
紡績機の生産能率を最適化する方法
紡績機の出力を、糸切れの数に関して各個々の紡績点で別個に監視すること及び最適化された生産速度に各個々の紡績点を調整することにより、最適化するための方法が開示される。エアジェット紡績機においては、送出された圧縮空気もまた、それぞれの生産速度に関して調整される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、糸切れの数の増加の場合に生産速度が減少され、一方で糸切れの数の減少の場合に生産速度が増加されることで紡績機の生産能率を最適化する方法に関する。
【背景技術】
【0002】
この形式の方法はソビエト連邦特許出願1030432から既知である。この特許出願によれば、機械速度は糸切れ率に適応される。この方法は仮撚り紡績機で立証されている。
【0003】
しかし、実際には、糸切れの数に関して、紡績機の個々の紡績位置は非常に異なる方式で挙動することがあり得ることが示された。既知の方法の場合のように、もし方法が最悪の紡績位置に重点を置かれるなら、ほとんど糸切れが起きない状態が達成されるが、そこでは紡績機の生産能率は全体的に最適化されない。
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明の目的は、機械の生産能率を最適化する目的のために個々の紡績位置での異なる糸切れ率を十分に考慮に入れることである。
【課題を解決するための手段】
【0005】
この目的は、本発明によれば、紡績機の各個々の紡績位置が糸切れの数に関して別個に監視され、かつ最適化された生産速度に調整されることによって達成される。
【0006】
糸切れの数に依存して個々の紡績位置のかかる個別調整はもちろん、紡績位置のそれぞれが別個に駆動されることができるということを仮定する。これは、繊維材料の供給、撚り装置の駆動並びに紡績糸の引出し及び巻上げのために、対応的に調節可能な個々の駆動体が手近になければならないことを意味する。上述の従来技術に比べて増大した技術的複雑さにもかかわらず、全紡績機が単一の“悪い”紡績位置のために速度を減速しなくてもよく、むしろ各個々の紡績位置が最適化された紡績速度で作動することで大きな利点が発生し、それが最終的に全機械の最適化された生産能率をもたらす。
【0007】
生産速度を調整するとき、紡績撚りの水準がそれに応じて適応されるときが実際的である。エアジェット紡績機に適用されたとき、これは、紡績位置に供給される圧縮空気がそれぞれの生産速度に依存して紡績圧力に関して調整されることを意味する。個々の紡績位置での静圧の測定はこの目的のために有用でありうる。これは、個々の紡績位置に供給される圧縮空気のわずかな封鎖の場合でさえ、紡績工程がこれにもかかわらず正しい紡績撚りを持って作動するという追加の利点を持つ。評価器を含む制御器が生産速度の調整のために各個々の紡績位置に配置される。
【発明を実施するための最良の形態】
【0008】
本発明のこれらの及び更なる目的、特徴及び利点は、最適化された生産速度を調整するための装置を含む概略的なエアジェット紡績機を示す添付概略図に関してなされる以下の詳細な説明からより容易に明らかとなるであろう。
【0009】
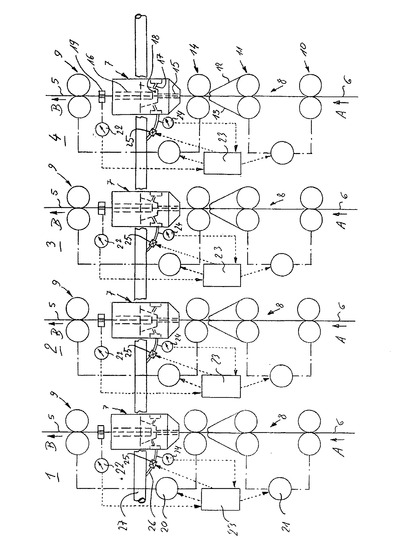
エアジェット紡績機は多数の紡績位置を含み、そのうちの四つの紡績位置1,2,3及び4だけが図1に示されている。各紡績位置1,2‐‐‐はステープル繊維ストランド6から糸5を紡績する役目をし、かつ本質的な要素としてエアジェット集合体7、有利には三シリンダードラフト装置として設計されたドラフト装置8、更に引出しローラー対9及び巻上げ装置(図示せず)を含み、巻上げ装置には引出された糸5が引出し方向Bに供給される。
【0010】
紡績位置4の例に見られるように、各ドラフト装置8は、入口ローラー対10を含み、それにドラフトされるステープル繊維ストランド6が供給方向Aで供給され、また各ドラフト装置8は、エプロンローラー対11を含み、それは案内エプロン12及び13により輪を作られており、さらに各ドラフト装置8は、出口ローラー対14を含み、そこでドラフト装置8のドラフト帯域が終わる。ステープル繊維ストランド6は、ドラフト装置8内で既知の方法で希望の繊度にドラフトされる。
【0011】
