
紙送りローラ
【課題】成形加工性に優れ、かつ紙粉の付着や摩耗による摩擦係数の低下を生じにくいウレタン系熱可塑性エラストマからなり、柔軟で、所定の圧力で紙に圧接された際にたわみ変形しやすく使用初期の段階から紙に対する摩擦係数が高いため、前記使用初期から長期間に亘って紙送りの不良を生じにくく、しかも耐摩耗性にも優れた紙送りローラを提供する。
【解決手段】紙送りローラ1のローラ本体2を、マイクロゴム硬さ(タイプA)が80〜95であるウレタン系熱可塑性エラストマ〈E〉と可塑剤〈P〉とを質量比E/P=95/5〜70/30の割合で含む熱可塑性エラストマ組成物を用いて形成した。
【解決手段】紙送りローラ1のローラ本体2を、マイクロゴム硬さ(タイプA)が80〜95であるウレタン系熱可塑性エラストマ〈E〉と可塑剤〈P〉とを質量比E/P=95/5〜70/30の割合で含む熱可塑性エラストマ組成物を用いて形成した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、静電式複写機や各種プリンタ等において紙送りに用いられる紙送りローラに関するものである。
【背景技術】
【0002】
例えば静電式複写機、レーザービームプリンタ、普通紙ファクシミリ装置、インクジェットプリンタ、自動現金預払機(ATM)等の機器類における紙送り機構には、各種の紙送りローラが組み込まれている。前記紙送りローラとしては、紙(プラスチックフィルム等を含む。以下同様。)と接触しながら回転して摩擦によって紙を搬送する、例えば給紙ローラ、搬送ローラ、プラテンローラ、排紙ローラ等が挙げられる。
【0003】
前記紙送りローラとして、従来は、例えば天然ゴム、ウレタンゴム、エチレン−プロピレン−ジエンゴム(EPDM)、ポリノルボネンゴム、シリコーンゴム、塩素化ポリエチレンゴム等の各種ゴムからなるゴムローラが一般的に用いられている。
また紙送りローラは、紙に対する摩擦係数を大きくして良好な紙送りを実現するため、紙と接触する外周面を粗面化したり、ローレット加工したり、シボ面としたりする場合もある。しかし、これらの加工をした外周面は摩耗しやすく、紙と繰り返し接触するうちに摩耗によって前記摩擦係数が低下して、比較的早期に紙の搬送不良を生じる場合がある。
【0004】
また近年、低コスト化のため、前記各種機器類に用いる紙として、安価な増量剤である炭酸カルシウムやタルク等を多く含み、かつサイジング剤(にじみ防止剤)として安価な脂肪族炭化水素を含む紙が多く出回っている。しかしこれらの紙は、主に前記炭酸カルシウムやタルク等に起因する紙粉の発生量が多い上、発生した紙粉が紙送りローラの外周面に付着しやすく、紙粉の付着により紙に対する摩擦係数が低下して、比較的早期に紙の搬送不良を生じる場合がある。
【0005】
紙粉の付着を防止するために種々の検討がされている。例えば特許文献1では、紙送りローラの電気抵抗を下げることで、静電気による紙粉の付着を抑制できるとしている。また特許文献2では、紙送りローラを形成するゴム中にフレーク状充填剤を添加することで紙粉の付着を抑制できるとしている。さらに特許文献3では、紙送りローラの外周面をシボ面とし、前記シボの表面にさらに微細な凹凸を形成することで紙粉の付着を抑制できるとしている。ところが前記いずれの対策を施したとしても、紙粉が紙送りローラの外周面に付着するのを十分に防止できない。
【0006】
発明者が検討したところによると、紙粉は、サイジング剤としての脂肪族炭化水素を介して紙送りローラの外周面に付着する。また紙送りローラを形成する従来のゴム類のうち最も一般的に用いられる天然ゴム、EPDM、ブチルゴム等は、いずれも脂肪族炭化水素とSP値(溶解度定数)が近く親和性が高いため、紙との摩擦によって脂肪族炭化水素が外周面に付着しやすい。そして前記脂肪族炭化水素を介して外周面に紙粉が付着しやすく、前記付着によって紙に対する摩擦係数が短期間で低下する。また脂肪族炭化水素それ自体も単独で優れた滑剤として機能するため、前記摩擦係数を低下させる原因となる。
【0007】
そこで発明者は、紙送りローラを、脂肪族炭化水素とSP値が大きく異なり親和性が低いため前記脂肪族炭化水素ならびに紙粉が付着し難い上、従来のゴム類に比べて耐摩耗性等の機械的強度に優れたウレタン系熱可塑性エラストマによって形成することを検討してきた。
一口にウレタンエラストマといってもその範囲は広く、液状のものを型に流し込み、架橋反応により固化させて所定の形状に形成される「注型タイプ」、一般のゴムと同様に固形のものを混凍りし、所定の形状に形成したのち架橋させる「ミラブルタイプ」、そして「熱可塑性タイプ」の3つに大別される。
【0008】
このうち熱可塑性タイプのポリウレタンエラストマ〔ウレタン系熱可塑性エラストマ(Thermoplastic elastomer urethane)〕は、一般に分子内に、ポリウレタン構造を有するハードセグメントと、ポリエステルまたはポリエーテル構造を有するソフトセグメントとを含んでいる。ソフトセグメントが軟らかく塑性変形する働きをし、ハードセグメントが加硫ゴムの架橋点のように塑性変形を阻止(拘束)する働きをする。
【0009】
この二つの働きによってウレタン系熱可塑性エラストマは、加硫ゴムと同様のゴム弾性を示しながらも、通常の熱可塑性樹脂と同様に射出成形法や押出成形法等による溶融成形が可能であるという特徴を有する。すなわち射出成形法では、ウレタン系熱可塑性エラストマに可塑剤等を配合した熱可塑性エラストマ組成物(以下「TPU」と略記する場合がある)をその融点もしくはガラス転移温度以上に加熱して溶融させた状態で型内に注入したのち冷却して固化させることで所定の形状に形成できる。また押出成形法では、前記溶融させたTPUをダイから押し出したのち冷却して固化させることで所定の断面形状を有する長尺体に形成できる。また熱可塑性樹脂と同様に材料自体もペレット等の形状で供給されるため非常に取り扱いがしやすい。
【0010】
またTPUは、注型タイプのものよりもはるかに成形サイクルが短くて済み量産性が高い、ミラブルタイプのように混練りや架橋の工程を必要としないなど、他のタイプのものと比べて成形加工性に大きな強みを持った材料として知られている。
しかしながらTPUの主材料であるウレタン系熱可塑性エラストマは、熱可塑性を持たせるために材料選択の幅が狭められており、特に硬さに代表される物性に制約があった。ウレタン系熱可塑性エラストマの硬さを低下させることは、耐摩耗性などの機械的強度の低下や、あるいは溶融成形後の冷却時の固化速度の低下など成形加工性の大幅な低下を伴うため、一般的に使用可能なウレタン系熱可塑性エラストマの硬さは、例えば高分子計器(株)製のマイクロゴム硬度計「MD−1型」を用いて、温度23±1℃、相対湿度55±1%の環境下で測定されるマイクロゴム硬さ(タイプA)で表して60が下限とされてきた。
【0011】
すなわちマイクロゴム硬さ(タイプA)が60未満である軟らかいウレタン系熱可塑性エラストマは、材料として市販されてはいるものの、前記軟らかいウレタン系熱可塑性エラストマを含むTPUは溶融成形には適しておらず、固化速度が低いため例えば射出成形後に長時間の冷却時間をとって成形品を室温まで冷却しても十分に固化されない状態のままであり、型から取り出されて変形するといった問題を生じやすく、また変形せずに取り出せたとしても耐摩耗性が著しく低く、短期間で紙に対する摩擦係数が大きく低下したり、摩擦によって紙送りの制度が大きく低下したりしてしまうため実使用に耐えうる紙送りローラは形成できなかった。
【0012】
一方、マイクロゴム硬さ(タイプA)が60以上である硬いウレタン系熱可塑性エラストマを含むTPUは前記の問題は生じないものの、形成した紙送りローラは、その硬さゆえ紙送り時に十分にたわみ変形されないことから、使用初期の段階において既に紙に対する摩擦係数が低く、良好な紙送りを実現できないという問題があった。
すなわち、紙送りローラの紙に対する摩擦係数を左右する重要な因子の一つに、所定の圧力で紙に圧接されてたわみ変形した紙送りローラと紙との間の、紙の送り方向の接触長さ(ニップ幅)が大きいことが挙げられる。前記接触長さを大きくするほど、前記送り方向と直交する紙の幅との積で表される両者間の接触面積を大きくして、前記摩擦係数を増加できる。しかし従来の硬いウレタン系熱可塑性エラストマを含むTPUでは、前記接触長さを十分に大きくできないのである。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】特開平5−125142号公報
【特許文献2】特開2003−2481号公報
【特許文献3】特開2004−299842号公報
【発明の概要】
【発明が解決しようとする課題】
【0014】
本発明の目的は、成形加工性や耐摩耗性に優れ、かつ紙粉の付着による摩擦係数の低下や摩擦による紙送りの精度の低下等を生じにくいTPUからなり、柔軟で、所定の圧力で紙に圧接された際にたわみ変形しやすく使用初期の段階から紙に対する摩擦係数が高いため、前記使用初期から長期間に亘って紙送りの不良を生じにくく、しかも耐摩耗性にも優れた紙送りローラを提供することにある。
【課題を解決するための手段】
【0015】
本発明は、
(1) マイクロゴム硬さ(タイプA)が80以上、95以下であるエステル型ウレタン系熱可塑性エラストマ〈E〉と、エーテルエステル系可塑剤、およびフタル酸エステル系可塑剤からなる群より選ばれた少なくとも1種の可塑剤〈P〉とを、質量比E/P=95/5〜70/30の割合で含む熱可塑性エラストマ組成物(TPU)、または
(2) マイクロゴム硬さ(タイプA)が80以上、95以下であるエーテル型ウレタン系熱可塑性エラストマ〈E〉と、エーテルエステル系可塑剤、フタル酸エステル系可塑剤、およびリン酸系可塑剤からなる群より選ばれた少なくとも1種の可塑剤〈P〉とを、質量比E/P=95/5〜70/30の割合で含む熱可塑性エラストマ組成物(TPU)、
からなることを特徴とする紙送りローラである。
【0016】
本発明によれば、前記ウレタン系熱可塑性エラストマとしてマイクロゴム硬さ(タイプA)が80以上、95以下の範囲内にあり、成形加工性に優れると共に耐摩耗性にも優れたものを用いることにより、射出成形法等の任意の成形方法によって、固化不足による変形等の不良を生じることなしに、前記ウレタン系熱可塑性エラストマが本来的に持つ高いSP値に基づき脂肪族炭化水素や紙粉等が付着し難く、摩擦係数が大きく低下するおそれがない紙送りローラを形成できる。
【0017】
またTPUは、前記ウレタン系熱可塑性エラストマに特定の可塑剤を所定量加えることで適度な柔軟性が付与されているため、前記TPUを用いて形成した紙送りローラは使用初期の段階から紙に対する摩擦係数が高い。
しかもTPUは、前記ウレタン系熱可塑性エラストマに特定の可塑剤を所定量加えることで、前記ウレタン系熱可塑性エラストマの持つ良好な耐摩耗性が維持されているため、前記TPUを用いて形成した紙送りローラは耐摩耗性にも優れ、短期間で紙に対する摩擦係数が大きく低下したり、外径変化などによって紙送りの精度が低下したりするおそれがない。
【0018】
したがって本発明によれば、使用初期から長期間に亘って紙送りの不良を生じにくい紙送りローラを形成できる。
ウレタン系熱可塑性エラストマとして、ソフトセグメントがポリエステル構造であるエステル型のものを用いる場合、可塑剤としては、前記エーテルエステル系可塑剤の中でも特にモノ以上のオキシアルキレングリコールジエステル、およびフタル酸エステル系可塑剤の中でも特にオキシアルキレン骨格を有するフタル酸ジエステルからなる群より選ばれた少なくとも1種を用いるのが好ましい。
【0019】
またウレタン系熱可塑性エラストマとして、前記ソフトセグメントがポリエーテル構造であるエーテル型のものを用いる場合、可塑剤としては、前記エーテルエステル系可塑剤の中でも特にモノ以上のオキシアルキレングリコールジエステル、フタル酸エステル系可塑剤の中でも特にオキシアルキレン骨格を有するフタル酸ジエステル、リン酸系可塑剤の中でも特にオキシアルキレン骨格を有するリン酸エステルからなる群より選ばれた少なくとも1種を用いるのが好ましい。
【0020】
かかるウレタン系熱可塑性エラストマと可塑剤との組合せによれば、後述する実施例の結果から明らかなように紙送りローラの良好な耐摩耗性を維持しながら柔軟性を高めて紙に対する摩擦係数をより一層向上できる。
また前記いずれのタイプのウレタン系熱可塑性エラストマも、ジイソシアネートとマクロポリオールと鎖伸長剤とを付加重合させて合成される。かかる付加重合物のもとになる各成分の配合比は式(1):
30≦(x+z)/(x+y+z)×100≦40 (1)
(式中xはジイソシアネート、yはマクロポリオール、zは鎖伸長剤の配合量を示す。)
を満足するのが好ましい。前記各成分の配合比を前記範囲内とすることで、生成される付加重合物、すなわちウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)を前記範囲内に調整できる。
【0021】
前記各成分を含むTPUからなる紙送りローラのマイクロゴム硬さ(タイプA)は60以上、90以下であるのが好ましい。マイクロゴム硬さ(タイプA)が60未満である紙送りローラは柔軟で、使用初期の段階において紙に対する摩擦係数に優れるものの、耐摩耗性の点で十分でない場合があり、長期間に亘って前記の良好な摩擦係数を維持できないおそれがある。
【0022】
また、マイクロゴム硬さ(タイプA)が90を超える紙送りローラは、その硬さゆえ紙送り時に十分にたわみ変形されないことから、使用初期において既に紙に対する摩擦係数が低く、良好な紙送りを実現できないおそれがある。
なお、本発明においてウレタン系熱可塑性エラストマのゴム硬さ、および前記ウレタン系熱可塑性エラストマを含むTPUを用いて形成される本発明の紙送りローラのゴム硬さを、いずれもマイクロゴム硬さ(タイプA)によって規定しているのは、特に紙送りローラにおいて、ゴム厚みが小さ過ぎて通常のスプリング式ゴム硬度計ではゴム硬さを測定できない場合があるためである。
【0023】
そのため本発明では、紙送りローラのゴム硬さをマイクロゴム硬さ(タイプA)でもって規定することとする。また、前記紙送りローラのもとになるウレタン系熱可塑性エラストマのゴム硬さをも同じマイクロゴム硬さ(タイプA)でもって規定することにより、本発明の構成および効果をより一層、明確化できる。
マイクロゴム硬さ(タイプA)は、先に説明したように高分子計器(株)製のマイクロゴム硬度計「MD−1型」を用いて、温度23±1℃、相対湿度55±1%の環境下で測定した値でもって表すこととする。
【0024】
