
紙製フタ材
【課題】紙製容器のフタ材であり、フタ材を構成する紙基材層の紙ムケ等の発生がなく、使用後の分別回収時に紙分類として廃棄することができ、かつ、「乳等省令」の規格および基準を満足する構成である紙製フタ材を提供する。
【解決手段】本発明は、紙製容器を密封し易開封性の機能を有し、紙基材層に、未延伸耐熱樹脂層、ヒートシール層を順次積層してなる積層体からなり、前記未延伸耐熱樹脂層が融点(JISK7121)が200℃以上の熱可塑性樹脂からなり、前記ヒートシール層が融点(JISK7121)が130℃以下の熱可塑性樹脂からなることを特徴とする紙製フタ材であり、ヒートシール層には、低密度ポリエチレン単体、もしくはポリブテン樹脂と低密度ポリエチレン樹脂のブレンド物を使用したことを特徴とするものである。
【解決手段】本発明は、紙製容器を密封し易開封性の機能を有し、紙基材層に、未延伸耐熱樹脂層、ヒートシール層を順次積層してなる積層体からなり、前記未延伸耐熱樹脂層が融点(JISK7121)が200℃以上の熱可塑性樹脂からなり、前記ヒートシール層が融点(JISK7121)が130℃以下の熱可塑性樹脂からなることを特徴とする紙製フタ材であり、ヒートシール層には、低密度ポリエチレン単体、もしくはポリブテン樹脂と低密度ポリエチレン樹脂のブレンド物を使用したことを特徴とするものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ヨーグルト、乳製品、果汁、ゼリー等を充填する紙製容器のフタ材に関するものであり、詳しくは、開封時に紙ムケ等の発生がなく、使用後の分別回収時に紙分類として廃棄される紙製フタ材に関するものである。
【背景技術】
【0002】
従来より、紙製容器は、ヨーグルト、プリン、ゼリーなどのデザート食品とか果汁、コーヒー、ココア、乳飲料などの液体飲料、あるいは、即席麺、スナック食品などの分野を中心に広く使用されてきた。そして、これらのフタ材は、内容物の保存性とか衛生面の点でヒートシールにより密封されるものが殆んどであり、また、使用時の便利性の点からイージーピール性を有することが不可欠となっている。
【0003】
従って、フタ材の重要な機能の一つとして、フタ材の紙製容器本体へのシール強度が充分あり、商品の流通段階ではフタ材が紙製容器本体から剥がれることなく、かつ、使用に際しては容易にフタ材を剥がして開封できるよう、シール強度が弱すぎず、かつ、強すぎることのないバランスのとれたフタ材が要望されている。
【0004】
また、紙製容器では内面のヒートシール層には低密度ポリエチレン(以後LDPEと記す)が広く使用されており、その紙製容器に対応するフタ材の構成として、通常、紙基材層/中間層/ヒートシール層といった構成がとられていた。そして、中間層には、紙製容器の内面のポリエチレンとのヒートシールにより密封されている部分を、開封の際に紙基材層が剥離して紙ムケを発生させないようにするために、アルミニウム(以後ALと記す)、もしくはポリエチレンテレフタレート(以後PETと記す)、ナイロン等の2軸延伸フィルムが使用されていた。つまり2軸延伸フィルムなどの破断強度の強さを利用して、充填後ヒートシール時の負荷を抑えるように設計されていた。
【0005】
紙製容器以外、たとえばポリスチレン等の合成樹脂製容器に対しては、凝集剥離タイプのフタ材の構成をとったものが知られるが(例えば、特許文献1参照。)
【特許文献1】特開平8−169441号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上記のような紙基材層/中間層/ヒートシール層といった構成のフタ材では、材料が高価であるため、コスト高になること、また分別回収時に紙とAL(もしくはPET、ナイロン等の2軸延伸フィルム)とは異種材料であるため、特にALは焼却時にも残渣を発生するため、決して好ましい材料ではなく、リサイクル性の点においても、代替材料が望まれている。
【0007】
また、内容物が乳製品等である容器として紙製容器を使用する場合、フタ材をヒートシールする紙製容器の内面のヒートシール層がポリエチレンの場合には、昭和26年12月27日厚生省令第52号告示「乳及び乳製品の成分規格等に関する省令」(以下「乳等省令」と記す)を満足するような封かん強度が13.3kpa・10sec以上で、かつ、ヒートシール層からの凝集剥離となる形態のフタ材となるものが実在していないという問題があった。なお、「乳等省令」の別表四.乳等の器具若しくは容器包装又はこれらの原材料の規格及び製造方法の基準、(二)乳等の容器包装又はこれらの原材料の規格及び製造方法の基準、b合成樹脂製容器包装及び合成樹脂加工紙製容器包装では、
「ホ封かん強度として、
・密栓した容器包装の側面又は底面の中央に直径〇・五cmから一・〇cmの穴をあけ(内容物があるものにあつては、これを除去する。)、送気用ノズルを装着し、図のように圧縮機及び圧力計を接続する。
・次に、圧縮機を作動して、一〇秒間で一三・三kpaまで加圧を行うとき、容器包装の破損又は空気漏れがないものでなければならない。」
としている。
【0008】
本発明は、上記のような問題点に鑑みなされたものであり、その目的とするところは、紙製容器のフタ材であり、フタ材を構成する紙基材層の紙ムケ等の発生がなく、使用後の分別回収時に紙分類として廃棄することができ、かつ、「乳等省令」の規格および基準を満足する構成である紙製フタ材を提供するものである。
【課題を解決するための手段】
【0009】