各エアジェット集合体7は供給通路15を含み、それにドラフトされているがまだ撚りなしのステープル繊維ストランド6が紡績撚りを受けるために供給される。エアジェット集合体7は更に、紡績糸5のための糸引出し通路16を含む。圧縮空気ノズル17がエアジェット集合体7の内部に配置されており、その出口開口は渦室18中に通じており、そこで実際の紡績撚りが与えられる。
【0012】
エアジェット集合体7と引出しローラー対9の間に糸切れ検出器19が配置され、それが糸切れの場合に関連する紡績位置1,2‐‐‐を停止させる。
【0013】
紡績位置1の例に見られるように、共有第一駆動モーター20は各個々の紡績位置1,2‐‐‐の出口ローラー対14の駆動のためにかつまた引出しローラー対9のために設けられ、従ってローラー対14及び9は常に、一緒にしかしわずかに異なる速度で駆動され、それが糸5の希望の緊張を可能とする。駆動モーター20の速度は調整可能である。
【0014】
ドラフト装置8の入口ローラー対10及びエプロンローラー対11は各々、共有第二駆動モーター21により駆動される。この場合、この領域内でステープル繊維ストランド6の予備ドラフトが起こるように、エプロンローラー対11が入口ローラー対10より著しく速く走行しなければならないという事実がある。駆動モーター21の速度もまた、調整可能である。
【0015】
種々の原因のため、例えば糸切れのため、正常な紡績運転は中断され、それがそれぞれの紡績位置1,2‐‐‐での生産能率を低下する。糸切れの場合にステープル繊維ストランド6のドラフト装置8への連続供給を防ぐため、糸切れ検出器により制御されて駆動モーター20及び21が次いで停止されることが規定される。圧縮空気ノズル17へ供給される圧縮空気はまた、メンテナンスを必要とする紡績位置1,2‐‐‐で遮断される。
【0016】
本発明によれば、エアジェット紡績機の生産能率は、各個々の紡績位置1,2‐‐‐が最適化された速度で操業されることで最適化されるべきである。この目的のため、各個々の紡績位置1,2‐‐‐は糸切れの数に関して別個に監視され、最適化された生産速度に調整され、それは高率の糸切れの場合に減少され、かつ比較的低率の糸切れの場合に増加される。
【0017】
どの紡績位置1,2‐‐‐でより多くの糸切れが起こっており、かつどの紡績位置1,2‐‐‐でより少ない糸切れが起っているかを確立するために、糸切れ計数器22が各紡績位置1,2‐‐‐に与えられる。糸切れ計数器22はそれぞれの糸切れ検出器19と直接連結されている。各紡績位置1,2‐‐‐は調節器23を含み、それは特に記録された糸切れの数のための評価器を含む。調整器23は駆動モーター20及び21を最適化された生産速度に調整することができ、その最適化された生産速度では糸切れの数は予め決められた量を越えない。
【0018】
個々の紡績位置1,2‐‐‐での異なる生産速度にもかかわらず送出速度に関して与えられた紡績撚りの水準が一定のままであるために、各個々の紡績位置1,2‐‐‐に供給された圧縮空気もまたそれぞれの生産速度に依存して調整可能であることが規定される。各紡績位置1,2‐‐‐は連結部26を介して機械の圧縮空気導管27と連結される。各連結部26に例えば圧縮空気センサ24及び閉塞弁25が設けられ、従って閉塞弁25は調節器23を介して活動されることができ、紡績圧力は調整されることができる。
【図面の簡単な説明】
【0019】
【図1】最適化された生産速度を調整するための装置を含む概略的なエアジェット紡績機を示す。
【技術分野】
【0001】
本発明は、糸切れの数の増加の場合に生産速度が減少され、一方で糸切れの数の減少の場合に生産速度が増加されることで紡績機の生産能率を最適化する方法に関する。
【背景技術】
【0002】
この形式の方法はソビエト連邦特許出願1030432から既知である。この特許出願によれば、機械速度は糸切れ率に適応される。この方法は仮撚り紡績機で立証されている。
【0003】
しかし、実際には、糸切れの数に関して、紡績機の個々の紡績位置は非常に異なる方式で挙動することがあり得ることが示された。既知の方法の場合のように、もし方法が最悪の紡績位置に重点を置かれるなら、ほとんど糸切れが起きない状態が達成されるが、そこでは紡績機の生産能率は全体的に最適化されない。
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明の目的は、機械の生産能率を最適化する目的のために個々の紡績位置での異なる糸切れ率を十分に考慮に入れることである。
【課題を解決するための手段】
【0005】
この目的は、本発明によれば、紡績機の各個々の紡績位置が糸切れの数に関して別個に監視され、かつ最適化された生産速度に調整されることによって達成される。