マイクロゴム硬度計「MD−1型」は、従来のスプリング式ゴム硬度計では測定が困難であった微小部品や薄いシート等のゴム硬さを測定するために開発されたもので、このうちタイプAでは、荷重方式が片持ち梁形板ばね、押針形状が直径0.16mmの円柱状で高さ0.5mm、加圧脚寸法が外径4.0mm、内径1.5mm、スプリング荷重が0ポイントで22mN(2.24g)、100ポイントで332mN(33.85g)の条件で測定することにより、日本工業規格JIS K6301:1995「加硫ゴム物理試験方法」に規定されたスプリング式A型硬さ、いわゆるJIS A硬さに近似した測定値を得ることができる。
【0025】
具体的には、硬さを測定するウレタン系熱可塑性エラストマを単独で用いて形成した厚み2mmのシートを4枚重ねた表面上の5箇所の位置で、前記押針をシートの厚み方向に押し込んで測定したゴム硬さの平均値を求めて、前記ウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)とすることとする。また、紙送りローラの外周面上の5箇所の位置で、前記押針を紙送りローラの径方向に押し込んで測定したゴム硬さの平均値を求めて、前記紙送りローラのマイクロゴム硬さ(タイプA)とすることとする。
【発明の効果】
【0026】
本発明によれば、成形加工性や耐摩耗性に優れ、かつ紙粉の付着による摩擦係数の低下や摩擦による紙送りの精度の低下等を生じにくいTPUからなり、柔軟で、所定の圧力で紙に圧接された際にたわみ変形しやすく使用初期の段階から紙に対する摩擦係数が高いため、前記使用初期から長期間に亘って紙送りの不良を生じにくく、しかも耐摩耗性にも優れた紙送りローラを提供することが可能となる。
【図面の簡単な説明】
【0027】
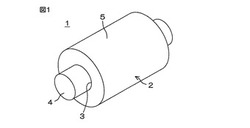
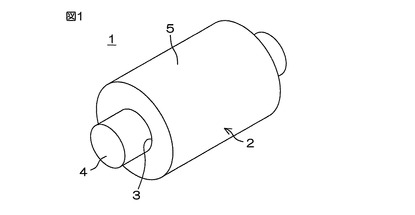
【図1】本発明の紙送りローラの、実施の形態の一例を示す斜視図である。
【発明を実施するための形態】
【0028】
〈熱可塑性エラストマ組成物〉
本発明の紙送りローラのもとになる熱可塑性エラストマ組成物(TPU)は、マイクロゴム硬さ(タイプA)が80以上、95以下であるエステル型ウレタン系熱可塑性エラストマまたはエーテル型ウレタン系熱可塑性エラストマ〈E〉と、可塑剤〈P〉とを、質量比E/P=95/5〜70/30の割合で含んでいる。
【0029】
ウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)が80以上、95以下に限定されるのは、下記の理由による。すなわちマイクロゴム硬さ(タイプA)が80未満である軟らかいウレタン系熱可塑性エラストマを用いて形成される紙送りローラは柔軟で、使用初期の段階において紙に対する摩擦係数に優れるものの、耐摩耗性の点で十分でなく、長期間の使用に耐えられない。
【0030】
一方、マイクロゴム硬さ(タイプA)が95を超える硬いウレタン系熱可塑性エラストマを使用した場合には、紙送りローラに適度な柔軟性を付与するために、前記ウレタン系熱可塑性エラストマ〈E〉と可塑剤〈P〉との質量比E/P=70/30を超える多量の可塑剤を配合しなければならず、余剰の可塑剤が紙送りローラからブリード(浸出)して紙等を汚染したりするという問題を生じる。
【0031】
これに対しウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)が80以上、95以下であれば、前記の問題を生じることなしに、良好な特性を有する紙送りローラを形成できる。
また、本発明においてウレタン系熱可塑性エラストマ〈E〉と可塑剤〈P〉との質量比E/Pが95/5〜70/30に限定されるのは、下記の理由による。すなわち、前記範囲より可塑剤が多い場合には、紙送りローラの耐摩耗性が低下して、長期間に亘って前記の良好な摩擦係数を維持できなくなったり、余剰の可塑剤が紙送りローラからブリード(浸出)して紙等を汚染したりするという問題を生じる。
【0032】
また、前記範囲より可塑剤が少ない場合には、前記可塑剤による、紙送りローラに柔軟性を付与する効果が得られず、使用初期の段階で高い摩擦係数を有する紙送りローラを形成できない。
これに対し、ウレタン系熱可塑性エラストマ〈E〉と可塑剤〈P〉との質量比E/Pが95/5〜70/30であれば、前記の問題を生じることなしに、良好な特性を有する紙送りローラを形成できる。なお、より一層良好な特性を有する紙送りローラを形成することを考慮すると、質量比E/Pは前記範囲内でも90/10〜80/20であるのが好ましい。
【0033】
ウレタン系熱可塑性エラストマは、従来同様にジイソシアネート、マクロポリオール、および鎖伸長剤を付加重合反応させて合成される。
このうちジイソシアネートとしては、例えばトリレンジイソシアネート(TDI)、4,4′−ジフェニルメタンジイソシアネート(MDI)、1,5−ナフチレンジイソシアネート(NDI)、トリジンジイソシアネート、1,6−ヘキサメチレンジイソシアネート(HDI)、イソホロンジイソシアネート(IPDI)、キシリレンジイソシアネート(XDI)、水添XDI、テトラメチルキシレンジイソシアネート(TMXDI)、1,8−ジイソシアネートメチルオクタン、ジシクロヘキシルメタンジイソシアネート(水素添加MDI:HMDI)等の1種または2種以上が挙げられる。中でも4,4′−ジフェニルメタンジイソシアネート(MDI)が好ましい。
【0034】
またマクロポリオールとしてはポリエステルポリオール、ポリエーテルポリオールが挙げられる。マクロポリオールの数平均分子量Mnは500以上、5000以下、特に1000以上、3000以下であるのが好ましい。マクロポリオールとしてポリエステルポリオールを用いることで、ソフトセグメントがポリエステル構造であるエステル型のウレタン系熱可塑性エラストマが合成される。またマクロポリオールとしてポリエーテルポリオールを用いることで、ソフトセグメントがポリエーテル構造であるエーテル型のウレタン系熱可塑性エラストマが合成される。
【0035】
前記ポリエステルポリオールとしては、例えば2価の有機酸、その酸エステル、または酸無水物等のエステル形成性誘導体の1種または2種以上と、脂肪族ジオールの1種または2種以上との脱水縮合反応で得られるポリエステルポリオールが挙げられる。
2価の有機酸としては、例えば炭素数4〜12の脂肪族ジカルボン酸(コハク酸、グルタル酸、アジピン酸、セバシン酸、アゼライン酸等)、芳香族ジカルボン酸(フタル酸、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸等)、および脂環式ジカルボン酸(ヘキサヒドロフタル酸、ヘキサヒドロテレフタル酸、ヘキサヒドロイソフタル酸等)が挙げられる。
【0036】
また脂肪族ジオールとしては、例えばエチレングリコール、1,3−プロピレングリコール、1,2−プロピレングリコール、1,3−ブタンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、3−メチル−1,5−ペンタンジオール、ネオペンチルグリコール、1,3−オクタンジオールまたは1,9−ノナンジオール等の炭素数2〜10の脂肪族ジオールが挙げられる。
【0037】
またポリエステルポリオールとしては、例えばε−カプロラクトン等のラクトンモノマーの開環重合で得られるポリラクトンジオール等も挙げられる。
ポリエステルポリオールとしてはポリ(テトラメチレンアジペート−co−ヘキサメチレンアジペート)グリコールが好ましい。
一方、ポリエーテルポリオールとしては、例えばエチレンオキサイド、プロピレンオキサイド、テトラヒドロフラン等の環状エーテルをそれぞれ重合させて得られるポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコールや、あるいは前記環状エーテルの2種以上を共重合させて得られるコポリエーテル等の1種または2種以上が挙げられる。中でもポリテトラメチレングリコールが好ましい。
【0038】
鎖伸長剤としては、例えば脂肪族ポリオール、脂環式ポリオール、芳香族ポリオール等の1種または2種以上が挙げられる。
このうち脂肪族ポリオールとしては、例えばエチレングリコール、1,3−プロピレングリコール、1,2−プロピレングリコール、1,3−ブタンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、3−メチル−1,5−ペンタンジオール、ネオペンチルグリコール、1,8−オクタンジオール、1,9−ノナンジオール、ジエチレングリコール等の1種または2種以上が挙げられる。
【0039】
また脂環式ポリオールとしては、例えば1,4−シクロヘキサンジメタノール等が挙げられる。
さらに芳香族ポリオールとしては、例えば1,4−ジメチロールベンゼン、ビスフェノールA、ビスフェノールAのエチレンオキサイド付加物、もしくはビスフェノールAのプロピレンオキサイド付加物等の1種または2種以上が挙げられる。
【0040】
また鎖伸長剤としてはアミン類を用いることもできる。前記アミン類としては、例えばジシクロヘキシルメチルメタンジアミン(水素添加MDA)、イソホロンジアミン(IPDA)等が挙げられる。
鎖伸長剤としては1,4−ブタンジオールが好ましい。
前記各成分を用いてウレタン系熱可塑性エラストマを合成する方法は従来同様でよい。例えばワンショット法では、あらかじめ減圧下で加熱する等して脱水処理したマクロポリオールに鎖伸長剤を混合し、加熱下でかく拌しながら別に加温しておいたジイソシアネートを加えてさらに加熱下で一定時間かく拌を続けることにより、前記各成分が付加重合反応してウレタン系熱可塑性エラストマが合成される。合成されたウレタン系熱可塑性エラストマは、例えば所定の温度に加熱してアニールし、粉砕したのちペレット化してTPUの原材料として用いることができる。
【0041】
また前記付加重合反応をバッチ式または連続式で実施して各成分を混合した混合物を、例えば押出機を用いて連続的に押し出しながら、またはコンベアベルト上で連続的に搬送しながら一定時間、40℃以上、230℃以下、好ましくは70℃以上、180℃以下の温度に維持して反応させたのちペレット化してTPUの原材料として用いることができる。
【0042】
前記各成分の配合比は式(1):
30≦(x+z)/(x+y+z)×100≦40 (1)
(式中xはジイソシアネート、yはマクロポリオール、zは鎖伸長剤の配合量を示す。)
を満足する範囲内であるのが好ましい。配合比をかかる範囲内とすることで、生成されるウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)を前記範囲内に調整できる。
【0043】
TPUは、射出成形法、押出成形法等に使用する際の取扱性等を向上するためにペレット化するのが好ましい。前記TPUのペレットは、原材料としてのウレタン系熱可塑性エラストマのペレットと可塑剤とを、先に説明した所定の質量比E/Pとなるように、例えば2軸押出機に供給し、前記2軸押出機を用いて混練しながら連続的に押し出したのち、再度ペレット化して製造できる。可塑剤は、所定量を計量して2軸押出機に供給すればよい。
【0044】
また前記TPUのペレットは、ウレタン系熱可塑性エラストマのペレットと可塑剤とを所定の質量比E/Pとなるように配合し、容器中に収容して一定時間、加熱することで前記ペレット中に可塑剤を含浸させた後、押出機を用いて連続的に押し出しながら再度ペレット化することでも製造できる。
ウレタン系熱可塑性エラストマがエステル型であるとき、可塑剤としてはエーテルエステル系可塑剤、およびフタル酸エステル系可塑剤からなる群より選ばれた少なくとも1種が選択的に用いられる。一方、ウレタン系熱可塑性エラストマがエーテル型であるとき、可塑剤としては、エーテルエステル系可塑剤、フタル酸エステル系可塑剤、およびリン酸系可塑剤からなる群より選ばれた少なくとも1種が選択的に用いられる。
【0045】
前記以外の他の可塑剤を、たとえマイクロゴム硬さ(タイプA)が80以上、95以下であるウレタン系熱可塑性エラストマと、前記ウレタン系熱可塑性エラストマ〈E〉と可塑剤〈P〉との質量E/P=95/5〜70/30の割合で配合したとしても、紙送りローラに柔軟性を付与する効果は得られず、使用初期の段階で高い摩擦係数を有する紙送りローラを形成することはできない。
【0046】
また、前記他の可塑剤を用いて、紙送りローラに適度な柔軟性を付与するためには、前記質量比E/P=70/30を超える多量の可塑剤を配合しなければならず、前記多量の可塑剤を配合することによって紙送りローラの耐摩耗性が低下して、長期間に亘って前記の良好な摩擦係数を維持できなくなったり、余剰の可塑剤が紙送りローラからブリード(浸出)して紙等を汚染したりするという問題を生じる。
【0047】
なおエステル型のウレタン系熱可塑性エラストマと組み合わせる可塑剤としては、前記エーテルエステル系可塑剤のうち特にモノ以上の、すなわちモノオキシアルキレングリコールジエステル、ジオキシアルキレングリコールジエステル、トリオキシアルキレングリコールジエステル・・・等を含むオキシアルキレングリコールジエステル、およびフタル酸エステル系可塑剤のうち特にオキシアルキレン構造を有するフタル酸エステルからなる群より選ばれた少なくとも1種が好ましい。
【0048】
またエーテル型のウレタン系熱可塑性エラストマと組み合わせる可塑剤としては、前記エーテルエステル系可塑剤のうち特にモノ以上のオキシアルキレングリコールジエステル、フタル酸エステル系可塑剤のうち特にオキシアルキレン構造を有するフタル酸エステル、およびリン酸系可塑剤のうち特にオキシアルキレン構造を有するリン酸エステルからなる群より選ばれた少なくとも1種が好ましい。
【0049】
TPUには、前記各成分の他に、例えば充填剤、加水分解防止剤、酸化防止剤、着色剤等の種々の添加剤を任意の割合で含有させることもできる。前記添加剤は、ウレタン系熱可塑性エラストマの合成からTPUのペレットの製造までの任意の段階で含有させることができる。
例えば加水分解防止剤はエステル型のウレタン系熱可塑性エラストマが加水分解反応により劣化するのを防止するためのもので、先に説明したジイソシアネートとマクロポリオールと鎖伸長剤とを付加重合反応させる反応系にあらかじめ添加しておくことができる。
【0050】
また酸化防止剤はエーテル型のウレタン系熱可塑性エラストマが酸化反応により劣化するのを防止するためのもので、先に説明したジイソシアネートとマクロポリオールと鎖伸長剤とを付加重合反応させる反応系にあらかじめ添加しておくことができる。
〈紙送りローラ〉
図1は、本発明の紙送りローラの、実施の形態の一例を示す斜視図である。
【0051】
