
紙袋の底部を封止するための装置
【課題】従来の接着剤の転写による方法では、多くの機械的な接着剤転写部品、例えば版胴や型部品などを後で清掃する必要がある。
【解決手段】紙袋1の底部を封止する装置において、紙袋1に折り畳まれて交差した底部が形成され、管状部分の端部を折り畳んで底部を実現する。接着剤層を塗布して、底部と封緘紙とを接着させる。前記装置は、少なくともひとつの接着剤塗布装置と、少なくともひとつの接着剤リザーバ21又は少なくともひとつの接着剤導管を備え、その中で、接着剤には大気圧よりも高い圧力が加えられる。少なくともひとつの接着剤出口オリフィス71を通った接着剤が、封緘紙及び/又は折り畳まれた底部1に直接的に塗布される。
【解決手段】紙袋1の底部を封止する装置において、紙袋1に折り畳まれて交差した底部が形成され、管状部分の端部を折り畳んで底部を実現する。接着剤層を塗布して、底部と封緘紙とを接着させる。前記装置は、少なくともひとつの接着剤塗布装置と、少なくともひとつの接着剤リザーバ21又は少なくともひとつの接着剤導管を備え、その中で、接着剤には大気圧よりも高い圧力が加えられる。少なくともひとつの接着剤出口オリフィス71を通った接着剤が、封緘紙及び/又は折り畳まれた底部1に直接的に塗布される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、請求項1の前文に記載したような、紙袋の底部を封止するための装置に関する。
【背景技術】
【0002】
この種の装置は、様々に異なったタイプの袋を製造するために使用されている。そうした袋には、通常はバルブ袋として製造されるセメント袋が含まれる。このために、通常、折り畳まれた袋の底部には、バルブ付き封緘紙が挿入される。しかしながら、底が、挟まれた袋と、厚く切られた袋と、折り畳まれて交差した袋とを区別することは重要である。底が交差している袋の製造方法については、例えばDE 090 145 48 U1号、及びDE3020043A1号に開示されていて、接着剤の塗布について特別な要件を求めている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】DE 090 145 48 U1号
【特許文献2】DE 3020043 A1号
【0004】
これらの種類のすべての装置において、袋の底部は接着剤、通常は澱粉質の接着剤の助けによって形成される。このために、請求項1の前文に記載したように、折り畳まれた底部若しくはバルブ付きの封緘紙又はこれらの両方に、接着剤の層が塗布されて、続いて、これらを一体化させる。それぞれの袋の構成要素は、接着ローラーやその他の接着剤貯蔵ないし転写要素などの、型部品に接触させることによって、接着剤を塗布される。型部品は、回転ローラーに取り付けられていて、凸版とも通称される。接着ローラーを回転させると、型部品には、接着剤が供給される。ローラーが回転を続けると、型部品の表面上に付着していた接着剤は、袋のそれぞれの構成要素に転写される。かかる目的のために、型部品は、高さが高くなった部分(隆起部)を備えていて、この部分は特定の袋の形状及びサイズに一致するように適合している。別の寸法の袋を製造するときには、袋の底を封止する装置において、型部品を交換する。
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述した方法によって接着剤を広げることは、紙袋の底を封止する装置に用いた場合、取扱いのやっかいな多量の澱粉質の接着剤を適切に塗布することができて、成功することが判明している。
しかしながら、こうした接着剤の転写による方法では、多くの機械的な接着剤転写部品、例えば版胴や型部品などを後で清掃する必要がある。
従って、本発明の目的は、これらの構成要素を不要にすることである。
【課題を解決するための手段】
【0006】
上述の課題を解決するために、本発明は、
少なくともひとつの接着剤塗布装置を備え、
前記接着剤塗布装置は、少なくともひとつの接着剤リザーバ又は少なくともひとつの接着剤導管を備えていて、その中で、接着剤には大気圧よりも高い圧力が加えられ、
少なくともひとつの接着剤リザーバ又は少なくともひとつの接着剤導管は、少なくともひとつの接着剤出口オリフィスを備え、これを通った接着剤が、封緘紙及び/又は折り畳まれた底部に、直接的に塗布される、ことを特徴としている。
本発明の有利な実施形態においては、接着剤を塗布すべき袋の構成要素に対して接着剤を移動させることができると共に、袋の底部を封止する装置において接着剤を保持している、接着剤リザーバや接着剤導管などの構成部分は、袋の構成要素に接触することがない。このために、出口オリフィスは、接着剤が塗布される部品から、適切に遠ざけられている。接着剤は、接着剤を塗布すべき部品に対してスプレーすると良い。この非接触式の接着剤塗布によれば、接着剤が塗布された面の形状が、接触によって、にじんだり、ゆがんだりすることが防止される。
【0007】
しかしながら、接着剤の塗布の輪郭は、意図的に、接着剤塗布装置の構成要素によって広げても良い。特に、全面にわたって接着剤を塗布するのではなく、例えば接着剤の掃引線の形態によって塗布する場合には、接着剤の掃引線を塗り広げることによって全面をカバーできる。接着剤リザーバ又は接着剤導管と、接着剤の掃引線とを直接的に接触させることによっても、こうした塗り広げは可能である。しかしながら、原則としては、接着剤の掃引線を塗り広げないし押し潰すためには、追加的なローラーを用いるのが良い。
本発明による別の有利な実施形態においては、接着剤塗布ヘッドは、多数の出口オリフィスを備えている。
【図面の簡単な説明】
【0008】
【図1】図1は、従来技術による、袋の底部の封緘紙のための塗布装置を示した図である。
【図2】図2は、従来技術による、袋の交差した底に塗布を行う装置を示した図である。
【図3】図3は、本発明による接着剤塗布装置を示した斜視図である。
【図4】図4は、本発明による接着剤塗布装置が接着剤を複雑な形態に塗布している様子を示した図である。
【図5】図5(a)は、本発明に従った、バルブに接着剤を供給する接着剤導管の実施形態を示した側面図である。図5(b)は、図5(a)の実施形態について示した上面図である。図5(c)は、図5(a)の実施形態について示した別の側面図である。
【図6】図6は、複数の列のバルブを備えた塗布ヘッドを示した図である。
【図7】図7(a)は、塗布ヘッドを示した側面図であって、接着剤が塗布される部品に対面する側を示している。図7(b)は、図7(a)の実施形態による塗布ヘッドにおける、バルブから出口オリフィスへの接着剤導管を示した模式図である。図7(c)は、図7(b)の一部分を示した拡大図である。
【図8】図8(a)は、y方向に動くことができる塗布ヘッドを示した平面図である。図8(b)は、y方向に動くことができる塗布ヘッドを示した平面図である。図8(c)は、y方向に動くことができる塗布ヘッドを示した平面図である。
【図9】図9(a)は、接着剤塗布面の形状がU字形になっている封緘紙2を示した図である。図9(b)は、接着剤塗布面の形状が矩形の枠状になっている封緘紙2を示した図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施形態について、添付図面を参照しつつ説明する。添付図面には、底が交差した袋のための接着剤塗布装置と併せて、従来技術による装置も示している。図示した本発明による装置は、底部封緘紙2だけに接着剤を塗布するものになっている。しかしながら、この装置によれば、袋の折り畳まれて交差した底1にも、同様に接着剤を塗布することができる。
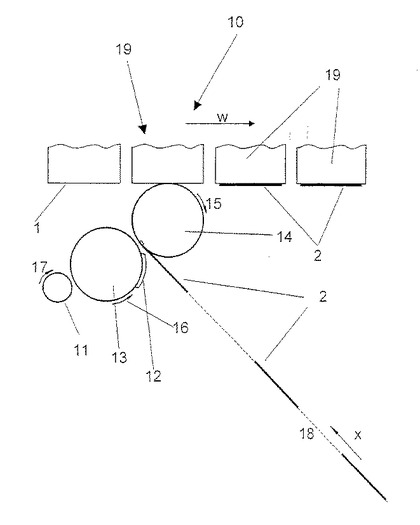
図1は、従来技術による、底部封緘紙2に接着剤を塗布するために通例使用されている、接着剤塗布装置を示している。この装置においては、接着剤ローラー11から、型部品ないし凸版12へ接着剤が転写される。型部品ないし凸版12は、版胴13によって支持されていて、型部品は、版胴13の軸線を中心として、矢印16の方向に回転する。この回転運動中に、型部品ないし凸版12は、底部封緘紙2へ接着剤を転写し、底部封緘紙は、接着剤の転写中に把持シリンダ14によって搬送される。底部封緘紙2は、事前に搬送装置(図示せず)によって、破線18に沿って矢印Xの方向に搬送されて、版胴13と把持シリンダ14との間の隙間を通る。把持シリンダ14が矢印15の方向へ回転すると、接着剤を塗布された封緘紙は、袋の底部1に重ね合わせられる。袋の底部1は、搬送装置(図示せず)によって、矢印Wの方向へ搬送される。こうして、袋19の底部1が封止される。
把持シリンダ14と袋の搬送装置との間には押圧力が作用して、封緘紙2と袋の底部とを互いに圧接させ、恒久的に結合させる。
【0010】
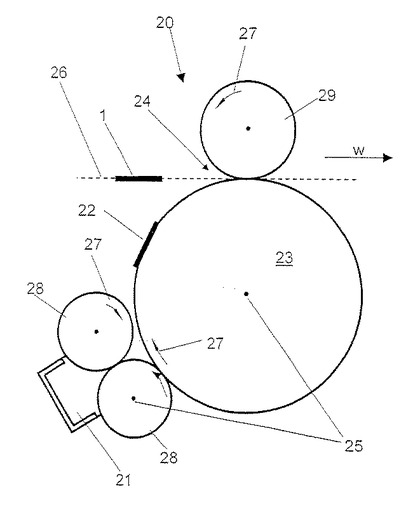
図2は、別の従来技術による、一般に使用される、袋の底部1に接着剤を塗布する接着剤塗布装置20を示している。このために、版胴23の外周に取り付けられた型部品ないし凸版22は、版胴23がその軸線25を中心として矢印27の方向へ回転すると、接着剤転写シリンダ28に接触して、接着剤が付着する。このために、型部品22には、型部品12と同様に、不図示のぎざぎざの窪みが形成されている。これらの窪みには、接着剤転写ローラーに接触したときに、接着剤が充填される。
接着剤転写ローラー28は、接着剤リザーバ21の開口を絞っている。このローラーが回転すると、その円周に沿って、接着剤リザーバ21から凸版22へ接着剤が転写される。
版胴23がさらに回転すると、型部品ないし凸版22は、シリンダ29と版胴23との隙間24に到達する。ここで、凸版22は、袋の底部1に対して接着剤を転写する。袋は、事前に不図示の搬送装置によって、破線26に沿って搬送されて、ローラーの隙間を通る。
袋の形状及びサイズを変更する場合には、型部品12,22を、新たな袋の形状及びサイズに対応した別の型部品と交換する。
【0011】
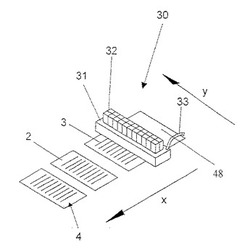
