
紡糸方法
【課題】リング精紡機で複合成分/複合構造のヤーンを作ることができる紡糸方法を提供する。
【解決手段】前部ローラー5を備えるリング紡績機の牽伸領域に、2本の平行な粗糸a,a´を導入して牽伸し、2本の平行なフィラメントb,b´を、前部ローラー5の後方から、2本の粗糸に対して平行に供給し、前部ローラー5の前口で一方のフィラメントbを一方の粗糸aと組み合わせるとともに他方のフィラメントb´を他方の粗糸a´と組み合わせ、前部ローラー5の前口から出た2本の牽伸された粗糸a,a´と2本のフィラメントb,b´とを、加撚三角領域において撚り合わせ、撚り合わせたヤーンを、ガイドワイヤー6を経て、ヤーンボビン7に巻きつけることを特徴とする。
【解決手段】前部ローラー5を備えるリング紡績機の牽伸領域に、2本の平行な粗糸a,a´を導入して牽伸し、2本の平行なフィラメントb,b´を、前部ローラー5の後方から、2本の粗糸に対して平行に供給し、前部ローラー5の前口で一方のフィラメントbを一方の粗糸aと組み合わせるとともに他方のフィラメントb´を他方の粗糸a´と組み合わせ、前部ローラー5の前口から出た2本の牽伸された粗糸a,a´と2本のフィラメントb,b´とを、加撚三角領域において撚り合わせ、撚り合わせたヤーンを、ガイドワイヤー6を経て、ヤーンボビン7に巻きつけることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、さまざまな構造を有するヤーンを製造するための紡糸方法に関するものである。この紡糸方法は、リング精紡機において使用されるものであり、繊維加工の分野に属する。
【背景技術】
【0002】
繊維材料の科学技術の進歩と、衣服の織物,様式、デザインの要求の増大に伴い、紡糸技術に対する要求は高まっている。たとえば、高番手ヤーンや、多成分複合ヤーンなどがあげられる。また、より多くの研究が紡糸技術についてなされており、さまざまな紡糸方法が開発されてきている。たとえば、サイロフィル紡績,サイロ紡績,コンパクト紡績,ケーブル紡績などがある。これらの新しい紡糸技術は、紡糸加工手段を大幅に充実させ、ヤーンの品質を大いに向上させている。
【0003】
たとえば、サイロフィル紡績では、コアスパンヤーンを、フィラメントとステープル・ファイバー粗糸で製造することができる。サイロ紡績では、2本の粗糸を組み合わせて加撚することができ、これによりヤーンの品質、及び精紡機で作るヤーンの限界繊度を向上させることができる。ケーブル紡績では、溝付ローラーを用いて粗糸を多数のより糸に分割し、複数のより糸を組み合わせて加撚する方法であって、これにより毛羽立ちを減少させ、ヤーンの品質を向上させる。コンパクト紡績は、毛羽立ち性を改善する方法であり、繊維の形成を減少させるために、負圧風吸引法や磁力加圧法などを用い、加撚した複数のより糸の繊維の動きを制御する。これによりヤーンの密度と品質を向上させる。
【0004】
しかしながら、上述の新しい紡糸方法は、織物原料やさまざまな種類のヤーンなどに対する人々の要求に未だ応えることができていない。例えば、サイロフィル紡績は1本のフィラメントと1本のステープル・ファイバー粗糸でコアスパンヤーンを製造できるが、包覆効果はあまり良くない。即ち、中心のコアヤーンが露出する傾向にある。サイロ紡績は、2本の粗糸を組み合わせて加撚することができるが、高番手糸を製造する際には、多くの糸切れが生じる。これは、加撚三角領域における各粗糸の繊維が非常に小さいためである。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、現在の新しい織物原料や特別な構造を有するヤーン等のための、紡糸に対する要求に鑑みてなされたものであって、リング精紡機で複合成分/複合構造のヤーンを作ることができる紡糸方法を提供する。
【課題を解決するための手段】
【0006】
本発明の紡糸方法は、リング精紡機の各牽伸機構における、後部ローラー2と、後部レザー・ローラー2’と、中間ローラー3と、中間レザー・ローラー3’と、エプロン4と、前部ローラー5と、前部レザー・ローラー5’と、を備える牽伸領域に、粗紡ボビンから解かれた2本のステープル・ファイバー粗糸a、a’を、ガイドトランペット1を介して平行に導入して牽伸し、2本のフィラメントb、b’を、前部ローラー5の後方から、位置決めガイドワイヤーまたはガイドホイールによって導きながら互いに平行に、且つ2本の粗糸a、a’に対しても平行に供給し、前部ローラー5の前口で一方のフィラメントbを一方の粗糸aと組み合わせるとともに他方のフィラメントb’を他方の粗糸a’と組み合わせ、前部ローラー5の前口から出た2本の牽伸された粗糸a、a’と2本のフィラメントb、b’とを、加撚三角領域において撚り合わせ、撚り合わせたヤーンを、ガイドワイヤー6を経て、ヤーンボビン7に巻きつけることを特徴とする。
【0007】
上述の本発明の紡糸方法では、前部ローラー5の前口において、互いに平行に配置されたフィラメントb、b’が、互いに平行に配置された粗糸a、a’の内側に配置されるか、互いに平行に配置されたフィラメントb、b’が、互いに平行に配置された粗糸a、a’の外側に配置されるか、一方のフィラメントbが、一方の粗糸aと重複して配置されるとともに他方のフィラメントb’が、他方の粗糸a’と重複して配置されるか、または、互いに平行に配置されたフィラメントb、b’が、互いに平行に配置された粗糸a、a’に対して交互に配置されることが好ましい。
【0008】
あるいは、2本のステープル・ファイバー粗糸a、a’は、同じ繊維材料から成り、2本のフィラメントb、b’は、同じ繊維材料から成ることが好ましい。
【0009】
あるいは、2本のステープル・ファイバー粗糸a、a’は、異なる繊維材料から成り、2本のフィラメントb、b’は、異なる繊維材料から成ることが好ましい。
【0010】
また、上述の2本のフィラメントb、b’は、生糸、化学繊維フィラメント、または短繊維ヤーンであることが好ましい。
【発明の効果】
【0011】
