
紙製巻芯
【課題】ウェブを巻き取るための紙製巻芯において、軸線方向に一定の段差を安定した精度で形成することにより、ウェブの段差痕を解消でき、かつ生産性、クリーン性及び廃棄性に優れた紙製巻芯を提供する。
【解決手段】ウェブを巻き取るための紙製巻芯であって、紙製円筒状芯体と、円筒状芯体の外周面に貼着され、軸線方向に平行に伸びる段差部を形成させる段差形成部材とからなり、段差形成部材は、一端はウェブの厚さと実質的に等しい段差部を有し、他端は芯体の外周面とほぼ段差がないようにして成り、かつ、密度が0.20g/cm3〜0.90g/cm3の板紙により成ることを特徴とする紙製巻芯。
【解決手段】ウェブを巻き取るための紙製巻芯であって、紙製円筒状芯体と、円筒状芯体の外周面に貼着され、軸線方向に平行に伸びる段差部を形成させる段差形成部材とからなり、段差形成部材は、一端はウェブの厚さと実質的に等しい段差部を有し、他端は芯体の外周面とほぼ段差がないようにして成り、かつ、密度が0.20g/cm3〜0.90g/cm3の板紙により成ることを特徴とする紙製巻芯。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えばフィルム、シート、箔、紙、布等のウェブを巻き取るために用いられる紙製巻芯に関する。
【背景技術】
【0002】
紙製巻芯はプラスチック製巻芯と比較して、内径、外径などの寸法精度や強度面において優れている。また、紙製巻芯は使用後に回収することにより古紙として再生できるため、廃棄性においても優れている。さらに、比較的安価であるため経済的であり、幅広い分野で利用されている。
しかしながら、ウェブを紙製巻芯に巻回するとウェブの巻き始めの端部とその上に巻かれる部分との間に段差が生じ、それによってウェブに、段差の痕、皺、ブロッキング等が生じ、商品の品質低下が生じる問題があった。
そこで、上記の問題点を解決する手段として、特許文献1には、外周面に緩衝材からなるシートを巻きつけられた巻芯が開示されている。
しかしながら、緩衝材は比較的厚みの薄い光学用途などのフィルムでは効果を奏するものの、一般的なシートなどのウェブでは、緩衝材が変形してしまい、段差を解消することが困難である。
また、特許文献2には。外周面をグラインダーや研磨機を使用して切削することにより、巻芯の軸線方向に沿って平行に伸びかつシート状の厚みに等しい高さを有する段差部が設けられている巻芯が開示されている。
しかしながら、巻芯の軸線方向に僅かでもたわみが生じているときは軸線方向に一定の段差に安定して切削することは困難である。また、切削により発生した紙粉が紙管の外周面だけでなく、内周面や端面にまで付着してしまうため、クリーン性に問題があり、加工後に紙粉の除去作業が必要である。また、切削表面の毛羽立ちや紙テープめくれを生じやすく、切削領域の表面が凹凸となり、シートに転写してしまうことがある。
さらに、特許文献3には、特定の硬度のクサビ形状の部材を外周面に止着することにより段差を形成させた巻芯が開示されている。
紙製巻芯は生産性や強度を考慮して、一般的にスパイラル巻きで製造される。スパイラル巻きは、生産性、生産コストを考慮して、内層部は隣り合う帯状の紙テープの端縁部を突き合わせた状態で製造する突き合わせ、外層は突き合わせもしくはオーバーラップによって製造される。突き合わせの場合には、製造技術上の問題により隣り合う帯状の紙テープの間に隙間を生じてしまう。このため、巻芯の外周面には螺旋状にこの隙間による凹部が存在する。また、外層を隣り合う帯状の紙テープをオーバーラップさせた場合には、紙管の外周面に螺旋状に帯状の紙テープの厚さによる凸部が存在する。このように、紙製巻芯の芯体の外周面の軸線方向には凹凸部が存在しており、外周面にクサビ形状の部材を止着しても、段差部先端には凹凸部が生じ、一定の段差を安定して形成することが困難であると考えられる。ウェブを巻き取るとこの凹凸部の上に巻かれた部分に顕著に段差痕が残るという問題がある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−338818号公報