図3は、本発明による、袋の交差した底のための封緘紙に接着剤を塗布する接着剤塗布装置30を示している。矢印xの方向に搬送される、個々に分かれた封緘紙2には、接着剤の掃引線3が塗布されている。このために、接着剤塗布装置30は塗布ヘッド31を備えている。この塗布ヘッドには、配管33を介して接着剤が送られる。塗布ヘッド31の内部において、接着剤は、適当な接着剤導管によってバルブ32に分配される。塗布ヘッド31には、封緘紙2の搬送方向xを横切る方向に、2列のバルブが配列されている。これらのバルブ32は、少なくとも接着剤の流れを放出させ、また、放出を止めることができる。バルブ32は、外部の、好ましくは電気的な信号によって制御され、接着剤の圧力に耐えることができる。
図3には見えていない塗布ヘッド31の下面には、接着剤出口オリフィス71が設けられていて、該オリフィスを通って塗布ヘッド31から接着剤が放出されることで、接着剤の掃引線3が形成される。矢印xは、封緘紙2の搬送方向を示していて、矢印yは、それに直交する水平方向を示している。
【0012】
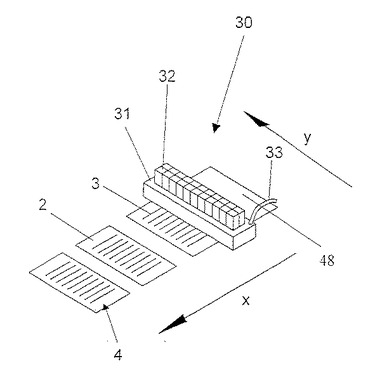
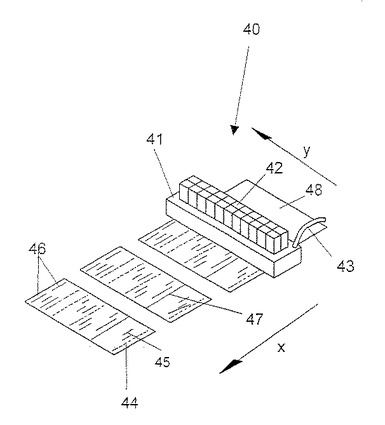
図4は、外観的には図3の接着剤塗布装置30と同一である、接着剤塗布装置40を示している。それぞれ異なった接着剤の掃引線44〜47は、この装置によれば、型部品ないし凸版を使用せずに、ほとんど違った形態に接着剤を塗布できることを示している。この装置によれば、袋の製造中にバルブのオン/オフを切り替えることによって、凸版の幅方向、つまりy方向についての接着剤塗布領域の広がりを変化させることができる。封緘紙2,48に接着剤を塗布する全期間にわたって、又はひとつの形状及びサイズの袋の底部に接着剤を塗布する全期間にわたって、バルブが開かれているのではなく、バルブは必要に応じてオフに切り替えられる。これによって、図3に示すように、矩形の接着剤塗布面の形状を得ることができる。これは、概略等しい長さをもった、端から端までの、接着剤の掃引線3,47によって形成される。
【0013】
このために、所定の形状及びサイズに接着剤を塗布している間には開かれていたバルブは、端から端まで接着剤の掃引線47を形成した後には、いったん閉じられる。バルブは、未だ接着剤が塗布されていない次の封緘紙48が接着剤出口オリフィスに到達したときに、再び開かれる。産業界において一般的である接着剤の塗布速度に対して、このシーケンスを適用するためには、バルブ32の切換時間について、かなりの要件が求められる。接着剤を塗布する形状及びサイズや塗布する接着剤の量をさらに変化させようとするならば、バルブ32は、端から端までの連続的な接着剤の掃引線47を形成する場合に比べて、さらに高速に開閉しなければならない。
従って、特に、数回中断するような掃引線44として接着剤を塗布することによって、塗布される接着剤の量をかなり変化させることができる。接着剤塗布面の形状及びサイズをさらに変化させて、矩形の形状とは違った形状にするためには、短い掃引線45及び中断する掃引線46として接着剤を塗布すれば良い。例えば、図9(a)及び(b)に示すように、4a)U字形の、または、4b)矩形の枠状の、接着剤塗布面の形状4がしばしば求められる。このためには、袋の構成要素1及び2に接着剤を塗布する間に、バルブをそれぞれ別々に制御することが必要である。
【0014】
袋の底を封止する装置において、バルブ32のオン/オフ切換時間が5msより短いならば、有利である。そうした場合には、個々の接着剤の掃引線をx方向に変化させることで、上述したような一般的に採用されている接着剤の塗布速度において、産業界において求められる接着剤塗布面の形状及びサイズのほとんどのバリエーションを実現することができる。
本発明による装置において、バルブをさらに高速にオン/オフに切り替えられるならば、どれほど自在な塗布形状を得ることができるか、接着剤の掃引線45〜47の多様性を見れば想像できるだろう。
【0015】
図3及び図4に示したデザインは、別々に切り離された封緘紙2に接着剤を塗布するのに適していると共に、切り離される前の紙片にも接着剤を塗布することができる。袋の底部の場合にも、同様なやり方によって、接着剤を塗布することができる。
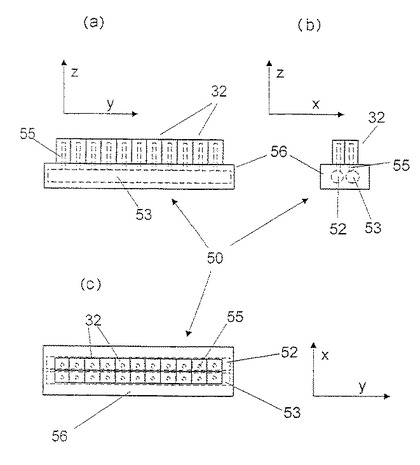
図5(a)〜(c)は、好ましい実施形態による塗布ヘッド50において、その内部に導管が設けられ、バルブ32に結合されている様子を示している。図5(a)〜(c)の煩雑化を防ぐために、接着剤出口オリフィス71と、バルブ32から接着剤出口オリフィス71につながる接着剤導管とについては、その図示を省略している。
図5(a)及び(b)において、破線にて示すように、接着剤導管は、横断する2本の通路52及び53として設けられている。これらの通路は、塗布ヘッド50の内部において、封緘紙2や袋の底部1が搬送される方向xに対して実質的に直交する方向に配置されている。図5(c)において、これら2つの接着剤通路52及び53の実施形態は、製造上の理由から、丸いくり貫き孔として示されている。しかしながら、別な形状をもった通路でも良い。
【0016】
接着剤通路52及び53からは接着剤通路55が垂直なz方向に立ち上がっている。接着剤は、これらの通路55から直接、バルブ32に導かれる。
塗布ヘッドにおける、接着剤供給管が接続される先端とは反対側の先端部において、接着剤通路52と53との両方を結合するのが有利である。両者を結合するためには、塗布ヘッド50にx方向に走るような別の通路を追加する。これにより、接着剤は、供給管から接着剤通路52に流入し、結合通路を通り、接着剤通路53を通って、最後には、接着剤排出口から排出される。このように、かかる塗布ヘッドにおいては、接着剤を循環させることが可能である。
なお、これらの追加的な特徴については図5(a)〜(c)には示していない。
【0017】
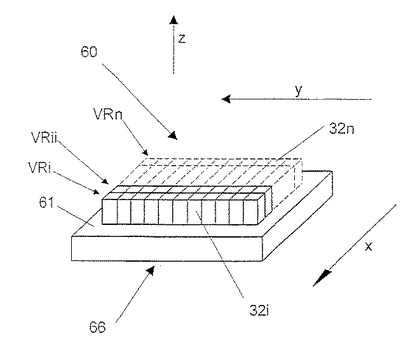
図6及び図7においては、バルブ32の数と接着剤出口オリフィス71との関係を改めて強調している。
この関係は、接着剤塗布面の形状における幅の調節可能性に影響するものである。接着剤塗布面の形状における幅とは、接着剤塗布面4におけるy方向の広がりを意味している。わずかに限られた数のバルブに多数の接着剤出口オリフィスを割り当てたとするならば、得られる接着剤塗布面の幅は、大ざっぱ、つまり解像度が低いものになる。しかしながら、試験によれば、独立的に制御される5つのバルブを備えるならば、商業的に用いられる少なくともひとつの接着剤塗布面を有利に生産することができることが見い出された。
図6に示した塗布ヘッド60においては、複数の列のバルブVRi〜nが、袋の構成要素が搬送されるx方向に、次々に並べられて配置されている。バルブ列の中における特定位置のバルブを示すために、バルブ32と、それに割り当てられた接着剤通路72,73との符号には、i〜nの符号を附記して図示している。
こうした接着剤塗布装置においては、バルブ32の全幅Bが問題になるので、バルブ32をひとつずつy方向に配列することが有利である。この全幅Bは、しばしば、袋の構成要素が搬送される方向に対して直交する方向において、求められる接着剤の掃引線の間隔よりも大きな寸法になってしまう。一般には、図7(b)に示す如く、それぞれのバルブに、複数の接着剤出口オリフィスを割り当てることが有利である。しかしながら、本発明のそうした実施形態においては、バルブが閉じると数本の掃引線が中断することになるので、接着剤塗布面の形状4の幅を自由に構成しようとした場合に、その解像度は低くなる。ひとつの塗布ヘッド61に極めて多数のバルブ32を設けるならば、y方向に接近した接着剤の掃引線を塗布でき、同時に、極めて高い解像度にて接着剤塗布面の輪郭を形成できる。また、y方向に互いにずれたバルブ列を用いることでも、この目的を達成することができる。また、複数のバルブ列VRi〜VRnを備えた塗布ヘッドの場合、図7(a)に示す如く、接着剤出口オリフィスを一列に並べることができる。このためには、垂直な接着剤出口通路72及び73をx方向に導く。
【0018】
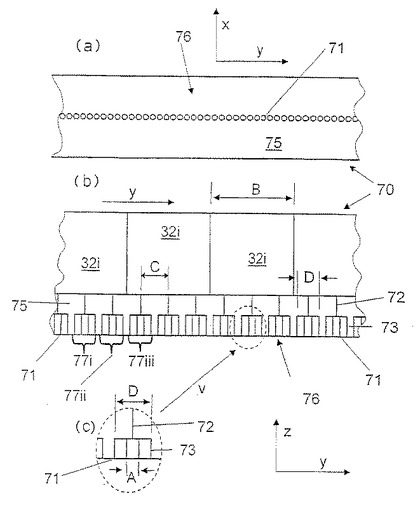
前述した図7(a)は、塗布ヘッド70における、袋の構成要素1及び2に対面する側の面76を示している。塗布ヘッド70は、本質的には、バルブ取付プレート75と、その上に取り付けられたバルブ32とから構成されている。前述の如く、接着剤出口オリフィスは、封緘紙2が搬送されるx方向に対して直交する方向に、一列に配列されている。従って、本発明の図示の実施形態においては、ボア孔71は、x方向について同一の高さに設けられている。
出口オリフィス71をx方向について別々の高さに形成するならば、バルブの制御において、通過時刻差を考慮しなければならない。接着剤出口オリフィスがx方向についてバラバラな位置に設けられている場合、ある袋の構成要素1及び2がオリフィスを通過する時刻はオリフィス毎に別々になって、通過時間差が生じることになる。この通過時間差は、速度に依存するので、考慮することは困難である。従って、図7(a)に示した構成は著しく有利である。
【0019】
図7(b)は、接着剤がバルブ32から接着剤出口オリフィス71まで到達する様子を示している。図2においては、第1のバルブ列VRiに含まれるバルブ32iだけが見えている。しかしながら、図7(b)の実施形態においては、3列のバルブが設けられていて、2つのバルブ列は図面の背後に隠れている。本実施形態においては、それぞれのバルブ32i〜32iiiに対して、4つの接着剤出口オリフィス71が割り当てられている。括弧でくくられた縦線77i〜77iiiのそれぞれは、3つの隣合う接着剤出口オリフィス71のグループを示していて、各グループは、3つのバルブ列VRi〜VRiiiのそれぞれひとつに割り当てられている。バルブの開口はy方向の中央に、つまりバルブの幅Bの中央に位置している。これらのバルブ開口は、上部接着剤出口通路72に対して整列されている。このタイプの配列を可能にするために、バルブ列VRi〜VRiiiはそれぞれ、y方向に距離Cだけ互いにずれて配置されている。図示の構成においては、接着剤出口オリフィス71の間の距離Aは、バルブ幅Bに比べてはるかに小さくなっている。従って、最初に、狭い間隔で、微細な接着剤の掃引線3を塗布し、次に、それを塗り広げて又は押し潰して、平坦な塗布面を容易に得ることができる。
【0020】