上記目的を達成するために、請求項1の発明は、紙製容器を密封し易開封性の機能を有し、紙基材層に、未延伸耐熱樹脂層、ヒートシール層を順次積層してなる積層体からなり、前記未延伸耐熱樹脂層が融点(JISK7121)が200℃以上の熱可塑性樹脂からなり、前記ヒートシール層が融点(JISK7121)が130℃以下の熱可塑性樹脂からなることを特徴とする紙製フタ材である。
【0010】
また、請求項2の発明は、請求項1の発明において、ヒートシール層には、低密度ポリエチレン単体、もしくはポリブテン樹脂と低密度ポリエチレン樹脂のブレンド物を使用したことを特徴とする紙製フタ材である。
【0011】
また、請求項3の発明は、請求項2の発明において、ブレンド物において、ポリブテンと低密度ポリエチレンのブレンド比(ポリブテン/低密度ポリエチレン)を2/8〜8/2の範囲としたことを特徴とする紙製フタ材である。
【0012】
また、請求項4の発明は、請求項1乃至3の発明において、未延伸耐熱樹脂層を押し出しラミネート法により形成したことを特徴とする紙製フタ材である。
【0013】
また、請求項5の発明は、請求項1乃至4の発明において、ヒートシール層を未延伸耐熱樹脂層面にコロナ放電処理又はプラズマ放電処理後にウレタン系アンカーコート剤を塗布した後に押し出しラミネート法により形成したことを特徴とする紙製フタ材である。
【0014】
また、請求項6の発明は、請求項1乃至5の発明において、総重量のうち、紙基材層の重量を51%以上としたことを特徴とする紙製フタ材である。
【発明の効果】
【0015】
請求項1の発明の紙製フタ材は、紙製容器を密封し易開封性の機能を有し、紙基材層に、未延伸耐熱樹脂層、ヒートシール層を順次積層してなる積層体からなり、前記未延伸耐熱樹脂層が融点(JISK7121)が200℃以上の熱可塑性樹脂からなり、前記ヒートシール層が融点(JISK7121)が130℃以下の熱可塑性樹脂からなる構成からなり、紙製容器から紙製フタ材を開封する際に、容易に紙製フタ材を剥がして開封でき、また、開封した後、紙製容器のフランジ部や紙製フタ材の紙ムケ等による見苦しさや、食品の付着汚れといったことがないという効果を有するものである。すなわち、本発明の紙製フタ材のヒートシール層および紙製容器の内面のヒートシール層の樹脂に関しては、LDPE等の融点が120℃以下の熱可塑性樹脂が使用され、その熱シール時のシール内面温度は130〜180℃の範囲となるため、中間層に形成される未延伸耐熱樹脂層の融点(JISK7121による)を200℃以上とすることで、熱シール温度によっても未延伸耐熱樹脂層は再溶融しないで安定した封かん強度が得られ、紙基材の破断防止になるという効果を有している。
【0016】
また、請求項2の発明の紙製フタ材では、ヒートシール層には、低密度ポリエチレン、もしくはポリブテン樹脂と低密度ポリエチレン樹脂のブレンド物を使用したことにより、請求項1の効果に加えて、より容易に紙製フタ材を剥がして開封することができることに加えて、「乳等省令」の規定に適応するということを考慮している。
【0017】
そして、請求項3の発明の紙製フタ材では、ポリブテンと低密度ポリエチレンのブレンド比(ポリブテン/低密度ポリエチレン)を2/8〜8/2の範囲としたことにより、請求項1、2の効果に加えて、より容易に紙製フタ材を剥がして開封することができると同時に、ヒートシール時の熱によるシールヤセを生じることなく、すなわち、樹脂逃げにより、オーバーシールすることなく、開封が安定するという効果を有している。
【0018】
また、請求項4の発明の紙製フタ材では、未延伸耐熱樹脂層を押し出しラミネート法により形成したことにより、請求項1〜3の効果に加えて、実用的かつ経済的であるという効果を有している。
【0019】
また、請求項5の発明の紙製フタ材では、ヒートシール層を未延伸耐熱樹脂層面にコロナ放電処理又はプラズマ放電処理後にウレタン系アンカーコート剤を塗布した後に押し出しラミネート法により形成したことにより、請求項1〜4の効果に加えて、未延伸耐熱樹脂層とヒートシール層の接着を安定化させることができる。
【0020】
また、請求項6の発明の紙製フタ材では、紙基材層を主体とし、この紙基材層が総重量の51%以上となる構成の紙製フタ材であるため、請求項1〜5の効果に加えて、紙製容器と本発明の紙製フタ材を組合わせた場合、紙製容器のフタ材分別回収時に、紙製容器とフタ材をそれぞれ分別廃棄する必要がなく紙分類として廃棄することができ、廃棄性に優れているという効果を有している。
【0021】
さらに、本発明の紙製フタ材を乳製品等を収納する紙製容器に使用する場合、「乳等省令」を満足するような封かん強度13.3kpa・10sec以上とすることができるという効果を有している。
【発明を実施するための最良の形態】
【0022】
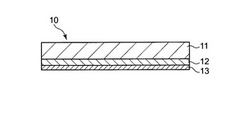
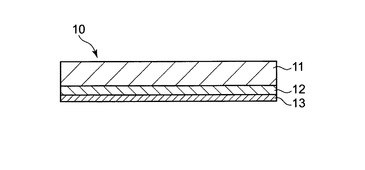
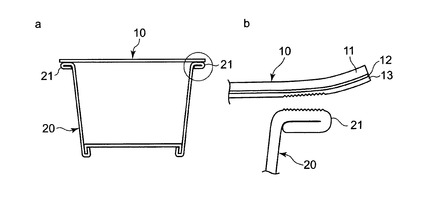
本発明の紙製フタ材10は、図1に示すように、紙基材層11、未延伸耐熱樹脂層12、ヒートシール層13を順次積層した構成よりなり、図2−aに示すように、紙製容器20のフランジ部21とヒートシールすることにより密封し、すなわち、フランジ部21において、紙製容器20の内面のヒートシール層と本発明の紙製フタ材10のヒートシール層13をヒートシールすることにより紙製容器20を密封することができる。そして、紙製容器20から開封する場合には、図2−bに示すように、紙製容器20から紙製フタ材10を剥がし取ることができる。
