周縁部とが密着シールされており、さらに前記フランジ部と前記底面部とが密着シールされていることを特徴とする紙容器である。
【発明の効果】
【0020】
本発明に係る紙容器は、底面の構造が、胴部の下端部を外側に巻き込んでから平らに押し潰して形成されたフランジ部に、底面部を密着シールした構造であるため、底面が平面状であり、このため電子レンジで加熱した時に、焦げが発生することがない。またホットプレート上に載置して加熱する形式のホットベンダーに対する適性が良好である。
【0021】
また少なくとも胴部と天面部が紙層を含むものであるため、断熱性があり、このため金属缶やガラス瓶と比較して加熱時の取扱いにおいて、手が熱くないなどの長所がある。
【0022】
請求項2に記載の発明によれば、紙容器が通常の紙カップを倒立させた形状であるので、通常の紙カップ製造装置を利用して製造することができる。また、底面の面積が天面の面積よりも大であるので、ホットプレートによる加熱効率が良好である。また容器としての安定性に優れる。
【0023】
請求項3に記載の発明によれば、紙容器の胴部と天面部に加えて、底面部も紙層を含むものとすることにより、紙の構成比率をより高めることが可能となり、地球環境保全の主旨により叶うものとなる。
【0024】
請求項4に記載の発明によれば、胴部に平行する2本のミシン目線または平行する2本のハーフカット線によって形成された開封帯を設けたことにより、開封が容易になり、また開封帯の開封開始部は、内容物を充填した包装体を加熱調理した時に発生する蒸気を排出する蒸気抜き部を兼ねたものであるため、電子レンジによる加熱調理に適した紙容器となる。
【0025】
請求項5に記載の発明によれば、胴部を水平に周回するように開封帯を設けたので、開封した時の開口が水平であり、内容物を取出し易い。また開封帯を2本以上設けることにより、内容物の減少に従って、段階的に開封することが可能となり、内容物の取出しがさらにやり易くなる。
【0026】
請求項6に記載の発明によれば、開封帯を、胴部を螺旋状に周回するように設けたので、内容物の減少に応じて、徐々に開封していくことができる。またこの特徴は、開封に当っての意外性やおもしろさをもたらす。また開封しても分離される部分がないため、ごみが発生しない。
【0027】
請求項7に記載の発明によれば、蒸気抜き部が、胴部貼り合わせ部の開封帯に相当する
部位に塗布された剥離層によって形成され、内容物を充填した包装体を加熱調理した時に発生する蒸気の圧力によって自動的に開口するようにしたので、蒸気抜き孔を開ける手間が省け、またうっかり蒸気抜き孔を作らずに電子レンジで加熱したような場合であっても、容器が破裂したりすることがない。
【0028】
請求項8に記載の発明によれば、紙容器の天面部に、タブ材によって剥離可能にシールされた開口部を設けたので、開口部が容器の頂部にあり、しかも紙製であるので、特に温めて飲む飲料を収納する容器とした場合に、口をつけて飲むのにも適している。また、開口部は、内容物を充填した包装体を加熱調理した時に発生する蒸気を排出する蒸気抜き部を兼ねたものとしたので、電子レンジによる加熱調理にも適している。
【0029】
請求項9に記載の発明によれば、蒸気抜き部が前記開口部の開封開始部に相当する部位に塗布された剥離層によって形成されており、包装体を加熱調理した時に発生する蒸気の圧力によって自動的に開口するようにしたので、蒸気抜き孔を開ける手間が省け、またうっかり蒸気抜き孔を作らずに電子レンジで加熱したような場合であっても、容器が破裂したりすることがない。
【0030】
請求項10に記載の発明によれば、紙層のすべての端面が熱可塑性樹脂層によって覆われているか、巻き込まれており、容器の内部にも外部にも紙層の端面が露出していない構造とすることができる。このため、内容物を充填した後の包装体をレトルト殺菌処理することが可能な紙容器とすることができる。また例えば冷凍保存した包装体を鍋に入れた湯で加熱する調理方法も可能となる。
【図面の簡単な説明】
【0031】
【図1】図1は、本発明に係る紙容器の一実施態様を示した斜視図である。
