
紡績機の糸弛み取り装置
【課題】糸掛作業及び糸の巻取作業が確実な糸弛み取り装置を提供する。
【解決手段】弛み取りローラ21の先端側中央部に同心回転可能に取り付けたフライヤー22aの軸部22a−1と傾斜部22a−2との境界の屈曲箇所mを、弛み取りローラ21の軸方向投影面における内側領域に位置させ、傾斜部22a−2の傾斜を、弛み取りローラ21の回転と反対の半径方向外方に伸びるように設定する。また先端部22a−3の糸係合部Rを、弛み取りローラ外周面21aに対し所定距離を有すると共に、外周面に対向する位置に在るよう設定する。糸掛けの際には、傾斜部22a−2が糸Yを容易に捕らえて先端部22a−3へ導き、糸係合部Rに確実に係合させることができる。糸係合部Rに糸Yを係合させた状態でフライヤー22aが回転することにより、糸Yが弛み取りローラ外周面21aに確実に巻き付く。
【解決手段】弛み取りローラ21の先端側中央部に同心回転可能に取り付けたフライヤー22aの軸部22a−1と傾斜部22a−2との境界の屈曲箇所mを、弛み取りローラ21の軸方向投影面における内側領域に位置させ、傾斜部22a−2の傾斜を、弛み取りローラ21の回転と反対の半径方向外方に伸びるように設定する。また先端部22a−3の糸係合部Rを、弛み取りローラ外周面21aに対し所定距離を有すると共に、外周面に対向する位置に在るよう設定する。糸掛けの際には、傾斜部22a−2が糸Yを容易に捕らえて先端部22a−3へ導き、糸係合部Rに確実に係合させることができる。糸係合部Rに糸Yを係合させた状態でフライヤー22aが回転することにより、糸Yが弛み取りローラ外周面21aに確実に巻き付く。
【発明の詳細な説明】
【0001】
【発明の属する技術分野】
本発明は、紡績機において紡績装置から巻取装置までの間に生じる糸の弛みを取る糸弛み取り装置に関し、詳しくは、糸弛み取り装置に設けられる糸掛部材の改良に関する。
【0002】
【従来の技術】
空気式紡績機等の高速紡績機にあっては、糸欠陥を検出したならば、糸欠陥箇所をカッターで切断し除去した後、紡績装置から次々に送られてくる糸の先端とパッケージ側の糸端とを、糸継ぎ装置で糸継ぎするようになっている。糸継ぎ作業は糸の巻取を停止した状態で行うから、紡績装置から次々に送給される糸の弛みを取り除くため、特許文献1に記載されるような、スラックチューブと呼ばれる吸引管で余剰の糸を吸引する手段が従来採用されている。
【0003】
ところで、紡績速度の高速化による糸弛み量の増大に伴い、前記吸引管方式では増量した糸の弛み取りに対応するのが困難になりつつある。しかも吸引管方式には、糸弛み取り時に糸に十分な張力を与えるのが難しいという問題がある。そこで吸引管方式に代わる手段として、特許文献2に、紡績装置から送給される糸を、貯蔵ローラ(弛み取りローラ)に一時的に巻き付けることによって糸弛みを解消する糸貯蔵装置(糸弛み取り装置)が記載されている。この糸貯蔵装置は、紡績機に沿って走行可能な保守装置(作業台車)に、糸結合装置(糸継ぎ装置)と共に積載されている。また上記糸貯蔵装置には、貯蔵ローラと共に、糸戻しリングからなる戻し素子(糸掛部材)が設けられている。この戻し素子は、糸継ぎ時に糸を貯蔵ローラに巻き付かせる際に糸の導入を案内し、巻取再開後に糸を貯蔵ローラから解舒する際には糸の巻き出しを案内する機能を有するものである。
【0004】
【特許文献1】
特開2001−159039号公報
【特許文献2】
特公平4−13272号公報
【0005】
【発明が解決しようとする課題】
特許文献2の第1図に記載された糸貯蔵装置にあっては、貯蔵ローラに糸を巻き付かせるための戻し素子が、周縁にフック形状の糸戻し器を複数有し、貯蔵ローラと同軸回転する円盤状の糸戻しリングから成っており、この糸戻しリングと貯蔵ローラ及び端板との間には隙間が形成されている。そこで特許文献2では、この隙間に糸がはまり込むのを防止するため、糸戻しリングに上記隙間の外周を覆うカバー状の構造(特許文献2中では短い周面と称している)を設けている。このため特許文献2の戻し素子は、糸戻しリングの重量が大きくなっているからその慣性も大きくなり、それ故、糸のパッケージへの巻き取りを再開させ、貯蔵ローラから糸を解舒する際、戻しリングの回転起動性が悪くなり、糸掛時の張り切れを生じさせたり、糸解舒時の巻取張力の変動に対する追従性が悪くなる。また、糸種・番手・紡績速度等の紡績条件の変更に伴う解舒時の糸張力の変更があったときの追従性が、場合によっては低くなることもあり得る。このため、条件変更に伴う柔軟性に欠けるという問題点がある。
【0006】
そこで、糸弛み取り装置における糸掛部材の軽量化を図るため、これを例えば棒材又は線材で製作することが考えられる。但し、この場合、弛み取りローラの所定領域に糸を確実に巻き付かせることができ、且つ、糸掛部材と弛み取りローラとの隙間に糸をはまり込ませないようにするためには、糸掛部材の形状について創意工夫を要する。
【0007】
【課題を解決するための手段】
本発明は紡績機における前記従来の問題を解決することが可能な糸弛み取り装置を提供するものである。請求項1に記載した本発明に係る糸弛み取り装置の特徴とするところは、回転駆動される弛み取りローラを有し、弛み取りローラの先端側中央部に同心回転可能に取り付けられた基部と、基部から連続する軸部と、軸部から屈曲して連続する傾斜部と、傾斜部に連続し糸係合部が形成された先端部とから成る回転式糸掛体を備え、該回転式糸掛体の前記軸部と前記傾斜部との境界の屈曲箇所が、弛み取りローラの軸方向投影面における内側領域に位置し、前記傾斜部は弛み取りローラの回転方向と反対の半径方向外方へ伸びる傾斜を有するように設定したことである。
【0008】
前記の如く構成した本発明に係る糸弛み取り装置は以下のような作用を営む。回転式糸掛体における軸部と傾斜部との境界の屈曲箇所を、弛み取りローラの軸方向投影面における内側領域に位置させたので、糸掛けの際には、傾斜部で糸を確実に捕らえることができる。そして傾斜部の傾斜を、弛み取りローラの回転方向と反対の半径方向外方へ伸びるように設定してあるので、回転式糸掛体が弛み取りローラと共に回転することにより、傾斜部に係合した糸を回転式糸掛体の先端部へ導き、先端部に形成した糸係合部に確実に係合させることができる。
【0009】
前記糸掛部材において、回転式糸掛体における先端部の糸係合部は、請求項2に記載するように、弛み取りローラの外周面に対し所定距離を有すると共に、当該外周面に対向する位置に在るように設定することが望ましい。かかる構成によれば、糸係合部に糸を係合させた状態で回転式糸掛体が弛み取りローラと共に回転することにより、糸が弛み取りローラの外周面に巻き付く。つまり、糸の巻き付きが確実である。また、弛み取りローラの外周面に対し所定距離を置いて設けられる糸係合部の配置を適切に設定するだけで、糸を弛み取りローラ外周面の所定箇所(例えば中央部)へ容易に導入することができる。
【0010】
なお、回転式糸掛体における少なくとも先端部から傾斜部までの部分は、一本の棒材又は線材で形成することが望ましい。これにより、糸を傾斜部で捕らえたのち、先端部の糸係合部へ導く操作が円滑になる。また、回転式糸掛体自身を軽量化し、負荷の変動に対する反応性・追従性が良好になる。
【0011】