【0023】
本発明の紙製フタ材10では、紙製フタ材10のヒートシール層13と紙製容器20の内面のヒートシール層の樹脂を同種樹脂として、シール強度の安定性を持たせ、かつ、紙製フタ材10の中間層に未延伸耐熱樹脂層12を設けることで、紙製フタ材10の層内強度を安定化させ、開封の際に、紙ヤブレ、破断のない構成としたことが特長である。
【0024】
本発明の紙製フタ材10を構成する紙基材層11は、紙製フタ材10の主要構成材料であり、カップ原紙、コートボール、ミルクカートン原紙、段ボール、マイクロフルート等いわゆる公知の(再生紙を含む)板紙を使用することができる。また、本発明の紙製フタ材10を構成する紙基材層11の斤量としては、100〜500g/m2の範囲が好ましい。
【0025】
つぎに、本発明の紙製フタ材10を構成する未延伸耐熱樹脂層12は、フタ材としてのクッション性、紙基材層11の開封時の剥離による紙ムケを保護するために設けられ、使用する樹脂としては、融点(JISK7121)が200℃以上とする。その根拠は、本発明の紙製フタ材10のヒートシール層13および紙製容器20の内面のヒートシール層の樹脂に関しては、LDPE等の融点が120℃以下の熱可塑性樹脂が使用され、その熱シール時のシール内面温度は130〜180℃の範囲となるため、中間層に形成される未延伸耐熱樹脂層12の融点(JISK7121による)を200℃以上とすることで、熱シール温度によっても未延伸耐熱樹脂層12は再溶融しないで安定した封かん強度が得られ、紙基材の破断防止になるというものである。具体的に使用できる樹脂は、ポリメチルペンテン(以下TPXと記す)等のポリオレフィン樹脂、ポリエステル樹脂、ポリブチレン樹脂、ポリアミド樹脂、ビニロン、アセテート、ポリカーボネート等の融点200℃以上の未延伸樹脂である。これらの樹脂は、紙製容器20の内面のヒートシール層の樹脂とは、熱接着性を持たないため、万一シールした際に加熱溶融され、シール圧力によって内面のヒートシール層に逃げが生じたとしても、必要以上に封かん強度が上昇したりすることはない。また紙製フタ材10に紙ムケを発生させることもない。
【0026】
また、本発明の紙製フタ材10を構成する未延伸耐熱樹脂層12の厚さは、10〜50μmの範囲が好ましく、押し出しラミネート法により形成される。未延伸耐熱樹脂層12の厚さが10μm未満の場合は、押し出しラミネート時に安定した製膜厚みが保持できず、ピンポールといった弊害によりシール不良を生じ、安定した封緘強度が得られにくくなり、厚さが50μmを超えた場合は、所望の封緘強度を得るが材料コストが増し実用的でなかったり、シール封緘時の温度、圧力の分布にムラを生じやすくなりやすくなる。
【0027】
つぎに、本発明の紙製フタ材10を構成するヒートシール層13は、紙製容器20の内面のヒートシール層とヒートシールする層であり、紙製容器20の内面のヒートシール層とヒートシールできる樹脂で、融点(JISK7121)が130℃以下、ビカット軟化点(JISK6760)が120℃以下のLDPE単体、あるいはポリブテン樹脂とLDPE樹脂のブレンド物を使用する。このように、ヒートシール層13をLDPEに限定する理由は、「乳等省令」の規定に適応する容器の使用制限を考慮しているためである。
【0028】
そして、ポリブテン樹脂とLDPE樹脂のブレンド物の場合、ポリブテン樹脂とLDPE樹脂のブレンド比(ポリブテン/低密度ポリエチレン)は、2/8〜8/2の範囲であり、好ましくは3/7〜7/3の範囲である。ポリブテンとLDPEのブレンド比(ポリブテン/低密度ポリエチレン)が2/8未満の場合は、ブレンドした樹脂がLDPE樹脂に近い性能となり、紙製容器の内面のヒートシール層と強く熱接着しまい易開封とはならない。ブレンド比(ポリブテン/低密度ポリエチレン)が8/2を超えた場合は、ポリブテンによる溶融粘弾性が増すためヒートシール時の熱によるシールヤセを生じやすくなる。すなわち、樹脂逃げにより、オーバーシールとなり、開封が安定しない。
【0029】
また、未延伸耐熱樹脂層12とヒートシール層13の接着を安定化させるため、未延伸耐熱樹脂層12を形成後表面処理としてコロナ処理、プラズマ処理、フレーム処理、オゾン酸化処理、アンカーコート(以下ACと記す)処理を施したのち、ヒートシール層13を形成させることが好ましい。特に、ヒートシール層13を未延伸耐熱樹脂層12面にコロナ放電処理又はプラズマ放電処理後にウレタン系アンカーコート剤を塗布した後に押し出しラミネート法により形成することが好ましい。
【0030】
また、本発明の紙製フタ材10を構成するヒートシール層13の厚みは5〜30μmの範囲が好ましい。その厚さが、5μm未満の場合、シール封緘時の圧力により、いわゆるヒートシール層が逃げによるシールやせを生じ、安定した封緘強度が得られにくくなり、30μmを超えた場合、所望の封緘強度を得るが材料コストが増し実用的でなかったり、シール封緘時の温度、圧力の分布にムラを生じやすくなりやすくなる。
【0031】
未延伸耐熱樹脂層12とヒートシール層13とを共押し出しラミネート法により形成することが好ましい。その理由は、未延伸耐熱樹脂層12が高価であることから、未延伸耐熱樹脂層12は必要最小限の厚さとすることが好ましく、そのために、ヒートシール層13をキャリアーにして加工する方法、つまり、未延伸耐熱樹脂層12とヒートシール層13とを共押し出しする方法が実用的かつ経済的であるという効果を有するものである。