本発明の実施形態においては、バルブが選択的にオン/オフに切り替えられて、接着剤塗布面の幅が調節されるとき、前述の如く、2つの隣接する上部接着剤出口通路72の間の距離Cによって、解像度が定まる。同様に、接着剤塗布面の形状を、図3に示して上述した矩形状の形状以外の、図4及び図9(a)〜(b)に示したような形状に変化させる場合にも、距離Cによって、接着剤塗布面の形状についての解像度が定まる。
この文脈において、図7(b)は、ひとつのバルブによって接着剤の供給を受けるそれぞれの接着剤出口オリフィス間の距離Aを加算した寸法Dが重要であることを示している。
図7(b)に示した実施形態においては、前述の如く、別のバルブ列VRnが背後に配列されているので、バルブ幅Bに比べて寸法Dを明らかに小さくすることができる(D < B/3)。接着剤塗布面の幅及び形状を大きな解像度にて変化させる場合には、かかる数値を必要最小限にまで小さくできるので、この係数は重要である。従って、接着剤を節約することができる。これは、充分な解像度の場合にも、型部品12及び22を変更せずに、可能になる。
【0021】
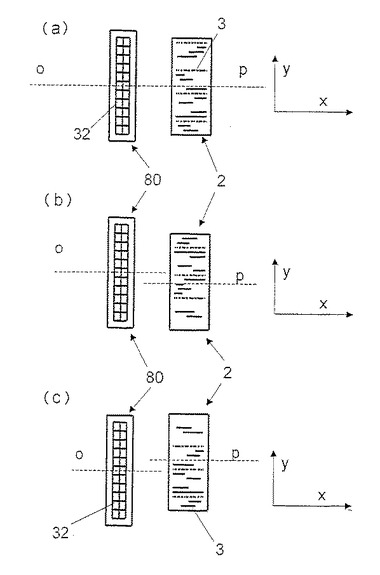
図8(a)〜(c)は、封緘紙2に対してy方向に移動可能であるような塗布ヘッド80の実施形態について、平面図を示している。本発明のこの実施形態においては、解像度と接着剤塗布面の幅とを変化できる可能性がさらに広がって、接着剤塗布面の輪郭4を任意形状に形成する場合のフレキシビリティが高まり、型部品を交換する必要もない。
塗布ヘッドの移動は、図示した中心線o及びpの配置に基づいて行われる。中心線o及びpはそれぞれ、塗布ヘッド80と封緘紙2との中心を通っている。図8(a)は、両方の中心線が整列された状態を示している。その他の図は、塗布ヘッド80を封緘紙2に対して相対的に変位させた状態を示している。変位機構についての詳細は図示を省略している。
【0022】
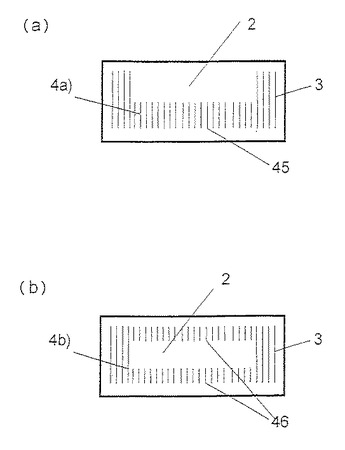
前述したように、図9(a)及び(b)は、2つの封緘紙2について、4a)U字形と、4b)矩形状との、接着剤塗布面の形状を示している。U字形の接着剤塗布の形状は、端から端まで連続的した接着剤の掃引線3と、接着剤の短い掃引線45とによって構成されている。矩形状4b)の接着剤塗布の形状は、端から端まで連続的した接着剤の掃引線3と、途中が中断した接着剤の掃引線46とによって構成されている。袋の構成要素1及び2に接着剤を塗布する間に、接着剤バルブ32を選択的に制御することによって、これらとは異なったタイプの接着剤の掃引線を実現することができる。
図には、接着剤を輸送したり、押し出しに必要な圧力を接着剤に加えたり、維持したりするための、普通に使用されるポンプや圧力容器については示していない。本発明の上述した及び請求項に記載したすべての実施形態は、最初に接着剤をローラーその他のものに塗布してから、その後に袋の構成要素に転写するような、袋の構成要素に対する間接的な接着剤の塗布にも同様に適用することができる。
【0023】
図10は、例えば袋の製造装置などに用いられるノズル塗布器114について、別の側面図を示している。ノズル塗布器のノズル103には、接着剤の流入111を受ける接着剤供給源101によって、液体状の接着剤が供給される。ノズル塗布器は、制御配線102とコネクタ112とを介して、電力と制御信号とを受ける。
【0024】
図11は、この装置の別の上面図を示している。
図12は、A−A線による型板装置119の別の断面図を示している。この実施形態による型板装置119は、ベース板104と、サンドイッチ板105と、ピン板106とから構成されている。バルブ103を開くと、加圧された接着剤が入口116に押し込まれる。図13には、ピン板によって形成される通路系統115の全体を示している。通路系統は、複数の通路115を備えていても良い。こうした通路系統の主目的は、複数の出口オリフィスへ接着剤を分配させることである。バルブの幅に比べて、出口オリフィス間の隙間が小さいので、このように分配することが重要である。また、バルブのコストは高いので、こうした通路系統を用いることには正当性がある。従って、ひとつのバルブから複数の通路に接着剤を供給することが可能である。そして、通路は、複数の出口オリフィスへ接着剤を分配する。図示の実施形態においては、接着剤は通路115から出口オリフィス113へ送られる。次に、出口オリフィス113から排出された接着剤は、紙又は箔材料107に塗布され、このとき、材料107は型板装置119を矢印121の方向に通り過ぎるので、接着剤の掃引線108が形成される。図示の実施形態においては、出口オリフィス113はピン120によって密封可能になっている。これらのピンは、ピン板106に回転可能に取り付けられていて、その軸線方向については、安全装置118によって固定されている。ピン120は出口オリフィス113を貫通している。出口オリフィス113の高さにおいて、ピンは、接着剤出口オリフィス117を備えている。このボア孔を適切に調節することによって、接着剤が通り抜けることができ、接着剤は材料107に塗布される。図12は、接着剤の塗布がちょうど完了した状態を示している。このために、ピンの頭部に設けた溝(図示せず)の助けによって、ピン120をネジの如く90゜回転させて、接着剤出口オリフィス117の軸線が図の紙面に対して直立して、この開口117が見えるような状態にする。
【0025】
図13は、ピン板104を残りの型板装置119から取り外した状態における、上面図を示している。この板を流れる接着剤の方向が理解できるだろう。通路115と出口オリフィスとが明確に示されている。
【符号の説明】
【0026】
x…封緘紙が搬送される方向
y…封緘紙の搬送方向に対して直交する方向(水平方向)
z…封緘紙の搬送方向に対して直交する方向(垂直方向)
W…袋の底部1が搬送される方向
1…袋の底部
2…封緘紙
3…接着剤の掃引線
4…矩形状の接着剤塗布面
4a)…U字形の接着剤塗布面
4b)…矩形枠状の接着剤塗布面
10…従来技術による封緘紙のための接着剤塗布装置
11…接着剤シリンダ
12…型部品ないし凸版
13…版胴
14…把持シリンダ
15…把持シリンダの回転方向
16…版胴の回転方向
17…接着剤シリンダの回転方向
18…破線
19…袋
20…従来技術による袋の底部のための接着剤塗布装置
21…接着剤リザーバ
22…型部品ないし凸版
23…版胴
24…ローラーの隙間
25…シリンダの軸線
26…袋の搬送路を示した破線
27…シリンダの回転方向
28…接着剤転写シリンダ
29…押圧シリンダ
30…本発明による接着剤塗布装置
31…塗布ヘッド及び/又は塗布プレート
32…バルブ
32n…バルブ列におけるn番目のバルブ
33…接着剤供給管
40…本発明による接着剤塗布装置
41…塗布ヘッド及び/又は塗布プレート
42…バルブ
43…接着剤供給管
44…一定間隔で中断した接着剤掃引線
45…短い接着剤掃引線
46…中断した接着剤掃引線
47…端から端まで連続的した接着剤掃引線
48…接着剤を塗布されていない封緘紙
50…塗布ヘッド
52…塗布ヘッドにおけるy方向(水平)の接着剤通路
53…塗布ヘッドにおけるy方向(水平)の接着剤通路
55…塗布ヘッドにおけるz方向(垂直)の接着剤通路
56…取付プレート
60…n列のバルブを有する塗布ヘッド
61…バルブ取付プレート
VRi…第1のバルブ列
VRii…第2のバルブ列
VRn…n番目のバルブ列
66…バルブ取付プレートにおける袋の構成要素とは反対の側
70…塗布ヘッド
71…接着剤出口オリフィス
72…上部接着剤出口通路
73…下部接着剤出口通路
75…バルブ取付プレート
76…バルブ取付プレートにおける袋の構成要素に対面する側
77i…第1グループの接着剤出口オリフィス
77ii…第2グループの接着剤出口オリフィス
77iii…第3グループの接着剤出口オリフィス
A…2つの接着剤出口オリフィス71間のy方向の距離
B…バルブ32のy方向の幅
C…2つの隣接する上部接着剤出口オリフィスのy方向の距離
D…ひとつのバルブから接着剤を供給される接着剤出口オリフィス71間の距離の合計 80…実施形態による塗布ヘッド
o…塗布ヘッド80の中心線
p…封緘紙2の中心線
y…袋の構成要素の搬送方向に対して直交する方向
101…接着剤供給源
102…電気制御配線
103…電磁バルブ
104…ベース板
105…サンドイッチ板
106…ピン板
107…紙又は箔
108…接着剤(澱粉質など)
110…ピンの頭部
111…接着剤の流入
112…コネクタ
113…出口オリフィス
114…シール
115…通路
116…流入
117…接着剤供給ボア孔
118…ピンの安全装置(リテーナ)
119…型板装置
120…ピン
121…材料107が搬送される方向
【技術分野】
【0001】
本発明は、請求項1の前文に記載したような、紙袋の底部を封止するための装置に関する。
【背景技術】
【0002】
この種の装置は、様々に異なったタイプの袋を製造するために使用されている。そうした袋には、通常はバルブ袋として製造されるセメント袋が含まれる。このために、通常、折り畳まれた袋の底部には、バルブ付き封緘紙が挿入される。しかしながら、底が、挟まれた袋と、厚く切られた袋と、折り畳まれて交差した袋とを区別することは重要である。底が交差している袋の製造方法については、例えばDE 090 145 48 U1号、及びDE3020043A1号に開示されていて、接着剤の塗布について特別な要件を求めている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】DE 090 145 48 U1号
【特許文献2】DE 3020043 A1号
【0004】
これらの種類のすべての装置において、袋の底部は接着剤、通常は澱粉質の接着剤の助けによって形成される。このために、請求項1の前文に記載したように、折り畳まれた底部若しくはバルブ付きの封緘紙又はこれらの両方に、接着剤の層が塗布されて、続いて、これらを一体化させる。それぞれの袋の構成要素は、接着ローラーやその他の接着剤貯蔵ないし転写要素などの、型部品に接触させることによって、接着剤を塗布される。型部品は、回転ローラーに取り付けられていて、凸版とも通称される。接着ローラーを回転させると、型部品には、接着剤が供給される。ローラーが回転を続けると、型部品の表面上に付着していた接着剤は、袋のそれぞれの構成要素に転写される。かかる目的のために、型部品は、高さが高くなった部分(隆起部)を備えていて、この部分は特定の袋の形状及びサイズに一致するように適合している。別の寸法の袋を製造するときには、袋の底を封止する装置において、型部品を交換する。