【図2】図2(a)は、図1に示した紙容器のA−A’断面を示した断面模式図である。図2(b)は、天面部の部分拡大断面模式図である。図2(c)は、胴部の部分拡大断面模式図である。
【図3】図3は、図1に示した紙容器に内容物を収納し、電子レンジで加熱した状態を示した斜視図である。
【図4】図4は、図1に示した紙容器の天面部形成用ブランクおよび胴部形成用ブランクを示した平面模式図である。
【図5】図5は、本発明に係る紙容器の他の実施態様を示した斜視図である。
【図6】図6は、図5に示した紙容器の天面部形成用ブランクおよび胴部形成用ブランクを示した平面模式図である。
【図7】図7は、本発明に係る紙容器の他の実施態様を示した斜視図である。
【図8】図8は、図7に示した紙容器の天面部形成用ブランクおよび胴部形成用ブランクを示した平面模式図である。
【図9】図9は、本発明に係る紙容器の他の実施態様を示した斜視図である。
【図10】図10は、図9に示した紙容器のB−B’断面を示した断面模式図である。
【図11】図11は、本発明の請求項10に係る紙容器の一実施態様を示した斜視図である。
【図12】図12は、図11に示した紙容器のC−C’断面を示した断面模式図である。
【図13】図13(a)は、図11に示した紙容器のD−D’断面を示した断面模式図である。図13(b)は、図13(a)における胴部貼り合わせ部の部分拡大断面模式図である。図13(c)は、図12における天面部の部分拡大断面模式図である。
【図14】図14は、図11〜13に示した紙容器の胴部形成用ブランクを作成する方法を示した説明図である。
【図15】図15(a)、(b)は、図11〜13に示した紙容器の胴部形成用ブランクを作成する方法を示した説明図である。
【図16】図16は、本発明に係る紙容器の胴部の層構成の他の例を示した断面模式図である。
【図17】図17(a)は、従来のカップ形状の紙容器を示した斜視図である。図17(b)は、図17(a)に示した紙容器の部分断面模式図である。図17(c)は、ボトムスリーブ部に「焦げ」が発生した状態を示した斜視図である。図17(d)は、従来の他の形状の紙容器の部分断面模式図である。
【発明を実施するための形態】
【0032】
図面に従って、本発明に係る紙容器について詳細に説明する。
図1は、本発明に係る紙容器(1)の一実施態様を示した斜視図である。また、図2(a)は、図1に示した紙容器(1)のA−A’断面を示した断面模式図であり、図2(b)は、天面部(10)の、また図2(c)は、胴部(20)のそれぞれ部分拡大断面模式図である。また、図3は、図1に示した紙容器(1)に内容物を収納し、電子レンジで加熱した状態を示した斜視図である。
また、図4は、図1に示した紙容器(1)の天面部形成用ブランク(10b)および胴部形成用ブランク(20b)を示した平面模式図である。
以下これらの図面を参照しながら説明する。
【0033】
本発明に係る紙容器(1)は、紙層(2)とこの紙層の両面に設けられた熱可塑性樹脂層(3a)、(3b)を有する胴部形成用ブランク(20b)から形成された筒状の胴部(20)と;紙層(2)とこの紙層の両面に設けられた熱可塑性樹脂層(3a)、(3b)を有し、胴部(20)の上方の開口をシールする天面部(10)と;胴部(20)の下方の開口をシールする底面部(30)と;を備えた紙容器である。
【0034】
本発明に係る紙容器(1)において、天面部(10)は、上方に折り曲げられた周縁部(11)を有し、胴部(20)は、胴部形成用ブランク(20b)の両側端縁(21a)、(21b)同士が重ね合わされてシールされた胴部貼り合わせ部(21c)と、胴部(20)の上端部(22)を内側に折り返すことにより形成された上部折り返し部(22a)と、胴部(20)の下端部(23)を外側に巻き込んでから平らに押し潰して形成されたフランジ部(23f)と、を有し、天面部(10)の周縁部(11)は、胴部(20)の上部折り返し部(22a)に差し込まれた状態で、密着シールされており、さらにフランジ部(23f)と底面部(30)とが密着シールされていることを特徴とする。
【0035】
本発明に係る紙容器(1)は、底面の構造が、胴部(20)の下端部(23)を外側に巻き込んでから平らに押し潰して形成されたフランジ部(23f)に、底面部(30)を
