
紙細工ジャンピング玩具及びその成形のためのシート状型抜き体及び成形加工用シート並びに紙細工ジャンピング玩具の成形方法
【課題】本発明の目的は、バルカナイズドファイバーを用いた成形加工用シートから容易に成形できる、指で押し付けてから離すと、大きく跳びはねさせることができる跳びはね能力の高い紙細工ジャンピング玩具を提供することにある。
【解決手段】本発明に係る紙細工ジャンピング玩具1は、バルカナイズドファイバーからなる成形加工用シートを打ち抜き又は切り抜きによって得た、表裏面を有するシート状型抜き体が、上半身2と下半身3と、上半身2と下半身3との間に位置する断面湾曲形状に裏面側に曲げられた腰部曲げ部分4とを有し、下半身3が、膝上部分3aと、膝下部分3bと、膝上部分3aと膝下部分3bとの間に位置する断面湾曲形状に表面側に曲げられた膝部曲げ部分5とを有し、かつ、腰部曲げ部分4は、前記シート状型抜き体全体の重心の位置が含まれ、膝部曲げ部分5は、下半身の重心の位置が含まれることを特徴とする。
【解決手段】本発明に係る紙細工ジャンピング玩具1は、バルカナイズドファイバーからなる成形加工用シートを打ち抜き又は切り抜きによって得た、表裏面を有するシート状型抜き体が、上半身2と下半身3と、上半身2と下半身3との間に位置する断面湾曲形状に裏面側に曲げられた腰部曲げ部分4とを有し、下半身3が、膝上部分3aと、膝下部分3bと、膝上部分3aと膝下部分3bとの間に位置する断面湾曲形状に表面側に曲げられた膝部曲げ部分5とを有し、かつ、腰部曲げ部分4は、前記シート状型抜き体全体の重心の位置が含まれ、膝部曲げ部分5は、下半身の重心の位置が含まれることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、跳びはねさせて遊ぶことができるバルカナイズドファイバーからなる紙製の玩具と、その成形のためのシート状型抜き体及び成形加工用シート並びにその成形方法に関する。
【背景技術】
【0002】
従来、折り紙等の紙製シートを、蛙やバッタ等の跳びはねる動物を模した形状に折り紙細工した成形品を作り、シートの折り曲げ部分の復元性を利用して、得られた成形品を跳びはねさせる紙細工ジャンピング玩具が知られている。この玩具の上面を指で押さえつけて折り曲げ部を変形させ、その後に指を急に離すことによって折り曲げ部分が復元し、玩具を跳びはねさせることができる。
【0003】
また、バルカナイズドファイバーを用いた成形加工用シートは、所定時間水に浸漬することによって、手先での加工が自在となり、所望の形態に成形加工後に乾燥させると高い剛性と弾性を有する成形品が得られるため、紙細工成形品の製作用材料として使われている(例えば、特許文献1又は2を参照。)。
【特許文献1】特公昭63−25960号公報
【特許文献2】特許第3981849号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
従来の折り紙等の紙製シートを折り曲げて成形した跳びはねる成形品は、紙の剛性と弾性が不足しているため、跳びはねる高さ及び水平移動の距離が小さく、10cm程度の跳びはね高さ又は距離が得られる程度であり、跳びはね能力が低かった。さらに、跳びはねを繰り返すとすぐに折り曲げ部がへたってしまい、繰り返し遊ぶには耐久性が低いという問題があった。跳びはね能力は、跳びはねをさせるときの地面を基準とする跳びだし角度(以下、「跳びはね角度」ともいう。)、跳躍中での前転回転数及び水平移動距離(跳躍距離)によって評価することができる能力であって、跳びはね角度が45度に近いほど、跳びはねの高さと得られる跳躍距離とのバランスがとれるので、跳びはね能力が高いと評価することができる。また、バルカナイズドファイバーを用いた成形加工用シートは、所望の形態に成形加工でき、高い剛性と弾性を有するが、この特性を利用した成形が簡単で、かつ、跳びはね能力が高い成形品はなかった。
【0005】
高い剛性と弾性を有する材料としてプラスチックシートがあるが、紙細工のように簡単に加工できず、自ら作製し、跳びはね能力を競うという遊びはできない。
【0006】
そこで、本発明の目的は、バルカナイズドファイバーを用いた成形加工用シートから紙細工のように容易に成形でき、跳びはね能力と耐久性が高い紙細工ジャンピング玩具を提供することである。
【課題を解決するための手段】
【0007】
本発明者は、バルカナイズドファイバーからなる成形加工用シートを切り抜いたシート状型抜き体を、紙細工によって所定の比率で曲げ、かつ、曲げ部分の断面を湾曲状にすると、跳びはね角度が水平すぎず、かつ、垂直すぎずに、強い反発力で大きく跳びはね、大きな跳躍距離が得られ、しかも繰り返し遊んでもへたり込む状態になることが少ないことを見出し、本発明に至った。すなわち、本発明に係る紙細工ジャンピング玩具は、バルカナイズドファイバーからなる成形加工用シートから打ち抜き又は切り抜きによって得た、表裏面を有するシート状型抜き体が、上半身と、下半身と、該上半身と下半身との間に位置する断面湾曲形状に裏面側に曲げられた腰部曲げ部分と、を有し、前記下半身が、膝上部分と、膝下部分と、該膝上部分と膝下部分との間に位置する断面湾曲形状に表面側に曲げられた膝部曲げ部分と、を有し、かつ、前記腰部曲げ部分は、前記シート状型抜き体全体の重心の位置が含まれ、前記膝部曲げ部分は、前記下半身の重心の位置が含まれることを特徴とする。
【0008】
本発明に係る紙細工ジャンピング玩具は、成形加工用シートの厚さが0.35mmより厚く、2mm以下であることが好ましい。紙細工ジャンピング玩具が大きく跳びはねるための十分な剛性と弾性を得ることできる。
【0009】
本発明に係る紙細工ジャンピング玩具は、前記上半身、前記腰部曲げ部分及び前記下半身の並び方向が、前記成形加工用シートの縦目と平行であることが好ましい。腰部曲げ部分と膝部曲げ部分が、成形加工用シートの縦目を横断して曲げることになるため、横目を曲げる場合よりも高い剛性と弾性を得ることができ、跳びはね能力が向上する。
【0010】
本発明に係る紙細工ジャンピング玩具は、前記下半身が縦に2本に分かれて、右脚と左脚を有していることが好ましい。紙細工ジャンピング玩具が前転回転しながら跳びはねるため、右と左のバランスが取れ、大きな跳躍距離が得られやすい。
【0011】
本発明に係る紙細工ジャンピング玩具は、前記膝下部の接地面に、滑り止め用の手段が設けられていることが好ましい。紙細工ジャンピング玩具が跳びはねるとき、接地面との滑りを減らすことができるので、跳びはね力をロスすることが少ない。
【0012】
本発明に係るシート状型抜き体は、本発明に係る紙細工ジャンピング玩具を成形するために、バルカナイズドファイバーからなる成形加工用シートの切り抜き又は打ち抜きによって形成したことを特徴とする。
【0013】
本発明に係るシート状型抜き体は、腰部曲げ部分と膝部曲げ部分のどちらか一方又はその両方の位置を示す目安が表示されていることが好ましい。シート状型抜き体から紙細工ジャンピング玩具を成形するときに、これらの目安が成形を行なう者に曲げる箇所の目印として認識されるため、便利であり、かつ、上半身と下半身のバランス及び膝上部分と膝下部分とのバランスをとりやすいため、大きな跳躍距離が得られやすい。
【0014】
本発明に係るシート状型抜き体は、前記膝部曲げ部分の曲げ軸の方向の幅を膨らませていることが好ましい。膝部曲げ部分の場所がわかりやすくなり、かつ、曲げ部分の剛性を高めることができるので、跳びはね能力も向上する。
【0015】
