
紙糸の特殊液付与装置による乾燥工程を必要としない新規な撚糸方法
【課題】剛直な紙糸をダブルツイスターなどを使って撚糸するには撚糸前に最低15%以上の水分を付与しなければならない。
【構成】水分付与のため、スリットしたテープを巻きつけたチーズをそのまま長時間水槽にドブ漬する方法は生産性、均一な撚糸加工の達成その他、汚れのために発生などの問題があり、これを解決するために本発明の方法はスリットしたテープを巻いたチーズを直接、純分1.0%で程度の油を含む液中に浸すことによって常に一定の水分を紙に与えながら撚糸するために発明の水槽を既存のダブルツイスターのチーズカバー内に取り付けることを特徴とする。
【構成】水分付与のため、スリットしたテープを巻きつけたチーズをそのまま長時間水槽にドブ漬する方法は生産性、均一な撚糸加工の達成その他、汚れのために発生などの問題があり、これを解決するために本発明の方法はスリットしたテープを巻いたチーズを直接、純分1.0%で程度の油を含む液中に浸すことによって常に一定の水分を紙に与えながら撚糸するために発明の水槽を既存のダブルツイスターのチーズカバー内に取り付けることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は種子繊維、靭革繊維、茎幹繊維、葉繊維、果実繊維、植物人造繊維およびナイロンなど化学繊維を原料とする洋紙または和紙をスリットしたテープを撚糸して均斉な織糸、編糸おび包装用紐、ロ−プを製造するための紙糸の特殊液付与装置による乾燥工程を必要としない新規な撚糸方法に関するものである。
【背景技術】
【0002】
本発明は種子繊維、幹繊維、葉繊維、果実繊維、植物人造繊維およびナイロンなど化学繊維を原料とする洋紙または和紙をスリットしたテープおよびこれを仮撚りしたもの(以下これを紙糸素糸と総称する)は乾燥状態では剛直で伸度がないために均一な撚糸を行うためには撚糸工程前に何らかの方法で水単体あるいは油、浸透剤などを含む液体(以下これを総称してオイリング剤と言う)を付与して柔らかくして撚糸することによって均一な太さの紙糸を製造できる。従来の製造工程では紙糸素糸に水を均一に含浸するために紙糸素糸を通常400g〜1,000g巻きつけたチーズを水槽などに長時間浸した(以下この方法をドブ漬法と言う)後、合糸機で襷巻きにし、その後、保管中に内外の水分を均一にするためと保管中の乾燥を防止するため撚糸工程前にさらにオイリング剤を含む液に3〜6時間ドブ漬けを行い、取り出して余剰のオイリング剤を脱水して、ダブルツイスターなどの撚糸機で撚糸している。さらに脱水した紙糸素糸はダブルツイスターで撚糸中に外側から乾燥し、特に何らかの理由でダブルツイスターなどを停止した場合に紙糸素糸に乾燥斑を発生し、撚糸太さ斑発生の原因になるために特開2006−111982のような複雑な機構のチーズポットを設置して乾燥を防止している。しかしながら、この水槽に長時間浸漬する方法では紙糸素糸同士が密着しており、チーズの表面から芯まで均一にオイリング剤を含浸させるには通常10〜30時間を要する上にクラフト紙を素材とする紙管を使用した場合はふやけて液が汚濁し、紙糸素糸の汚れの原因となる。また、チーズポットは設備費がかるとともに機構が複雑で糸切れしたり、管交換の際の糸通しなどに時間がかかり生産性が低下する。また、ドブ漬したチーズは撚糸前の保管中カビが発生して強度低下や変色の原因になるために巻き直して高温で長時間乾燥する必要がある。
【特許文献1】特開2006−169684
【特許文献1】特開2006−111982
【発明の開示】
【発明が解決しようとする課題】
【0003】
