
紡糸方法、繊維マットの製造方法、紡糸装置、繊維、及び、繊維マット
【課題】生産性に優れた溶融型静電紡糸法を提供することを目的とする。
【解決手段】本発明の紡糸方法は、熱可塑性樹脂からなるシート状物に線状レーザー光を照射して上記シート状物の端部を線状に加熱溶融させるとともに、溶融した部分と金属コレクターとの間に電位差を設けることにより、上記シート状物の加熱溶融した部分に針状突出部を形成し、この針状突出部から吐出される繊維を金属コレクター方向に飛翔させ、金属コレクターあるいは、上記溶融部分と金属コレクター間に介在させた捕集部材上に捕集することを特徴とする。
【解決手段】本発明の紡糸方法は、熱可塑性樹脂からなるシート状物に線状レーザー光を照射して上記シート状物の端部を線状に加熱溶融させるとともに、溶融した部分と金属コレクターとの間に電位差を設けることにより、上記シート状物の加熱溶融した部分に針状突出部を形成し、この針状突出部から吐出される繊維を金属コレクター方向に飛翔させ、金属コレクターあるいは、上記溶融部分と金属コレクター間に介在させた捕集部材上に捕集することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶融型静電紡糸法を利用した紡糸方法及び繊維マットの製造方法、溶融型静電紡糸法を行う紡糸装置、繊維、及び、繊維マットに関する。
【背景技術】
【0002】
近年、サブミクロン又はナノメータオーダの繊維径を有する繊維(ナノ繊維)は、大きい比表面積と繊維形態とを活用した新規な材料を開発可能な点から注目されている。
ナノ繊維を製造する方法としては、例えば、高分子溶液又は高分子融液に高電圧を作用させて繊維を形成する静電紡糸法が提案されている。
【0003】
このうち、高分子融液に高電圧を作用させて繊維を形成する静電紡糸法(以下、溶融型静電紡糸法という)は、溶媒を使用しないため、溶媒を回収する必要がなく、また、捕集した繊維から残存溶媒を除去する必要がないため、高分子溶液に高電圧を作用させて繊維を形成する静電紡糸法(溶媒型静電紡糸法)と比較して、環境に優しく、高い生産性で極細繊維を製造できる利点を有する。
また、溶融型静電紡糸法は、溶媒がいらないので原料樹脂の選択の自由度が高い利点も有する。
【0004】
溶融型静電紡糸法としては、例えば、レーザー光を照射して熱可塑性樹脂を加熱溶融させる加熱溶融工程と、熱可塑性樹脂の溶融部に電圧を作用させて、伸長する繊維をコレクターに捕集する静電紡糸工程とを経て繊維を製造する溶融型静電紡糸法が提案されている(特許文献1参照)。そして、この方法では、紡糸材料として線状体樹脂を使用し、その先端から繊維を吐出させることにより繊維を製造している。
【0005】
例えば、特許文献2、3には、(1)ポリマーを供給する供給工程、(2)前記供給したポリマーに対してレーザーを照射してポリマーが変形可能な状態にする照射工程、(3)前記変形可能なポリマーを電気的に或いは、力学的に牽引し、引き伸ばして細径化するとともに繊維化する繊維化工程、及び、(4)前記繊維を集積して繊維集合体を形成する繊維集合体形成工程を備える繊維集合体の製造方法が開示されている。しかしながら、この紡糸法もまた、紡糸材料として繊維又は棒状樹脂を使用し、ポリマーを溶融させることなく、変形させることによって細径化した繊維を製造している。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−239114号公報
【特許文献2】特開2005−154927号公報
【特許文献3】特開2005−154928号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1〜3に開示された溶融型静電紡糸法では、紡糸材料として、線状又は棒状の樹脂や繊維を使用しているため、生産性が低く、特に、繊維マットの製造には不向きであった。さらに、特許文献2、3では、ポリマーの溶融を経ずに紡糸して細径化するため、極細化した繊維を生産できなかった。
【0008】
本発明は、上記現状に鑑み、生産性に優れた紡糸方法及び繊維マットの製造方法を提供することを目的とする。
更に、本発明は、上記紡糸方法及び上記繊維マットの製造方法を行うのに適した紡糸装置を提供することを目的とする。
加えて、本発明は、上記紡糸方法で製造した繊維及び上記繊維マットの製造方法で製造した繊維マットを提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の紡糸方法は、熱可塑性樹脂からなるシート状物に線状レーザー光を照射して上記シート状物の端部を線状に加熱溶融させるとともに、溶融した部分と金属コレクターとの間に電位差を設けることにより、上記シート状物の加熱溶融した部分に針状突出部を形成し、この針状突出部から吐出される繊維を金属コレクター方向に飛翔させ、金属コレクターあるいは、上記溶融部分と金属コレクター間に介在させた捕集部材上に捕集することを特徴とする。
【0010】
本発明の紡糸方法において、上記針状突出部は、シート状物の加熱溶融した部分に溶融長さ2cm当たり1個以上形成することが望ましい。
【0011】
本発明の紡糸方法において、上記シート状物は、熱可塑性樹脂からなる高分子シート、熱可塑性繊維からなる繊維集合体から作製されたシート、又は、少なくとも2種類以上の熱可塑性繊維からなる繊維集合体から作製されたシートであることが望ましい。
【0012】
本発明の、繊維マットの製造方法は、金属コレクター方向に飛翔させた繊維の捕集位置を経時的に移動させつつ、本発明の紡糸方法を連続的に行うことを特徴とする。
本発明の繊維マットの製造方法において、上記捕集位置の移動は、捕集部材を移動させることにより行うことが望ましい。
【0013】
本発明の紡糸装置は、レーザービーム光源と、熱可塑性シート状物の端部にレーザー光を照射できる光路調節部材と、上記シート状物をレーザー照射部に供給する装置と、繊維を捕集する捕集部材と、レーザー光により溶融したシート状物と金属コレクター間に高電圧を印加できる一対の電極と、高電圧印加できる電源と、を備えることを特徴とする。
【0014】
本発明の紡糸装置は、上記シート状物から吐出された繊維を加熱する加熱装置を備えることが望ましい。
また、本発明の紡糸装置は、上記捕集部材を経時的に移動させる移動手段を備えることが望ましい。
【0015】
また、本発明の紡糸方法を用いて製造された繊維、及び、本発明の繊維マットの製造方法により製造された繊維マットのぞれぞれもまた本発明の1つである。
【発明の効果】
【0016】
本発明の紡糸方法は、その紡糸材料として、熱可塑性樹脂材料からなるシート状物を使用するため、棒状の紡糸材料を使用する場合に比べて格段に生産性に優れる。
また、紡糸材料であるシート状物の厚さや供給速度、レーザー光の強度等を変更することにより、吐出される繊維の太さ等を調節することができる。
また、本発明の繊維マットの製造方法では、本発明の紡糸方法において、捕集部材を経時的に移動させるだけで、紡糸と同時に繊維マットを製造することができるため生産性に優れる。
【0017】
また、本発明の紡糸装置は、本発明の紡糸方法を繊維マットの製造方法を行うのに適している。
また、本発明の繊維は、本発明の紡糸方法を用いて製造するため、溶媒等の不純物が残留していない、材料樹脂のみからなる極細繊維である。
また、本発明の繊維マットは、本発明の繊維マットの製造方法を用いて製造するため、上記繊維マットを構成する繊維は、溶媒等の不純物が残留していない、材料樹脂のみからなる極細繊維であり、本発明の繊維から構成された繊維マットであり、このような繊維マットは、電池用セパレータやキャパシター用セパレータ、気体・液体用各種高性能フィルター、細胞成長用の足場材料等に特に好適に使用することができる。
【図面の簡単な説明】
【0018】
【図1】本発明の紡糸方法の一例を模式的に示す概略図である。
【図2】加熱溶融部に形成されたテーラーコーンの写真である。
【図3】本発明の紡糸装置の一例を模式的に示す断面図である。
【図4】実施例1−2、2−2、3−2で作製した繊維マットの電子顕微鏡写真と、実施例1−1、1−2、2−1、2−2、3−1、3−2で作製した繊維マットの平均繊維径及び繊維の標準偏差のグラフである。
【図5】実施例2−7、2−8、2−10で作製した繊維マットの電子顕微鏡写真と、2−3〜2−10で作製した繊維マットの平均繊維径及び繊維の標準偏差のグラフである。
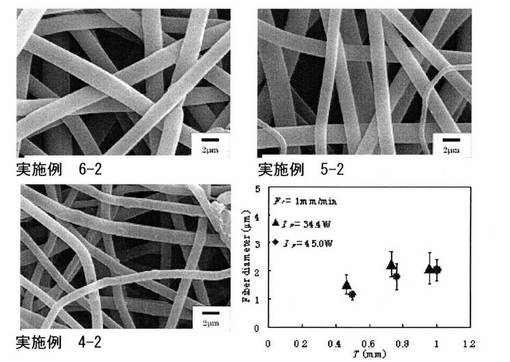
【図6】実施例4−2、5−2、6−2で作製した繊維マットの電子顕微鏡写真と、実施例4−1、4−2、5−1、5−2、6−1、6−2で作製した繊維マットの平均繊維径及び繊維の標準偏差のグラフである。
【図7】実施例5−7、5−9、5−10で作製した繊維マットの電子顕微鏡写真と、5−3〜5−10で作製した繊維マットの平均繊維径及び繊維の標準偏差のグラフである。
【図8】実施例7−1、8−1、7−2、8−2で作製した繊維マットの平均繊維径及び繊維の標準偏差のグラフである。
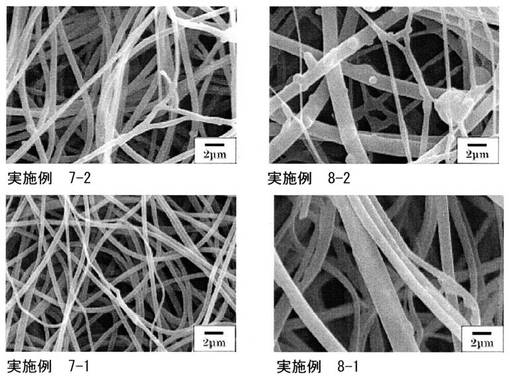
【図9】実施例7−1、8−1、7−2、8−2で作製した繊維マットの電子顕微鏡写真である。
【図10】実施例7−1で作製した繊維のDSC曲線である。
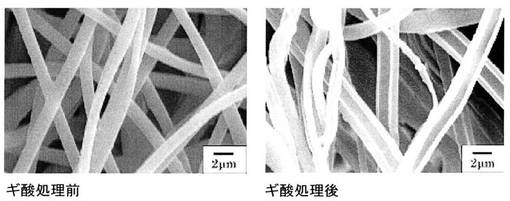
【図11】実施例7−1で作製した繊維から、ギ酸を用いてNylon6成分を取り除いた前後の電子顕微鏡写真である。
【発明を実施するための形態】
【0019】
以下、本発明を詳細に説明する。
まず、本発明の紡糸方法について、図面を参照しながら説明する。
本発明の紡糸方法では、熱可塑性樹脂からなるシート状物に線状レーザー光を照射して上記シート状物の端部を線状に加熱溶融させるとともに、溶融した部分と金属コレクターとの間に電位差を設けることにより、上記シート状物の加熱溶融した部分に針状突出部を形成し、この針状突出部から吐出される繊維を金属コレクター方向に飛翔させ、金属コレクターあるいは、上記溶融部分と金属コレクター間に介在させた捕集部材上に捕集する。
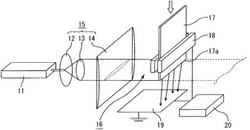
図1は、本発明の紡糸方法の一例を模式的に示す概略図である。
【0020】
本発明の紡糸方法では、図1に示すように、レーザー光源11から出射した断面がスポット状のレーザー光を光路調節手段15を介して断面が線状の線(帯)状レーザー光16に変換した後、保持部材18に保持された熱可塑性樹脂からなるシート状物17の端部17aに照射するとともに、電源20により電圧を印加し、端部17aとシート状物17の下側に配設された金属コレクター19との間に電位差を生じさせる。
その結果、帯状レーザー光16の照射により、シート状物17の端部17aが加熱溶融されるとともに、この加熱溶融した部分に電荷が付与されることとなる。そして、電荷が付与された加熱溶融部には、その表面に電荷が集まり反発することによって、次第に複数の針状突出部(以下、テーラーコーンともいう)が形成され、電荷の反発力が表面張力を超えると、溶融した熱可塑性樹脂は、テーラーコーン先端から静電引力により金属コレクター19に向かって繊維として吐出され、即ち、針状突出部から繊維が形成され、金属コレクター19方向に飛翔する。その結果、伸長した繊維は金属コレクター19で捕集される。また、金属コレクター19上に捕集部材を置くと、繊維は捕集部材上に捕集される。即ち、本発明の紡糸方法では、金属コレクター自身を繊維を捕集する部材としてもよく、金属コレクターとは別に金属コレクター上に捕集部材を載置してもよいのである。
【0021】
金属コレクター19は、表面電気抵抗値が金属と同等程度を有するものである。
その形状は特に限定されないが、板状、ローラー状、ベルト状、ネット状、鋸状、波状、針状、線状などが挙げられる。
【0022】
ここで、光路調節手段15は光学部品の集合体であり、ビームエキスパンダー及びビームホモジナイザー12と、コリメーションレンズ13と、シリンドリカルレンズ14群とから構成されている。光路調節手段15を用いることにより、スポット状レーザー光を線状レーザー光16に変換することができる。
【0023】
図1に示した例では、シート状物17を保持する保持部材18が電極としての機能を兼ねており、高電圧発生装置20により、保持部材18に電圧が印加されると、シート状物17の端部17aに電荷が付与されることとなる。
【0024】
電荷が付与されたシート状物の加熱溶融部にテーラーコーンが形成され、繊維が吐出される工程についてもう少し詳しく説明する。
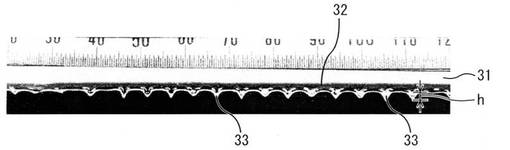
図2は、加熱溶融部に形成されたテーラーコーンの写真である。
図2に示すように、電圧を印加した状態のシート状物31の端部に線状レーザー光を照射すると、シート状物31の端部に線状の加熱溶融部32が形成され、さらに、加熱溶融部32の先端に波状の摂動(メニスカス不安定現象)が発生し、この摂動(メニスカス)が発達してテーラーコーン33が形成され、電荷の反発力が表面張力を超えると、テーラーコーンから金属コレクター側(図中、下側)に向かって繊維が吐出される。
【0025】
テーラーコーンは、一旦形成されると、それが消滅して別の位置に新たに形成されることもなく、その位置は比較的変化しない。
なお、図2に示した写真中、目盛りは、テーラーコーン間隔を測定するために取り付けたものである。
【0026】