上述の方法を用いて、供給される2本の粗糸と供給される2本のフィラメントの相対位置を変えることで、1台のリング精紡機で、例えば芯構造、包覆構造またはプライ類似構造等を持つ複合成分/複合構造ヤーンを製造することができる。そのため、ヤーン構造を精密に確定し、更に緊密にすることが可能となる。それによって、ヤーンの毛羽立ちや強度や糸むらが改良される。また、本発明においては、2本のフィラメントが加撚三角領域において2本の粗糸を補強し、糸切れを避けることができる。また、本発明の紡糸方法を用いることで、従来の紡績装置で大麻繊維や羅布麻繊維等の特殊ファイバー・ヤーンを製造することができ、織物材料の範囲が拡大される。さらに、従来の装置の改良は簡単であり、改良された装置は便利良く使用される。
【図面の簡単な説明】
【0012】
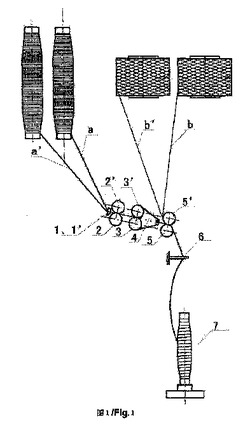
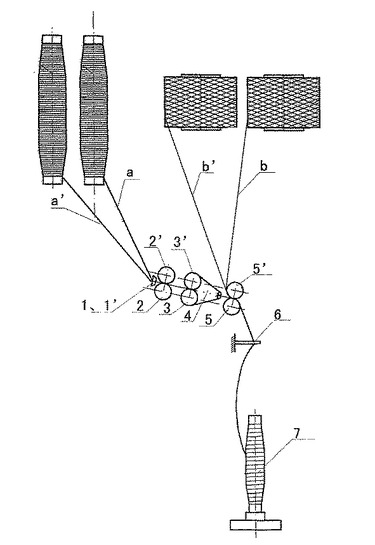
【図1】本発明における技術プロセスの概略図である。
【図2】図1における作動原理を表す牽伸加撚領域の概略図である。
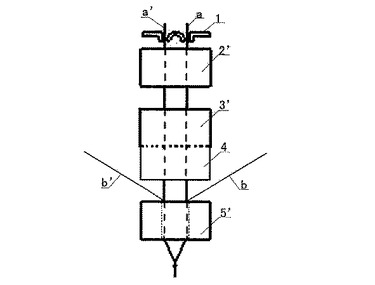
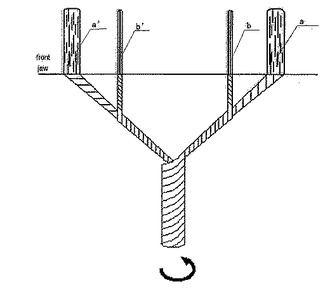
【図3】フィラメントを粗糸の外側で供給する場合の概略図である。
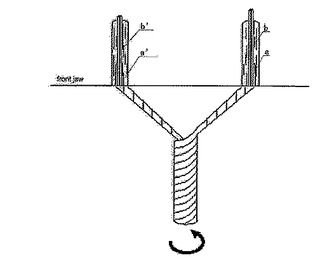
【図4】フィラメントを粗糸の内側で供給する場合の概略図である。
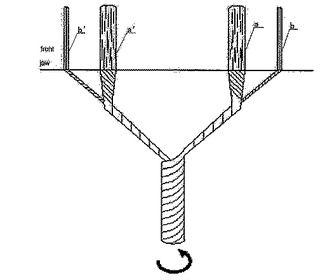
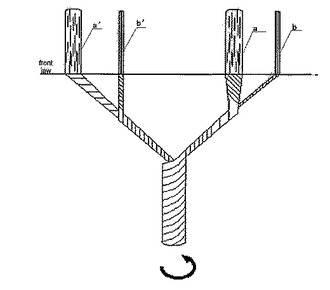
【図5】フィラメントと粗糸を重ねて供給する場合の概略図である。
【図6】フィラメントと粗糸を互い違いに供給する場合の概略図である。
【発明を実施するための形態】
【0013】
図1と図2を参照すると、リング精紡機の各牽伸機構において、複数の粗紡ボビンから解かれた2本のステープル・ファイバー粗糸a,a’が、ガイドトランペット1を平行に通り抜け、牽伸領域に至り、牽伸される。牽伸領域には、後部ローラー2、後部レザー・ローラー2’、中間ローラー3、中間レザー・ローラー3’、エプロン4、前部ローラー5、そして前部レザー・ローラー5’がある。2本のフィラメントb、b’を、前部ローラー5の後方から供給し、前部ローラー5と前部レザー・ローラー5'の間の前口で、各々2本の粗糸a、a’と組み合わせる。2本の牽伸された粗糸a、a’そして2本のフィラメントb、b’は、前部ローラー5の前口から出てきて、加撚三角領域に入り、撚り合わせられ、それからガイドワイヤー6を経てヤーンボビン7の上に巻きつけられる。
【0014】
本発明の作動原理を表すために、2本のフィラメントb、b’そしてステープル・ファイバー粗糸a、a’を様々な相対位置から供給するときの概略図を図3から図6に示す。フィラメントb、b’がステープル・ファイバー粗糸a、a’に対して様々な相対位置にあるときに、フィラメントb、b’の供給張力の調整や、フィラメントb、b’の繊度の選択や撚係数の選択を行うことで、様々なヤーン構造を得ることができる。図3に示す供給方式においては、ステープル・ファイバー粗糸a、a’をフィラメントb、b’の内側に置くことで、包覆ヤーンを製造することができる。図4に示す供給方式においては、フィラメントb、b’をステープル・ファイバー粗糸a、a’の内側に置くことで、コアスパンヤーンを製造することができる。図5、6に示す供給方式においては、プライヤーンに類似した構造を持つヤーンを製造することができる。言うまでもなく、もし加工パラメータが不適当に設定された場合、製造されたヤーンは、フィラメントb、b’とステープル・ファイバー粗糸a、a’が混ざった無秩序な構造を持ちうる。しかしそれでも、毛羽立ちや強度等のヤーンの全体的な品質水準は改良されうる。
【0015】
本発明の技術的手段は、毛紡績、綿紡績、麻紡績や絹紡績のような紡績過程に適用されることができる。換言すれば、ステープル・ファイバー粗糸a、a’は、綿、羊毛、麻、絹または短い化学繊維でできた粗糸であってもよい。また、2本のステープル・ファイバー粗糸a、a’は、互いに同じ原料もしくは互いに異なる原料から成っていてもよい。供給されるフィラメントb、b’は、化学繊維フィラメント、生糸、もしくは短繊維から成るヤーンであってもよい。
【0016】
本発明の技術手段は、高番手ヤーンや超高番手ヤーン、そして、従来の紡糸方法では製造が難しい、長さが短く、強度が低く、抱合力が乏しいファイバー・ヤーン、例えばウルトラファイン・ウール・ファイバー、カポック・ファイバー、海藻繊維、羅布麻繊維、玄武岩繊維、大麻繊維や兎毛繊維等を製造するのにも適用されうる。従って、本発明は様々な原料に適用されうる。
【0017】
本発明の技術手段は、供給するステープル・ファイバー粗糸とフィラメントの数を変えることにより、サイロ紡績やサイロフィル紡績の効果をも成し遂げることができ、よって、サイロ紡績やサイロフィル紡績の代替方法となりうる。供給される2本の粗糸が組み合わせられるか、もしくは1本の粗糸が直接に供給されるならば、本発明により製造されたヤーンは、サイロフィル紡績によって製造されたヤーンと同じヤーン構造を持つ。フィラメントなしで2本の粗糸のみが供給されるならば、本発明により製造されたヤーンは、サイロ紡績によって製造されたヤーンと同じヤーン構造を持つ。本発明は、他にも多数の変化が可能である。例えば、2本の粗糸と、この2本の粗糸の間に配置された1本のフィラメントを供給する。もしくは、2本のフィラメントと、この2本のフィラメントの間に配置された1本の粗糸を供給する。従って、本発明の技術的手段により、多くの種類の複合ヤーンを製造することができ、よって、本発明を広く用いることができる。
【0018】
以下、本願発明の技術的特徴と有用性について、実施例を用いて説明する。
【0019】
実施例1:綿リング精紡機によるシルク風ヤーンの紡糸方法
【0020】
2本の綿粗糸a、a’が粗紡ボビンから引き出され、ガイドトランペット1を介して、平行に牽伸領域に導入され、牽伸される。2本の生糸b、b’は、位置決めガイドワイヤーまたはガイドホイールによって導かれながら、前部ローラー5の後方から供給される。生糸b、b’は、綿粗糸a、a’に対して平行に、そして綿粗糸a、a’の外側に配置されている。牽伸された2本の綿粗糸a、a’、及び2本の生糸b、b’は、前部ローラー5の前口から出てきて、加撚三角領域に入り、撚り合わせられ、それからガイドワイヤー6を経て、ヤーンボビン7に巻きつけられる。このようにして製造されるヤーンは、生糸の表面と、綿粗糸の芯を有している。したがって、このようなヤーンにより製造された織物は、絹の風合いを持ち、かつ、低価格である。