密着シールした構造であるため、底面が平面状である。このため電子レンジで加熱した時に、焦げが発生することがない。またホットプレート上に載置して加熱する形式のホットベンダーに対する適性も良好である。
【0036】
また少なくとも胴部(20)と天面部(10)が紙層(2)を含むものであるため、断熱性があり、このため金属缶やガラス瓶と比較して加熱時の取扱いにおいて、手が熱くないなどの長所がある。また内容物が冷めにくいという長所もある。
【0037】
図1〜4に示した実施態様においては、天面部(10)の面積は、底面部(30)の面積よりも小さい。このことは、容器としての安定性に優れ、倒れにくいことを意味する。また、底面の面積が天面の面積よりも大であるので、ホットプレートによる加熱効率が良好である。また、形状が通常の紙カップを倒立させた形状であるので、通常の紙カップ製造装置を利用して製造することができる。
【0038】
図1〜4に示した実施態様においては、胴部(20)に胴部を水平に周回するように平行する2本のミシン目線(24m)によって形成された開封帯(24)が設けられている。開封帯(24)の先端は胴部(20)から離開した開封タブ(24t)を形成し、開封タブ(24t)を手で持って引くことにより、ミシン目線(24m)に沿って、紙容器(1)を開封することができる。開封帯(24)の開封開始部(24s)は、内容物を充填した包装体を加熱調理した時に発生する蒸気(27)を排出する蒸気抜き部(25)を兼ねている。
【0039】
蒸気抜き部(25)は、開封タブ(24t)を手で持って引き上げることにより開封開始部(24s)が剥がれて開口することによって形成しても良いが、図4に示したように、胴部貼り合わせ部(21c)の開封帯(24)に相当する部位に塗布された剥離層(26)の働きによって形成し、内容物を充填した包装体を加熱調理した時に発生する蒸気の圧力によって開口するようにしても良い。
【0040】
剥離層(26)は、胴部形成用ブランク(20b)の側端縁(21a)の表面側に形成しても良いし、側端縁(21b)の裏面側に形成しても良い。図4の例では、側端縁(21a)の表面側に形成されている。剥離層(26)が存在することにより、胴部形成用ブランク(20b)の側端縁(21a)、(21b)を重ね会わせて熱シールした時に、胴部貼り合わせ部(21c)の剥離層(26)の部分のシール強度が弱くなり、調理時に発生する蒸気の熱と圧力によって剥離して開口し、発生した蒸気を逃す働きがある。
【0041】
剥離層(26)は、通常の表面印刷用インキに、シリコーン樹脂、シリコーンオイル等の撥液剤や、天然ワックス、ポリエチレンワックス等の滑剤等を添加した剥離ニスを印刷形成することによって得られる。
【0042】
剥離層(26)が存在することにより、うっかり蒸気孔を開け忘れて、包装体を電子レンジで加熱してしまったような場合でも、紙容器の破裂を防止することができる。
【0043】
図4に示した胴部形成用ブランク(20b)において、各コーナーの部分は、側端縁同士が貼り合わされて2重になり、さらに折り返されたり巻き込まれたりして何枚も重なることによって厚さが厚くなってしまうため、これを避ける意味から、各コーナーの部分に予め切欠きを設けても良い。
【0044】
図5は、本発明に係る紙容器(1)の他の実施態様を示した斜視図である。また図6は、図5に示した紙容器(1)の天面部形成用ブランク(10b)および胴部形成用ブランク(20b)を示した平面模式図である。
【0045】
図5に示した実施態様においては、開封帯(24a)、(24b)が、胴部(20)を水平に周回するように、2本設けられている。それぞれの開封帯(24a)、(24b)は、それぞれ平行する2本のミシン目線(24m)によって形成されている。
【0046】
開封帯(24a)、(24b)の先端はそれぞれ胴部(20)から離開した開封タブ(24t)を形成している。上部の開封帯(24a)の開封開始部(24s)は、内容物を充填した包装体を加熱調理した時に発生する蒸気を排出する蒸気抜き部(25)を兼ねている。
【0047】