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述した方法によって接着剤を広げることは、紙袋の底を封止する装置に用いた場合、取扱いのやっかいな多量の澱粉質の接着剤を適切に塗布することができて、成功することが判明している。
しかしながら、こうした接着剤の転写による方法では、多くの機械的な接着剤転写部品、例えば版胴や型部品などを後で清掃する必要がある。
従って、本発明の目的は、これらの構成要素を不要にすることである。
【課題を解決するための手段】
【0006】
上述の課題を解決するために、本発明は、
少なくともひとつの接着剤塗布装置を備え、
前記接着剤塗布装置は、少なくともひとつの接着剤リザーバ又は少なくともひとつの接着剤導管を備えていて、その中で、接着剤には大気圧よりも高い圧力が加えられ、
少なくともひとつの接着剤リザーバ又は少なくともひとつの接着剤導管は、少なくともひとつの接着剤出口オリフィスを備え、これを通った接着剤が、封緘紙及び/又は折り畳まれた底部に、直接的に塗布される、ことを特徴としている。
本発明の有利な実施形態においては、接着剤を塗布すべき袋の構成要素に対して接着剤を移動させることができると共に、袋の底部を封止する装置において接着剤を保持している、接着剤リザーバや接着剤導管などの構成部分は、袋の構成要素に接触することがない。このために、出口オリフィスは、接着剤が塗布される部品から、適切に遠ざけられている。接着剤は、接着剤を塗布すべき部品に対してスプレーすると良い。この非接触式の接着剤塗布によれば、接着剤が塗布された面の形状が、接触によって、にじんだり、ゆがんだりすることが防止される。
【0007】
しかしながら、接着剤の塗布の輪郭は、意図的に、接着剤塗布装置の構成要素によって広げても良い。特に、全面にわたって接着剤を塗布するのではなく、例えば接着剤の掃引線の形態によって塗布する場合には、接着剤の掃引線を塗り広げることによって全面をカバーできる。接着剤リザーバ又は接着剤導管と、接着剤の掃引線とを直接的に接触させることによっても、こうした塗り広げは可能である。しかしながら、原則としては、接着剤の掃引線を塗り広げないし押し潰すためには、追加的なローラーを用いるのが良い。
本発明による別の有利な実施形態においては、接着剤塗布ヘッドは、多数の出口オリフィスを備えている。
【図面の簡単な説明】
【0008】
【図1】図1は、従来技術による、袋の底部の封緘紙のための塗布装置を示した図である。
【図2】図2は、従来技術による、袋の交差した底に塗布を行う装置を示した図である。
【図3】図3は、本発明による接着剤塗布装置を示した斜視図である。
【図4】図4は、本発明による接着剤塗布装置が接着剤を複雑な形態に塗布している様子を示した図である。
【図5】図5(a)は、本発明に従った、バルブに接着剤を供給する接着剤導管の実施形態を示した側面図である。図5(b)は、図5(a)の実施形態について示した上面図である。図5(c)は、図5(a)の実施形態について示した別の側面図である。
【図6】図6は、複数の列のバルブを備えた塗布ヘッドを示した図である。
【図7】図7(a)は、塗布ヘッドを示した側面図であって、接着剤が塗布される部品に対面する側を示している。図7(b)は、図7(a)の実施形態による塗布ヘッドにおける、バルブから出口オリフィスへの接着剤導管を示した模式図である。図7(c)は、図7(b)の一部分を示した拡大図である。
【図8】図8(a)は、y方向に動くことができる塗布ヘッドを示した平面図である。図8(b)は、y方向に動くことができる塗布ヘッドを示した平面図である。図8(c)は、y方向に動くことができる塗布ヘッドを示した平面図である。
【図9】図9(a)は、接着剤塗布面の形状がU字形になっている封緘紙2を示した図である。図9(b)は、接着剤塗布面の形状が矩形の枠状になっている封緘紙2を示した図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施形態について、添付図面を参照しつつ説明する。添付図面には、底が交差した袋のための接着剤塗布装置と併せて、従来技術による装置も示している。図示した本発明による装置は、底部封緘紙2だけに接着剤を塗布するものになっている。しかしながら、この装置によれば、袋の折り畳まれて交差した底1にも、同様に接着剤を塗布することができる。
図1は、従来技術による、底部封緘紙2に接着剤を塗布するために通例使用されている、接着剤塗布装置を示している。この装置においては、接着剤ローラー11から、型部品ないし凸版12へ接着剤が転写される。型部品ないし凸版12は、版胴13によって支持されていて、型部品は、版胴13の軸線を中心として、矢印16の方向に回転する。この回転運動中に、型部品ないし凸版12は、底部封緘紙2へ接着剤を転写し、底部封緘紙は、接着剤の転写中に把持シリンダ14によって搬送される。底部封緘紙2は、事前に搬送装置(図示せず)によって、破線18に沿って矢印Xの方向に搬送されて、版胴13と把持シリンダ14との間の隙間を通る。把持シリンダ14が矢印15の方向へ回転すると、接着剤を塗布された封緘紙は、袋の底部1に重ね合わせられる。袋の底部1は、搬送装置(図示せず)によって、矢印Wの方向へ搬送される。こうして、袋19の底部1が封止される。
把持シリンダ14と袋の搬送装置との間には押圧力が作用して、封緘紙2と袋の底部とを互いに圧接させ、恒久的に結合させる。
【0010】
図2は、別の従来技術による、一般に使用される、袋の底部1に接着剤を塗布する接着剤塗布装置20を示している。このために、版胴23の外周に取り付けられた型部品ないし凸版22は、版胴23がその軸線25を中心として矢印27の方向へ回転すると、接着剤転写シリンダ28に接触して、接着剤が付着する。このために、型部品22には、型部品12と同様に、不図示のぎざぎざの窪みが形成されている。これらの窪みには、接着剤転写ローラーに接触したときに、接着剤が充填される。
接着剤転写ローラー28は、接着剤リザーバ21の開口を絞っている。このローラーが回転すると、その円周に沿って、接着剤リザーバ21から凸版22へ接着剤が転写される。
版胴23がさらに回転すると、型部品ないし凸版22は、シリンダ29と版胴23との隙間24に到達する。ここで、凸版22は、袋の底部1に対して接着剤を転写する。袋は、事前に不図示の搬送装置によって、破線26に沿って搬送されて、ローラーの隙間を通る。
袋の形状及びサイズを変更する場合には、型部品12,22を、新たな袋の形状及びサイズに対応した別の型部品と交換する。
【0011】
図3は、本発明による、袋の交差した底のための封緘紙に接着剤を塗布する接着剤塗布装置30を示している。矢印xの方向に搬送される、個々に分かれた封緘紙2には、接着剤の掃引線3が塗布されている。このために、接着剤塗布装置30は塗布ヘッド31を備えている。この塗布ヘッドには、配管33を介して接着剤が送られる。塗布ヘッド31の内部において、接着剤は、適当な接着剤導管によってバルブ32に分配される。塗布ヘッド31には、封緘紙2の搬送方向xを横切る方向に、2列のバルブが配列されている。これらのバルブ32は、少なくとも接着剤の流れを放出させ、また、放出を止めることができる。バルブ32は、外部の、好ましくは電気的な信号によって制御され、接着剤の圧力に耐えることができる。
図3には見えていない塗布ヘッド31の下面には、接着剤出口オリフィス71が設けられていて、該オリフィスを通って塗布ヘッド31から接着剤が放出されることで、接着剤の掃引線3が形成される。矢印xは、封緘紙2の搬送方向を示していて、矢印yは、それに直交する水平方向を示している。
【0012】
図4は、外観的には図3の接着剤塗布装置30と同一である、接着剤塗布装置40を示している。それぞれ異なった接着剤の掃引線44〜47は、この装置によれば、型部品ないし凸版を使用せずに、ほとんど違った形態に接着剤を塗布できることを示している。この装置によれば、袋の製造中にバルブのオン/オフを切り替えることによって、凸版の幅方向、つまりy方向についての接着剤塗布領域の広がりを変化させることができる。封緘紙2,48に接着剤を塗布する全期間にわたって、又はひとつの形状及びサイズの袋の底部に接着剤を塗布する全期間にわたって、バルブが開かれているのではなく、バルブは必要に応じてオフに切り替えられる。これによって、図3に示すように、矩形の接着剤塗布面の形状を得ることができる。これは、概略等しい長さをもった、端から端までの、接着剤の掃引線3,47によって形成される。
【0013】
このために、所定の形状及びサイズに接着剤を塗布している間には開かれていたバルブは、端から端まで接着剤の掃引線47を形成した後には、いったん閉じられる。バルブは、未だ接着剤が塗布されていない次の封緘紙48が接着剤出口オリフィスに到達したときに、再び開かれる。産業界において一般的である接着剤の塗布速度に対して、このシーケンスを適用するためには、バルブ32の切換時間について、かなりの要件が求められる。接着剤を塗布する形状及びサイズや塗布する接着剤の量をさらに変化させようとするならば、バルブ32は、端から端までの連続的な接着剤の掃引線47を形成する場合に比べて、さらに高速に開閉しなければならない。
従って、特に、数回中断するような掃引線44として接着剤を塗布することによって、塗布される接着剤の量をかなり変化させることができる。接着剤塗布面の形状及びサイズをさらに変化させて、矩形の形状とは違った形状にするためには、短い掃引線45及び中断する掃引線46として接着剤を塗布すれば良い。例えば、図9(a)及び(b)に示すように、4a)U字形の、または、4b)矩形の枠状の、接着剤塗布面の形状4がしばしば求められる。このためには、袋の構成要素1及び2に接着剤を塗布する間に、バルブをそれぞれ別々に制御することが必要である。
【0014】