本発明に係る成形加工用シートは、シート状型抜き体を形成するためのバルカナイズドファイバーからなるシートであって、前記シート状型抜き体の形状の切り抜き線が表示されていることを特徴とする。
【0016】
本発明に係る成形方法は、シート状型抜き体の曲げる部分となる曲面の範囲に、曲げる方向に対して外側の面を、水で濡らして10〜60秒後にふき取り、次いで、断面湾曲形状に曲げる工程を有することを特徴とする。
【発明の効果】
【0017】
本発明の紙細工ジャンピング玩具は、バルカナイズドファイバーを用いた成形加工用シートから容易に紙細工による成形ができ、指で押し付けてから離すと、水平面から45度に近い角度で跳びだし、長い距離を跳びはねさせることができる。さらに、へたり込む状態になることが少ないので繰り返し遊ぶことができる。
【発明を実施するための最良の形態】
【0018】
本発明の詳細について説明するが、本発明は次の実施形態に限定して解釈されるものではない。本発明の効果を奏する限り、実施形態の変形を行なってもよい。
【0019】
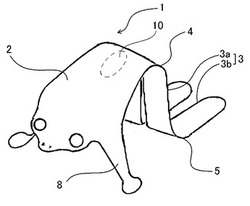
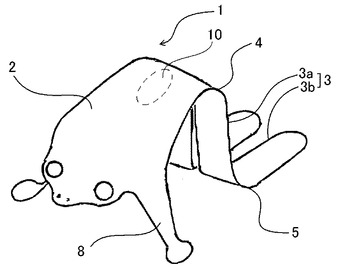
本実施形態に係る紙細工ジャンピング玩具の一形態を示す、斜視図を図1に、側面図を図2に示す。次に、本実施形態に係るシート状型抜き体の平面図を図3に示す。図1及び図2に示すように、本実施形態に係る紙細工ジャンピング玩具1では、蛙の形状を模しており、バルカナイズドファイバーからなる成形加工用シートから打ち抜き又は切り抜きによって得た、表裏面を有する図3に示すようなシート状型抜き体の腰部、膝部及び前脚を曲げ加工によって成形されたものである。本実施形態に係る紙細工ジャンピング玩具1は、上半身2と下半身3と、上半身2と下半身3との間に位置する断面湾曲形状に裏面側に曲げられた腰部曲げ部分4とを有している。下半身3は、膝上部分3aと、膝下部分3bと、膝上部分3aと膝下部分3bとの間に位置する断面湾曲形状に表面側に曲げられた膝部曲げ部分5とを有し、かつ、腰部曲げ部分4は、シート状型抜き体全体の重心の位置が含まれ、膝部曲げ部分5は、下半身3の重心の位置が含まれる。なお、本実施形態に係る紙細工ジャンピング玩具1は、玩具が模している形状によって、前脚や頭等の形状を付加してもよく、本実施形態では、蛙の形状を模して、前脚8を設けている。
【0020】
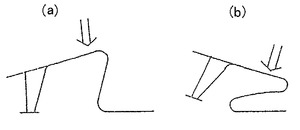
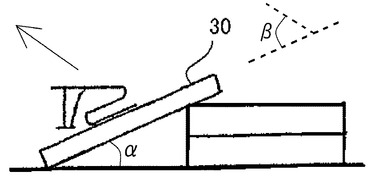
本実施形態に係る紙細工ジャンピング玩具の跳びはねさせ方と原理について説明する。図1において、指押し部分10をゆっくり下に押して、紙細工ジャンピング玩具1の腰部及び膝部を変形させてから、一気に離すと跳びはね動作を生じる。本実施形態に係る紙細工ジャンピング玩具1の側面からみた変形の状態を、図4(a),(b)に示す。図4(a)は、紙細工ジャンピング玩具1を、矢印方向に指で押す前の状態を示し、図4(b)は矢印方向に指で押して腰曲げ部分4と膝曲げ部分5を弾性変形させてたわませている状態を示す。図4(b)の状態で、指を一気に離すと、腰曲げ部分4と膝曲げ部分5のバネ剛性によって、弾性変形が急に元の形状に戻るため、紙細工ジャンピング玩具1は、前転回転しながら、前方に所定の跳びはね角度で跳躍動作を行なう。このとき、跳びはね角度が45度に近く、前転回転の回転数が高いほど、同じバネ剛性による跳躍であっても着地するまでの跳躍距離が伸び、跳ねとび能力が高くなる。さらに、紙細工ジャンピング玩具の遊び方として、離れたところにおいた器に向かって、玩具をジャンプさせて器の中に入れることを競う場合において、跳びはね角度が45度に近いほど、器に入れやすくなる利点がある。また、図5に示すようにジャンプ台30を使用して跳びはねさせると、より跳躍距離を伸ばすことができる。ジャンプ台の地面からの傾斜角度αは10度〜30度が好ましい。
【0021】
本実施形態に係る紙細工ジャンピング玩具1に用いられるバルカナイズドファイバーとは、天然繊維を主体とした原紙を塩化亜鉛溶液で処理して繊維を膠質化(ゲル化)させ、巻き取り、乾燥、圧搾等して得られる周知のバルカナイズドファイバーである。バルカナイズドファイバーは、乾燥時には高い剛性と弾性を有し、跳びはねる成形品の素材として適しているとともに、水に浸漬したり、水で濡らしたりすると、吸水し、手先での加工が自在となる可塑性を生じ、乾燥後は加工後の形状のまま保持されるので、紙細工用の素材として適している。また、カッターやはさみでの加工も容易である。本実施形態に係る紙細工ジャンピング玩具に用いられるバルカナイズドファイバーからなる成形加工用シートでは、その厚さが0.35mmより厚く、2mm以下であることが好ましい。より好ましくは0.5〜0.9mmである。紙細工ジャンピング玩具1は、シート状型抜き体を曲げて成形される。シート状型抜き体は、成形加工用シートから打ち抜き又は切り抜き加工によって形成されている。したがって、成形加工用シートの厚さは、紙細工ジャンピング玩具1の厚さに相当する。成形加工用シートの厚さを0.35mmより厚くすることで、十分な跳びはね能力を得ることができる。例えば、紙細工ジャンピング玩具のサイズとして小(シート状型抜き体全長85mm、最大幅60mmのサイズ)、標準(シート状型抜き体全長132mm、最大幅90mmのサイズ)、大(シート状型抜き体全長178mm、最大幅122mmのサイズ)ついて、成形加工用シートの厚さを0.5mmとしたときの、紙細工ジャンピング玩具の跳躍距離は、いずれも1mを超え、十分な跳びはね能力が得ることができる。一方、厚さが2mmを超えると、通常用いられる鋏やカッターナイフでは成形加工用シートからシート状型抜き体を切り抜くことが困難な場合があり、かつ、シート状型抜き体の曲げ部分を水で所定時間濡らした場合であっても、曲げる加工に力を要するため、成形するときに手先で曲げる加工が困難になるおそれがある。
【0022】
本実施形態に係る紙細工ジャンピング玩具は、上半身2、腰部曲げ部分4及び下半身3の並び方向が、成形加工用シートの縦目と平行であることが好ましい。バルカナイズドファイバーからなる成形加工用シートには、シートの原紙の抄紙方向である縦目と抄紙方向を横断する方向である横目があり、縦目は、横目に比べて縦目を横断して曲げたときの曲げ剛性が大きい。したがって、上半身2、腰部曲げ部分4及び下半身3の並び方向が、成形加工用シートの縦目と平行であると、腰部曲げ部分と膝部曲げ部分が、成形加工用シートの縦目を横断して曲げることになるため、横目を曲げる場合よりも高い曲げ剛性を得ることができ、より大きな跳びはね能力を得ることができる。
【0023】
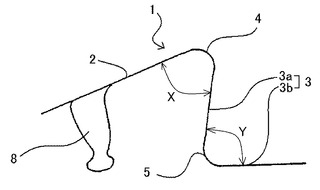