図1を参照して、この例の紙送りローラ1は、前記TPUからなる円筒状のローラ本体2と、前記ローラ本体2の中心の通孔3に挿通された軸4とを含んでいる。前記軸4の外径は、挿通前の通孔3の内径よりも大きめに形成されており、前記通孔3に軸4を圧入することで軸4がローラ本体2に固定されて一体に回転される。軸4は、例えば金属、セラミック、硬質樹脂等によって一体に形成される。
【0052】
ローラ本体2のゴム厚みは特に限定されないが、例えば静電式複写機等の紙送りローラの場合に良好な紙送りを実現するためには、前記ゴム厚みが1mm以上、20mm以下、特に2mm以上、15mm以下程度であるのが好ましい。前記ローラ本体2は、前記TPUを用いて、射出成形法、押出成形法等の任意の成形法によって形成される。
このうち射出成形法では、先に説明したペレット状等に形成されたTPUを、さらに必要に応じて任意の添加剤等と共に射出成形機を用いて混練しながら加熱して溶融させた状態で、前記ローラ本体2の円筒状に対応する型内に注入し、冷却して固化させたのち型から取り出してローラ本体2を形成する。
【0053】
また押出成形法では、前記TPUを、さらに必要に応じて任意の添加剤等と共に押出成形機を用いて混練しながら加熱して溶融させた状態で、前記ローラ本体2の断面形状、すなわち円環状に対応するダイを通して長尺の円筒状に押し出し、冷却して固化させたのち所定の長さにカットしてローラ本体2を形成する。
次いで、形成したローラ本体2の通孔3に軸4を圧入する。またその前後の任意の時点で、必要に応じてさらにその外周面5を所定の表面粗さになるように研磨したり、前記外周面5をローレット加工、シボ加工等したり、あるいはローラ本体2の軸方向の長さ、すなわち紙送りローラ1の幅が所定値となるようにローラ本体2の両端をカットしたりする。これにより図1に示す紙送りローラ1が製造される。
【0054】
なおローラ本体2は、外周面5側の外層と軸4側の内層の2層構造に形成してもよい。その場合、少なくとも外層をTPUによって形成すればよい。
また紙送りローラ1の用途によっては、通孔3はローラ本体2の中心から偏心した位置に設けてもよい。またローラ本体2は円筒状でなく異形形状、例えば外周面5の一部が平面状に切り欠かれた形状等であってもよい。かかる異形形状を有するローラ本体2を形成するには、射出成形法、押出成形法等によって、ローラ本体2を前記異形形状に直接に成形してもよいし、円筒状に形成したローラ本体2の外周面5を後加工して前記異形形状としてもよい。
【0055】
また円筒状に形成したローラ本体2の通孔3に、断面形状が前記異形形状に対応する変形形状とされた軸4を圧入することでローラ本体2を変形させて前記異形形状とすることもできる。この場合、外周面5の研磨やローレット加工、シボ加工等は変形前の円筒状のローラ本体2に対して行なうことができるため加工性を向上できる。
本発明の紙送りローラ1は、例えば静電式複写機、レーザービームプリンタ、普通紙ファクシミリ装置、インクジェットプリンタ、自動現金預払機(ATM)等の機器類における紙送り機構に組み込まれる、給紙ローラ、搬送ローラ、プラテンローラ、排紙ローラ等の種々の紙送りローラとして用いることができる。
【0056】
本発明の紙送りローラ1のゴム硬さ、すなわち図の例の場合はローラ本体2のゴム硬さは、マイクロゴム硬さ(タイプA)で表して60以上、90以下であるのが好ましい。マイクロゴム硬さ(タイプA)が60以下であるローラ本体2は柔軟で、使用初期の段階において紙に対する摩擦係数に優れるものの、耐摩耗性の点で十分でない場合があり、長期間に亘って前記の良好な摩擦係数を維持できないおそれがある。
【0057】
また、マイクロゴム硬さ(タイプA)が90を超えるローラ本体2は、その硬さゆえ紙送り時に十分にたわみ変形されないことから、使用初期において既に紙に対する摩擦係数が低く、良好な紙送りを実現できないおそれがある。
また、ローラ本体2のマイクロゴム硬さ(タイプA)は、先に説明した問題を生じることなしに良好な特性を有する紙送りローラ1を形成することを考慮すると、前記範囲内でも70以上、75以下であるのがさらに好ましい。
【実施例】
【0058】
〈合成例1〉
ポリエステルポリオールとしてのポリ(テトラメチレンアジペート−co−ヘキサメチレンアジペート)グリコール〔数平均分子量Mn=2000〕を5hPaの減圧下で110℃に加熱して1時間、脱水処理した。
次いで前記ポリ(テトラメチレンアジペート−co−ヘキサメチレンアジペート)グリコール2000質量部に、鎖伸長剤としての1,4−ブタンジオール160.6質量部を混合し、80℃の加熱下でかく拌下しながら、別に50℃に加温しておいた、ジイソシアネートとしての4,4′−ジフェニルメタンジイソシアネート696.5質量部、加水分解防止剤としての登録商標スタバクゾール(Stabaxol)I〔ライン ヘミー ライナウ社製〕13質量部を加えてさらにかく拌を続けた。
【0059】
反応温度が110℃に達した時点で、前記混合物を、125℃に加温したテフロン(登録商標)処理ガラス繊維布で覆われたホットプレート上に注ぎ、反応生成物を100℃の乾燥室で15時間、アニールし、粉砕したのちペレット化してエステル型のウレタン系熱可塑性エラストマのペレットを作製した。
前記ペレットを用いて厚み2mmのシートを形成し、温度23±1℃、相対湿度55±1%の環境下、前記シートを4枚重ねた表面上の5箇所の位置で、マイクロゴム硬度計〔高分子計器(株)製のMD−1〕の押針をシートの厚み方向に押し込んで測定したゴム硬さの平均値をウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)として求めたところ80であった。また、前記式(1)で求められる各成分の配合比は30.0であった。
【0060】
〈合成例2〉
1,4−ブタンジオールの量を256質量部、4,4′−ジフェニルメタンジイソシアネートの量を960質量部としたこと以外は合成例1と同様にしてエステル型のウレタン系熱可塑性エラストマのペレットを作製した。前記ウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)を同様にして求めたところ90であった。また、前記式(1)で求められる各成分の配合比は37.8であった。
【0061】
〈合成例3〉
1,4−ブタンジオールの量を105質量部、4,4′−ジフェニルメタンジイソシアネートの量を542質量部としたこと以外は合成例1と同様にしてエステル型のウレタン系熱可塑性エラストマのペレットを作製した。前記ウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)を同様にして求めたところ70であった。また、前記式(1)で求められる各成分の配合比は24.4であった。
【0062】
〈合成例4〉
1,4−ブタンジオールの量を323.4質量部、4,4′−ジフェニルメタンジイソシアネートの量を1149質量部としたこと以外は合成例1と同様にしてエステル型のウレタン系熱可塑性エラストマのペレットを作製した。前記ウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)を同様にして求めたところ98であった。また、前記式(1)で求められる各成分の配合比は42.4であった。
【0063】
〈実施例1〉
前記合成例1で作製したウレタン系熱可塑性エラストマのペレット80質量部と、モノ以上のオキシアルキレングリコールジエステルとしてのジイソプロピレングリコールジベンゾエート〔ベルシコル ケミカル社製の登録商標ベンゾフレックス(Benzoflex)988〕20質量部とをペール缶に入れ、80℃のオーブン中で15時間加熱してペレットに可塑剤を含浸させた後、ペール缶の内容物の全量を2軸押出機〔スクリュー径30mm、L/D 36D、回転数10〜300rpm〕に供給し、前記2軸押出機を用いて混練しながら連続的に押し出したのち、再度ペレット化してTPUのペレットを製造した。押出条件はスクリューの回転数120rpm、樹脂温度180℃とした。ウレタン系熱可塑性エラストマと可塑剤の質量比E/P=80/20であった。
【0064】
次いでこのペレットを50トン射出成形機〔住友重工業(株)製〕に供給し、前記射出成形機を用いて混練しながら加熱して溶融させた状態で型内に注入し、冷却して固化させたのち型から取り出して図1に示す円筒状で、かつ外径14mm、内径7.7mm、軸方向の長さ40mmのローラ本体2を形成した。
次いで前記ローラ本体2の通孔3に直径8mmの仮の軸を圧入した状態で、軸方向の長さを25mmにカットし、前記通孔3に直径8mmのステンレス鋼製の軸4を圧入しなおした。そしてローラ本体2の外周面5を、外径が12.7mmになるまで研磨して紙送りローラ1を形成した。ローラ本体のゴム厚みは2.35mmであった。
【0065】
〈実施例2、比較例1〉
ウレタン系熱可塑性エラストマのペレットとして、それぞれ合成例2(実施例2)、および合成例4(比較例1)で作製したものを用いると共に、前記ペレットの量を90質量部、エーテルエステル系可塑剤としてのジイソプロピレングリコールジベンゾエートの量を10質量部としたこと以外は実施例1と同様にしてTPUのペレットを製造した。ウレタン系熱可塑性エラストマと可塑剤の質量比E/P=90/10であった。
【0066】
〈比較例2〉
ウレタン系熱可塑性エラストマのペレットとして、合成例3で作製したものを用いたこと以外は実施例1と同様にしてTPUのペレットを製造した。ウレタン系熱可塑性エラストマと可塑剤の質量比E/P=80/20であった。
前記各実施例、比較例で製造したTPUのペレット、および紙送りローラ1について下記の各試験を行なってその特性を評価した。なお各試験は、いずれも23±1℃、相対湿度55±1%の環境下で実施した。
【0067】
〈成形性試験〉
前記各実施例、比較例で製造したTPUを、前出の射出成形機に供給し、前記射出成形機を用いて混練しながら加熱して溶融させた状態で型内に注入し、冷却して固化させたのち型から取り出して、日本工業規格JIS K 6262:2006「加硫ゴム及び熱可塑性ゴム―常温,高温及び低温における圧縮永久ひずみの求め方」において規定された圧縮玉を形成し、所定の形状を有する前記圧縮玉を、変形等を生じることなしに型から取り出せるようになるまでに要した冷却時間を測定した。測定条件は、樹脂温度190℃、金型温度15℃とした。そして下記の基準で成形性を評価した。
【0068】
○:冷却時間180秒未満であった。成形性良好。
△:冷却時間は180秒以上、600秒未満であった。成形性実用範囲内。
×:冷却時間600秒以上でも十分に固化せず、脱型時に変形を生じて、所定の形状を有する圧縮玉を型から取り出すことはできなかった。成形性不良。
〈硬さ測定〉
前記各実施例、比較例で形成した紙送りローラ1の、ローラ本体2の外周面5上の5箇所の位置で、マイクロゴム硬度計〔高分子計器(株)製のMD−1〕の押針を紙送りローラ1の径方向に押し込んで測定したゴム硬さの平均値を求めて、前記ローラ本体2のマイクロゴム硬さ(タイプA)とした。
【0069】
〈耐摩耗性試験〉
前記各実施例、比較例で形成した紙送りローラ1の軸方向中央の箇所を、(株)キーエンス製の外径測定器〔LS−3100〕を用いて外径測定後、モノクロ複合機〔富士ゼロックス(株)製のヴィヴァーチェ(Vivace)455〕にセットして普通コピー紙〔天津市海尼斯文化用品有限公司製の商品名FLYING〕を50000枚通紙した。そして通紙後に再び同様にして紙送りローラ1の外径を測定して、摩耗による通紙前後の外径減量を求め、下記の基準で耐摩耗性を評価した。
【0070】
○:外径減量は0.05mm以下であった。耐摩耗性良好。
×:外径減量は0.05mmを超えていた。耐摩耗性不良。
〈摩擦係数の測定〉
表面が水平になるようにセットしたテフロン製の平板の前記表面に、前記各実施例、比較例で形成した紙送りローラ1のローラ本体2を、鉛直方向上方から0.98Nの鉛直荷重をかけて圧接させた状態で、前記紙送りローラ1と平板との間に、紙送り方向の長さが210mm、前記紙送り方向と直行する方向の幅が60mmの矩形状の測定紙をセットした。測定紙としてはキヤノン(株)製のコピー用紙BF500を前記サイズにカットしたものを用いた。
【0071】
次いで前記測定紙を、鉛直方向上方から0.98N(=0.1kgf)の鉛直荷重をかけて前記平板の表面に圧接させた状態で、紙送りローラ1を周速50mm/秒で回転させ際に発生する測定紙の搬送力Fを、ロードセルを用いて測定した。そして前記搬送力Fを0.1倍して摩擦係数μを求めた。測定は、前記耐摩耗試験を行なう前(初期)と行なった後(耐久後)の2回行った。
【0072】
〈ブリード試験〉
ローラ本体2の表面に可塑剤がブリードすると摩擦係数μが低下することから、前記各実施例、比較例で形成した紙送りローラに対して日本工業規格JIS K6257:2003「加硫ゴム及び熱可塑性ゴム−熱老化特性の求め方」に規定された空気加熱老化試験、促進老化試験A−1法(試験温度70±1℃)を実施する前後に、それぞれ前記と同条件で摩擦係数μを求めて、下記の基準でブリードが生じたか否かを評価した。
【0073】
○:初期の摩擦係数μが0.6以上で、かつ老化試験後の摩擦係数μの変化率が10%未満であった。ブリードなし。
×:初期の摩擦係数μが0.6未満であるか、または老化試験後の摩擦係数μの変化率が10%以上であった。ブリードあり。
以上の結果を表1に示す。
【0074】
【表1】

【0075】
表1の比較例1の結果より、TPUのもとになるウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)が95を超える場合、ウレタン系熱可塑性エラストマと可塑剤の質量比E/P=90/10では、前記TPUを用いて形成したローラ本体2のマイクロゴム硬さ(タイプA)を90以下にできないことが判った。また、ローラ本体2のマイクロゴム硬さ(タイプA)を90以下にするためには、質量比E/P=90/10を超えて多量の可塑剤を配合しなければならず、過剰の可塑剤がブリードした。
【0076】
また比較例2の結果より、それ自体のマイクロゴム硬さ(タイプA)が80未満である軟らかいウレタン系熱可塑性エラストマを用いた場合には耐摩耗性が低下し、また耐久後に摩擦係数が著しく低下することが判った。
これに対し実施例1、2の結果より、マイクロゴム硬さ(タイプA)が80以上、95以下であるウレタン系熱可塑性エラストマと可塑剤とを配合したTPUは、いずれも成形性が良好である上、前記TPUを用いて形成した紙送りローラ1のローラ本体2はマイクロゴム硬さ(タイプA)が90以下であって柔軟であるため良好な摩擦係数を有し、かつ耐摩耗性に優れるため長期の使用が可能であり、しかも可塑剤のブリードも生じないことが確認された。
【0077】
〈実施例3、4〉