【特許文献2】実開平6−80764号公報
【特許文献3】特開平3―95075号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明はこのような従来技術の実情に鑑みてなされてものであり、ウェブを巻き取るための紙製巻芯において、軸線方向に一定の段差を安定した精度で形成することにより、ウェブの段差痕を解消でき、かつ生産性、クリーン性及び廃棄性に優れた紙製巻芯を提供することを課題とする。
【課題を解決するための手段】
【0005】
本発明者らは上記課題を解決すべく、鋭意研究を重ねた結果、第1の課題解決手段による紙製巻芯は、ウェブを巻き取るための紙製巻芯であって、紙製の円筒状芯体と、円筒状芯体の外周面に貼着され、軸線方向に平行に伸びる段差部を形成させる段差形成部材とからなり、段差形成部材は、一端はウェブの厚さと実質的に等しい段差部を有し、他端は芯体の外周面とほぼ段差がないようにして成り、かつ、密度が0.20〜0.90g/cm3の板紙により成ることを特徴とする。
【0006】
第2の課題解決手段による紙製巻芯は、第1の課題解決手段において、段差形成部材が少なくとも2以上の板紙を積層する積層体から成ることを特徴とする。
【0007】
第3の課題解決手段による紙製巻芯は、第1から第2の課題解決手段において、積層体の内層の板紙の密度が0.20〜0.60g/cm3、かつ最外層の板紙の密度が0.60〜0.90g/cm3であることを特徴とする。
【発明の効果】
【0008】
第1の課題解決手段の紙製巻芯によれば、段差形状部材を密度0.20〜0.90g/cm3の板紙で構成させることにより、円筒状芯体外周面に存在する凹凸部に起因する段差部先端の凹凸部の発生を抑制することができ、安定した精度の段差部を形成することができる。これにより、段差部先端に発生する凹凸部の上に巻かれた部分のウェブ段差痕を特に軽減できる。さらに、芯体と段差形成部材を同一素材である紙で形成させることにより、廃棄性、リサイクル性に優れた紙製巻芯を提供できる。
【0009】
第2の課題解決手段の紙製巻芯によれば、段差形成部材が少なくとも2以上の板紙が積層されているので、厚い単一層の板紙と比較して、薄い板紙の加工が容易であり、生産性、作業性を向上させた紙製巻芯を提供できる。また、板紙を積層させることにより厚み1mm以上の段差部を容易に形成することが可能となる。
【0010】
第3の課題解決手段の紙製巻芯によれば、積層体の内層の板紙の密度が0.20〜0.60g/cm3、かつ最外層の板紙の密度が0.60〜0.90g/cm3であるため、内層が緩衝効果を発揮し、かつ最外層が変形を防止するため、一定の段差をより安定した精度で形成させることが可能となる。
【図面の簡単な説明】
【0011】
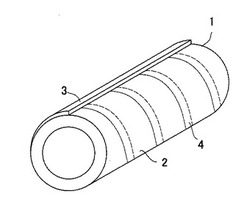
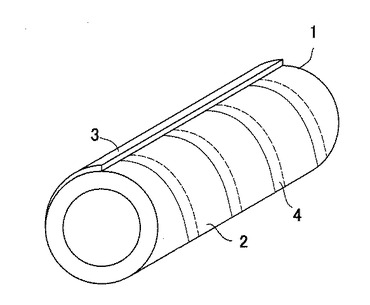
【図1】本発明の紙製巻芯の概略構成を示す斜視図である。
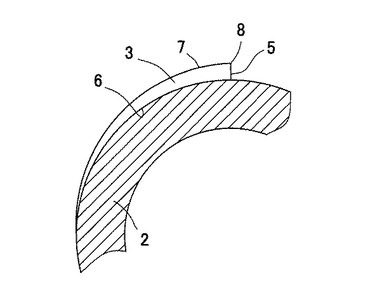
【図2】本発明の紙製巻芯の構成を示す部分断面図である。
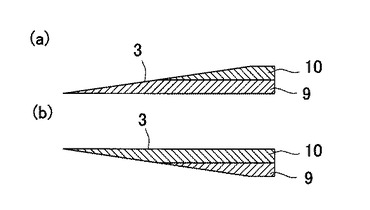
【図3】本発明の段差形成部材の例を示す断面図である。
【発明を実施するための形態】
【0012】
以下、本発明をその好ましい実施形態に基づき説明するが、本発明は実施例のみに限定されるものではない。
本発明の紙製巻芯1は、円筒状芯体2と段差形成部材3とからなる。芯体2は、特に限定するものではないが、円筒状の鉄芯に帯状の紙テープを複数枚螺旋状に巻き、各層を接着剤で固定して製造されるスパイラル巻きが生産性や強度面を考慮すると好ましい。
