
紙製容器
【課題】紙材の絞り加工によって成形した紙製容器であって、ヒートシールする蓋材との密封性、開封性に優れ、かつ形状保持性が高く、成形蓋を嵌合する場合も容易かつ確実に嵌合することができる紙製容器を安価に提供する。
【解決手段】紙材を絞り加工して成形した有底筒状の容器本体3の開口部の周囲に、周壁部6から連続する外向きのフランジ部4が一体に形成されるとともに、フランジ部4に、その上面を覆うリング枠状板部材5が固着されている。
【解決手段】紙材を絞り加工して成形した有底筒状の容器本体3の開口部の周囲に、周壁部6から連続する外向きのフランジ部4が一体に形成されるとともに、フランジ部4に、その上面を覆うリング枠状板部材5が固着されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、紙材のブランクを絞り加工して得られる有底筒状の容器に係り、その上端開口部に蓋材がヒートシールされ、又は若干の深さを有する成形蓋が嵌合される紙製容器に関する。
【背景技術】
【0002】
食品類を収容する容器の材料として、紙材、アルミニウム箔、発泡スチロール等のプラスチック材料などが使用されているが、紙製容器は、ブランクからカップ状に絞り加工することができるとともに、電子レンジを利用した調理が可能で、また廃棄処理も容易であることから、特にアルミニウム箔製の容器に代わって、広く用いられてきている。このような紙製容器として、特許文献1、特許文献2記載のものがある。
【0003】
特許文献1記載の紙製容器は、一枚の板紙原紙から深絞り加工によってどんぶり型に成形したものである。この紙製容器を製造する場合、平板のブランクに微小な角度間隔で長さの異なる多数のスコア溝(罫線)を放射状に形成しておき、深絞り成形時に発生する皺をスコア溝に沿わせることで均一化するようにしている。また、そのブランクには熱可塑性樹脂がラミネートされており、絞り加工した後に、開口部をカール加工し、そのカール部を超音波溶着器で加圧しながらラミネートフィルムを溶着することにより、フランジを形成しており、そのフランジに蓋材がヒートシールされるようになっている。
【0004】
特許文献2には、角型と丸型の二種類の紙製容器が示されている。角型容器は、そのコーナー部にスコア溝を形成した状態の板紙原紙を絞り加工して形成され、そのフランジ部の外周はカール加工で丸められている。また、コーナー部におけるフランジ部では、皺が生じ易いが、絞り加工時に型の間でしごかれることにより、皺が扁平状態に加工され、蓋材をヒートシールすることができるとされている。一方、丸型の容器においては、フランジ部がカール加工され、そのカール部に、若干の深さの側壁部を有する成形蓋が嵌合されるようになっている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−341911号公報
【特許文献2】特開平10−71656号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、このような紙製容器と蓋材とのヒートシール部は、流通経路等においては容易に剥離することのないように密着している必要がある反面、開封時には蓋材を破らなくても剥離できるものでなければならず、その密封性、開封性にばらつきが生じないようにする必要がある。
一方、上記特許文献記載の紙製容器においては、紙材のブランクから絞り加工によって容器を成形する以上、皺の発生は避けられず、発生した皺をしごいたり押しつぶしたりすることにより平坦化することが行われるが、その程度では微小な凹凸は残存し、その後のヒートシールが不十分になり易い。このため、蓋材をシールした後に、さらに透明樹脂からなる包装袋に収容して密封するようにしているのが一般的である。これを簡単に剥離しないように密着力を高める方法とすると、開封時に蓋材が破れるなど、開封性を損なう原因となる。
また、食品類を収容する容器にあっては、開封後にお湯を入れたり、スチーム加熱することがあるが、その温度によって容器が軟化し、お湯の重量で壁が倒れてフランジ部が広がるなど、取り扱いに支障をきたすという欠点がある。また、特許文献2に記載の側壁部を有する成形蓋を嵌合する場合に、容器の開口部が変形して嵌合できない不具合が生じる。
この場合、特許文献1記載のように紙材と樹脂とのラミネート材を使用するのではコスト高を招く。
【0007】
本発明は、前記事情に鑑みてなされたもので、紙材の絞り加工によって成形した紙製容器であって、ヒートシールする蓋材との密封性、開封性に優れ、かつ形状保持性が高く、成形蓋を嵌合する場合も容易かつ確実に嵌合することができる紙製容器を安価に提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の紙製容器は、紙材を絞り加工して成形した有底筒状の容器本体の開口部の周囲に、周壁部から連続する外向きのフランジ部が一体に形成されるとともに、該フランジ部に、その上面を覆うリング枠状板部材が固着されていることを特徴とする。
【0009】
すなわち、紙材を絞り加工して容器本体を成形すると、前述したように開口部の周囲の周壁部からフランジ部にかけて皺が発生するが、本発明では、その皺の発生自体は避けられないとの認識の下、その皺が生じたフランジ部の上面をリング枠状板部材で覆った状態としたものである。この場合、フランジ部とリング枠状板部材との間は、開封時に剥離される部分ではないため、強固に固着しておくことができ、リング枠状板部材の上面に蓋材をヒートシールすることができる。そして、板部材であるため、上面を平滑にすることができ、所望の密封性、開封性を確保することができる。
また、リング枠状板部材によってフランジ部が拘束された状態となるので、その変形が防止され、お湯を注いだ場合等にもフランジ部の変形を確実に防止することができ、成形蓋を嵌合する際も容易かつ確実に嵌合状態とすることができる。
【0010】
本発明の紙製容器において、前記リング枠状板部材は、前記フランジ部の上面を覆う平板部と、前記フランジ部の外周縁部を囲む縦壁部とが一体に形成されている構成としてもよい。
縦壁部によりリング枠状板部材全体の剛性が大きくなり、容器本体の形状保持性を高めることができる。
【0011】
また、前記リング枠状板部材は、さらに前記フランジ部の外周縁からフランジ部の下面に折り込まれて固着されている構成としてもよい。
リング枠状板部材がフランジ部の上下両面を挟み込むように固着されるので、フランジ部がより補強され、形状保持性がさらに高められる。
【0012】