可塑剤として、モノ以上のオキシアルキレングリコールジエステルであるポリエチレングリコールジエステル〔三洋化成工業(株)製のサンフレックス(登録商標)EB300〕(実施例3)、およびオキシアルキレン構造を有するフタル酸であるフタル酸ビス(2−メトキシエチル)(DMEP、実施例4)を用いたこと以外は実施例1と同様にしてTPUのペレットを製造し、紙送りローラ1を形成した。ウレタン系熱可塑性エラストマと可塑剤の質量比E/P=80/20であった。
【0078】
〈比較例3、4〉
可塑剤として、いずれもエーテルエステル系でもフタル酸エステル系でもないジイソデシルアジペート(DIDA、脂肪族二塩基酸系、比較例3)、およびカーボネート系合成油〔松村石油(株)製のバーレルプロセス油M18〕(比較例4)を用いたこと以外は実施例1と同様にしてTPUのペレットを製造し、紙送りローラ1を形成した。ウレタン系熱可塑性エラストマと可塑剤の質量比E/P=80/20であった。
【0079】
前記各実施例、比較例で製造したTPUのペレット、および紙送りローラ1について前記の各試験を行なってその特性を評価した。結果を実施例1の結果と合わせて表2に示す。
【0080】
【表2】
【0081】
表2の各実施例、比較例の結果より、紙送りローラ1のローラ本体2の良好な耐摩耗性を維持しながら柔軟性を高めて紙に対する摩擦係数をより一層向上することを考慮すると、エステル型のウレタン系熱可塑性エラストマと組み合わせる可塑剤は、エーテルエステル系可塑剤、およびフタル酸エステル系可塑剤からなる群より選ばれた少なくとも1種である必要があることが確認された。
【0082】
〈実施例5、6、比較例5、6〉
合成例1で作製したウレタン系熱可塑性エラストマのペレットと、エーテルエステル系可塑剤としてのジイソプロピレングリコールジベンゾエートとの質量比E/Pを98/2(比較例5)、90/10(実施例5)、70/30(実施例6)、および50/50(比較例6)としたこと以外は実施例1と同様にしてTPUのペレットを製造し、紙送りローラ1を形成した。
【0083】
前記各実施例、比較例で製造したTPUのペレット、および紙送りローラ1について前記の各試験を行なってその特性を評価した。結果を実施例1の結果と合わせて表3に示す。
【0084】
【表3】
【0085】
表3の比較例5の結果より、前記質量比E/P=98/2では可塑剤の量が不足して、ローラ本体2の耐久後の摩擦係数が著しく低下することが判った。また比較例6の結果より、質量比E/P=50/50では耐摩耗性が悪いことが判った。
これに対し実施例1、5、6の結果より、質量比E/P=95/5〜70/30であるTPUは、いずれも成形性が良好である上、前記TPUを用いて形成した紙送りローラ1のローラ本体2は柔軟であるため良好な摩擦係数を有し、かつ耐摩耗性に優れるため長期の使用が可能であり、しかも可塑剤のブリードも生じないことが確認された。
【0086】
〈合成例5〉
ポリエーテルポリオールとしてのポリテトラメチレングリコール〔数平均分子量Mn=2000〕を5hPaの減圧下で110℃に加熱して1時間、脱水処理した。
次いで前記ポリテトラメチレングリコール2000質量部に、鎖伸長剤としての1,4−ブタンジオール160.6質量部を混合し、80℃の加熱下でかく拌下しながら、別に50℃に加温しておいた、ジイソシアネートとしての4,4′−ジフェニルメタンジイソシアネート696.5質量部、酸化防止剤としての登録商標イルガノックス(Irganox)1010〔チバ スペシャルティ ケミカルズ社製〕15.6質量部を加えてさらにかく拌を続けた。
【0087】
反応温度が110℃に達した時点で、前記混合物を、125℃に加温したテフロン処理ガラス繊維布で覆われたホットプレート上に注ぎ、反応生成物を100℃の乾燥室で15時間、アニールし、粉砕したのちペレット化してエーテル型のウレタン系熱可塑性エラストマのペレットを作製した。
ウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)を前記と同様にして求めたところ80であった。また、前記式(1)で求められる各成分の配合比は30.0であった。
【0088】
〈合成例6〉
1,4−ブタンジオールの量を255.5質量部、4,4′−ジフェニルメタンジイソシアネートの量を960.0質量部としたこと以外は合成例5と同様にしてエーテル型のウレタン系熱可塑性エラストマのペレットを作製した。前記ウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)を前記と同様にして求めたところ90であった。また、前記式(1)で求められる各成分の配合比は37.8であった。
【0089】
〈合成例7〉
1,4−ブタンジオールの量を104.6質量部、4,4′−ジフェニルメタンジイソシアネートの量を540.9質量部としたこと以外は合成例5と同様にしてエーテル型のウレタン系熱可塑性エラストマのペレットを作製した。前記ウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)を前記と同様にして求めたところ70であった。また、前記式(1)で求められる各成分の配合比は24.4であった。
【0090】
〈合成例8〉
1,4−ブタンジオールの量を323.4質量部、4,4′−ジフェニルメタンジイソシアネートの量を1148.8質量部としたこと以外は合成例5と同様にしてエーテル型のウレタン系熱可塑性エラストマのペレットを作製した。前記ウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)を前記と同様にして求めたところ98であった。また、前記式(1)で求められる各成分の配合比は42.4であった。
【0091】
〈実施例7〉
前記合成例5で作製したウレタン系熱可塑性エラストマのペレット80質量部と、可塑剤としてのジイソプロピレングリコールジベンゾエート(前出のベンゾフレックス988)20質量部とをペール缶に入れ、80℃のオーブン中で15時間加熱してペレットに可塑剤を含浸させた後、ペール缶の内容物の全量を2軸押出機〔スクリュー径30mm、L/D 36D、回転数10〜300rpm〕に供給し、前記2軸押出機を用いて混練しながら連続的に押し出したのち、再度ペレット化してTPUのペレットを製造した。ウレタン系熱可塑性エラストマと可塑剤の質量比E/P=80/20であった。
【0092】
次いでこのペレットを50トン射出成形機〔住友重工業(株)製〕に供給し、前記射出成形機を用いて混練しながら加熱して溶融させた状態で型内に注入し、冷却して固化させたのち型から取り出して図1に示す円筒状で、かつ外径14mm、内径7.7mm、軸方向の長さ40mmのローラ本体2を形成した。
次いで前記ローラ本体2の通孔3に直径8mmの仮の軸を圧入した状態で、軸方向の長さを25mmにカットし、前記通孔3に直径8mmのステンレス鋼製の軸4を圧入しなおした。そしてローラ本体2の外周面5を、外径が12.7mmになるまで研磨して紙送りローラ1を形成した。ローラ本体のゴム厚みは2.35mmであった。
【0093】
〈実施例8、比較例7〉
ウレタン系熱可塑性エラストマのペレットとして、それぞれ合成例6(実施例8)、および合成例8(比較例7)で作製したものを用いると共に、前記ペレットの量を90質量部、エーテルエステル系可塑剤としてのジイソプロピレングリコールジベンゾエートの量を10質量部としたこと以外は実施例7と同様にしてTPUのペレットを製造した。ウレタン系熱可塑性エラストマと可塑剤の質量比E/P=90/10であった。
【0094】
〈比較例8〉
ウレタン系熱可塑性エラストマのペレットとして、合成例7で作製したものを用いたこと以外は実施例7と同様にしてTPUのペレットを製造した。ウレタン系熱可塑性エラストマと可塑剤の質量比E/P=80/20であった。
前記各実施例、比較例で製造したTPUのペレット、および紙送りローラ1について前記の各試験を行なってその特性を評価した。結果を表4に示す。
【0095】
【表4】
【0096】
表4の比較例7の結果より、TPUのもとになるウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)が95を超える場合、ウレタン系熱可塑性エラストマと可塑剤の質量比E/P=90/10では、前記TPUを用いて形成したローラ本体2のマイクロゴム硬さ(タイプA)を90以下にできないことが判った。また、ローラ本体2のマイクロゴム硬さ(タイプA)を90以下にするためには、質量比E/P=90/10を超えて多量の可塑剤を配合しなければならず、過剰の可塑剤がブリードした。そのため硬さ試験、ブリード試験以外の試験は行なわなかった。
【0097】
また比較例8の結果より、それ自体のマイクロゴム硬さ(タイプA)が80未満である軟らかいウレタン系熱可塑性エラストマを用いた場合には耐摩耗性が低下し、また耐久後に摩擦係数が著しく低下することが判った。
これに対し実施例7、8の結果より、マイクロゴム硬さ(タイプA)が80以上、95以下であるウレタン系熱可塑性エラストマと可塑剤とを配合したTPUは、いずれも成形性が良好である上、前記TPUを用いて形成した紙送りローラ1のローラ本体2はマイクロゴム硬さ(タイプA)が90以下であって柔軟であるため良好な摩擦係数を有し、かつ耐摩耗性に優れるため長期の使用が可能であり、しかも可塑剤のブリードも生じないことが確認された。
【0098】
〈実施例9〜11〉
可塑剤として、モノ以上のオキシアルキレングリコールジエステルであるポリエチレングリコールジエステル〔三洋化成工業(株)製のサンフレックス(登録商標)EB300〕(実施例9)、オキシアルキレン構造を有するフタル酸エステルであるフタル酸ビス(2−メトキシエチル)(DMEP、実施例10)、およびリン酸エステルであるトリブトキシエチルホスフェート(TBP、実施例11)を用いたこと以外は実施例7と同様にしてTPUのペレットを製造し、紙送りローラ1を形成した。ウレタン系熱可塑性エラストマと可塑剤の質量比E/P=80/20であった。
【0099】
〈比較例9、10〉
可塑剤として、いずれもエーテルエステル系でもフタル酸エステル系でもリン酸系でもないジイソデシルアジペート(DIDA、脂肪族二塩基酸系、比較例9)、およびカーボネート系合成油〔松村石油(株)製のバーレルプロセス油M18〕(比較例10)を用いたこと以外は実施例7と同様にしてTPUのペレットを製造し、紙送りローラ1を形成した。ウレタン系熱可塑性エラストマと可塑剤の質量比E/P=80/20であった。
【0100】
前記各実施例、比較例で製造したTPUのペレット、および紙送りローラ1について前記の各試験を行なってその特性を評価した。結果を実施例7の結果と合わせて表5に示す。
【0101】
【表5】
【0102】
表5の各実施例、比較例の結果より、紙送りローラ1のローラ本体2の良好な耐摩耗性を維持しながら柔軟性を高めて紙に対する摩擦係数をより一層向上することを考慮すると、エーテル型のウレタン系熱可塑性エラストマと組み合わせる可塑剤は、エーテルエステル系可塑剤、フタル酸エステル系可塑剤、およびリン酸系可塑剤からなる群より選ばれた少なくとも1種である必要があることが確認された。
【0103】
〈実施例12、13、比較例11、12〉
合成例5で作製したウレタン系熱可塑性エラストマのペレットと、エーテルエステル系可塑剤としてのジイソプロピレングリコールジベンゾエートとの質量比E/Pを98/2(比較例11)、90/10(実施例12)、70/30(実施例13)、および50/50(比較例12)としたこと以外は実施例7と同様にしてTPUのペレットを製造し、紙送りローラ1を形成した。
【0104】
前記各実施例、比較例で製造したTPUのペレット、および紙送りローラ1について前記の各試験を行なってその特性を評価した。結果を実施例7の結果と合わせて表6に示す。
【0105】
【表6】
【0106】
表6の比較例11の結果より、前記質量比E/P=98/2では可塑剤の量が不足して、ローラ本体2の耐久後に摩擦係数が著しく低下することが判った。また比較例12の結果より、質量比E/P=50/50では耐摩耗性が悪いことが判った。
これに対し実施例7、12、13の結果より、質量比E/P=95/5〜70/30であるTPUは、いずれも成形性が良好である上、前記TPUを用いて形成した紙送りローラ1のローラ本体2はマイクロゴム硬さ(タイプA)が90以下であって柔軟であるため良好な摩擦係数を有し、かつ耐摩耗性に優れるため長期の使用が可能であり、しかも可塑剤のブリードも生じないことが確認された。
【符号の説明】
【0107】
1 紙送りローラ
2 ローラ本体
3 通孔
4 軸
5 外周面
【技術分野】
【0001】
本発明は、静電式複写機や各種プリンタ等において紙送りに用いられる紙送りローラに関するものである。
【背景技術】
【0002】
例えば静電式複写機、レーザービームプリンタ、普通紙ファクシミリ装置、インクジェットプリンタ、自動現金預払機(ATM)等の機器類における紙送り機構には、各種の紙送りローラが組み込まれている。前記紙送りローラとしては、紙(プラスチックフィルム等を含む。以下同様。)と接触しながら回転して摩擦によって紙を搬送する、例えば給紙ローラ、搬送ローラ、プラテンローラ、排紙ローラ等が挙げられる。
【0003】
前記紙送りローラとして、従来は、例えば天然ゴム、ウレタンゴム、エチレン−プロピレン−ジエンゴム(EPDM)、ポリノルボネンゴム、シリコーンゴム、塩素化ポリエチレンゴム等の各種ゴムからなるゴムローラが一般的に用いられている。
また紙送りローラは、紙に対する摩擦係数を大きくして良好な紙送りを実現するため、紙と接触する外周面を粗面化したり、ローレット加工したり、シボ面としたりする場合もある。しかし、これらの加工をした外周面は摩耗しやすく、紙と繰り返し接触するうちに摩耗によって前記摩擦係数が低下して、比較的早期に紙の搬送不良を生じる場合がある。
【0004】
また近年、低コスト化のため、前記各種機器類に用いる紙として、安価な増量剤である炭酸カルシウムやタルク等を多く含み、かつサイジング剤(にじみ防止剤)として安価な脂肪族炭化水素を含む紙が多く出回っている。しかしこれらの紙は、主に前記炭酸カルシウムやタルク等に起因する紙粉の発生量が多い上、発生した紙粉が紙送りローラの外周面に付着しやすく、紙粉の付着により紙に対する摩擦係数が低下して、比較的早期に紙の搬送不良を生じる場合がある。
【0005】
紙粉の付着を防止するために種々の検討がされている。例えば特許文献1では、紙送りローラの電気抵抗を下げることで、静電気による紙粉の付着を抑制できるとしている。また特許文献2では、紙送りローラを形成するゴム中にフレーク状充填剤を添加することで紙粉の付着を抑制できるとしている。さらに特許文献3では、紙送りローラの外周面をシボ面とし、前記シボの表面にさらに微細な凹凸を形成することで紙粉の付着を抑制できるとしている。ところが前記いずれの対策を施したとしても、紙粉が紙送りローラの外周面に付着するのを十分に防止できない。