本実施形態に係る紙細工ジャンピング玩具1では、腰部曲げ部分4及び膝部曲げ部分5は、断面が湾曲形状であり、折り目をつけるように折り曲げられている部分を有しない。曲げ部分が折り目をつけるように折り曲げられていると、バルカナイズドファイバーの繊維が破壊されて割れを生じるため、曲げ部分を変形させても高い剛性と弾性を得ることができず、大きな跳びはね能力を得ることができない。また、腰部曲げ部分4及び膝部曲げ部分5の断面湾曲形状の曲率半径は、3〜6.5mmが好ましい。曲率半径が3mmより小さいと、曲げ部分を変形させたときの曲げ剛性が小さくなり、大きな跳びはね能力を得ることができないおそれがある。一方、曲率半径が6.5mmより大きいと、上から指で押さえつけて跳躍前の変形をさせるときに、変形させにくく、かつ、跳びはね角度が45度より大きくなりすぎて、垂直に近い跳びはねをする場合がある。図2に示すように、腰部曲げ部分4における上半身2と膝上部3aがなす角度Xは、40〜50度であることが好ましい。また、膝部曲げ部分5における膝上部3aと膝下部3bがなす角度Yは、50〜60度であることが好ましい。角度Xが40度より小さいと、指による押し込み時の腰部曲げ部分4の変形量が小さく、十分な曲げ剛性が得られないおそれがある。一方、角度Xが50度より大きいと、指による押し込みがしにくくなるおそれがある。同様に、角度Yが50度より小さいと、指による押し込み時の膝部曲げ部分5の変形量が小さく、十分な曲げ剛性が得られないおそれがある。一方、60度より大きいと、指による押し込みがしにくくなるすぎるおそれがある。
【0024】
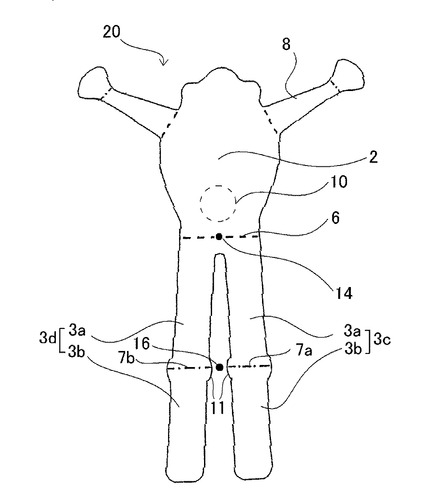
腰部曲げ部分4は、シート状型抜き体全体の重心の位置が含まれ、膝部曲げ部分5は、下半身3の重心の位置が含まれる。本実施形態では、図3に示すように、腰部曲げ部分の目安線6の線上にシート状型抜き体全体の重心14が位置しているが、重心14の位置は、湾曲形状をしている腰部曲げ部分4に含まれていればどこにあってもよい。また、紙細工ジャンピング玩具1が左右バランスよく跳ねとぶためには、シート状型抜き体20は左右の質量のバランスがとれていることが好ましい。
【0025】
本実施形態では、図3のシート状型抜き体に示すように、下半身3は右脚3cと左脚3dを有しているが、一体となっていてもよい。紙細工ジャンピング玩具1は、前転回転しながら跳ぶはねるため、下半身3が、右脚3cと左脚3dの2本に分かれていると、右脚3cと左脚3dの間の隙間によって回転時発生する空気抵抗が制御されて、回転しやすく、右と左のバランスがよくなり大きな跳びはね能力が得られやすい。
【0026】
重心16は、下半身3が一体となっているときには、膝部曲げ部分5の曲面箇所内に含まれている。一方、本実施形態では、図3のように、下半身3が右脚3cと左脚3dを有しているため、重心16は、右脚3cと左脚3dの間の隙間部分に位置し、膝部曲げ部分5の目安線7a,7bの延長線上にある。本実施例のように、下半身3が右脚3cと左脚3dに分かれている場合には、重心16が右脚3cと左脚3dの間の隙間に位置するが、膝部曲げ部分5の延長面上にあるため、このような形態においても、重心16の位置は膝部曲げ部分5の曲面箇所内に含まれているとみなす。
【0027】
重心14の位置が、腰部曲げ部分4よりも上半身の側にあるときは、紙細工ジャンピング玩具1の重心14が上半身の側に偏るため、跳びはね角度が低くなり、跳びはね高さと跳躍距離のバランスがよい理想の跳びはね角度45度より低くなりすぎるため(例えば、20〜35度)、大きな跳びはね能力が得られない。一方、重心14の位置が、腰部曲げ部分4よりも下半身の側にあるときは、紙細工ジャンピング玩具1の重心14が下半身3の側に偏るため、跳びはね角度が高くなり、跳びはね高さと跳躍距離のバランスがよい理想の跳びはね角度45度より高くなりすぎるため(例えば、55〜90度)、大きな跳びはね能力が得られない。
【0028】
重心16の位置が、膝部曲げ部分5よりも膝上部3aの側にあるときは、下半身3の重心16が膝上部3aの側に偏り、跳躍中の回転が前転回転とならずに、後転回転してしまい、大きな跳びはね能力が得られない。一方、重心16の位置が、膝部曲げ部分5よりも膝下部3bの側にあるときは、下半身3の重心16が膝下部3bの側に偏り、跳躍中の前転回転が少なくなり、かつ、膝上部3aが短くなって弾性変形の押し込み深さが小さくなり、大きな跳びはね能力が得られない。
【0029】
本実施形態では、膝下部3bの接地面に、滑り止め用の手段を設けてもよい。膝下部3bの接地面は、紙細工ジャンピング玩具1が跳びはねるときに床面を押し付けて、その反作用としての跳びはね能力を得る箇所であるので、床面と滑りを少なくすることによって、跳びはね時の弾性エネルギーのロスを少なくし、大きな跳びはね能力が得られやすい。滑り止め用の手段を例示すると、膝下部3bの接地面に溝をつけたり、表面に細かい凹凸をつけて粗くしたり、床面と滑りにくい素材のテープや塗料でカバーしたりする等の手段が挙げられる。
【0030】
本実施形態に係るシート状型抜き体20では、図3に示すように、腰部曲げ部分と膝部曲げ部分の位置の目安として、それぞれ裏面側に曲げる場合(以下、「山曲げ」ともいう。)の破線の目安線6と、表面側に曲げる場合(以下、「谷曲げ」ともいう。)の一点鎖線の目安線7a,7bを表示しているが、曲げ部分の位置の表示は腰部曲げ部分又は膝部曲げ部分のどちらか一方であってもよい。また表示の方法は、目安線の他、曲げる範囲を着色したり、図示したりしてもよい。さらに、図3に示すように、膝部曲げ部分7a,7bの曲げ軸の方向の幅を膨らませる(図3中、符号11)と、膝部曲げ部分7a,7bの場所がわかりやすくなり、かつ、曲げ部分の曲げ剛性を高めることができるので、跳びはね能力も向上する。このとき、膝部曲げ部分7a,7bを省略することもできる。
【0031】
本実施形態に係るバルカナイズドファイバーからなる成形加工用シートでは、シート状型抜き体20の形状の切り抜き線を表示してもよい。切り抜き線は、切り取る目印になるので、成形加工用シートからシート状型抜き体を容易に切り抜き成形することができる。
【0032】
本実施形態に係る紙細工ジャンピング玩具の成形方法では、シート状型抜き体の曲げる部分となる曲面の範囲に、曲げる方向に対して外側の面を、水で濡らして10〜60秒後にふき取り、次いで、断面湾曲形状に曲げる工程を有する。成形加工用シートから紙細工ジャンピング玩具を成形する工程は、最初に成形加工用シートからシート状型抜き体を打ち抜き又は切り抜き加工によって成形する型抜き工程と、その後に、シート状型抜き体の曲げる部分を水で濡らして可塑性を与えてから曲げる加工工程と、を有している。曲げる部分を水に濡らす場合には、曲げる方向に対して外側の面を上にして、裏面にティッシュペーパー等の敷物を敷き、曲げる部分の断面湾曲形状となる部分に上から水をつければよく、指に水をつけて2〜3回に分けて塗ってもよい。水を塗ってから10〜60秒経過すると曲げ部分の紙の吸水率が、10〜20%となり、手先で曲げることができる程度に変形しやすくなる。曲げるときは、折り目のつくような折り曲げが生じないように、丸い鉛筆等の円筒形状の芯を曲げ部分に当てて、曲げこみ、そのまま3〜10分間自然乾燥させると、曲がった形状が維持された曲げ剛性の高い曲げ部分が形成される。
【実施例】
【0033】
次に、実施例を挙げて本発明をより具体的に説明するが、本発明はこれら実施例に限定されるものではない。
【0034】
(実施例1)
バルカナイズドファイバー(北越製紙社製、厚さ0.5mm)からなる成形加工用シートにおいて、図3に示す蛙の形状のシート状型抜き体20(全長132mm、最大幅90mm)を切り抜き、腰部曲げ部分4にシート状型抜き体全体の重心14が含まれ、膝部曲げ部分5に下半身3の重心16が含まれるようにした。次いで、指で水をつけて曲げてから自然乾燥して図1に示す紙細工ジャンピング玩具(質量2.43g)を成形した。なお、成形加工用シートの縦目を上半身2、下半身3、腰部曲げ部分4の並びと平行にし、腰曲げ部分の断面湾曲形状の曲率半径を3mm、膝部曲げ部分の断面湾曲形状の曲率半径を3mmとした。得られた紙細工ジャンピング玩具の跳びはね能力を、跳びはね遊びに熟達した試験員が同一条件で跳ばすように注意を払って、試験した。試験は均一化を図るため、5回行ない、その平均値を求めた。試験において、図5に示すジャンプ台30を使用した。ジャンプ台の地面からの角度αを17度とし、跳びはね角度は、ジャンプ台の傾斜面上からの跳びだし角度βとして測定した。試験時の温度は、23±1℃、湿度は、(50±2)%RHとした。