【0032】
本発明の紙製フタ材10では、総重量のうち、紙基材層11の重量が紙製フタ材10全体の51%以上とすることが好ましい。紙基材層11の重量を紙製フタ材10全体の重量の51%以上とすることによって、使用後の分別回収時に紙分類として廃棄することができる。その理由は、平成7年6月に制定された「容器包装に係る分別収集及び再商品化の促進等に関する法律(容器包装リサイクル法)」では、分別サイクルを目的として容器包装の識別表示が義務付けられ、複数素材からなる容器包装の判別法として、容器包装を構成する素材のうち最も重いもの(重量ベースで最も比率が高いもの)に分類するという内容が明記されていることを根拠としている。
【実施例】
【0033】
つぎに、本発明の紙製フタ材について実施例を挙げて、さらに具体的に説明する。
【0034】
本発明の紙製フタ材の実施例として、紙基材層としてカップ原紙300g/m2(富士製紙株式会社製)を使用し、カップ原紙の裏面に6KWでコロナ処理をした後、エキストルージョンラミネート法により、未延伸耐熱樹脂層として、融点238℃のTPX30μm(三井化学株式会社製)を積層し、ラミネート後にTPX面に6KWでコロナ処理をし、つぎに、ウレタン系AC剤AD540/CAT10(東洋モートン株式会社製)をグラビアコートした後、ヒートシール層として、融点107℃のLDPE20μm(L2340;旭化成株式会社製)を押し出しラミネートして積層して下記の構成の紙製フタ材を得た。
【0035】
カップ原紙300g/m2/TPX30μm/AC剤/LDPE20μm
【0036】
<比較例1>
紙基材層としてカップ原紙300g/m2(富士製紙株式会社製)を使用し、カップ原紙の裏面に6KWでコロナ処理をした後、ウレタン系AC剤AD540/CAT10(東洋モートン株式会社製)をグラビアコートしたのちエキストルージョンラミネート法により、LDPE30μm(L2340;旭化成株式会社製)、LDPE20μm(L2340;旭化成株式会社製)を順次積層して下記の構成の紙製フタ材を得た。
【0037】
カップ原紙300g/m2/LDPE30μm/AC剤/LDPE20μm
【0038】
<比較例2>
紙基材層としてカップ原紙300g/m2(富士製紙株式会社製)を使用し、カップ原紙の裏面に6KWでコロナ処理をした後、融点132℃のHDPE30μ(HJ360 日本ポリエチレン株式会社製)をラミネート後、そのHDPE面に6KWコロナ処理したのちウレタン系AC剤AD540/CAT10(東洋モートン株式会社製)をグラビアコートしたのち融点107℃のLDPE20μ(L2340;旭化成株式会社製)を順次ラミネートして下記の構成の紙製フタ材を得た。
【0039】
カップ原紙300g/m2/HDPE30μm/AC剤/LDPE20μ
【0040】
実施例、比較例1、比較例2の紙製フタ材をそれぞれ(外面側)LDPE15μm/カップ原紙紙300g/m2/LDPE40μm(内面側)の構成からなる紙製容器のフランジ部とヒートシールし、開封状態を評価した。
(ヒートシール条件)
1.シール温度;240℃、シール圧;20kpa、シール時間;1sec
【0041】
【表1】

【0042】
<結果>
結果は、「表1」に示したように、比較例1では、両方のヒートシール条件において、紙製フタ材の紙ムケ、ヤブレが生じた。また、封かん強度が「乳等省令」の規格外であった。
【0043】
比較例2では、紙製フタ材のシールやせ、ポリ溜りの発生があった。また、封かん強度が「乳等省令」の規格外であった。
【0044】
本発明の実施例では、ヒートシール条件において、剥離状態がPE−PEの凝集剥離であり、紙製容器およびフタ材の紙ムケは生じていなかった。また、封かん強度が15.0〜18.0kpa・10secであり、「乳等省令」で規定する13.3kpa・10sec以上となるものであり、規格内であった。
【産業上の利用可能性】
【0045】
本発明の紙製フタ材は、主にヨーグルト、乳製品、果汁、ゼリー等を充填する紙製容器のフタ材として好適に使用することができ、使用後の分別回収時に紙分類として廃棄することができ、かつ、「乳等省令」の規格を満足する構成である紙製フタ材に利用可能なものである。
【図面の簡単な説明】
【0046】
【図1】本発明の紙製フタ材の実施の形態の一実施例を示す構成図である。
【図2】本発明の紙製フタ材を開封する状態を示す斜視図である。
【符号の説明】
【0047】
10 紙製フタ材
11 紙基材層
12 未延伸耐熱樹脂層
13 ヒートシール層
20 紙製容器
21 フランジ部
【技術分野】
【0001】
本発明は、ヨーグルト、乳製品、果汁、ゼリー等を充填する紙製容器のフタ材に関するものであり、詳しくは、開封時に紙ムケ等の発生がなく、使用後の分別回収時に紙分類として廃棄される紙製フタ材に関するものである。
【背景技術】
【0002】
従来より、紙製容器は、ヨーグルト、プリン、ゼリーなどのデザート食品とか果汁、コーヒー、ココア、乳飲料などの液体飲料、あるいは、即席麺、スナック食品などの分野を中心に広く使用されてきた。そして、これらのフタ材は、内容物の保存性とか衛生面の点でヒートシールにより密封されるものが殆んどであり、また、使用時の便利性の点からイージーピール性を有することが不可欠となっている。
【0003】