ところで本発明が適用される糸弛み取り装置の弛み取りローラについては、糸が走行する側を先端側とすると、該先端側の外周面に先端側へ向かって拡径するテーパ部を設け、当該弛み取りローラの先端側に前記糸掛部材を設ける構造を採用することが望ましい。これにより、弛み取りローラへの糸掛けを確実且つ容易に行える糸弛み取り装置を提供することができる。さらに、弛み取りローラに巻き付いた糸の解舒の際、先端側のテーパ部は、巻き付いた糸が一度に抜け出る輪抜け現象を抑止すると同時に、糸を小径部分から大径部分へ順送りするため、糸の適切な引き出しを確保する機能を有している。
【0012】
【発明の実施の形態】
以下、本発明に係る紡績機の実施形態を図面に基づいて説明する。なお、本明細書において「上流・下流」とは、紡績時における糸の走行方向を基準として上流・下流を指し、具体的には、紡績装置側を上流、巻取装置側を下流とする。
【0013】
[第1の実施形態]
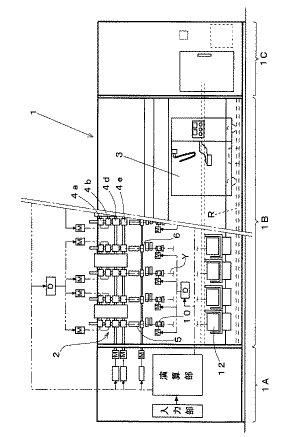
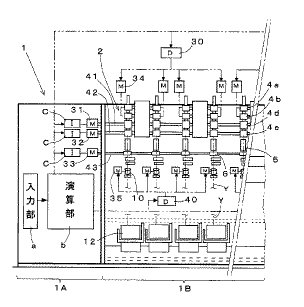
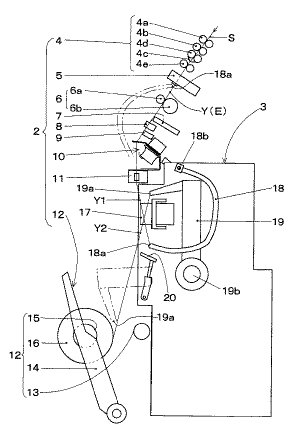
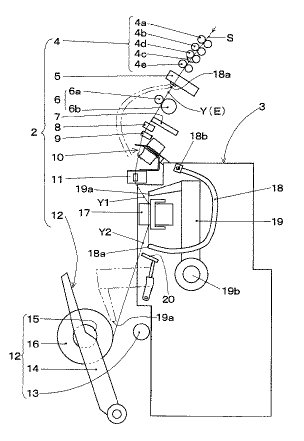
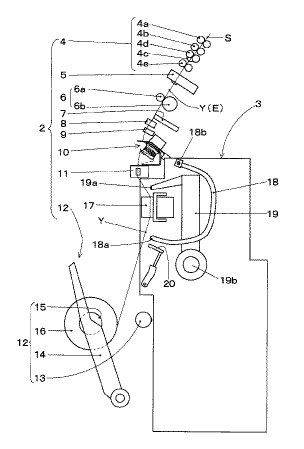
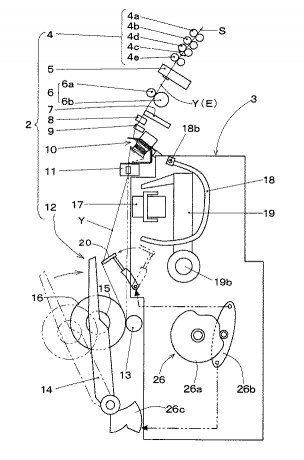
図1は本発明が適用される紡績機1の一例を示す正面図、図2は同紡績機1における一部分の内部構造を概略的に示す拡大図である。例えば空気紡績機等から成る紡績機1は、制御部1A、多数の紡績ユニット2が並設された紡績部1B、ブロアー部1C、及び、糸継ぎ装置を備え紡績ユニット2間をレールRに沿って走行自在になされた作業台車3を主要構成部材としている。
【0014】
制御部1Aは、全部の紡績ユニット2に共通して駆動力を与える駆動シャフト41・42・43の駆動用モータ31・32・33、紡績ユニット2ごとに設けられているモータ34・35、及び、巻取装置12等の動作を制御するものである。本実施形態では、入力部aに入力される各種設定値(紡出速度、紡出速度と巻取ローラ速度との比率など)に基づき、演算部bが、モータ31〜34に対してインバータc又はドライバ基板30を介し紡出速度情報を出力する。また糸弛み取り装置10のモータ35に対し、ドライバ基板40を介して、弛み取りローラ(後述)の回転速度情報を出力するようになされている。
【0015】
紡績部1Bは、多数の紡績ユニット2が並設されたものであって、各紡績ユニット2はそれぞれ独立して運転できるように構成されている。また本発明に係る紡績機1は、紡績装置5及び巻取装置12と共に、糸弛み取り装置10が、紡績ユニット2ごとに備えられている点に特徴を有している。なお、紡績ユニット2の構造の詳細については、後ほど説明する。
【0016】
ブロアー部1Cは、紡績ユニット2に対し、エアーダクトを通じて、所要箇所に圧縮空気を供給する圧縮空気供給手段、及び、所要箇所に負圧(吸引圧)を付与する負圧供給手段を収納するものであって、例えば、紡績ユニット2の紡績装置5に圧縮空気を供給し、吸引装置に負圧を作用させる。
【0017】
作業台車3は、糸継ぎ要求信号に基づき、レールR上を走行して糸継ぎを必要とする紡績ユニット2位置へ移動し停止できるようになっているものであって、紡績部1B部分の概略構成を表した側面断面図である図3に示す如く、ノッターやスプライサー等の糸継ぎ装置17、紡績装置5で形成された糸の端部を吸引して糸継ぎ装置17へ導くサクションパイプ18、巻取装置12に支持されたパッケージ16の糸端を吸引して糸継ぎ装置17へ導くサクションマウス19、必要時に糸Yに接触して(図12参照)糸張力を付与するテンションアーム20を備えている。紡績ユニット2の並設方向に沿って走行する作業台車3に、糸継ぎ装置17、サクションパイプ18及びサクションマウス19を設けることで、これら一組だけで全部の紡績ユニット2に対する糸継ぎ作業を行えるから、紡績機1の構造を簡単にすることができる。
【0018】
前記作業台車3に備えられている糸継ぎ用のサクションパイプ18は、紡績側吸引部材として機能するものであって、先端に吸引口18aを備えると共に、枢支部18bを中心に回動自在になされている。糸継ぎ作業の際には、図6中に二点鎖線で示す如く上方へ回動して、吸引口18aを紡績装置5の糸排出口付近に位置させ、紡出されてくる糸Yの糸端を吸引したのち、吸引状態のまま同図に実線で示す初期位置まで下方へ回動することにより、紡績側の糸Y1を糸継ぎ装置17へ導く。他方、サクションマウス19は、巻取り側吸引部材として機能するものであって、先端に吸引口19aを備えると共に、枢支部19bを中心に回動自在に成されている。そして糸継ぎ作業の際には、図6中に二点鎖線で示す如く下方へ回動し、先端の吸引口19aで、回転を停止させたパッケージ16から糸端を吸引して糸出しを行ったのち、吸引状態のまま同図中に実線で示す初期位置まで上方へ回動することにより、パッケージ16側の糸Y2を糸継ぎ装置17へ導く。
【0019】
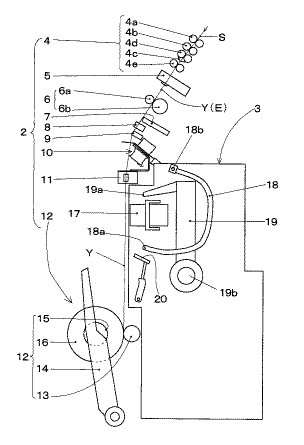
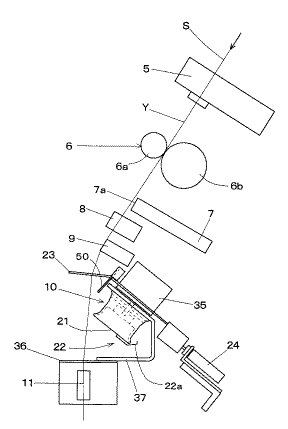
次に、前記紡績部1Bに複数配設される紡績ユニット2について説明する。紡績ユニット2は、図3に示すように、糸道Eの上流側から下流側に沿って順に配置された、ドラフト装置4、紡績装置5、糸送り装置6、糸吸引装置7、カッター8、糸欠陥検出器9、糸弛み取り装置10、ワキシング装置11、巻取装置12から構成されている。
【0020】
ドラフト装置4は、例えば、上流側からバックローラ4a・サードローラ4b・エプロン4cが張設されたセカンドローラ4d・フロントローラ4eからなる4線式のものが選択される。紡績装置5は、例えば、旋回気流を利用して繊維束Sから紡績糸Y(以下、単に「糸Y」と言う。)を生成する空気式のものが採用される。糸送り装置6は、ニップローラ6aとデリベリローラ6bとから成り、両ローラ6a,6b間に糸Yを挟持して下流側へ送給するものである。糸吸引装置7は、常時、吸引状態にあり、糸欠陥検出器9が糸Yの欠陥を検出したときにカッター8が切断した糸Yの断片を吸引除去する。糸弛み取り装置10の下流側に設けられるワキシング装置11は、詳細図は省略するが、固定ガイドローラから離れる方向に付勢した可動ガイドローラで張力を付与する構造のもの等を採用することができる。
【0021】
巻取装置12は、クレードルアーム14に保持したボビン15に糸Yを巻き付けてパッケージ16を形成するためのものであって、ボビン15又はパッケージ16に接触して回転する回転ドラム13を備えており、クレードルアーム14は、回転ドラム13に対し、ボビン15又はパッケージ16を離接させることができるよう回動可能に構成されている。
【0022】
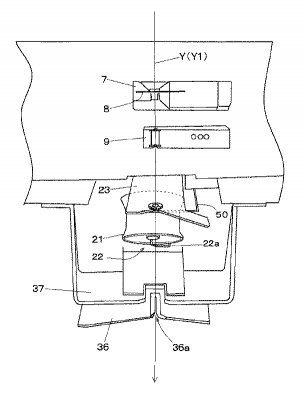
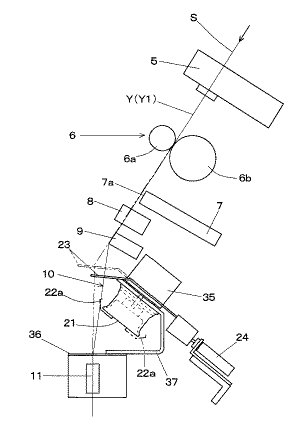
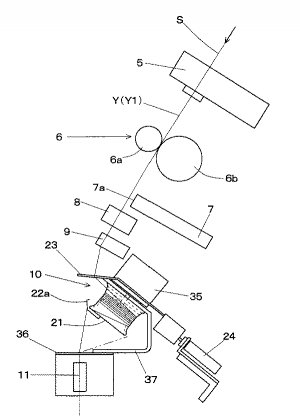
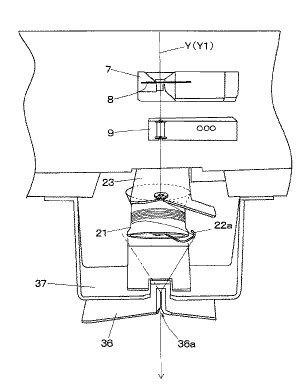
各紡績ユニット2に設けられる糸弛み取り装置10は、図3〜5に示す通常の紡績時には糸Yと係合することがなく、糸継ぎ作業時に糸Yと係合可能となるように設定されている(図7,8参照)。同糸弛み取り装置10は、糸Yを外周面21aに巻き付ける弛み取りローラ21、条件に応じて弛み取りローラ21と同期して又は独立に同心回転する糸掛部材22,弛み取りローラ21の前方やや上流側に配置される上流側ガイド23、上流側ガイド23を進退駆動するエアーシリンダ等から成る進退手段24、弛み取りローラ21を回転駆動するステッピングモータ等の駆動手段35、弛み取りローラ21の下流位置に設けられスリット36aを有する下流側ガイド36を備えており、これらは、ブラケット37などによって紡績ユニット2に固定されている。