本発明の方法は〔0002〕記載の〔特許文献1〕特開2006−169684および特許文献1 特開2006−111982のドブ漬法の欠点を解消するためドブ漬は行わず、最初にスリット上がりのテープを巻いたチーズの上部および下部を綾崩れを防止のため少量のオイリング剤溶液に浸し後、合糸機を用いて合糸速度100〜500メートル/分で200〜1,200g襷巻きにする工程と巻上がったコーンを発明の特殊な液付与装置を備えたダブルツイスターを用いて液を漬けながら撚数50〜1,200回/メートルで撚糸して均一な紙糸を生産性よく製造する工程の2段階で構成され、ドブ漬法の欠点を補い、均一な液付与による再現性に優れた生産方式に特徴がある。
【課題を解決するための手段】
【0004】
均一な紙糸を再現性よく製造するに紙糸素糸に均一に水分を付与して柔軟にするための特殊液付与装置の発明。
【発明の効果】
【0005】
長時間のドブ漬廃止による生産性の向上、水槽およびチーズポットの廃止、使用後の汚濁廃水の処理の問題や工程中あるいは保管中の乾燥斑による撚糸斑の発生を防止して、均一で柔らかい紙糸の再現性のよい生産が可能になる。
【発明を実施するための最良の形態】
【0006】
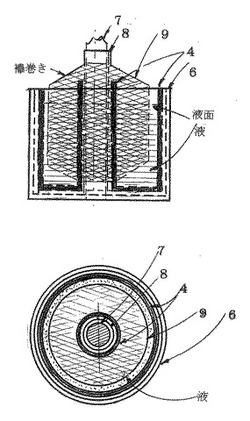
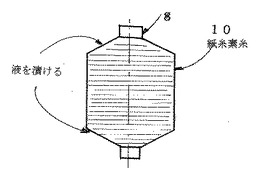
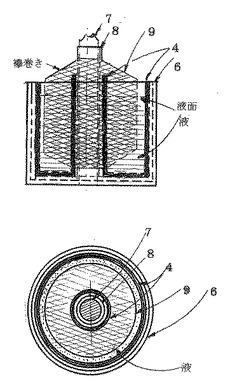
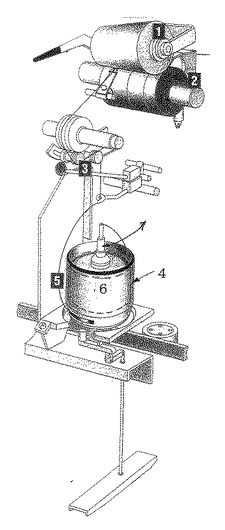
本発明の方法を実施する最良の方法はスリット上がりのテープを巻いた200〜1,200gのチーズ図1の上部および下部に予め、請求項2の液に浸漬して、綾崩れを防止した紙糸素子を合糸機を用いてポリエチレン製の平行PP管に襷巻きにする工程と現有のダブルツイスターの各スピンドルのチーズカバー(一般的なダブルツイスターの場合、厚さ4mm内径210mm、高さ170mm)とスピンドルシャフトの間に図2に示す本発明の槽は厚み約4mmの塩ビなどのプラスチック、アルミ、ステンレススチールあるいは鉄製などの脱着可能な水槽(以下これを単に水槽と言う)を装填する。水槽の内側は外形60mmのスピンドルシャフトに差し込むように外形(スピンドルシャフトに接する側の径)は70mmで厚み4mmのドーナツ型である。水槽には合糸上がりのチーズを挿入後、水槽の高さの約3分の2の高さ、約100mmまでオイリング剤を含んだ液を張り、その中から紙糸素糸の先端を取り出し、図3に示すような通し方でパッケージブレーキーキ、クレードルカム、ガイドローラー、フイードローラーテンションプーリーを経て撚糸されながら上部のラックに置かれた管に巻き取られる。撚数はスピンドルの回転数パッケージブレーキ、クレードルカムの接圧調整でコントロールされる。液は仮撚りした紙糸素糸チーズ内に表面から浸透し、撚糸中、徐々に液高が変化しても水槽底部に腋が残っていれば毛細管現象によって紙糸素糸を巻きつけたチーズの上端まで液が吸い上げられ均一に給水できる。液の補給は予め設定した液高まで液が減少するとレベル計が作動してランプが点滅し、手動で最初の液高まで補給することで紙糸素糸に常に一定の水分率を付与できる。
【実施例1】
【0007】
1平方メートル当たり15gのマニラ麻を原料とする紙を鋼鉄製の鋭利な回転刃を有するオゼキテクノ社製のスリッターを用いて1.2mm幅にスリットし、紙管またはPP管に巻き取ったチーズの上下の肩の部分に三洋油脂社製サンオイル 1%水溶液に3〜10分浸すと合糸の際に場合にスタンドに立てかけたスリット上がりのコーンの両縁の肩の部分からのスリットテープの崩れ落ちを防止し、合糸機を用いて内径約53ミリメートル外形60ミリメートルの平行PP管(ポリエチレン製)に合糸機の速度100〜500メートル/分で500g襷巻きにした。巻上がったチーズを本発明の特殊な液付与装置を備えたダブルツイスターを用いて本発明の塩ビ製水槽にサンオイル1%液に漬けながら撚数950回/メートルで撚糸した後、80°Cで20分間スチームセットして綿番手50番手に相当する均一で細い糸を生産した。