【0021】
実施例2:羊毛コアスパンヤーンの紡糸方法
【0022】
2本の羊毛粗糸a、a’が粗紡ボビンから引き出され、ガイドトランペット1を介して、平行に牽伸領域に導入され、牽伸される。2本のポリエステルフィラメントb、b’は、位置決めガイドワイヤーまたはガイドホイールによって導かれながら、前部ローラー5の後方から供給される。フィラメントb、b’は、羊毛粗糸a、a’に対して平行に、そして羊毛粗糸a、a’の内側に配置されている。牽伸された2本の羊毛粗糸a、a’、及び2本のポリエステルフィラメントb、b’は、前部ローラー5の前口から出てきて、加撚三角領域に入り、撚り合わせられ、それからガイドワイヤー6を経て、ヤーンボビン7に巻きつけられる。このようにして製造されたヤーンは、羊毛の表面と、ポリエステルフィラメントの芯を有している。従って、このヤーンはウール風でありながらも、強度が改善されており、かつ、低価格である。
【0023】
実施例3:苧麻高番手ヤーンの紡糸方法
【0024】
2本の苧麻粗糸a、a’が、粗紡ボビンから引き出され、ガイドトランペット1を介して、平行に牽伸領域に導入され、牽伸される。50〜120デニールの2本のポリエステルフィラメントb、b’は、ガイドワイヤーまたはガイドホイールによって導かれながら、前部ローラー5の後方から供給される。ポリエステルフィラメントb、b’は、それぞれ苧麻粗糸a、a’に対して平行に配置されており、一方のポリエステルフィラメントbは、一方の粗糸aと重なり、他方のポリエステルフィラメントb’は、他方粗糸a’と重なる。牽伸された2本の苧麻粗糸a、a’、及び2本のポリエステルフィラメントb、b’は、前部ローラー5の前口から出てきて、加撚三角領域に入り、撚り合わせられ、それからガイドワイヤー6を経て、ヤーンボビン7に巻きつけられる。
【0025】
従来の方法では、苧麻で高番手ヤーンを製造することは困難である。これは、苧麻は直径が大きく、剛性が大きく、抱合力が乏しいからである。サイロフィル紡績を採用することで、80番手以上の高番手ヤーンを製造できる。とはいえ、そのようにして製造されたヤーンは従来の芯構造を有し、苧麻繊維が剥落しやすく、このことはその後の加工や使用効果に影響を与えうる。上記の本発明の技術手段を採用して製造されたヤーンは、サイロフィル紡績によって2本のヤーンを組み合わせて加撚することで形成されたヤーンと同様のものとなる。そして、ポリエステルフィラメントと短い苧麻繊維は相互にさらに緊密に絡み合い結合しており、このことは苧麻繊維が剥落することを有効に防止し、明らかにヤーンの毛羽立ち性を改善できる。
【0026】
実施例4:羊毛超高番手ヤーンの紡糸方法
【0027】
ウルトラファイン・ウールでできた2本の粗糸a、a’が粗紡ボビンから引き出され、ガイドトランペット1を介して、平行に牽伸領域に導入され、牽伸される。2本の20〜50デニールの水溶性ビニロンフィラメントb、b’はガイドワイヤーまたはガイドホイールによって導かれながら前部ローラー5の後方から供給される。ビニロンフィラメントb、b’は、粗糸a、a’に対して平行に、そして粗糸a、a’の外側に配置されている。牽伸された2本の粗糸a、a’、及び2本のビニロンフィラメントb、b’は、前部ローラー5の前口から出てきて、加撚三角領域に入り、撚り合わせられ、それからガイドワイヤー6を経て、ヤーンボビン7に巻きつけられる。こうして水溶性ビニロンで覆われた羊毛ヤーンを製造し、その次に水溶性ビニロンを温水中で溶解し、高番手の純粋な羊毛ヤーンを製造する。ヤーンの繊度をさらに向上させるために、供給される2本の粗糸a、a’を一体化してもよい、即ち、1本の粗糸のみ供給してもよい。
【0028】
一般的に超高番手ヤーンとは、120Ne(英式糸番手)以上の綿ヤーンか、220Nm(メートル糸番手)の羊毛ヤーンを指す。糸番手が高いため、ヤーンの断面における繊維の数は非常に少なく(限界数に近い)、超高番手ヤーンを直接紡糸して製造することは難しい。これまでのところ超高番手ヤーンは、キャリヤー水溶性繊維とともに紡糸し、その後キャリヤー水溶性繊維を溶かすことで製造される。現在、超高番手ヤーンは、主としてキャリヤー・フィラメント・サイロフィル紡績を採用することで製造される。サイロフィル紡績においては、製造されたヤーンの断面における繊維の数が非常に少なく、芯が十分に覆われていない。そのため、紡糸中において多くの糸切れが生じ、また水溶性フィラメントが溶かされた後、表面に多くの毛羽立ちが現れ、ヤーンの品質に影響を与える。しかしながら、本発明の紡糸方法により作られた超高番手ヤーンでは、キャリヤー・フィラメント・ファイバーが、ヤーンの表面に位置しており、フィラメントが溶解した後でも、ヤーンの構造が変化することはない。したがって、その繊維は良い品質を有する。さらに紡糸中において、前部ローラー5の前口から出てきた繊維は、フィラメント・ファイバーによって補強され、ヤーンの糸切れも防止でき、これにより紡糸効率が向上する。
【0029】
実施例5:特殊ファイバー・ヤーンの紡糸方法
【0030】
現在、繊維製造技術の発展とともに、優れた特性を有する多くの天然繊維が開発されている。これは、例えば、大麻繊維や、羅布麻繊維などがあげられる。これらの繊維は、繊維の長さが短く、強度が低いため、精紡機での製造が難しい。しかし、本発明の紡糸方法を採用することにより、これらの繊維を紡ぐことができる。大麻繊維を例として、以下、その方法を詳細に説明する。
【0031】
大麻繊維でできた2本の粗糸a、a’が、粗紡ボビンから引き出されて、ガイドトランペット1を介して、平行に牽伸領域に導入され、牽伸される。20〜120デニールの2本のポリエステルまたは他の化学フィラメントb、b’は、ガイドワイヤーまたはガイドホイールによって導かれながら前部ローラー5の後方から供給される。フィラメントb、b’は、大麻粗糸a、a’に対して平行であり、フィラメントb、b’は、粗糸a、a’と交互に配置される。2本の牽伸された粗糸a、a’、及び2本のフィラメントb、b’は、前部ローラー5の前口から出てきて、加撚三角領域に入り、撚り合わせられ、それからガイドワイヤー6を経て、ヤーンボビン7に巻きつけられる。フィラメントの化学繊維は、大麻繊維を増強することができる。これにより、紡糸中において前部ローラー5の前口から出てきた後、大麻繊維の加撚を確実にできる。そして、加撚三角領域における短い大麻繊維の糸切れを避けることができる。このようにして製造されたヤーンの中にフィラメントが存在するため、製造されたヤーンはヤーン紡糸における力学的要件を満たすことができる。さらに、フィラメントが短い大麻繊維を包むため、ヤーンは大麻繊維の特徴を有する。