本発明の紙製容器において、前記フランジ部と前記リング枠状板部材とは、その周方向に沿うリング状のかしめ部によって前記フランジ部上面のリング溝内に前記リング枠状板部材の一部が食い込んだ状態に固着されている構成としてもよい。
フランジ部とリング枠状板部材とは接着剤で固着することも可能であるが、かしめ部によって食い込ませた状態に固着することもでき、その場合、かしめ部がリング状に形成されるので、補強効果が発揮され、さらに形状保持性が高められる。蓋材は、リング枠状板部材の平板状の部分にヒートシールすればよく、かしめ部の内側又は外側のいずれかにヒートシールしてもよいし、かしめ部をまたぐようにヒートシールしてもよい。かしめ部は一つのリング状でもよいし、二重以上のリング状としてもよい。
このようなかしめ部によってフランジ部とリング枠状板部材とを固着することにより、両者の間の接着剤を省略又はその使用量を少なくすることができる。
【発明の効果】
【0013】
本発明の紙製容器によれば、紙材を絞り加工した底部、周壁部が一体の容器でありながら、そのフランジ部を覆うリング枠状板部材によって蓋材をシールする部分の平滑性が確保され、密封性、開封性をともに満足する紙製容器を提供することができる。また、フランジ部がリング枠状板部材によって補強されるので、お湯を入れたときやスチーム加熱等の際の形状保持性を高めることができ、また、成形蓋が嵌合される場合もフランジ部の変形を防止して確実かつ容易に嵌合することがきる。したがって、丸型、角型あるいはどんぶり型などの種々の形状の容器に広く適用することができる。しかも、この紙製容器はラミネート材や超音波溶着等を使用せずに製作することが可能であるので、安価に提供することができる。
【図面の簡単な説明】
【0014】
【図1】本発明の第1実施形態の紙製容器を分解して示す斜視図である。
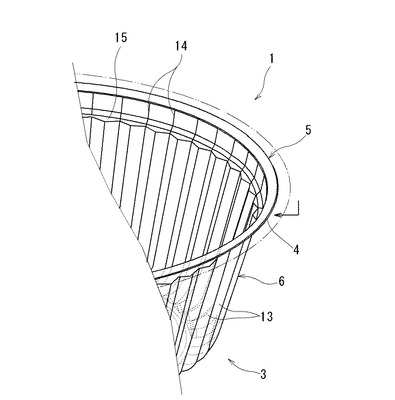
【図2】図1の紙製容器のフランジ部を拡大して示す斜視図である。
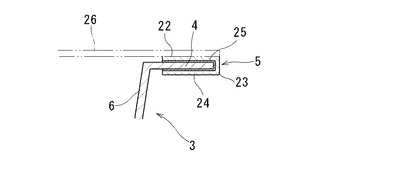
【図3】図2に示すフランジ部の縦断面図である。
【図4】第1実施形態の紙製容器の平面図である。
【図5】図4の右半分を断面にした側面図である。
【図6】第1実施形態の容器本体を製作するためのブランクを示す平面図である。
【図7】第1実施形態のリング枠状板部材を展開した板紙の平面図である。
【図8】図7のリング枠状板部材を成形している途中の状態を示す断面図である。
【図9】本発明の第2実施形態における展開状態のリング枠状板部材を示す一部を省略した平面図である。
【図10】本発明の第3実施形態におけるフランジ部の縦断面図である。
【図11】本発明の第4実施形態におけるフランジ部の縦断面図である。
【図12】本発明の第5実施形態におけるフランジ部の縦断面図である。
【図13】本発明の紙製容器を適用可能な容器の形状の例を示した斜視図である。
【発明を実施するための形態】
【0015】
以下、本発明に係る紙製容器の実施形態を図面を参照しながら説明する。
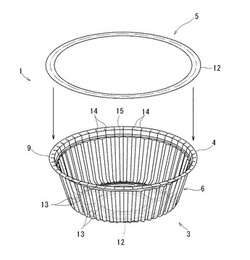
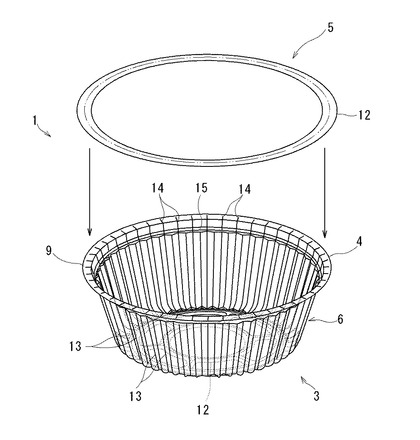
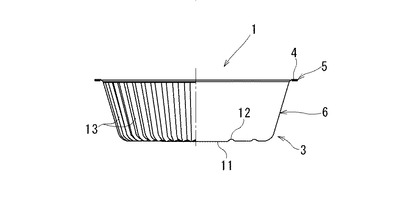
図1〜図8は本発明の第1実施形態の紙製容器を示している。この紙製容器1は、紙材のブランク2を絞り加工してなる有底筒状の容器本体3と、この容器本体3の開口部に形成される外向きのフランジ部4を覆うリング枠状板部材5とから構成されている。
【0016】
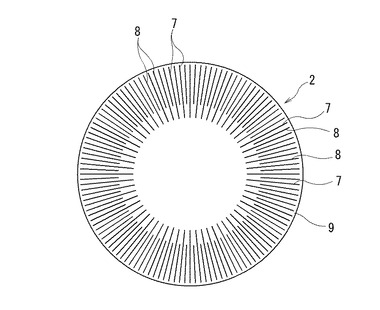
容器本体3は、図6に示す紙材のブランク2を絞り加工してなるものである。このブランク2は、円板状に形成され、容器本体3の周壁部6からフランジ部4を形成する領域に、多数の罫線(スコア溝)7,8が形成されている。これら罫線7,8は、全体としてはブランク2の中心部を除き、その周囲に放射状に形成されるとともに、長短二種類のものが形成され、長い罫線7と短い罫線8とが周方向に交互に配置されている。例えば、1.8°間隔で200本の罫線7,8が形成され、長短各100本ずつ形成されている。なお、ブランク2の外周縁からわずかな距離(例えば1〜3mm)の範囲には罫線7,8が設けられておらず、平坦部9が配置されている。なお、このブランク2を構成する紙材は、坪量が120〜500g/m2程度の材料のものが用いられ、厚さは0.1〜0.6mm程度とされ、水漏れ防止のために、内面側に、ポリエチレンテレフタレート(PET)、ポリ塩化ビニール(PVC)、ポリプロピレン(PP)、ポリブチレンテレフタレート(PBT)、ポリエチレン(PE)等の合成樹脂がコーティングされている。
【0017】
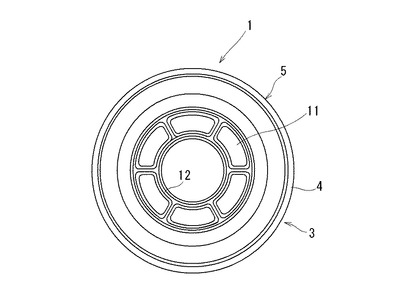
そして、この円形のブランク2を加熱状態の金型(図示略)によって絞り加工することにより、有底筒状の容器本体3が形成される。この容器本体3は、円形の底部11、その周りを囲む周壁部6及び上端のフランジ部4を一体に形成した形状であり、底部11にはビード部12が形成され、周壁部6には多数の凸条13が形成され、周壁部6の上端部からフランジ部4にかけては多数の折り目14が形成されている。底部11のビード部12は、径の異なる二本のリング状部の間を放射状のスポーク部で連結してなる形状とされ、その横断面は、外底面が凹状で外底面から容器本体の内方に向けて突出する山形形状とされている。
【0018】
また、周壁部6は、上方の開口部に向かうにしたがい漸次拡径したテーパ状に形成されている。また、この周壁部6の上端部を除き、底部11の外周部から周壁部6の大部分には、深さ方向に沿う多数の凸条13が設けられていることにより、壁が凹凸状に形成されている。この凸条13は、ブランク2のときに形成しておいた罫線7,8によって形成されたもので、絞り加工によって周方向に縮小させられることにより、罫線7,8の部分が半径方向外方に突出して形成されたものである。この罫線7,8の間の部分は、半径方向内方に向けて山形に突出することになる。
【0019】
一方、図1及び図2に示すように、周壁部6の上端部には段部15が形成され、その段部15からフランジ部4を含めた上方部分は、凹凸がつぶされることにより折り目14が形成され、全体としてはほぼフラットに形成されている。この部分は、絞り加工時に上型と下型との間で加圧状態に挟持されることにより形成されたもので、折り目14は、罫線7,8の間で半径方向内方に向けて山形に突出した部分がつぶされることにより細いひだ状になり、このひだ状の部分が罫線7,8を介して反対側に重なり合うことによって形成される。