【実施例2】
【0008】
1平方メートル当たり22gの針葉樹を原料とする紙を加藤製作所製スリッターを用いて20mm幅にスリットしたテープをPP管に巻き取ったものの上下両端を松本油脂社製特殊ワックス、非イオン活性剤配合のブリアンTW−165K 3%を含む溶液にそれぞれ5分ずつ漬け崩れ落ちを防止したものを村田製作所製ムラッテック合糸機アッセンブルワインダーを用いて合糸速度400メートル/分で合糸して外形60mmの平行管に襷巻きにして巻き取った。巻き取った紙糸素糸をブリアンTW−165K 3%溶液に1時間浸漬後ポリ袋に入れて2時間放置後、本発明の特殊な液付与装置を備えたダブルツイスターを用いてブリアンTW−165K 3%を含む溶液を本発明のアルミ製水槽にいれてそのなかに合糸した紙糸素糸を浸しながら撚数500回/メートルで撚糸した後、80°Cで20分間スチームセットして綿番手28番手相当のる均一で強靭な紙糸を生産した。
【産業上の利用可能性】
【0009】
本発明の方式による紙糸の製造法で従来のドブ漬法では得にくかった従来の綿紡績糸と同等の細番手から紙紐のように太い糸まで均一な太さで再現良く生産できる方式の確立され、生分解性があり、強靭で繰り返し洗濯に耐える新規な繊維素材を工業的に安価に生産できる方法が確立され、従来の衣料素材分野および環境にやさしく安全なインテリヤなど機能性エンジニヤリング素材としての利用の可能性が広がった。
【図面の簡単な説明】
【0010】
【図1】スリットしたテープを巻取ったコーンの綾落ち防止のための液付け箇所を示す図
【図2】ダブルツイスターに取り付けて紙糸素糸を巻いたチーズに均一に液を付与するための水槽の形状と取り付け位置を示す図
【図3】ダブルツイスターの全体図と本発明の液付与装置の取付位置を示す斜視図
【符号の説明】
1 パッケージブレーキ
2 クレードルカム
3 ガイドローラー
4 特殊液付与装置
5 フリーバルーン
6 チーズポット
7 スピンドルシャフト
8 PP管(糸巻き管)
9 襷巻きしたチーズ
10 紙糸素糸
【技術分野】
【0001】
本発明は種子繊維、靭革繊維、茎幹繊維、葉繊維、果実繊維、植物人造繊維およびナイロンなど化学繊維を原料とする洋紙または和紙をスリットしたテープを撚糸して均斉な織糸、編糸おび包装用紐、ロ−プを製造するための紙糸の特殊液付与装置による乾燥工程を必要としない新規な撚糸方法に関するものである。
【背景技術】
【0002】
本発明は種子繊維、幹繊維、葉繊維、果実繊維、植物人造繊維およびナイロンなど化学繊維を原料とする洋紙または和紙をスリットしたテープおよびこれを仮撚りしたもの(以下これを紙糸素糸と総称する)は乾燥状態では剛直で伸度がないために均一な撚糸を行うためには撚糸工程前に何らかの方法で水単体あるいは油、浸透剤などを含む液体(以下これを総称してオイリング剤と言う)を付与して柔らかくして撚糸することによって均一な太さの紙糸を製造できる。従来の製造工程では紙糸素糸に水を均一に含浸するために紙糸素糸を通常400g〜1,000g巻きつけたチーズを水槽などに長時間浸した(以下この方法をドブ漬法と言う)後、合糸機で襷巻きにし、その後、保管中に内外の水分を均一にするためと保管中の乾燥を防止するため撚糸工程前にさらにオイリング剤を含む液に3〜6時間ドブ漬けを行い、取り出して余剰のオイリング剤を脱水して、ダブルツイスターなどの撚糸機で撚糸している。