【0032】
実施例6:無撚ヤーンの紡糸方法
【0033】
無撚ヤーンは、中心に撚られていない互いに平行な真直ぐの繊維束を有し、かつ、その表面に繊維が巻きつけられたヤーンである。無撚ヤーンは膨らみがあり、タオルや肌着を作るための材料として好ましい。現在、無撚ヤーンはサイロフィル紡績を用いて製造されるが、ヤーンの品質を確保することは難しい。しかし、無撚ヤーンは、本発明の紡糸方法を用いることで、容易に製造することができる。
【0034】
優れた長繊維綿でできた2本の粗糸a、a’が、粗紡ボビンより引き出され、そして、ガイドトランペット1を介して、平行に牽伸領域に導入され、牽伸される。80Ne以上の2本のS撚りの短繊維ヤーンb、b’は、位置決めガイドワイヤーまたはガイドホイールによって導かれながら、前部ローラー5の後方から供給される。S撚りの短繊維ヤーンb、b’は、綿粗糸a、a’に対して平行であり、そして綿粗糸a、a’の内側に配置される。牽伸された2本の粗糸a、a’、及びS撚りのヤーンb、b’は、前部ローラー5の前口から出てきて加撚三角領域に入り、Z撚りを加えられる。それからガイドワイヤー6を経て、ヤーンボビン7に巻きつけられる。これにより、真直ぐで互いに平行な中間繊維と、緊密に巻かれた表側の繊維を有するZ撚りの無撚ヤーンが製造される。ヤーンの最終的な番手を高めるには、供給されるS撚りの短繊維ヤーンの2本のうち1本を省けばよい。即ち、S撚りの短繊維ヤーンを1本のみを供給すればよい。そしてこのS撚りの短繊維ヤーンは2本の粗糸a、a’の間に置かれる。このような方法で、真直ぐで互いに平行な中間繊維と、緊密に巻かれた表側の繊維を有するZ撚りの無撚ヤーンも製造することができる。
【0035】
実施例7:ポリエステル・ビスコース混紡弾性ヤーンの紡糸方法
【0036】
2本の粗糸a、a’が粗紡ボビンから引き出され、ガイドトランペット1を介して、平行に牽伸領域に導入され、牽伸される。粗糸aはビスコース・ステープル・ファイバーでできており、粗糸a’は、ポリエステル・ステープル・ファイバーでできている。2本のポリウレタン・フィラメントb、b’は、位置決めガイドワイヤーまたはガイドホイールによって導かれながら、前部ローラー5の後方から供給される。ポリウレタン・フィラメントb、b’は、粗糸a、a’に対して平行に、そして粗糸a、a’の内側に配置される。2本の牽伸された粗糸a、a’、及び2本のポリウレタン・フィラメントb、b’は、前部ローラー5の前口から出てきて、加撚三角領域に入り、撚り合わせられ、それからガイドワイヤー6を経て、ヤーンボビン7に巻きつけられる。その結果、ポリエステル・ビスコース混紡弾性ヤーンが製造される。
【0037】
実施例8:綿リング精紡機によるシルク風弾性ヤーンの紡糸方法
【0038】
2本の綿粗糸a、a’が、粗紡ボビンから引き出され、そして、ガイドトランペット1を介して、平行に牽伸領域に導入され、牽伸される。生糸b、及びポリウレタン・フィラメントb’は、位置決めガイドワイヤーまたはガイドホイールによって導かれながら、前部ローラー5の後方から供給される。生糸b、及びポリウレタン・フィラメントb’はそれぞれ、綿粗糸a、a’に対して平行に配置される。生糸bは綿粗糸a、a’の外側に位置し、ポリウレタン・フィラメントb’は、綿粗糸a、a’の内側に位置する。牽伸された2本の綿粗糸a、a’、及び生糸bとポリウレタン・フィラメントb’は、前部ローラー5の前口から出てきて、加撚三角領域に入り、撚り合わせられ、それからガイドワイヤー6を経て、ヤーンボビン7に巻きつけられる。このようにして製造されたヤーンは、表面に生糸があり、中間に綿があり、そしてポリウレタン・フィラメントが中心にある。このヤーンによって作られた織物は、絹の風合いを持ち、良好な弾性を有する。そして綿繊維の使用が、ヤーンの費用を低下させる。
【符号の説明】
【0039】
1 ガイドトランペット
2 後部ローラー
2´ 後部レザー・ローラー
3 中間ローラー
3´ 中間レザー・ローラー
4 エプロン
5 前部ローラー
5´ 前部レザー・ローラー
6 ガイドワイヤー
7 ヤーンボビン
a,a´ 粗糸
b,b´ フィラメント
【技術分野】
【0001】
本発明は、さまざまな構造を有するヤーンを製造するための紡糸方法に関するものである。この紡糸方法は、リング精紡機において使用されるものであり、繊維加工の分野に属する。
【背景技術】
【0002】
繊維材料の科学技術の進歩と、衣服の織物,様式、デザインの要求の増大に伴い、紡糸技術に対する要求は高まっている。たとえば、高番手ヤーンや、多成分複合ヤーンなどがあげられる。また、より多くの研究が紡糸技術についてなされており、さまざまな紡糸方法が開発されてきている。たとえば、サイロフィル紡績,サイロ紡績,コンパクト紡績,ケーブル紡績などがある。これらの新しい紡糸技術は、紡糸加工手段を大幅に充実させ、ヤーンの品質を大いに向上させている。
【0003】
たとえば、サイロフィル紡績では、コアスパンヤーンを、フィラメントとステープル・ファイバー粗糸で製造することができる。サイロ紡績では、2本の粗糸を組み合わせて加撚することができ、これによりヤーンの品質、及び精紡機で作るヤーンの限界繊度を向上させることができる。ケーブル紡績では、溝付ローラーを用いて粗糸を多数のより糸に分割し、複数のより糸を組み合わせて加撚する方法であって、これにより毛羽立ちを減少させ、ヤーンの品質を向上させる。コンパクト紡績は、毛羽立ち性を改善する方法であり、繊維の形成を減少させるために、負圧風吸引法や磁力加圧法などを用い、加撚した複数のより糸の繊維の動きを制御する。これによりヤーンの密度と品質を向上させる。
【0004】