また、フランジ部4は、周壁部6の上端から水平に形成され、周壁部6の上端部の折り目14が延長して形成されているが、外周縁部のわずかな範囲(前述の1〜3mmの範囲)は折り目14のない平坦部9とされている。
【0020】
そして、リング枠状板部材5は、容器本体3に固着する前の状態では、図7に示すように、容器本体3のフランジ部4の内周縁の内径とほぼ同じ内径で、フランジ部4の外周縁の外径よりも大きい外径を有する幅広のリング枠状に形成された平坦な板紙21であり、その内周部のほぼ半分の領域が容器本体3のフランジ部4の上面に配置され、その状態で図2に鎖線で示すようにフランジ部4の外周縁から半径方向外方に突出する部分がフランジ部4の外周縁から下面にかけて折り返されることにより、図3に示すように、フランジ部4の上面の平板部22と、フランジ部4の外周縁の外側を囲む縦壁部23と、フランジ部4の下面に配置される折り返し部24とが形成され、フランジ部4との間が接着剤25によって固着されている。
【0021】
このリング枠状板部材5は、容器本体3のように絞り加工されるものではないので、例えば50〜600g/m2の坪量のものが用いられる。厚さは50μm〜1mm程度とされる。接着剤25は、紙の接着に用いられる一般的な接着剤を使用することができ、容器本体3のフランジ部4に折り目14によって形成される凹凸を吸収できる程度、例えば20〜100μmの厚さで塗布される。
【0022】
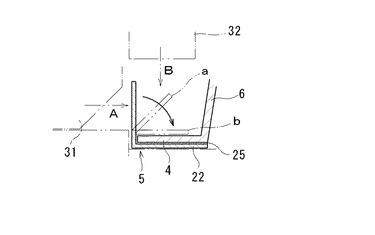
また、このリング枠状板部材5のフランジ部4の下面への折り返しは、まずプレス加工によって図8の実線で示すようにリング枠状板部材5をフランジ部4から垂直に折り曲げた状態とし(この図8は容器本体の天地を逆に配置している)、フランジ部4の外側からスライド型31によって矢印Aで示す半径方向内方に向けて押し倒すようにして符号aで示す傾斜状態に成形し、次いで、押圧パンチ32によって矢印Bで示す上下方向に押圧して符号bで示すようにフランジ部4の下面に押し付けるという操作をトランスファー成形等によって連続的に行えばよい。
なお、蓋材26は、容器本体3のフランジ部4の外形に応じたフラットのシート状に形成され、紙材の他、プラスチックフィルム、アルミニウム箔のラミネート材等が用いられ、片面にヒートシール剤が塗布されている。
【0023】
このように構成した紙製容器1において、容器本体3と蓋材26とは、図3に示すように、容器本体3のフランジ部4上でヒートシールによって接合される。この場合、フランジ部4の上面には、リング枠状板部材5が貼付され、その平板部22が設けられているため、折り目14による凹凸は平板部22により覆われており、その表面が平坦で平滑な状態とされている。したがって、その平滑なリング枠状板部材5の平板部22の上に蓋材26をヒートシールすることになるため、両者間を確実に密封状態とすることができるのはもちろん、ヒートシール部を所望の接着強度のものに設定することが容易であり、しかも、そのばらつきも小さくすることができ、その後の使用時における剥離強度を適切なものとすることができる。
【0024】
また、前述したように、収容される食品類によっては、開封後にお湯を注いだり、スチーム加熱されることがあるが、その場合、リング枠状板部材5は容器本体3のフランジ部4上に固着したままであるので、フランジ部4がリング枠状板部材5により補強された状態となっている。したがって、容器本体3の周壁部6が広がるなどの変形から拘束され、形状保持性に優れるので、容器としての取り扱い性を損なうことがない。
【0025】
さらに、この容器本体3に、ヒートシールされる蓋材26とは別に、若干の深さを有する成形蓋が被せられて嵌合される場合にも、フランジ部4がリング枠状板部材5で補強されているので、フランジ部4の変形が防止され、その外周縁と成形蓋との嵌合を確実にすることができる。
なお、蓋材26をヒートシールすることなく、成形蓋がフランジ部4の内周部に嵌合されるタイプの容器である場合にも、本実施形態の構造を採用することができ、リング枠状板部材によってフランジ部の形状保持性が高いので、成形蓋を確実に嵌合状態とすることができる。
【0026】
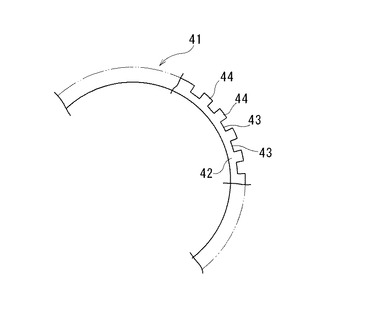
図9は、第2実施形態の紙製容器におけるリング枠状板部材を示している。容器本体は第1実施形態と同じものが使用されるので、容器本体に関しては同一符号により説明する。このリング枠状板部材41は、容器本体3のフランジ部4の上面に貼付される部分(平板部42)は平面のリング状に形成され、その外側の領域、つまり、フランジ部3の外周縁部から下面にかけて配置される領域に、多数の切欠部43が周方向に間隔をおいて形成されている。
そして、このリング枠状板部材41の内側の平板部42をフランジ部4の上面に被せて、外周縁部から下面にかけて折り込む際に、切欠部43により隣接する小片44どうしが接近して配置できるので、しわの発生を防止することができる。このため、リング枠状板部材41として、第1実施形態のものより、厚めのものを使用することが可能になり、より補強効果を高めることができる。
なお、この図9では、切欠部43を設けているが、切欠部43に代えて放射状にスリットを形成しておき、フランジ部4の下面に折り返した状態で、スリットを介して左右の小片が重なり合うように構成してもよい。
【0027】
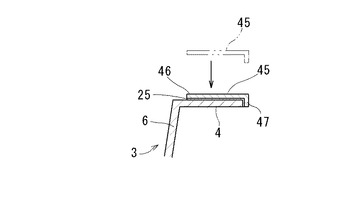
図10は第3実施形態の紙製容器におけるフランジ部を示している。この実施形態においても、容器本体は第1実施形態のものと同じであるが、そのフランジ部4に固着されるリング枠状板部材45が若干成形された状態とされている。
すなわち、このリング枠状板部材45は、フランジ部4を覆う平板部46と、フランジ部46の外周縁部に対向する縦壁部47とを一体に形成した形状とされている。このリング枠状板部材45は、平板部46及び縦壁部47を含む大きさのリング板状の紙材を若干の深さに絞り加工して、その外側部分を折り曲げるようにして形成される。この場合、縦壁部47となる領域には、容器本体3の場合と同様に、罫線を設けておいてもよいが、成形深さが浅いので、罫線を設けずに成形し、絞り成形型の間で押しつぶすようにしてもよい。
この実施形態においては、容器本体3のフランジ部4がその上面から外周縁部にかけてリング枠状板部材45により覆われた状態とされ、縦壁部47が設けられることから、リング枠状板45材の剛性が大きくなり、形状保持性を高めることができる。