【0023】
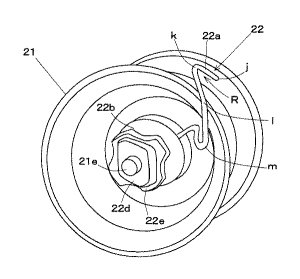
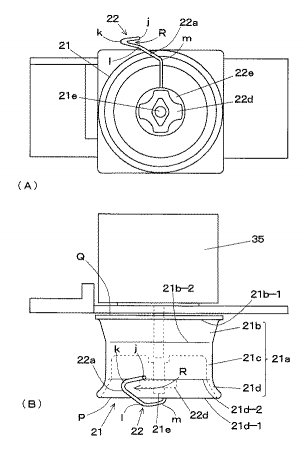
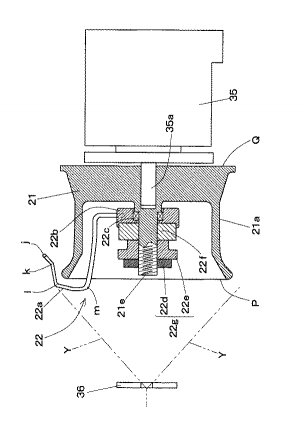
弛み取りローラ21は、図16〜18に示すように、糸掛部材22を有する側(糸が走行する側)を先端P、駆動手段35に接続される側を基端Qとすると、例えば外周面21aから螺合させたネジ25で駆動手段35の駆動軸35aに接続され、外周面21aには、基端Q側及び先端P側それぞれに端面へ向かって拡径するテーパ部21b、21dが形成され、これらの中間部は同一径の円筒部21cとなっている。そして糸継ぎ時に、紡績装置5から紡出されてくる糸Yを基端Q側から外周面21aに巻き付け、しかるのち先端P側から巻取装置12側へ向かって解舒するようになされている(図9〜11参照)。基端Q側のテーパ部21bは、供給され巻き付いた糸Yを、大径部分21b−1から小径部分21b−2へ円滑に移動させて中間の円筒部21cへ到達させることにより、糸Yを円筒部21c表面に規則正しく巻き付かせる機能を有する。また先端P側のテーパ部21dは、解舒の際に、巻き付かせた糸Yが一度に抜け出る輪抜け現象を抑止すると同時に、糸Yを小径部分21d−2から大径部分21d−1へ順送りに巻き戻して、糸Yの円滑な引き出しを確保する機能を有している。
【0024】
弛み取りローラ21の先端P側に設けられる糸掛部材22は、図18に示す如く、回転式糸掛体としてのフライヤー22aを伝達力調節機構によりローラ21に対し同心回転可能に取り付けて成るものであって、上記伝達力調節機構の構成は次の如くである。すなわち、ローラ21の中央部に突設した軸部21eに、ベアリング等の軸受部材22cを介してホイール部材22bを回転自在に装着し、このホイール部材22bにフライヤー22aの基部を取着する。そして、このホイール部材22bを、上記軸部21e先端のボルト部分に螺合させた例えばナット部材22dや押さえ部材22e等から成る伝達力調整操作部22gで、例えばバネ等の付勢手段から成る伝達力付与部材22fを抜け止めすることにより、取り付けている。従って本実施形態の伝達力調節機構は、軸部21eのボルト部分に螺合する伝達力調整操作部22gの締め付け操作により、伝達力付与部材22fの押圧力(摩擦力)を無段階に調整可能としている。
【0025】
前記伝達力調節機構により、フライヤー22aの弛み取りローラ21に対する回転抵抗の大きさを調節することができる。すなわち、上記押さえ部材22eの締め付け度合いを弱くすれば、ホイール部材22bに対する伝達力付与部材22fの押圧力が弱まるから、フライヤー22aにわずかな負荷を与えるだけで、弛み取りローラ21とは独立に自由回転させることができる。反対に、上記押さえ部材22eの締め付け度合いを強くすれば、ホイール部材22bに対する伝達力付与部材22fの押圧力が強まるから、フライヤー22aは非常に大きな負荷が作用しない限り、弛み取りローラ21と一体に回転する。従って、本実施形態の糸掛部材22は、押さえ部材22eの締め付け度合いを適当に調節することで、フライヤー22aに対する負荷が一定値以下のときは弛み取りローラ21と一体回転し、フライヤー22aに対する負荷が一定値を越えると弛み取りローラ21とは独立に回転するように設定することが可能である。
【0026】
なおフライヤー22aは、図面に例示するように、一本の棒材又は線材を折り曲げて製作すれば、きわめて軽量にすることができる。フライヤー22aの軽量化は、前記の如く、負荷に応じて回転状況を変化させる場合に、負荷(糸張力)の変動に対する反応性・追随性を良好にする上で有利である。
【0027】
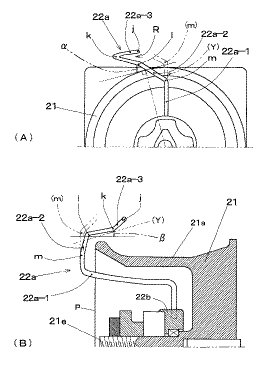
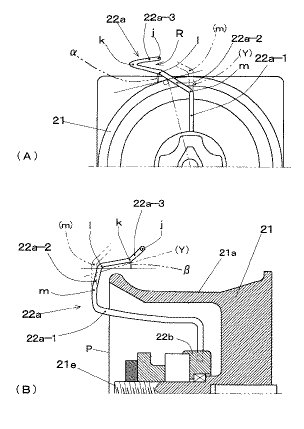
ところで本実施形態のフライヤー22aは、弛み取り時に糸Yと係合して(図7,8参照)、糸Yを弛み取りローラ21の外周面21aに確実に巻き付かせるため、以下に述べるような特徴的な形状を採用している。すなわち、フライヤー22aは、図19に拡大して示す如く、ホイール部材22bに取着された基部から連続し、弛み取りローラ21の先端Pよりもわずかに糸Yが解舒される側へ突出する位置まで伸び、該ローラ21の軸心近くの屈曲箇所mまで徐々に半径方向外方へ折れ曲がる形状を有する軸部22a−1と、軸部22a−1から連続し、軸部22a−1との境界部である屈曲箇所mにおいて弛み取りローラ21の回転方向と反対の半径方向外方に傾斜しつつ伸びる傾斜部22a−2と、傾斜部22a−2に連続し屈曲箇所kを有する先端部22a−3とから成っている。そして傾斜部22a−2の先端j側に、弛み取りローラ21の基端Q側(ローラ外周面21a側)へ折れ曲がる屈曲箇所lを有し、該屈曲箇所lが先端部22a−3との境界部となっている。そして、屈曲箇所lよりも先端j側に形成される先端部22a−3は、屈曲箇所kにおいて、弛み取りローラ21の回転方向外方へ折れ曲がるように形成されている。
【0028】
図面から明らかなように、上記m,l,kの3つの屈曲箇所のうち、屈曲箇所mは、弛み取りローラ21を正面側から見た軸方向投影面における内部領域に位置しており、2箇所の屈曲箇所l,kは、上記軸方向投影面における外部領域に位置している。また先端j・屈曲箇所k・屈曲箇所lにより形成される糸係合部Rは、弛み取りローラ21の回転方向に向かって開く角度を有し、且つ、弛み取りローラ21の先端Pと基端Qとの間において、ローラ外周面21aに対して所定距離を有すると共に、弛み取りローラ21の外周面21aに対向する位置に在る。さらに、上記投影面において、弛み取りローラ21の外周縁と傾斜部22a−2とが交叉する点における接線と、当該傾斜部22a−2とのなす角度α(図19(A)参照)、及び、同傾斜部22a−2における屈曲箇所kからlまでの間の部分が、弛み取りローラ21の回転軸に対してなす角度βは、ともに鋭角となるように設定されている。
【0029】
本実施形態のフライヤー22aは、前記形態を採用することによって、次のような作用を営む。まず、軸部22a−1と傾斜部22a−2との境界の屈曲箇所mを前記投影面の内部領域としたので、弛み取りローラ21と一体回転するフライヤー22aが、糸継ぎ作業の開始直前に紡績装置5から供給される糸Yとを捕捉して弛み取りローラ21に巻き付けるときに、糸Yを傾斜部22a−2で容易に捕らえることができる。そして傾斜部22a−2を、弛み取りローラ21の回転方向と反対の半径方向外方に伸びつつ傾斜させると共に、その角度αを鋭角としたので、傾斜部22a−2に捕らえた糸Yを、先端部22a−3の糸係合部Rへ確実に導くことができる。また傾斜部22a−2の上記形態は、糸Yがフライヤー22aと弛み取りローラ21との隙間に嵌り込むのを防止する機能をも発揮する。さらに、糸係合部Rを弛み取りローラ21の外周面21aに対して所定距離を有すると共に、弛み取りローラ21の外周面21aに対向するように位置させたので、フライヤー22aが弛み取りローラ21と共に回転することにより、糸係合部Rに係合した糸Yを、弛み取りローラ外周面21a上の所定位置へ安定して巻き付かせることができる。すなわち本発明の糸掛部材22は、糸掛動作が確実で、糸の巻取動作が安定している糸弛み取り装置を提供するという利点を発揮するものである。