しかしながら、上述の新しい紡糸方法は、織物原料やさまざまな種類のヤーンなどに対する人々の要求に未だ応えることができていない。例えば、サイロフィル紡績は1本のフィラメントと1本のステープル・ファイバー粗糸でコアスパンヤーンを製造できるが、包覆効果はあまり良くない。即ち、中心のコアヤーンが露出する傾向にある。サイロ紡績は、2本の粗糸を組み合わせて加撚することができるが、高番手糸を製造する際には、多くの糸切れが生じる。これは、加撚三角領域における各粗糸の繊維が非常に小さいためである。
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は、現在の新しい織物原料や特別な構造を有するヤーン等のための、紡糸に対する要求に鑑みてなされたものであって、リング精紡機で複合成分/複合構造のヤーンを作ることができる紡糸方法を提供する。
【課題を解決するための手段】
【0006】
本発明の紡糸方法は、リング精紡機の各牽伸機構における、後部ローラー2と、後部レザー・ローラー2’と、中間ローラー3と、中間レザー・ローラー3’と、エプロン4と、前部ローラー5と、前部レザー・ローラー5’と、を備える牽伸領域に、粗紡ボビンから解かれた2本のステープル・ファイバー粗糸a、a’を、ガイドトランペット1を介して平行に導入して牽伸し、2本のフィラメントb、b’を、前部ローラー5の後方から、位置決めガイドワイヤーまたはガイドホイールによって導きながら互いに平行に、且つ2本の粗糸a、a’に対しても平行に供給し、前部ローラー5の前口で一方のフィラメントbを一方の粗糸aと組み合わせるとともに他方のフィラメントb’を他方の粗糸a’と組み合わせ、前部ローラー5の前口から出た2本の牽伸された粗糸a、a’と2本のフィラメントb、b’とを、加撚三角領域において撚り合わせ、撚り合わせたヤーンを、ガイドワイヤー6を経て、ヤーンボビン7に巻きつけることを特徴とする。
【0007】
上述の本発明の紡糸方法では、前部ローラー5の前口において、互いに平行に配置されたフィラメントb、b’が、互いに平行に配置された粗糸a、a’の内側に配置されるか、互いに平行に配置されたフィラメントb、b’が、互いに平行に配置された粗糸a、a’の外側に配置されるか、一方のフィラメントbが、一方の粗糸aと重複して配置されるとともに他方のフィラメントb’が、他方の粗糸a’と重複して配置されるか、または、互いに平行に配置されたフィラメントb、b’が、互いに平行に配置された粗糸a、a’に対して交互に配置されることが好ましい。
【0008】
あるいは、2本のステープル・ファイバー粗糸a、a’は、同じ繊維材料から成り、2本のフィラメントb、b’は、同じ繊維材料から成ることが好ましい。
【0009】
あるいは、2本のステープル・ファイバー粗糸a、a’は、異なる繊維材料から成り、2本のフィラメントb、b’は、異なる繊維材料から成ることが好ましい。
【0010】
また、上述の2本のフィラメントb、b’は、生糸、化学繊維フィラメント、または短繊維ヤーンであることが好ましい。
【発明の効果】
【0011】
上述の方法を用いて、供給される2本の粗糸と供給される2本のフィラメントの相対位置を変えることで、1台のリング精紡機で、例えば芯構造、包覆構造またはプライ類似構造等を持つ複合成分/複合構造ヤーンを製造することができる。そのため、ヤーン構造を精密に確定し、更に緊密にすることが可能となる。それによって、ヤーンの毛羽立ちや強度や糸むらが改良される。また、本発明においては、2本のフィラメントが加撚三角領域において2本の粗糸を補強し、糸切れを避けることができる。また、本発明の紡糸方法を用いることで、従来の紡績装置で大麻繊維や羅布麻繊維等の特殊ファイバー・ヤーンを製造することができ、織物材料の範囲が拡大される。さらに、従来の装置の改良は簡単であり、改良された装置は便利良く使用される。
【図面の簡単な説明】
【0012】
【図1】本発明における技術プロセスの概略図である。
【図2】図1における作動原理を表す牽伸加撚領域の概略図である。
【図3】フィラメントを粗糸の外側で供給する場合の概略図である。
【図4】フィラメントを粗糸の内側で供給する場合の概略図である。
【図5】フィラメントと粗糸を重ねて供給する場合の概略図である。
【図6】フィラメントと粗糸を互い違いに供給する場合の概略図である。
【発明を実施するための形態】
【0013】
図1と図2を参照すると、リング精紡機の各牽伸機構において、複数の粗紡ボビンから解かれた2本のステープル・ファイバー粗糸a,a’が、ガイドトランペット1を平行に通り抜け、牽伸領域に至り、牽伸される。牽伸領域には、後部ローラー2、後部レザー・ローラー2’、中間ローラー3、中間レザー・ローラー3’、エプロン4、前部ローラー5、そして前部レザー・ローラー5’がある。2本のフィラメントb、b’を、前部ローラー5の後方から供給し、前部ローラー5と前部レザー・ローラー5'の間の前口で、各々2本の粗糸a、a’と組み合わせる。2本の牽伸された粗糸a、a’そして2本のフィラメントb、b’は、前部ローラー5の前口から出てきて、加撚三角領域に入り、撚り合わせられ、それからガイドワイヤー6を経てヤーンボビン7の上に巻きつけられる。
【0014】
本発明の作動原理を表すために、2本のフィラメントb、b’そしてステープル・ファイバー粗糸a、a’を様々な相対位置から供給するときの概略図を図3から図6に示す。フィラメントb、b’がステープル・ファイバー粗糸a、a’に対して様々な相対位置にあるときに、フィラメントb、b’の供給張力の調整や、フィラメントb、b’の繊度の選択や撚係数の選択を行うことで、様々なヤーン構造を得ることができる。図3に示す供給方式においては、ステープル・ファイバー粗糸a、a’をフィラメントb、b’の内側に置くことで、包覆ヤーンを製造することができる。図4に示す供給方式においては、フィラメントb、b’をステープル・ファイバー粗糸a、a’の内側に置くことで、コアスパンヤーンを製造することができる。図5、6に示す供給方式においては、プライヤーンに類似した構造を持つヤーンを製造することができる。言うまでもなく、もし加工パラメータが不適当に設定された場合、製造されたヤーンは、フィラメントb、b’とステープル・ファイバー粗糸a、a’が混ざった無秩序な構造を持ちうる。しかしそれでも、毛羽立ちや強度等のヤーンの全体的な品質水準は改良されうる。
【0015】