【0006】
発明者が検討したところによると、紙粉は、サイジング剤としての脂肪族炭化水素を介して紙送りローラの外周面に付着する。また紙送りローラを形成する従来のゴム類のうち最も一般的に用いられる天然ゴム、EPDM、ブチルゴム等は、いずれも脂肪族炭化水素とSP値(溶解度定数)が近く親和性が高いため、紙との摩擦によって脂肪族炭化水素が外周面に付着しやすい。そして前記脂肪族炭化水素を介して外周面に紙粉が付着しやすく、前記付着によって紙に対する摩擦係数が短期間で低下する。また脂肪族炭化水素それ自体も単独で優れた滑剤として機能するため、前記摩擦係数を低下させる原因となる。
【0007】
そこで発明者は、紙送りローラを、脂肪族炭化水素とSP値が大きく異なり親和性が低いため前記脂肪族炭化水素ならびに紙粉が付着し難い上、従来のゴム類に比べて耐摩耗性等の機械的強度に優れたウレタン系熱可塑性エラストマによって形成することを検討してきた。
一口にウレタンエラストマといってもその範囲は広く、液状のものを型に流し込み、架橋反応により固化させて所定の形状に形成される「注型タイプ」、一般のゴムと同様に固形のものを混凍りし、所定の形状に形成したのち架橋させる「ミラブルタイプ」、そして「熱可塑性タイプ」の3つに大別される。
【0008】
このうち熱可塑性タイプのポリウレタンエラストマ〔ウレタン系熱可塑性エラストマ(Thermoplastic elastomer urethane)〕は、一般に分子内に、ポリウレタン構造を有するハードセグメントと、ポリエステルまたはポリエーテル構造を有するソフトセグメントとを含んでいる。ソフトセグメントが軟らかく塑性変形する働きをし、ハードセグメントが加硫ゴムの架橋点のように塑性変形を阻止(拘束)する働きをする。
【0009】
この二つの働きによってウレタン系熱可塑性エラストマは、加硫ゴムと同様のゴム弾性を示しながらも、通常の熱可塑性樹脂と同様に射出成形法や押出成形法等による溶融成形が可能であるという特徴を有する。すなわち射出成形法では、ウレタン系熱可塑性エラストマに可塑剤等を配合した熱可塑性エラストマ組成物(以下「TPU」と略記する場合がある)をその融点もしくはガラス転移温度以上に加熱して溶融させた状態で型内に注入したのち冷却して固化させることで所定の形状に形成できる。また押出成形法では、前記溶融させたTPUをダイから押し出したのち冷却して固化させることで所定の断面形状を有する長尺体に形成できる。また熱可塑性樹脂と同様に材料自体もペレット等の形状で供給されるため非常に取り扱いがしやすい。
【0010】
またTPUは、注型タイプのものよりもはるかに成形サイクルが短くて済み量産性が高い、ミラブルタイプのように混練りや架橋の工程を必要としないなど、他のタイプのものと比べて成形加工性に大きな強みを持った材料として知られている。
しかしながらTPUの主材料であるウレタン系熱可塑性エラストマは、熱可塑性を持たせるために材料選択の幅が狭められており、特に硬さに代表される物性に制約があった。ウレタン系熱可塑性エラストマの硬さを低下させることは、耐摩耗性などの機械的強度の低下や、あるいは溶融成形後の冷却時の固化速度の低下など成形加工性の大幅な低下を伴うため、一般的に使用可能なウレタン系熱可塑性エラストマの硬さは、例えば高分子計器(株)製のマイクロゴム硬度計「MD−1型」を用いて、温度23±1℃、相対湿度55±1%の環境下で測定されるマイクロゴム硬さ(タイプA)で表して60が下限とされてきた。
【0011】
すなわちマイクロゴム硬さ(タイプA)が60未満である軟らかいウレタン系熱可塑性エラストマは、材料として市販されてはいるものの、前記軟らかいウレタン系熱可塑性エラストマを含むTPUは溶融成形には適しておらず、固化速度が低いため例えば射出成形後に長時間の冷却時間をとって成形品を室温まで冷却しても十分に固化されない状態のままであり、型から取り出されて変形するといった問題を生じやすく、また変形せずに取り出せたとしても耐摩耗性が著しく低く、短期間で紙に対する摩擦係数が大きく低下したり、摩擦によって紙送りの制度が大きく低下したりしてしまうため実使用に耐えうる紙送りローラは形成できなかった。
【0012】
一方、マイクロゴム硬さ(タイプA)が60以上である硬いウレタン系熱可塑性エラストマを含むTPUは前記の問題は生じないものの、形成した紙送りローラは、その硬さゆえ紙送り時に十分にたわみ変形されないことから、使用初期の段階において既に紙に対する摩擦係数が低く、良好な紙送りを実現できないという問題があった。
すなわち、紙送りローラの紙に対する摩擦係数を左右する重要な因子の一つに、所定の圧力で紙に圧接されてたわみ変形した紙送りローラと紙との間の、紙の送り方向の接触長さ(ニップ幅)が大きいことが挙げられる。前記接触長さを大きくするほど、前記送り方向と直交する紙の幅との積で表される両者間の接触面積を大きくして、前記摩擦係数を増加できる。しかし従来の硬いウレタン系熱可塑性エラストマを含むTPUでは、前記接触長さを十分に大きくできないのである。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】特開平5−125142号公報
【特許文献2】特開2003−2481号公報
【特許文献3】特開2004−299842号公報
【発明の概要】
【発明が解決しようとする課題】
【0014】
本発明の目的は、成形加工性や耐摩耗性に優れ、かつ紙粉の付着による摩擦係数の低下や摩擦による紙送りの精度の低下等を生じにくいTPUからなり、柔軟で、所定の圧力で紙に圧接された際にたわみ変形しやすく使用初期の段階から紙に対する摩擦係数が高いため、前記使用初期から長期間に亘って紙送りの不良を生じにくく、しかも耐摩耗性にも優れた紙送りローラを提供することにある。
【課題を解決するための手段】
【0015】
本発明は、
(1) マイクロゴム硬さ(タイプA)が80以上、95以下であるエステル型ウレタン系熱可塑性エラストマ〈E〉と、エーテルエステル系可塑剤、およびフタル酸エステル系可塑剤からなる群より選ばれた少なくとも1種の可塑剤〈P〉とを、質量比E/P=95/5〜70/30の割合で含む熱可塑性エラストマ組成物(TPU)、または
(2) マイクロゴム硬さ(タイプA)が80以上、95以下であるエーテル型ウレタン系熱可塑性エラストマ〈E〉と、エーテルエステル系可塑剤、フタル酸エステル系可塑剤、およびリン酸系可塑剤からなる群より選ばれた少なくとも1種の可塑剤〈P〉とを、質量比E/P=95/5〜70/30の割合で含む熱可塑性エラストマ組成物(TPU)、
からなることを特徴とする紙送りローラである。
【0016】
本発明によれば、前記ウレタン系熱可塑性エラストマとしてマイクロゴム硬さ(タイプA)が80以上、95以下の範囲内にあり、成形加工性に優れると共に耐摩耗性にも優れたものを用いることにより、射出成形法等の任意の成形方法によって、固化不足による変形等の不良を生じることなしに、前記ウレタン系熱可塑性エラストマが本来的に持つ高いSP値に基づき脂肪族炭化水素や紙粉等が付着し難く、摩擦係数が大きく低下するおそれがない紙送りローラを形成できる。
【0017】
またTPUは、前記ウレタン系熱可塑性エラストマに特定の可塑剤を所定量加えることで適度な柔軟性が付与されているため、前記TPUを用いて形成した紙送りローラは使用初期の段階から紙に対する摩擦係数が高い。
しかもTPUは、前記ウレタン系熱可塑性エラストマに特定の可塑剤を所定量加えることで、前記ウレタン系熱可塑性エラストマの持つ良好な耐摩耗性が維持されているため、前記TPUを用いて形成した紙送りローラは耐摩耗性にも優れ、短期間で紙に対する摩擦係数が大きく低下したり、外径変化などによって紙送りの精度が低下したりするおそれがない。
【0018】
したがって本発明によれば、使用初期から長期間に亘って紙送りの不良を生じにくい紙送りローラを形成できる。
ウレタン系熱可塑性エラストマとして、ソフトセグメントがポリエステル構造であるエステル型のものを用いる場合、可塑剤としては、前記エーテルエステル系可塑剤の中でも特にモノ以上のオキシアルキレングリコールジエステル、およびフタル酸エステル系可塑剤の中でも特にオキシアルキレン骨格を有するフタル酸ジエステルからなる群より選ばれた少なくとも1種を用いるのが好ましい。
【0019】
またウレタン系熱可塑性エラストマとして、前記ソフトセグメントがポリエーテル構造であるエーテル型のものを用いる場合、可塑剤としては、前記エーテルエステル系可塑剤の中でも特にモノ以上のオキシアルキレングリコールジエステル、フタル酸エステル系可塑剤の中でも特にオキシアルキレン骨格を有するフタル酸ジエステル、リン酸系可塑剤の中でも特にオキシアルキレン骨格を有するリン酸エステルからなる群より選ばれた少なくとも1種を用いるのが好ましい。
【0020】
かかるウレタン系熱可塑性エラストマと可塑剤との組合せによれば、後述する実施例の結果から明らかなように紙送りローラの良好な耐摩耗性を維持しながら柔軟性を高めて紙に対する摩擦係数をより一層向上できる。
また前記いずれのタイプのウレタン系熱可塑性エラストマも、ジイソシアネートとマクロポリオールと鎖伸長剤とを付加重合させて合成される。かかる付加重合物のもとになる各成分の配合比は式(1):
30≦(x+z)/(x+y+z)×100≦40 (1)
(式中xはジイソシアネート、yはマクロポリオール、zは鎖伸長剤の配合量を示す。)
を満足するのが好ましい。前記各成分の配合比を前記範囲内とすることで、生成される付加重合物、すなわちウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)を前記範囲内に調整できる。
【0021】
前記各成分を含むTPUからなる紙送りローラのマイクロゴム硬さ(タイプA)は60以上、90以下であるのが好ましい。マイクロゴム硬さ(タイプA)が60未満である紙送りローラは柔軟で、使用初期の段階において紙に対する摩擦係数に優れるものの、耐摩耗性の点で十分でない場合があり、長期間に亘って前記の良好な摩擦係数を維持できないおそれがある。
【0022】
また、マイクロゴム硬さ(タイプA)が90を超える紙送りローラは、その硬さゆえ紙送り時に十分にたわみ変形されないことから、使用初期において既に紙に対する摩擦係数が低く、良好な紙送りを実現できないおそれがある。
なお、本発明においてウレタン系熱可塑性エラストマのゴム硬さ、および前記ウレタン系熱可塑性エラストマを含むTPUを用いて形成される本発明の紙送りローラのゴム硬さを、いずれもマイクロゴム硬さ(タイプA)によって規定しているのは、特に紙送りローラにおいて、ゴム厚みが小さ過ぎて通常のスプリング式ゴム硬度計ではゴム硬さを測定できない場合があるためである。
【0023】
そのため本発明では、紙送りローラのゴム硬さをマイクロゴム硬さ(タイプA)でもって規定することとする。また、前記紙送りローラのもとになるウレタン系熱可塑性エラストマのゴム硬さをも同じマイクロゴム硬さ(タイプA)でもって規定することにより、本発明の構成および効果をより一層、明確化できる。
マイクロゴム硬さ(タイプA)は、先に説明したように高分子計器(株)製のマイクロゴム硬度計「MD−1型」を用いて、温度23±1℃、相対湿度55±1%の環境下で測定した値でもって表すこととする。
【0024】
マイクロゴム硬度計「MD−1型」は、従来のスプリング式ゴム硬度計では測定が困難であった微小部品や薄いシート等のゴム硬さを測定するために開発されたもので、このうちタイプAでは、荷重方式が片持ち梁形板ばね、押針形状が直径0.16mmの円柱状で高さ0.5mm、加圧脚寸法が外径4.0mm、内径1.5mm、スプリング荷重が0ポイントで22mN(2.24g)、100ポイントで332mN(33.85g)の条件で測定することにより、日本工業規格JIS K6301:1995「加硫ゴム物理試験方法」に規定されたスプリング式A型硬さ、いわゆるJIS A硬さに近似した測定値を得ることができる。
【0025】
具体的には、硬さを測定するウレタン系熱可塑性エラストマを単独で用いて形成した厚み2mmのシートを4枚重ねた表面上の5箇所の位置で、前記押針をシートの厚み方向に押し込んで測定したゴム硬さの平均値を求めて、前記ウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)とすることとする。また、紙送りローラの外周面上の5箇所の位置で、前記押針を紙送りローラの径方向に押し込んで測定したゴム硬さの平均値を求めて、前記紙送りローラのマイクロゴム硬さ(タイプA)とすることとする。
【発明の効果】
【0026】
本発明によれば、成形加工性や耐摩耗性に優れ、かつ紙粉の付着による摩擦係数の低下や摩擦による紙送りの精度の低下等を生じにくいTPUからなり、柔軟で、所定の圧力で紙に圧接された際にたわみ変形しやすく使用初期の段階から紙に対する摩擦係数が高いため、前記使用初期から長期間に亘って紙送りの不良を生じにくく、しかも耐摩耗性にも優れた紙送りローラを提供することが可能となる。
【図面の簡単な説明】
【0027】
【図1】本発明の紙送りローラの、実施の形態の一例を示す斜視図である。
【発明を実施するための形態】
【0028】
〈熱可塑性エラストマ組成物〉
本発明の紙送りローラのもとになる熱可塑性エラストマ組成物(TPU)は、マイクロゴム硬さ(タイプA)が80以上、95以下であるエステル型ウレタン系熱可塑性エラストマまたはエーテル型ウレタン系熱可塑性エラストマ〈E〉と、可塑剤〈P〉とを、質量比E/P=95/5〜70/30の割合で含んでいる。
【0029】
ウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)が80以上、95以下に限定されるのは、下記の理由による。すなわちマイクロゴム硬さ(タイプA)が80未満である軟らかいウレタン系熱可塑性エラストマを用いて形成される紙送りローラは柔軟で、使用初期の段階において紙に対する摩擦係数に優れるものの、耐摩耗性の点で十分でなく、長期間の使用に耐えられない。
【0030】
一方、マイクロゴム硬さ(タイプA)が95を超える硬いウレタン系熱可塑性エラストマを使用した場合には、紙送りローラに適度な柔軟性を付与するために、前記ウレタン系熱可塑性エラストマ〈E〉と可塑剤〈P〉との質量比E/P=70/30を超える多量の可塑剤を配合しなければならず、余剰の可塑剤が紙送りローラからブリード(浸出)して紙等を汚染したりするという問題を生じる。
【0031】
これに対しウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)が80以上、95以下であれば、前記の問題を生じることなしに、良好な特性を有する紙送りローラを形成できる。