なお、リング枠状板材45を予め成形しておくようにしたが、縦壁部を展開した平板状の板材をフランジ部4に重ねて、そのフランジ部の外周縁から突出する部分を折り曲げるように絞り加工することにより、フランジ部4に沿わせて成形することとしてもよい。
【0028】
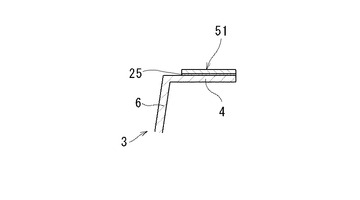
図11は、本発明の第4実施形態を示している。この実施形態においては、容器本体3は第1実施形態から第3実施形態のものと同じであるが、リング枠状板部材51は平板のリング板状に形成され、容器本体3のフランジ部4に重ねられた状態で貼付されている。
リング枠状板部材51の成形等の加工がないので、製作が容易である。
【0029】
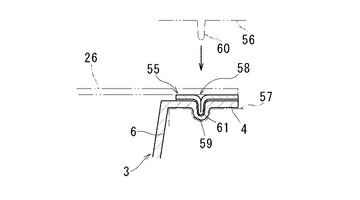
図12は本発明の第5実施形態を示している。この実施形態においては、容器本体3は他の実施形態と同様であり、リング枠状板部材55は、図11のものと同様に平板のリング板状に形成され、容器本体3のフランジ部4に重ねられた状態でかしめ加工によって固着されている。このかしめ加工は、フランジ部4の上にリング枠状板部材55を重ねた状態で、上下に金型56.57で挟んでリング状にかしめ部58を形成して、フランジ部4にリング枠状板部材55をくい込ませた状態に固着するものである。
【0030】
そのかしめ金型は、下型57には、フランジ部5が載せられる上面に、リング状に凹溝59が形成され、上型56には、リング枠状板部材55を押圧する部分に、下型57の凹溝59にフランジ部4及びリング枠状板部材55を介在させた状態で嵌合する凸条60がリング状に形成されている。この場合、下型57と上型56とを閉じたときに、下型57の凹溝59内には、フランジ部4とリング枠状板部材55とが二枚分と、上型の凸条60とが入り込むことになるが、その凹溝59の幅が、その中に入り込むフランジ部4、リング枠状板部材55及び凸条60の合計の厚さよりも小さく設定されている。
【0031】
そして、これら下型57と上型56との間にフランジ部4とリング枠状板部材55とを挟んだ状態で加圧することにより、上型56の凸条60によってリング枠状板部材55が押圧され、その下のフランジ部4が下型57の凹溝59内に入り込み、その凹溝59に入り込んだことにより形成されるリング溝61内にリング枠状板部材55及び上型56の凸条60が食い込み、その状態で、両型56,57を離間させると、フランジ部4にリング枠状板部材55が食い込んだ状態のかしめ部58がリング状に形成される。この場合、フランジ部4とリング枠状板部材55との間はかしめ部58のみによって固着することが可能であるが、両者の間に接着剤25を介在させておいてもよい。
蓋材26は、図12に鎖線で示す例では、かしめ部58をまたぐようにしてリング枠状板部材55の全面にヒートシールされる。
【0032】
この実施形態の紙製容器においては、フランジ部4に形成したかしめ部58が補強リングの機能を果たし、形状保持性をさらに高めることができる。また、このかしめ部58によって容器本体3のフランジ部4とリング枠状板部材55とが固着状態となるので、両者の間に接着剤25を介在させる場合も、その使用量を少なくすることができる。
なお、蓋材26は、リング枠状板部材55の平坦部にヒートシールすればよく、図12に示すようにかしめ部58をまたいでヒートシールしてもよいし、かしめ部58の内側又は外側のいずれかにヒートシールしてもよい。かしめ部58は一つのリング状でもよいし、二重以上のリング状としてもよい。
【0033】
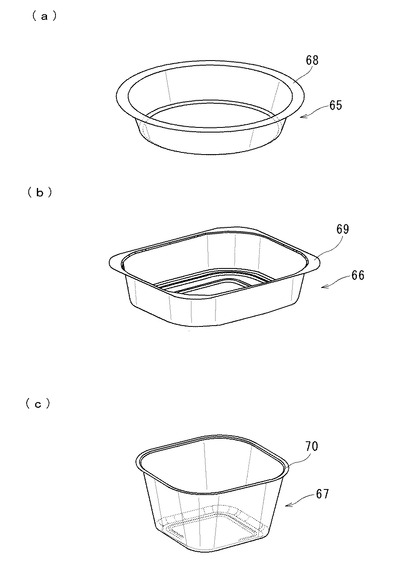
図13は、本発明が適用される容器本体の形状の変形例を示している。
図13(a)では第1実施形態等の容器本体よりも浅い丸皿型の容器本体65、図13(b)では角皿型の容器本体66、図13(c)では角形のどんぶり型の容器本体67をそれぞれ示し、これらのフランジ部に貼付されるリング枠状板部材も、各容器本体のフランジ部の形状に合わせて、図13(a)のリング枠状板部材68では内周及び外周が同心円のリング状、図13(b)のリング枠状板部材69では角形枠状、図13(c)のリング枠状板部材70も角形枠状にそれぞれ形成されている。なお、図13においては、容器本体の凸条等の細部構造は図示を省略している。
このように、フランジ部にリング枠状板部材が貼付され、その上面が平滑な平坦に形成されるので、容器本体としては皺が大きくなり易い形状であっても、フランジ部上面は平面に仕上げることができ、ヒートシールによる密封性及び開封性を損なうことがない。
なお、これら図13に示される各容器本体においても、リング枠状板部材としては、図3、図9〜図12のいずれの形式のものも採用することができる。
【0034】
なお、本発明は上記実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲において種々の変更を加えることが可能である。
例えば、第1実施形態で説明した容器本体の周壁部の上部に段部を設けたが、この段部を設けずに、周壁部の上部にいくにしたがって凸条を徐々につぶしていくように構成してもよい。また、容器本体のブランクを構成する紙材は、防水機能が不要であれば非塗工紙を用いることも可能であり、さらに、用途に応じて段ボール紙を適用してもよい。また、プラスチックフィルムとのラミネート紙の適用を除外するものではない。一方、リング枠状板部材は紙材によって構成したが、プラスチック材料、ゴム等から構成してもよい。
【符号の説明】
【0035】
1 紙製容器
2 ブランク
3 容器本体
4 フランジ部
5 リング枠状板部材
6 周壁部
7,8 罫線
9 平坦部
11 底部
12 ビード部
13 凸条
14 折り目
15 段部
21 板紙
22 平板部
23 縦壁部
24 折り返し部
25 接着剤
26 蓋材
41 リング枠状板部材
42 平板部
43 切欠部
44 小片
45 リング枠状板部材
46 平板部
47 縦壁部
51 リング枠状板部材
55 リング枠状板部材
58 かしめ部
61 リング溝
65〜67 容器本体
68〜70 リング枠状板部材
【技術分野】
【0001】
本発明は、紙材のブランクを絞り加工して得られる有底筒状の容器に係り、その上端開口部に蓋材がヒートシールされ、又は若干の深さを有する成形蓋が嵌合される紙製容器に関する。
【背景技術】
【0002】