また、図1に示した紡糸方法では、レーザー光を照射する際には、光路調節手段15を介して、スポット状レーザー光を線状レーザー光16に変換した後、シート状物の端部全体にレーザー光を照射しているが、本発明の紡糸方法では、光路調節手段15として、ガルバノミラー等を使用し、スポットのレーザー光でシート状物の端部を走査することにより、シート状物の端部にレーザー光を照射してよい。
この場合も、線状レーザー光16を照射する場合と同様、シート状物の端部に複数のテーラーコーンを形成することができ、各テーラーコーンから繊維を吐出させることができる。
【0027】
本発明の紡糸方法において、シート状物の厚さは特に限定されないが、通常、0.1〜10mmであり、好ましくは、0.5〜5.0mmである。
そして、上記シート状物の厚さを適宜変更することにより、テーラーコーンの数(テーラーコーンの間隔)を調整することができるのである。具体的には、シート状物の厚さが厚いほど、テーラーコーンの数が少なく(テーラーコーンの間隔が大きく)なる傾向にある。
この理由は定かではないが、シート状物の厚さが厚くなると、シート状物の端部における溶融体の体積が増加することとなり、その結果、テーラーコーンがよく発達し、各テーラーコーン間の静電反発が大きくなるため、テーラーコーンの間隔が大きくなると考えられる。
なお、テーラーコーンが発達するとは、テーラーコーンの高さ(図2中、h)が大きくなることを意味する。
【0028】
本発明の紡糸方法では、例えば、上述した方法でテーラーコーンの数を制御することができ、繊維の吐出はテーラーコーンの先端から行われるため、テーラーコーンの数を制御することにより、製造する繊維の量を制御することができる。また、本発明の紡糸方法を利用して繊維マットを製造する場合には、繊維マットの均整度を制御することができる
このことも、紡糸材料としてシート状物を使用することの利点の1つである。
【0029】
なお、上記テーラーコーンの数は特に限定されないが、上記シート状物の加熱溶融した部分に2cm当たり1個以上とすることが好ましく、1〜100個/2cmとすることがより好ましい。この理由は、1個/2cm以下では、繊維マットの均整度、生産量の点から好ましくなく、多い方が良いが、100個/2cm以上では、テーラーコーン同士の電気的な反発により均整度が低下するためである。
さらに好ましくは、1〜50個/2cmであり、特に好ましくは、2〜10個/2cmである。
【0030】
上記シート状物は、熱可塑性樹脂からなるものであれば特に限定されず、1種類の熱可塑性樹脂からなるシートであってもよいし、2種類以上の熱可塑性樹脂からなるシートであってもよい。例えば、フィルム、プレート、ボード等が挙げられる。
また、シート状物は繊維集合体であってもよい。1種類の熱可塑性樹脂からなる繊維集合体から作製されたシートであってもよいし、2種類以上の熱可塑性樹脂からなる繊維集合体から作製されたシートであってもよい。例えば、不織布、織物、編み物等が挙げられる。
【0031】
上記熱可塑性樹脂としては、例えば、オレフィン系樹脂(例えば、ポリエチレン等のポリエチレン系樹脂、ポリプロピレン等のポリプロピレン系樹脂等)、スチレン系樹脂(例えば、ポリスチレン、ABS樹脂、AS樹脂等)、ビニル系樹脂(例えば、ポリ塩化ビニル等の塩化ビニル系樹脂、ポリメタクリル酸メチル等の(メタ)アクリル系樹脂、エチレン−ビニルアルコール共重合体系樹脂等)、ポリエステル系樹脂(例えば、ポリエチレンナフタレート系、ポリブチレンテレフタレート系、ポリトリメレチンテレフタレート系、ポリエチレンテレフタレート系等の芳香族ポリエステル系樹脂、ポリ乳酸等の脂肪族ポリエステル系樹脂、ポリアリレート等の全芳香族ポリエステル系樹脂、液晶ポリエステル系樹脂等)、ポリアミド系樹脂(例えば、ナイロン6、ナイロン6/12、ナイロン12等の脂肪族ポリアミド系樹脂、ナイロン9MT等の半芳香族ポリアミド系樹脂、MXD6等の芳香族ポリアミド系樹脂、液晶ポリアミド系樹脂等)、ポリイミド系樹脂(例えば、熱可塑性ポリイミド、ポリエーテルイミド等)、ポリカーボネート系樹脂(例えば、ビスフェノールA型ポリカーボネート等)、熱可塑性ポリウレタン系樹脂、ポリフェニレンサルファイド系樹脂(例えば、ポリフェニレンサルファイド等)、ポリフェニレンエーテル系樹脂(例えば、ポリフェニレンエーテル等)、ポリアセタール樹脂(例えば、ポリオキシメチレン等)、ポリエーテルケトン系樹脂(ポリエーテルケトン、ポリエーテルエーテルケトン等)、ポリスルホン系樹脂(例えば、ポリスルホン、ポリエーテルスルホン等)等が挙げられる。これらの熱可塑性樹脂は、単独で用いてもよいし、二種以上組み合わせて用いてもよい。
【0032】
上記熱可塑性樹脂のなかでは、ナノ繊維等の極細繊維を形成し易い点から、低粘度の熱可塑性樹脂が好ましい。
【0033】
また、本発明の紡糸方法では、上記熱可塑性樹脂は、生分解性プラスチックや、エンジニアリングプラスチックであってもよい。
生分解性プラスチックやエンジニアリングプラスチックは、これらを溶解させる溶媒の種類が少なく、また、そのような溶媒は、高価で、取り扱いに注意を要するものが多いため、溶媒を必要としていない本発明の紡糸方法に適している。
【0034】
上記脂肪族ポリエステル系樹脂としては、例えば、ポリエチレンサクシネート、ポリブチレンサクシネート、ポリネオペンチレンサクシネート等のポリアルキレンサクシネート、ポリエチレンアジペート、ポリブチレンアジペート、ポリネオペンチレンアジペート等のポリアルキレンアジペート、ポリグリコール酸、ポリ乳酸、ポリリンゴ酸等のポリオキシカルボン酸、ポリプロピオラクトン、ポリカプロラクトン等のポリラクトン等が挙げられる。
【0035】
なお、熱可塑性樹脂は、繊維に用いられる各種の添加剤、例えば、安定剤(酸化防止剤、紫外線吸収剤、熱安定剤等)、難燃剤、帯電防止剤、着色剤、充填剤、滑剤、抗菌剤、防虫・防ダニ剤、防カビ剤、つや消し剤、蓄熱剤、香料、蛍光増白剤、湿潤剤、可塑剤、増粘剤、分散剤、発泡剤、界面活性剤等を含有してもよい。これらの添加剤は、単独で又は二種以上組み合わせて含有することができる。
【0036】
これらの添加剤のなかで、例えば、界面活性剤を用いることは下記の理由で好ましい。
即ち、シート状物に高電圧を印加して電荷を注入する際、熱可塑性樹脂からなるシート状物は電気絶縁性が高く、電気抵抗の低くなる熱溶融部までに電荷を注入しにくい。しかし、熱可塑性樹脂の繊維からなる繊維集合体は、電気絶縁性の大きい繊維の表面に界面活性剤などを付与することでシート状物の電気抵抗が低下し、熱溶融部まで十分に電荷を注入できる。また、界面活性剤などの付与は、シート状物に高電圧を印加して電荷を注入する際、シートが複数成分で構成されている場合の相分離に有効である。
【0037】
これらの添加剤は、それぞれ、熱可塑性樹脂100質量部に対して、50質量部以下の割合で使用でき、例えば、0.01〜30質量部、好ましくは0.1〜5質量部程度の割合である。
【0038】
また、上記シート状物が2種類以上の熱可塑性樹脂からなる場合、上記シート状物は、各熱可塑性樹脂の繊維から構成される繊維集合体であることが望ましい。より好ましくは、不織布であることが望ましい。
各熱可塑性樹脂成分の融点が大きく異なる場合には、混練りによりフィルムとして成形することが困難である場合があるが、不織布であれば、容易にシート状物を作製することができるからである。
また、このように、2種類以上の熱可塑性樹脂からなり、各熱可塑性樹脂の繊維から構成される不織布をシート状物として使用した場合には、製造される繊維の径が小さくなる傾向があるからである。
【0039】
本発明のレーザー光源としては、例えば、YAGレーザー、炭酸ガス(CO2)レーザー、アルゴンレーザー、エキシマレーザー、ヘリウム−カドミウムレーザー等が挙げられる。これらのなかでは、電源効率が高く、熱可塑性樹脂の溶融性が高い点から、炭酸ガスレーザーが好ましい。また、レーザー光の波長は、例えば、200nm〜20μm、好ましくは500nm〜18μm、さらに好ましくは5〜15μm程度である。
【0040】
また、本発明の紡糸方法において、帯状レーザー光を照射する場合、そのレーザー光の厚さは、0.5〜10mm程度であることが好ましい。
レーザー光の厚さが、0.5mm未満では、テーラーコーンの形成が困難となる場合があり、10mmを超えると、溶融滞留時間が長くなり、材料の劣化を起こす場合がある。
【0041】
また、上記レーザー光の出力は、加熱溶融部の温度が熱可塑性樹脂の融点以上であり、かつ、熱可塑性樹脂の発火点以下の温度となる範囲に制御すればよいが、吐出させる繊維の繊維径を小さくする観点からは高い方が好ましい。具体的なレーザー光の出力は、用いる熱可塑性樹脂の物性値(融点、LOI値(限界酸素指数))や形状、熱可塑性樹脂の供給速度等に応じて適宜選択できるが、通常は、5〜100W/13cm程度であり、好ましくは20〜60W/13cm、さらに好ましくは30〜50W/13cmである。
上記レーザー光の強度は、レーザー発生器から出射したスポットビームの出力である。
【0042】
また、加熱溶融部の温度は、熱可塑性樹脂の融点以上で、発火点以下の温度であれば特に限定されないが、通常100〜600℃程度であり、好ましくは200〜400℃である。
【0043】
図1に示した本発明の紡糸方法では、レーザー光は一方向のみからシート状物の端部に照射しているが、例えば反射ミラーを介してレーザー光を2方向からシート状物の端部に照射してもよい。シート状物の厚さが厚くても、その端部をより均一に溶融させることができるからである。
【0044】
本発明の紡糸方法において、上記シート状物の端部と上記捕集部材との間に発生させる電位差は放電しない範囲で高電圧であるのが好ましく、要求される繊維径、電極と捕集部材との距離、レーザー光の照射量等に応じて適宜選択できるが、通常、0.1〜30kV/cm程度であり、好ましくは0.5〜20kV/cm、さらに好ましくは1〜10kV/cmである。
【0045】
熱可塑性樹脂の溶融部に電圧を印加する方法は、レーザー光の照射部(熱可塑性樹脂の加熱溶融部)と電荷を付与するための電極部とを一致させる直接印加方法であってもよいが、簡便に装置を作製できる点、レーザー光を有効に熱エネルギーに変換できる点、レーザー光の反射方向を容易に制御でき、安全性が高い点等から、レーザー光の照射部と電荷を付与するための電極部とを別個の位置に設ける間接印加方法(特に、熱可塑性樹脂の供給方向における下流側にレーザー光の照射部を設ける方法)が好ましい。特に、上記紡糸方法では、電極部よりも下流側で熱可塑性樹脂にレーザー光を照射するとともに、電極部とレーザー光照射部との距離(例えば、電極部の下端と、帯状レーザー光の上側外縁との距離)を特定の範囲(例えば、10mm以下程度)に調整するのが好ましい。この距離は、熱可塑性樹脂の導電率、熱伝導率、ガラス転移点、レーザー光の照射量等に応じて選択でき、例えば、0.5〜10mm、好ましくは1〜8mm、さらに好ましくは1.5〜7mm、特に好ましくは2〜5mm程度である。両者の距離がこの範囲にあると、レーザー光照射部近傍での熱可塑性樹脂の分子運動性が高まり、溶融状態の熱可塑性樹脂に充分な電荷を付与できるため、生産性を向上できる。
【0046】
また、上記シート状物の端部(テーラーコーンの先端部)と上記捕集部材との距離は特に限定されず、通常、5mm以上であればよいが、効率よく極細繊維を製造するためには、好ましくは10〜300mm、より好ましくは15〜200mm、さらに好ましくは50〜150mm、特に好ましくは80〜120mm程度である。
【0047】
また、上記紡糸方法において、上記シート状物の端部と上記捕集部材との間の空間(紡糸空間)は、不活性ガス雰囲気であってもよい。紡糸空間を不活性ガス雰囲気とすることにより、繊維の発火を抑制できるため、レーザー光の出力を高めることができる。不活性ガスとしては、例えば、窒素ガス、ヘリウムガス、アルゴンガス、炭酸ガス等が挙げられる。これらのうち、通常、窒素ガスを使用する。
また、上記不活性ガスの使用により、加熱溶融部における酸化反応を抑制することができる。
【0048】
また、上記紡糸空間は加熱してもよい。これにより、得られる繊維の繊維径を小さくすることができる。即ち、紡糸空間の空気又は不活性ガスを加熱することにより、形成されつつある繊維の急激な温度低下を抑制することができ、これにより、繊維の伸長又は延伸を促進し、より極細な繊維が得られるのである。
加熱方法としては、例えば、ヒーター(ハロゲンヒーター等)を用いた方法や、レーザー光を照射する方法等が挙げられる。加熱温度は、熱可塑性樹脂の融点に応じて、例えば、50℃以上の温度から熱可塑性樹脂の発火点未満までの温度範囲から選択できるが、紡糸性の点から、熱可塑性樹脂の融点未満の温度が好ましい。
【0049】
次に、本発明の繊維マットの製造方法について説明する。
本発明の繊維マットの製造方法は、金属コレクター方向に飛翔させた繊維の捕集位置を経時的に移動させつつ、本発明の紡糸方法を連続的に行うことを特徴とする。
【0050】
ここで、金属コレクター方向に飛翔させた繊維の捕集位置を経時的に移動させる方法としては、例えば、(1)捕集部材(金属コレクター自身が捕集部材として機能する場合は金属コレクター)を移動させる方法、(2)シート状物の保持位置を移動させる方法、(3)テーラコーンから捕集部材に向かって、飛翔中の繊維に力学的、磁力的又は電気的な力を作用させる方法、例えば、飛翔中の繊維にエアーを吹き付ける方法、(4)上記(1)〜(3)の方法を選択的に組合せる方法等を用いることができる。
【0051】