また、本発明においてウレタン系熱可塑性エラストマ〈E〉と可塑剤〈P〉との質量比E/Pが95/5〜70/30に限定されるのは、下記の理由による。すなわち、前記範囲より可塑剤が多い場合には、紙送りローラの耐摩耗性が低下して、長期間に亘って前記の良好な摩擦係数を維持できなくなったり、余剰の可塑剤が紙送りローラからブリード(浸出)して紙等を汚染したりするという問題を生じる。
【0032】
また、前記範囲より可塑剤が少ない場合には、前記可塑剤による、紙送りローラに柔軟性を付与する効果が得られず、使用初期の段階で高い摩擦係数を有する紙送りローラを形成できない。
これに対し、ウレタン系熱可塑性エラストマ〈E〉と可塑剤〈P〉との質量比E/Pが95/5〜70/30であれば、前記の問題を生じることなしに、良好な特性を有する紙送りローラを形成できる。なお、より一層良好な特性を有する紙送りローラを形成することを考慮すると、質量比E/Pは前記範囲内でも90/10〜80/20であるのが好ましい。
【0033】
ウレタン系熱可塑性エラストマは、従来同様にジイソシアネート、マクロポリオール、および鎖伸長剤を付加重合反応させて合成される。
このうちジイソシアネートとしては、例えばトリレンジイソシアネート(TDI)、4,4′−ジフェニルメタンジイソシアネート(MDI)、1,5−ナフチレンジイソシアネート(NDI)、トリジンジイソシアネート、1,6−ヘキサメチレンジイソシアネート(HDI)、イソホロンジイソシアネート(IPDI)、キシリレンジイソシアネート(XDI)、水添XDI、テトラメチルキシレンジイソシアネート(TMXDI)、1,8−ジイソシアネートメチルオクタン、ジシクロヘキシルメタンジイソシアネート(水素添加MDI:HMDI)等の1種または2種以上が挙げられる。中でも4,4′−ジフェニルメタンジイソシアネート(MDI)が好ましい。
【0034】
またマクロポリオールとしてはポリエステルポリオール、ポリエーテルポリオールが挙げられる。マクロポリオールの数平均分子量Mnは500以上、5000以下、特に1000以上、3000以下であるのが好ましい。マクロポリオールとしてポリエステルポリオールを用いることで、ソフトセグメントがポリエステル構造であるエステル型のウレタン系熱可塑性エラストマが合成される。またマクロポリオールとしてポリエーテルポリオールを用いることで、ソフトセグメントがポリエーテル構造であるエーテル型のウレタン系熱可塑性エラストマが合成される。
【0035】
前記ポリエステルポリオールとしては、例えば2価の有機酸、その酸エステル、または酸無水物等のエステル形成性誘導体の1種または2種以上と、脂肪族ジオールの1種または2種以上との脱水縮合反応で得られるポリエステルポリオールが挙げられる。
2価の有機酸としては、例えば炭素数4〜12の脂肪族ジカルボン酸(コハク酸、グルタル酸、アジピン酸、セバシン酸、アゼライン酸等)、芳香族ジカルボン酸(フタル酸、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸等)、および脂環式ジカルボン酸(ヘキサヒドロフタル酸、ヘキサヒドロテレフタル酸、ヘキサヒドロイソフタル酸等)が挙げられる。
【0036】
また脂肪族ジオールとしては、例えばエチレングリコール、1,3−プロピレングリコール、1,2−プロピレングリコール、1,3−ブタンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、3−メチル−1,5−ペンタンジオール、ネオペンチルグリコール、1,3−オクタンジオールまたは1,9−ノナンジオール等の炭素数2〜10の脂肪族ジオールが挙げられる。
【0037】
またポリエステルポリオールとしては、例えばε−カプロラクトン等のラクトンモノマーの開環重合で得られるポリラクトンジオール等も挙げられる。
ポリエステルポリオールとしてはポリ(テトラメチレンアジペート−co−ヘキサメチレンアジペート)グリコールが好ましい。
一方、ポリエーテルポリオールとしては、例えばエチレンオキサイド、プロピレンオキサイド、テトラヒドロフラン等の環状エーテルをそれぞれ重合させて得られるポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコールや、あるいは前記環状エーテルの2種以上を共重合させて得られるコポリエーテル等の1種または2種以上が挙げられる。中でもポリテトラメチレングリコールが好ましい。
【0038】
鎖伸長剤としては、例えば脂肪族ポリオール、脂環式ポリオール、芳香族ポリオール等の1種または2種以上が挙げられる。
このうち脂肪族ポリオールとしては、例えばエチレングリコール、1,3−プロピレングリコール、1,2−プロピレングリコール、1,3−ブタンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、3−メチル−1,5−ペンタンジオール、ネオペンチルグリコール、1,8−オクタンジオール、1,9−ノナンジオール、ジエチレングリコール等の1種または2種以上が挙げられる。
【0039】
また脂環式ポリオールとしては、例えば1,4−シクロヘキサンジメタノール等が挙げられる。
さらに芳香族ポリオールとしては、例えば1,4−ジメチロールベンゼン、ビスフェノールA、ビスフェノールAのエチレンオキサイド付加物、もしくはビスフェノールAのプロピレンオキサイド付加物等の1種または2種以上が挙げられる。
【0040】
また鎖伸長剤としてはアミン類を用いることもできる。前記アミン類としては、例えばジシクロヘキシルメチルメタンジアミン(水素添加MDA)、イソホロンジアミン(IPDA)等が挙げられる。
鎖伸長剤としては1,4−ブタンジオールが好ましい。
前記各成分を用いてウレタン系熱可塑性エラストマを合成する方法は従来同様でよい。例えばワンショット法では、あらかじめ減圧下で加熱する等して脱水処理したマクロポリオールに鎖伸長剤を混合し、加熱下でかく拌しながら別に加温しておいたジイソシアネートを加えてさらに加熱下で一定時間かく拌を続けることにより、前記各成分が付加重合反応してウレタン系熱可塑性エラストマが合成される。合成されたウレタン系熱可塑性エラストマは、例えば所定の温度に加熱してアニールし、粉砕したのちペレット化してTPUの原材料として用いることができる。
【0041】
また前記付加重合反応をバッチ式または連続式で実施して各成分を混合した混合物を、例えば押出機を用いて連続的に押し出しながら、またはコンベアベルト上で連続的に搬送しながら一定時間、40℃以上、230℃以下、好ましくは70℃以上、180℃以下の温度に維持して反応させたのちペレット化してTPUの原材料として用いることができる。
【0042】
前記各成分の配合比は式(1):
30≦(x+z)/(x+y+z)×100≦40 (1)
(式中xはジイソシアネート、yはマクロポリオール、zは鎖伸長剤の配合量を示す。)
を満足する範囲内であるのが好ましい。配合比をかかる範囲内とすることで、生成されるウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)を前記範囲内に調整できる。
【0043】
TPUは、射出成形法、押出成形法等に使用する際の取扱性等を向上するためにペレット化するのが好ましい。前記TPUのペレットは、原材料としてのウレタン系熱可塑性エラストマのペレットと可塑剤とを、先に説明した所定の質量比E/Pとなるように、例えば2軸押出機に供給し、前記2軸押出機を用いて混練しながら連続的に押し出したのち、再度ペレット化して製造できる。可塑剤は、所定量を計量して2軸押出機に供給すればよい。
【0044】
また前記TPUのペレットは、ウレタン系熱可塑性エラストマのペレットと可塑剤とを所定の質量比E/Pとなるように配合し、容器中に収容して一定時間、加熱することで前記ペレット中に可塑剤を含浸させた後、押出機を用いて連続的に押し出しながら再度ペレット化することでも製造できる。
ウレタン系熱可塑性エラストマがエステル型であるとき、可塑剤としてはエーテルエステル系可塑剤、およびフタル酸エステル系可塑剤からなる群より選ばれた少なくとも1種が選択的に用いられる。一方、ウレタン系熱可塑性エラストマがエーテル型であるとき、可塑剤としては、エーテルエステル系可塑剤、フタル酸エステル系可塑剤、およびリン酸系可塑剤からなる群より選ばれた少なくとも1種が選択的に用いられる。
【0045】
前記以外の他の可塑剤を、たとえマイクロゴム硬さ(タイプA)が80以上、95以下であるウレタン系熱可塑性エラストマと、前記ウレタン系熱可塑性エラストマ〈E〉と可塑剤〈P〉との質量E/P=95/5〜70/30の割合で配合したとしても、紙送りローラに柔軟性を付与する効果は得られず、使用初期の段階で高い摩擦係数を有する紙送りローラを形成することはできない。
【0046】
また、前記他の可塑剤を用いて、紙送りローラに適度な柔軟性を付与するためには、前記質量比E/P=70/30を超える多量の可塑剤を配合しなければならず、前記多量の可塑剤を配合することによって紙送りローラの耐摩耗性が低下して、長期間に亘って前記の良好な摩擦係数を維持できなくなったり、余剰の可塑剤が紙送りローラからブリード(浸出)して紙等を汚染したりするという問題を生じる。
【0047】
なおエステル型のウレタン系熱可塑性エラストマと組み合わせる可塑剤としては、前記エーテルエステル系可塑剤のうち特にモノ以上の、すなわちモノオキシアルキレングリコールジエステル、ジオキシアルキレングリコールジエステル、トリオキシアルキレングリコールジエステル・・・等を含むオキシアルキレングリコールジエステル、およびフタル酸エステル系可塑剤のうち特にオキシアルキレン構造を有するフタル酸エステルからなる群より選ばれた少なくとも1種が好ましい。
【0048】
またエーテル型のウレタン系熱可塑性エラストマと組み合わせる可塑剤としては、前記エーテルエステル系可塑剤のうち特にモノ以上のオキシアルキレングリコールジエステル、フタル酸エステル系可塑剤のうち特にオキシアルキレン構造を有するフタル酸エステル、およびリン酸系可塑剤のうち特にオキシアルキレン構造を有するリン酸エステルからなる群より選ばれた少なくとも1種が好ましい。
【0049】
TPUには、前記各成分の他に、例えば充填剤、加水分解防止剤、酸化防止剤、着色剤等の種々の添加剤を任意の割合で含有させることもできる。前記添加剤は、ウレタン系熱可塑性エラストマの合成からTPUのペレットの製造までの任意の段階で含有させることができる。
例えば加水分解防止剤はエステル型のウレタン系熱可塑性エラストマが加水分解反応により劣化するのを防止するためのもので、先に説明したジイソシアネートとマクロポリオールと鎖伸長剤とを付加重合反応させる反応系にあらかじめ添加しておくことができる。
【0050】
また酸化防止剤はエーテル型のウレタン系熱可塑性エラストマが酸化反応により劣化するのを防止するためのもので、先に説明したジイソシアネートとマクロポリオールと鎖伸長剤とを付加重合反応させる反応系にあらかじめ添加しておくことができる。
〈紙送りローラ〉
図1は、本発明の紙送りローラの、実施の形態の一例を示す斜視図である。
【0051】
図1を参照して、この例の紙送りローラ1は、前記TPUからなる円筒状のローラ本体2と、前記ローラ本体2の中心の通孔3に挿通された軸4とを含んでいる。前記軸4の外径は、挿通前の通孔3の内径よりも大きめに形成されており、前記通孔3に軸4を圧入することで軸4がローラ本体2に固定されて一体に回転される。軸4は、例えば金属、セラミック、硬質樹脂等によって一体に形成される。
【0052】
ローラ本体2のゴム厚みは特に限定されないが、例えば静電式複写機等の紙送りローラの場合に良好な紙送りを実現するためには、前記ゴム厚みが1mm以上、20mm以下、特に2mm以上、15mm以下程度であるのが好ましい。前記ローラ本体2は、前記TPUを用いて、射出成形法、押出成形法等の任意の成形法によって形成される。
このうち射出成形法では、先に説明したペレット状等に形成されたTPUを、さらに必要に応じて任意の添加剤等と共に射出成形機を用いて混練しながら加熱して溶融させた状態で、前記ローラ本体2の円筒状に対応する型内に注入し、冷却して固化させたのち型から取り出してローラ本体2を形成する。
【0053】
また押出成形法では、前記TPUを、さらに必要に応じて任意の添加剤等と共に押出成形機を用いて混練しながら加熱して溶融させた状態で、前記ローラ本体2の断面形状、すなわち円環状に対応するダイを通して長尺の円筒状に押し出し、冷却して固化させたのち所定の長さにカットしてローラ本体2を形成する。
次いで、形成したローラ本体2の通孔3に軸4を圧入する。またその前後の任意の時点で、必要に応じてさらにその外周面5を所定の表面粗さになるように研磨したり、前記外周面5をローレット加工、シボ加工等したり、あるいはローラ本体2の軸方向の長さ、すなわち紙送りローラ1の幅が所定値となるようにローラ本体2の両端をカットしたりする。これにより図1に示す紙送りローラ1が製造される。
【0054】
なおローラ本体2は、外周面5側の外層と軸4側の内層の2層構造に形成してもよい。その場合、少なくとも外層をTPUによって形成すればよい。
また紙送りローラ1の用途によっては、通孔3はローラ本体2の中心から偏心した位置に設けてもよい。またローラ本体2は円筒状でなく異形形状、例えば外周面5の一部が平面状に切り欠かれた形状等であってもよい。かかる異形形状を有するローラ本体2を形成するには、射出成形法、押出成形法等によって、ローラ本体2を前記異形形状に直接に成形してもよいし、円筒状に形成したローラ本体2の外周面5を後加工して前記異形形状としてもよい。
【0055】
また円筒状に形成したローラ本体2の通孔3に、断面形状が前記異形形状に対応する変形形状とされた軸4を圧入することでローラ本体2を変形させて前記異形形状とすることもできる。この場合、外周面5の研磨やローレット加工、シボ加工等は変形前の円筒状のローラ本体2に対して行なうことができるため加工性を向上できる。
本発明の紙送りローラ1は、例えば静電式複写機、レーザービームプリンタ、普通紙ファクシミリ装置、インクジェットプリンタ、自動現金預払機(ATM)等の機器類における紙送り機構に組み込まれる、給紙ローラ、搬送ローラ、プラテンローラ、排紙ローラ等の種々の紙送りローラとして用いることができる。
【0056】
本発明の紙送りローラ1のゴム硬さ、すなわち図の例の場合はローラ本体2のゴム硬さは、マイクロゴム硬さ(タイプA)で表して60以上、90以下であるのが好ましい。マイクロゴム硬さ(タイプA)が60以下であるローラ本体2は柔軟で、使用初期の段階において紙に対する摩擦係数に優れるものの、耐摩耗性の点で十分でない場合があり、長期間に亘って前記の良好な摩擦係数を維持できないおそれがある。