【0035】
(比較例1)
シート状型抜き体20の腰曲げ部分4を重心14の位置より下方の下半身3の側にずらして曲げた以外は、実施例1と同様にして紙細工ジャンピング玩具を成形し、試験した(重心14の位置は、腰曲げ部分4より上方の上半身2の側にある。)。
【0036】
(比較例2)
シート状型抜き体20の腰曲げ部分4を重心14の位置より上方の上半身3の側にずらして曲げた以外は、実施例1と同様にして紙細工ジャンピング玩具を成形し、試験した(重心14の位置は、腰曲げ部分4より下方の下半身3の側にある。)。
【0037】
(比較例3)
下半身3の膝曲げ部分5を重心16の位置より下方の膝下部3bの側にずらした以外は、実施例1と同様にして紙細工ジャンピング玩具を成形し、試験した(重心16の位置は、膝曲げ部分5より上方の膝上部3aの側にある。)。
【0038】
(比較例4)
下半身3の膝曲げ部分5を重心16の位置をより上方の膝上部3aの側にずらした以外は、実施例1と同様にして紙細工ジャンピング玩具を成形し、試験した(重心16の位置は、膝曲げ部分5より下方の膝下部3bの側にある。)。
【0039】
(実施例2)
腰曲げ部分の断面湾曲形状の曲率半径を6.5mmにした以外は、実施例1と同様にして紙細工ジャンピング玩具を成形し、試験した。
【0040】
(結果)
実施例1は、跳びはね角度β45度、跳躍距離109.9cmであり、跳びはね時の高さと距離のバランスがとれており、大きな跳びはね能力を示した。実施例2は、跳びはね角度β50度、跳躍距離82cmであり、やや上方に向かって跳びはねたが、跳びはね時の高さと距離のバランスがとれており、十分に大きな跳びはね能力を示した。比較例1は、跳びはね角度β35度、跳躍距離60cmであり、跳びはね角度が水平に近く、跳びはねる高さがほとんどないため、跳びはね時の高さと距離のバランスがとれず、跳びはね能力は不十分であった。比較例2は、跳びはね角度β55度、跳躍距離40cmであり、跳びはね角度が垂直に近く、跳びはね時の高さと距離のバランスがとれず、跳びはね能力は不十分であった。比較例3は、跳びはね角度β75度、跳躍距離30cmであり、跳躍中での回転が後ろ向きに回転して、跳びはね角度が垂直に近く、跳びはね時の高さと距離のバランスがとれず、跳躍距離が小さくなり、跳びはね能力は不十分であった。比較例4は、跳びはね角度β20度、跳躍距離30cmであり、跳びはね角度が水平に近く、かつ、跳躍中に回転を生ぜず、跳びはねる高さがほとんどないため、跳びはね時に高さの距離のバランスがとれず、跳躍距離が小さくなり、跳びはね能力は不十分であった。
【0041】
(実施例3〜11)
表1に示すように、成形加工用シートの厚さと、シート状型抜き体のサイズ、紙細工ジャンピング玩具の質量をそれぞれ3通りに変化させた以外は、実施例1と同様に成形し、跳びはね能力を試験して比較した。
【0042】
【表1】

注1:シート状型抜き体のサイズ
小: 全長85mm、最大幅60mm
標準: 全長132mm、最大幅90mm
大: 全長178mm、最大幅122mm
小、標準、大のシート状型抜き体は、いずれも相似形である。
注2:各実施例につき、厚さと玩具の質量については、それぞれ3個の紙細工ジャンピング玩具を作製し、その平均値を求めた。跳躍距離の平均値は、そのうちの1個を任意に選択してそれを5回跳ばして求めた。
【0043】
実施例3〜11の試験の結果得られた跳躍距離を表1に示す。なお、実施例3〜11の試験の結果得られた跳びはね角度βは、いずれも45度に近い角度であり、跳びはね時に高さと距離のバランスがとれていた。実施例3〜5は、成形加工用シートの厚さが0.26mmであるため、シート状型抜き体のサイズが小及び標準のときの跳躍距離は43.8cmであり、ほぼ満足できる跳びはね能力を示したが、シート状型抜き体のサイズが大の場合は、跳躍距離25.4cmであった。
【0044】
実施例6〜8は、成形加工用シートの厚さが0.33mmであるため、シート状型抜き体のサイズが小、標準及び大において、ほぼ満足できる跳びはね能力を示し、特に、シート状型抜き体のサイズが大であっても、跳躍距離が63.9cmであり、十分な跳びはね能力が得られた。
【0045】
実施例9〜11は、成形加工用シートの厚さが0.5mmであるため、シート状型抜き体のサイズが小、標準及び大のいずれにおいても、跳躍距離が100cm以上であり、十分に大きな跳びはね能力を示した。
【図面の簡単な説明】
【0046】
【図1】本実施形態に係る紙細工ジャンピング玩具の斜視図である。
【図2】本実施形態に係る紙細工ジャンピング玩具の側面図である。
【図3】本実施形態に係るシート状型抜き体の平面図である。
【図4】紙細工ジャンピング玩具の跳びはねさせ方を示す模式図である。
【図5】紙細工ジャンピング玩具を跳びはねさせるときに使用するジャンプ台の概要図である。
【符号の説明】
【0047】
1 紙細工ジャンピング玩具
2 上半身
3 下半身
3a 膝上部
3b 膝下部
3c 右脚
3d 左脚
4 腰部曲げ部分
5 膝部曲げ部分
6 腰部曲げ部分目安線
7,7a,7b 膝部曲げ部分目安線
8 前脚
10 指押し部分
11 膨らみ部
14 シート状型抜き体の重心
16 下半身の重心
20 シート状型抜き体
30 ジャンプ台
α ジャンプ台の地面からの角度
β ジャンプ台の傾斜面上からの跳びだし角度
【技術分野】
【0001】
本発明は、跳びはねさせて遊ぶことができるバルカナイズドファイバーからなる紙製の玩具と、その成形のためのシート状型抜き体及び成形加工用シート並びにその成形方法に関する。
【背景技術】
【0002】
従来、折り紙等の紙製シートを、蛙やバッタ等の跳びはねる動物を模した形状に折り紙細工した成形品を作り、シートの折り曲げ部分の復元性を利用して、得られた成形品を跳びはねさせる紙細工ジャンピング玩具が知られている。この玩具の上面を指で押さえつけて折り曲げ部を変形させ、その後に指を急に離すことによって折り曲げ部分が復元し、玩具を跳びはねさせることができる。
【0003】
また、バルカナイズドファイバーを用いた成形加工用シートは、所定時間水に浸漬することによって、手先での加工が自在となり、所望の形態に成形加工後に乾燥させると高い剛性と弾性を有する成形品が得られるため、紙細工成形品の製作用材料として使われている(例えば、特許文献1又は2を参照。)。
【特許文献1】特公昭63−25960号公報
【特許文献2】特許第3981849号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