【0030】
仮に、図19に二点差線で仮想的に示すように、屈曲箇所mが前記投影面の外部領域に位置しているとると、フライヤー22aが図19(A)の時計回り方向に回転したとしても、糸Yは屈曲箇所mよりも基部側のフライヤー軸部22a−1に接触し、屈曲箇所mと屈曲箇所lとの間の傾斜部22a−2には捕らえられることなく、フライヤー22aとローラ先端Pとの間に入り込んでしまうおそれがある。しかし上述したように、屈曲箇所mが投影面の内部領域に位置していれば、糸Yを屈曲箇所lと屈曲箇所mとの間の上記傾斜部22a−2に接触させて拾い上げることができるため、フライヤー22aの回転に伴い、糸Yを傾斜部22a−2に沿って、屈曲箇所mから屈曲箇所lまで案内することができるのである。
【0031】
さらにフライヤー22aが屈曲箇所lからローラ基端Q側へ折れ曲がっていることにより、フライヤー22aが図19(A)における時計回り方向へ回転するに伴い、一旦、上記傾斜部22a−2で拾い上げた糸Yを、傾斜部22a−2に沿って屈曲箇所l及び屈曲箇所kを経て、糸係合部Rまで案内する。つまり、より円筒部21−c(図17(B)参照)に近い位置で糸Yを弛み取りローラ外周面21aに着地させ、確実に糸Yを弛み取りローラ外周面21aに巻き付け始めさせるようにすることが可能である。
【0032】
また本実施形態のフライヤー22aは、少なくとも傾斜部22a−2から先端部22a−3までの部分が一本の棒材又は線材で形成されているから、糸Yがフライヤー22aの表面を滑りながら屈曲箇所mから糸係合部Rに至るまで移動するのを、円滑に進行させることができる。なおフライヤー22aの形状次第では、糸係合部Rをローラ外周面21aに対して所定距離を保ちつつ、当該外周面21aに対向する位置に配置しなくてよい場合もある。
【0033】
上流側ガイド23は、エアーシリンダ等の進退手段24により前進・後退駆動され、前進位置(図4,5参照)にあるとき、糸Yが糸弛み取り装置10とは係合することのない位置に糸道を保持し、後退位置(図7,8参照)にあるときは、糸Yが糸弛み取り装置10のフライヤー22aと係合して弛み取りローラ21に巻き取られる位置まで、糸道を移動させるように設定されている。
【0034】
前述の如く構成された紡績機1の運転状況を次に説明する。図3及び図4に示す如く、糸弛み取り装置10の上流側ガイド23は、通常の紡績時、糸道を糸弛み取り装置10に係合させることのない前進位置に在る。紡績機1の各紡績ユニット2は、繊維束Sをドラフト装置4で紡績装置5へ送り込み、紡績装置5において紡績され生成された糸Yを、糸送り装置6で下流側へ送給し、糸吸引装置7及び糸欠陥検出器9の直前を通過させたのち、上流側ガイド23・下流側ガイド36・ワキシング装置11を経て、巻取装置12へ送り出し、該巻取装置12で糸Yをボビン15に巻き取り、パッケージ16を形成する。
【0035】
いずれかの紡績ユニット2の糸欠陥検出器9が糸Yにスラブ等の欠陥を検出すると、当該紡績ユニット2において、カッター8が糸Yを切断すると同時に、ドラフト装置4のバックローラ4aとサードローラ4bとが回転を停止させ、巻取装置12についてはクレードルアーム14が回動して、パッケージ16を回転ドラム13から離反させる(図6参照)。しかるのちパッケージ16は回転を自然停止させるか、または、状況により強制停止させる。なお、セカンドローラ4dとフロントローラ4eについては、回転駆動が持続している。
【0036】
カッター8により切断された糸Yの巻取装置12側の部分Y2は、惰性で回転を続けるパッケージ16に巻き取られる。他方、紡績装置5側部分の糸Y1については、ドラフト装置4のバックローラ4aとサードローラ4bとが回転を停止することにより、停止させたサードローラ4bと回転を続行しているセカンドローラ4dとの間で繊維束Sが引っ張られ切断される。この切断位置から前記カッター8位置までの糸断片は、回転を続行しているセカンドローラ4d及びフロントローラ4eにより送り出され、紡績装置5を経て、糸吸引装置7により吸引除去される。
【0037】
紡績ユニット2が前記動作を行う間に出力される糸継ぎ要求信号に基づき、作業台車3が走行して糸継ぎを必要とする紡績ユニット2の位置へ移動する。作業台車3が所定位置に到着すると、出力される到着検知信号に基づき、該当紡績ユニット2は、適宜タイミングで糸弛み取り装置10の弛み取りローラ21の回転を開始させる。
【0038】
引き続き、作業台車3により以下の糸継ぎ作業が実行される。図6に二点鎖線で示す如く、サクションパイプ18を上方へ回動させて、紡績装置5の糸排出口付近に吸引口18aを位置させる。これに合わせて、紡績ユニット2が、停止させていたバックローラ4aとサードローラ4bを再起動させてドラフト装置4を駆動状態とし、繊維束Sを紡績装置5へ送り込んで紡績を再開する。サクションパイプ18は、紡績装置5から連続的に紡出される糸Y1の糸端を吸引捕捉した後、同図に実線で示す初期位置まで下方へ回動し、糸Y1を糸継ぎ装置17へ導く。このとき、糸吸引装置7の吸引口7aは閉鎖される。また、糸Y1の糸送り装置6内への導入は、別途設けた糸寄せ手段等により、ニップローラ6aの側方からなされる。サクションパイプ18は、後続の糸継ぎ作業が開始されるまで、紡績装置5から生成され送り出される糸Y1を連続的に吸引する。
【0039】
上記サクションパイプ18の回動と同時に(又は多少の時間前後して)、サクションマウス19を、図6に二点鎖線で示す位置まで下方へ回動させ、先端の吸引口19aで、回転を停止しているパッケージ16から糸Y2の糸端を吸引して糸出しを行う。次いで吸引状態を維持したまま、サクションマウス19を同図に実線で示す初期位置まで上方へ回動させ、巻取装置12側の糸Y2を糸継ぎ装置17付近へ配置する。
【0040】
引き続き、糸継ぎ装置17による糸継ぎ作業が開始される。前述のようにして紡績装置5側の糸Y1及び巻取装置12側の糸Y2が糸継ぎ装置17の近傍に配置されたならば、糸継ぎ装置17に備えられる糸寄せレバー(図示略)が、両糸Y1,Y2をクランプして糸継ぎ装置17の作業実行部内へ取り込み、糸継ぎ作業を実行する。この糸継ぎ作業の開始前、糸弛み取り装置10の上流側ガイド23は前進位置にあって、糸道を糸掛部材22と係合することのない位置に保持している。
【0041】
糸継ぎ装置17が糸Y1,Y2をクランプすると、サクションパイプ18による糸Y1の吸引ができなくなるため、そのままでは糸継ぎ装置17の上流側に紡績装置5から送り出される糸Y1が溜まることとなる。そこで、糸継ぎ作業の開始直前、具体的には糸寄せレバーによる糸Y1,Y2のクランプ直前に、上流側ガイド23を図7,8に示す如く後退させ、糸Y1が糸掛部材22のフライヤー22aと係合するように糸道を変更する。これにより、弛み取りローラ21と共に回転するフライヤー22aが、図9,10,11に示すように、紡績装置5から送給される糸Y1を捕捉して弛み取りローラ21に巻き付かせるので、糸継ぎ作業中に紡績装置5と糸継ぎ装置17との間で生じ得る糸Y1の弛みを解消することができる。
【0042】