図6において、前記蒸気抜き部は、胴部貼り合わせ部(21c)の開封帯(24a)に相当する部位に塗布された剥離層(26)によって形成されている。
【0048】
図5に示したような実施態様においては、開封帯(24)が上下に2本あるので、上から順に内容物の消費に合わせて開封することにより、中身がこぼれたり、逆に取り出し難かったりすることがなく、使い勝手が良い。
【0049】
図7は、本発明に係る紙容器(1)の他の実施態様を示した斜視図である。また図8は、図7に示した紙容器(1)の天面部形成用ブランク(10b)および胴部形成用ブランク(20b)を示した平面模式図である。
【0050】
図7、図8に示した実施態様においては、開封帯(24)が、胴部(20)を螺旋状に周回するように設けられたことを特徴とする。この実施態様においては、開封帯(24)は、平行する2本のハーフカット線(24h)によって形成されている。
【0051】
開封帯(24)をこのように螺旋状に設けると、開封した後の容器が一繋がりになるので、散逸するようなごみのかけらが発生しない。また内容物の消費に合わせて徐々に開封できるので、使い勝手が良い。
【0052】
開封帯(24)をミシン目線によって形成するか、ハーフカット線によって形成するかは、任意である。ミシン目線は、一般的に刃物を用いたダイカッターによって形成する。ハーフカット線は、刃物によるか、またはレーザー装置によって形成される。
【0053】
図9は、本発明に係る紙容器(1)の他の実施態様を示した斜視図である。また、図10は、図9に示した紙容器(1)のB−B’断面を示した断面模式図である。
この実施態様においては、天面部(10)が、タブ材(13)によって剥離可能にシールされた開口部(12)を有し、開口部(12)は、内容物を充填した包装体を加熱調理した時に発生する蒸気を排出する蒸気抜き部を兼ねたことを特徴とする。
【0054】
図9、10に示した実施態様においては、紙容器(1)の天面部(10)に、開口部(12)を設けたので、開口部が容器の頂部にあり、しかも紙製であるので、特に甘酒やスープなどの温めて飲む飲料を収納する容器とした場合に、手で持っても熱くなく、他の容器への注出が容易にできる。また金属缶などと異なり、容器に直接口をつけて飲むのにも適している。また、開口部は、内容物を充填した包装体を加熱調理した時に発生する蒸気を排出する蒸気抜き部を兼ねたものとなるので、電子レンジによる加熱調理にも適している。
【0055】
図9、10には図示しないが、開口部(12)の開封開始部に相当する部位に剥離層を塗布することにより、内容物を充填した包装体を加熱調理した時に発生する蒸気の圧力によって蒸気抜き孔が自動的に開口するようにできるので、蒸気抜き孔を開ける手間が省け
、またうっかり蒸気抜き孔を作らずに電子レンジで加熱したような場合であっても、容器が破裂したりすることがない。
【0056】
図11は、本発明の請求項10に係る紙容器(1)の一実施態様を示した斜視図である。また図12は、図11に示した紙容器(1)のC−C’断面を示した断面模式図である。また図13(a)は、図11に示した紙容器(1)のD−D’断面を示した断面模式図である。また図13(b)は、図13(a)における胴部貼り合わせ部(21c)の部分拡大断面模式図である。また図13(c)は、図12における天面部(10)の部分拡大断面模式図である。
【0057】
図11〜13に示した実施態様においては、すべての紙層の端面が熱可塑性樹脂によって被覆されており、容器の内部に対しても、外部に対しても紙の端面が露出していない事を特徴とする。
【0058】
すなわち、天面部(10)は、上方に折り曲げられた周縁部(11)と、タブ材(13)によって剥離可能にシールされた開口部(12)を有し、図13(c)に示したように、開口部(12)の紙層の端面(12e)は、紙層(2)の両面に設けられた熱可塑性樹脂層(3a)、(3b)によって覆われている。また開口部(12)は、内容物を充填した包装体を加熱調理した時に発生する蒸気を排出する蒸気抜き部を兼ねている。
【0059】