従来の折り紙等の紙製シートを折り曲げて成形した跳びはねる成形品は、紙の剛性と弾性が不足しているため、跳びはねる高さ及び水平移動の距離が小さく、10cm程度の跳びはね高さ又は距離が得られる程度であり、跳びはね能力が低かった。さらに、跳びはねを繰り返すとすぐに折り曲げ部がへたってしまい、繰り返し遊ぶには耐久性が低いという問題があった。跳びはね能力は、跳びはねをさせるときの地面を基準とする跳びだし角度(以下、「跳びはね角度」ともいう。)、跳躍中での前転回転数及び水平移動距離(跳躍距離)によって評価することができる能力であって、跳びはね角度が45度に近いほど、跳びはねの高さと得られる跳躍距離とのバランスがとれるので、跳びはね能力が高いと評価することができる。また、バルカナイズドファイバーを用いた成形加工用シートは、所望の形態に成形加工でき、高い剛性と弾性を有するが、この特性を利用した成形が簡単で、かつ、跳びはね能力が高い成形品はなかった。
【0005】
高い剛性と弾性を有する材料としてプラスチックシートがあるが、紙細工のように簡単に加工できず、自ら作製し、跳びはね能力を競うという遊びはできない。
【0006】
そこで、本発明の目的は、バルカナイズドファイバーを用いた成形加工用シートから紙細工のように容易に成形でき、跳びはね能力と耐久性が高い紙細工ジャンピング玩具を提供することである。
【課題を解決するための手段】
【0007】
本発明者は、バルカナイズドファイバーからなる成形加工用シートを切り抜いたシート状型抜き体を、紙細工によって所定の比率で曲げ、かつ、曲げ部分の断面を湾曲状にすると、跳びはね角度が水平すぎず、かつ、垂直すぎずに、強い反発力で大きく跳びはね、大きな跳躍距離が得られ、しかも繰り返し遊んでもへたり込む状態になることが少ないことを見出し、本発明に至った。すなわち、本発明に係る紙細工ジャンピング玩具は、バルカナイズドファイバーからなる成形加工用シートから打ち抜き又は切り抜きによって得た、表裏面を有するシート状型抜き体が、上半身と、下半身と、該上半身と下半身との間に位置する断面湾曲形状に裏面側に曲げられた腰部曲げ部分と、を有し、前記下半身が、膝上部分と、膝下部分と、該膝上部分と膝下部分との間に位置する断面湾曲形状に表面側に曲げられた膝部曲げ部分と、を有し、かつ、前記腰部曲げ部分は、前記シート状型抜き体全体の重心の位置が含まれ、前記膝部曲げ部分は、前記下半身の重心の位置が含まれることを特徴とする。
【0008】
本発明に係る紙細工ジャンピング玩具は、成形加工用シートの厚さが0.35mmより厚く、2mm以下であることが好ましい。紙細工ジャンピング玩具が大きく跳びはねるための十分な剛性と弾性を得ることできる。
【0009】
本発明に係る紙細工ジャンピング玩具は、前記上半身、前記腰部曲げ部分及び前記下半身の並び方向が、前記成形加工用シートの縦目と平行であることが好ましい。腰部曲げ部分と膝部曲げ部分が、成形加工用シートの縦目を横断して曲げることになるため、横目を曲げる場合よりも高い剛性と弾性を得ることができ、跳びはね能力が向上する。
【0010】
本発明に係る紙細工ジャンピング玩具は、前記下半身が縦に2本に分かれて、右脚と左脚を有していることが好ましい。紙細工ジャンピング玩具が前転回転しながら跳びはねるため、右と左のバランスが取れ、大きな跳躍距離が得られやすい。
【0011】
本発明に係る紙細工ジャンピング玩具は、前記膝下部の接地面に、滑り止め用の手段が設けられていることが好ましい。紙細工ジャンピング玩具が跳びはねるとき、接地面との滑りを減らすことができるので、跳びはね力をロスすることが少ない。
【0012】
本発明に係るシート状型抜き体は、本発明に係る紙細工ジャンピング玩具を成形するために、バルカナイズドファイバーからなる成形加工用シートの切り抜き又は打ち抜きによって形成したことを特徴とする。
【0013】
本発明に係るシート状型抜き体は、腰部曲げ部分と膝部曲げ部分のどちらか一方又はその両方の位置を示す目安が表示されていることが好ましい。シート状型抜き体から紙細工ジャンピング玩具を成形するときに、これらの目安が成形を行なう者に曲げる箇所の目印として認識されるため、便利であり、かつ、上半身と下半身のバランス及び膝上部分と膝下部分とのバランスをとりやすいため、大きな跳躍距離が得られやすい。
【0014】
本発明に係るシート状型抜き体は、前記膝部曲げ部分の曲げ軸の方向の幅を膨らませていることが好ましい。膝部曲げ部分の場所がわかりやすくなり、かつ、曲げ部分の剛性を高めることができるので、跳びはね能力も向上する。
【0015】
本発明に係る成形加工用シートは、シート状型抜き体を形成するためのバルカナイズドファイバーからなるシートであって、前記シート状型抜き体の形状の切り抜き線が表示されていることを特徴とする。
【0016】
本発明に係る成形方法は、シート状型抜き体の曲げる部分となる曲面の範囲に、曲げる方向に対して外側の面を、水で濡らして10〜60秒後にふき取り、次いで、断面湾曲形状に曲げる工程を有することを特徴とする。
【発明の効果】
【0017】
本発明の紙細工ジャンピング玩具は、バルカナイズドファイバーを用いた成形加工用シートから容易に紙細工による成形ができ、指で押し付けてから離すと、水平面から45度に近い角度で跳びだし、長い距離を跳びはねさせることができる。さらに、へたり込む状態になることが少ないので繰り返し遊ぶことができる。
【発明を実施するための最良の形態】
【0018】
本発明の詳細について説明するが、本発明は次の実施形態に限定して解釈されるものではない。本発明の効果を奏する限り、実施形態の変形を行なってもよい。
【0019】
本実施形態に係る紙細工ジャンピング玩具の一形態を示す、斜視図を図1に、側面図を図2に示す。次に、本実施形態に係るシート状型抜き体の平面図を図3に示す。図1及び図2に示すように、本実施形態に係る紙細工ジャンピング玩具1では、蛙の形状を模しており、バルカナイズドファイバーからなる成形加工用シートから打ち抜き又は切り抜きによって得た、表裏面を有する図3に示すようなシート状型抜き体の腰部、膝部及び前脚を曲げ加工によって成形されたものである。本実施形態に係る紙細工ジャンピング玩具1は、上半身2と下半身3と、上半身2と下半身3との間に位置する断面湾曲形状に裏面側に曲げられた腰部曲げ部分4とを有している。下半身3は、膝上部分3aと、膝下部分3bと、膝上部分3aと膝下部分3bとの間に位置する断面湾曲形状に表面側に曲げられた膝部曲げ部分5とを有し、かつ、腰部曲げ部分4は、シート状型抜き体全体の重心の位置が含まれ、膝部曲げ部分5は、下半身3の重心の位置が含まれる。なお、本実施形態に係る紙細工ジャンピング玩具1は、玩具が模している形状によって、前脚や頭等の形状を付加してもよく、本実施形態では、蛙の形状を模して、前脚8を設けている。
【0020】
本実施形態に係る紙細工ジャンピング玩具の跳びはねさせ方と原理について説明する。図1において、指押し部分10をゆっくり下に押して、紙細工ジャンピング玩具1の腰部及び膝部を変形させてから、一気に離すと跳びはね動作を生じる。本実施形態に係る紙細工ジャンピング玩具1の側面からみた変形の状態を、図4(a),(b)に示す。図4(a)は、紙細工ジャンピング玩具1を、矢印方向に指で押す前の状態を示し、図4(b)は矢印方向に指で押して腰曲げ部分4と膝曲げ部分5を弾性変形させてたわませている状態を示す。図4(b)の状態で、指を一気に離すと、腰曲げ部分4と膝曲げ部分5のバネ剛性によって、弾性変形が急に元の形状に戻るため、紙細工ジャンピング玩具1は、前転回転しながら、前方に所定の跳びはね角度で跳躍動作を行なう。このとき、跳びはね角度が45度に近く、前転回転の回転数が高いほど、同じバネ剛性による跳躍であっても着地するまでの跳躍距離が伸び、跳ねとび能力が高くなる。さらに、紙細工ジャンピング玩具の遊び方として、離れたところにおいた器に向かって、玩具をジャンプさせて器の中に入れることを競う場合において、跳びはね角度が45度に近いほど、器に入れやすくなる利点がある。また、図5に示すようにジャンプ台30を使用して跳びはねさせると、より跳躍距離を伸ばすことができる。ジャンプ台の地面からの傾斜角度αは10度〜30度が好ましい。