【0006】
糸切れの数に依存して個々の紡績位置のかかる個別調整はもちろん、紡績位置のそれぞれが別個に駆動されることができるということを仮定する。これは、繊維材料の供給、撚り装置の駆動並びに紡績糸の引出し及び巻上げのために、対応的に調節可能な個々の駆動体が手近になければならないことを意味する。上述の従来技術に比べて増大した技術的複雑さにもかかわらず、全紡績機が単一の“悪い”紡績位置のために速度を減速しなくてもよく、むしろ各個々の紡績位置が最適化された紡績速度で作動することで大きな利点が発生し、それが最終的に全機械の最適化された生産能率をもたらす。
【0007】
生産速度を調整するとき、紡績撚りの水準がそれに応じて適応されるときが実際的である。エアジェット紡績機に適用されたとき、これは、紡績位置に供給される圧縮空気がそれぞれの生産速度に依存して紡績圧力に関して調整されることを意味する。個々の紡績位置での静圧の測定はこの目的のために有用でありうる。これは、個々の紡績位置に供給される圧縮空気のわずかな封鎖の場合でさえ、紡績工程がこれにもかかわらず正しい紡績撚りを持って作動するという追加の利点を持つ。評価器を含む制御器が生産速度の調整のために各個々の紡績位置に配置される。
【発明を実施するための最良の形態】
【0008】
本発明のこれらの及び更なる目的、特徴及び利点は、最適化された生産速度を調整するための装置を含む概略的なエアジェット紡績機を示す添付概略図に関してなされる以下の詳細な説明からより容易に明らかとなるであろう。
【0009】
エアジェット紡績機は多数の紡績位置を含み、そのうちの四つの紡績位置1,2,3及び4だけが図1に示されている。各紡績位置1,2‐‐‐はステープル繊維ストランド6から糸5を紡績する役目をし、かつ本質的な要素としてエアジェット集合体7、有利には三シリンダードラフト装置として設計されたドラフト装置8、更に引出しローラー対9及び巻上げ装置(図示せず)を含み、巻上げ装置には引出された糸5が引出し方向Bに供給される。
【0010】
紡績位置4の例に見られるように、各ドラフト装置8は、入口ローラー対10を含み、それにドラフトされるステープル繊維ストランド6が供給方向Aで供給され、また各ドラフト装置8は、エプロンローラー対11を含み、それは案内エプロン12及び13により輪を作られており、さらに各ドラフト装置8は、出口ローラー対14を含み、そこでドラフト装置8のドラフト帯域が終わる。ステープル繊維ストランド6は、ドラフト装置8内で既知の方法で希望の繊度にドラフトされる。
【0011】
各エアジェット集合体7は供給通路15を含み、それにドラフトされているがまだ撚りなしのステープル繊維ストランド6が紡績撚りを受けるために供給される。エアジェット集合体7は更に、紡績糸5のための糸引出し通路16を含む。圧縮空気ノズル17がエアジェット集合体7の内部に配置されており、その出口開口は渦室18中に通じており、そこで実際の紡績撚りが与えられる。
【0012】
エアジェット集合体7と引出しローラー対9の間に糸切れ検出器19が配置され、それが糸切れの場合に関連する紡績位置1,2‐‐‐を停止させる。
【0013】
紡績位置1の例に見られるように、共有第一駆動モーター20は各個々の紡績位置1,2‐‐‐の出口ローラー対14の駆動のためにかつまた引出しローラー対9のために設けられ、従ってローラー対14及び9は常に、一緒にしかしわずかに異なる速度で駆動され、それが糸5の希望の緊張を可能とする。駆動モーター20の速度は調整可能である。
【0014】
ドラフト装置8の入口ローラー対10及びエプロンローラー対11は各々、共有第二駆動モーター21により駆動される。この場合、この領域内でステープル繊維ストランド6の予備ドラフトが起こるように、エプロンローラー対11が入口ローラー対10より著しく速く走行しなければならないという事実がある。駆動モーター21の速度もまた、調整可能である。
【0015】
種々の原因のため、例えば糸切れのため、正常な紡績運転は中断され、それがそれぞれの紡績位置1,2‐‐‐での生産能率を低下する。糸切れの場合にステープル繊維ストランド6のドラフト装置8への連続供給を防ぐため、糸切れ検出器により制御されて駆動モーター20及び21が次いで停止されることが規定される。圧縮空気ノズル17へ供給される圧縮空気はまた、メンテナンスを必要とする紡績位置1,2‐‐‐で遮断される。
【0016】