なお、紙容器(1)にレトルト殺菌処理を施すことを前提とした場合には、加熱調理時の蒸気圧によって自動的に開口する剥離層(26)を用いた蒸気抜き部(25)の存在は、好ましくない。
【0060】
胴部(20)は、胴部形成用ブランク(20b)の両側端縁(21a)、(21b)同士が重ね合わされてシールされた胴部貼り合わせ部(21c)と、胴部の上端部(22)を内側に折り返すことにより形成された上部折り返し部(22a)と、折り返された胴部の上端部(22)をさらに内側に折り返すことにより形成された下部折り返し部(22b)と、胴部(20)の下端部(23)を外側に1回半以上巻き込んでから平らに押し潰して形成されたフランジ部(23f)と、を有する。
【0061】
天面部(10)の周縁部(11)は、胴部(20)の上部折り返し部(22a)に差し込まれた状態で、胴部の上端部(22)と下部折り返し部(22b)と天面部の周縁部(11)とが密着シールされており、さらにフランジ部(23f)と底面部(30)とが密着シールされている。
【0062】
このように、本実施態様においては、すべての紙層の端面が熱可塑性樹脂層によって被覆されているか、あるいは、巻き込まれており、容器の内部に対しても、外部に対しても紙の端面が露出していないため、内容物を充填した後に、レトルト殺菌処理を行うことが可能となる。
【0063】
紙層(2)の端面を熱可塑性樹脂層(3a、3b)で覆う方法については、打抜き加工によって予め覆うべき紙層の端面を露出させた連続シートを作成しておき、紙層の表裏面に熱可塑性樹脂層を挟み込むように形成した後に再度打抜き加工を施して紙層の端面部分に余分な熱可塑性樹脂層が形成されるようにした後、この余分な熱可塑性樹脂層を紙層の端面に折り返して圧着することによって、端面を被覆することができる。胴部形成用ブランク(20b)の紙層の側端縁(21e)を熱可塑性樹脂層(3a、3b)によって覆う方法の一例を図14、図15に示す。
【0064】
まず図14に示したように、印刷済み原紙のウェブ(2w)に位置合わせをしながら長
窓(5)を打抜いた後、表裏全面に熱可塑性樹脂層(3a、3b)を設ける。長窓(5)の部分は、表裏面の熱可塑性樹脂層(3a、3b)同士が接着した状態になる。
【0065】
次に胴部形成用ブランク(20b)を打抜くが、この時、図15(a)に示したように、ブランクの両側端に熱可塑性樹脂層のはみ出し部(3c、3d)が残るように打抜く。次いで、図15(b)に示したように、熱可塑性樹脂層のはみ出し部(3c)を表側に、また熱可塑性樹脂層のはみ出し部(3d)を裏側にそれぞれ折り返して熱圧着し、折り返した熱可塑性樹脂層(3h)を形成することにより、胴部形成用ブランクの両側端の紙層側端縁(21e)が覆われることになる。
【0066】
なお、紙容器(1)をレトルト仕様とするためには、図16に示したように、層構成中紙層(2)の内層にガスバリア層(4)を挿入することが好ましい。ガスバリア層(4)としては、電子レンジによる加熱を前提として、ガスバリア性のプラスチックフィルムや無機酸化物蒸着フィルム等の、金属箔以外の材料を用いることが好ましい。
【0067】
また、レトルト殺菌処理を行わず、冷凍保存を行うような場合であっても、本実施態様の紙容器であれば、全体を熱湯に浸漬して加熱することが可能となる。
【0068】
本発明に係る紙容器に用いる材料について説明する。紙層(2)としては、通常のカップ原紙の他、白ボール紙、コートボール紙、アイボリー紙等の坪量160g/m2〜400g/m2程度の紙が使用できる。
【0069】
熱可塑性樹脂層(3a、3b)としては、ポリオレフィン系樹脂が一般的に使用され、具体的には、低密度ポリエチレン、中密度ポリエチレン、直鎖状低密度ポリエチレン、エチレン・酢酸ビニル共重合体、エチレン・αオレフィン共重合体、エチレン−メタアクリル酸樹脂共重合体などのエチレン系樹脂や、ポリエチレンとポリブテンのブレンド樹脂や、ホモポリプロピレン、プロピレン・エチレンランダム共重合体、プロピレン・エチレンブロック共重合体、プロピレン・αオレフィン共重合体などのポリプロピレン系樹脂等が使用される。
【0070】