従って、フタ材の重要な機能の一つとして、フタ材の紙製容器本体へのシール強度が充分あり、商品の流通段階ではフタ材が紙製容器本体から剥がれることなく、かつ、使用に際しては容易にフタ材を剥がして開封できるよう、シール強度が弱すぎず、かつ、強すぎることのないバランスのとれたフタ材が要望されている。
【0004】
また、紙製容器では内面のヒートシール層には低密度ポリエチレン(以後LDPEと記す)が広く使用されており、その紙製容器に対応するフタ材の構成として、通常、紙基材層/中間層/ヒートシール層といった構成がとられていた。そして、中間層には、紙製容器の内面のポリエチレンとのヒートシールにより密封されている部分を、開封の際に紙基材層が剥離して紙ムケを発生させないようにするために、アルミニウム(以後ALと記す)、もしくはポリエチレンテレフタレート(以後PETと記す)、ナイロン等の2軸延伸フィルムが使用されていた。つまり2軸延伸フィルムなどの破断強度の強さを利用して、充填後ヒートシール時の負荷を抑えるように設計されていた。
【0005】
紙製容器以外、たとえばポリスチレン等の合成樹脂製容器に対しては、凝集剥離タイプのフタ材の構成をとったものが知られるが(例えば、特許文献1参照。)
【特許文献1】特開平8−169441号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上記のような紙基材層/中間層/ヒートシール層といった構成のフタ材では、材料が高価であるため、コスト高になること、また分別回収時に紙とAL(もしくはPET、ナイロン等の2軸延伸フィルム)とは異種材料であるため、特にALは焼却時にも残渣を発生するため、決して好ましい材料ではなく、リサイクル性の点においても、代替材料が望まれている。
【0007】
また、内容物が乳製品等である容器として紙製容器を使用する場合、フタ材をヒートシールする紙製容器の内面のヒートシール層がポリエチレンの場合には、昭和26年12月27日厚生省令第52号告示「乳及び乳製品の成分規格等に関する省令」(以下「乳等省令」と記す)を満足するような封かん強度が13.3kpa・10sec以上で、かつ、ヒートシール層からの凝集剥離となる形態のフタ材となるものが実在していないという問題があった。なお、「乳等省令」の別表四.乳等の器具若しくは容器包装又はこれらの原材料の規格及び製造方法の基準、(二)乳等の容器包装又はこれらの原材料の規格及び製造方法の基準、b合成樹脂製容器包装及び合成樹脂加工紙製容器包装では、
「ホ封かん強度として、
・密栓した容器包装の側面又は底面の中央に直径〇・五cmから一・〇cmの穴をあけ(内容物があるものにあつては、これを除去する。)、送気用ノズルを装着し、図のように圧縮機及び圧力計を接続する。
・次に、圧縮機を作動して、一〇秒間で一三・三kpaまで加圧を行うとき、容器包装の破損又は空気漏れがないものでなければならない。」
としている。
【0008】
本発明は、上記のような問題点に鑑みなされたものであり、その目的とするところは、紙製容器のフタ材であり、フタ材を構成する紙基材層の紙ムケ等の発生がなく、使用後の分別回収時に紙分類として廃棄することができ、かつ、「乳等省令」の規格および基準を満足する構成である紙製フタ材を提供するものである。
【課題を解決するための手段】
【0009】
上記目的を達成するために、請求項1の発明は、紙製容器を密封し易開封性の機能を有し、紙基材層に、未延伸耐熱樹脂層、ヒートシール層を順次積層してなる積層体からなり、前記未延伸耐熱樹脂層が融点(JISK7121)が200℃以上の熱可塑性樹脂からなり、前記ヒートシール層が融点(JISK7121)が130℃以下の熱可塑性樹脂からなることを特徴とする紙製フタ材である。
【0010】
また、請求項2の発明は、請求項1の発明において、ヒートシール層には、低密度ポリエチレン単体、もしくはポリブテン樹脂と低密度ポリエチレン樹脂のブレンド物を使用したことを特徴とする紙製フタ材である。
【0011】
また、請求項3の発明は、請求項2の発明において、ブレンド物において、ポリブテンと低密度ポリエチレンのブレンド比(ポリブテン/低密度ポリエチレン)を2/8〜8/2の範囲としたことを特徴とする紙製フタ材である。
【0012】
また、請求項4の発明は、請求項1乃至3の発明において、未延伸耐熱樹脂層を押し出しラミネート法により形成したことを特徴とする紙製フタ材である。
【0013】
また、請求項5の発明は、請求項1乃至4の発明において、ヒートシール層を未延伸耐熱樹脂層面にコロナ放電処理又はプラズマ放電処理後にウレタン系アンカーコート剤を塗布した後に押し出しラミネート法により形成したことを特徴とする紙製フタ材である。
【0014】
また、請求項6の発明は、請求項1乃至5の発明において、総重量のうち、紙基材層の重量を51%以上としたことを特徴とする紙製フタ材である。
【発明の効果】
【0015】
請求項1の発明の紙製フタ材は、紙製容器を密封し易開封性の機能を有し、紙基材層に、未延伸耐熱樹脂層、ヒートシール層を順次積層してなる積層体からなり、前記未延伸耐熱樹脂層が融点(JISK7121)が200℃以上の熱可塑性樹脂からなり、前記ヒートシール層が融点(JISK7121)が130℃以下の熱可塑性樹脂からなる構成からなり、紙製容器から紙製フタ材を開封する際に、容易に紙製フタ材を剥がして開封でき、また、開封した後、紙製容器のフランジ部や紙製フタ材の紙ムケ等による見苦しさや、食品の付着汚れといったことがないという効果を有するものである。すなわち、本発明の紙製フタ材のヒートシール層および紙製容器の内面のヒートシール層の樹脂に関しては、LDPE等の融点が120℃以下の熱可塑性樹脂が使用され、その熱シール時のシール内面温度は130〜180℃の範囲となるため、中間層に形成される未延伸耐熱樹脂層の融点(JISK7121による)を200℃以上とすることで、熱シール温度によっても未延伸耐熱樹脂層は再溶融しないで安定した封かん強度が得られ、紙基材の破断防止になるという効果を有している。