前述したようにフライヤー22aは、弛み取りローラ21とは独立に回転可能であるが、前記伝達力調節機構により、一定値以上の負荷が作用しない限り、弛み取りローラ21と一体に回転する。前記糸弛み取り作業時は、糸張力が低い状態であり、フライヤー22aにかかる負荷は小さいから、フライヤー22aは弛み取りローラ21と一体回転する。
【0043】
なお、フライヤー22aの形態を前記の如く形成したことにより、糸Yとの係合が確実になると共に、巻取中にローラ21とフライヤー22aとの隙間に糸Yが嵌り込むこともなくなる。また、上流側ガイド23の後退は、糸道の経路長さを短縮して糸張力を減少させる方向の動作であるから、糸Y1がフライヤー22aと係合する際の糸張力上昇が緩和され、糸切れの発生が防止される。
【0044】
弛み取りローラ21の回転速度は、紡績装置5における糸Yの紡出速度(実質的には糸送り装置6の糸送り速度)に基づき、糸張力が適切になるよう設定される。また、上流側ガイド23の移動時期は糸Y1の紡出速度を勘案して決定され、糸継ぎ装置17による糸Y1,Y2のクランプ時を基準として、例えばこれよりわずかに前に設定される。これより遅いと、紡績装置5から次々に紡出されてくる糸Y1に弛みが生じ、弛み取りローラ21が糸Y1の捕捉を失敗する可能性がある。反対に、糸Y1,Y2のクランプ時よりも過度に早いと、糸継ぎ装置17に配置されている糸Y1が弛み取りローラ21に巻き取られ、糸継ぎ作業が不完全になる可能性がある。
【0045】
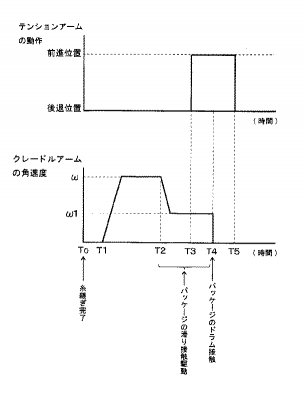
糸継ぎ装置17による糸継ぎ作業が終了したならば、クレードルアーム14を回動させてパッケージ16を回転ドラム13に接触させ、糸Yの巻取作業を再開させる。但し、糸継ぎ完了直後の糸Yは張力が低い状態であるから、パッケージ16を回転ドラム13へ急に接触させると、糸張力の急激な変動が生じて、糸Yの張り切れを招くおそれがある。そこで本実施形態では上記問題に対処するため、図12に示すように、糸Yに対し張力を付与する進退可能なテンションアーム20と、クレードルアーム14の回動速度を調整するための速度制限機構26とを設けた。テンションアーム20は、例えば図示するようなレバー構造であって、パッケージ16の回転ドラム13への接触完了直前に、糸Yを押圧して糸張力を予め増大させておくことにより、巻取再開時における糸張力の変動幅を小さく抑えるためのものである。速度制限機構26は、例えばカム26aやリンク26bなどを利用して構成され、クレードルアーム14に設けた接続部26cに連結して、パッケージ16が回転ドラム13に接触する直前のクレードルアーム14の回動速度を制限するようになされている。
【0046】
前記テンションアーム20とクレードルアーム14とは、例えば図13のタイムチャートの如き動作を行う。すなわち、テンションアーム20と、接続部26c及びクレードルアーム14とは、速度制限機構26のカム26aの回転駆動によりリンク26bを介して共通して駆動されることにより、互いに適切なタイミングで動作するよう設定されている。糸継ぎ完了後(時間T0)、まずクレードルアーム14が復帰方向への回動を開始する(時間T1)。速度制限機構26は、クレードルアーム14の回動速度(=角速度)が所定値(ω)を越えないように制御する。そして、パッケージ16が回転ドラム13表面のごく近傍に達したならば、クレードルアーム14の角速度を一定値(ω1)まで減少させ(時間T2)、パッケージ16の回転ドラム13に対する接触が完了する(時間T4)まで、この小さい角速度(ω1)を維持する。なお、上記の小さい角速度でのクレードルアーム14の駆動を、滑り接触駆動と称する。かかる角速度制御により、パッケージ16は回転ドラム13の表面に対し滑り接触するようになるから、接触時における張力急上昇を緩和することができる。
【0047】
他方、テンションアーム20は、クレードルアーム14の上記滑り接触駆動を開始(時間T2)した後であって、パッケージ16が回転ドラム13に滑り接触する(時間T4)前に前進させ(時間T3)、糸Yに張力を付与する。糸継ぎ終了直後の糸Yは低張力であり、パッケージ16と回転ドラム13とが接触して正規の巻取作業が再開されるときに、糸張力が急激に増大する。従って本実施形態の如く、パッケージ16の回転ドラム13に対する接触前、糸張力を急上昇させないように、テンションアーム20であらかじめ糸張力を若干増加させておくことにより、正規の巻取作業再開時における糸張力の変動幅を小さく抑えて、糸の張り切れを防止することができる。しかるのち第2段階として、上記滑り接触させ、さらに糸張力の変動幅を小さく抑え、パッケージ16が回転ドラム13に完全に接触して正規の巻取作業が再開されたならば、テンションアーム20を後退させて糸Yから引き離す(時間T5)。
【0048】
糸継ぎ作業が終了し巻取作業が再開されたならば、作業台車3は、糸Yとの係合関係が無くなるので、糸継ぎ作業を行った紡績ユニット2から自由に移動することが可能となる。それ故、別の紡績ユニットから糸継ぎ要求信号が出力されたときに、巻取作業の再開後、後述する弛み取りローラ21からの糸解舒を待つことなく、直ちに目的の紡績ユニット位置へ移動することができる。従って、本発明の紡績機1は、糸継ぎ作業のために、作業台車3が一つの紡績ユニット2に留まる必要時間が短くて済むから、連続する糸継ぎ作業を従来よりも短時間で終了させることができる。
【0049】
前述した糸継ぎ作業から、巻取作業再開までの間、紡績装置5で生成され送り出される糸Yは、回転を継続している弛み取りローラ21に巻き取られる。しかし、巻取作業が再開されると、紡出速度に対する巻取速度の比は糸に適度の張力を付与するように設定されているため、糸張力が一定値よりも増大する。その結果、前記伝達力調節機構で設定される値よりも大きい負荷が作用するようになると、フライヤー22aが巻取方向に回転を続けている弛み取りローラ21とは独立して回転するようになり、弛み取りローラ21に巻き取られて貯留している糸Yが、しだいに弛み取りローラ21から巻き出される。このとき糸掛部材22のフライヤー22aは、糸Yの輪抜けを防止して、弛み取りローラ21から糸Yが平均的に巻き出されるように案内すると共に、糸Yと接触することにより適度の抵抗を与えて糸張力を適正化し、パッケージ16の巻取状態を均一化する機能を有している。
【0050】
すなわち本実施形態のフライヤー22a(回転式糸掛体)は、前述のように、一つの部材が、糸継ぎ作業の開始直前に糸Y1を弛み取りローラ21へ導入する糸掛機能と、弛み取りローラ21に巻き付いた糸を解舒するにあたり、当該糸に所定の解舒張力を付与する解舒張力付与機能とを兼備している。依って、糸弛み取り装置10を構成する部品点数の削減を図れる、という効果がもたらされる。
【0051】
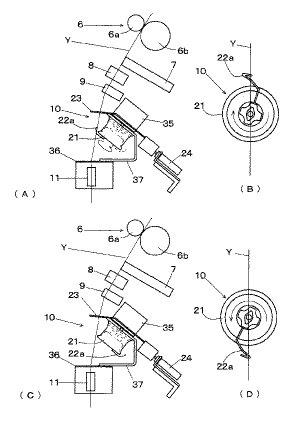
巻取作業が再開して弛み取りローラ21からの糸Yの巻き出しが終了すると、フライヤー22aは、弛み取りローラ21から受ける回転力と走行する糸の張力とが均衡することによって、図14及び図15(A)(B)に示す位置で糸Yと係合した状態に保持される。そのまま放置すると、糸Yはフライヤー22aに接触しつつ走行してパッケージ16に巻き取られるから、摩擦で糸質に悪影響を及ぼすおそれがある。そこで本実施形態では、弛み取りローラ21から糸Yが巻き出されたならば、図15(C)(D)に示すように、弛み取りローラ21を180°逆回転させて、フライヤー22aを糸Yと接触しない位置へ移動させ、しかるのち弛み取りローラ21を停止させるように設定した。これにより、糸Yの品質低下を回避することが可能である。弛み取りローラ21の逆転・停止後、上流側ガイド23を前進させ、図3,4に示す初期位置へ復帰させる。