底面部(30)に用いる材料としては、上記の紙の表裏面に上記の熱可塑性樹脂層を組合わせた材料以外にも、紙層の替りに丈夫な合成樹脂フィルムを用いることができる。
このような材料の例としては、ポリプロピレン(PP)樹脂、ポリエチレンテレフタレート(PET)樹脂、アイオノマー樹脂、ポリアミド系樹脂(ナイロン)、等の合成樹脂フィルムを単体で、あるいは複合して使用することができる。
【0071】
以下本発明に係る紙容器について実施例に基づいて説明するが、本発明に係る紙容器は、これらに限定されるものではない。
【実施例1】
【0072】
坪量260g/m2のカップ原紙の表面に絵柄を印刷した後、表裏面に、押出機を用いて、厚さ30μmの低密度ポリエチレン(LDPE)層を形成した。これを抜型で打抜いて、図4に示したような天面部形成用ブランクと胴部形成用ブランクを作成した。この時、ミシン目線(24m)は、打抜きと同時に形成した。また打抜き後のブランクに剥離層(26)を、印刷した。
【0073】
得られたブランクをカップ成形機によって、カップ形状に成形し、図1に見られるような形状の紙容器本体を作製した。別に、底面用の部材として、容器本体に使用したものと同じ構成の紙層と熱可塑性樹脂層の積層体を円形に打抜いて準備した。
【0074】
紙容器を倒立させて、通常のカップ充填ラインにのせ、焼鳥を収納して底面部材を熱シールした後、冷凍保存した。
【0075】
冷凍庫から取出した包装体を、そのまま電子レンジによって加熱すると、内部に発生した蒸気の圧力で剥離層の部分が自動的に開口して蒸気抜き部となったため、容器が破裂することもなく、また焦げが発生することもなかった。またホットプレートによって加熱するホットベンダーでも、問題なく使用することができた。
【実施例2】
【0076】
積層体の構成を内側から順にLDPE、30μm/260gカップ原紙/シリカ蒸着PET、12μm/LDPE、30μmの構成とした。この積層体を用いてブランクを作成し、図11〜図13に示した構造の紙容器を成形した。なお底面材としては、LDPE、30μm/シリカ蒸着PET、12μm/延伸ナイロン、25μm/LDPE、30μmの、紙を用いない構成とした。タブ材も底面材と同じ構成とした。
【0077】
容器にポタージュスープを充填し、レトルト殺菌処理を行った。得られた包装体は、常温保存が可能であり、使用時には、タブ材を剥がして蒸気抜き孔を開けた後、直接電子レンジで加熱することができた。容器が破裂したり、焦げが発生することもなかった。またホットプレートによって加熱するホットベンダーでも、問題なく使用することができた。
【符号の説明】
【0078】
1・・・紙容器
2・・・紙層
2w・・・原紙のウェブ
3a、3b・・・熱可塑性樹脂層
3c、3d・・・熱可塑性樹脂層のはみ出し部
4・・・ガスバリア層
5・・・長窓
10・・・天面部
10b・・・天面部形成用ブランク
11・・・周縁部
12・・・開口部
12e・・・開口部紙層端面
13・・・タブ材
20・・・胴部
20b・・・胴部形成用部ブランク
21a、21b・・・側端縁
21c・・・胴部貼り合わせ部
21e・・・紙層側端縁
22・・・上端部
22a・・・上部折り返し部
22b・・・下部折り返し部
23・・・下端部
23f・・・フランジ部
24、24a、24b・・・開封帯
24m・・・ミシン目線
24h・・・ハーフカット線
24s・・・開封開始部
24t・・・開封タブ
25・・・蒸気抜き部
26・・・剥離層
27・・・蒸気
30・・・底面部
200・・・胴部材
230・・・フランジ部
250・・・ボトムスリーブ
260・・・脚部
300・・・底面部材
310・・・周縁部
400・・・焦げ
【特許請求の範囲】
【請求項1】
紙層とこの紙層の両面に設けられた熱可塑性樹脂層を有する胴部形成用ブランクから形成された筒状の胴部と;
紙層とこの紙層の両面に設けられた熱可塑性樹脂層を有し、前記胴部の上方の開口をシールする天面部と;
前記胴部の下方の開口をシールする底面部と;
を備えた紙容器であって、
前記天面部は、上方に折り曲げられた周縁部を有し、
前記胴部は、前記胴部形成用ブランクの両側端縁同士が重ね合わされてシールされた胴部貼り合わせ部と、