食品類を収容する容器の材料として、紙材、アルミニウム箔、発泡スチロール等のプラスチック材料などが使用されているが、紙製容器は、ブランクからカップ状に絞り加工することができるとともに、電子レンジを利用した調理が可能で、また廃棄処理も容易であることから、特にアルミニウム箔製の容器に代わって、広く用いられてきている。このような紙製容器として、特許文献1、特許文献2記載のものがある。
【0003】
特許文献1記載の紙製容器は、一枚の板紙原紙から深絞り加工によってどんぶり型に成形したものである。この紙製容器を製造する場合、平板のブランクに微小な角度間隔で長さの異なる多数のスコア溝(罫線)を放射状に形成しておき、深絞り成形時に発生する皺をスコア溝に沿わせることで均一化するようにしている。また、そのブランクには熱可塑性樹脂がラミネートされており、絞り加工した後に、開口部をカール加工し、そのカール部を超音波溶着器で加圧しながらラミネートフィルムを溶着することにより、フランジを形成しており、そのフランジに蓋材がヒートシールされるようになっている。
【0004】
特許文献2には、角型と丸型の二種類の紙製容器が示されている。角型容器は、そのコーナー部にスコア溝を形成した状態の板紙原紙を絞り加工して形成され、そのフランジ部の外周はカール加工で丸められている。また、コーナー部におけるフランジ部では、皺が生じ易いが、絞り加工時に型の間でしごかれることにより、皺が扁平状態に加工され、蓋材をヒートシールすることができるとされている。一方、丸型の容器においては、フランジ部がカール加工され、そのカール部に、若干の深さの側壁部を有する成形蓋が嵌合されるようになっている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2006−341911号公報
【特許文献2】特開平10−71656号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、このような紙製容器と蓋材とのヒートシール部は、流通経路等においては容易に剥離することのないように密着している必要がある反面、開封時には蓋材を破らなくても剥離できるものでなければならず、その密封性、開封性にばらつきが生じないようにする必要がある。
一方、上記特許文献記載の紙製容器においては、紙材のブランクから絞り加工によって容器を成形する以上、皺の発生は避けられず、発生した皺をしごいたり押しつぶしたりすることにより平坦化することが行われるが、その程度では微小な凹凸は残存し、その後のヒートシールが不十分になり易い。このため、蓋材をシールした後に、さらに透明樹脂からなる包装袋に収容して密封するようにしているのが一般的である。これを簡単に剥離しないように密着力を高める方法とすると、開封時に蓋材が破れるなど、開封性を損なう原因となる。
また、食品類を収容する容器にあっては、開封後にお湯を入れたり、スチーム加熱することがあるが、その温度によって容器が軟化し、お湯の重量で壁が倒れてフランジ部が広がるなど、取り扱いに支障をきたすという欠点がある。また、特許文献2に記載の側壁部を有する成形蓋を嵌合する場合に、容器の開口部が変形して嵌合できない不具合が生じる。
この場合、特許文献1記載のように紙材と樹脂とのラミネート材を使用するのではコスト高を招く。
【0007】
本発明は、前記事情に鑑みてなされたもので、紙材の絞り加工によって成形した紙製容器であって、ヒートシールする蓋材との密封性、開封性に優れ、かつ形状保持性が高く、成形蓋を嵌合する場合も容易かつ確実に嵌合することができる紙製容器を安価に提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の紙製容器は、紙材を絞り加工して成形した有底筒状の容器本体の開口部の周囲に、周壁部から連続する外向きのフランジ部が一体に形成されるとともに、該フランジ部に、その上面を覆うリング枠状板部材が固着されていることを特徴とする。
【0009】
すなわち、紙材を絞り加工して容器本体を成形すると、前述したように開口部の周囲の周壁部からフランジ部にかけて皺が発生するが、本発明では、その皺の発生自体は避けられないとの認識の下、その皺が生じたフランジ部の上面をリング枠状板部材で覆った状態としたものである。この場合、フランジ部とリング枠状板部材との間は、開封時に剥離される部分ではないため、強固に固着しておくことができ、リング枠状板部材の上面に蓋材をヒートシールすることができる。そして、板部材であるため、上面を平滑にすることができ、所望の密封性、開封性を確保することができる。
また、リング枠状板部材によってフランジ部が拘束された状態となるので、その変形が防止され、お湯を注いだ場合等にもフランジ部の変形を確実に防止することができ、成形蓋を嵌合する際も容易かつ確実に嵌合状態とすることができる。
【0010】
本発明の紙製容器において、前記リング枠状板部材は、前記フランジ部の上面を覆う平板部と、前記フランジ部の外周縁部を囲む縦壁部とが一体に形成されている構成としてもよい。
縦壁部によりリング枠状板部材全体の剛性が大きくなり、容器本体の形状保持性を高めることができる。
【0011】
また、前記リング枠状板部材は、さらに前記フランジ部の外周縁からフランジ部の下面に折り込まれて固着されている構成としてもよい。
リング枠状板部材がフランジ部の上下両面を挟み込むように固着されるので、フランジ部がより補強され、形状保持性がさらに高められる。
【0012】
本発明の紙製容器において、前記フランジ部と前記リング枠状板部材とは、その周方向に沿うリング状のかしめ部によって前記フランジ部上面のリング溝内に前記リング枠状板部材の一部が食い込んだ状態に固着されている構成としてもよい。
フランジ部とリング枠状板部材とは接着剤で固着することも可能であるが、かしめ部によって食い込ませた状態に固着することもでき、その場合、かしめ部がリング状に形成されるので、補強効果が発揮され、さらに形状保持性が高められる。蓋材は、リング枠状板部材の平板状の部分にヒートシールすればよく、かしめ部の内側又は外側のいずれかにヒートシールしてもよいし、かしめ部をまたぐようにヒートシールしてもよい。かしめ部は一つのリング状でもよいし、二重以上のリング状としてもよい。
このようなかしめ部によってフランジ部とリング枠状板部材とを固着することにより、両者の間の接着剤を省略又はその使用量を少なくすることができる。
【発明の効果】
【0013】