【0052】
弛み取りローラ21を逆回転させるタイミング調節は、例えばタイマー制御によることができる。すなわち、糸弛み取り装置10における糸弛み取り動作を開始してから、弛み取りローラ10の回転時間が所定時間に達したならば、自動的に弛み取りローラ21を逆転・停止させるように設定すればよい。あるいは、弛み取りローラ21の上流又は下流の適所に張力センサを配置して解舒中の糸張力を監視し、張力値が一定の条件に達したならば、弛み取りローラ21を逆転・停止させるように構成することも可能である。
【0053】
本発明の実施形態は以上説明した態様に限定されない。前記実施形態では、糸弛み取り装置10を紡績ユニット2ごとに設けたが、糸弛み取り装置10を作業台車3に搭載して、1台の糸継ぎ装置17により、全紡績ユニット2の糸弛み取り作業を実行するように構成してもよい。また前記実施形態は、作業台車3に搭載した1台の糸継ぎ装置17により、全紡績ユニット2の糸継ぎ作業を実行するように構成してあるが、紡績ユニット2ごとに糸継ぎ装置17を設ける構成も採用可能である。この場合、作業台車3を省略できる。また前記実施形態は、通常紡績時には、弛み取りローラ21に糸Yを巻き付けない仕様の紡績機に本発明を適用したものであるが、本発明を、通常紡績時においても巻取速度を適宜調整して弛みを生じさせ、弛み取りローラ21に糸Yを常時巻き付かせる仕様の紡績機を構成するのに利用することも可能である。そのような例としては、コーン巻きパッケージを形成する際に、大径側と小径側とで生じる巻取速度の差による巻取張力差を吸収するために弛み取りローラ21に糸Yを常時巻き付けるもの等が挙げられる。その他、本発明の具体的な構成や形状は、状況に応じ適宜変更することを妨げない。
【0054】
【発明の効果】
請求項1に記載の糸弛み取り装置によれば、回転式糸掛体(フライヤー)の軸部と傾斜部との境界の屈曲箇所を弛み取りローラの軸方向投影面における内側領域に位置させると共に、傾斜部を弛み取りローラの回転方向と反対の半径方向外方に伸びる傾斜を有するように設定したので、糸掛けの際には、糸を傾斜部で容易に捕らえたのち糸係合部へ確実に導くことができ、また、糸が回転式糸掛体と弛み取りローラとの隙間に嵌り込むのを防止することができる。従って、弛み取りローラへの糸掛・巻き付け作業の失敗がきわめて少なくなる。
【0055】
請求項2に記載の糸掛部材によれば、回転式糸掛体における先端部の糸係合部を、弛み取りローラの外周面に対し所定距離を有すると共に、当該外周面に対向する位置に在るように設定したので、糸係合部に糸を係合させた状態で回転式糸掛体を弛み取りローラと共に回転させることにより、糸を弛み取りローラ外周面の所定箇所へ確実に且つ安定して巻き付かせることができる。また、弛み取りローラの外周面に対し所定距離を置いて設けられる糸係合部の配置を適切に設定するだけで、糸を弛み取りローラ外周面の所定箇所(例えば中央部)へ容易に導入することができる。
【0056】
請求項3に記載したように、回転式糸掛体における少なくとも先端部から傾斜部までの部分を一本の棒材又は線材で形成した場合は、糸を傾斜部で捕らえたのち先端部の糸係合部へ導く操作が円滑になる。また、回転式糸掛体自身を軽量化できるから、負荷の変動に対する反応性・追従性を良好にすることができる。
【0057】
請求項4に記載するとおり、糸弛み取り装置の弛み取りローラにおいて、先端側の外周面に先端側へ向かって拡径するテーパ部を設け、当該弛み取りローラの先端側に本発明の糸掛部材を設けることによって、弛み取りローラへの糸掛けを確実且つ容易に行える糸弛み取り装置を提供することができ、さらに、弛み取りローラに巻き付いた糸が一度に抜け出る輪抜け現象を抑止すると同時に、解舒の際には糸を小径部分から大径部分へ順送りして、糸の適切な引き出しを確保するという機能を発揮させることができる。
【図面の簡単な説明】
【図1】本発明に係る糸弛み取り装置を備えた紡績機の一実施形態を示す正面図である。
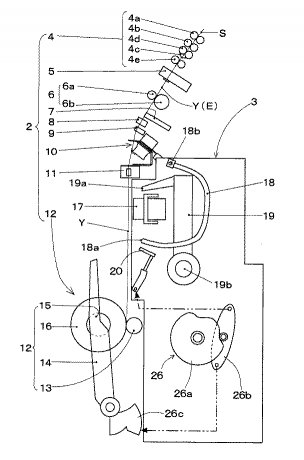
【図2】上記実施形態に関するものであって、紡績機の要部構造を概略的に示す正面断面図である。
【図3】上記実施形態に関するものであって、通常紡績時における紡績ユニットと作業台車の概略構成を示す側面図である。
【図4】上記実施形態に関するものであって、通常紡績時における糸弛み取り装置部分の概略構成を拡大して示す側面図である。
【図5】上記実施形態に関するものであって、通常紡績時における糸弛み取り装置部分の概略構成を拡大して示す正面図である。
【図6】上記実施形態に関するものであって、糸継ぎ作業の開始直前における紡績ユニットと作業台車の概略構成を示す側面図である。
【図7】上記実施形態に関するものであって、糸継ぎ作業開始時における紡績ユニットと作業台車の概略構成を示す側面図である。
【図8】上記実施形態に関するものであって、糸継ぎ作業開始時における糸弛み取り装置部分の概略構成を拡大して示す側面図である。
【図9】上記実施形態に関するものであって、糸継ぎ作業中における紡績ユニットと作業台車の概略構成を示す側面図である。
【図10】上記実施形態に関するものであって、糸継ぎ作業中における糸弛み取り装置部分の概略構成を拡大して示す側面図である。
【図11】上記実施形態に関するものであって、糸継ぎ作業開始時における糸弛み取り装置部分の概略構成を拡大して示す正面図である。
【図12】上記実施形態に関するものであって、糸継ぎ終了後、巻取作業の再開直前における紡績ユニットと作業台車の概略構成を示す側面図である。
【図13】上記実施形態に関するものであって、糸継ぎ終了後、巻取作業を再開させるまでにおけるテンションアームとクレードルアームの動作を示すタイムチャートである。
【図14】上記実施形態に関するものであって、巻取再開後の状態における紡績ユニットと作業台車の概略構成を示す側面図である。
【図15】上記実施形態に関するものであって、図(A)は巻取作業の再開後のローラから糸が解舒された直後における糸弛み取り装置の概略構成を拡大して示す側面図、図(B)は同状態の弛み取りローラを示す先端側から見た正面図、図(C)は上記(A)(B)の後であって、弛み取りローラを逆転させて糸との係合を回避した状態における糸弛み取り装置の概略構成を拡大して示す側面図、図(D)は同状態の弛み取りローラを示す先端側から見た正面図である。
【図16】上記実施形態に係る糸弛み取り装置に利用する弛み取りローラの一例を示す先端側から見た斜視図である。
【図17】上記実施形態に係る糸弛み取り装置に利用する弛み取りローラの一例を示すものであって、図(A)は先端側から見た正面図、図(B)は平面図である。
【図18】上記実施形態に係る糸弛み取り装置に利用する弛み取りローラの一例を示す側面断面図である。
【図19】本発明に係る糸弛み取り装置の弛み取りローラの一例を示すものであって、図(A)は先端側から見た上半部を示す拡大した正面図、図(B)は上半部を示す拡大した側面断面図である。
【符号の説明】
1…紡績機 2…紡績ユニット 3…作業台車 5…紡績装置 10…糸弛み取り装置 12…巻取装置 13…回転ドラム 14…クレードルアーム 15…ボビン 16…パッケージ 17…糸継ぎ装置 21…弛み取りローラ 22…糸掛部材 22a…フライヤー(回転式糸掛体) 22a−1…軸部 22a−2…傾斜部 22a−3…先端部 23…上流側ガイド 24…進退手段 26…速度制限機構 35…駆動用モータ(糸弛み取り装置用) 36…下流側ガイド E…糸道 R…糸係合部 S…繊維束 Y…糸(紡績糸) Y1…紡績装置側の糸 Y2…巻取装置側の糸 k,l,m…屈曲箇所