さらに脱水した紙糸素糸はダブルツイスターで撚糸中に外側から乾燥し、特に何らかの理由でダブルツイスターなどを停止した場合に紙糸素糸に乾燥斑を発生し、撚糸太さ斑発生の原因になるために特開2006−111982のような複雑な機構のチーズポットを設置して乾燥を防止している。しかしながら、この水槽に長時間浸漬する方法では紙糸素糸同士が密着しており、チーズの表面から芯まで均一にオイリング剤を含浸させるには通常10〜30時間を要する上にクラフト紙を素材とする紙管を使用した場合はふやけて液が汚濁し、紙糸素糸の汚れの原因となる。また、チーズポットは設備費がかるとともに機構が複雑で糸切れしたり、管交換の際の糸通しなどに時間がかかり生産性が低下する。また、ドブ漬したチーズは撚糸前の保管中カビが発生して強度低下や変色の原因になるために巻き直して高温で長時間乾燥する必要がある。
【特許文献1】特開2006−169684
【特許文献1】特開2006−111982
【発明の開示】
【発明が解決しようとする課題】
【0003】
本発明の方法は〔0002〕記載の〔特許文献1〕特開2006−169684および特許文献1 特開2006−111982のドブ漬法の欠点を解消するためドブ漬は行わず、最初にスリット上がりのテープを巻いたチーズの上部および下部を綾崩れを防止のため少量のオイリング剤溶液に浸し後、合糸機を用いて合糸速度100〜500メートル/分で200〜1,200g襷巻きにする工程と巻上がったコーンを発明の特殊な液付与装置を備えたダブルツイスターを用いて液を漬けながら撚数50〜1,200回/メートルで撚糸して均一な紙糸を生産性よく製造する工程の2段階で構成され、ドブ漬法の欠点を補い、均一な液付与による再現性に優れた生産方式に特徴がある。
【課題を解決するための手段】
【0004】
均一な紙糸を再現性よく製造するに紙糸素糸に均一に水分を付与して柔軟にするための特殊液付与装置の発明。
【発明の効果】
【0005】
長時間のドブ漬廃止による生産性の向上、水槽およびチーズポットの廃止、使用後の汚濁廃水の処理の問題や工程中あるいは保管中の乾燥斑による撚糸斑の発生を防止して、均一で柔らかい紙糸の再現性のよい生産が可能になる。
【発明を実施するための最良の形態】
【0006】
本発明の方法を実施する最良の方法はスリット上がりのテープを巻いた200〜1,200gのチーズ図1の上部および下部に予め、請求項2の液に浸漬して、綾崩れを防止した紙糸素子を合糸機を用いてポリエチレン製の平行PP管に襷巻きにする工程と現有のダブルツイスターの各スピンドルのチーズカバー(一般的なダブルツイスターの場合、厚さ4mm内径210mm、高さ170mm)とスピンドルシャフトの間に図2に示す本発明の槽は厚み約4mmの塩ビなどのプラスチック、アルミ、ステンレススチールあるいは鉄製などの脱着可能な水槽(以下これを単に水槽と言う)を装填する。水槽の内側は外形60mmのスピンドルシャフトに差し込むように外形(スピンドルシャフトに接する側の径)は70mmで厚み4mmのドーナツ型である。水槽には合糸上がりのチーズを挿入後、水槽の高さの約3分の2の高さ、約100mmまでオイリング剤を含んだ液を張り、その中から紙糸素糸の先端を取り出し、図3に示すような通し方でパッケージブレーキーキ、クレードルカム、ガイドローラー、フイードローラーテンションプーリーを経て撚糸されながら上部のラックに置かれた管に巻き取られる。撚数はスピンドルの回転数パッケージブレーキ、クレードルカムの接圧調整でコントロールされる。液は仮撚りした紙糸素糸チーズ内に表面から浸透し、撚糸中、徐々に液高が変化しても水槽底部に腋が残っていれば毛細管現象によって紙糸素糸を巻きつけたチーズの上端まで液が吸い上げられ均一に給水できる。液の補給は予め設定した液高まで液が減少するとレベル計が作動してランプが点滅し、手動で最初の液高まで補給することで紙糸素糸に常に一定の水分率を付与できる。