本発明の紙製容器によれば、紙材を絞り加工した底部、周壁部が一体の容器でありながら、そのフランジ部を覆うリング枠状板部材によって蓋材をシールする部分の平滑性が確保され、密封性、開封性をともに満足する紙製容器を提供することができる。また、フランジ部がリング枠状板部材によって補強されるので、お湯を入れたときやスチーム加熱等の際の形状保持性を高めることができ、また、成形蓋が嵌合される場合もフランジ部の変形を防止して確実かつ容易に嵌合することがきる。したがって、丸型、角型あるいはどんぶり型などの種々の形状の容器に広く適用することができる。しかも、この紙製容器はラミネート材や超音波溶着等を使用せずに製作することが可能であるので、安価に提供することができる。
【図面の簡単な説明】
【0014】
【図1】本発明の第1実施形態の紙製容器を分解して示す斜視図である。
【図2】図1の紙製容器のフランジ部を拡大して示す斜視図である。
【図3】図2に示すフランジ部の縦断面図である。
【図4】第1実施形態の紙製容器の平面図である。
【図5】図4の右半分を断面にした側面図である。
【図6】第1実施形態の容器本体を製作するためのブランクを示す平面図である。
【図7】第1実施形態のリング枠状板部材を展開した板紙の平面図である。
【図8】図7のリング枠状板部材を成形している途中の状態を示す断面図である。
【図9】本発明の第2実施形態における展開状態のリング枠状板部材を示す一部を省略した平面図である。
【図10】本発明の第3実施形態におけるフランジ部の縦断面図である。
【図11】本発明の第4実施形態におけるフランジ部の縦断面図である。
【図12】本発明の第5実施形態におけるフランジ部の縦断面図である。
【図13】本発明の紙製容器を適用可能な容器の形状の例を示した斜視図である。
【発明を実施するための形態】
【0015】
以下、本発明に係る紙製容器の実施形態を図面を参照しながら説明する。
図1〜図8は本発明の第1実施形態の紙製容器を示している。この紙製容器1は、紙材のブランク2を絞り加工してなる有底筒状の容器本体3と、この容器本体3の開口部に形成される外向きのフランジ部4を覆うリング枠状板部材5とから構成されている。
【0016】
容器本体3は、図6に示す紙材のブランク2を絞り加工してなるものである。このブランク2は、円板状に形成され、容器本体3の周壁部6からフランジ部4を形成する領域に、多数の罫線(スコア溝)7,8が形成されている。これら罫線7,8は、全体としてはブランク2の中心部を除き、その周囲に放射状に形成されるとともに、長短二種類のものが形成され、長い罫線7と短い罫線8とが周方向に交互に配置されている。例えば、1.8°間隔で200本の罫線7,8が形成され、長短各100本ずつ形成されている。なお、ブランク2の外周縁からわずかな距離(例えば1〜3mm)の範囲には罫線7,8が設けられておらず、平坦部9が配置されている。なお、このブランク2を構成する紙材は、坪量が120〜500g/m2程度の材料のものが用いられ、厚さは0.1〜0.6mm程度とされ、水漏れ防止のために、内面側に、ポリエチレンテレフタレート(PET)、ポリ塩化ビニール(PVC)、ポリプロピレン(PP)、ポリブチレンテレフタレート(PBT)、ポリエチレン(PE)等の合成樹脂がコーティングされている。
【0017】
そして、この円形のブランク2を加熱状態の金型(図示略)によって絞り加工することにより、有底筒状の容器本体3が形成される。この容器本体3は、円形の底部11、その周りを囲む周壁部6及び上端のフランジ部4を一体に形成した形状であり、底部11にはビード部12が形成され、周壁部6には多数の凸条13が形成され、周壁部6の上端部からフランジ部4にかけては多数の折り目14が形成されている。底部11のビード部12は、径の異なる二本のリング状部の間を放射状のスポーク部で連結してなる形状とされ、その横断面は、外底面が凹状で外底面から容器本体の内方に向けて突出する山形形状とされている。
【0018】
また、周壁部6は、上方の開口部に向かうにしたがい漸次拡径したテーパ状に形成されている。また、この周壁部6の上端部を除き、底部11の外周部から周壁部6の大部分には、深さ方向に沿う多数の凸条13が設けられていることにより、壁が凹凸状に形成されている。この凸条13は、ブランク2のときに形成しておいた罫線7,8によって形成されたもので、絞り加工によって周方向に縮小させられることにより、罫線7,8の部分が半径方向外方に突出して形成されたものである。この罫線7,8の間の部分は、半径方向内方に向けて山形に突出することになる。
【0019】
一方、図1及び図2に示すように、周壁部6の上端部には段部15が形成され、その段部15からフランジ部4を含めた上方部分は、凹凸がつぶされることにより折り目14が形成され、全体としてはほぼフラットに形成されている。この部分は、絞り加工時に上型と下型との間で加圧状態に挟持されることにより形成されたもので、折り目14は、罫線7,8の間で半径方向内方に向けて山形に突出した部分がつぶされることにより細いひだ状になり、このひだ状の部分が罫線7,8を介して反対側に重なり合うことによって形成される。
また、フランジ部4は、周壁部6の上端から水平に形成され、周壁部6の上端部の折り目14が延長して形成されているが、外周縁部のわずかな範囲(前述の1〜3mmの範囲)は折り目14のない平坦部9とされている。
【0020】
そして、リング枠状板部材5は、容器本体3に固着する前の状態では、図7に示すように、容器本体3のフランジ部4の内周縁の内径とほぼ同じ内径で、フランジ部4の外周縁の外径よりも大きい外径を有する幅広のリング枠状に形成された平坦な板紙21であり、その内周部のほぼ半分の領域が容器本体3のフランジ部4の上面に配置され、その状態で図2に鎖線で示すようにフランジ部4の外周縁から半径方向外方に突出する部分がフランジ部4の外周縁から下面にかけて折り返されることにより、図3に示すように、フランジ部4の上面の平板部22と、フランジ部4の外周縁の外側を囲む縦壁部23と、フランジ部4の下面に配置される折り返し部24とが形成され、フランジ部4との間が接着剤25によって固着されている。
【0021】
このリング枠状板部材5は、容器本体3のように絞り加工されるものではないので、例えば50〜600g/m2の坪量のものが用いられる。厚さは50μm〜1mm程度とされる。接着剤25は、紙の接着に用いられる一般的な接着剤を使用することができ、容器本体3のフランジ部4に折り目14によって形成される凹凸を吸収できる程度、例えば20〜100μmの厚さで塗布される。
【0022】