袋の底を封止する装置において、バルブ32のオン/オフ切換時間が5msより短いならば、有利である。そうした場合には、個々の接着剤の掃引線をx方向に変化させることで、上述したような一般的に採用されている接着剤の塗布速度において、産業界において求められる接着剤塗布面の形状及びサイズのほとんどのバリエーションを実現することができる。
本発明による装置において、バルブをさらに高速にオン/オフに切り替えられるならば、どれほど自在な塗布形状を得ることができるか、接着剤の掃引線45〜47の多様性を見れば想像できるだろう。
【0015】
図3及び図4に示したデザインは、別々に切り離された封緘紙2に接着剤を塗布するのに適していると共に、切り離される前の紙片にも接着剤を塗布することができる。袋の底部の場合にも、同様なやり方によって、接着剤を塗布することができる。
図5(a)〜(c)は、好ましい実施形態による塗布ヘッド50において、その内部に導管が設けられ、バルブ32に結合されている様子を示している。図5(a)〜(c)の煩雑化を防ぐために、接着剤出口オリフィス71と、バルブ32から接着剤出口オリフィス71につながる接着剤導管とについては、その図示を省略している。
図5(a)及び(b)において、破線にて示すように、接着剤導管は、横断する2本の通路52及び53として設けられている。これらの通路は、塗布ヘッド50の内部において、封緘紙2や袋の底部1が搬送される方向xに対して実質的に直交する方向に配置されている。図5(c)において、これら2つの接着剤通路52及び53の実施形態は、製造上の理由から、丸いくり貫き孔として示されている。しかしながら、別な形状をもった通路でも良い。
【0016】
接着剤通路52及び53からは接着剤通路55が垂直なz方向に立ち上がっている。接着剤は、これらの通路55から直接、バルブ32に導かれる。
塗布ヘッドにおける、接着剤供給管が接続される先端とは反対側の先端部において、接着剤通路52と53との両方を結合するのが有利である。両者を結合するためには、塗布ヘッド50にx方向に走るような別の通路を追加する。これにより、接着剤は、供給管から接着剤通路52に流入し、結合通路を通り、接着剤通路53を通って、最後には、接着剤排出口から排出される。このように、かかる塗布ヘッドにおいては、接着剤を循環させることが可能である。
なお、これらの追加的な特徴については図5(a)〜(c)には示していない。
【0017】
図6及び図7においては、バルブ32の数と接着剤出口オリフィス71との関係を改めて強調している。
この関係は、接着剤塗布面の形状における幅の調節可能性に影響するものである。接着剤塗布面の形状における幅とは、接着剤塗布面4におけるy方向の広がりを意味している。わずかに限られた数のバルブに多数の接着剤出口オリフィスを割り当てたとするならば、得られる接着剤塗布面の幅は、大ざっぱ、つまり解像度が低いものになる。しかしながら、試験によれば、独立的に制御される5つのバルブを備えるならば、商業的に用いられる少なくともひとつの接着剤塗布面を有利に生産することができることが見い出された。
図6に示した塗布ヘッド60においては、複数の列のバルブVRi〜nが、袋の構成要素が搬送されるx方向に、次々に並べられて配置されている。バルブ列の中における特定位置のバルブを示すために、バルブ32と、それに割り当てられた接着剤通路72,73との符号には、i〜nの符号を附記して図示している。
こうした接着剤塗布装置においては、バルブ32の全幅Bが問題になるので、バルブ32をひとつずつy方向に配列することが有利である。この全幅Bは、しばしば、袋の構成要素が搬送される方向に対して直交する方向において、求められる接着剤の掃引線の間隔よりも大きな寸法になってしまう。一般には、図7(b)に示す如く、それぞれのバルブに、複数の接着剤出口オリフィスを割り当てることが有利である。しかしながら、本発明のそうした実施形態においては、バルブが閉じると数本の掃引線が中断することになるので、接着剤塗布面の形状4の幅を自由に構成しようとした場合に、その解像度は低くなる。ひとつの塗布ヘッド61に極めて多数のバルブ32を設けるならば、y方向に接近した接着剤の掃引線を塗布でき、同時に、極めて高い解像度にて接着剤塗布面の輪郭を形成できる。また、y方向に互いにずれたバルブ列を用いることでも、この目的を達成することができる。また、複数のバルブ列VRi〜VRnを備えた塗布ヘッドの場合、図7(a)に示す如く、接着剤出口オリフィスを一列に並べることができる。このためには、垂直な接着剤出口通路72及び73をx方向に導く。
【0018】
前述した図7(a)は、塗布ヘッド70における、袋の構成要素1及び2に対面する側の面76を示している。塗布ヘッド70は、本質的には、バルブ取付プレート75と、その上に取り付けられたバルブ32とから構成されている。前述の如く、接着剤出口オリフィスは、封緘紙2が搬送されるx方向に対して直交する方向に、一列に配列されている。従って、本発明の図示の実施形態においては、ボア孔71は、x方向について同一の高さに設けられている。
出口オリフィス71をx方向について別々の高さに形成するならば、バルブの制御において、通過時刻差を考慮しなければならない。接着剤出口オリフィスがx方向についてバラバラな位置に設けられている場合、ある袋の構成要素1及び2がオリフィスを通過する時刻はオリフィス毎に別々になって、通過時間差が生じることになる。この通過時間差は、速度に依存するので、考慮することは困難である。従って、図7(a)に示した構成は著しく有利である。
【0019】
図7(b)は、接着剤がバルブ32から接着剤出口オリフィス71まで到達する様子を示している。図2においては、第1のバルブ列VRiに含まれるバルブ32iだけが見えている。しかしながら、図7(b)の実施形態においては、3列のバルブが設けられていて、2つのバルブ列は図面の背後に隠れている。本実施形態においては、それぞれのバルブ32i〜32iiiに対して、4つの接着剤出口オリフィス71が割り当てられている。括弧でくくられた縦線77i〜77iiiのそれぞれは、3つの隣合う接着剤出口オリフィス71のグループを示していて、各グループは、3つのバルブ列VRi〜VRiiiのそれぞれひとつに割り当てられている。バルブの開口はy方向の中央に、つまりバルブの幅Bの中央に位置している。これらのバルブ開口は、上部接着剤出口通路72に対して整列されている。このタイプの配列を可能にするために、バルブ列VRi〜VRiiiはそれぞれ、y方向に距離Cだけ互いにずれて配置されている。図示の構成においては、接着剤出口オリフィス71の間の距離Aは、バルブ幅Bに比べてはるかに小さくなっている。従って、最初に、狭い間隔で、微細な接着剤の掃引線3を塗布し、次に、それを塗り広げて又は押し潰して、平坦な塗布面を容易に得ることができる。
【0020】
本発明の実施形態においては、バルブが選択的にオン/オフに切り替えられて、接着剤塗布面の幅が調節されるとき、前述の如く、2つの隣接する上部接着剤出口通路72の間の距離Cによって、解像度が定まる。同様に、接着剤塗布面の形状を、図3に示して上述した矩形状の形状以外の、図4及び図9(a)〜(b)に示したような形状に変化させる場合にも、距離Cによって、接着剤塗布面の形状についての解像度が定まる。
この文脈において、図7(b)は、ひとつのバルブによって接着剤の供給を受けるそれぞれの接着剤出口オリフィス間の距離Aを加算した寸法Dが重要であることを示している。
図7(b)に示した実施形態においては、前述の如く、別のバルブ列VRnが背後に配列されているので、バルブ幅Bに比べて寸法Dを明らかに小さくすることができる(D < B/3)。接着剤塗布面の幅及び形状を大きな解像度にて変化させる場合には、かかる数値を必要最小限にまで小さくできるので、この係数は重要である。従って、接着剤を節約することができる。これは、充分な解像度の場合にも、型部品12及び22を変更せずに、可能になる。
【0021】
図8(a)〜(c)は、封緘紙2に対してy方向に移動可能であるような塗布ヘッド80の実施形態について、平面図を示している。本発明のこの実施形態においては、解像度と接着剤塗布面の幅とを変化できる可能性がさらに広がって、接着剤塗布面の輪郭4を任意形状に形成する場合のフレキシビリティが高まり、型部品を交換する必要もない。
塗布ヘッドの移動は、図示した中心線o及びpの配置に基づいて行われる。中心線o及びpはそれぞれ、塗布ヘッド80と封緘紙2との中心を通っている。図8(a)は、両方の中心線が整列された状態を示している。その他の図は、塗布ヘッド80を封緘紙2に対して相対的に変位させた状態を示している。変位機構についての詳細は図示を省略している。
【0022】
前述したように、図9(a)及び(b)は、2つの封緘紙2について、4a)U字形と、4b)矩形状との、接着剤塗布面の形状を示している。U字形の接着剤塗布の形状は、端から端まで連続的した接着剤の掃引線3と、接着剤の短い掃引線45とによって構成されている。矩形状4b)の接着剤塗布の形状は、端から端まで連続的した接着剤の掃引線3と、途中が中断した接着剤の掃引線46とによって構成されている。袋の構成要素1及び2に接着剤を塗布する間に、接着剤バルブ32を選択的に制御することによって、これらとは異なったタイプの接着剤の掃引線を実現することができる。
図には、接着剤を輸送したり、押し出しに必要な圧力を接着剤に加えたり、維持したりするための、普通に使用されるポンプや圧力容器については示していない。本発明の上述した及び請求項に記載したすべての実施形態は、最初に接着剤をローラーその他のものに塗布してから、その後に袋の構成要素に転写するような、袋の構成要素に対する間接的な接着剤の塗布にも同様に適用することができる。
【0023】
図10は、例えば袋の製造装置などに用いられるノズル塗布器114について、別の側面図を示している。ノズル塗布器のノズル103には、接着剤の流入111を受ける接着剤供給源101によって、液体状の接着剤が供給される。ノズル塗布器は、制御配線102とコネクタ112とを介して、電力と制御信号とを受ける。
【0024】
図11は、この装置の別の上面図を示している。