スパイラル巻の芯体2は、複数の帯状の紙テープが螺旋状に巻かれて積層されることによって形成されている。内外に隣接する帯状の紙テープどうしは、接着剤により接着されている。各紙テープの端縁部どうしの継ぎ目は突き合わせ状でかつ非接着状となされている。製造技術上の問題により突き合わされた隣り合う帯状の紙テープの間には軸線方向に0.5〜1.5mm程度の隙間が存在している。最外層を突き合わせにより製造した場合は、外周面に紙テープの厚みだけの凹部が螺旋状に存在することとなる。
また、最外層をオーバーラップさせることにより製造する場合は、各紙テープの端縁部どうしが重なり合うため、重なり合った端縁部には外周面に紙テープの厚みだけの凸部4が螺旋状に存在することとなる。重なり合った端縁部は軸線方向に5〜20mm程度である。
【0013】
本発明の段差形成部材3は、図2に示すように、芯体2の外周面に軸線方向と平行に段差部5を形成されるように貼着されている。段差部5は芯体の一端面から他端面に達するまで形成させてもよいし、ウェブを巻きつける部分のみに形成させてもよい。しかしながら、芯体2の一端面から他端面まで形成させた方がウェブのワインディング作業性を考慮すれば好ましい。
段差形成部材3は、芯体2の外周面に貼着させる底面6と、底面6からほぼ垂直に伸びる段差部5と、段差部5とともに紙製巻芯1の外周面を形成する緩和面7とからなる。
段差部5は、紙製巻芯1にウェブを巻き取る際、ウェブの巻き始め端部が突き合わされる面であり、段差の高さはウェブの厚みと実質的に同一である。実質的にとは、芯体への貼着に用いられる接着剤層や両面テープの厚みを考慮したものである。
緩和面7は、段差部先端8と芯体2の外周面を緩やかに繋ぐ面である。芯体2に段差形成部材3を貼着させたときに、緩和面7と芯体2の外周面とがほぼ段差がないよう形成されている。ほぼ段差がないとは、加工技術を考慮して段差が0.03〜0.20mm程度である。緩和面7と芯体2の外周面の繋ぎ目ができるだけ滑らかになるように、段差形成部材3の端縁のうち、段差部5と反対側がテーパ状に形成されている。緩和面7側、底面6側のどちらか一面、または両面をスカイブ加工してテーパ状に形成させてもよい。好ましくは底面6側のみをスカイブ加工した方がよい。なぜなら、加工した面が巻芯1の表面に現れないので毛羽立ち、紙粉によるウェブへの影響を軽減することができるからである。さらに芯体2との貼着に接着剤を使用するときに、芯体2との接着面である底面6の表面を粗くすることにより、芯体2の表面との接着性が向上する。このため、こしの強い段差が1mm以上の段差形成部材3であっても容易に貼着することができる。
【0014】
段差形成部材3の芯体2への貼着は、特に限定されるものではないが、接着剤、両面テープなどが好ましい。紙製巻芯1を使用した後、古紙の再生を考慮すると離解しやすい接着剤(デキストリン、澱粉等)を使用するのが好ましい。
段差形成部材3の周方向の長さは適宜、設計可能であるが、芯体2の周長Rに対してR/12〜R/2が好ましい。R/12未満であると緩衝面7の傾斜が大きくなるため、芯体2の外周面と緩衝面7との繋ぎ目が滑らかでなくなり、繋ぎ目による段差痕を発生させてしまうからである。R/2を超えると、全長1mを超える長尺の紙製巻芯1では段差形成部材3の貼着作業が困難となるためである。
【0015】
段差形成部材3は、密度0.20〜0.90g/cm3の板紙によって形成されている。密度が0.20g/cm3未満であると、ウェブを巻いた際に段差形成部材3が潰れてしまい、密度が0.90g/cm3を超えると、芯体2の外周面に周方向に曲げて沿わせ辛く、貼着することが困難となるためである。ここで板紙とは、紙管原紙、ライナー紙、クラフト紙、硫酸紙、上質紙、低密度紙及びボール紙等をいう。また、段差形成部材3の板紙は、芯体2の軸線方向に沿ってMD方向となるように形成させるのが好ましい。芯体2の周方向に曲げやすくなり、芯体2の外周面に貼着しやすくなるためである。ここでMD方向とは、抄紙機で板紙を抄造する場合、板紙の進行方向に並行な板紙の方向である。
【0016】