【0016】
また、請求項2の発明の紙製フタ材では、ヒートシール層には、低密度ポリエチレン、もしくはポリブテン樹脂と低密度ポリエチレン樹脂のブレンド物を使用したことにより、請求項1の効果に加えて、より容易に紙製フタ材を剥がして開封することができることに加えて、「乳等省令」の規定に適応するということを考慮している。
【0017】
そして、請求項3の発明の紙製フタ材では、ポリブテンと低密度ポリエチレンのブレンド比(ポリブテン/低密度ポリエチレン)を2/8〜8/2の範囲としたことにより、請求項1、2の効果に加えて、より容易に紙製フタ材を剥がして開封することができると同時に、ヒートシール時の熱によるシールヤセを生じることなく、すなわち、樹脂逃げにより、オーバーシールすることなく、開封が安定するという効果を有している。
【0018】
また、請求項4の発明の紙製フタ材では、未延伸耐熱樹脂層を押し出しラミネート法により形成したことにより、請求項1〜3の効果に加えて、実用的かつ経済的であるという効果を有している。
【0019】
また、請求項5の発明の紙製フタ材では、ヒートシール層を未延伸耐熱樹脂層面にコロナ放電処理又はプラズマ放電処理後にウレタン系アンカーコート剤を塗布した後に押し出しラミネート法により形成したことにより、請求項1〜4の効果に加えて、未延伸耐熱樹脂層とヒートシール層の接着を安定化させることができる。
【0020】
また、請求項6の発明の紙製フタ材では、紙基材層を主体とし、この紙基材層が総重量の51%以上となる構成の紙製フタ材であるため、請求項1〜5の効果に加えて、紙製容器と本発明の紙製フタ材を組合わせた場合、紙製容器のフタ材分別回収時に、紙製容器とフタ材をそれぞれ分別廃棄する必要がなく紙分類として廃棄することができ、廃棄性に優れているという効果を有している。
【0021】
さらに、本発明の紙製フタ材を乳製品等を収納する紙製容器に使用する場合、「乳等省令」を満足するような封かん強度13.3kpa・10sec以上とすることができるという効果を有している。
【発明を実施するための最良の形態】
【0022】
本発明の紙製フタ材10は、図1に示すように、紙基材層11、未延伸耐熱樹脂層12、ヒートシール層13を順次積層した構成よりなり、図2−aに示すように、紙製容器20のフランジ部21とヒートシールすることにより密封し、すなわち、フランジ部21において、紙製容器20の内面のヒートシール層と本発明の紙製フタ材10のヒートシール層13をヒートシールすることにより紙製容器20を密封することができる。そして、紙製容器20から開封する場合には、図2−bに示すように、紙製容器20から紙製フタ材10を剥がし取ることができる。
【0023】
本発明の紙製フタ材10では、紙製フタ材10のヒートシール層13と紙製容器20の内面のヒートシール層の樹脂を同種樹脂として、シール強度の安定性を持たせ、かつ、紙製フタ材10の中間層に未延伸耐熱樹脂層12を設けることで、紙製フタ材10の層内強度を安定化させ、開封の際に、紙ヤブレ、破断のない構成としたことが特長である。
【0024】
本発明の紙製フタ材10を構成する紙基材層11は、紙製フタ材10の主要構成材料であり、カップ原紙、コートボール、ミルクカートン原紙、段ボール、マイクロフルート等いわゆる公知の(再生紙を含む)板紙を使用することができる。また、本発明の紙製フタ材10を構成する紙基材層11の斤量としては、100〜500g/m2の範囲が好ましい。
【0025】
つぎに、本発明の紙製フタ材10を構成する未延伸耐熱樹脂層12は、フタ材としてのクッション性、紙基材層11の開封時の剥離による紙ムケを保護するために設けられ、使用する樹脂としては、融点(JISK7121)が200℃以上とする。その根拠は、本発明の紙製フタ材10のヒートシール層13および紙製容器20の内面のヒートシール層の樹脂に関しては、LDPE等の融点が120℃以下の熱可塑性樹脂が使用され、その熱シール時のシール内面温度は130〜180℃の範囲となるため、中間層に形成される未延伸耐熱樹脂層12の融点(JISK7121による)を200℃以上とすることで、熱シール温度によっても未延伸耐熱樹脂層12は再溶融しないで安定した封かん強度が得られ、紙基材の破断防止になるというものである。具体的に使用できる樹脂は、ポリメチルペンテン(以下TPXと記す)等のポリオレフィン樹脂、ポリエステル樹脂、ポリブチレン樹脂、ポリアミド樹脂、ビニロン、アセテート、ポリカーボネート等の融点200℃以上の未延伸樹脂である。これらの樹脂は、紙製容器20の内面のヒートシール層の樹脂とは、熱接着性を持たないため、万一シールした際に加熱溶融され、シール圧力によって内面のヒートシール層に逃げが生じたとしても、必要以上に封かん強度が上昇したりすることはない。また紙製フタ材10に紙ムケを発生させることもない。
【0026】
また、本発明の紙製フタ材10を構成する未延伸耐熱樹脂層12の厚さは、10〜50μmの範囲が好ましく、押し出しラミネート法により形成される。未延伸耐熱樹脂層12の厚さが10μm未満の場合は、押し出しラミネート時に安定した製膜厚みが保持できず、ピンポールといった弊害によりシール不良を生じ、安定した封緘強度が得られにくくなり、厚さが50μmを超えた場合は、所望の封緘強度を得るが材料コストが増し実用的でなかったり、シール封緘時の温度、圧力の分布にムラを生じやすくなりやすくなる。