図12は、A−A線による型板装置119の別の断面図を示している。この実施形態による型板装置119は、ベース板104と、サンドイッチ板105と、ピン板106とから構成されている。バルブ103を開くと、加圧された接着剤が入口116に押し込まれる。図13には、ピン板によって形成される通路系統115の全体を示している。通路系統は、複数の通路115を備えていても良い。こうした通路系統の主目的は、複数の出口オリフィスへ接着剤を分配させることである。バルブの幅に比べて、出口オリフィス間の隙間が小さいので、このように分配することが重要である。また、バルブのコストは高いので、こうした通路系統を用いることには正当性がある。従って、ひとつのバルブから複数の通路に接着剤を供給することが可能である。そして、通路は、複数の出口オリフィスへ接着剤を分配する。図示の実施形態においては、接着剤は通路115から出口オリフィス113へ送られる。次に、出口オリフィス113から排出された接着剤は、紙又は箔材料107に塗布され、このとき、材料107は型板装置119を矢印121の方向に通り過ぎるので、接着剤の掃引線108が形成される。図示の実施形態においては、出口オリフィス113はピン120によって密封可能になっている。これらのピンは、ピン板106に回転可能に取り付けられていて、その軸線方向については、安全装置118によって固定されている。ピン120は出口オリフィス113を貫通している。出口オリフィス113の高さにおいて、ピンは、接着剤出口オリフィス117を備えている。このボア孔を適切に調節することによって、接着剤が通り抜けることができ、接着剤は材料107に塗布される。図12は、接着剤の塗布がちょうど完了した状態を示している。このために、ピンの頭部に設けた溝(図示せず)の助けによって、ピン120をネジの如く90゜回転させて、接着剤出口オリフィス117の軸線が図の紙面に対して直立して、この開口117が見えるような状態にする。
【0025】
図13は、ピン板104を残りの型板装置119から取り外した状態における、上面図を示している。この板を流れる接着剤の方向が理解できるだろう。通路115と出口オリフィスとが明確に示されている。
【符号の説明】
【0026】
x…封緘紙が搬送される方向
y…封緘紙の搬送方向に対して直交する方向(水平方向)
z…封緘紙の搬送方向に対して直交する方向(垂直方向)
W…袋の底部1が搬送される方向
1…袋の底部
2…封緘紙
3…接着剤の掃引線
4…矩形状の接着剤塗布面
4a)…U字形の接着剤塗布面
4b)…矩形枠状の接着剤塗布面
10…従来技術による封緘紙のための接着剤塗布装置
11…接着剤シリンダ
12…型部品ないし凸版
13…版胴
14…把持シリンダ
15…把持シリンダの回転方向
16…版胴の回転方向
17…接着剤シリンダの回転方向
18…破線
19…袋
20…従来技術による袋の底部のための接着剤塗布装置
21…接着剤リザーバ
22…型部品ないし凸版
23…版胴
24…ローラーの隙間
25…シリンダの軸線
26…袋の搬送路を示した破線
27…シリンダの回転方向
28…接着剤転写シリンダ
29…押圧シリンダ
30…本発明による接着剤塗布装置
31…塗布ヘッド及び/又は塗布プレート
32…バルブ
32n…バルブ列におけるn番目のバルブ
33…接着剤供給管
40…本発明による接着剤塗布装置
41…塗布ヘッド及び/又は塗布プレート
42…バルブ
43…接着剤供給管
44…一定間隔で中断した接着剤掃引線
45…短い接着剤掃引線
46…中断した接着剤掃引線
47…端から端まで連続的した接着剤掃引線
48…接着剤を塗布されていない封緘紙
50…塗布ヘッド
52…塗布ヘッドにおけるy方向(水平)の接着剤通路
53…塗布ヘッドにおけるy方向(水平)の接着剤通路
55…塗布ヘッドにおけるz方向(垂直)の接着剤通路
56…取付プレート
60…n列のバルブを有する塗布ヘッド
61…バルブ取付プレート
VRi…第1のバルブ列
VRii…第2のバルブ列
VRn…n番目のバルブ列
66…バルブ取付プレートにおける袋の構成要素とは反対の側
70…塗布ヘッド
71…接着剤出口オリフィス
72…上部接着剤出口通路
73…下部接着剤出口通路
75…バルブ取付プレート
76…バルブ取付プレートにおける袋の構成要素に対面する側
77i…第1グループの接着剤出口オリフィス
77ii…第2グループの接着剤出口オリフィス
77iii…第3グループの接着剤出口オリフィス
A…2つの接着剤出口オリフィス71間のy方向の距離
B…バルブ32のy方向の幅
C…2つの隣接する上部接着剤出口オリフィスのy方向の距離
D…ひとつのバルブから接着剤を供給される接着剤出口オリフィス71間の距離の合計 80…実施形態による塗布ヘッド
o…塗布ヘッド80の中心線
p…封緘紙2の中心線
y…袋の構成要素の搬送方向に対して直交する方向
101…接着剤供給源
102…電気制御配線
103…電磁バルブ
104…ベース板
105…サンドイッチ板
106…ピン板
107…紙又は箔
108…接着剤(澱粉質など)
110…ピンの頭部
111…接着剤の流入
112…コネクタ
113…出口オリフィス
114…シール
115…通路
116…流入
117…接着剤供給ボア孔
118…ピンの安全装置(リテーナ)
119…型板装置
120…ピン
121…材料107が搬送される方向
【特許請求の範囲】
【請求項1】
折り畳まれて交差した紙袋(1)の底部を封止するための装置であって、この装置が、 紙袋(1)には折り畳まれて交差した底部が形成されていて、
この底部は、袋(1)が製造される管状部分の端部を折り畳むことによって実現されていて、
この管状部分の端部である折り畳まれた底部(1)に、及び/又は、底部(1)に接着させられる封緘紙(2)に、接着剤塗布装置(10,20,30,40)によって接着剤層を塗布し、
折り畳まれた底部(1)と封緘紙(2)とを、接触させて接着させる、
ような前記装置において、
少なくともひとつの接着剤塗布装置(10,20,30,40)を備え、
前記接着剤塗布装置は、少なくともひとつの接着剤リザーバ(21)又は少なくともひとつの接着剤導管(33,52,53)を備えていて、その中で、接着剤には大気圧よりも高い圧力が加えられ、
少なくともひとつの接着剤リザーバ(21)又は少なくともひとつの接着剤導管(33,52,53,55,72,73)は、少なくともひとつの接着剤出口オリフィス(71)を備え、これを通った接着剤が、封緘紙(2)及び/又は折り畳まれた底部(1)に、直接的に塗布される、
ことを特徴とする袋の底部の封止装置。
【請求項2】
前記装置において、
少なくともひとつの接着剤出口オリフィス(71)又は袋の底部を封止する装置におけるその他の構成要素と、封緘紙(2)及び/又は折り畳まれた底部(1)とが、非接触の状態において、接着剤の塗布が行われる、
ことを特徴とする請求項1に記載の袋の底部の封止装置。
【請求項3】
前記装置において、
接着剤出口オリフィス(71)に接着剤を供給する接着剤導管(33,52,53,55,72,73)は、少なくともひとつのバルブ(32)を備えている、
ことを特徴とする請求項1又は2に記載の袋の底部の封止装置。
【請求項4】
前記装置において、
接着剤塗布装置(10,20,30,40,50,60,70)は、塗布ヘッド(31,41,50,60,80)を備え、
該接着剤塗布装置は、少なくともひとつの接着剤リザーバ(21)又は少なくともひとつの接着剤導管(33,52,53,55,72,73)の部分を備え、
それらに、少なくともひとつの接着剤出口オリフィス(71)が割り当てられている、 ことを特徴とする請求項1から3のいずれか一項に記載の袋の底部の封止装置。
【請求項5】
前記装置において、
塗布ヘッド(31,41,50,60,80)は、複数の接着剤出口オリフィス(71)を備えている、
ことを特徴とする請求項4に記載の袋の底部の封止装置。
【請求項6】
前記装置において、
塗布ヘッド(31,41,50,60,80)は、平坦状の形態(61)を有していて、
接着剤が塗布される袋の構成要素と対面する側(76)に、接着剤出口オリフィス(71)が設けられている、
ことを特徴とする請求項5に記載の袋の底部の封止装置。
【請求項7】
前記装置において、
塗布ヘッド(31,41,50,60,80)には、バルブ(32)が備えられている、
ことを特徴とする請求項4から6のいずれか一項に記載の袋の底部の封止装置。
【請求項8】
前記装置において、
塗布ヘッド(31,41,50,60,80)における、接着剤が塗布される袋の構成要素に対面する面とは反対の側(66)に、バルブ(32)が備えられている、
ことを特徴とする請求項7に記載の袋の底部の封止装置。
【請求項9】
前記装置において、
少なくともひとつの接着剤出口オリフィス(71)の部分が、搬送方向に直交する方向(y)に配置された、それぞれの間の距離(A)は、バルブ(32)の幅(B)に比べて小さい寸法になっている、
ことを特徴とする請求項7又は8に記載の袋の底部の封止装置。
【請求項10】
前記装置において、
塗布ヘッド(31,41,50,60,80)において、バルブ(32)に比べて数の多い接着剤出口オリフィス(71)が設けられている、
ことを特徴とする請求項7から9のいずれか一項に記載の袋の底部の封止装置。
【請求項11】
前記装置において、
塗布ヘッド(31,41,50,60,80)に設けられた接着剤出口オリフィス(71)は、接着剤が塗布される袋の構成要素(1,2)が搬送される方向に対して実質的に直交する方向(y)に、一列に並べて配列されている、
ことを特徴とする請求項5から10のいずれか一項に記載の袋の底部の封止装置。
【請求項12】
前記装置において、
塗布ヘッド(31,41,50,60,80)の内部に設けられた、少なくともひとつのボア孔ないしチャンバ(52,53)を介して、バルブ(32)に接着剤が供給される、
ことを特徴とする請求項5から11のいずれか一項に記載の袋の底部の封止装置。
【請求項13】
前記装置において、
少なくともひとつのボア孔ないしチャンバ(52,53)は、袋の構成要素(1,2)が搬送される方向(x)に対して、実質的に直交する方向に配置されている、
ことを特徴とする請求項12に記載の袋の底部の封止装置。
【請求項14】
前記装置において、
塗布ヘッド(31)に設けられたバルブ(32)の少なくとも一部は、袋の構成要素(1,2)が搬送される方向(x)に、ずらして配列されている、
ことを特徴とする請求項7から13のいずれか一項に記載の袋の底部の封止装置。
【請求項15】
前記装置において、