段差形成部材3は、図3に示すように、少なくとも2以上の板紙を積層することにより形成されていることがより好ましい。厚みのある単層の板紙をスカイブ加工するのと比較して、薄い板紙をスカイブ加工した後、積層する方が生産性の向上がみられるからである。また、多層に積層させることにより厚いウェブにも対応可能となる。層間は接着剤、両面テープなどで積層可能である。積層させるときは、同一の板紙を積層してもよいし、密度や厚みの異なる板紙を組み合わせて積層させてもよい。
【0017】
さらに、段差形成部材3の積層体のうち、芯体2に貼着したとき内層側となる層の少なくとも一層には0.20〜0.60g/cm3の密度の板紙9を用い、最外層には0.60〜0.9.0g/cm3の密度の板紙10を用いることが好ましい。0.20〜0.60g/cm3の板紙9による緩衝効果により、芯体2に起因する凹凸を解消することができ、さらに、最外層に0.60〜0.9.0g/cm3の密度の板紙10を用いることによって、ウェブの巻き圧による変形を防止することができるからである。
図3(a)のように、最外層である0.60〜0.9.0g/cm3の密度の板紙10が内層の全てを覆うように形成させてもよい。また、図3(b)のように、緩和面7のうち段差部5から遠い部分に内層である0.20〜0.60g/cm3の密度の板紙9が露出するように形成させてもよい。少なくとも緩和面7の段差部5と連接する部分の最外層が0.60〜0.9.0g/cm3の密度の板紙10であり、かつ、内層に0.20〜0.60g/cm3の板紙9が積層されていればよい。
図3(b)は、0.20〜0.60g/cm3の板紙9による緩衝効果により、緩和面7と芯体2の外周面との繋ぎ目がより滑らかとなり、緩和面7と芯体2との繋ぎ目でのウェブの皺も軽減することができる。
【実施例】
【0018】
本発明の巻芯について、実施例によりさらに具体的に説明する。
[実施例1〜12]
外径110mm、内径79mm、全長150mmの芯体となる紙管に所定の段差形成部材を接着剤で貼り付けて紙管製巻芯を作製した。実施例1〜6は紙管の最外層にクラフト紙(60g/cm2)をオーバーラップさせて作製した。実施例7〜12は紙管の最外層にライナー紙(180g/cm2)を用いて、突き合わせとした。気温23度、湿度50%条件下で3日エージングを行った後、厚み1.0mm、幅100mmの塩化ビニール製テーブル用シートを巻きテンション50kg/cm2で6m巻きつけた。気温23度、湿度50%条件下で1日後に、シートを巻き解き、シートに発生する段差痕を観察した。
段差痕が無くなるウェブの巻き数と、芯材の外周面に起因する段差部先端の凹凸部による段差痕を測定し、結果を表1、表2に示した。ここで、凹凸部による段差痕の評価において、他の段差痕と区別できないものを○、他の部分と比較して段差痕が僅かに目立つものを△、他の部分と比較して段差痕が顕著に発生したものを×とした。
[比較例1]
実施例と同寸法の紙管に段差形成部材を貼着させずに実施例と同様の試験を行った。
[比較例2]
実施例と同寸法の紙管の外周面を周方向に90mmの幅で切削することにより軸方向に平行な段差部を形成させて、実施例と同様の試験を行った。
【0019】
【表1】

【表2】
【0020】
実施例1〜12においては、比較例1、2と比較して、巻き始め端部によるウェブの段差痕が無くなるまでの巻き数が半減し、大幅に改善された。実施例では芯材の外周面に起因する段差部先端の凹凸部による段差痕は改善し、特に実施例4〜12は段差部先端の凹凸部のみによる段差痕は見られなかった。
【符号の説明】
【0021】
1 紙製巻芯
2 芯体
3 段差形成部材
4 凸部
5 段差部
6 底面
7 緩和面
8 段差部先端
【技術分野】
【0001】
本発明は、例えばフィルム、シート、箔、紙、布等のウェブを巻き取るために用いられる紙製巻芯に関する。
【背景技術】
【0002】
紙製巻芯はプラスチック製巻芯と比較して、内径、外径などの寸法精度や強度面において優れている。また、紙製巻芯は使用後に回収することにより古紙として再生できるため、廃棄性においても優れている。さらに、比較的安価であるため経済的であり、幅広い分野で利用されている。