【0057】
また、マイクロゴム硬さ(タイプA)が90を超えるローラ本体2は、その硬さゆえ紙送り時に十分にたわみ変形されないことから、使用初期において既に紙に対する摩擦係数が低く、良好な紙送りを実現できないおそれがある。
また、ローラ本体2のマイクロゴム硬さ(タイプA)は、先に説明した問題を生じることなしに良好な特性を有する紙送りローラ1を形成することを考慮すると、前記範囲内でも70以上、75以下であるのがさらに好ましい。
【実施例】
【0058】
〈合成例1〉
ポリエステルポリオールとしてのポリ(テトラメチレンアジペート−co−ヘキサメチレンアジペート)グリコール〔数平均分子量Mn=2000〕を5hPaの減圧下で110℃に加熱して1時間、脱水処理した。
次いで前記ポリ(テトラメチレンアジペート−co−ヘキサメチレンアジペート)グリコール2000質量部に、鎖伸長剤としての1,4−ブタンジオール160.6質量部を混合し、80℃の加熱下でかく拌下しながら、別に50℃に加温しておいた、ジイソシアネートとしての4,4′−ジフェニルメタンジイソシアネート696.5質量部、加水分解防止剤としての登録商標スタバクゾール(Stabaxol)I〔ライン ヘミー ライナウ社製〕13質量部を加えてさらにかく拌を続けた。
【0059】
反応温度が110℃に達した時点で、前記混合物を、125℃に加温したテフロン(登録商標)処理ガラス繊維布で覆われたホットプレート上に注ぎ、反応生成物を100℃の乾燥室で15時間、アニールし、粉砕したのちペレット化してエステル型のウレタン系熱可塑性エラストマのペレットを作製した。
前記ペレットを用いて厚み2mmのシートを形成し、温度23±1℃、相対湿度55±1%の環境下、前記シートを4枚重ねた表面上の5箇所の位置で、マイクロゴム硬度計〔高分子計器(株)製のMD−1〕の押針をシートの厚み方向に押し込んで測定したゴム硬さの平均値をウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)として求めたところ80であった。また、前記式(1)で求められる各成分の配合比は30.0であった。
【0060】
〈合成例2〉
1,4−ブタンジオールの量を256質量部、4,4′−ジフェニルメタンジイソシアネートの量を960質量部としたこと以外は合成例1と同様にしてエステル型のウレタン系熱可塑性エラストマのペレットを作製した。前記ウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)を同様にして求めたところ90であった。また、前記式(1)で求められる各成分の配合比は37.8であった。
【0061】
〈合成例3〉
1,4−ブタンジオールの量を105質量部、4,4′−ジフェニルメタンジイソシアネートの量を542質量部としたこと以外は合成例1と同様にしてエステル型のウレタン系熱可塑性エラストマのペレットを作製した。前記ウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)を同様にして求めたところ70であった。また、前記式(1)で求められる各成分の配合比は24.4であった。
【0062】
〈合成例4〉
1,4−ブタンジオールの量を323.4質量部、4,4′−ジフェニルメタンジイソシアネートの量を1149質量部としたこと以外は合成例1と同様にしてエステル型のウレタン系熱可塑性エラストマのペレットを作製した。前記ウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)を同様にして求めたところ98であった。また、前記式(1)で求められる各成分の配合比は42.4であった。
【0063】
〈実施例1〉
前記合成例1で作製したウレタン系熱可塑性エラストマのペレット80質量部と、モノ以上のオキシアルキレングリコールジエステルとしてのジイソプロピレングリコールジベンゾエート〔ベルシコル ケミカル社製の登録商標ベンゾフレックス(Benzoflex)988〕20質量部とをペール缶に入れ、80℃のオーブン中で15時間加熱してペレットに可塑剤を含浸させた後、ペール缶の内容物の全量を2軸押出機〔スクリュー径30mm、L/D 36D、回転数10〜300rpm〕に供給し、前記2軸押出機を用いて混練しながら連続的に押し出したのち、再度ペレット化してTPUのペレットを製造した。押出条件はスクリューの回転数120rpm、樹脂温度180℃とした。ウレタン系熱可塑性エラストマと可塑剤の質量比E/P=80/20であった。
【0064】
次いでこのペレットを50トン射出成形機〔住友重工業(株)製〕に供給し、前記射出成形機を用いて混練しながら加熱して溶融させた状態で型内に注入し、冷却して固化させたのち型から取り出して図1に示す円筒状で、かつ外径14mm、内径7.7mm、軸方向の長さ40mmのローラ本体2を形成した。
次いで前記ローラ本体2の通孔3に直径8mmの仮の軸を圧入した状態で、軸方向の長さを25mmにカットし、前記通孔3に直径8mmのステンレス鋼製の軸4を圧入しなおした。そしてローラ本体2の外周面5を、外径が12.7mmになるまで研磨して紙送りローラ1を形成した。ローラ本体のゴム厚みは2.35mmであった。
【0065】
〈実施例2、比較例1〉
ウレタン系熱可塑性エラストマのペレットとして、それぞれ合成例2(実施例2)、および合成例4(比較例1)で作製したものを用いると共に、前記ペレットの量を90質量部、エーテルエステル系可塑剤としてのジイソプロピレングリコールジベンゾエートの量を10質量部としたこと以外は実施例1と同様にしてTPUのペレットを製造した。ウレタン系熱可塑性エラストマと可塑剤の質量比E/P=90/10であった。
【0066】
〈比較例2〉
ウレタン系熱可塑性エラストマのペレットとして、合成例3で作製したものを用いたこと以外は実施例1と同様にしてTPUのペレットを製造した。ウレタン系熱可塑性エラストマと可塑剤の質量比E/P=80/20であった。
前記各実施例、比較例で製造したTPUのペレット、および紙送りローラ1について下記の各試験を行なってその特性を評価した。なお各試験は、いずれも23±1℃、相対湿度55±1%の環境下で実施した。
【0067】
〈成形性試験〉
前記各実施例、比較例で製造したTPUを、前出の射出成形機に供給し、前記射出成形機を用いて混練しながら加熱して溶融させた状態で型内に注入し、冷却して固化させたのち型から取り出して、日本工業規格JIS K 6262:2006「加硫ゴム及び熱可塑性ゴム―常温,高温及び低温における圧縮永久ひずみの求め方」において規定された圧縮玉を形成し、所定の形状を有する前記圧縮玉を、変形等を生じることなしに型から取り出せるようになるまでに要した冷却時間を測定した。測定条件は、樹脂温度190℃、金型温度15℃とした。そして下記の基準で成形性を評価した。
【0068】
○:冷却時間180秒未満であった。成形性良好。
△:冷却時間は180秒以上、600秒未満であった。成形性実用範囲内。
×:冷却時間600秒以上でも十分に固化せず、脱型時に変形を生じて、所定の形状を有する圧縮玉を型から取り出すことはできなかった。成形性不良。
〈硬さ測定〉
前記各実施例、比較例で形成した紙送りローラ1の、ローラ本体2の外周面5上の5箇所の位置で、マイクロゴム硬度計〔高分子計器(株)製のMD−1〕の押針を紙送りローラ1の径方向に押し込んで測定したゴム硬さの平均値を求めて、前記ローラ本体2のマイクロゴム硬さ(タイプA)とした。
【0069】
〈耐摩耗性試験〉
前記各実施例、比較例で形成した紙送りローラ1の軸方向中央の箇所を、(株)キーエンス製の外径測定器〔LS−3100〕を用いて外径測定後、モノクロ複合機〔富士ゼロックス(株)製のヴィヴァーチェ(Vivace)455〕にセットして普通コピー紙〔天津市海尼斯文化用品有限公司製の商品名FLYING〕を50000枚通紙した。そして通紙後に再び同様にして紙送りローラ1の外径を測定して、摩耗による通紙前後の外径減量を求め、下記の基準で耐摩耗性を評価した。
【0070】
○:外径減量は0.05mm以下であった。耐摩耗性良好。
×:外径減量は0.05mmを超えていた。耐摩耗性不良。
〈摩擦係数の測定〉
表面が水平になるようにセットしたテフロン製の平板の前記表面に、前記各実施例、比較例で形成した紙送りローラ1のローラ本体2を、鉛直方向上方から0.98Nの鉛直荷重をかけて圧接させた状態で、前記紙送りローラ1と平板との間に、紙送り方向の長さが210mm、前記紙送り方向と直行する方向の幅が60mmの矩形状の測定紙をセットした。測定紙としてはキヤノン(株)製のコピー用紙BF500を前記サイズにカットしたものを用いた。
【0071】
次いで前記測定紙を、鉛直方向上方から0.98N(=0.1kgf)の鉛直荷重をかけて前記平板の表面に圧接させた状態で、紙送りローラ1を周速50mm/秒で回転させ際に発生する測定紙の搬送力Fを、ロードセルを用いて測定した。そして前記搬送力Fを0.1倍して摩擦係数μを求めた。測定は、前記耐摩耗試験を行なう前(初期)と行なった後(耐久後)の2回行った。
【0072】
〈ブリード試験〉
ローラ本体2の表面に可塑剤がブリードすると摩擦係数μが低下することから、前記各実施例、比較例で形成した紙送りローラに対して日本工業規格JIS K6257:2003「加硫ゴム及び熱可塑性ゴム−熱老化特性の求め方」に規定された空気加熱老化試験、促進老化試験A−1法(試験温度70±1℃)を実施する前後に、それぞれ前記と同条件で摩擦係数μを求めて、下記の基準でブリードが生じたか否かを評価した。
【0073】
○:初期の摩擦係数μが0.6以上で、かつ老化試験後の摩擦係数μの変化率が10%未満であった。ブリードなし。
×:初期の摩擦係数μが0.6未満であるか、または老化試験後の摩擦係数μの変化率が10%以上であった。ブリードあり。
以上の結果を表1に示す。
【0074】
【表1】
【0075】
表1の比較例1の結果より、TPUのもとになるウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)が95を超える場合、ウレタン系熱可塑性エラストマと可塑剤の質量比E/P=90/10では、前記TPUを用いて形成したローラ本体2のマイクロゴム硬さ(タイプA)を90以下にできないことが判った。また、ローラ本体2のマイクロゴム硬さ(タイプA)を90以下にするためには、質量比E/P=90/10を超えて多量の可塑剤を配合しなければならず、過剰の可塑剤がブリードした。
【0076】
また比較例2の結果より、それ自体のマイクロゴム硬さ(タイプA)が80未満である軟らかいウレタン系熱可塑性エラストマを用いた場合には耐摩耗性が低下し、また耐久後に摩擦係数が著しく低下することが判った。
これに対し実施例1、2の結果より、マイクロゴム硬さ(タイプA)が80以上、95以下であるウレタン系熱可塑性エラストマと可塑剤とを配合したTPUは、いずれも成形性が良好である上、前記TPUを用いて形成した紙送りローラ1のローラ本体2はマイクロゴム硬さ(タイプA)が90以下であって柔軟であるため良好な摩擦係数を有し、かつ耐摩耗性に優れるため長期の使用が可能であり、しかも可塑剤のブリードも生じないことが確認された。
【0077】
〈実施例3、4〉
可塑剤として、モノ以上のオキシアルキレングリコールジエステルであるポリエチレングリコールジエステル〔三洋化成工業(株)製のサンフレックス(登録商標)EB300〕(実施例3)、およびオキシアルキレン構造を有するフタル酸であるフタル酸ビス(2−メトキシエチル)(DMEP、実施例4)を用いたこと以外は実施例1と同様にしてTPUのペレットを製造し、紙送りローラ1を形成した。ウレタン系熱可塑性エラストマと可塑剤の質量比E/P=80/20であった。
【0078】
〈比較例3、4〉
可塑剤として、いずれもエーテルエステル系でもフタル酸エステル系でもないジイソデシルアジペート(DIDA、脂肪族二塩基酸系、比較例3)、およびカーボネート系合成油〔松村石油(株)製のバーレルプロセス油M18〕(比較例4)を用いたこと以外は実施例1と同様にしてTPUのペレットを製造し、紙送りローラ1を形成した。ウレタン系熱可塑性エラストマと可塑剤の質量比E/P=80/20であった。
【0079】
前記各実施例、比較例で製造したTPUのペレット、および紙送りローラ1について前記の各試験を行なってその特性を評価した。結果を実施例1の結果と合わせて表2に示す。
【0080】
【表2】
【0081】
表2の各実施例、比較例の結果より、紙送りローラ1のローラ本体2の良好な耐摩耗性を維持しながら柔軟性を高めて紙に対する摩擦係数をより一層向上することを考慮すると、エステル型のウレタン系熱可塑性エラストマと組み合わせる可塑剤は、エーテルエステル系可塑剤、およびフタル酸エステル系可塑剤からなる群より選ばれた少なくとも1種である必要があることが確認された。
【0082】
〈実施例5、6、比較例5、6〉
合成例1で作製したウレタン系熱可塑性エラストマのペレットと、エーテルエステル系可塑剤としてのジイソプロピレングリコールジベンゾエートとの質量比E/Pを98/2(比較例5)、90/10(実施例5)、70/30(実施例6)、および50/50(比較例6)としたこと以外は実施例1と同様にしてTPUのペレットを製造し、紙送りローラ1を形成した。
【0083】
前記各実施例、比較例で製造したTPUのペレット、および紙送りローラ1について前記の各試験を行なってその特性を評価した。結果を実施例1の結果と合わせて表3に示す。
【0084】
【表3】
【0085】
表3の比較例5の結果より、前記質量比E/P=98/2では可塑剤の量が不足して、ローラ本体2の耐久後の摩擦係数が著しく低下することが判った。また比較例6の結果より、質量比E/P=50/50では耐摩耗性が悪いことが判った。
これに対し実施例1、5、6の結果より、質量比E/P=95/5〜70/30であるTPUは、いずれも成形性が良好である上、前記TPUを用いて形成した紙送りローラ1のローラ本体2は柔軟であるため良好な摩擦係数を有し、かつ耐摩耗性に優れるため長期の使用が可能であり、しかも可塑剤のブリードも生じないことが確認された。
【0086】
〈合成例5〉
ポリエーテルポリオールとしてのポリテトラメチレングリコール〔数平均分子量Mn=2000〕を5hPaの減圧下で110℃に加熱して1時間、脱水処理した。
次いで前記ポリテトラメチレングリコール2000質量部に、鎖伸長剤としての1,4−ブタンジオール160.6質量部を混合し、80℃の加熱下でかく拌下しながら、別に50℃に加温しておいた、ジイソシアネートとしての4,4′−ジフェニルメタンジイソシアネート696.5質量部、酸化防止剤としての登録商標イルガノックス(Irganox)1010〔チバ スペシャルティ ケミカルズ社製〕15.6質量部を加えてさらにかく拌を続けた。