【0021】
本実施形態に係る紙細工ジャンピング玩具1に用いられるバルカナイズドファイバーとは、天然繊維を主体とした原紙を塩化亜鉛溶液で処理して繊維を膠質化(ゲル化)させ、巻き取り、乾燥、圧搾等して得られる周知のバルカナイズドファイバーである。バルカナイズドファイバーは、乾燥時には高い剛性と弾性を有し、跳びはねる成形品の素材として適しているとともに、水に浸漬したり、水で濡らしたりすると、吸水し、手先での加工が自在となる可塑性を生じ、乾燥後は加工後の形状のまま保持されるので、紙細工用の素材として適している。また、カッターやはさみでの加工も容易である。本実施形態に係る紙細工ジャンピング玩具に用いられるバルカナイズドファイバーからなる成形加工用シートでは、その厚さが0.35mmより厚く、2mm以下であることが好ましい。より好ましくは0.5〜0.9mmである。紙細工ジャンピング玩具1は、シート状型抜き体を曲げて成形される。シート状型抜き体は、成形加工用シートから打ち抜き又は切り抜き加工によって形成されている。したがって、成形加工用シートの厚さは、紙細工ジャンピング玩具1の厚さに相当する。成形加工用シートの厚さを0.35mmより厚くすることで、十分な跳びはね能力を得ることができる。例えば、紙細工ジャンピング玩具のサイズとして小(シート状型抜き体全長85mm、最大幅60mmのサイズ)、標準(シート状型抜き体全長132mm、最大幅90mmのサイズ)、大(シート状型抜き体全長178mm、最大幅122mmのサイズ)ついて、成形加工用シートの厚さを0.5mmとしたときの、紙細工ジャンピング玩具の跳躍距離は、いずれも1mを超え、十分な跳びはね能力が得ることができる。一方、厚さが2mmを超えると、通常用いられる鋏やカッターナイフでは成形加工用シートからシート状型抜き体を切り抜くことが困難な場合があり、かつ、シート状型抜き体の曲げ部分を水で所定時間濡らした場合であっても、曲げる加工に力を要するため、成形するときに手先で曲げる加工が困難になるおそれがある。
【0022】
本実施形態に係る紙細工ジャンピング玩具は、上半身2、腰部曲げ部分4及び下半身3の並び方向が、成形加工用シートの縦目と平行であることが好ましい。バルカナイズドファイバーからなる成形加工用シートには、シートの原紙の抄紙方向である縦目と抄紙方向を横断する方向である横目があり、縦目は、横目に比べて縦目を横断して曲げたときの曲げ剛性が大きい。したがって、上半身2、腰部曲げ部分4及び下半身3の並び方向が、成形加工用シートの縦目と平行であると、腰部曲げ部分と膝部曲げ部分が、成形加工用シートの縦目を横断して曲げることになるため、横目を曲げる場合よりも高い曲げ剛性を得ることができ、より大きな跳びはね能力を得ることができる。
【0023】
本実施形態に係る紙細工ジャンピング玩具1では、腰部曲げ部分4及び膝部曲げ部分5は、断面が湾曲形状であり、折り目をつけるように折り曲げられている部分を有しない。曲げ部分が折り目をつけるように折り曲げられていると、バルカナイズドファイバーの繊維が破壊されて割れを生じるため、曲げ部分を変形させても高い剛性と弾性を得ることができず、大きな跳びはね能力を得ることができない。また、腰部曲げ部分4及び膝部曲げ部分5の断面湾曲形状の曲率半径は、3〜6.5mmが好ましい。曲率半径が3mmより小さいと、曲げ部分を変形させたときの曲げ剛性が小さくなり、大きな跳びはね能力を得ることができないおそれがある。一方、曲率半径が6.5mmより大きいと、上から指で押さえつけて跳躍前の変形をさせるときに、変形させにくく、かつ、跳びはね角度が45度より大きくなりすぎて、垂直に近い跳びはねをする場合がある。図2に示すように、腰部曲げ部分4における上半身2と膝上部3aがなす角度Xは、40〜50度であることが好ましい。また、膝部曲げ部分5における膝上部3aと膝下部3bがなす角度Yは、50〜60度であることが好ましい。角度Xが40度より小さいと、指による押し込み時の腰部曲げ部分4の変形量が小さく、十分な曲げ剛性が得られないおそれがある。一方、角度Xが50度より大きいと、指による押し込みがしにくくなるおそれがある。同様に、角度Yが50度より小さいと、指による押し込み時の膝部曲げ部分5の変形量が小さく、十分な曲げ剛性が得られないおそれがある。一方、60度より大きいと、指による押し込みがしにくくなるすぎるおそれがある。
【0024】
腰部曲げ部分4は、シート状型抜き体全体の重心の位置が含まれ、膝部曲げ部分5は、下半身3の重心の位置が含まれる。本実施形態では、図3に示すように、腰部曲げ部分の目安線6の線上にシート状型抜き体全体の重心14が位置しているが、重心14の位置は、湾曲形状をしている腰部曲げ部分4に含まれていればどこにあってもよい。また、紙細工ジャンピング玩具1が左右バランスよく跳ねとぶためには、シート状型抜き体20は左右の質量のバランスがとれていることが好ましい。
【0025】
本実施形態では、図3のシート状型抜き体に示すように、下半身3は右脚3cと左脚3dを有しているが、一体となっていてもよい。紙細工ジャンピング玩具1は、前転回転しながら跳ぶはねるため、下半身3が、右脚3cと左脚3dの2本に分かれていると、右脚3cと左脚3dの間の隙間によって回転時発生する空気抵抗が制御されて、回転しやすく、右と左のバランスがよくなり大きな跳びはね能力が得られやすい。
【0026】
重心16は、下半身3が一体となっているときには、膝部曲げ部分5の曲面箇所内に含まれている。一方、本実施形態では、図3のように、下半身3が右脚3cと左脚3dを有しているため、重心16は、右脚3cと左脚3dの間の隙間部分に位置し、膝部曲げ部分5の目安線7a,7bの延長線上にある。本実施例のように、下半身3が右脚3cと左脚3dに分かれている場合には、重心16が右脚3cと左脚3dの間の隙間に位置するが、膝部曲げ部分5の延長面上にあるため、このような形態においても、重心16の位置は膝部曲げ部分5の曲面箇所内に含まれているとみなす。
【0027】
重心14の位置が、腰部曲げ部分4よりも上半身の側にあるときは、紙細工ジャンピング玩具1の重心14が上半身の側に偏るため、跳びはね角度が低くなり、跳びはね高さと跳躍距離のバランスがよい理想の跳びはね角度45度より低くなりすぎるため(例えば、20〜35度)、大きな跳びはね能力が得られない。一方、重心14の位置が、腰部曲げ部分4よりも下半身の側にあるときは、紙細工ジャンピング玩具1の重心14が下半身3の側に偏るため、跳びはね角度が高くなり、跳びはね高さと跳躍距離のバランスがよい理想の跳びはね角度45度より高くなりすぎるため(例えば、55〜90度)、大きな跳びはね能力が得られない。
【0028】
重心16の位置が、膝部曲げ部分5よりも膝上部3aの側にあるときは、下半身3の重心16が膝上部3aの側に偏り、跳躍中の回転が前転回転とならずに、後転回転してしまい、大きな跳びはね能力が得られない。一方、重心16の位置が、膝部曲げ部分5よりも膝下部3bの側にあるときは、下半身3の重心16が膝下部3bの側に偏り、跳躍中の前転回転が少なくなり、かつ、膝上部3aが短くなって弾性変形の押し込み深さが小さくなり、大きな跳びはね能力が得られない。
【0029】