しかしながら、ウェブを紙製巻芯に巻回するとウェブの巻き始めの端部とその上に巻かれる部分との間に段差が生じ、それによってウェブに、段差の痕、皺、ブロッキング等が生じ、商品の品質低下が生じる問題があった。
そこで、上記の問題点を解決する手段として、特許文献1には、外周面に緩衝材からなるシートを巻きつけられた巻芯が開示されている。
しかしながら、緩衝材は比較的厚みの薄い光学用途などのフィルムでは効果を奏するものの、一般的なシートなどのウェブでは、緩衝材が変形してしまい、段差を解消することが困難である。
また、特許文献2には。外周面をグラインダーや研磨機を使用して切削することにより、巻芯の軸線方向に沿って平行に伸びかつシート状の厚みに等しい高さを有する段差部が設けられている巻芯が開示されている。
しかしながら、巻芯の軸線方向に僅かでもたわみが生じているときは軸線方向に一定の段差に安定して切削することは困難である。また、切削により発生した紙粉が紙管の外周面だけでなく、内周面や端面にまで付着してしまうため、クリーン性に問題があり、加工後に紙粉の除去作業が必要である。また、切削表面の毛羽立ちや紙テープめくれを生じやすく、切削領域の表面が凹凸となり、シートに転写してしまうことがある。
さらに、特許文献3には、特定の硬度のクサビ形状の部材を外周面に止着することにより段差を形成させた巻芯が開示されている。
紙製巻芯は生産性や強度を考慮して、一般的にスパイラル巻きで製造される。スパイラル巻きは、生産性、生産コストを考慮して、内層部は隣り合う帯状の紙テープの端縁部を突き合わせた状態で製造する突き合わせ、外層は突き合わせもしくはオーバーラップによって製造される。突き合わせの場合には、製造技術上の問題により隣り合う帯状の紙テープの間に隙間を生じてしまう。このため、巻芯の外周面には螺旋状にこの隙間による凹部が存在する。また、外層を隣り合う帯状の紙テープをオーバーラップさせた場合には、紙管の外周面に螺旋状に帯状の紙テープの厚さによる凸部が存在する。このように、紙製巻芯の芯体の外周面の軸線方向には凹凸部が存在しており、外周面にクサビ形状の部材を止着しても、段差部先端には凹凸部が生じ、一定の段差を安定して形成することが困難であると考えられる。ウェブを巻き取るとこの凹凸部の上に巻かれた部分に顕著に段差痕が残るという問題がある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2004−338818号公報
【特許文献2】実開平6−80764号公報
【特許文献3】特開平3―95075号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明はこのような従来技術の実情に鑑みてなされてものであり、ウェブを巻き取るための紙製巻芯において、軸線方向に一定の段差を安定した精度で形成することにより、ウェブの段差痕を解消でき、かつ生産性、クリーン性及び廃棄性に優れた紙製巻芯を提供することを課題とする。
【課題を解決するための手段】
【0005】
本発明者らは上記課題を解決すべく、鋭意研究を重ねた結果、第1の課題解決手段による紙製巻芯は、ウェブを巻き取るための紙製巻芯であって、紙製の円筒状芯体と、円筒状芯体の外周面に貼着され、軸線方向に平行に伸びる段差部を形成させる段差形成部材とからなり、段差形成部材は、一端はウェブの厚さと実質的に等しい段差部を有し、他端は芯体の外周面とほぼ段差がないようにして成り、かつ、密度が0.20〜0.90g/cm3の板紙により成ることを特徴とする。
【0006】
第2の課題解決手段による紙製巻芯は、第1の課題解決手段において、段差形成部材が少なくとも2以上の板紙を積層する積層体から成ることを特徴とする。
【0007】
第3の課題解決手段による紙製巻芯は、第1から第2の課題解決手段において、積層体の内層の板紙の密度が0.20〜0.60g/cm3、かつ最外層の板紙の密度が0.60〜0.90g/cm3であることを特徴とする。
【発明の効果】
【0008】