前記胴部の上端部を内側に折り返すことにより形成された上部折り返し部と、
前記胴部の下端部を外側に巻き込んでから平らに押し潰して形成されたフランジ部と、
を有し、
前記天面部の周縁部は、前記胴部の上部折り返し部に差し込まれた状態で、密着シールされており、
さらに前記フランジ部と前記底面部とが密着シールされている
ことを特徴とする紙容器。
【請求項2】
前記天面部の面積は、前記底面部の面積よりも小なることを特徴とする請求項1に記載の紙容器。
【請求項3】
前記底面部は、紙層とこの紙層の両面に設けられた熱可塑性樹脂層とを有することを特徴とする請求項1または2に記載の紙容器。
【請求項4】
前記胴部は、平行する2本のミシン目線または平行する2本のハーフカット線によって形成された開封帯を有し、該開封帯の先端は胴部から離開した開封タブを形成し、該開封帯の開封開始部は、内容物を充填した包装体を加熱調理した時に発生する蒸気を排出する蒸気抜き部を兼ねたことを特徴とする請求項1〜3のいずれか1項に記載の紙容器。
【請求項5】
前記開封帯は、胴部を水平に周回するように、1本以上設けられたことを特徴とする請求項4に記載の紙容器。
【請求項6】
前記開封帯は、前記胴部を螺旋状に周回するように設けられたことを特徴とする請求項4に記載の紙容器。
【請求項7】
前記蒸気抜き部は、前記胴部貼り合わせ部の前記開封帯に相当する部位に塗布された剥離層によって形成され、内容物を充填した包装体を加熱調理した時に発生する蒸気の圧力によって開口することを特徴とする請求項4〜6のいずれか1項に記載の紙容器。
【請求項8】
前記天面部は、タブ材によって剥離可能にシールされた開口部を有し、該開口部は、内容物を充填した包装体を加熱調理した時に発生する蒸気を排出する蒸気抜き部を兼ねたことを特徴とする請求項1〜3のいずれか1項に記載の紙容器。
【請求項9】
前記蒸気抜き部は、前記開口部の開封開始部に相当する部位に塗布された剥離層によって形成され、内容物を充填した包装体を加熱調理した時に発生する蒸気の圧力によって開口することを特徴とする請求項8に記載の紙容器。
【請求項10】
紙層とこの紙層の両面に設けられた熱可塑性樹脂層を有する胴部形成用ブランクから形成された筒状の胴部と;
紙層とこの紙層の両面に設けられた熱可塑性樹脂層を有し、前記胴部の上方の開口をシールする天面部と;
前記胴部の下方の開口をシールする底面部と;
を備えた紙容器であって、
前記天面部は、上方に折り曲げられた周縁部と、タブ材によって剥離可能にシールされた開口部を有し、該開口部の紙層の端面は、該紙層の両面に設けられた前記熱可塑性樹脂層によって覆われており、該開口部は、内容物を充填した包装体を加熱調理した時に発生する蒸気を排出する蒸気抜き部を兼ねており、
前記胴部は、前記胴部形成用ブランクの両側端縁同士が重ね合わされてシールされた胴部貼り合わせ部と、
前記胴部の上端部を内側に折り返すことにより形成された上部折り返し部と、
前記折り返された胴部の上端部をさらに内側に折り返すことにより形成された下部折り返し部と、
前記胴部の下端部を外側に1回半以上巻き込んでから平らに押し潰して形成されたフランジ部と、
を有し、
前記胴部形成用ブランクの紙層の側端縁は、該紙層の両面に設けられた前記熱可塑性樹脂層によって覆われており、
前記天面部の周縁部は、前記胴部の上部折り返し部に差し込まれた状態で、前記胴部の上端部と前記下部折り返し部と前記天面部の周縁部とが密着シールされており、
さらに前記フランジ部と前記底面部とが密着シールされている
ことを特徴とする紙容器。
【請求項1】
紙層とこの紙層の両面に設けられた熱可塑性樹脂層を有する胴部形成用ブランクから形成された筒状の胴部と;
紙層とこの紙層の両面に設けられた熱可塑性樹脂層を有し、前記胴部の上方の開口をシールする天面部と;
前記胴部の下方の開口をシールする底面部と;
を備えた紙容器であって、
前記天面部は、上方に折り曲げられた周縁部を有し、
前記胴部は、前記胴部形成用ブランクの両側端縁同士が重ね合わされてシールされた胴部貼り合わせ部と、
前記胴部の上端部を内側に折り返すことにより形成された上部折り返し部と、
前記胴部の下端部を外側に巻き込んでから平らに押し潰して形成されたフランジ部と、