本実施形態では、膝下部3bの接地面に、滑り止め用の手段を設けてもよい。膝下部3bの接地面は、紙細工ジャンピング玩具1が跳びはねるときに床面を押し付けて、その反作用としての跳びはね能力を得る箇所であるので、床面と滑りを少なくすることによって、跳びはね時の弾性エネルギーのロスを少なくし、大きな跳びはね能力が得られやすい。滑り止め用の手段を例示すると、膝下部3bの接地面に溝をつけたり、表面に細かい凹凸をつけて粗くしたり、床面と滑りにくい素材のテープや塗料でカバーしたりする等の手段が挙げられる。
【0030】
本実施形態に係るシート状型抜き体20では、図3に示すように、腰部曲げ部分と膝部曲げ部分の位置の目安として、それぞれ裏面側に曲げる場合(以下、「山曲げ」ともいう。)の破線の目安線6と、表面側に曲げる場合(以下、「谷曲げ」ともいう。)の一点鎖線の目安線7a,7bを表示しているが、曲げ部分の位置の表示は腰部曲げ部分又は膝部曲げ部分のどちらか一方であってもよい。また表示の方法は、目安線の他、曲げる範囲を着色したり、図示したりしてもよい。さらに、図3に示すように、膝部曲げ部分7a,7bの曲げ軸の方向の幅を膨らませる(図3中、符号11)と、膝部曲げ部分7a,7bの場所がわかりやすくなり、かつ、曲げ部分の曲げ剛性を高めることができるので、跳びはね能力も向上する。このとき、膝部曲げ部分7a,7bを省略することもできる。
【0031】
本実施形態に係るバルカナイズドファイバーからなる成形加工用シートでは、シート状型抜き体20の形状の切り抜き線を表示してもよい。切り抜き線は、切り取る目印になるので、成形加工用シートからシート状型抜き体を容易に切り抜き成形することができる。
【0032】
本実施形態に係る紙細工ジャンピング玩具の成形方法では、シート状型抜き体の曲げる部分となる曲面の範囲に、曲げる方向に対して外側の面を、水で濡らして10〜60秒後にふき取り、次いで、断面湾曲形状に曲げる工程を有する。成形加工用シートから紙細工ジャンピング玩具を成形する工程は、最初に成形加工用シートからシート状型抜き体を打ち抜き又は切り抜き加工によって成形する型抜き工程と、その後に、シート状型抜き体の曲げる部分を水で濡らして可塑性を与えてから曲げる加工工程と、を有している。曲げる部分を水に濡らす場合には、曲げる方向に対して外側の面を上にして、裏面にティッシュペーパー等の敷物を敷き、曲げる部分の断面湾曲形状となる部分に上から水をつければよく、指に水をつけて2〜3回に分けて塗ってもよい。水を塗ってから10〜60秒経過すると曲げ部分の紙の吸水率が、10〜20%となり、手先で曲げることができる程度に変形しやすくなる。曲げるときは、折り目のつくような折り曲げが生じないように、丸い鉛筆等の円筒形状の芯を曲げ部分に当てて、曲げこみ、そのまま3〜10分間自然乾燥させると、曲がった形状が維持された曲げ剛性の高い曲げ部分が形成される。
【実施例】
【0033】
次に、実施例を挙げて本発明をより具体的に説明するが、本発明はこれら実施例に限定されるものではない。
【0034】
(実施例1)
バルカナイズドファイバー(北越製紙社製、厚さ0.5mm)からなる成形加工用シートにおいて、図3に示す蛙の形状のシート状型抜き体20(全長132mm、最大幅90mm)を切り抜き、腰部曲げ部分4にシート状型抜き体全体の重心14が含まれ、膝部曲げ部分5に下半身3の重心16が含まれるようにした。次いで、指で水をつけて曲げてから自然乾燥して図1に示す紙細工ジャンピング玩具(質量2.43g)を成形した。なお、成形加工用シートの縦目を上半身2、下半身3、腰部曲げ部分4の並びと平行にし、腰曲げ部分の断面湾曲形状の曲率半径を3mm、膝部曲げ部分の断面湾曲形状の曲率半径を3mmとした。得られた紙細工ジャンピング玩具の跳びはね能力を、跳びはね遊びに熟達した試験員が同一条件で跳ばすように注意を払って、試験した。試験は均一化を図るため、5回行ない、その平均値を求めた。試験において、図5に示すジャンプ台30を使用した。ジャンプ台の地面からの角度αを17度とし、跳びはね角度は、ジャンプ台の傾斜面上からの跳びだし角度βとして測定した。試験時の温度は、23±1℃、湿度は、(50±2)%RHとした。
【0035】
(比較例1)
シート状型抜き体20の腰曲げ部分4を重心14の位置より下方の下半身3の側にずらして曲げた以外は、実施例1と同様にして紙細工ジャンピング玩具を成形し、試験した(重心14の位置は、腰曲げ部分4より上方の上半身2の側にある。)。
【0036】
(比較例2)
シート状型抜き体20の腰曲げ部分4を重心14の位置より上方の上半身3の側にずらして曲げた以外は、実施例1と同様にして紙細工ジャンピング玩具を成形し、試験した(重心14の位置は、腰曲げ部分4より下方の下半身3の側にある。)。
【0037】
(比較例3)
下半身3の膝曲げ部分5を重心16の位置より下方の膝下部3bの側にずらした以外は、実施例1と同様にして紙細工ジャンピング玩具を成形し、試験した(重心16の位置は、膝曲げ部分5より上方の膝上部3aの側にある。)。
【0038】
(比較例4)
下半身3の膝曲げ部分5を重心16の位置をより上方の膝上部3aの側にずらした以外は、実施例1と同様にして紙細工ジャンピング玩具を成形し、試験した(重心16の位置は、膝曲げ部分5より下方の膝下部3bの側にある。)。
【0039】
(実施例2)
腰曲げ部分の断面湾曲形状の曲率半径を6.5mmにした以外は、実施例1と同様にして紙細工ジャンピング玩具を成形し、試験した。
【0040】
(結果)
実施例1は、跳びはね角度β45度、跳躍距離109.9cmであり、跳びはね時の高さと距離のバランスがとれており、大きな跳びはね能力を示した。実施例2は、跳びはね角度β50度、跳躍距離82cmであり、やや上方に向かって跳びはねたが、跳びはね時の高さと距離のバランスがとれており、十分に大きな跳びはね能力を示した。比較例1は、跳びはね角度β35度、跳躍距離60cmであり、跳びはね角度が水平に近く、跳びはねる高さがほとんどないため、跳びはね時の高さと距離のバランスがとれず、跳びはね能力は不十分であった。比較例2は、跳びはね角度β55度、跳躍距離40cmであり、跳びはね角度が垂直に近く、跳びはね時の高さと距離のバランスがとれず、跳びはね能力は不十分であった。比較例3は、跳びはね角度β75度、跳躍距離30cmであり、跳躍中での回転が後ろ向きに回転して、跳びはね角度が垂直に近く、跳びはね時の高さと距離のバランスがとれず、跳躍距離が小さくなり、跳びはね能力は不十分であった。比較例4は、跳びはね角度β20度、跳躍距離30cmであり、跳びはね角度が水平に近く、かつ、跳躍中に回転を生ぜず、跳びはねる高さがほとんどないため、跳びはね時に高さの距離のバランスがとれず、跳躍距離が小さくなり、跳びはね能力は不十分であった。
【0041】
(実施例3〜11)
表1に示すように、成形加工用シートの厚さと、シート状型抜き体のサイズ、紙細工ジャンピング玩具の質量をそれぞれ3通りに変化させた以外は、実施例1と同様に成形し、跳びはね能力を試験して比較した。
【0042】
【表1】
注1:シート状型抜き体のサイズ
小: 全長85mm、最大幅60mm
標準: 全長132mm、最大幅90mm
大: 全長178mm、最大幅122mm
小、標準、大のシート状型抜き体は、いずれも相似形である。
注2:各実施例につき、厚さと玩具の質量については、それぞれ3個の紙細工ジャンピング玩具を作製し、その平均値を求めた。跳躍距離の平均値は、そのうちの1個を任意に選択してそれを5回跳ばして求めた。
【0043】