本発明の技術的手段は、毛紡績、綿紡績、麻紡績や絹紡績のような紡績過程に適用されることができる。換言すれば、ステープル・ファイバー粗糸a、a’は、綿、羊毛、麻、絹または短い化学繊維でできた粗糸であってもよい。また、2本のステープル・ファイバー粗糸a、a’は、互いに同じ原料もしくは互いに異なる原料から成っていてもよい。供給されるフィラメントb、b’は、化学繊維フィラメント、生糸、もしくは短繊維から成るヤーンであってもよい。
【0016】
本発明の技術手段は、高番手ヤーンや超高番手ヤーン、そして、従来の紡糸方法では製造が難しい、長さが短く、強度が低く、抱合力が乏しいファイバー・ヤーン、例えばウルトラファイン・ウール・ファイバー、カポック・ファイバー、海藻繊維、羅布麻繊維、玄武岩繊維、大麻繊維や兎毛繊維等を製造するのにも適用されうる。従って、本発明は様々な原料に適用されうる。
【0017】
本発明の技術手段は、供給するステープル・ファイバー粗糸とフィラメントの数を変えることにより、サイロ紡績やサイロフィル紡績の効果をも成し遂げることができ、よって、サイロ紡績やサイロフィル紡績の代替方法となりうる。供給される2本の粗糸が組み合わせられるか、もしくは1本の粗糸が直接に供給されるならば、本発明により製造されたヤーンは、サイロフィル紡績によって製造されたヤーンと同じヤーン構造を持つ。フィラメントなしで2本の粗糸のみが供給されるならば、本発明により製造されたヤーンは、サイロ紡績によって製造されたヤーンと同じヤーン構造を持つ。本発明は、他にも多数の変化が可能である。例えば、2本の粗糸と、この2本の粗糸の間に配置された1本のフィラメントを供給する。もしくは、2本のフィラメントと、この2本のフィラメントの間に配置された1本の粗糸を供給する。従って、本発明の技術的手段により、多くの種類の複合ヤーンを製造することができ、よって、本発明を広く用いることができる。
【0018】
以下、本願発明の技術的特徴と有用性について、実施例を用いて説明する。
【0019】
実施例1:綿リング精紡機によるシルク風ヤーンの紡糸方法
【0020】
2本の綿粗糸a、a’が粗紡ボビンから引き出され、ガイドトランペット1を介して、平行に牽伸領域に導入され、牽伸される。2本の生糸b、b’は、位置決めガイドワイヤーまたはガイドホイールによって導かれながら、前部ローラー5の後方から供給される。生糸b、b’は、綿粗糸a、a’に対して平行に、そして綿粗糸a、a’の外側に配置されている。牽伸された2本の綿粗糸a、a’、及び2本の生糸b、b’は、前部ローラー5の前口から出てきて、加撚三角領域に入り、撚り合わせられ、それからガイドワイヤー6を経て、ヤーンボビン7に巻きつけられる。このようにして製造されるヤーンは、生糸の表面と、綿粗糸の芯を有している。したがって、このようなヤーンにより製造された織物は、絹の風合いを持ち、かつ、低価格である。
【0021】
実施例2:羊毛コアスパンヤーンの紡糸方法
【0022】
2本の羊毛粗糸a、a’が粗紡ボビンから引き出され、ガイドトランペット1を介して、平行に牽伸領域に導入され、牽伸される。2本のポリエステルフィラメントb、b’は、位置決めガイドワイヤーまたはガイドホイールによって導かれながら、前部ローラー5の後方から供給される。フィラメントb、b’は、羊毛粗糸a、a’に対して平行に、そして羊毛粗糸a、a’の内側に配置されている。牽伸された2本の羊毛粗糸a、a’、及び2本のポリエステルフィラメントb、b’は、前部ローラー5の前口から出てきて、加撚三角領域に入り、撚り合わせられ、それからガイドワイヤー6を経て、ヤーンボビン7に巻きつけられる。このようにして製造されたヤーンは、羊毛の表面と、ポリエステルフィラメントの芯を有している。従って、このヤーンはウール風でありながらも、強度が改善されており、かつ、低価格である。
【0023】
実施例3:苧麻高番手ヤーンの紡糸方法
【0024】
2本の苧麻粗糸a、a’が、粗紡ボビンから引き出され、ガイドトランペット1を介して、平行に牽伸領域に導入され、牽伸される。50〜120デニールの2本のポリエステルフィラメントb、b’は、ガイドワイヤーまたはガイドホイールによって導かれながら、前部ローラー5の後方から供給される。ポリエステルフィラメントb、b’は、それぞれ苧麻粗糸a、a’に対して平行に配置されており、一方のポリエステルフィラメントbは、一方の粗糸aと重なり、他方のポリエステルフィラメントb’は、他方粗糸a’と重なる。牽伸された2本の苧麻粗糸a、a’、及び2本のポリエステルフィラメントb、b’は、前部ローラー5の前口から出てきて、加撚三角領域に入り、撚り合わせられ、それからガイドワイヤー6を経て、ヤーンボビン7に巻きつけられる。
【0025】
従来の方法では、苧麻で高番手ヤーンを製造することは困難である。これは、苧麻は直径が大きく、剛性が大きく、抱合力が乏しいからである。サイロフィル紡績を採用することで、80番手以上の高番手ヤーンを製造できる。とはいえ、そのようにして製造されたヤーンは従来の芯構造を有し、苧麻繊維が剥落しやすく、このことはその後の加工や使用効果に影響を与えうる。上記の本発明の技術手段を採用して製造されたヤーンは、サイロフィル紡績によって2本のヤーンを組み合わせて加撚することで形成されたヤーンと同様のものとなる。そして、ポリエステルフィラメントと短い苧麻繊維は相互にさらに緊密に絡み合い結合しており、このことは苧麻繊維が剥落することを有効に防止し、明らかにヤーンの毛羽立ち性を改善できる。
【0026】
実施例4:羊毛超高番手ヤーンの紡糸方法
【0027】
ウルトラファイン・ウールでできた2本の粗糸a、a’が粗紡ボビンから引き出され、ガイドトランペット1を介して、平行に牽伸領域に導入され、牽伸される。2本の20〜50デニールの水溶性ビニロンフィラメントb、b’はガイドワイヤーまたはガイドホイールによって導かれながら前部ローラー5の後方から供給される。ビニロンフィラメントb、b’は、粗糸a、a’に対して平行に、そして粗糸a、a’の外側に配置されている。牽伸された2本の粗糸a、a’、及び2本のビニロンフィラメントb、b’は、前部ローラー5の前口から出てきて、加撚三角領域に入り、撚り合わせられ、それからガイドワイヤー6を経て、ヤーンボビン7に巻きつけられる。こうして水溶性ビニロンで覆われた羊毛ヤーンを製造し、その次に水溶性ビニロンを温水中で溶解し、高番手の純粋な羊毛ヤーンを製造する。ヤーンの繊度をさらに向上させるために、供給される2本の粗糸a、a’を一体化してもよい、即ち、1本の粗糸のみ供給してもよい。