これらのなかでは、紡糸装置の構成の簡略化が容易で、製造する繊維マットの形状(厚さや目付等)を制御しやすい点で、上記(1)の方法、即ち、捕集部材を移動させる方法が望ましい。
以下、上記(1)の方法を用いる場合を例に、繊維マットの製造方法について、詳述する。
【0052】
上記(1)の方法を用いた繊維マットの製造方法では、図1に示した紡糸方法において、金属コレクター19上に捕集部材を載置しておき、この捕集部材をシート状物17の幅方法に垂直な方向(図中、右方向又は左方向)に移動させつつ、本発明の紡糸方法を連続的に行う。ここで、捕集部材の移動速度は、一定であってもよいし、経時的に変化してもよく、さらには、移動と停止とを繰り返してもよい。
なお、本発明の紡糸方法を連続的に行うには、既に説明したように、紡糸工程に進行に伴って、シート状物17を金属コレクター19側(捕集部材側)に連続的に送り出せばよい。
【0053】
上記シート状物を連続的に送り出す場合、その供給速度は特に限定されないが、通常、0.01〜10.0mm/min程度であり、好ましくは0.05〜5.0mm/min、さらに好ましくは0.1〜1.0mm/minである。速度を速くすれば生産性が高まるが、速すぎると、レーザー光照射部近傍での熱可塑性樹脂が充分溶融しないので繊維が紡糸されにくい。一方、速度が遅いと、熱可塑性樹脂が分解したり、生産性が低くなる。
【0054】
また、金属コレクター19上の捕集部材の移動速度は特に限定されず、製造する繊維シートの目付等を考慮して適宜決定すればよいが、通常、10〜2000mm/min程度である。
例えば、目付1000g/m2のシート状物の供給速度が0.5mm/minである場合、捕集部材の移動速度を1000mm/min程度に設定することにより、目付0.5g/m2程度の繊維マットを連続的に製造することができる。
【0055】
このように、本発明の繊維マットの製造方法では、原料としてシート状物を使用しているため、シートの供給速度やレーザー強度、また、捕集部材の移動速度等を調節することにより、製造する繊維マットの繊維径、厚み、目付等の形状を制御することができる。
また、本発明の繊維マットの製造方法では、原料としてシート状物を使用しており、既に説明したように、シート状物の端部を加熱溶融させる際にテーラーコーンの数を調節することができるため、このようなテーラーコーンの数の調節により、製造する繊維マットの繊維径、厚み、目付等の形状を制御することもできる。
【0056】
また、本発明の繊維マットの製造方法では、シート状物として、2種類以上の熱可塑性樹脂からなり、各熱可塑性樹脂の繊維から構成される不織布を使用した場合には、2種類以上の繊維からなる繊維マットを得る事ができるが、この場合、一旦、繊維マットを製造した後、少なくとも1種類の繊維成分を溶解除去してもよい。
既に説明したように、例えば、シート状物として2種類の繊維からなる不織布を用いて、繊維マットを製造した場合、繊維マットを構成する繊維の径が小さくなりやすい傾向にある。そのため、2種類の繊維からなる不織布を用いて繊維マットを製造した後、1種類の繊維成分を溶解除去することにより、極細繊維からなる繊維マットを容易に製造することができる。
【0057】
本発明の繊維マットの製造方法では、一旦、繊維マットを製造した後、目的に応じて、例えば、エレクトレット加工による帯電処理、プラズマ放電処理、コロナ放電処理、スルホン化処理、グラフト重合などによる親水化処理等の後加工処理を施してもよい。また、さらに二次加工を施してもよい。
【0058】
ここまで説明したような本発明の紡糸方法及び繊維マットの製造方法は、例えば、本発明の紡糸装置を用いることにより好適に行うことができる。
本発明の紡糸装置は、レーザービーム光源と、熱可塑性シート状物の端部にレーザー光を照射できる光路調節部材と、上記シート状物をレーザー照射部に供給する装置と、繊維を捕集する捕集部材と、レーザー光により溶融したシート状物と金属コレクター間に高電圧を印加できる一対の電極と、高電圧印加できる電源と、を備えることを特徴とする。
【0059】
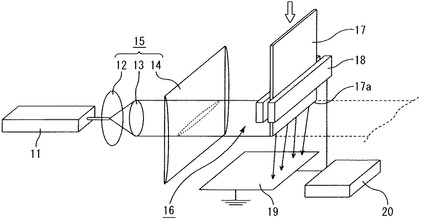
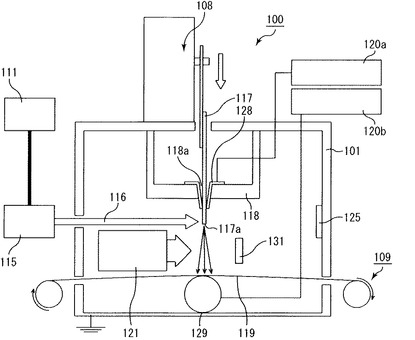
図3は、本発明の紡糸装置の一例を模式的に示す断面図である。
図3に示すように、紡糸装置100は、レーザー光源111と、光路調節部材115と、シート状物117を連続的に送り出せるシート状物供給装置108と、シート状物117を保持する保持部材118、シート状物117に電荷を付与する電極128、繊維を捕集するための捕集部材119、電極128とシート状物117の端部117a及び捕集部材119を介して対向配置された金属コレクター129、及び、加熱装置121が配設された筐体101と、電極128、金属コレクター129のそれぞれに電圧を印加する電源120a、120bと、捕集部材119を移動させるためのプーリー109とを備えている。
【0060】
ここで、レーザー光源111は、図1に示したレーザー光源11に相当し、光路調節部材115は、図1に示した光路調節手段15に相当する。そして、レーザー光源111から出射し、光路調節部材115を介した帯状レーザー光116は、筐体101内に導入され、シート状物117の端部117aに照射される。
筐体101の上部には、モータとモータの回転運動を直線運動に変換する機構とを備えたシート状物供給装置108が取り付けられており、シート状物117は、このシート状物供給装置108に取り付けられ、連続的に筐体101内へ送り出されることとなる。
一方、シート状物117の他端近傍は、スリット部118aを備え、スリット部118aに電極128が取り付けられた保持部材118により保持されている。ここで、シート状物117は、スリット部118aに挿入されて保持されている。また、スリット部118aに挿入されたシート状物117と電極128とは常に接触しているため、電極128に電圧が印加されると、シート状物117に電荷が付与されることとなる。
【0061】
電極128と対になる金属コレクター129(電極128と対をなす電極として機能する)は、シート状物117の端部117a及び捕集部材119を介して対向する位置に配設されている。そのため、電極128及び金属コレクター129に電圧が印加された場合には、シート状物117の端部117aと捕集部材119との間には電位差が生じることとなる。電極128、金属コレクター129への電圧の印加は、それぞれに接続された電源120a、120bにより行われる。なお、紡糸装置100では、電極128が正電極であり、金属コレクター129が負電極であるが、逆の場合でも良い。
捕集部材119は、プーリー109とコンベアベルトとからなるベルトコンベアであり、コンベアベルト自体が、捕集部材119に相当する。そのため、プーリー109の駆動に伴って、捕集部材119(コンベアベルト)は所定の方向(例えば、図中、右方向)に移動する。
【0062】
紡糸装置100は、加熱装置121を備えており、シート状物117の端部117aから捕集部材119に向かって吐出され、伸長した繊維を加熱することができる。また、筐体101内には、レーザー光吸収板125及び熱吸収板131を備えている。
【0063】
このような紡糸装置100では、電極128及び金属コレクター129のぞれぞれに電圧を印加した状態で、シート状物供給装置108及び保持部材118によりシート状物117を供給しつつ、シート状物117の端部117aに帯状レーザー光116を照射することにより、既に説明したように、シート状物117の端部117aにテーラーコーンが形成され、このテーラーコーンより繊維が吐出され、金属コレクター側129に飛翔し、その結果、伸長した繊維が捕集部材119で捕集されることとなる。
そして、シート状物117を連続的に供給しつつ(連続的に繊維を吐出させつつ)、捕集部材119を移動させることにより、捕集部材119上に繊維マットを製造することができるのである。
【0064】
紡糸装置100において、捕集部材119はシート状の部材である。本発明の紡糸装置において、捕集部材119はシート状であれば特に限定されないが、紙、フィルム、各種織物、不織布、メッシュ等である。また、捕集部材が、金属あるいは表面電気抵抗値が金属と同等程度を有するシートあるいはベルトであっても良い。
【0065】
さらに、紡糸装置100において捕集部材119は、捕集する繊維の取り扱い性の点から接地(アース)してもよい。
【0066】
なお、上記紡糸装置100において、光路調節手段15は、シート状物に帯状レーザー光を照射するものに限定されず、ガルバノミラー等を使用し、スポットのレーザー光でシート状物の端部を走査することができるように構成されたものであってもよい。
【0067】
紡糸装置100において、電極128、金属コレクター129の材料は、導電性材料(通常、金属成分)であればよく、例えば、クロム等の6A族元素、白金等の8族金属元素、銅や銀等の1B族元素、亜鉛等の2B族元素、アルミニウム等の3B族元素等の金属単体や合金(アルミニウム合金やステンレス合金等)、又はこれらの金属を含む化合物(酸化銀、酸化アルミニウム等の金属酸化物等)等が挙げられる。これらの金属成分は、単独で又は二種以上組み合わせて使用できる。これらの金属成分のうち、銅、銀、アルミニウム、ステンレス合金等が特に好ましい。金属コレクター129の形状は特に限定されないが、板状、ローラー状、ベルト状、ネット状、鋸状、波状、針状、線状などが挙げられる。これらの形状のうち板状、ローラー状が特に好ましい。
【0068】
レーザー光吸収板125としては、例えば、黒体を塗装した金属や多孔質セラミック等が挙げられる。熱輻射板131としては、例えば、黒色のセラミック等が挙げられる。
【0069】
このような紡糸装置100を用いることにより、本発明の紡糸方法及び繊維マットの製造方法を好適に行うことができる。
そして、本発明の紡糸方法や繊維マットの製造方法を行うことにより、繊維や繊維マットを高い生産性で作製することができる。
なお、本発明の紡糸方法で製造した繊維、及び、本発明の繊維マットの製造方法で製造した繊維マットのぞれぞれもまた、本発明の1つである。
【0070】
本発明の繊維は、溶媒等の不純物が残留していない、材料樹脂のみからなる繊維である。
また、本発明の繊維は、繊維径の小さい極細繊維であることが望ましく、上記繊維の平均繊維径は、例えば、5μm以下であり、好ましくは100nm〜3μm程度である。また、このような平均繊維径を有する極細繊維には、例えば、50〜1000nm程度の繊維径を有する繊維が含まれていてもよい。
そして、本発明の繊維の平均繊維径は、本発明の紡糸方法の各種条件(例えば、シート状物の厚さやシート状物の供給速度、レーザー強度等)を適宜調整することにより、調整することができる。
【0071】
本発明の繊維マットは、溶媒等の不純物が残留していない、材料樹脂のみからなる極細繊維から構成された繊維マットであり、電池セパレータや高性能フィルター、細胞成長用の足場材料等に好適に使用することができる。
【0072】
上記繊維マットの厚さは、用途に応じて適宜選択すればよく、0.0001〜100mm程度の範囲から選択できるが、通常、0.001〜50mm、好ましくは0.01〜15mm、さらに好ましくは0.05〜1mm程度である。
さらに、上記繊維マットの目付も、用途に応じて選択でき、通常、0.001〜100g/m2程度であり、好ましくは0.05〜50g/m2、さらに好ましくは0.1〜10g/m2程度である。
【0073】
また、上記繊維マットは、目的に応じて、例えば、エレクトレット加工による帯電処理、プラズマ放電処理、コロナ放電処理、スルホン化処理、グラフト重合などによる親水化処理等の後加工処理を施してもよい。また、上記繊維マットは、さらに二次加工してもよい。
さらに、上記繊維マットは、他の不織布(例えば、スパンボンド不織布等)や織編物、フィルム、プレート、基板等と積層一体化されてもよい。
【実施例】
【0074】
以下、本発明について実施例を掲げてさらに詳しく説明するが、本発明はこれらの実施例のみに限定されるものではない。
【0075】
(シート状物1〜8の作製)
下記の方法でシート状物1〜8を作製した。ここで、シート状物1〜6は、高分子チップを熱プレスすることにより作製し、シート状物7、8は不織布を熱プレスすることにより作製した。
【0076】
(シート状物1〜3の作製)
下記エチレンビニルアルコール共重合体(EVOH)のチップ状試料をホットプレス(GONNO社製)で成形し、厚さ0.5mm(シート状物1)、厚さ0.75mm(シート状物2)、厚さ1.0mm(シート状物3)の3種類シート状物を作製した。熱プレス温度は200℃とした。
エチレンビニル共重合体:EVAL(クラレ社製、F104B,ethylene content=32モル%,Tm=183℃,MFI 4.4(190℃,21.2N))
【0077】
(シート状物4〜6の作製)
下記Nylon6/12のチップ状試料をホットプレス(GONNO社製)で成形し、厚さ0.5mm(シート状物4)、厚さ0.75mm(シート状物5)、厚さ1.0mm(シート状物6)の3種類シート状物を作製した。熱プレス温度は230℃とした。
Nylon6/12:aldrich 181145,pellets 2 mm,poly (hexamethylene dodecanediamide),CAS Number 26098-55-5,Tm=218℃,Tg=46℃,density 1.3g/mL at 25℃(lit.)