【0027】
つぎに、本発明の紙製フタ材10を構成するヒートシール層13は、紙製容器20の内面のヒートシール層とヒートシールする層であり、紙製容器20の内面のヒートシール層とヒートシールできる樹脂で、融点(JISK7121)が130℃以下、ビカット軟化点(JISK6760)が120℃以下のLDPE単体、あるいはポリブテン樹脂とLDPE樹脂のブレンド物を使用する。このように、ヒートシール層13をLDPEに限定する理由は、「乳等省令」の規定に適応する容器の使用制限を考慮しているためである。
【0028】
そして、ポリブテン樹脂とLDPE樹脂のブレンド物の場合、ポリブテン樹脂とLDPE樹脂のブレンド比(ポリブテン/低密度ポリエチレン)は、2/8〜8/2の範囲であり、好ましくは3/7〜7/3の範囲である。ポリブテンとLDPEのブレンド比(ポリブテン/低密度ポリエチレン)が2/8未満の場合は、ブレンドした樹脂がLDPE樹脂に近い性能となり、紙製容器の内面のヒートシール層と強く熱接着しまい易開封とはならない。ブレンド比(ポリブテン/低密度ポリエチレン)が8/2を超えた場合は、ポリブテンによる溶融粘弾性が増すためヒートシール時の熱によるシールヤセを生じやすくなる。すなわち、樹脂逃げにより、オーバーシールとなり、開封が安定しない。
【0029】
また、未延伸耐熱樹脂層12とヒートシール層13の接着を安定化させるため、未延伸耐熱樹脂層12を形成後表面処理としてコロナ処理、プラズマ処理、フレーム処理、オゾン酸化処理、アンカーコート(以下ACと記す)処理を施したのち、ヒートシール層13を形成させることが好ましい。特に、ヒートシール層13を未延伸耐熱樹脂層12面にコロナ放電処理又はプラズマ放電処理後にウレタン系アンカーコート剤を塗布した後に押し出しラミネート法により形成することが好ましい。
【0030】
また、本発明の紙製フタ材10を構成するヒートシール層13の厚みは5〜30μmの範囲が好ましい。その厚さが、5μm未満の場合、シール封緘時の圧力により、いわゆるヒートシール層が逃げによるシールやせを生じ、安定した封緘強度が得られにくくなり、30μmを超えた場合、所望の封緘強度を得るが材料コストが増し実用的でなかったり、シール封緘時の温度、圧力の分布にムラを生じやすくなりやすくなる。
【0031】
未延伸耐熱樹脂層12とヒートシール層13とを共押し出しラミネート法により形成することが好ましい。その理由は、未延伸耐熱樹脂層12が高価であることから、未延伸耐熱樹脂層12は必要最小限の厚さとすることが好ましく、そのために、ヒートシール層13をキャリアーにして加工する方法、つまり、未延伸耐熱樹脂層12とヒートシール層13とを共押し出しする方法が実用的かつ経済的であるという効果を有するものである。
【0032】
本発明の紙製フタ材10では、総重量のうち、紙基材層11の重量が紙製フタ材10全体の51%以上とすることが好ましい。紙基材層11の重量を紙製フタ材10全体の重量の51%以上とすることによって、使用後の分別回収時に紙分類として廃棄することができる。その理由は、平成7年6月に制定された「容器包装に係る分別収集及び再商品化の促進等に関する法律(容器包装リサイクル法)」では、分別サイクルを目的として容器包装の識別表示が義務付けられ、複数素材からなる容器包装の判別法として、容器包装を構成する素材のうち最も重いもの(重量ベースで最も比率が高いもの)に分類するという内容が明記されていることを根拠としている。
【実施例】
【0033】
つぎに、本発明の紙製フタ材について実施例を挙げて、さらに具体的に説明する。
【0034】
本発明の紙製フタ材の実施例として、紙基材層としてカップ原紙300g/m2(富士製紙株式会社製)を使用し、カップ原紙の裏面に6KWでコロナ処理をした後、エキストルージョンラミネート法により、未延伸耐熱樹脂層として、融点238℃のTPX30μm(三井化学株式会社製)を積層し、ラミネート後にTPX面に6KWでコロナ処理をし、つぎに、ウレタン系AC剤AD540/CAT10(東洋モートン株式会社製)をグラビアコートした後、ヒートシール層として、融点107℃のLDPE20μm(L2340;旭化成株式会社製)を押し出しラミネートして積層して下記の構成の紙製フタ材を得た。
【0035】
カップ原紙300g/m2/TPX30μm/AC剤/LDPE20μm
【0036】
<比較例1>
紙基材層としてカップ原紙300g/m2(富士製紙株式会社製)を使用し、カップ原紙の裏面に6KWでコロナ処理をした後、ウレタン系AC剤AD540/CAT10(東洋モートン株式会社製)をグラビアコートしたのちエキストルージョンラミネート法により、LDPE30μm(L2340;旭化成株式会社製)、LDPE20μm(L2340;旭化成株式会社製)を順次積層して下記の構成の紙製フタ材を得た。
【0037】
カップ原紙300g/m2/LDPE30μm/AC剤/LDPE20μm
【0038】
<比較例2>
紙基材層としてカップ原紙300g/m2(富士製紙株式会社製)を使用し、カップ原紙の裏面に6KWでコロナ処理をした後、融点132℃のHDPE30μ(HJ360 日本ポリエチレン株式会社製)をラミネート後、そのHDPE面に6KWコロナ処理したのちウレタン系AC剤AD540/CAT10(東洋モートン株式会社製)をグラビアコートしたのち融点107℃のLDPE20μ(L2340;旭化成株式会社製)を順次ラミネートして下記の構成の紙製フタ材を得た。