バルブ(32)は別々の列(VR1,VRn)をなすように配列されていて、これらの列は、袋の構成要素(1,2)が搬送される方向(x)に対して直交する方向(y)に配置されている、
ことを特徴とする請求項14に記載の袋の底部の封止装置。
【請求項16】
前記装置において、
塗布ヘッド(31,41,50,60,80)は、接着剤が塗布される袋の構成要素(1,2)が搬送される方向に対して直交する方向(y)に、可動になっている、
ことを特徴とする請求項4から15のいずれか一項に記載の袋の底部の封止装置。
【請求項17】
前記装置において、
塗布ヘッド(31,41,50,60,80)は、接着剤を塗布する時の姿勢から、首を振るように動くことができる、
ことを特徴とする請求項4から16のいずれか一項に記載の袋の底部の封止装置。
【請求項18】
前記装置において、
回動可能な塗布ヘッド(31,41,50,60,80)は、様々な機能を提供するために、静止した姿勢を維持できる、
ことを特徴とする請求項17に記載の袋の底部の封止装置。
【請求項19】
前記装置において、
塗布ヘッド(31,41,50,60,80)の少なくとも2つの静止した姿勢は、
・接着剤を塗布すべき袋の構成要素(1,2)に、接着剤を塗布するための姿勢、
・接着剤出口オリフィス(71)を密封するための姿勢、
・塗布ヘッド(31)を汚染している接着剤を拭き取るための姿勢、
・塗布ヘッド(31)を洗浄するための姿勢、
以上のうちの少なくとも2つの機能を提供するための姿勢である、
ことを特徴とする請求項18に記載の袋の底部の封止装置。
【請求項20】
前記装置において、
接着剤を塗布すべき袋の構成要素(1,2)に、接着剤を塗布する間に、接着剤出口オリフィス(71)の間の距離を自由に選択できる、
ことを特徴とする請求項4から19のいずれか一項に記載の袋の底部の封止装置。
【請求項21】
前記装置において、
少なくともひとつの接着剤導管(33,52,53,55,72,73)又は少なくともひとつの接着剤リザーバ(21)は、水の配管に結合されている、
ことを特徴とする請求項1から20のいずれか一項に記載の袋の底部の封止装置。
【請求項22】
前記装置において、
水の配管は、チェックバルブを有している、
ことを特徴とする請求項21に記載の袋の底部の封止装置。
【請求項23】
前記装置において、
少なくともひとつの接着剤導管(33,52,53,55,72,73)又は少なくともひとつの接着剤リザーバ(21)が、
・圧力調節バルブ、
・圧力センサ、
・圧力制御器、
以上のうちの少なくともひとつを備えている、
ことを特徴とする請求項1から22のいずれか一項に記載の袋の底部の封止装置。
【請求項24】
前記装置において、
塗布ヘッド(31)は、接着剤を塗布すべき袋の構成要素(1,2)に対面する側(76)に、突起部を備え、
この突起部は、接着剤の塗布中に、接着剤出口オリフィス(71)に比べて、接着剤を塗布すべき袋の構成要素(1,2)に対して、より近接している、
ことを特徴とする請求項1から23のいずれか一項に記載の袋の底部の封止装置。
【請求項25】
前記装置において、
塗布ヘッド(31)に、可撓性の配管を介して、接着剤及び/又は水が供給される、
ことを特徴とする請求項4から24のいずれか一項に記載の袋の底部の封止装置。
【請求項26】
前記装置において、
少なくともひとつの接着剤出口オリフィス(71)に接着剤を供給する少なくともひとつのバルブ(32)が、別のバルブ(32)とは独立して制御されて、
少なくともひとつの接着剤出口オリフィス(71)によって塗布される接着剤の掃引線(3)を選択的に開始させ、及び停止させることができる、
ことを特徴とする請求項3から24のいずれか一項に記載の袋の底部の封止装置。
【請求項27】
前記装置において、
接着剤を塗布すべき袋の構成要素(1,2)に対して、接着剤を塗布している間に、少なくともひとつのバルブ(32)の開閉を行うことができる、
ことを特徴とする請求項26に記載の袋の底部の封止装置。
【請求項28】
前記装置において
少なくとも5つのバルブ(32)を備えている、
ことを特徴とする請求項3から27のいずれか一項に記載の袋の底部の封止装置。
【請求項29】
前記装置において
バルブによって接着剤を供給される接着剤出口オリフィスについて、接着剤を塗布すべき袋の構成要素が搬送される方向(x)に対して直交する方向(y)におけるこれらのオリフィス間の距離(A)を加算した和(D)が、バルブ(32)の幅(B)に比べて小さくなっている、
ことを特徴とする請求項9又は10に記載の袋の底部の封止装置。
【請求項30】
前記装置において、
複数のバルブ(32)に対して接着剤を供給する接着剤導管(52,53)は、共通の横断面積を有していて、この横断面積の大きさは、接着剤出口オリフィス(71)の横断面積を足し合わせた和の半分よりも大きくなっている、
ことを特徴とする請求項1から29のいずれか一項に記載の袋の底部の封止装置。
【請求項31】
前記装置において、
好ましくは金属製のシリンダからなる硬い支持手段が設けられ、接着剤を塗布すべき袋の構成要素(1,2)は、接着剤の塗布中に、該支持手段によって支えられる、
ことを特徴とする請求項1から30のいずれか一項に記載の袋の底部の封止装置。
【請求項32】
前記装置において、
接着剤がバルブに供給される方向に、接着剤導管(72,73,77,115)及び/又は接着剤出口オリフィス(71,119)を密封するストッパが備えられている、
ことを特徴とする請求項3から31のいずれか一項に記載の袋の底部の封止装置。
【請求項33】
前記装置において、
接着剤導管(72,73,77,115)及び/又は接着剤出口オリフィス(71,113)の密封性は、ピン(120)及び/又はネジによって確保されている、
ことを特徴とする請求項1から32のいずれか一項に記載の袋の底部の封止装置。
【請求項34】
前記装置において、
型部品装置(119)において、回転可能に保持されたピン(120)によって、導管(115)及び/又は接着剤出口オリフィスが密封され、
ピン(120)は、ピン(120)が回転したとき、導管(115)及び/又は出口オリフィス(113)を密封するような、接着剤出口を有している、
ことを特徴とする請求項1から33のいずれか一項に記載の袋の底部の封止装置。
【請求項35】
前記装置において、
出口オリフィス(113)の少なくとも一部分には、ピン(120)又はネジが挿入されていて、
ピン(120)又はネジの慣性の主軸は、出口オリフィス(113)の軸線と一致している、
ことを特徴とする請求項33に記載の袋の底部の封止装置。
【請求項36】
袋の底部を封止するための方法であって、この方法が、
少なくともひとつのバルブ(32)であって、
接着剤塗布面の形状(4)を形成する間には、能動状態になるような、
上記バルブが、袋の構成要素(1,2)に接着剤を塗布する間に、別のバルブ(32)とは別の時刻点において開閉される、
ことを特徴とする請求項3から35のいずれか一項に記載の装置を操作するための方法。
【請求項37】
前記方法において、
バルブ(32)の開閉間の時間長さは5ミリセカンド未満である、
ことを特徴とする請求項36に記載の方法。
【請求項1】
折り畳まれて交差した紙袋(1)の底部を封止するための装置であって、この装置が、 紙袋(1)には折り畳まれて交差した底部が形成されていて、
この底部は、袋(1)が製造される管状部分の端部を折り畳むことによって実現されていて、
この管状部分の端部である折り畳まれた底部(1)に、及び/又は、底部(1)に接着させられる封緘紙(2)に、接着剤塗布装置(10,20,30,40)によって接着剤層を塗布し、
折り畳まれた底部(1)と封緘紙(2)とを、接触させて接着させる、
ような前記装置において、
少なくともひとつの接着剤塗布装置(10,20,30,40)を備え、
前記接着剤塗布装置は、少なくともひとつの接着剤リザーバ(21)又は少なくともひとつの接着剤導管(33,52,53)を備えていて、その中で、接着剤には大気圧よりも高い圧力が加えられ、
少なくともひとつの接着剤リザーバ(21)又は少なくともひとつの接着剤導管(33,52,53,55,72,73)は、少なくともひとつの接着剤出口オリフィス(71)を備え、これを通った接着剤が、封緘紙(2)及び/又は折り畳まれた底部(1)に、直接的に塗布される、
ことを特徴とする袋の底部の封止装置。
【請求項2】
前記装置において、
少なくともひとつの接着剤出口オリフィス(71)又は袋の底部を封止する装置におけるその他の構成要素と、封緘紙(2)及び/又は折り畳まれた底部(1)とが、非接触の状態において、接着剤の塗布が行われる、
ことを特徴とする請求項1に記載の袋の底部の封止装置。
【請求項3】
前記装置において、
接着剤出口オリフィス(71)に接着剤を供給する接着剤導管(33,52,53,55,72,73)は、少なくともひとつのバルブ(32)を備えている、
ことを特徴とする請求項1又は2に記載の袋の底部の封止装置。
【請求項4】
前記装置において、
接着剤塗布装置(10,20,30,40,50,60,70)は、塗布ヘッド(31,41,50,60,80)を備え、
該接着剤塗布装置は、少なくともひとつの接着剤リザーバ(21)又は少なくともひとつの接着剤導管(33,52,53,55,72,73)の部分を備え、
それらに、少なくともひとつの接着剤出口オリフィス(71)が割り当てられている、 ことを特徴とする請求項1から3のいずれか一項に記載の袋の底部の封止装置。
【請求項5】
前記装置において、
塗布ヘッド(31,41,50,60,80)は、複数の接着剤出口オリフィス(71)を備えている、
ことを特徴とする請求項4に記載の袋の底部の封止装置。
【請求項6】
前記装置において、
塗布ヘッド(31,41,50,60,80)は、平坦状の形態(61)を有していて、
接着剤が塗布される袋の構成要素と対面する側(76)に、接着剤出口オリフィス(71)が設けられている、
ことを特徴とする請求項5に記載の袋の底部の封止装置。
【請求項7】
前記装置において、
塗布ヘッド(31,41,50,60,80)には、バルブ(32)が備えられている、
ことを特徴とする請求項4から6のいずれか一項に記載の袋の底部の封止装置。
【請求項8】
前記装置において、
塗布ヘッド(31,41,50,60,80)における、接着剤が塗布される袋の構成要素に対面する面とは反対の側(66)に、バルブ(32)が備えられている、