また、このリング枠状板部材5のフランジ部4の下面への折り返しは、まずプレス加工によって図8の実線で示すようにリング枠状板部材5をフランジ部4から垂直に折り曲げた状態とし(この図8は容器本体の天地を逆に配置している)、フランジ部4の外側からスライド型31によって矢印Aで示す半径方向内方に向けて押し倒すようにして符号aで示す傾斜状態に成形し、次いで、押圧パンチ32によって矢印Bで示す上下方向に押圧して符号bで示すようにフランジ部4の下面に押し付けるという操作をトランスファー成形等によって連続的に行えばよい。
なお、蓋材26は、容器本体3のフランジ部4の外形に応じたフラットのシート状に形成され、紙材の他、プラスチックフィルム、アルミニウム箔のラミネート材等が用いられ、片面にヒートシール剤が塗布されている。
【0023】
このように構成した紙製容器1において、容器本体3と蓋材26とは、図3に示すように、容器本体3のフランジ部4上でヒートシールによって接合される。この場合、フランジ部4の上面には、リング枠状板部材5が貼付され、その平板部22が設けられているため、折り目14による凹凸は平板部22により覆われており、その表面が平坦で平滑な状態とされている。したがって、その平滑なリング枠状板部材5の平板部22の上に蓋材26をヒートシールすることになるため、両者間を確実に密封状態とすることができるのはもちろん、ヒートシール部を所望の接着強度のものに設定することが容易であり、しかも、そのばらつきも小さくすることができ、その後の使用時における剥離強度を適切なものとすることができる。
【0024】
また、前述したように、収容される食品類によっては、開封後にお湯を注いだり、スチーム加熱されることがあるが、その場合、リング枠状板部材5は容器本体3のフランジ部4上に固着したままであるので、フランジ部4がリング枠状板部材5により補強された状態となっている。したがって、容器本体3の周壁部6が広がるなどの変形から拘束され、形状保持性に優れるので、容器としての取り扱い性を損なうことがない。
【0025】
さらに、この容器本体3に、ヒートシールされる蓋材26とは別に、若干の深さを有する成形蓋が被せられて嵌合される場合にも、フランジ部4がリング枠状板部材5で補強されているので、フランジ部4の変形が防止され、その外周縁と成形蓋との嵌合を確実にすることができる。
なお、蓋材26をヒートシールすることなく、成形蓋がフランジ部4の内周部に嵌合されるタイプの容器である場合にも、本実施形態の構造を採用することができ、リング枠状板部材によってフランジ部の形状保持性が高いので、成形蓋を確実に嵌合状態とすることができる。
【0026】
図9は、第2実施形態の紙製容器におけるリング枠状板部材を示している。容器本体は第1実施形態と同じものが使用されるので、容器本体に関しては同一符号により説明する。このリング枠状板部材41は、容器本体3のフランジ部4の上面に貼付される部分(平板部42)は平面のリング状に形成され、その外側の領域、つまり、フランジ部3の外周縁部から下面にかけて配置される領域に、多数の切欠部43が周方向に間隔をおいて形成されている。
そして、このリング枠状板部材41の内側の平板部42をフランジ部4の上面に被せて、外周縁部から下面にかけて折り込む際に、切欠部43により隣接する小片44どうしが接近して配置できるので、しわの発生を防止することができる。このため、リング枠状板部材41として、第1実施形態のものより、厚めのものを使用することが可能になり、より補強効果を高めることができる。
なお、この図9では、切欠部43を設けているが、切欠部43に代えて放射状にスリットを形成しておき、フランジ部4の下面に折り返した状態で、スリットを介して左右の小片が重なり合うように構成してもよい。
【0027】
図10は第3実施形態の紙製容器におけるフランジ部を示している。この実施形態においても、容器本体は第1実施形態のものと同じであるが、そのフランジ部4に固着されるリング枠状板部材45が若干成形された状態とされている。
すなわち、このリング枠状板部材45は、フランジ部4を覆う平板部46と、フランジ部46の外周縁部に対向する縦壁部47とを一体に形成した形状とされている。このリング枠状板部材45は、平板部46及び縦壁部47を含む大きさのリング板状の紙材を若干の深さに絞り加工して、その外側部分を折り曲げるようにして形成される。この場合、縦壁部47となる領域には、容器本体3の場合と同様に、罫線を設けておいてもよいが、成形深さが浅いので、罫線を設けずに成形し、絞り成形型の間で押しつぶすようにしてもよい。
この実施形態においては、容器本体3のフランジ部4がその上面から外周縁部にかけてリング枠状板部材45により覆われた状態とされ、縦壁部47が設けられることから、リング枠状板45材の剛性が大きくなり、形状保持性を高めることができる。
なお、リング枠状板材45を予め成形しておくようにしたが、縦壁部を展開した平板状の板材をフランジ部4に重ねて、そのフランジ部の外周縁から突出する部分を折り曲げるように絞り加工することにより、フランジ部4に沿わせて成形することとしてもよい。
【0028】
図11は、本発明の第4実施形態を示している。この実施形態においては、容器本体3は第1実施形態から第3実施形態のものと同じであるが、リング枠状板部材51は平板のリング板状に形成され、容器本体3のフランジ部4に重ねられた状態で貼付されている。
リング枠状板部材51の成形等の加工がないので、製作が容易である。
【0029】
図12は本発明の第5実施形態を示している。この実施形態においては、容器本体3は他の実施形態と同様であり、リング枠状板部材55は、図11のものと同様に平板のリング板状に形成され、容器本体3のフランジ部4に重ねられた状態でかしめ加工によって固着されている。このかしめ加工は、フランジ部4の上にリング枠状板部材55を重ねた状態で、上下に金型56.57で挟んでリング状にかしめ部58を形成して、フランジ部4にリング枠状板部材55をくい込ませた状態に固着するものである。
【0030】
そのかしめ金型は、下型57には、フランジ部5が載せられる上面に、リング状に凹溝59が形成され、上型56には、リング枠状板部材55を押圧する部分に、下型57の凹溝59にフランジ部4及びリング枠状板部材55を介在させた状態で嵌合する凸条60がリング状に形成されている。この場合、下型57と上型56とを閉じたときに、下型57の凹溝59内には、フランジ部4とリング枠状板部材55とが二枚分と、上型の凸条60とが入り込むことになるが、その凹溝59の幅が、その中に入り込むフランジ部4、リング枠状板部材55及び凸条60の合計の厚さよりも小さく設定されている。
【0031】