実施例3〜11の試験の結果得られた跳躍距離を表1に示す。なお、実施例3〜11の試験の結果得られた跳びはね角度βは、いずれも45度に近い角度であり、跳びはね時に高さと距離のバランスがとれていた。実施例3〜5は、成形加工用シートの厚さが0.26mmであるため、シート状型抜き体のサイズが小及び標準のときの跳躍距離は43.8cmであり、ほぼ満足できる跳びはね能力を示したが、シート状型抜き体のサイズが大の場合は、跳躍距離25.4cmであった。
【0044】
実施例6〜8は、成形加工用シートの厚さが0.33mmであるため、シート状型抜き体のサイズが小、標準及び大において、ほぼ満足できる跳びはね能力を示し、特に、シート状型抜き体のサイズが大であっても、跳躍距離が63.9cmであり、十分な跳びはね能力が得られた。
【0045】
実施例9〜11は、成形加工用シートの厚さが0.5mmであるため、シート状型抜き体のサイズが小、標準及び大のいずれにおいても、跳躍距離が100cm以上であり、十分に大きな跳びはね能力を示した。
【図面の簡単な説明】
【0046】
【図1】本実施形態に係る紙細工ジャンピング玩具の斜視図である。
【図2】本実施形態に係る紙細工ジャンピング玩具の側面図である。
【図3】本実施形態に係るシート状型抜き体の平面図である。
【図4】紙細工ジャンピング玩具の跳びはねさせ方を示す模式図である。
【図5】紙細工ジャンピング玩具を跳びはねさせるときに使用するジャンプ台の概要図である。
【符号の説明】
【0047】
1 紙細工ジャンピング玩具
2 上半身
3 下半身
3a 膝上部
3b 膝下部
3c 右脚
3d 左脚
4 腰部曲げ部分
5 膝部曲げ部分
6 腰部曲げ部分目安線
7,7a,7b 膝部曲げ部分目安線
8 前脚
10 指押し部分
11 膨らみ部
14 シート状型抜き体の重心
16 下半身の重心
20 シート状型抜き体
30 ジャンプ台
α ジャンプ台の地面からの角度
β ジャンプ台の傾斜面上からの跳びだし角度
【特許請求の範囲】
【請求項1】
バルカナイズドファイバーからなる成形加工用シートを打ち抜き又は切り抜きによって得た、表裏面を有するシート状型抜き体が、上半身と、下半身と、該上半身と下半身との間に位置する断面湾曲形状に裏面側に曲げられた腰部曲げ部分と、を有し、
前記下半身が、膝上部分と、膝下部分と、該膝上部分と膝下部分との間に位置する断面湾曲形状に表面側に曲げられた膝部曲げ部分と、を有し、かつ、
前記腰部曲げ部分は、前記シート状型抜き体全体の重心の位置が含まれ、
前記膝部曲げ部分は、前記下半身の重心の位置が含まれることを特徴とする紙細工ジャンピング玩具。
【請求項2】
前記成形加工用シートの厚さが0.35mmより厚く、2mm以下であることを特徴とする請求項1に記載の紙細工ジャンピング玩具。
【請求項3】
前記上半身、前記腰部曲げ部分及び前記下半身の並び方向が、前記成形加工用シートの縦目と平行であることを特徴とする請求項1又は2に記載の紙細工ジャンピング玩具。
【請求項4】
前記下半身が縦に2本に分かれて、右脚と左脚を有していることを特徴とする請求項1、2又は3に記載の紙細工ジャンピング玩具。
【請求項5】
前記膝下部の接地面に、滑り止め用の手段が設けられていることを特徴とする請求項1、2、3又は4に記載の紙細工ジャンピング玩具。
【請求項6】
請求項1、2、3、4又は5に記載の紙細工ジャンピング玩具を成形するための、バルカナイズドファイバーからなる成形加工用シートを打ち抜き又は切り抜きによって形成したことを特徴とするシート状型抜き体。
【請求項7】
請求項1に記載の腰部曲げ部分と膝部曲げ部分のどちらか一方又はその両方の位置を示す目安が表示されていることを特徴とする請求項6に記載のシート状型抜き体。
【請求項8】
前記膝部曲げ部分の曲げ軸の方向の幅を膨らませていることを特徴とする請求項6又は7に記載のシート状型抜き体。
【請求項9】
請求項6、7又は8に記載のシート状型抜き体を形成するためのバルカナイズドファイバーからなるシートであって、前記シート状型抜き体の形状の切り抜き線が表示されていることを特徴とする成形加工用シート。
【請求項10】
請求項6、7又は8に記載のシート状型抜き体の曲げる部分となる曲面の範囲に、曲げる方向に対して外側の面を、水で濡らして10〜60秒後にふき取り、次いで、断面湾曲形状に曲げる工程を有することを特徴とする紙細工ジャンピング玩具の成形方法。
【請求項1】
バルカナイズドファイバーからなる成形加工用シートを打ち抜き又は切り抜きによって得た、表裏面を有するシート状型抜き体が、上半身と、下半身と、該上半身と下半身との間に位置する断面湾曲形状に裏面側に曲げられた腰部曲げ部分と、を有し、
前記下半身が、膝上部分と、膝下部分と、該膝上部分と膝下部分との間に位置する断面湾曲形状に表面側に曲げられた膝部曲げ部分と、を有し、かつ、
前記腰部曲げ部分は、前記シート状型抜き体全体の重心の位置が含まれ、
前記膝部曲げ部分は、前記下半身の重心の位置が含まれることを特徴とする紙細工ジャンピング玩具。
【請求項2】
前記成形加工用シートの厚さが0.35mmより厚く、2mm以下であることを特徴とする請求項1に記載の紙細工ジャンピング玩具。
【請求項3】
前記上半身、前記腰部曲げ部分及び前記下半身の並び方向が、前記成形加工用シートの縦目と平行であることを特徴とする請求項1又は2に記載の紙細工ジャンピング玩具。
【請求項4】
前記下半身が縦に2本に分かれて、右脚と左脚を有していることを特徴とする請求項1、2又は3に記載の紙細工ジャンピング玩具。
【請求項5】
前記膝下部の接地面に、滑り止め用の手段が設けられていることを特徴とする請求項1、2、3又は4に記載の紙細工ジャンピング玩具。
【請求項6】
請求項1、2、3、4又は5に記載の紙細工ジャンピング玩具を成形するための、バルカナイズドファイバーからなる成形加工用シートを打ち抜き又は切り抜きによって形成したことを特徴とするシート状型抜き体。
【請求項7】
請求項1に記載の腰部曲げ部分と膝部曲げ部分のどちらか一方又はその両方の位置を示す目安が表示されていることを特徴とする請求項6に記載のシート状型抜き体。
【請求項8】
前記膝部曲げ部分の曲げ軸の方向の幅を膨らませていることを特徴とする請求項6又は7に記載のシート状型抜き体。
【請求項9】
請求項6、7又は8に記載のシート状型抜き体を形成するためのバルカナイズドファイバーからなるシートであって、前記シート状型抜き体の形状の切り抜き線が表示されていることを特徴とする成形加工用シート。
【請求項10】
請求項6、7又は8に記載のシート状型抜き体の曲げる部分となる曲面の範囲に、曲げる方向に対して外側の面を、水で濡らして10〜60秒後にふき取り、次いで、断面湾曲形状に曲げる工程を有することを特徴とする紙細工ジャンピング玩具の成形方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2009−291433(P2009−291433A)
【公開日】平成21年12月17日(2009.12.17)
【国際特許分類】
【出願番号】特願2008−148519(P2008−148519)
【出願日】平成20年6月5日(2008.6.5)
【出願人】(000241810)北越紀州製紙株式会社 (196)
【Fターム(参考)】
【公開日】平成21年12月17日(2009.12.17)
【国際特許分類】
【出願日】平成20年6月5日(2008.6.5)
【出願人】(000241810)北越紀州製紙株式会社 (196)
【Fターム(参考)】
[ Back to top ]