【0001】
【発明の属する技術分野】
本発明は、紡績機において紡績装置から巻取装置までの間に生じる糸の弛みを取る糸弛み取り装置に関し、詳しくは、糸弛み取り装置に設けられる糸掛部材の改良に関する。
【0002】
【従来の技術】
空気式紡績機等の高速紡績機にあっては、糸欠陥を検出したならば、糸欠陥箇所をカッターで切断し除去した後、紡績装置から次々に送られてくる糸の先端とパッケージ側の糸端とを、糸継ぎ装置で糸継ぎするようになっている。糸継ぎ作業は糸の巻取を停止した状態で行うから、紡績装置から次々に送給される糸の弛みを取り除くため、特許文献1に記載されるような、スラックチューブと呼ばれる吸引管で余剰の糸を吸引する手段が従来採用されている。
【0003】
ところで、紡績速度の高速化による糸弛み量の増大に伴い、前記吸引管方式では増量した糸の弛み取りに対応するのが困難になりつつある。しかも吸引管方式には、糸弛み取り時に糸に十分な張力を与えるのが難しいという問題がある。そこで吸引管方式に代わる手段として、特許文献2に、紡績装置から送給される糸を、貯蔵ローラ(弛み取りローラ)に一時的に巻き付けることによって糸弛みを解消する糸貯蔵装置(糸弛み取り装置)が記載されている。この糸貯蔵装置は、紡績機に沿って走行可能な保守装置(作業台車)に、糸結合装置(糸継ぎ装置)と共に積載されている。また上記糸貯蔵装置には、貯蔵ローラと共に、糸戻しリングからなる戻し素子(糸掛部材)が設けられている。この戻し素子は、糸継ぎ時に糸を貯蔵ローラに巻き付かせる際に糸の導入を案内し、巻取再開後に糸を貯蔵ローラから解舒する際には糸の巻き出しを案内する機能を有するものである。
【0004】
【特許文献1】
特開2001−159039号公報
【特許文献2】
特公平4−13272号公報
【0005】
【発明が解決しようとする課題】
特許文献2の第1図に記載された糸貯蔵装置にあっては、貯蔵ローラに糸を巻き付かせるための戻し素子が、周縁にフック形状の糸戻し器を複数有し、貯蔵ローラと同軸回転する円盤状の糸戻しリングから成っており、この糸戻しリングと貯蔵ローラ及び端板との間には隙間が形成されている。そこで特許文献2では、この隙間に糸がはまり込むのを防止するため、糸戻しリングに上記隙間の外周を覆うカバー状の構造(特許文献2中では短い周面と称している)を設けている。このため特許文献2の戻し素子は、糸戻しリングの重量が大きくなっているからその慣性も大きくなり、それ故、糸のパッケージへの巻き取りを再開させ、貯蔵ローラから糸を解舒する際、戻しリングの回転起動性が悪くなり、糸掛時の張り切れを生じさせたり、糸解舒時の巻取張力の変動に対する追従性が悪くなる。また、糸種・番手・紡績速度等の紡績条件の変更に伴う解舒時の糸張力の変更があったときの追従性が、場合によっては低くなることもあり得る。このため、条件変更に伴う柔軟性に欠けるという問題点がある。
【0006】
そこで、糸弛み取り装置における糸掛部材の軽量化を図るため、これを例えば棒材又は線材で製作することが考えられる。但し、この場合、弛み取りローラの所定領域に糸を確実に巻き付かせることができ、且つ、糸掛部材と弛み取りローラとの隙間に糸をはまり込ませないようにするためには、糸掛部材の形状について創意工夫を要する。
【0007】
【課題を解決するための手段】
本発明は紡績機における前記従来の問題を解決することが可能な糸弛み取り装置を提供するものである。請求項1に記載した本発明に係る糸弛み取り装置の特徴とするところは、回転駆動される弛み取りローラを有し、弛み取りローラの先端側中央部に同心回転可能に取り付けられた基部と、基部から連続する軸部と、軸部から屈曲して連続する傾斜部と、傾斜部に連続し糸係合部が形成された先端部とから成る回転式糸掛体を備え、該回転式糸掛体の前記軸部と前記傾斜部との境界の屈曲箇所が、弛み取りローラの軸方向投影面における内側領域に位置し、前記傾斜部は弛み取りローラの回転方向と反対の半径方向外方へ伸びる傾斜を有するように設定したことである。
【0008】
前記の如く構成した本発明に係る糸弛み取り装置は以下のような作用を営む。回転式糸掛体における軸部と傾斜部との境界の屈曲箇所を、弛み取りローラの軸方向投影面における内側領域に位置させたので、糸掛けの際には、傾斜部で糸を確実に捕らえることができる。そして傾斜部の傾斜を、弛み取りローラの回転方向と反対の半径方向外方へ伸びるように設定してあるので、回転式糸掛体が弛み取りローラと共に回転することにより、傾斜部に係合した糸を回転式糸掛体の先端部へ導き、先端部に形成した糸係合部に確実に係合させることができる。
【0009】
前記糸掛部材において、回転式糸掛体における先端部の糸係合部は、請求項2に記載するように、弛み取りローラの外周面に対し所定距離を有すると共に、当該外周面に対向する位置に在るように設定することが望ましい。かかる構成によれば、糸係合部に糸を係合させた状態で回転式糸掛体が弛み取りローラと共に回転することにより、糸が弛み取りローラの外周面に巻き付く。つまり、糸の巻き付きが確実である。また、弛み取りローラの外周面に対し所定距離を置いて設けられる糸係合部の配置を適切に設定するだけで、糸を弛み取りローラ外周面の所定箇所(例えば中央部)へ容易に導入することができる。
【0010】
なお、回転式糸掛体における少なくとも先端部から傾斜部までの部分は、一本の棒材又は線材で形成することが望ましい。これにより、糸を傾斜部で捕らえたのち、先端部の糸係合部へ導く操作が円滑になる。また、回転式糸掛体自身を軽量化し、負荷の変動に対する反応性・追従性が良好になる。
【0011】
ところで本発明が適用される糸弛み取り装置の弛み取りローラについては、糸が走行する側を先端側とすると、該先端側の外周面に先端側へ向かって拡径するテーパ部を設け、当該弛み取りローラの先端側に前記糸掛部材を設ける構造を採用することが望ましい。これにより、弛み取りローラへの糸掛けを確実且つ容易に行える糸弛み取り装置を提供することができる。さらに、弛み取りローラに巻き付いた糸の解舒の際、先端側のテーパ部は、巻き付いた糸が一度に抜け出る輪抜け現象を抑止すると同時に、糸を小径部分から大径部分へ順送りするため、糸の適切な引き出しを確保する機能を有している。
【0012】
【発明の実施の形態】
以下、本発明に係る紡績機の実施形態を図面に基づいて説明する。なお、本明細書において「上流・下流」とは、紡績時における糸の走行方向を基準として上流・下流を指し、具体的には、紡績装置側を上流、巻取装置側を下流とする。
【0013】
[第1の実施形態]
図1は本発明が適用される紡績機1の一例を示す正面図、図2は同紡績機1における一部分の内部構造を概略的に示す拡大図である。例えば空気紡績機等から成る紡績機1は、制御部1A、多数の紡績ユニット2が並設された紡績部1B、ブロアー部1C、及び、糸継ぎ装置を備え紡績ユニット2間をレールRに沿って走行自在になされた作業台車3を主要構成部材としている。
【0014】