【0087】
反応温度が110℃に達した時点で、前記混合物を、125℃に加温したテフロン処理ガラス繊維布で覆われたホットプレート上に注ぎ、反応生成物を100℃の乾燥室で15時間、アニールし、粉砕したのちペレット化してエーテル型のウレタン系熱可塑性エラストマのペレットを作製した。
ウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)を前記と同様にして求めたところ80であった。また、前記式(1)で求められる各成分の配合比は30.0であった。
【0088】
〈合成例6〉
1,4−ブタンジオールの量を255.5質量部、4,4′−ジフェニルメタンジイソシアネートの量を960.0質量部としたこと以外は合成例5と同様にしてエーテル型のウレタン系熱可塑性エラストマのペレットを作製した。前記ウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)を前記と同様にして求めたところ90であった。また、前記式(1)で求められる各成分の配合比は37.8であった。
【0089】
〈合成例7〉
1,4−ブタンジオールの量を104.6質量部、4,4′−ジフェニルメタンジイソシアネートの量を540.9質量部としたこと以外は合成例5と同様にしてエーテル型のウレタン系熱可塑性エラストマのペレットを作製した。前記ウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)を前記と同様にして求めたところ70であった。また、前記式(1)で求められる各成分の配合比は24.4であった。
【0090】
〈合成例8〉
1,4−ブタンジオールの量を323.4質量部、4,4′−ジフェニルメタンジイソシアネートの量を1148.8質量部としたこと以外は合成例5と同様にしてエーテル型のウレタン系熱可塑性エラストマのペレットを作製した。前記ウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)を前記と同様にして求めたところ98であった。また、前記式(1)で求められる各成分の配合比は42.4であった。
【0091】
〈実施例7〉
前記合成例5で作製したウレタン系熱可塑性エラストマのペレット80質量部と、可塑剤としてのジイソプロピレングリコールジベンゾエート(前出のベンゾフレックス988)20質量部とをペール缶に入れ、80℃のオーブン中で15時間加熱してペレットに可塑剤を含浸させた後、ペール缶の内容物の全量を2軸押出機〔スクリュー径30mm、L/D 36D、回転数10〜300rpm〕に供給し、前記2軸押出機を用いて混練しながら連続的に押し出したのち、再度ペレット化してTPUのペレットを製造した。ウレタン系熱可塑性エラストマと可塑剤の質量比E/P=80/20であった。
【0092】
次いでこのペレットを50トン射出成形機〔住友重工業(株)製〕に供給し、前記射出成形機を用いて混練しながら加熱して溶融させた状態で型内に注入し、冷却して固化させたのち型から取り出して図1に示す円筒状で、かつ外径14mm、内径7.7mm、軸方向の長さ40mmのローラ本体2を形成した。
次いで前記ローラ本体2の通孔3に直径8mmの仮の軸を圧入した状態で、軸方向の長さを25mmにカットし、前記通孔3に直径8mmのステンレス鋼製の軸4を圧入しなおした。そしてローラ本体2の外周面5を、外径が12.7mmになるまで研磨して紙送りローラ1を形成した。ローラ本体のゴム厚みは2.35mmであった。
【0093】
〈実施例8、比較例7〉
ウレタン系熱可塑性エラストマのペレットとして、それぞれ合成例6(実施例8)、および合成例8(比較例7)で作製したものを用いると共に、前記ペレットの量を90質量部、エーテルエステル系可塑剤としてのジイソプロピレングリコールジベンゾエートの量を10質量部としたこと以外は実施例7と同様にしてTPUのペレットを製造した。ウレタン系熱可塑性エラストマと可塑剤の質量比E/P=90/10であった。
【0094】
〈比較例8〉
ウレタン系熱可塑性エラストマのペレットとして、合成例7で作製したものを用いたこと以外は実施例7と同様にしてTPUのペレットを製造した。ウレタン系熱可塑性エラストマと可塑剤の質量比E/P=80/20であった。
前記各実施例、比較例で製造したTPUのペレット、および紙送りローラ1について前記の各試験を行なってその特性を評価した。結果を表4に示す。
【0095】
【表4】
【0096】
表4の比較例7の結果より、TPUのもとになるウレタン系熱可塑性エラストマのマイクロゴム硬さ(タイプA)が95を超える場合、ウレタン系熱可塑性エラストマと可塑剤の質量比E/P=90/10では、前記TPUを用いて形成したローラ本体2のマイクロゴム硬さ(タイプA)を90以下にできないことが判った。また、ローラ本体2のマイクロゴム硬さ(タイプA)を90以下にするためには、質量比E/P=90/10を超えて多量の可塑剤を配合しなければならず、過剰の可塑剤がブリードした。そのため硬さ試験、ブリード試験以外の試験は行なわなかった。
【0097】
また比較例8の結果より、それ自体のマイクロゴム硬さ(タイプA)が80未満である軟らかいウレタン系熱可塑性エラストマを用いた場合には耐摩耗性が低下し、また耐久後に摩擦係数が著しく低下することが判った。
これに対し実施例7、8の結果より、マイクロゴム硬さ(タイプA)が80以上、95以下であるウレタン系熱可塑性エラストマと可塑剤とを配合したTPUは、いずれも成形性が良好である上、前記TPUを用いて形成した紙送りローラ1のローラ本体2はマイクロゴム硬さ(タイプA)が90以下であって柔軟であるため良好な摩擦係数を有し、かつ耐摩耗性に優れるため長期の使用が可能であり、しかも可塑剤のブリードも生じないことが確認された。
【0098】
〈実施例9〜11〉
可塑剤として、モノ以上のオキシアルキレングリコールジエステルであるポリエチレングリコールジエステル〔三洋化成工業(株)製のサンフレックス(登録商標)EB300〕(実施例9)、オキシアルキレン構造を有するフタル酸エステルであるフタル酸ビス(2−メトキシエチル)(DMEP、実施例10)、およびリン酸エステルであるトリブトキシエチルホスフェート(TBP、実施例11)を用いたこと以外は実施例7と同様にしてTPUのペレットを製造し、紙送りローラ1を形成した。ウレタン系熱可塑性エラストマと可塑剤の質量比E/P=80/20であった。
【0099】
〈比較例9、10〉
可塑剤として、いずれもエーテルエステル系でもフタル酸エステル系でもリン酸系でもないジイソデシルアジペート(DIDA、脂肪族二塩基酸系、比較例9)、およびカーボネート系合成油〔松村石油(株)製のバーレルプロセス油M18〕(比較例10)を用いたこと以外は実施例7と同様にしてTPUのペレットを製造し、紙送りローラ1を形成した。ウレタン系熱可塑性エラストマと可塑剤の質量比E/P=80/20であった。
【0100】
前記各実施例、比較例で製造したTPUのペレット、および紙送りローラ1について前記の各試験を行なってその特性を評価した。結果を実施例7の結果と合わせて表5に示す。
【0101】
【表5】
【0102】
表5の各実施例、比較例の結果より、紙送りローラ1のローラ本体2の良好な耐摩耗性を維持しながら柔軟性を高めて紙に対する摩擦係数をより一層向上することを考慮すると、エーテル型のウレタン系熱可塑性エラストマと組み合わせる可塑剤は、エーテルエステル系可塑剤、フタル酸エステル系可塑剤、およびリン酸系可塑剤からなる群より選ばれた少なくとも1種である必要があることが確認された。
【0103】
〈実施例12、13、比較例11、12〉
合成例5で作製したウレタン系熱可塑性エラストマのペレットと、エーテルエステル系可塑剤としてのジイソプロピレングリコールジベンゾエートとの質量比E/Pを98/2(比較例11)、90/10(実施例12)、70/30(実施例13)、および50/50(比較例12)としたこと以外は実施例7と同様にしてTPUのペレットを製造し、紙送りローラ1を形成した。
【0104】
前記各実施例、比較例で製造したTPUのペレット、および紙送りローラ1について前記の各試験を行なってその特性を評価した。結果を実施例7の結果と合わせて表6に示す。
【0105】
【表6】
【0106】
表6の比較例11の結果より、前記質量比E/P=98/2では可塑剤の量が不足して、ローラ本体2の耐久後に摩擦係数が著しく低下することが判った。また比較例12の結果より、質量比E/P=50/50では耐摩耗性が悪いことが判った。
これに対し実施例7、12、13の結果より、質量比E/P=95/5〜70/30であるTPUは、いずれも成形性が良好である上、前記TPUを用いて形成した紙送りローラ1のローラ本体2はマイクロゴム硬さ(タイプA)が90以下であって柔軟であるため良好な摩擦係数を有し、かつ耐摩耗性に優れるため長期の使用が可能であり、しかも可塑剤のブリードも生じないことが確認された。
【符号の説明】
【0107】
1 紙送りローラ
2 ローラ本体
3 通孔
4 軸
5 外周面
【特許請求の範囲】
【請求項1】
(1) マイクロゴム硬さ(タイプA)が80以上、95以下であるエステル型ウレタン系熱可塑性エラストマ〈E〉と、エーテルエステル系可塑剤、およびフタル酸エステル系可塑剤からなる群より選ばれた少なくとも1種の可塑剤〈P〉とを、質量比E/P=95/5〜70/30の割合で含む熱可塑性エラストマ組成物、または
(2) マイクロゴム硬さ(タイプA)が80以上、95以下であるエーテル型ウレタン系熱可塑性エラストマ〈E〉と、エーテルエステル系可塑剤、フタル酸エステル系可塑剤、およびリン酸系可塑剤からなる群より選ばれた少なくとも1種の可塑剤〈P〉とを、質量比E/P=95/5〜70/30の割合で含む熱可塑性エラストマ組成物、
からなることを特徴とする紙送りローラ。
【請求項2】
ウレタン系熱可塑性エラストマがエステル型ウレタン系熱可塑性エラストマであり、かつ可塑剤が、モノ以上のオキシアルキレングリコールジエステル、およびオキシアルキレン骨格を有するフタル酸ジエステルからなる群より選ばれた少なくとも1種である請求項1に記載の紙送りローラ。
【請求項3】
モノ以上のオキシアルキレングリコールジエステルが、ジプロピレングリコールジベンゾエート、およびポリエチレングリコールジエステルからなる群より選ばれた少なくとも1種である請求項2に記載の紙送りローラ。
【請求項4】
ウレタン系熱可塑性エラストマがエーテル型ウレタン系熱可塑性エラストマであり、かつ可塑剤が、モノ以上のオキシアルキレングリコールジエステル、オキシアルキレン骨格を有するフタル酸ジエステル、脂肪族二塩基酸ジエステル、およびリン酸エステルからなる群より選ばれた少なくとも1種である請求項1に記載の紙送りローラ。
【請求項5】
モノ以上のオキシアルキレングリコールジエステルが、ジプロピレングリコールジベンゾエート、およびポリエチレングリコールジエステルからなる群より選ばれた少なくとも1種である請求項4に記載の紙送りローラ。
【請求項6】
ウレタン系熱可塑性エラストマが、ジイソシアネートとマクロポリオールと鎖伸長剤との付加重合物であり、前記付加重合物のもとになる各成分の配合比が式(1):
30≦(x+z)/(x+y+z)×100≦40 (1)
(式中xはジイソシアネート、yはマクロポリオール、zは鎖伸長剤の配合量を示す。)
を満足する請求項1ないし5のいずれかに記載の紙送りローラ。
【請求項7】
マイクロゴム硬さ(タイプA)が60以上、90以下である請求項1ないし6のいずれかに記載の紙送りローラ。
【請求項1】
(1) マイクロゴム硬さ(タイプA)が80以上、95以下であるエステル型ウレタン系熱可塑性エラストマ〈E〉と、エーテルエステル系可塑剤、およびフタル酸エステル系可塑剤からなる群より選ばれた少なくとも1種の可塑剤〈P〉とを、質量比E/P=95/5〜70/30の割合で含む熱可塑性エラストマ組成物、または
(2) マイクロゴム硬さ(タイプA)が80以上、95以下であるエーテル型ウレタン系熱可塑性エラストマ〈E〉と、エーテルエステル系可塑剤、フタル酸エステル系可塑剤、およびリン酸系可塑剤からなる群より選ばれた少なくとも1種の可塑剤〈P〉とを、質量比E/P=95/5〜70/30の割合で含む熱可塑性エラストマ組成物、
からなることを特徴とする紙送りローラ。
【請求項2】
ウレタン系熱可塑性エラストマがエステル型ウレタン系熱可塑性エラストマであり、かつ可塑剤が、モノ以上のオキシアルキレングリコールジエステル、およびオキシアルキレン骨格を有するフタル酸ジエステルからなる群より選ばれた少なくとも1種である請求項1に記載の紙送りローラ。
【請求項3】
モノ以上のオキシアルキレングリコールジエステルが、ジプロピレングリコールジベンゾエート、およびポリエチレングリコールジエステルからなる群より選ばれた少なくとも1種である請求項2に記載の紙送りローラ。
【請求項4】
ウレタン系熱可塑性エラストマがエーテル型ウレタン系熱可塑性エラストマであり、かつ可塑剤が、モノ以上のオキシアルキレングリコールジエステル、オキシアルキレン骨格を有するフタル酸ジエステル、脂肪族二塩基酸ジエステル、およびリン酸エステルからなる群より選ばれた少なくとも1種である請求項1に記載の紙送りローラ。
【請求項5】
モノ以上のオキシアルキレングリコールジエステルが、ジプロピレングリコールジベンゾエート、およびポリエチレングリコールジエステルからなる群より選ばれた少なくとも1種である請求項4に記載の紙送りローラ。
【請求項6】
ウレタン系熱可塑性エラストマが、ジイソシアネートとマクロポリオールと鎖伸長剤との付加重合物であり、前記付加重合物のもとになる各成分の配合比が式(1):
30≦(x+z)/(x+y+z)×100≦40 (1)
(式中xはジイソシアネート、yはマクロポリオール、zは鎖伸長剤の配合量を示す。)
を満足する請求項1ないし5のいずれかに記載の紙送りローラ。
【請求項7】
マイクロゴム硬さ(タイプA)が60以上、90以下である請求項1ないし6のいずれかに記載の紙送りローラ。
【図1】

【公開番号】特開2011−37564(P2011−37564A)
【公開日】平成23年2月24日(2011.2.24)
【国際特許分類】
【出願番号】特願2009−185747(P2009−185747)
【出願日】平成21年8月10日(2009.8.10)
【出願人】(000183233)住友ゴム工業株式会社 (3,458)
【Fターム(参考)】
【公開日】平成23年2月24日(2011.2.24)
【国際特許分類】
【出願日】平成21年8月10日(2009.8.10)
【出願人】(000183233)住友ゴム工業株式会社 (3,458)
【Fターム(参考)】
[ Back to top ]