第1の課題解決手段の紙製巻芯によれば、段差形状部材を密度0.20〜0.90g/cm3の板紙で構成させることにより、円筒状芯体外周面に存在する凹凸部に起因する段差部先端の凹凸部の発生を抑制することができ、安定した精度の段差部を形成することができる。これにより、段差部先端に発生する凹凸部の上に巻かれた部分のウェブ段差痕を特に軽減できる。さらに、芯体と段差形成部材を同一素材である紙で形成させることにより、廃棄性、リサイクル性に優れた紙製巻芯を提供できる。
【0009】
第2の課題解決手段の紙製巻芯によれば、段差形成部材が少なくとも2以上の板紙が積層されているので、厚い単一層の板紙と比較して、薄い板紙の加工が容易であり、生産性、作業性を向上させた紙製巻芯を提供できる。また、板紙を積層させることにより厚み1mm以上の段差部を容易に形成することが可能となる。
【0010】
第3の課題解決手段の紙製巻芯によれば、積層体の内層の板紙の密度が0.20〜0.60g/cm3、かつ最外層の板紙の密度が0.60〜0.90g/cm3であるため、内層が緩衝効果を発揮し、かつ最外層が変形を防止するため、一定の段差をより安定した精度で形成させることが可能となる。
【図面の簡単な説明】
【0011】
【図1】本発明の紙製巻芯の概略構成を示す斜視図である。
【図2】本発明の紙製巻芯の構成を示す部分断面図である。
【図3】本発明の段差形成部材の例を示す断面図である。
【発明を実施するための形態】
【0012】
以下、本発明をその好ましい実施形態に基づき説明するが、本発明は実施例のみに限定されるものではない。
本発明の紙製巻芯1は、円筒状芯体2と段差形成部材3とからなる。芯体2は、特に限定するものではないが、円筒状の鉄芯に帯状の紙テープを複数枚螺旋状に巻き、各層を接着剤で固定して製造されるスパイラル巻きが生産性や強度面を考慮すると好ましい。
スパイラル巻の芯体2は、複数の帯状の紙テープが螺旋状に巻かれて積層されることによって形成されている。内外に隣接する帯状の紙テープどうしは、接着剤により接着されている。各紙テープの端縁部どうしの継ぎ目は突き合わせ状でかつ非接着状となされている。製造技術上の問題により突き合わされた隣り合う帯状の紙テープの間には軸線方向に0.5〜1.5mm程度の隙間が存在している。最外層を突き合わせにより製造した場合は、外周面に紙テープの厚みだけの凹部が螺旋状に存在することとなる。
また、最外層をオーバーラップさせることにより製造する場合は、各紙テープの端縁部どうしが重なり合うため、重なり合った端縁部には外周面に紙テープの厚みだけの凸部4が螺旋状に存在することとなる。重なり合った端縁部は軸線方向に5〜20mm程度である。
【0013】
本発明の段差形成部材3は、図2に示すように、芯体2の外周面に軸線方向と平行に段差部5を形成されるように貼着されている。段差部5は芯体の一端面から他端面に達するまで形成させてもよいし、ウェブを巻きつける部分のみに形成させてもよい。しかしながら、芯体2の一端面から他端面まで形成させた方がウェブのワインディング作業性を考慮すれば好ましい。
段差形成部材3は、芯体2の外周面に貼着させる底面6と、底面6からほぼ垂直に伸びる段差部5と、段差部5とともに紙製巻芯1の外周面を形成する緩和面7とからなる。
段差部5は、紙製巻芯1にウェブを巻き取る際、ウェブの巻き始め端部が突き合わされる面であり、段差の高さはウェブの厚みと実質的に同一である。実質的にとは、芯体への貼着に用いられる接着剤層や両面テープの厚みを考慮したものである。
緩和面7は、段差部先端8と芯体2の外周面を緩やかに繋ぐ面である。芯体2に段差形成部材3を貼着させたときに、緩和面7と芯体2の外周面とがほぼ段差がないよう形成されている。ほぼ段差がないとは、加工技術を考慮して段差が0.03〜0.20mm程度である。緩和面7と芯体2の外周面の繋ぎ目ができるだけ滑らかになるように、段差形成部材3の端縁のうち、段差部5と反対側がテーパ状に形成されている。緩和面7側、底面6側のどちらか一面、または両面をスカイブ加工してテーパ状に形成させてもよい。好ましくは底面6側のみをスカイブ加工した方がよい。なぜなら、加工した面が巻芯1の表面に現れないので毛羽立ち、紙粉によるウェブへの影響を軽減することができるからである。さらに芯体2との貼着に接着剤を使用するときに、芯体2との接着面である底面6の表面を粗くすることにより、芯体2の表面との接着性が向上する。このため、こしの強い段差が1mm以上の段差形成部材3であっても容易に貼着することができる。