【実施例1】
【0007】
1平方メートル当たり15gのマニラ麻を原料とする紙を鋼鉄製の鋭利な回転刃を有するオゼキテクノ社製のスリッターを用いて1.2mm幅にスリットし、紙管またはPP管に巻き取ったチーズの上下の肩の部分に三洋油脂社製サンオイル 1%水溶液に3〜10分浸すと合糸の際に場合にスタンドに立てかけたスリット上がりのコーンの両縁の肩の部分からのスリットテープの崩れ落ちを防止し、合糸機を用いて内径約53ミリメートル外形60ミリメートルの平行PP管(ポリエチレン製)に合糸機の速度100〜500メートル/分で500g襷巻きにした。巻上がったチーズを本発明の特殊な液付与装置を備えたダブルツイスターを用いて本発明の塩ビ製水槽にサンオイル1%液に漬けながら撚数950回/メートルで撚糸した後、80°Cで20分間スチームセットして綿番手50番手に相当する均一で細い糸を生産した。
【実施例2】
【0008】
1平方メートル当たり22gの針葉樹を原料とする紙を加藤製作所製スリッターを用いて20mm幅にスリットしたテープをPP管に巻き取ったものの上下両端を松本油脂社製特殊ワックス、非イオン活性剤配合のブリアンTW−165K 3%を含む溶液にそれぞれ5分ずつ漬け崩れ落ちを防止したものを村田製作所製ムラッテック合糸機アッセンブルワインダーを用いて合糸速度400メートル/分で合糸して外形60mmの平行管に襷巻きにして巻き取った。巻き取った紙糸素糸をブリアンTW−165K 3%溶液に1時間浸漬後ポリ袋に入れて2時間放置後、本発明の特殊な液付与装置を備えたダブルツイスターを用いてブリアンTW−165K 3%を含む溶液を本発明のアルミ製水槽にいれてそのなかに合糸した紙糸素糸を浸しながら撚数500回/メートルで撚糸した後、80°Cで20分間スチームセットして綿番手28番手相当のる均一で強靭な紙糸を生産した。
【産業上の利用可能性】
【0009】
本発明の方式による紙糸の製造法で従来のドブ漬法では得にくかった従来の綿紡績糸と同等の細番手から紙紐のように太い糸まで均一な太さで再現良く生産できる方式の確立され、生分解性があり、強靭で繰り返し洗濯に耐える新規な繊維素材を工業的に安価に生産できる方法が確立され、従来の衣料素材分野および環境にやさしく安全なインテリヤなど機能性エンジニヤリング素材としての利用の可能性が広がった。
【図面の簡単な説明】
【0010】
【図1】スリットしたテープを巻取ったコーンの綾落ち防止のための液付け箇所を示す図
【図2】ダブルツイスターに取り付けて紙糸素糸を巻いたチーズに均一に液を付与するための水槽の形状と取り付け位置を示す図
【図3】ダブルツイスターの全体図と本発明の液付与装置の取付位置を示す斜視図
【符号の説明】
1 パッケージブレーキ
2 クレードルカム
3 ガイドローラー
4 特殊液付与装置
5 フリーバルーン
6 チーズポット
7 スピンドルシャフト
8 PP管(糸巻き管)
9 襷巻きしたチーズ
10 紙糸素糸
【特許請求の範囲】
【請求項1】
種子繊維、靭革繊維、茎幹繊維、葉繊維、果実繊維、植物人造繊維およびナイロンな化学繊維を単独または混合した原料を用いて抄紙した1平方メートあたり10〜30gの洋紙または和紙を0.5〜20cm幅にスリットしたテープを均一な紙糸製造のための乾燥工程を必要としない特殊液付与装置による新規な撚糸方法。
【請求項2】
請求項1の撚糸には鉱物性、植物性および動物性油剤およびこれらを水に可溶性にした油の純分換算で0.1〜10%水溶液(以下これを単に水と言う)を用いることを特徴とする均一な紙糸製造のための乾燥工程を必要としない特殊液付与装置による新規な撚糸方法。
【請求項3】