本発明によれば、エアジェット紡績機の生産能率は、各個々の紡績位置1,2‐‐‐が最適化された速度で操業されることで最適化されるべきである。この目的のため、各個々の紡績位置1,2‐‐‐は糸切れの数に関して別個に監視され、最適化された生産速度に調整され、それは高率の糸切れの場合に減少され、かつ比較的低率の糸切れの場合に増加される。
【0017】
どの紡績位置1,2‐‐‐でより多くの糸切れが起こっており、かつどの紡績位置1,2‐‐‐でより少ない糸切れが起っているかを確立するために、糸切れ計数器22が各紡績位置1,2‐‐‐に与えられる。糸切れ計数器22はそれぞれの糸切れ検出器19と直接連結されている。各紡績位置1,2‐‐‐は調節器23を含み、それは特に記録された糸切れの数のための評価器を含む。調整器23は駆動モーター20及び21を最適化された生産速度に調整することができ、その最適化された生産速度では糸切れの数は予め決められた量を越えない。
【0018】
個々の紡績位置1,2‐‐‐での異なる生産速度にもかかわらず送出速度に関して与えられた紡績撚りの水準が一定のままであるために、各個々の紡績位置1,2‐‐‐に供給された圧縮空気もまたそれぞれの生産速度に依存して調整可能であることが規定される。各紡績位置1,2‐‐‐は連結部26を介して機械の圧縮空気導管27と連結される。各連結部26に例えば圧縮空気センサ24及び閉塞弁25が設けられ、従って閉塞弁25は調節器23を介して活動されることができ、紡績圧力は調整されることができる。
【図面の簡単な説明】
【0019】
【図1】最適化された生産速度を調整するための装置を含む概略的なエアジェット紡績機を示す。
【特許請求の範囲】
【請求項1】
糸切れの数の増加の場合に生産速度が減少され、一方で糸切れの数の減少の場合に生産速度が増加されることで紡績機の生産能率を最適化する方法において、紡績機の各個々の紡績位置が糸切れの数に関して別個に監視され、かつ最適化された生産速度に調整されることを特徴とする方法。
【請求項2】
生産速度が調整されるとき、与えられた紡績撚りの水準がそれに応じて適応されることを特徴とする請求項1に記載の方法。
【請求項3】
エアジェット紡績機に適用される場合に、紡績位置に供給される圧縮空気がそれぞれの生産速度に依存して調整されることを特徴とする請求項2に記載の方法。
【請求項1】
糸切れの数の増加の場合に生産速度が減少され、一方で糸切れの数の減少の場合に生産速度が増加されることで紡績機の生産能率を最適化する方法において、紡績機の各個々の紡績位置が糸切れの数に関して別個に監視され、かつ最適化された生産速度に調整されることを特徴とする方法。
【請求項2】
生産速度が調整されるとき、与えられた紡績撚りの水準がそれに応じて適応されることを特徴とする請求項1に記載の方法。
【請求項3】
エアジェット紡績機に適用される場合に、紡績位置に供給される圧縮空気がそれぞれの生産速度に依存して調整されることを特徴とする請求項2に記載の方法。
【図1】


【公表番号】特表2008−519168(P2008−519168A)
【公表日】平成20年6月5日(2008.6.5)
【国際特許分類】
【出願番号】特願2007−538337(P2007−538337)
【出願日】平成17年10月28日(2005.10.28)
【国際出願番号】PCT/EP2005/011534
【国際公開番号】WO2006/048186
【国際公開日】平成18年5月11日(2006.5.11)
【出願人】(590005597)マシーネンファブリク リーター アクチェンゲゼルシャフト (93)
【氏名又は名称原語表記】Maschinenfabrik Rieter AG
【住所又は居所原語表記】Klosterstrasse 20,CH−8406 Winterthur,Switzerland
【Fターム(参考)】
【公表日】平成20年6月5日(2008.6.5)
【国際特許分類】
【出願日】平成17年10月28日(2005.10.28)
【国際出願番号】PCT/EP2005/011534
【国際公開番号】WO2006/048186
【国際公開日】平成18年5月11日(2006.5.11)
【出願人】(590005597)マシーネンファブリク リーター アクチェンゲゼルシャフト (93)
【氏名又は名称原語表記】Maschinenfabrik Rieter AG
【住所又は居所原語表記】Klosterstrasse 20,CH−8406 Winterthur,Switzerland
【Fターム(参考)】
[ Back to top ]