【0078】
(シート状物7、8の作製)
下記PP(ポリプロピレン)繊維と下記Nylon6繊維とを用いて、混綿、カーディング、ニードルパンチし、厚さ及び目付の異なる2種類のニードルパンチ不織布N/PP1、N/PP2を作製した。
PP繊維:ダイワボウポリテック株式会社製、繊維径3.3dtex、繊維長76mm。
Nylon6繊維:ユニチカ株式会社製、繊維径3.3dtex、繊維長76mm。
【0079】
N/PP1、及び、N/PP2はそれぞれPP繊維とNylon6繊維とが重量比50/50で構成された不織布であり、N/PP1は、厚さが3.4mmで目付435g/m2であり、N/PP2は、厚さが4.6mmで目付620g/m2である。
そして、N/PP1を170℃で熱プレスし、厚さを0.8mmとしたものをシート状物7とし、N/PP2を170℃で熱プレスし、厚さを1.0mmとしたものをシート状物8とした。
【0080】
このようにして作製したシート状物1〜8を、約幅130mmに切り出し、繊維マット作製用シート状物1〜8とした。
【0081】
(線状レーザー光の照射)
図3に示した紡糸装置100のレーザー光源111として、CO2レーザー(ユニバーサルレーザーシステムズ社製、波長10.6μm、出力45W、空冷型、ビーム径φ4mm)を使用した。光路調節部材115として、倍率2.5倍のビームエキスパンダーと、ビームホモジナイザー(入射ビーム径φ12mm(設計値)、出射ビーム径φ12mm(設計値))と、ホモジナイザー用コリメーションレンズ(入射ビーム径φ12mm(設計値)、出射ビーム径φ12mm(設計値))と、シリンドリカルレンズ(平凹レンズ、f−30mm)と、シリンドリカルレンズ(平凸レンズ、f−300mm)とをこの順で所定の位置に配置したものを使用した。この光路調節部材115を介することにより、スポット状のレーザー光を幅約150mm 厚さ約1.4mmの線状レーザー光に変換して図3に示した紡糸装置100のシート状物117の端部117aに照射した。
【0082】
(繊維径の測定)
走査型電子顕微鏡(キーエンス社製、VE−9800)を用いて繊維の形態を撮影した。撮影した複数枚のSEM画像から合計40本の繊維を選び、各繊維の繊維径をアドビシステムズ社製、Adobe Photoshop CS3 Extended を用いて測定し、その平均及び標準偏差を求めた。なお、電子顕微鏡観察に先立ち、前処理として、イオンコータ(サンユー電子社製、SC−701)を用いて、繊維に金を蒸着した。
【0083】
(実施例1−1)
紡糸装置として、図3に示した紡糸装置100を使用し、シート状物1(厚さ0.5mm)を用いて繊維(繊維マット)を作製した。作製した繊維マットの平均繊維径及び繊維の標準偏差は、表1及び図4のグラフに示した。
シート状物1の供給速度Frは、0.25mm/minとした。
レーザー光の出力Lpは、34.4Wとした。
電極128の下端と捕集部材119の上面との距離Cdは、10cmとした。
電極128と捕集部材119との間の電位差Hvは、40kVとした。
【0084】
(実施例2−1、3−1)
シート状物1(厚さ0.5mm)、に替えて、シート状物2(厚さ0.75mm)、シート状物3(厚さ1.0mm)を使用した以外は、実施例1−1と同様にして、繊維(繊維マット)を作製した。作製した繊維マットの平均繊維径及び繊維の標準偏差は、表1及び図4のグラフに示した。
【0085】
(実施例1−2、2−2、3−2)
シート状物1(厚さ0.5mm)、シート状物2(厚さ0.75mm)、シート状物3(厚さ1.0mm)を使用して、レーザー光出力を45Wにした以外は、実施例1−1、2−1、3−1と同様にして、繊維(繊維マット)を作製した。作製した繊維マットの平均繊維径及び繊維の標準偏差は、表1及び図4のグラフに示した。また、図4には、実施例1−2、2−2、3−2で作製した繊維マットの電子顕微鏡写真も示した。
【0086】
【表1】

【0087】
(実施例2−3〜2−6)
紡糸装置として、図3に示した紡糸装置100を使用し、シート状物2(厚さ0.75mm)を用いて繊維(繊維マット)を作製した。作製した繊維マットの平均繊維径及び繊維の標準偏差は、表2及び図5のグラフに示した。
レーザー光の出力Lpは、34.4Wとした。
電極128の下端と捕集部材119の上面との距離Cdは、10cmとした。
電極128と捕集部材119との間の電位差Hvは、40kVとした。
シート状物2の供給速度Frは、1、0.75、0.5、0.1mm/minと変化させた。
【0088】
(実施例2−7〜2−10)
レーザー光出力を45Wにした以外は、実施例2−3〜2−6と同様にして、繊維(繊維マット)を作製した。作製した繊維マットの平均繊維径及び繊維の標準偏差は、表2及び図5のグラフに示した。また、図5には、実施例2−7、2−8、2−10で作製した繊維マットの電子顕微鏡写真も示した。
【0089】
【表2】
【0090】
(実施例4−1)
紡糸装置として、図3に示した紡糸装置100を使用し、シート状物4(厚さ0.5mm)を用いて繊維(繊維マット)を作製した。作製した繊維マットの平均繊維径及び繊維の標準偏差は、表3及び図6のグラフに示した。
シート状物4の供給速度Frは、0.25mm/minとした。
レーザー光の出力Lpは、34.4Wとした。
電極128の下端と捕集部材119の上面との距離Cdは、10cmとした。
電極128と捕集部材119との間の電位差Hvは、40kVとした。
【0091】
(実施例5−1、6−1)
シート状物4(厚さ0.5mm)、に替えて、シート状物5(厚さ0.75mm)、シート状物6(厚さ1.0mm)を使用した以外は、実施例4−1と同様にして、繊維(繊維マット)を作製した。作製した繊維マットの平均繊維径及び繊維の標準偏差は、表3及び図6のグラフに示した。
【0092】
(実施例4−2、5−2、6−2)
シート状物4(厚さ0.5mm)、シート状物5(厚さ0.75mm)、シート状物6(厚さ1.0mm)を使用して、レーザー光出力を45Wにした以外は、実施例4−1、5−1、6−1と同様にして、繊維(繊維マット)を作製した。作製した繊維マットの平均繊維径及び繊維の標準偏差は、表3及び図6のグラフに示した。また、図6には、実施例4−2、5−2、6−2で作製した繊維マットの電子顕微鏡写真も示した。
【0093】
【表3】
【0094】
(実施例5−3〜5−6)
紡糸装置として、図3に示した紡糸装置100を使用し、シート状物5(厚さ0.75mm)を用いて繊維(繊維マット)を作製した。作製した繊維マットの平均繊維径及び繊維の標準偏差は、表4及び図7のグラフに示した。
レーザー光の出力Lpは、34.4Wとした。
電極128の下端と捕集部材119の上面との距離Cdは、10cmとした。
電極128と捕集部材119との間の電位差Hvは、40kVとした。
シート状物2の供給速度Frは、1、0.75、0.5、0.1mm/minと変化させた。
【0095】
(実施例5−7〜5−10)
レーザー光出力を45Wにした以外は、実施例5−3〜5−6と同様にして、繊維(繊維マット)を作製した。作製した繊維マットの平均繊維径及び繊維の標準偏差は、表4及び図7のグラフに示した。また、図7には、実施例5−7、5−9、5−10で作製した繊維マットの電子顕微鏡写真も示した。
【0096】
【表4】
【0097】
(実施例7−1、8−1)
紡糸装置として、図3に示した紡糸装置100を使用し、シート状物7(厚さ0.8mm)及びシート状物8(厚さ1.0mm)を用いて繊維(繊維マット)を作製した。
レーザー光の出力Lpは、34.4Wとした。
電極128の下端と捕集部材119の上面との距離Cdは、10cmとした。
電極128と捕集部材119との間の電位差Hvは、40kVとした。
シート状物2の供給速度Frは、1mm/minとした。結果は、表5及び図8、図9に示した。図8は、実施例で作製した繊維マットの平均繊維径及び繊維の標準偏差のグラフで、図9は、電子顕微鏡写真である。
【0098】
(実施例7−2、8−2)
紡糸装置として、図3に示した紡糸装置100を使用し、シート状物7(厚さ0.8mm)及びシート状物8(厚さ1.0mm)を用いて繊維(繊維マット)を作製した。
レーザー光の出力Lpは、40Wとした。
電極128の下端と捕集部材119の上面との距離Cdは、10cmとした。
電極128と捕集部材119との間の電位差Hvは、40kVとした。
シート状物2の供給速度Frは、1mm/minとした。結果は、表5及び図8、図9に示した。図8は、実施例で作製した繊維マットの平均繊維径及び繊維の標準偏差のグラフで、図9は、電子顕微鏡写真である。
【0099】
【表5】
【0100】
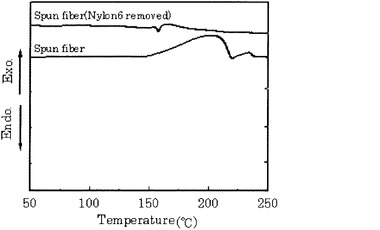
図10に、実施例7−1で作製した繊維のDSC曲線を示す。作製された繊維では結晶化、溶融によるブロードな曲線で、Nylon6の溶融による吸熱ピークのみが明確に観察された。
蟻酸を用いて、作製された繊維からNylon6成分を取り除いたところ、PP由来の吸熱ピークのみが見られた。作製された繊維にはNylon6とPPの両成分が含まれていることが確認できた。ギ酸を用いて、Nylon6成分を取り除いた前後の電子顕微鏡写真を図11に示した。
【産業上の利用可能性】
【0101】
本発明の紡糸方法、繊維マットの製造方法、紡糸装置、繊維及び繊維マットは、繊維、特に極細繊維や、このような繊維からなる繊維マットに関する技術である。そのため、セパレータや高性能フィルター、細胞成長用の足場材料をはじめ、産業用資材(油吸着材、皮革基布、セメント用配合材、ゴム用配合材、各種テープ基材等)、医療・衛生材(紙おむつ、ガーゼ、包帯、医療用ガウン、サージカルテープ等)、生活関連資材(ワイパー、印刷物基材、包装・袋物資材、収納材、エアーフィルター、液体フィルター等)、衣料用材、内装材用(断熱材、吸音材等)、建設資材、農業・園芸用資材、土木用資材(土壌安定材、濾過用資材、流砂防止材、補強材等)、鞄・靴材等の分野で利用できる。
【0102】
特に、繊維マットは、電池用セパレータ(ニッケル−カドミウム電池、ニッケル−水素電池等のアルカリ二次電池等)やキャパシター用セパレータ、高性能フィルター、組織医学工学材料(人工膜)、細胞増殖用足場材料等として好適である。
【符号の説明】
【0103】
11、111 レーザー光源
16、116 線状レーザー光
17、117 シート状物
18、118 保持部材
19 金属コレクター
20、120a、120b 電源
115 光路調節部材
119 捕集部材
121 加熱装置
128 電極
129 金属コレクター
【技術分野】
【0001】
本発明は、溶融型静電紡糸法を利用した紡糸方法及び繊維マットの製造方法、溶融型静電紡糸法を行う紡糸装置、繊維、及び、繊維マットに関する。
【背景技術】
【0002】
近年、サブミクロン又はナノメータオーダの繊維径を有する繊維(ナノ繊維)は、大きい比表面積と繊維形態とを活用した新規な材料を開発可能な点から注目されている。
ナノ繊維を製造する方法としては、例えば、高分子溶液又は高分子融液に高電圧を作用させて繊維を形成する静電紡糸法が提案されている。
【0003】
このうち、高分子融液に高電圧を作用させて繊維を形成する静電紡糸法(以下、溶融型静電紡糸法という)は、溶媒を使用しないため、溶媒を回収する必要がなく、また、捕集した繊維から残存溶媒を除去する必要がないため、高分子溶液に高電圧を作用させて繊維を形成する静電紡糸法(溶媒型静電紡糸法)と比較して、環境に優しく、高い生産性で極細繊維を製造できる利点を有する。
また、溶融型静電紡糸法は、溶媒がいらないので原料樹脂の選択の自由度が高い利点も有する。
【0004】
溶融型静電紡糸法としては、例えば、レーザー光を照射して熱可塑性樹脂を加熱溶融させる加熱溶融工程と、熱可塑性樹脂の溶融部に電圧を作用させて、伸長する繊維をコレクターに捕集する静電紡糸工程とを経て繊維を製造する溶融型静電紡糸法が提案されている(特許文献1参照)。そして、この方法では、紡糸材料として線状体樹脂を使用し、その先端から繊維を吐出させることにより繊維を製造している。
【0005】