特殊装置を用いた新規な撚糸方法はスリット上がりのテープを巻いた0〜1,200gのコーンの上部および下部に予め、請求項2の水に1〜10分浸漬して、綾崩れを防止したテープを合糸機を用いて平行またはテーパー状のPP管(ポリエチレン製)木管あるいは紙管に合糸速度100〜500メートル/分で200〜1,200g襷巻きにする工程と巻上がったコーンを発明の特殊な水付与装置を備えたダブルツイスターを用いて水または少量の油を含む液に漬けながら撚数50〜1,200回/メートルで撚糸して80°Cで20分スチームセットすることによって均一な紙糸製造のための乾燥工程を必要としない特殊液付与装置による新規な撚糸方法。
【請求項4】
請求項3のダブルツイスターには図2に示す特殊な液付与装置を備えていることを特徴とする均一な紙糸製造のための乾燥工程を必要としない特殊液付与装置による新規な撚糸方法。
【請求項5】
ダブルツイスターを用いて撚糸する場合の管の形状はテーパー、平行の何れでもよく、材質は紙、PPなど何れでもよいことを特徴とする均一な紙糸製造のための乾燥工程を必要としない特殊液付与装置による新規な撚糸方法。
【請求項1】
種子繊維、靭革繊維、茎幹繊維、葉繊維、果実繊維、植物人造繊維およびナイロンな化学繊維を単独または混合した原料を用いて抄紙した1平方メートあたり10〜30gの洋紙または和紙を0.5〜20cm幅にスリットしたテープを均一な紙糸製造のための乾燥工程を必要としない特殊液付与装置による新規な撚糸方法。
【請求項2】
請求項1の撚糸には鉱物性、植物性および動物性油剤およびこれらを水に可溶性にした油の純分換算で0.1〜10%水溶液(以下これを単に水と言う)を用いることを特徴とする均一な紙糸製造のための乾燥工程を必要としない特殊液付与装置による新規な撚糸方法。
【請求項3】
特殊装置を用いた新規な撚糸方法はスリット上がりのテープを巻いた0〜1,200gのコーンの上部および下部に予め、請求項2の水に1〜10分浸漬して、綾崩れを防止したテープを合糸機を用いて平行またはテーパー状のPP管(ポリエチレン製)木管あるいは紙管に合糸速度100〜500メートル/分で200〜1,200g襷巻きにする工程と巻上がったコーンを発明の特殊な水付与装置を備えたダブルツイスターを用いて水または少量の油を含む液に漬けながら撚数50〜1,200回/メートルで撚糸して80°Cで20分スチームセットすることによって均一な紙糸製造のための乾燥工程を必要としない特殊液付与装置による新規な撚糸方法。
【請求項4】
請求項3のダブルツイスターには図2に示す特殊な液付与装置を備えていることを特徴とする均一な紙糸製造のための乾燥工程を必要としない特殊液付与装置による新規な撚糸方法。
【請求項5】
ダブルツイスターを用いて撚糸する場合の管の形状はテーパー、平行の何れでもよく、材質は紙、PPなど何れでもよいことを特徴とする均一な紙糸製造のための乾燥工程を必要としない特殊液付与装置による新規な撚糸方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2009−24308(P2009−24308A)
【公開日】平成21年2月5日(2009.2.5)
【国際特許分類】
【出願番号】特願2007−211134(P2007−211134)
【出願日】平成19年7月18日(2007.7.18)
【出願人】(503030609)王子ファイバー株式会社 (2)
【出願人】(507273426)ライン繊維株式会社 (1)
【Fターム(参考)】
【公開日】平成21年2月5日(2009.2.5)
【国際特許分類】
【出願日】平成19年7月18日(2007.7.18)
【出願人】(503030609)王子ファイバー株式会社 (2)
【出願人】(507273426)ライン繊維株式会社 (1)
【Fターム(参考)】
[ Back to top ]