【0039】
カップ原紙300g/m2/HDPE30μm/AC剤/LDPE20μ
【0040】
実施例、比較例1、比較例2の紙製フタ材をそれぞれ(外面側)LDPE15μm/カップ原紙紙300g/m2/LDPE40μm(内面側)の構成からなる紙製容器のフランジ部とヒートシールし、開封状態を評価した。
(ヒートシール条件)
1.シール温度;240℃、シール圧;20kpa、シール時間;1sec
【0041】
【表1】
【0042】
<結果>
結果は、「表1」に示したように、比較例1では、両方のヒートシール条件において、紙製フタ材の紙ムケ、ヤブレが生じた。また、封かん強度が「乳等省令」の規格外であった。
【0043】
比較例2では、紙製フタ材のシールやせ、ポリ溜りの発生があった。また、封かん強度が「乳等省令」の規格外であった。
【0044】
本発明の実施例では、ヒートシール条件において、剥離状態がPE−PEの凝集剥離であり、紙製容器およびフタ材の紙ムケは生じていなかった。また、封かん強度が15.0〜18.0kpa・10secであり、「乳等省令」で規定する13.3kpa・10sec以上となるものであり、規格内であった。
【産業上の利用可能性】
【0045】
本発明の紙製フタ材は、主にヨーグルト、乳製品、果汁、ゼリー等を充填する紙製容器のフタ材として好適に使用することができ、使用後の分別回収時に紙分類として廃棄することができ、かつ、「乳等省令」の規格を満足する構成である紙製フタ材に利用可能なものである。
【図面の簡単な説明】
【0046】
【図1】本発明の紙製フタ材の実施の形態の一実施例を示す構成図である。
【図2】本発明の紙製フタ材を開封する状態を示す斜視図である。
【符号の説明】
【0047】
10 紙製フタ材
11 紙基材層
12 未延伸耐熱樹脂層
13 ヒートシール層
20 紙製容器
21 フランジ部
【特許請求の範囲】
【請求項1】
紙製容器を密封し易開封性の機能を有し、紙基材層に、未延伸耐熱樹脂層、ヒートシール層を順次積層してなる積層体からなり、前記未延伸耐熱樹脂層が融点(JISK7121)が200℃以上の熱可塑性樹脂からなり、前記ヒートシール層が融点(JISK7121)が130℃以下の熱可塑性樹脂からなることを特徴とする紙製フタ材。
【請求項2】
前記ヒートシール層には、低密度ポリエチレン単体、もしくはポリブテン樹脂と低密度ポリエチレン樹脂のブレンド物を使用したことを特徴とする請求項1に記載の紙製フタ材。
【請求項3】
前記ブレンド物において、前記ポリブテンと前記低密度ポリエチレンのブレンド比(ポリブテン/低密度ポリエチレン)を2/8〜8/2の範囲としたことを特徴とする請求項2に記載の紙製フタ材。
【請求項4】
前記未延伸耐熱樹脂層を押し出しラミネート法により形成したことを特徴とする請求項1乃至3のいずれかに記載の紙製フタ材。
【請求項5】
前記ヒートシール層を前記未延伸耐熱樹脂層面にコロナ放電処理又はプラズマ放電処理後にウレタン系アンカーコート剤を塗布した後に押し出しラミネート法により形成したことを特徴とする請求項1乃至4のいずれかに記載の紙製フタ材。
【請求項6】
総重量のうち、前記紙基材層の重量を51%以上としたことを特徴とする請求項1乃至5のいずれかに記載の紙製フタ材。
【請求項1】
紙製容器を密封し易開封性の機能を有し、紙基材層に、未延伸耐熱樹脂層、ヒートシール層を順次積層してなる積層体からなり、前記未延伸耐熱樹脂層が融点(JISK7121)が200℃以上の熱可塑性樹脂からなり、前記ヒートシール層が融点(JISK7121)が130℃以下の熱可塑性樹脂からなることを特徴とする紙製フタ材。
【請求項2】
前記ヒートシール層には、低密度ポリエチレン単体、もしくはポリブテン樹脂と低密度ポリエチレン樹脂のブレンド物を使用したことを特徴とする請求項1に記載の紙製フタ材。
【請求項3】
前記ブレンド物において、前記ポリブテンと前記低密度ポリエチレンのブレンド比(ポリブテン/低密度ポリエチレン)を2/8〜8/2の範囲としたことを特徴とする請求項2に記載の紙製フタ材。
【請求項4】
前記未延伸耐熱樹脂層を押し出しラミネート法により形成したことを特徴とする請求項1乃至3のいずれかに記載の紙製フタ材。
【請求項5】
前記ヒートシール層を前記未延伸耐熱樹脂層面にコロナ放電処理又はプラズマ放電処理後にウレタン系アンカーコート剤を塗布した後に押し出しラミネート法により形成したことを特徴とする請求項1乃至4のいずれかに記載の紙製フタ材。
【請求項6】
総重量のうち、前記紙基材層の重量を51%以上としたことを特徴とする請求項1乃至5のいずれかに記載の紙製フタ材。
【図1】

【図2】
【図2】
【公開番号】特開2008−222274(P2008−222274A)
【公開日】平成20年9月25日(2008.9.25)
【国際特許分類】
【出願番号】特願2007−63414(P2007−63414)
【出願日】平成19年3月13日(2007.3.13)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成20年9月25日(2008.9.25)
【国際特許分類】
【出願日】平成19年3月13日(2007.3.13)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]