例えば、特許文献2、3には、(1)ポリマーを供給する供給工程、(2)前記供給したポリマーに対してレーザーを照射してポリマーが変形可能な状態にする照射工程、(3)前記変形可能なポリマーを電気的に或いは、力学的に牽引し、引き伸ばして細径化するとともに繊維化する繊維化工程、及び、(4)前記繊維を集積して繊維集合体を形成する繊維集合体形成工程を備える繊維集合体の製造方法が開示されている。しかしながら、この紡糸法もまた、紡糸材料として繊維又は棒状樹脂を使用し、ポリマーを溶融させることなく、変形させることによって細径化した繊維を製造している。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2007−239114号公報
【特許文献2】特開2005−154927号公報
【特許文献3】特開2005−154928号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1〜3に開示された溶融型静電紡糸法では、紡糸材料として、線状又は棒状の樹脂や繊維を使用しているため、生産性が低く、特に、繊維マットの製造には不向きであった。さらに、特許文献2、3では、ポリマーの溶融を経ずに紡糸して細径化するため、極細化した繊維を生産できなかった。
【0008】
本発明は、上記現状に鑑み、生産性に優れた紡糸方法及び繊維マットの製造方法を提供することを目的とする。
更に、本発明は、上記紡糸方法及び上記繊維マットの製造方法を行うのに適した紡糸装置を提供することを目的とする。
加えて、本発明は、上記紡糸方法で製造した繊維及び上記繊維マットの製造方法で製造した繊維マットを提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明の紡糸方法は、熱可塑性樹脂からなるシート状物に線状レーザー光を照射して上記シート状物の端部を線状に加熱溶融させるとともに、溶融した部分と金属コレクターとの間に電位差を設けることにより、上記シート状物の加熱溶融した部分に針状突出部を形成し、この針状突出部から吐出される繊維を金属コレクター方向に飛翔させ、金属コレクターあるいは、上記溶融部分と金属コレクター間に介在させた捕集部材上に捕集することを特徴とする。
【0010】
本発明の紡糸方法において、上記針状突出部は、シート状物の加熱溶融した部分に溶融長さ2cm当たり1個以上形成することが望ましい。
【0011】
本発明の紡糸方法において、上記シート状物は、熱可塑性樹脂からなる高分子シート、熱可塑性繊維からなる繊維集合体から作製されたシート、又は、少なくとも2種類以上の熱可塑性繊維からなる繊維集合体から作製されたシートであることが望ましい。
【0012】
本発明の、繊維マットの製造方法は、金属コレクター方向に飛翔させた繊維の捕集位置を経時的に移動させつつ、本発明の紡糸方法を連続的に行うことを特徴とする。
本発明の繊維マットの製造方法において、上記捕集位置の移動は、捕集部材を移動させることにより行うことが望ましい。
【0013】
本発明の紡糸装置は、レーザービーム光源と、熱可塑性シート状物の端部にレーザー光を照射できる光路調節部材と、上記シート状物をレーザー照射部に供給する装置と、繊維を捕集する捕集部材と、レーザー光により溶融したシート状物と金属コレクター間に高電圧を印加できる一対の電極と、高電圧印加できる電源と、を備えることを特徴とする。
【0014】
本発明の紡糸装置は、上記シート状物から吐出された繊維を加熱する加熱装置を備えることが望ましい。
また、本発明の紡糸装置は、上記捕集部材を経時的に移動させる移動手段を備えることが望ましい。
【0015】
また、本発明の紡糸方法を用いて製造された繊維、及び、本発明の繊維マットの製造方法により製造された繊維マットのぞれぞれもまた本発明の1つである。
【発明の効果】
【0016】
本発明の紡糸方法は、その紡糸材料として、熱可塑性樹脂材料からなるシート状物を使用するため、棒状の紡糸材料を使用する場合に比べて格段に生産性に優れる。
また、紡糸材料であるシート状物の厚さや供給速度、レーザー光の強度等を変更することにより、吐出される繊維の太さ等を調節することができる。
また、本発明の繊維マットの製造方法では、本発明の紡糸方法において、捕集部材を経時的に移動させるだけで、紡糸と同時に繊維マットを製造することができるため生産性に優れる。
【0017】
また、本発明の紡糸装置は、本発明の紡糸方法を繊維マットの製造方法を行うのに適している。
また、本発明の繊維は、本発明の紡糸方法を用いて製造するため、溶媒等の不純物が残留していない、材料樹脂のみからなる極細繊維である。
また、本発明の繊維マットは、本発明の繊維マットの製造方法を用いて製造するため、上記繊維マットを構成する繊維は、溶媒等の不純物が残留していない、材料樹脂のみからなる極細繊維であり、本発明の繊維から構成された繊維マットであり、このような繊維マットは、電池用セパレータやキャパシター用セパレータ、気体・液体用各種高性能フィルター、細胞成長用の足場材料等に特に好適に使用することができる。
【図面の簡単な説明】
【0018】
【図1】本発明の紡糸方法の一例を模式的に示す概略図である。
【図2】加熱溶融部に形成されたテーラーコーンの写真である。
【図3】本発明の紡糸装置の一例を模式的に示す断面図である。
【図4】実施例1−2、2−2、3−2で作製した繊維マットの電子顕微鏡写真と、実施例1−1、1−2、2−1、2−2、3−1、3−2で作製した繊維マットの平均繊維径及び繊維の標準偏差のグラフである。
【図5】実施例2−7、2−8、2−10で作製した繊維マットの電子顕微鏡写真と、2−3〜2−10で作製した繊維マットの平均繊維径及び繊維の標準偏差のグラフである。
【図6】実施例4−2、5−2、6−2で作製した繊維マットの電子顕微鏡写真と、実施例4−1、4−2、5−1、5−2、6−1、6−2で作製した繊維マットの平均繊維径及び繊維の標準偏差のグラフである。
【図7】実施例5−7、5−9、5−10で作製した繊維マットの電子顕微鏡写真と、5−3〜5−10で作製した繊維マットの平均繊維径及び繊維の標準偏差のグラフである。
【図8】実施例7−1、8−1、7−2、8−2で作製した繊維マットの平均繊維径及び繊維の標準偏差のグラフである。
【図9】実施例7−1、8−1、7−2、8−2で作製した繊維マットの電子顕微鏡写真である。
【図10】実施例7−1で作製した繊維のDSC曲線である。
【図11】実施例7−1で作製した繊維から、ギ酸を用いてNylon6成分を取り除いた前後の電子顕微鏡写真である。
【発明を実施するための形態】
【0019】
以下、本発明を詳細に説明する。
まず、本発明の紡糸方法について、図面を参照しながら説明する。
本発明の紡糸方法では、熱可塑性樹脂からなるシート状物に線状レーザー光を照射して上記シート状物の端部を線状に加熱溶融させるとともに、溶融した部分と金属コレクターとの間に電位差を設けることにより、上記シート状物の加熱溶融した部分に針状突出部を形成し、この針状突出部から吐出される繊維を金属コレクター方向に飛翔させ、金属コレクターあるいは、上記溶融部分と金属コレクター間に介在させた捕集部材上に捕集する。
図1は、本発明の紡糸方法の一例を模式的に示す概略図である。
【0020】
本発明の紡糸方法では、図1に示すように、レーザー光源11から出射した断面がスポット状のレーザー光を光路調節手段15を介して断面が線状の線(帯)状レーザー光16に変換した後、保持部材18に保持された熱可塑性樹脂からなるシート状物17の端部17aに照射するとともに、電源20により電圧を印加し、端部17aとシート状物17の下側に配設された金属コレクター19との間に電位差を生じさせる。
その結果、帯状レーザー光16の照射により、シート状物17の端部17aが加熱溶融されるとともに、この加熱溶融した部分に電荷が付与されることとなる。そして、電荷が付与された加熱溶融部には、その表面に電荷が集まり反発することによって、次第に複数の針状突出部(以下、テーラーコーンともいう)が形成され、電荷の反発力が表面張力を超えると、溶融した熱可塑性樹脂は、テーラーコーン先端から静電引力により金属コレクター19に向かって繊維として吐出され、即ち、針状突出部から繊維が形成され、金属コレクター19方向に飛翔する。その結果、伸長した繊維は金属コレクター19で捕集される。また、金属コレクター19上に捕集部材を置くと、繊維は捕集部材上に捕集される。即ち、本発明の紡糸方法では、金属コレクター自身を繊維を捕集する部材としてもよく、金属コレクターとは別に金属コレクター上に捕集部材を載置してもよいのである。
【0021】
金属コレクター19は、表面電気抵抗値が金属と同等程度を有するものである。
その形状は特に限定されないが、板状、ローラー状、ベルト状、ネット状、鋸状、波状、針状、線状などが挙げられる。
【0022】
ここで、光路調節手段15は光学部品の集合体であり、ビームエキスパンダー及びビームホモジナイザー12と、コリメーションレンズ13と、シリンドリカルレンズ14群とから構成されている。光路調節手段15を用いることにより、スポット状レーザー光を線状レーザー光16に変換することができる。
【0023】
図1に示した例では、シート状物17を保持する保持部材18が電極としての機能を兼ねており、高電圧発生装置20により、保持部材18に電圧が印加されると、シート状物17の端部17aに電荷が付与されることとなる。
【0024】
電荷が付与されたシート状物の加熱溶融部にテーラーコーンが形成され、繊維が吐出される工程についてもう少し詳しく説明する。
図2は、加熱溶融部に形成されたテーラーコーンの写真である。
図2に示すように、電圧を印加した状態のシート状物31の端部に線状レーザー光を照射すると、シート状物31の端部に線状の加熱溶融部32が形成され、さらに、加熱溶融部32の先端に波状の摂動(メニスカス不安定現象)が発生し、この摂動(メニスカス)が発達してテーラーコーン33が形成され、電荷の反発力が表面張力を超えると、テーラーコーンから金属コレクター側(図中、下側)に向かって繊維が吐出される。
【0025】
テーラーコーンは、一旦形成されると、それが消滅して別の位置に新たに形成されることもなく、その位置は比較的変化しない。
なお、図2に示した写真中、目盛りは、テーラーコーン間隔を測定するために取り付けたものである。
【0026】
また、図1に示した紡糸方法では、レーザー光を照射する際には、光路調節手段15を介して、スポット状レーザー光を線状レーザー光16に変換した後、シート状物の端部全体にレーザー光を照射しているが、本発明の紡糸方法では、光路調節手段15として、ガルバノミラー等を使用し、スポットのレーザー光でシート状物の端部を走査することにより、シート状物の端部にレーザー光を照射してよい。
この場合も、線状レーザー光16を照射する場合と同様、シート状物の端部に複数のテーラーコーンを形成することができ、各テーラーコーンから繊維を吐出させることができる。
【0027】
本発明の紡糸方法において、シート状物の厚さは特に限定されないが、通常、0.1〜10mmであり、好ましくは、0.5〜5.0mmである。
そして、上記シート状物の厚さを適宜変更することにより、テーラーコーンの数(テーラーコーンの間隔)を調整することができるのである。具体的には、シート状物の厚さが厚いほど、テーラーコーンの数が少なく(テーラーコーンの間隔が大きく)なる傾向にある。
この理由は定かではないが、シート状物の厚さが厚くなると、シート状物の端部における溶融体の体積が増加することとなり、その結果、テーラーコーンがよく発達し、各テーラーコーン間の静電反発が大きくなるため、テーラーコーンの間隔が大きくなると考えられる。
なお、テーラーコーンが発達するとは、テーラーコーンの高さ(図2中、h)が大きくなることを意味する。
【0028】
本発明の紡糸方法では、例えば、上述した方法でテーラーコーンの数を制御することができ、繊維の吐出はテーラーコーンの先端から行われるため、テーラーコーンの数を制御することにより、製造する繊維の量を制御することができる。また、本発明の紡糸方法を利用して繊維マットを製造する場合には、繊維マットの均整度を制御することができる
このことも、紡糸材料としてシート状物を使用することの利点の1つである。
【0029】
なお、上記テーラーコーンの数は特に限定されないが、上記シート状物の加熱溶融した部分に2cm当たり1個以上とすることが好ましく、1〜100個/2cmとすることがより好ましい。この理由は、1個/2cm以下では、繊維マットの均整度、生産量の点から好ましくなく、多い方が良いが、100個/2cm以上では、テーラーコーン同士の電気的な反発により均整度が低下するためである。