そして、これら下型57と上型56との間にフランジ部4とリング枠状板部材55とを挟んだ状態で加圧することにより、上型56の凸条60によってリング枠状板部材55が押圧され、その下のフランジ部4が下型57の凹溝59内に入り込み、その凹溝59に入り込んだことにより形成されるリング溝61内にリング枠状板部材55及び上型56の凸条60が食い込み、その状態で、両型56,57を離間させると、フランジ部4にリング枠状板部材55が食い込んだ状態のかしめ部58がリング状に形成される。この場合、フランジ部4とリング枠状板部材55との間はかしめ部58のみによって固着することが可能であるが、両者の間に接着剤25を介在させておいてもよい。
蓋材26は、図12に鎖線で示す例では、かしめ部58をまたぐようにしてリング枠状板部材55の全面にヒートシールされる。
【0032】
この実施形態の紙製容器においては、フランジ部4に形成したかしめ部58が補強リングの機能を果たし、形状保持性をさらに高めることができる。また、このかしめ部58によって容器本体3のフランジ部4とリング枠状板部材55とが固着状態となるので、両者の間に接着剤25を介在させる場合も、その使用量を少なくすることができる。
なお、蓋材26は、リング枠状板部材55の平坦部にヒートシールすればよく、図12に示すようにかしめ部58をまたいでヒートシールしてもよいし、かしめ部58の内側又は外側のいずれかにヒートシールしてもよい。かしめ部58は一つのリング状でもよいし、二重以上のリング状としてもよい。
【0033】
図13は、本発明が適用される容器本体の形状の変形例を示している。
図13(a)では第1実施形態等の容器本体よりも浅い丸皿型の容器本体65、図13(b)では角皿型の容器本体66、図13(c)では角形のどんぶり型の容器本体67をそれぞれ示し、これらのフランジ部に貼付されるリング枠状板部材も、各容器本体のフランジ部の形状に合わせて、図13(a)のリング枠状板部材68では内周及び外周が同心円のリング状、図13(b)のリング枠状板部材69では角形枠状、図13(c)のリング枠状板部材70も角形枠状にそれぞれ形成されている。なお、図13においては、容器本体の凸条等の細部構造は図示を省略している。
このように、フランジ部にリング枠状板部材が貼付され、その上面が平滑な平坦に形成されるので、容器本体としては皺が大きくなり易い形状であっても、フランジ部上面は平面に仕上げることができ、ヒートシールによる密封性及び開封性を損なうことがない。
なお、これら図13に示される各容器本体においても、リング枠状板部材としては、図3、図9〜図12のいずれの形式のものも採用することができる。
【0034】
なお、本発明は上記実施形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲において種々の変更を加えることが可能である。
例えば、第1実施形態で説明した容器本体の周壁部の上部に段部を設けたが、この段部を設けずに、周壁部の上部にいくにしたがって凸条を徐々につぶしていくように構成してもよい。また、容器本体のブランクを構成する紙材は、防水機能が不要であれば非塗工紙を用いることも可能であり、さらに、用途に応じて段ボール紙を適用してもよい。また、プラスチックフィルムとのラミネート紙の適用を除外するものではない。一方、リング枠状板部材は紙材によって構成したが、プラスチック材料、ゴム等から構成してもよい。
【符号の説明】
【0035】
1 紙製容器
2 ブランク
3 容器本体
4 フランジ部
5 リング枠状板部材
6 周壁部
7,8 罫線
9 平坦部
11 底部
12 ビード部
13 凸条
14 折り目
15 段部
21 板紙
22 平板部
23 縦壁部
24 折り返し部
25 接着剤
26 蓋材
41 リング枠状板部材
42 平板部
43 切欠部
44 小片
45 リング枠状板部材
46 平板部
47 縦壁部
51 リング枠状板部材
55 リング枠状板部材
58 かしめ部
61 リング溝
65〜67 容器本体
68〜70 リング枠状板部材
【特許請求の範囲】
【請求項1】
紙材を絞り加工して成形した有底筒状の容器本体の開口部の周囲に、周壁部から連続する外向きのフランジ部が一体に形成されるとともに、該フランジ部に、その上面を覆うリング枠状板部材が固着されていることを特徴とする紙製容器。
【請求項2】
前記リング枠状板部材は、前記フランジ部の上面を覆う平板部と、前記フランジ部の外周縁部を囲む縦壁部とが一体に形成されていることを特徴とする請求項1記載の紙製容器。
【請求項3】
前記リング枠状板部材は、さらに前記フランジ部の外周縁からフランジ部の下面に折り込まれて固着されていることを特徴とする請求項1又は2記載の紙製容器。
【請求項4】
前記フランジ部と前記リング枠状板部材とは、その周方向に沿うリング状のかしめ部によって前記フランジ部上面のリング溝内に前記リング枠状板部材の一部が食い込んだ状態に固着されていることを特徴とする請求項1から3のいずれか一項に記載の紙製容器。
【請求項1】
紙材を絞り加工して成形した有底筒状の容器本体の開口部の周囲に、周壁部から連続する外向きのフランジ部が一体に形成されるとともに、該フランジ部に、その上面を覆うリング枠状板部材が固着されていることを特徴とする紙製容器。
【請求項2】
前記リング枠状板部材は、前記フランジ部の上面を覆う平板部と、前記フランジ部の外周縁部を囲む縦壁部とが一体に形成されていることを特徴とする請求項1記載の紙製容器。
【請求項3】
前記リング枠状板部材は、さらに前記フランジ部の外周縁からフランジ部の下面に折り込まれて固着されていることを特徴とする請求項1又は2記載の紙製容器。
【請求項4】
前記フランジ部と前記リング枠状板部材とは、その周方向に沿うリング状のかしめ部によって前記フランジ部上面のリング溝内に前記リング枠状板部材の一部が食い込んだ状態に固着されていることを特徴とする請求項1から3のいずれか一項に記載の紙製容器。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2010−254330(P2010−254330A)
【公開日】平成22年11月11日(2010.11.11)
【国際特許分類】
【出願番号】特願2009−105292(P2009−105292)
【出願日】平成21年4月23日(2009.4.23)
【出願人】(595180017)株式会社エムエーパッケージング (23)
【Fターム(参考)】
【公開日】平成22年11月11日(2010.11.11)
【国際特許分類】
【出願日】平成21年4月23日(2009.4.23)
【出願人】(595180017)株式会社エムエーパッケージング (23)
【Fターム(参考)】
[ Back to top ]