【0014】
段差形成部材3の芯体2への貼着は、特に限定されるものではないが、接着剤、両面テープなどが好ましい。紙製巻芯1を使用した後、古紙の再生を考慮すると離解しやすい接着剤(デキストリン、澱粉等)を使用するのが好ましい。
段差形成部材3の周方向の長さは適宜、設計可能であるが、芯体2の周長Rに対してR/12〜R/2が好ましい。R/12未満であると緩衝面7の傾斜が大きくなるため、芯体2の外周面と緩衝面7との繋ぎ目が滑らかでなくなり、繋ぎ目による段差痕を発生させてしまうからである。R/2を超えると、全長1mを超える長尺の紙製巻芯1では段差形成部材3の貼着作業が困難となるためである。
【0015】
段差形成部材3は、密度0.20〜0.90g/cm3の板紙によって形成されている。密度が0.20g/cm3未満であると、ウェブを巻いた際に段差形成部材3が潰れてしまい、密度が0.90g/cm3を超えると、芯体2の外周面に周方向に曲げて沿わせ辛く、貼着することが困難となるためである。ここで板紙とは、紙管原紙、ライナー紙、クラフト紙、硫酸紙、上質紙、低密度紙及びボール紙等をいう。また、段差形成部材3の板紙は、芯体2の軸線方向に沿ってMD方向となるように形成させるのが好ましい。芯体2の周方向に曲げやすくなり、芯体2の外周面に貼着しやすくなるためである。ここでMD方向とは、抄紙機で板紙を抄造する場合、板紙の進行方向に並行な板紙の方向である。
【0016】
段差形成部材3は、図3に示すように、少なくとも2以上の板紙を積層することにより形成されていることがより好ましい。厚みのある単層の板紙をスカイブ加工するのと比較して、薄い板紙をスカイブ加工した後、積層する方が生産性の向上がみられるからである。また、多層に積層させることにより厚いウェブにも対応可能となる。層間は接着剤、両面テープなどで積層可能である。積層させるときは、同一の板紙を積層してもよいし、密度や厚みの異なる板紙を組み合わせて積層させてもよい。
【0017】
さらに、段差形成部材3の積層体のうち、芯体2に貼着したとき内層側となる層の少なくとも一層には0.20〜0.60g/cm3の密度の板紙9を用い、最外層には0.60〜0.9.0g/cm3の密度の板紙10を用いることが好ましい。0.20〜0.60g/cm3の板紙9による緩衝効果により、芯体2に起因する凹凸を解消することができ、さらに、最外層に0.60〜0.9.0g/cm3の密度の板紙10を用いることによって、ウェブの巻き圧による変形を防止することができるからである。
図3(a)のように、最外層である0.60〜0.9.0g/cm3の密度の板紙10が内層の全てを覆うように形成させてもよい。また、図3(b)のように、緩和面7のうち段差部5から遠い部分に内層である0.20〜0.60g/cm3の密度の板紙9が露出するように形成させてもよい。少なくとも緩和面7の段差部5と連接する部分の最外層が0.60〜0.9.0g/cm3の密度の板紙10であり、かつ、内層に0.20〜0.60g/cm3の板紙9が積層されていればよい。
図3(b)は、0.20〜0.60g/cm3の板紙9による緩衝効果により、緩和面7と芯体2の外周面との繋ぎ目がより滑らかとなり、緩和面7と芯体2との繋ぎ目でのウェブの皺も軽減することができる。
【実施例】
【0018】
本発明の巻芯について、実施例によりさらに具体的に説明する。
[実施例1〜12]