さらに好ましくは、1〜50個/2cmであり、特に好ましくは、2〜10個/2cmである。
【0030】
上記シート状物は、熱可塑性樹脂からなるものであれば特に限定されず、1種類の熱可塑性樹脂からなるシートであってもよいし、2種類以上の熱可塑性樹脂からなるシートであってもよい。例えば、フィルム、プレート、ボード等が挙げられる。
また、シート状物は繊維集合体であってもよい。1種類の熱可塑性樹脂からなる繊維集合体から作製されたシートであってもよいし、2種類以上の熱可塑性樹脂からなる繊維集合体から作製されたシートであってもよい。例えば、不織布、織物、編み物等が挙げられる。
【0031】
上記熱可塑性樹脂としては、例えば、オレフィン系樹脂(例えば、ポリエチレン等のポリエチレン系樹脂、ポリプロピレン等のポリプロピレン系樹脂等)、スチレン系樹脂(例えば、ポリスチレン、ABS樹脂、AS樹脂等)、ビニル系樹脂(例えば、ポリ塩化ビニル等の塩化ビニル系樹脂、ポリメタクリル酸メチル等の(メタ)アクリル系樹脂、エチレン−ビニルアルコール共重合体系樹脂等)、ポリエステル系樹脂(例えば、ポリエチレンナフタレート系、ポリブチレンテレフタレート系、ポリトリメレチンテレフタレート系、ポリエチレンテレフタレート系等の芳香族ポリエステル系樹脂、ポリ乳酸等の脂肪族ポリエステル系樹脂、ポリアリレート等の全芳香族ポリエステル系樹脂、液晶ポリエステル系樹脂等)、ポリアミド系樹脂(例えば、ナイロン6、ナイロン6/12、ナイロン12等の脂肪族ポリアミド系樹脂、ナイロン9MT等の半芳香族ポリアミド系樹脂、MXD6等の芳香族ポリアミド系樹脂、液晶ポリアミド系樹脂等)、ポリイミド系樹脂(例えば、熱可塑性ポリイミド、ポリエーテルイミド等)、ポリカーボネート系樹脂(例えば、ビスフェノールA型ポリカーボネート等)、熱可塑性ポリウレタン系樹脂、ポリフェニレンサルファイド系樹脂(例えば、ポリフェニレンサルファイド等)、ポリフェニレンエーテル系樹脂(例えば、ポリフェニレンエーテル等)、ポリアセタール樹脂(例えば、ポリオキシメチレン等)、ポリエーテルケトン系樹脂(ポリエーテルケトン、ポリエーテルエーテルケトン等)、ポリスルホン系樹脂(例えば、ポリスルホン、ポリエーテルスルホン等)等が挙げられる。これらの熱可塑性樹脂は、単独で用いてもよいし、二種以上組み合わせて用いてもよい。
【0032】
上記熱可塑性樹脂のなかでは、ナノ繊維等の極細繊維を形成し易い点から、低粘度の熱可塑性樹脂が好ましい。
【0033】
また、本発明の紡糸方法では、上記熱可塑性樹脂は、生分解性プラスチックや、エンジニアリングプラスチックであってもよい。
生分解性プラスチックやエンジニアリングプラスチックは、これらを溶解させる溶媒の種類が少なく、また、そのような溶媒は、高価で、取り扱いに注意を要するものが多いため、溶媒を必要としていない本発明の紡糸方法に適している。
【0034】
上記脂肪族ポリエステル系樹脂としては、例えば、ポリエチレンサクシネート、ポリブチレンサクシネート、ポリネオペンチレンサクシネート等のポリアルキレンサクシネート、ポリエチレンアジペート、ポリブチレンアジペート、ポリネオペンチレンアジペート等のポリアルキレンアジペート、ポリグリコール酸、ポリ乳酸、ポリリンゴ酸等のポリオキシカルボン酸、ポリプロピオラクトン、ポリカプロラクトン等のポリラクトン等が挙げられる。
【0035】
なお、熱可塑性樹脂は、繊維に用いられる各種の添加剤、例えば、安定剤(酸化防止剤、紫外線吸収剤、熱安定剤等)、難燃剤、帯電防止剤、着色剤、充填剤、滑剤、抗菌剤、防虫・防ダニ剤、防カビ剤、つや消し剤、蓄熱剤、香料、蛍光増白剤、湿潤剤、可塑剤、増粘剤、分散剤、発泡剤、界面活性剤等を含有してもよい。これらの添加剤は、単独で又は二種以上組み合わせて含有することができる。
【0036】
これらの添加剤のなかで、例えば、界面活性剤を用いることは下記の理由で好ましい。
即ち、シート状物に高電圧を印加して電荷を注入する際、熱可塑性樹脂からなるシート状物は電気絶縁性が高く、電気抵抗の低くなる熱溶融部までに電荷を注入しにくい。しかし、熱可塑性樹脂の繊維からなる繊維集合体は、電気絶縁性の大きい繊維の表面に界面活性剤などを付与することでシート状物の電気抵抗が低下し、熱溶融部まで十分に電荷を注入できる。また、界面活性剤などの付与は、シート状物に高電圧を印加して電荷を注入する際、シートが複数成分で構成されている場合の相分離に有効である。
【0037】
これらの添加剤は、それぞれ、熱可塑性樹脂100質量部に対して、50質量部以下の割合で使用でき、例えば、0.01〜30質量部、好ましくは0.1〜5質量部程度の割合である。
【0038】
また、上記シート状物が2種類以上の熱可塑性樹脂からなる場合、上記シート状物は、各熱可塑性樹脂の繊維から構成される繊維集合体であることが望ましい。より好ましくは、不織布であることが望ましい。
各熱可塑性樹脂成分の融点が大きく異なる場合には、混練りによりフィルムとして成形することが困難である場合があるが、不織布であれば、容易にシート状物を作製することができるからである。
また、このように、2種類以上の熱可塑性樹脂からなり、各熱可塑性樹脂の繊維から構成される不織布をシート状物として使用した場合には、製造される繊維の径が小さくなる傾向があるからである。
【0039】
本発明のレーザー光源としては、例えば、YAGレーザー、炭酸ガス(CO2)レーザー、アルゴンレーザー、エキシマレーザー、ヘリウム−カドミウムレーザー等が挙げられる。これらのなかでは、電源効率が高く、熱可塑性樹脂の溶融性が高い点から、炭酸ガスレーザーが好ましい。また、レーザー光の波長は、例えば、200nm〜20μm、好ましくは500nm〜18μm、さらに好ましくは5〜15μm程度である。
【0040】
また、本発明の紡糸方法において、帯状レーザー光を照射する場合、そのレーザー光の厚さは、0.5〜10mm程度であることが好ましい。
レーザー光の厚さが、0.5mm未満では、テーラーコーンの形成が困難となる場合があり、10mmを超えると、溶融滞留時間が長くなり、材料の劣化を起こす場合がある。
【0041】
また、上記レーザー光の出力は、加熱溶融部の温度が熱可塑性樹脂の融点以上であり、かつ、熱可塑性樹脂の発火点以下の温度となる範囲に制御すればよいが、吐出させる繊維の繊維径を小さくする観点からは高い方が好ましい。具体的なレーザー光の出力は、用いる熱可塑性樹脂の物性値(融点、LOI値(限界酸素指数))や形状、熱可塑性樹脂の供給速度等に応じて適宜選択できるが、通常は、5〜100W/13cm程度であり、好ましくは20〜60W/13cm、さらに好ましくは30〜50W/13cmである。
上記レーザー光の強度は、レーザー発生器から出射したスポットビームの出力である。
【0042】
また、加熱溶融部の温度は、熱可塑性樹脂の融点以上で、発火点以下の温度であれば特に限定されないが、通常100〜600℃程度であり、好ましくは200〜400℃である。
【0043】
図1に示した本発明の紡糸方法では、レーザー光は一方向のみからシート状物の端部に照射しているが、例えば反射ミラーを介してレーザー光を2方向からシート状物の端部に照射してもよい。シート状物の厚さが厚くても、その端部をより均一に溶融させることができるからである。
【0044】
本発明の紡糸方法において、上記シート状物の端部と上記捕集部材との間に発生させる電位差は放電しない範囲で高電圧であるのが好ましく、要求される繊維径、電極と捕集部材との距離、レーザー光の照射量等に応じて適宜選択できるが、通常、0.1〜30kV/cm程度であり、好ましくは0.5〜20kV/cm、さらに好ましくは1〜10kV/cmである。
【0045】
熱可塑性樹脂の溶融部に電圧を印加する方法は、レーザー光の照射部(熱可塑性樹脂の加熱溶融部)と電荷を付与するための電極部とを一致させる直接印加方法であってもよいが、簡便に装置を作製できる点、レーザー光を有効に熱エネルギーに変換できる点、レーザー光の反射方向を容易に制御でき、安全性が高い点等から、レーザー光の照射部と電荷を付与するための電極部とを別個の位置に設ける間接印加方法(特に、熱可塑性樹脂の供給方向における下流側にレーザー光の照射部を設ける方法)が好ましい。特に、上記紡糸方法では、電極部よりも下流側で熱可塑性樹脂にレーザー光を照射するとともに、電極部とレーザー光照射部との距離(例えば、電極部の下端と、帯状レーザー光の上側外縁との距離)を特定の範囲(例えば、10mm以下程度)に調整するのが好ましい。この距離は、熱可塑性樹脂の導電率、熱伝導率、ガラス転移点、レーザー光の照射量等に応じて選択でき、例えば、0.5〜10mm、好ましくは1〜8mm、さらに好ましくは1.5〜7mm、特に好ましくは2〜5mm程度である。両者の距離がこの範囲にあると、レーザー光照射部近傍での熱可塑性樹脂の分子運動性が高まり、溶融状態の熱可塑性樹脂に充分な電荷を付与できるため、生産性を向上できる。
【0046】
また、上記シート状物の端部(テーラーコーンの先端部)と上記捕集部材との距離は特に限定されず、通常、5mm以上であればよいが、効率よく極細繊維を製造するためには、好ましくは10〜300mm、より好ましくは15〜200mm、さらに好ましくは50〜150mm、特に好ましくは80〜120mm程度である。
【0047】
また、上記紡糸方法において、上記シート状物の端部と上記捕集部材との間の空間(紡糸空間)は、不活性ガス雰囲気であってもよい。紡糸空間を不活性ガス雰囲気とすることにより、繊維の発火を抑制できるため、レーザー光の出力を高めることができる。不活性ガスとしては、例えば、窒素ガス、ヘリウムガス、アルゴンガス、炭酸ガス等が挙げられる。これらのうち、通常、窒素ガスを使用する。
また、上記不活性ガスの使用により、加熱溶融部における酸化反応を抑制することができる。
【0048】
また、上記紡糸空間は加熱してもよい。これにより、得られる繊維の繊維径を小さくすることができる。即ち、紡糸空間の空気又は不活性ガスを加熱することにより、形成されつつある繊維の急激な温度低下を抑制することができ、これにより、繊維の伸長又は延伸を促進し、より極細な繊維が得られるのである。
加熱方法としては、例えば、ヒーター(ハロゲンヒーター等)を用いた方法や、レーザー光を照射する方法等が挙げられる。加熱温度は、熱可塑性樹脂の融点に応じて、例えば、50℃以上の温度から熱可塑性樹脂の発火点未満までの温度範囲から選択できるが、紡糸性の点から、熱可塑性樹脂の融点未満の温度が好ましい。
【0049】
次に、本発明の繊維マットの製造方法について説明する。
本発明の繊維マットの製造方法は、金属コレクター方向に飛翔させた繊維の捕集位置を経時的に移動させつつ、本発明の紡糸方法を連続的に行うことを特徴とする。
【0050】
ここで、金属コレクター方向に飛翔させた繊維の捕集位置を経時的に移動させる方法としては、例えば、(1)捕集部材(金属コレクター自身が捕集部材として機能する場合は金属コレクター)を移動させる方法、(2)シート状物の保持位置を移動させる方法、(3)テーラコーンから捕集部材に向かって、飛翔中の繊維に力学的、磁力的又は電気的な力を作用させる方法、例えば、飛翔中の繊維にエアーを吹き付ける方法、(4)上記(1)〜(3)の方法を選択的に組合せる方法等を用いることができる。
【0051】
これらのなかでは、紡糸装置の構成の簡略化が容易で、製造する繊維マットの形状(厚さや目付等)を制御しやすい点で、上記(1)の方法、即ち、捕集部材を移動させる方法が望ましい。
以下、上記(1)の方法を用いる場合を例に、繊維マットの製造方法について、詳述する。
【0052】
上記(1)の方法を用いた繊維マットの製造方法では、図1に示した紡糸方法において、金属コレクター19上に捕集部材を載置しておき、この捕集部材をシート状物17の幅方法に垂直な方向(図中、右方向又は左方向)に移動させつつ、本発明の紡糸方法を連続的に行う。ここで、捕集部材の移動速度は、一定であってもよいし、経時的に変化してもよく、さらには、移動と停止とを繰り返してもよい。
なお、本発明の紡糸方法を連続的に行うには、既に説明したように、紡糸工程に進行に伴って、シート状物17を金属コレクター19側(捕集部材側)に連続的に送り出せばよい。
【0053】