を有し、
前記天面部の周縁部は、前記胴部の上部折り返し部に差し込まれた状態で、密着シールされており、
さらに前記フランジ部と前記底面部とが密着シールされている
ことを特徴とする紙容器。
【請求項2】
前記天面部の面積は、前記底面部の面積よりも小なることを特徴とする請求項1に記載の紙容器。
【請求項3】
前記底面部は、紙層とこの紙層の両面に設けられた熱可塑性樹脂層とを有することを特徴とする請求項1または2に記載の紙容器。
【請求項4】
前記胴部は、平行する2本のミシン目線または平行する2本のハーフカット線によって形成された開封帯を有し、該開封帯の先端は胴部から離開した開封タブを形成し、該開封帯の開封開始部は、内容物を充填した包装体を加熱調理した時に発生する蒸気を排出する蒸気抜き部を兼ねたことを特徴とする請求項1〜3のいずれか1項に記載の紙容器。
【請求項5】
前記開封帯は、胴部を水平に周回するように、1本以上設けられたことを特徴とする請求項4に記載の紙容器。
【請求項6】
前記開封帯は、前記胴部を螺旋状に周回するように設けられたことを特徴とする請求項4に記載の紙容器。
【請求項7】
前記蒸気抜き部は、前記胴部貼り合わせ部の前記開封帯に相当する部位に塗布された剥離層によって形成され、内容物を充填した包装体を加熱調理した時に発生する蒸気の圧力によって開口することを特徴とする請求項4〜6のいずれか1項に記載の紙容器。
【請求項8】
前記天面部は、タブ材によって剥離可能にシールされた開口部を有し、該開口部は、内容物を充填した包装体を加熱調理した時に発生する蒸気を排出する蒸気抜き部を兼ねたことを特徴とする請求項1〜3のいずれか1項に記載の紙容器。
【請求項9】
前記蒸気抜き部は、前記開口部の開封開始部に相当する部位に塗布された剥離層によって形成され、内容物を充填した包装体を加熱調理した時に発生する蒸気の圧力によって開口することを特徴とする請求項8に記載の紙容器。
【請求項10】
紙層とこの紙層の両面に設けられた熱可塑性樹脂層を有する胴部形成用ブランクから形成された筒状の胴部と;
紙層とこの紙層の両面に設けられた熱可塑性樹脂層を有し、前記胴部の上方の開口をシールする天面部と;
前記胴部の下方の開口をシールする底面部と;
を備えた紙容器であって、
前記天面部は、上方に折り曲げられた周縁部と、タブ材によって剥離可能にシールされた開口部を有し、該開口部の紙層の端面は、該紙層の両面に設けられた前記熱可塑性樹脂層によって覆われており、該開口部は、内容物を充填した包装体を加熱調理した時に発生する蒸気を排出する蒸気抜き部を兼ねており、
前記胴部は、前記胴部形成用ブランクの両側端縁同士が重ね合わされてシールされた胴部貼り合わせ部と、
前記胴部の上端部を内側に折り返すことにより形成された上部折り返し部と、
前記折り返された胴部の上端部をさらに内側に折り返すことにより形成された下部折り返し部と、
前記胴部の下端部を外側に1回半以上巻き込んでから平らに押し潰して形成されたフランジ部と、
を有し、
前記胴部形成用ブランクの紙層の側端縁は、該紙層の両面に設けられた前記熱可塑性樹脂層によって覆われており、
前記天面部の周縁部は、前記胴部の上部折り返し部に差し込まれた状態で、前記胴部の上端部と前記下部折り返し部と前記天面部の周縁部とが密着シールされており、
さらに前記フランジ部と前記底面部とが密着シールされている
ことを特徴とする紙容器。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2012−236612(P2012−236612A)
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願番号】特願2011−105294(P2011−105294)
【出願日】平成23年5月10日(2011.5.10)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願日】平成23年5月10日(2011.5.10)
【出願人】(000003193)凸版印刷株式会社 (10,630)
[ Back to top ]