【0028】
一般的に超高番手ヤーンとは、120Ne(英式糸番手)以上の綿ヤーンか、220Nm(メートル糸番手)の羊毛ヤーンを指す。糸番手が高いため、ヤーンの断面における繊維の数は非常に少なく(限界数に近い)、超高番手ヤーンを直接紡糸して製造することは難しい。これまでのところ超高番手ヤーンは、キャリヤー水溶性繊維とともに紡糸し、その後キャリヤー水溶性繊維を溶かすことで製造される。現在、超高番手ヤーンは、主としてキャリヤー・フィラメント・サイロフィル紡績を採用することで製造される。サイロフィル紡績においては、製造されたヤーンの断面における繊維の数が非常に少なく、芯が十分に覆われていない。そのため、紡糸中において多くの糸切れが生じ、また水溶性フィラメントが溶かされた後、表面に多くの毛羽立ちが現れ、ヤーンの品質に影響を与える。しかしながら、本発明の紡糸方法により作られた超高番手ヤーンでは、キャリヤー・フィラメント・ファイバーが、ヤーンの表面に位置しており、フィラメントが溶解した後でも、ヤーンの構造が変化することはない。したがって、その繊維は良い品質を有する。さらに紡糸中において、前部ローラー5の前口から出てきた繊維は、フィラメント・ファイバーによって補強され、ヤーンの糸切れも防止でき、これにより紡糸効率が向上する。
【0029】
実施例5:特殊ファイバー・ヤーンの紡糸方法
【0030】
現在、繊維製造技術の発展とともに、優れた特性を有する多くの天然繊維が開発されている。これは、例えば、大麻繊維や、羅布麻繊維などがあげられる。これらの繊維は、繊維の長さが短く、強度が低いため、精紡機での製造が難しい。しかし、本発明の紡糸方法を採用することにより、これらの繊維を紡ぐことができる。大麻繊維を例として、以下、その方法を詳細に説明する。
【0031】
大麻繊維でできた2本の粗糸a、a’が、粗紡ボビンから引き出されて、ガイドトランペット1を介して、平行に牽伸領域に導入され、牽伸される。20〜120デニールの2本のポリエステルまたは他の化学フィラメントb、b’は、ガイドワイヤーまたはガイドホイールによって導かれながら前部ローラー5の後方から供給される。フィラメントb、b’は、大麻粗糸a、a’に対して平行であり、フィラメントb、b’は、粗糸a、a’と交互に配置される。2本の牽伸された粗糸a、a’、及び2本のフィラメントb、b’は、前部ローラー5の前口から出てきて、加撚三角領域に入り、撚り合わせられ、それからガイドワイヤー6を経て、ヤーンボビン7に巻きつけられる。フィラメントの化学繊維は、大麻繊維を増強することができる。これにより、紡糸中において前部ローラー5の前口から出てきた後、大麻繊維の加撚を確実にできる。そして、加撚三角領域における短い大麻繊維の糸切れを避けることができる。このようにして製造されたヤーンの中にフィラメントが存在するため、製造されたヤーンはヤーン紡糸における力学的要件を満たすことができる。さらに、フィラメントが短い大麻繊維を包むため、ヤーンは大麻繊維の特徴を有する。
【0032】
実施例6:無撚ヤーンの紡糸方法
【0033】
無撚ヤーンは、中心に撚られていない互いに平行な真直ぐの繊維束を有し、かつ、その表面に繊維が巻きつけられたヤーンである。無撚ヤーンは膨らみがあり、タオルや肌着を作るための材料として好ましい。現在、無撚ヤーンはサイロフィル紡績を用いて製造されるが、ヤーンの品質を確保することは難しい。しかし、無撚ヤーンは、本発明の紡糸方法を用いることで、容易に製造することができる。
【0034】
優れた長繊維綿でできた2本の粗糸a、a’が、粗紡ボビンより引き出され、そして、ガイドトランペット1を介して、平行に牽伸領域に導入され、牽伸される。80Ne以上の2本のS撚りの短繊維ヤーンb、b’は、位置決めガイドワイヤーまたはガイドホイールによって導かれながら、前部ローラー5の後方から供給される。S撚りの短繊維ヤーンb、b’は、綿粗糸a、a’に対して平行であり、そして綿粗糸a、a’の内側に配置される。牽伸された2本の粗糸a、a’、及びS撚りのヤーンb、b’は、前部ローラー5の前口から出てきて加撚三角領域に入り、Z撚りを加えられる。それからガイドワイヤー6を経て、ヤーンボビン7に巻きつけられる。これにより、真直ぐで互いに平行な中間繊維と、緊密に巻かれた表側の繊維を有するZ撚りの無撚ヤーンが製造される。ヤーンの最終的な番手を高めるには、供給されるS撚りの短繊維ヤーンの2本のうち1本を省けばよい。即ち、S撚りの短繊維ヤーンを1本のみを供給すればよい。そしてこのS撚りの短繊維ヤーンは2本の粗糸a、a’の間に置かれる。このような方法で、真直ぐで互いに平行な中間繊維と、緊密に巻かれた表側の繊維を有するZ撚りの無撚ヤーンも製造することができる。
【0035】
実施例7:ポリエステル・ビスコース混紡弾性ヤーンの紡糸方法
【0036】
2本の粗糸a、a’が粗紡ボビンから引き出され、ガイドトランペット1を介して、平行に牽伸領域に導入され、牽伸される。粗糸aはビスコース・ステープル・ファイバーでできており、粗糸a’は、ポリエステル・ステープル・ファイバーでできている。2本のポリウレタン・フィラメントb、b’は、位置決めガイドワイヤーまたはガイドホイールによって導かれながら、前部ローラー5の後方から供給される。ポリウレタン・フィラメントb、b’は、粗糸a、a’に対して平行に、そして粗糸a、a’の内側に配置される。2本の牽伸された粗糸a、a’、及び2本のポリウレタン・フィラメントb、b’は、前部ローラー5の前口から出てきて、加撚三角領域に入り、撚り合わせられ、それからガイドワイヤー6を経て、ヤーンボビン7に巻きつけられる。その結果、ポリエステル・ビスコース混紡弾性ヤーンが製造される。
【0037】
実施例8:綿リング精紡機によるシルク風弾性ヤーンの紡糸方法
【0038】