上記シート状物を連続的に送り出す場合、その供給速度は特に限定されないが、通常、0.01〜10.0mm/min程度であり、好ましくは0.05〜5.0mm/min、さらに好ましくは0.1〜1.0mm/minである。速度を速くすれば生産性が高まるが、速すぎると、レーザー光照射部近傍での熱可塑性樹脂が充分溶融しないので繊維が紡糸されにくい。一方、速度が遅いと、熱可塑性樹脂が分解したり、生産性が低くなる。
【0054】
また、金属コレクター19上の捕集部材の移動速度は特に限定されず、製造する繊維シートの目付等を考慮して適宜決定すればよいが、通常、10〜2000mm/min程度である。
例えば、目付1000g/m2のシート状物の供給速度が0.5mm/minである場合、捕集部材の移動速度を1000mm/min程度に設定することにより、目付0.5g/m2程度の繊維マットを連続的に製造することができる。
【0055】
このように、本発明の繊維マットの製造方法では、原料としてシート状物を使用しているため、シートの供給速度やレーザー強度、また、捕集部材の移動速度等を調節することにより、製造する繊維マットの繊維径、厚み、目付等の形状を制御することができる。
また、本発明の繊維マットの製造方法では、原料としてシート状物を使用しており、既に説明したように、シート状物の端部を加熱溶融させる際にテーラーコーンの数を調節することができるため、このようなテーラーコーンの数の調節により、製造する繊維マットの繊維径、厚み、目付等の形状を制御することもできる。
【0056】
また、本発明の繊維マットの製造方法では、シート状物として、2種類以上の熱可塑性樹脂からなり、各熱可塑性樹脂の繊維から構成される不織布を使用した場合には、2種類以上の繊維からなる繊維マットを得る事ができるが、この場合、一旦、繊維マットを製造した後、少なくとも1種類の繊維成分を溶解除去してもよい。
既に説明したように、例えば、シート状物として2種類の繊維からなる不織布を用いて、繊維マットを製造した場合、繊維マットを構成する繊維の径が小さくなりやすい傾向にある。そのため、2種類の繊維からなる不織布を用いて繊維マットを製造した後、1種類の繊維成分を溶解除去することにより、極細繊維からなる繊維マットを容易に製造することができる。
【0057】
本発明の繊維マットの製造方法では、一旦、繊維マットを製造した後、目的に応じて、例えば、エレクトレット加工による帯電処理、プラズマ放電処理、コロナ放電処理、スルホン化処理、グラフト重合などによる親水化処理等の後加工処理を施してもよい。また、さらに二次加工を施してもよい。
【0058】
ここまで説明したような本発明の紡糸方法及び繊維マットの製造方法は、例えば、本発明の紡糸装置を用いることにより好適に行うことができる。
本発明の紡糸装置は、レーザービーム光源と、熱可塑性シート状物の端部にレーザー光を照射できる光路調節部材と、上記シート状物をレーザー照射部に供給する装置と、繊維を捕集する捕集部材と、レーザー光により溶融したシート状物と金属コレクター間に高電圧を印加できる一対の電極と、高電圧印加できる電源と、を備えることを特徴とする。
【0059】
図3は、本発明の紡糸装置の一例を模式的に示す断面図である。
図3に示すように、紡糸装置100は、レーザー光源111と、光路調節部材115と、シート状物117を連続的に送り出せるシート状物供給装置108と、シート状物117を保持する保持部材118、シート状物117に電荷を付与する電極128、繊維を捕集するための捕集部材119、電極128とシート状物117の端部117a及び捕集部材119を介して対向配置された金属コレクター129、及び、加熱装置121が配設された筐体101と、電極128、金属コレクター129のそれぞれに電圧を印加する電源120a、120bと、捕集部材119を移動させるためのプーリー109とを備えている。
【0060】
ここで、レーザー光源111は、図1に示したレーザー光源11に相当し、光路調節部材115は、図1に示した光路調節手段15に相当する。そして、レーザー光源111から出射し、光路調節部材115を介した帯状レーザー光116は、筐体101内に導入され、シート状物117の端部117aに照射される。
筐体101の上部には、モータとモータの回転運動を直線運動に変換する機構とを備えたシート状物供給装置108が取り付けられており、シート状物117は、このシート状物供給装置108に取り付けられ、連続的に筐体101内へ送り出されることとなる。
一方、シート状物117の他端近傍は、スリット部118aを備え、スリット部118aに電極128が取り付けられた保持部材118により保持されている。ここで、シート状物117は、スリット部118aに挿入されて保持されている。また、スリット部118aに挿入されたシート状物117と電極128とは常に接触しているため、電極128に電圧が印加されると、シート状物117に電荷が付与されることとなる。
【0061】
電極128と対になる金属コレクター129(電極128と対をなす電極として機能する)は、シート状物117の端部117a及び捕集部材119を介して対向する位置に配設されている。そのため、電極128及び金属コレクター129に電圧が印加された場合には、シート状物117の端部117aと捕集部材119との間には電位差が生じることとなる。電極128、金属コレクター129への電圧の印加は、それぞれに接続された電源120a、120bにより行われる。なお、紡糸装置100では、電極128が正電極であり、金属コレクター129が負電極であるが、逆の場合でも良い。
捕集部材119は、プーリー109とコンベアベルトとからなるベルトコンベアであり、コンベアベルト自体が、捕集部材119に相当する。そのため、プーリー109の駆動に伴って、捕集部材119(コンベアベルト)は所定の方向(例えば、図中、右方向)に移動する。
【0062】
紡糸装置100は、加熱装置121を備えており、シート状物117の端部117aから捕集部材119に向かって吐出され、伸長した繊維を加熱することができる。また、筐体101内には、レーザー光吸収板125及び熱吸収板131を備えている。
【0063】
このような紡糸装置100では、電極128及び金属コレクター129のぞれぞれに電圧を印加した状態で、シート状物供給装置108及び保持部材118によりシート状物117を供給しつつ、シート状物117の端部117aに帯状レーザー光116を照射することにより、既に説明したように、シート状物117の端部117aにテーラーコーンが形成され、このテーラーコーンより繊維が吐出され、金属コレクター側129に飛翔し、その結果、伸長した繊維が捕集部材119で捕集されることとなる。
そして、シート状物117を連続的に供給しつつ(連続的に繊維を吐出させつつ)、捕集部材119を移動させることにより、捕集部材119上に繊維マットを製造することができるのである。
【0064】
紡糸装置100において、捕集部材119はシート状の部材である。本発明の紡糸装置において、捕集部材119はシート状であれば特に限定されないが、紙、フィルム、各種織物、不織布、メッシュ等である。また、捕集部材が、金属あるいは表面電気抵抗値が金属と同等程度を有するシートあるいはベルトであっても良い。
【0065】
さらに、紡糸装置100において捕集部材119は、捕集する繊維の取り扱い性の点から接地(アース)してもよい。
【0066】
なお、上記紡糸装置100において、光路調節手段15は、シート状物に帯状レーザー光を照射するものに限定されず、ガルバノミラー等を使用し、スポットのレーザー光でシート状物の端部を走査することができるように構成されたものであってもよい。
【0067】
紡糸装置100において、電極128、金属コレクター129の材料は、導電性材料(通常、金属成分)であればよく、例えば、クロム等の6A族元素、白金等の8族金属元素、銅や銀等の1B族元素、亜鉛等の2B族元素、アルミニウム等の3B族元素等の金属単体や合金(アルミニウム合金やステンレス合金等)、又はこれらの金属を含む化合物(酸化銀、酸化アルミニウム等の金属酸化物等)等が挙げられる。これらの金属成分は、単独で又は二種以上組み合わせて使用できる。これらの金属成分のうち、銅、銀、アルミニウム、ステンレス合金等が特に好ましい。金属コレクター129の形状は特に限定されないが、板状、ローラー状、ベルト状、ネット状、鋸状、波状、針状、線状などが挙げられる。これらの形状のうち板状、ローラー状が特に好ましい。
【0068】
レーザー光吸収板125としては、例えば、黒体を塗装した金属や多孔質セラミック等が挙げられる。熱輻射板131としては、例えば、黒色のセラミック等が挙げられる。
【0069】
このような紡糸装置100を用いることにより、本発明の紡糸方法及び繊維マットの製造方法を好適に行うことができる。
そして、本発明の紡糸方法や繊維マットの製造方法を行うことにより、繊維や繊維マットを高い生産性で作製することができる。
なお、本発明の紡糸方法で製造した繊維、及び、本発明の繊維マットの製造方法で製造した繊維マットのぞれぞれもまた、本発明の1つである。
【0070】
本発明の繊維は、溶媒等の不純物が残留していない、材料樹脂のみからなる繊維である。
また、本発明の繊維は、繊維径の小さい極細繊維であることが望ましく、上記繊維の平均繊維径は、例えば、5μm以下であり、好ましくは100nm〜3μm程度である。また、このような平均繊維径を有する極細繊維には、例えば、50〜1000nm程度の繊維径を有する繊維が含まれていてもよい。
そして、本発明の繊維の平均繊維径は、本発明の紡糸方法の各種条件(例えば、シート状物の厚さやシート状物の供給速度、レーザー強度等)を適宜調整することにより、調整することができる。
【0071】
本発明の繊維マットは、溶媒等の不純物が残留していない、材料樹脂のみからなる極細繊維から構成された繊維マットであり、電池セパレータや高性能フィルター、細胞成長用の足場材料等に好適に使用することができる。
【0072】
上記繊維マットの厚さは、用途に応じて適宜選択すればよく、0.0001〜100mm程度の範囲から選択できるが、通常、0.001〜50mm、好ましくは0.01〜15mm、さらに好ましくは0.05〜1mm程度である。
さらに、上記繊維マットの目付も、用途に応じて選択でき、通常、0.001〜100g/m2程度であり、好ましくは0.05〜50g/m2、さらに好ましくは0.1〜10g/m2程度である。
【0073】
また、上記繊維マットは、目的に応じて、例えば、エレクトレット加工による帯電処理、プラズマ放電処理、コロナ放電処理、スルホン化処理、グラフト重合などによる親水化処理等の後加工処理を施してもよい。また、上記繊維マットは、さらに二次加工してもよい。
さらに、上記繊維マットは、他の不織布(例えば、スパンボンド不織布等)や織編物、フィルム、プレート、基板等と積層一体化されてもよい。
【実施例】
【0074】
以下、本発明について実施例を掲げてさらに詳しく説明するが、本発明はこれらの実施例のみに限定されるものではない。
【0075】
(シート状物1〜8の作製)
下記の方法でシート状物1〜8を作製した。ここで、シート状物1〜6は、高分子チップを熱プレスすることにより作製し、シート状物7、8は不織布を熱プレスすることにより作製した。
【0076】
(シート状物1〜3の作製)
下記エチレンビニルアルコール共重合体(EVOH)のチップ状試料をホットプレス(GONNO社製)で成形し、厚さ0.5mm(シート状物1)、厚さ0.75mm(シート状物2)、厚さ1.0mm(シート状物3)の3種類シート状物を作製した。熱プレス温度は200℃とした。
エチレンビニル共重合体:EVAL(クラレ社製、F104B,ethylene content=32モル%,Tm=183℃,MFI 4.4(190℃,21.2N))
【0077】
(シート状物4〜6の作製)
下記Nylon6/12のチップ状試料をホットプレス(GONNO社製)で成形し、厚さ0.5mm(シート状物4)、厚さ0.75mm(シート状物5)、厚さ1.0mm(シート状物6)の3種類シート状物を作製した。熱プレス温度は230℃とした。
Nylon6/12:aldrich 181145,pellets 2 mm,poly (hexamethylene dodecanediamide),CAS Number 26098-55-5,Tm=218℃,Tg=46℃,density 1.3g/mL at 25℃(lit.)