外径110mm、内径79mm、全長150mmの芯体となる紙管に所定の段差形成部材を接着剤で貼り付けて紙管製巻芯を作製した。実施例1〜6は紙管の最外層にクラフト紙(60g/cm2)をオーバーラップさせて作製した。実施例7〜12は紙管の最外層にライナー紙(180g/cm2)を用いて、突き合わせとした。気温23度、湿度50%条件下で3日エージングを行った後、厚み1.0mm、幅100mmの塩化ビニール製テーブル用シートを巻きテンション50kg/cm2で6m巻きつけた。気温23度、湿度50%条件下で1日後に、シートを巻き解き、シートに発生する段差痕を観察した。
段差痕が無くなるウェブの巻き数と、芯材の外周面に起因する段差部先端の凹凸部による段差痕を測定し、結果を表1、表2に示した。ここで、凹凸部による段差痕の評価において、他の段差痕と区別できないものを○、他の部分と比較して段差痕が僅かに目立つものを△、他の部分と比較して段差痕が顕著に発生したものを×とした。
[比較例1]
実施例と同寸法の紙管に段差形成部材を貼着させずに実施例と同様の試験を行った。
[比較例2]
実施例と同寸法の紙管の外周面を周方向に90mmの幅で切削することにより軸方向に平行な段差部を形成させて、実施例と同様の試験を行った。
【0019】
【表1】
【表2】
【0020】
実施例1〜12においては、比較例1、2と比較して、巻き始め端部によるウェブの段差痕が無くなるまでの巻き数が半減し、大幅に改善された。実施例では芯材の外周面に起因する段差部先端の凹凸部による段差痕は改善し、特に実施例4〜12は段差部先端の凹凸部のみによる段差痕は見られなかった。
【符号の説明】
【0021】
1 紙製巻芯
2 芯体
3 段差形成部材
4 凸部
5 段差部
6 底面
7 緩和面
8 段差部先端
【特許請求の範囲】
【請求項1】
ウェブを巻き取るための紙製巻芯であって、紙製の円筒状芯体と、円筒状芯体の外周面に貼着され、軸線方向に平行に伸びる段差部を形成させる段差形成部材とからなり、
段差形成部材は、一端はウェブの厚さと実質的に等しい段差部を有し、他端は芯体の外周面とほぼ段差がないようにして成り、かつ、密度が0.20g/cm3〜0.90g/cm3の板紙により成ることを特徴とする紙製巻芯。
【請求項2】
段差形成部材が少なくとも2以上の板紙を積層する積層体から成ることを特徴とする請求項1記載の紙製巻芯。
【請求項3】
積層体の内層の板紙の密度が0.20g/cm3〜0.60g/cm3以下、かつ最外層の板紙の密度が0.60g/cm3〜0.90g/cm3以下であることを特徴とする請求項1から2のいずれかに記載の紙製巻芯。
【請求項1】
ウェブを巻き取るための紙製巻芯であって、紙製の円筒状芯体と、円筒状芯体の外周面に貼着され、軸線方向に平行に伸びる段差部を形成させる段差形成部材とからなり、
段差形成部材は、一端はウェブの厚さと実質的に等しい段差部を有し、他端は芯体の外周面とほぼ段差がないようにして成り、かつ、密度が0.20g/cm3〜0.90g/cm3の板紙により成ることを特徴とする紙製巻芯。
【請求項2】
段差形成部材が少なくとも2以上の板紙を積層する積層体から成ることを特徴とする請求項1記載の紙製巻芯。
【請求項3】
積層体の内層の板紙の密度が0.20g/cm3〜0.60g/cm3以下、かつ最外層の板紙の密度が0.60g/cm3〜0.90g/cm3以下であることを特徴とする請求項1から2のいずれかに記載の紙製巻芯。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−225362(P2011−225362A)
【公開日】平成23年11月10日(2011.11.10)
【国際特許分類】
【出願番号】特願2010−99363(P2010−99363)
【出願日】平成22年4月23日(2010.4.23)
【出願人】(000145987)株式会社昭和丸筒 (28)
【Fターム(参考)】
【公開日】平成23年11月10日(2011.11.10)
【国際特許分類】
【出願日】平成22年4月23日(2010.4.23)
【出願人】(000145987)株式会社昭和丸筒 (28)
【Fターム(参考)】
[ Back to top ]