2本の綿粗糸a、a’が、粗紡ボビンから引き出され、そして、ガイドトランペット1を介して、平行に牽伸領域に導入され、牽伸される。生糸b、及びポリウレタン・フィラメントb’は、位置決めガイドワイヤーまたはガイドホイールによって導かれながら、前部ローラー5の後方から供給される。生糸b、及びポリウレタン・フィラメントb’はそれぞれ、綿粗糸a、a’に対して平行に配置される。生糸bは綿粗糸a、a’の外側に位置し、ポリウレタン・フィラメントb’は、綿粗糸a、a’の内側に位置する。牽伸された2本の綿粗糸a、a’、及び生糸bとポリウレタン・フィラメントb’は、前部ローラー5の前口から出てきて、加撚三角領域に入り、撚り合わせられ、それからガイドワイヤー6を経て、ヤーンボビン7に巻きつけられる。このようにして製造されたヤーンは、表面に生糸があり、中間に綿があり、そしてポリウレタン・フィラメントが中心にある。このヤーンによって作られた織物は、絹の風合いを持ち、良好な弾性を有する。そして綿繊維の使用が、ヤーンの費用を低下させる。
【符号の説明】
【0039】
1 ガイドトランペット
2 後部ローラー
2´ 後部レザー・ローラー
3 中間ローラー
3´ 中間レザー・ローラー
4 エプロン
5 前部ローラー
5´ 前部レザー・ローラー
6 ガイドワイヤー
7 ヤーンボビン
a,a´ 粗糸
b,b´ フィラメント
【特許請求の範囲】
【請求項1】
リング紡績機の牽伸機構における、後部ローラーと、後部レザー・ローラーと、中間ローラーと、中間レザー・ローラーと、エプロンと、前部ローラーと、前部レザー・ローラーと、を備える牽伸領域に、粗紡ボビンから解かれた2本のステープル・ファイバー粗糸をガイドトランペットを介して互いに平行に導入して牽伸し,
2本のフィラメントを、前部ローラーの後方から、位置決めガイドワイヤーまたはガイドホイールによって導きながら互いに平行に、且つ2本の粗糸に対しても平行に供給し、
前部ローラーの前口で一方のフィラメントを一方の粗糸と組み合わせるとともに他方のフィラメントを他方の粗糸と組み合わせ、
前部ローラーの前口から出た2本の牽伸された粗糸と2本のフィラメントとを、加撚三角領域において撚り合わせ、
撚り合わせたヤーンを、ガイドワイヤーを経て、ヤーンボビンに巻きつけることを特徴とする紡糸方法。
【請求項2】
前部ローラーの前口において、互いに平行に配置されたフィラメントが、互いに平行に配置された粗糸の内側に配置されるか、
互いに平行に配置されたフィラメントが、互いに平行に配置された粗糸の外側に配置されるか、
一方のフィラメントが、一方の粗糸と重複して配置されるとともに他方のフィラメントが、他方の粗糸と重複して配置されるか、
または、互いに平行に配置されたフィラメントが、互いに平行に配置された粗糸に対して交互に配置されることを特徴とする請求項1に記載の紡糸方法。
【請求項3】
2本のステープル・ファイバー粗糸は、同じ繊維材料から成り、
2本のフィラメントは、同じ繊維材料から成ることを特徴とする請求項1に記載の紡糸方法。
【請求項4】
2本のステープル・ファイバー粗糸は、異なる繊維材料から成り、
2本のフィラメントは、異なる繊維材料から成ることを特徴とする請求項1に記載の紡糸方法。
【請求項5】
2本のフィラメントは、生糸、化学繊維フィラメント、または、短繊維ヤーンであることを特徴とする請求項1に記載の紡糸方法。
【請求項1】
リング紡績機の牽伸機構における、後部ローラーと、後部レザー・ローラーと、中間ローラーと、中間レザー・ローラーと、エプロンと、前部ローラーと、前部レザー・ローラーと、を備える牽伸領域に、粗紡ボビンから解かれた2本のステープル・ファイバー粗糸をガイドトランペットを介して互いに平行に導入して牽伸し,
2本のフィラメントを、前部ローラーの後方から、位置決めガイドワイヤーまたはガイドホイールによって導きながら互いに平行に、且つ2本の粗糸に対しても平行に供給し、
前部ローラーの前口で一方のフィラメントを一方の粗糸と組み合わせるとともに他方のフィラメントを他方の粗糸と組み合わせ、
前部ローラーの前口から出た2本の牽伸された粗糸と2本のフィラメントとを、加撚三角領域において撚り合わせ、
撚り合わせたヤーンを、ガイドワイヤーを経て、ヤーンボビンに巻きつけることを特徴とする紡糸方法。
【請求項2】
前部ローラーの前口において、互いに平行に配置されたフィラメントが、互いに平行に配置された粗糸の内側に配置されるか、
互いに平行に配置されたフィラメントが、互いに平行に配置された粗糸の外側に配置されるか、
一方のフィラメントが、一方の粗糸と重複して配置されるとともに他方のフィラメントが、他方の粗糸と重複して配置されるか、
または、互いに平行に配置されたフィラメントが、互いに平行に配置された粗糸に対して交互に配置されることを特徴とする請求項1に記載の紡糸方法。
【請求項3】
2本のステープル・ファイバー粗糸は、同じ繊維材料から成り、
2本のフィラメントは、同じ繊維材料から成ることを特徴とする請求項1に記載の紡糸方法。
【請求項4】
2本のステープル・ファイバー粗糸は、異なる繊維材料から成り、
2本のフィラメントは、異なる繊維材料から成ることを特徴とする請求項1に記載の紡糸方法。
【請求項5】
2本のフィラメントは、生糸、化学繊維フィラメント、または、短繊維ヤーンであることを特徴とする請求項1に記載の紡糸方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2011−526330(P2011−526330A)
【公表日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願番号】特願2011−515068(P2011−515068)
【出願日】平成21年2月12日(2009.2.12)
【国際出願番号】PCT/CN2009/070408
【国際公開番号】WO2010/075683
【国際公開日】平成22年7月8日(2010.7.8)
【出願人】(511003936)山▲東▼如意科技集▲団▼有限公司 (1)
【出願人】(511003958)
【出願人】(511003969)山▲東▼▲済▼▲寧▼如意毛▲紡▼▲織▼股▲ふん▼有限公司 (1)
【Fターム(参考)】
【公表日】平成23年10月6日(2011.10.6)
【国際特許分類】
【出願日】平成21年2月12日(2009.2.12)
【国際出願番号】PCT/CN2009/070408
【国際公開番号】WO2010/075683
【国際公開日】平成22年7月8日(2010.7.8)
【出願人】(511003936)山▲東▼如意科技集▲団▼有限公司 (1)
【出願人】(511003958)
【出願人】(511003969)山▲東▼▲済▼▲寧▼如意毛▲紡▼▲織▼股▲ふん▼有限公司 (1)
【Fターム(参考)】
[ Back to top ]