【0078】
(シート状物7、8の作製)
下記PP(ポリプロピレン)繊維と下記Nylon6繊維とを用いて、混綿、カーディング、ニードルパンチし、厚さ及び目付の異なる2種類のニードルパンチ不織布N/PP1、N/PP2を作製した。
PP繊維:ダイワボウポリテック株式会社製、繊維径3.3dtex、繊維長76mm。
Nylon6繊維:ユニチカ株式会社製、繊維径3.3dtex、繊維長76mm。
【0079】
N/PP1、及び、N/PP2はそれぞれPP繊維とNylon6繊維とが重量比50/50で構成された不織布であり、N/PP1は、厚さが3.4mmで目付435g/m2であり、N/PP2は、厚さが4.6mmで目付620g/m2である。
そして、N/PP1を170℃で熱プレスし、厚さを0.8mmとしたものをシート状物7とし、N/PP2を170℃で熱プレスし、厚さを1.0mmとしたものをシート状物8とした。
【0080】
このようにして作製したシート状物1〜8を、約幅130mmに切り出し、繊維マット作製用シート状物1〜8とした。
【0081】
(線状レーザー光の照射)
図3に示した紡糸装置100のレーザー光源111として、CO2レーザー(ユニバーサルレーザーシステムズ社製、波長10.6μm、出力45W、空冷型、ビーム径φ4mm)を使用した。光路調節部材115として、倍率2.5倍のビームエキスパンダーと、ビームホモジナイザー(入射ビーム径φ12mm(設計値)、出射ビーム径φ12mm(設計値))と、ホモジナイザー用コリメーションレンズ(入射ビーム径φ12mm(設計値)、出射ビーム径φ12mm(設計値))と、シリンドリカルレンズ(平凹レンズ、f−30mm)と、シリンドリカルレンズ(平凸レンズ、f−300mm)とをこの順で所定の位置に配置したものを使用した。この光路調節部材115を介することにより、スポット状のレーザー光を幅約150mm 厚さ約1.4mmの線状レーザー光に変換して図3に示した紡糸装置100のシート状物117の端部117aに照射した。
【0082】
(繊維径の測定)
走査型電子顕微鏡(キーエンス社製、VE−9800)を用いて繊維の形態を撮影した。撮影した複数枚のSEM画像から合計40本の繊維を選び、各繊維の繊維径をアドビシステムズ社製、Adobe Photoshop CS3 Extended を用いて測定し、その平均及び標準偏差を求めた。なお、電子顕微鏡観察に先立ち、前処理として、イオンコータ(サンユー電子社製、SC−701)を用いて、繊維に金を蒸着した。
【0083】
(実施例1−1)
紡糸装置として、図3に示した紡糸装置100を使用し、シート状物1(厚さ0.5mm)を用いて繊維(繊維マット)を作製した。作製した繊維マットの平均繊維径及び繊維の標準偏差は、表1及び図4のグラフに示した。
シート状物1の供給速度Frは、0.25mm/minとした。
レーザー光の出力Lpは、34.4Wとした。
電極128の下端と捕集部材119の上面との距離Cdは、10cmとした。
電極128と捕集部材119との間の電位差Hvは、40kVとした。
【0084】
(実施例2−1、3−1)
シート状物1(厚さ0.5mm)、に替えて、シート状物2(厚さ0.75mm)、シート状物3(厚さ1.0mm)を使用した以外は、実施例1−1と同様にして、繊維(繊維マット)を作製した。作製した繊維マットの平均繊維径及び繊維の標準偏差は、表1及び図4のグラフに示した。
【0085】
(実施例1−2、2−2、3−2)
シート状物1(厚さ0.5mm)、シート状物2(厚さ0.75mm)、シート状物3(厚さ1.0mm)を使用して、レーザー光出力を45Wにした以外は、実施例1−1、2−1、3−1と同様にして、繊維(繊維マット)を作製した。作製した繊維マットの平均繊維径及び繊維の標準偏差は、表1及び図4のグラフに示した。また、図4には、実施例1−2、2−2、3−2で作製した繊維マットの電子顕微鏡写真も示した。
【0086】
【表1】
【0087】
(実施例2−3〜2−6)
紡糸装置として、図3に示した紡糸装置100を使用し、シート状物2(厚さ0.75mm)を用いて繊維(繊維マット)を作製した。作製した繊維マットの平均繊維径及び繊維の標準偏差は、表2及び図5のグラフに示した。
レーザー光の出力Lpは、34.4Wとした。
電極128の下端と捕集部材119の上面との距離Cdは、10cmとした。
電極128と捕集部材119との間の電位差Hvは、40kVとした。
シート状物2の供給速度Frは、1、0.75、0.5、0.1mm/minと変化させた。
【0088】
(実施例2−7〜2−10)
レーザー光出力を45Wにした以外は、実施例2−3〜2−6と同様にして、繊維(繊維マット)を作製した。作製した繊維マットの平均繊維径及び繊維の標準偏差は、表2及び図5のグラフに示した。また、図5には、実施例2−7、2−8、2−10で作製した繊維マットの電子顕微鏡写真も示した。
【0089】
【表2】
【0090】
(実施例4−1)
紡糸装置として、図3に示した紡糸装置100を使用し、シート状物4(厚さ0.5mm)を用いて繊維(繊維マット)を作製した。作製した繊維マットの平均繊維径及び繊維の標準偏差は、表3及び図6のグラフに示した。
シート状物4の供給速度Frは、0.25mm/minとした。
レーザー光の出力Lpは、34.4Wとした。
電極128の下端と捕集部材119の上面との距離Cdは、10cmとした。
電極128と捕集部材119との間の電位差Hvは、40kVとした。
【0091】
(実施例5−1、6−1)
シート状物4(厚さ0.5mm)、に替えて、シート状物5(厚さ0.75mm)、シート状物6(厚さ1.0mm)を使用した以外は、実施例4−1と同様にして、繊維(繊維マット)を作製した。作製した繊維マットの平均繊維径及び繊維の標準偏差は、表3及び図6のグラフに示した。
【0092】
(実施例4−2、5−2、6−2)
シート状物4(厚さ0.5mm)、シート状物5(厚さ0.75mm)、シート状物6(厚さ1.0mm)を使用して、レーザー光出力を45Wにした以外は、実施例4−1、5−1、6−1と同様にして、繊維(繊維マット)を作製した。作製した繊維マットの平均繊維径及び繊維の標準偏差は、表3及び図6のグラフに示した。また、図6には、実施例4−2、5−2、6−2で作製した繊維マットの電子顕微鏡写真も示した。
【0093】
【表3】
【0094】
(実施例5−3〜5−6)
紡糸装置として、図3に示した紡糸装置100を使用し、シート状物5(厚さ0.75mm)を用いて繊維(繊維マット)を作製した。作製した繊維マットの平均繊維径及び繊維の標準偏差は、表4及び図7のグラフに示した。
レーザー光の出力Lpは、34.4Wとした。
電極128の下端と捕集部材119の上面との距離Cdは、10cmとした。
電極128と捕集部材119との間の電位差Hvは、40kVとした。
シート状物2の供給速度Frは、1、0.75、0.5、0.1mm/minと変化させた。
【0095】
(実施例5−7〜5−10)
レーザー光出力を45Wにした以外は、実施例5−3〜5−6と同様にして、繊維(繊維マット)を作製した。作製した繊維マットの平均繊維径及び繊維の標準偏差は、表4及び図7のグラフに示した。また、図7には、実施例5−7、5−9、5−10で作製した繊維マットの電子顕微鏡写真も示した。
【0096】
【表4】
【0097】
(実施例7−1、8−1)
紡糸装置として、図3に示した紡糸装置100を使用し、シート状物7(厚さ0.8mm)及びシート状物8(厚さ1.0mm)を用いて繊維(繊維マット)を作製した。
レーザー光の出力Lpは、34.4Wとした。
電極128の下端と捕集部材119の上面との距離Cdは、10cmとした。
電極128と捕集部材119との間の電位差Hvは、40kVとした。
シート状物2の供給速度Frは、1mm/minとした。結果は、表5及び図8、図9に示した。図8は、実施例で作製した繊維マットの平均繊維径及び繊維の標準偏差のグラフで、図9は、電子顕微鏡写真である。
【0098】
(実施例7−2、8−2)
紡糸装置として、図3に示した紡糸装置100を使用し、シート状物7(厚さ0.8mm)及びシート状物8(厚さ1.0mm)を用いて繊維(繊維マット)を作製した。
レーザー光の出力Lpは、40Wとした。
電極128の下端と捕集部材119の上面との距離Cdは、10cmとした。
電極128と捕集部材119との間の電位差Hvは、40kVとした。
シート状物2の供給速度Frは、1mm/minとした。結果は、表5及び図8、図9に示した。図8は、実施例で作製した繊維マットの平均繊維径及び繊維の標準偏差のグラフで、図9は、電子顕微鏡写真である。
【0099】
【表5】
【0100】
図10に、実施例7−1で作製した繊維のDSC曲線を示す。作製された繊維では結晶化、溶融によるブロードな曲線で、Nylon6の溶融による吸熱ピークのみが明確に観察された。
蟻酸を用いて、作製された繊維からNylon6成分を取り除いたところ、PP由来の吸熱ピークのみが見られた。作製された繊維にはNylon6とPPの両成分が含まれていることが確認できた。ギ酸を用いて、Nylon6成分を取り除いた前後の電子顕微鏡写真を図11に示した。
【産業上の利用可能性】
【0101】
本発明の紡糸方法、繊維マットの製造方法、紡糸装置、繊維及び繊維マットは、繊維、特に極細繊維や、このような繊維からなる繊維マットに関する技術である。そのため、セパレータや高性能フィルター、細胞成長用の足場材料をはじめ、産業用資材(油吸着材、皮革基布、セメント用配合材、ゴム用配合材、各種テープ基材等)、医療・衛生材(紙おむつ、ガーゼ、包帯、医療用ガウン、サージカルテープ等)、生活関連資材(ワイパー、印刷物基材、包装・袋物資材、収納材、エアーフィルター、液体フィルター等)、衣料用材、内装材用(断熱材、吸音材等)、建設資材、農業・園芸用資材、土木用資材(土壌安定材、濾過用資材、流砂防止材、補強材等)、鞄・靴材等の分野で利用できる。
【0102】
特に、繊維マットは、電池用セパレータ(ニッケル−カドミウム電池、ニッケル−水素電池等のアルカリ二次電池等)やキャパシター用セパレータ、高性能フィルター、組織医学工学材料(人工膜)、細胞増殖用足場材料等として好適である。
【符号の説明】
【0103】
11、111 レーザー光源
16、116 線状レーザー光
17、117 シート状物
18、118 保持部材
19 金属コレクター
20、120a、120b 電源
115 光路調節部材
119 捕集部材
121 加熱装置
128 電極
129 金属コレクター
【特許請求の範囲】
【請求項1】
熱可塑性樹脂からなるシート状物に線状レーザー光を照射して前記シート状物の端部を線状に加熱溶融させるとともに、溶融した部分と金属コレクターとの間に電位差を設けることにより、前記シート状物の加熱溶融した部分に針状突出部を形成し、この針状突出部から吐出される繊維を金属コレクター方向に飛翔させ、金属コレクターあるいは、上記溶融部分と金属コレクター間に介在させた捕集部材上に捕集することを特徴とする
紡糸方法。
【請求項2】
前記針状突出部は、シート状物の加熱溶融した部分に溶融長さ2cm当たり1個以上形成する請求項1に記載の紡糸方法。
【請求項3】
前記シート状物は、熱可塑性樹脂からなる高分子シートである請求項1又は2に記載の紡糸方法。
【請求項4】
前記シート状物は、熱可塑性繊維からなる繊維集合体から作製されたシートである請求項1又は2に記載の紡糸方法。
【請求項5】
前記シート状物は、少なくとも2種類以上の熱可塑性繊維からなる繊維集合体から作製されたシートである請求項1又は2に記載の紡糸方法。
【請求項6】
金属コレクター方向に飛翔させた繊維の捕集位置を経時的に移動させつつ、請求項1〜5のいずれかに記載の紡糸方法を連続的に行うことを特徴とする繊維マットの製造方法。
【請求項7】
前記捕集位置の移動は、捕集部材を移動させることにより行う請求項6に記載の繊維マットの製造方法。
【請求項8】
レーザービーム光源と、熱可塑性シート状物の端部にレーザー光を照射できる光路調節部材と、前記シート状物をレーザー照射部に供給する装置と、繊維を捕集する捕集部材と、レーザー光により溶融したシート状物と金属コレクター間に高電圧を印加できる一対の電極と、高電圧印加できる電源と、を備えることを特徴とする紡糸装置。
【請求項9】
前記シート状物から吐出された繊維を加熱する加熱装置を備える請求項8に記載の紡糸装置。
【請求項10】
前記捕集部材を経時的に移動させる移動手段を備える請求項8又は9に記載の紡糸装置。
【請求項11】
請求項1〜5のいずれかに記載の紡糸方法を用いて製造されたことを特徴とする繊維。
【請求項12】
請求項6又は7に記載の繊維マットの製造方法により製造されたことを特徴とする繊維マット。
【請求項1】
熱可塑性樹脂からなるシート状物に線状レーザー光を照射して前記シート状物の端部を線状に加熱溶融させるとともに、溶融した部分と金属コレクターとの間に電位差を設けることにより、前記シート状物の加熱溶融した部分に針状突出部を形成し、この針状突出部から吐出される繊維を金属コレクター方向に飛翔させ、金属コレクターあるいは、上記溶融部分と金属コレクター間に介在させた捕集部材上に捕集することを特徴とする
紡糸方法。
【請求項2】
前記針状突出部は、シート状物の加熱溶融した部分に溶融長さ2cm当たり1個以上形成する請求項1に記載の紡糸方法。
【請求項3】
前記シート状物は、熱可塑性樹脂からなる高分子シートである請求項1又は2に記載の紡糸方法。
【請求項4】
前記シート状物は、熱可塑性繊維からなる繊維集合体から作製されたシートである請求項1又は2に記載の紡糸方法。
【請求項5】
前記シート状物は、少なくとも2種類以上の熱可塑性繊維からなる繊維集合体から作製されたシートである請求項1又は2に記載の紡糸方法。
【請求項6】
金属コレクター方向に飛翔させた繊維の捕集位置を経時的に移動させつつ、請求項1〜5のいずれかに記載の紡糸方法を連続的に行うことを特徴とする繊維マットの製造方法。
【請求項7】
前記捕集位置の移動は、捕集部材を移動させることにより行う請求項6に記載の繊維マットの製造方法。
【請求項8】
レーザービーム光源と、熱可塑性シート状物の端部にレーザー光を照射できる光路調節部材と、前記シート状物をレーザー照射部に供給する装置と、繊維を捕集する捕集部材と、レーザー光により溶融したシート状物と金属コレクター間に高電圧を印加できる一対の電極と、高電圧印加できる電源と、を備えることを特徴とする紡糸装置。
【請求項9】
前記シート状物から吐出された繊維を加熱する加熱装置を備える請求項8に記載の紡糸装置。
【請求項10】
前記捕集部材を経時的に移動させる移動手段を備える請求項8又は9に記載の紡糸装置。
【請求項11】
請求項1〜5のいずれかに記載の紡糸方法を用いて製造されたことを特徴とする繊維。
【請求項12】
請求項6又は7に記載の繊維マットの製造方法により製造されたことを特徴とする繊維マット。
【図1】

【図3】
【図8】

【図10】
【図2】
【図4】

【図5】

【図6】
【図7】

【図9】
【図11】
【図3】
【図8】
【図10】
【図2】
【図4】
【図5】
【図6】
【図7】
【図9】
【図11】
【公開番号】特開2010−275661(P2010−275661A)
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願番号】特願2009−129680(P2009−129680)
【出願日】平成21年5月28日(2009.5.28)
【出願人】(504145320)国立大学法人福井大学 (287)
【出願人】(000229863)アンビック株式会社 (35)
【Fターム(参考)】
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願日】平成21年5月28日(2009.5.28)
【出願人】(504145320)国立大学法人福井大学 (287)
【出願人】(000229863)アンビック株式会社 (35)
【Fターム(参考)】
[ Back to top ]