ことを特徴とする請求項7に記載の袋の底部の封止装置。
【請求項9】
前記装置において、
少なくともひとつの接着剤出口オリフィス(71)の部分が、搬送方向に直交する方向(y)に配置された、それぞれの間の距離(A)は、バルブ(32)の幅(B)に比べて小さい寸法になっている、
ことを特徴とする請求項7又は8に記載の袋の底部の封止装置。
【請求項10】
前記装置において、
塗布ヘッド(31,41,50,60,80)において、バルブ(32)に比べて数の多い接着剤出口オリフィス(71)が設けられている、
ことを特徴とする請求項7から9のいずれか一項に記載の袋の底部の封止装置。
【請求項11】
前記装置において、
塗布ヘッド(31,41,50,60,80)に設けられた接着剤出口オリフィス(71)は、接着剤が塗布される袋の構成要素(1,2)が搬送される方向に対して実質的に直交する方向(y)に、一列に並べて配列されている、
ことを特徴とする請求項5から10のいずれか一項に記載の袋の底部の封止装置。
【請求項12】
前記装置において、
塗布ヘッド(31,41,50,60,80)の内部に設けられた、少なくともひとつのボア孔ないしチャンバ(52,53)を介して、バルブ(32)に接着剤が供給される、
ことを特徴とする請求項5から11のいずれか一項に記載の袋の底部の封止装置。
【請求項13】
前記装置において、
少なくともひとつのボア孔ないしチャンバ(52,53)は、袋の構成要素(1,2)が搬送される方向(x)に対して、実質的に直交する方向に配置されている、
ことを特徴とする請求項12に記載の袋の底部の封止装置。
【請求項14】
前記装置において、
塗布ヘッド(31)に設けられたバルブ(32)の少なくとも一部は、袋の構成要素(1,2)が搬送される方向(x)に、ずらして配列されている、
ことを特徴とする請求項7から13のいずれか一項に記載の袋の底部の封止装置。
【請求項15】
前記装置において、
バルブ(32)は別々の列(VR1,VRn)をなすように配列されていて、これらの列は、袋の構成要素(1,2)が搬送される方向(x)に対して直交する方向(y)に配置されている、
ことを特徴とする請求項14に記載の袋の底部の封止装置。
【請求項16】
前記装置において、
塗布ヘッド(31,41,50,60,80)は、接着剤が塗布される袋の構成要素(1,2)が搬送される方向に対して直交する方向(y)に、可動になっている、
ことを特徴とする請求項4から15のいずれか一項に記載の袋の底部の封止装置。
【請求項17】
前記装置において、
塗布ヘッド(31,41,50,60,80)は、接着剤を塗布する時の姿勢から、首を振るように動くことができる、
ことを特徴とする請求項4から16のいずれか一項に記載の袋の底部の封止装置。
【請求項18】
前記装置において、
回動可能な塗布ヘッド(31,41,50,60,80)は、様々な機能を提供するために、静止した姿勢を維持できる、
ことを特徴とする請求項17に記載の袋の底部の封止装置。
【請求項19】
前記装置において、
塗布ヘッド(31,41,50,60,80)の少なくとも2つの静止した姿勢は、
・接着剤を塗布すべき袋の構成要素(1,2)に、接着剤を塗布するための姿勢、
・接着剤出口オリフィス(71)を密封するための姿勢、
・塗布ヘッド(31)を汚染している接着剤を拭き取るための姿勢、
・塗布ヘッド(31)を洗浄するための姿勢、
以上のうちの少なくとも2つの機能を提供するための姿勢である、
ことを特徴とする請求項18に記載の袋の底部の封止装置。
【請求項20】
前記装置において、
接着剤を塗布すべき袋の構成要素(1,2)に、接着剤を塗布する間に、接着剤出口オリフィス(71)の間の距離を自由に選択できる、
ことを特徴とする請求項4から19のいずれか一項に記載の袋の底部の封止装置。
【請求項21】
前記装置において、
少なくともひとつの接着剤導管(33,52,53,55,72,73)又は少なくともひとつの接着剤リザーバ(21)は、水の配管に結合されている、
ことを特徴とする請求項1から20のいずれか一項に記載の袋の底部の封止装置。
【請求項22】
前記装置において、
水の配管は、チェックバルブを有している、
ことを特徴とする請求項21に記載の袋の底部の封止装置。
【請求項23】
前記装置において、
少なくともひとつの接着剤導管(33,52,53,55,72,73)又は少なくともひとつの接着剤リザーバ(21)が、
・圧力調節バルブ、
・圧力センサ、
・圧力制御器、
以上のうちの少なくともひとつを備えている、
ことを特徴とする請求項1から22のいずれか一項に記載の袋の底部の封止装置。
【請求項24】
前記装置において、
塗布ヘッド(31)は、接着剤を塗布すべき袋の構成要素(1,2)に対面する側(76)に、突起部を備え、
この突起部は、接着剤の塗布中に、接着剤出口オリフィス(71)に比べて、接着剤を塗布すべき袋の構成要素(1,2)に対して、より近接している、
ことを特徴とする請求項1から23のいずれか一項に記載の袋の底部の封止装置。
【請求項25】
前記装置において、
塗布ヘッド(31)に、可撓性の配管を介して、接着剤及び/又は水が供給される、
ことを特徴とする請求項4から24のいずれか一項に記載の袋の底部の封止装置。
【請求項26】
前記装置において、
少なくともひとつの接着剤出口オリフィス(71)に接着剤を供給する少なくともひとつのバルブ(32)が、別のバルブ(32)とは独立して制御されて、
少なくともひとつの接着剤出口オリフィス(71)によって塗布される接着剤の掃引線(3)を選択的に開始させ、及び停止させることができる、
ことを特徴とする請求項3から24のいずれか一項に記載の袋の底部の封止装置。
【請求項27】
前記装置において、
接着剤を塗布すべき袋の構成要素(1,2)に対して、接着剤を塗布している間に、少なくともひとつのバルブ(32)の開閉を行うことができる、
ことを特徴とする請求項26に記載の袋の底部の封止装置。
【請求項28】
前記装置において
少なくとも5つのバルブ(32)を備えている、
ことを特徴とする請求項3から27のいずれか一項に記載の袋の底部の封止装置。
【請求項29】
前記装置において
バルブによって接着剤を供給される接着剤出口オリフィスについて、接着剤を塗布すべき袋の構成要素が搬送される方向(x)に対して直交する方向(y)におけるこれらのオリフィス間の距離(A)を加算した和(D)が、バルブ(32)の幅(B)に比べて小さくなっている、
ことを特徴とする請求項9又は10に記載の袋の底部の封止装置。
【請求項30】
前記装置において、
複数のバルブ(32)に対して接着剤を供給する接着剤導管(52,53)は、共通の横断面積を有していて、この横断面積の大きさは、接着剤出口オリフィス(71)の横断面積を足し合わせた和の半分よりも大きくなっている、
ことを特徴とする請求項1から29のいずれか一項に記載の袋の底部の封止装置。
【請求項31】
前記装置において、
好ましくは金属製のシリンダからなる硬い支持手段が設けられ、接着剤を塗布すべき袋の構成要素(1,2)は、接着剤の塗布中に、該支持手段によって支えられる、
ことを特徴とする請求項1から30のいずれか一項に記載の袋の底部の封止装置。
【請求項32】
前記装置において、
接着剤がバルブに供給される方向に、接着剤導管(72,73,77,115)及び/又は接着剤出口オリフィス(71,119)を密封するストッパが備えられている、
ことを特徴とする請求項3から31のいずれか一項に記載の袋の底部の封止装置。
【請求項33】
前記装置において、
接着剤導管(72,73,77,115)及び/又は接着剤出口オリフィス(71,113)の密封性は、ピン(120)及び/又はネジによって確保されている、
ことを特徴とする請求項1から32のいずれか一項に記載の袋の底部の封止装置。
【請求項34】
前記装置において、
型部品装置(119)において、回転可能に保持されたピン(120)によって、導管(115)及び/又は接着剤出口オリフィスが密封され、
ピン(120)は、ピン(120)が回転したとき、導管(115)及び/又は出口オリフィス(113)を密封するような、接着剤出口を有している、
ことを特徴とする請求項1から33のいずれか一項に記載の袋の底部の封止装置。
【請求項35】
前記装置において、
出口オリフィス(113)の少なくとも一部分には、ピン(120)又はネジが挿入されていて、
ピン(120)又はネジの慣性の主軸は、出口オリフィス(113)の軸線と一致している、
ことを特徴とする請求項33に記載の袋の底部の封止装置。
【請求項36】
袋の底部を封止するための方法であって、この方法が、
少なくともひとつのバルブ(32)であって、
接着剤塗布面の形状(4)を形成する間には、能動状態になるような、
上記バルブが、袋の構成要素(1,2)に接着剤を塗布する間に、別のバルブ(32)とは別の時刻点において開閉される、
ことを特徴とする請求項3から35のいずれか一項に記載の装置を操作するための方法。
【請求項37】
前記方法において、
バルブ(32)の開閉間の時間長さは5ミリセカンド未満である、
ことを特徴とする請求項36に記載の方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2010−247543(P2010−247543A)
【公開日】平成22年11月4日(2010.11.4)
【国際特許分類】
【出願番号】特願2010−155458(P2010−155458)
【出願日】平成22年7月8日(2010.7.8)
【分割の表示】特願2005−500973(P2005−500973)の分割
【原出願日】平成15年8月29日(2003.8.29)
【出願人】(590002909)ヴィントメーラー ウント ヘルシャー コマンディトゲゼルシャフト (33)
【Fターム(参考)】
【公開日】平成22年11月4日(2010.11.4)
【国際特許分類】
【出願日】平成22年7月8日(2010.7.8)
【分割の表示】特願2005−500973(P2005−500973)の分割
【原出願日】平成15年8月29日(2003.8.29)
【出願人】(590002909)ヴィントメーラー ウント ヘルシャー コマンディトゲゼルシャフト (33)
【Fターム(参考)】
[ Back to top ]