制御部1Aは、全部の紡績ユニット2に共通して駆動力を与える駆動シャフト41・42・43の駆動用モータ31・32・33、紡績ユニット2ごとに設けられているモータ34・35、及び、巻取装置12等の動作を制御するものである。本実施形態では、入力部aに入力される各種設定値(紡出速度、紡出速度と巻取ローラ速度との比率など)に基づき、演算部bが、モータ31〜34に対してインバータc又はドライバ基板30を介し紡出速度情報を出力する。また糸弛み取り装置10のモータ35に対し、ドライバ基板40を介して、弛み取りローラ(後述)の回転速度情報を出力するようになされている。
【0015】
紡績部1Bは、多数の紡績ユニット2が並設されたものであって、各紡績ユニット2はそれぞれ独立して運転できるように構成されている。また本発明に係る紡績機1は、紡績装置5及び巻取装置12と共に、糸弛み取り装置10が、紡績ユニット2ごとに備えられている点に特徴を有している。なお、紡績ユニット2の構造の詳細については、後ほど説明する。
【0016】
ブロアー部1Cは、紡績ユニット2に対し、エアーダクトを通じて、所要箇所に圧縮空気を供給する圧縮空気供給手段、及び、所要箇所に負圧(吸引圧)を付与する負圧供給手段を収納するものであって、例えば、紡績ユニット2の紡績装置5に圧縮空気を供給し、吸引装置に負圧を作用させる。
【0017】
作業台車3は、糸継ぎ要求信号に基づき、レールR上を走行して糸継ぎを必要とする紡績ユニット2位置へ移動し停止できるようになっているものであって、紡績部1B部分の概略構成を表した側面断面図である図3に示す如く、ノッターやスプライサー等の糸継ぎ装置17、紡績装置5で形成された糸の端部を吸引して糸継ぎ装置17へ導くサクションパイプ18、巻取装置12に支持されたパッケージ16の糸端を吸引して糸継ぎ装置17へ導くサクションマウス19、必要時に糸Yに接触して(図12参照)糸張力を付与するテンションアーム20を備えている。紡績ユニット2の並設方向に沿って走行する作業台車3に、糸継ぎ装置17、サクションパイプ18及びサクションマウス19を設けることで、これら一組だけで全部の紡績ユニット2に対する糸継ぎ作業を行えるから、紡績機1の構造を簡単にすることができる。
【0018】
前記作業台車3に備えられている糸継ぎ用のサクションパイプ18は、紡績側吸引部材として機能するものであって、先端に吸引口18aを備えると共に、枢支部18bを中心に回動自在になされている。糸継ぎ作業の際には、図6中に二点鎖線で示す如く上方へ回動して、吸引口18aを紡績装置5の糸排出口付近に位置させ、紡出されてくる糸Yの糸端を吸引したのち、吸引状態のまま同図に実線で示す初期位置まで下方へ回動することにより、紡績側の糸Y1を糸継ぎ装置17へ導く。他方、サクションマウス19は、巻取り側吸引部材として機能するものであって、先端に吸引口19aを備えると共に、枢支部19bを中心に回動自在に成されている。そして糸継ぎ作業の際には、図6中に二点鎖線で示す如く下方へ回動し、先端の吸引口19aで、回転を停止させたパッケージ16から糸端を吸引して糸出しを行ったのち、吸引状態のまま同図中に実線で示す初期位置まで上方へ回動することにより、パッケージ16側の糸Y2を糸継ぎ装置17へ導く。
【0019】
次に、前記紡績部1Bに複数配設される紡績ユニット2について説明する。紡績ユニット2は、図3に示すように、糸道Eの上流側から下流側に沿って順に配置された、ドラフト装置4、紡績装置5、糸送り装置6、糸吸引装置7、カッター8、糸欠陥検出器9、糸弛み取り装置10、ワキシング装置11、巻取装置12から構成されている。
【0020】
ドラフト装置4は、例えば、上流側からバックローラ4a・サードローラ4b・エプロン4cが張設されたセカンドローラ4d・フロントローラ4eからなる4線式のものが選択される。紡績装置5は、例えば、旋回気流を利用して繊維束Sから紡績糸Y(以下、単に「糸Y」と言う。)を生成する空気式のものが採用される。糸送り装置6は、ニップローラ6aとデリベリローラ6bとから成り、両ローラ6a,6b間に糸Yを挟持して下流側へ送給するものである。糸吸引装置7は、常時、吸引状態にあり、糸欠陥検出器9が糸Yの欠陥を検出したときにカッター8が切断した糸Yの断片を吸引除去する。糸弛み取り装置10の下流側に設けられるワキシング装置11は、詳細図は省略するが、固定ガイドローラから離れる方向に付勢した可動ガイドローラで張力を付与する構造のもの等を採用することができる。
【0021】
巻取装置12は、クレードルアーム14に保持したボビン15に糸Yを巻き付けてパッケージ16を形成するためのものであって、ボビン15又はパッケージ16に接触して回転する回転ドラム13を備えており、クレードルアーム14は、回転ドラム13に対し、ボビン15又はパッケージ16を離接させることができるよう回動可能に構成されている。
【0022】
各紡績ユニット2に設けられる糸弛み取り装置10は、図3〜5に示す通常の紡績時には糸Yと係合することがなく、糸継ぎ作業時に糸Yと係合可能となるように設定されている(図7,8参照)。同糸弛み取り装置10は、糸Yを外周面21aに巻き付ける弛み取りローラ21、条件に応じて弛み取りローラ21と同期して又は独立に同心回転する糸掛部材22,弛み取りローラ21の前方やや上流側に配置される上流側ガイド23、上流側ガイド23を進退駆動するエアーシリンダ等から成る進退手段24、弛み取りローラ21を回転駆動するステッピングモータ等の駆動手段35、弛み取りローラ21の下流位置に設けられスリット36aを有する下流側ガイド36を備えており、これらは、ブラケット37などによって紡績ユニット2に固定されている。
【0023】
弛み取りローラ21は、図16〜18に示すように、糸掛部材22を有する側(糸が走行する側)を先端P、駆動手段35に接続される側を基端Qとすると、例えば外周面21aから螺合させたネジ25で駆動手段35の駆動軸35aに接続され、外周面21aには、基端Q側及び先端P側それぞれに端面へ向かって拡径するテーパ部21b、21dが形成され、これらの中間部は同一径の円筒部21cとなっている。そして糸継ぎ時に、紡績装置5から紡出されてくる糸Yを基端Q側から外周面21aに巻き付け、しかるのち先端P側から巻取装置12側へ向かって解舒するようになされている(図9〜11参照)。基端Q側のテーパ部21bは、供給され巻き付いた糸Yを、大径部分21b−1から小径部分21b−2へ円滑に移動させて中間の円筒部21cへ到達させることにより、糸Yを円筒部21c表面に規則正しく巻き付かせる機能を有する。また先端P側のテーパ部21dは、解舒の際に、巻き付かせた糸Yが一度に抜け出る輪抜け現象を抑止すると同時に、糸Yを小径部分21d−2から大径部分21d−1へ順送りに巻き戻して、糸Yの円滑な引き出しを確保する機能を有している。
【0024】
弛み取りローラ21の先端P側に設けられる糸掛部材22は、図18に示す如く、回転式糸掛体としてのフライヤー22aを伝達力調節機構によりローラ21に対し同心回転可能に取り付けて成るものであって、上記伝達力調節機構の構成は次の如くである。すなわち、ローラ21の中央部に突設した軸部21eに、ベアリング等の軸受部材22cを介してホイール部材22bを回転自在に装着し、このホイール部材22bにフライヤー22aの基部を取着する。そして、このホイール部材22bを、上記軸部21e先端のボルト部分に螺合させた例えばナット部材22dや押さえ部材22e等から成る伝達力調整操作部22gで、例えばバネ等の付勢手段から成る伝達力付与部材22fを抜け止めすることにより、取り付けている。従って本実施形態の伝達力調節機構は、軸部21eのボルト部分に螺合する伝達力調整操作部22gの締め付け操作により、伝達力付与部材22fの押圧力(摩擦力)を無段階に調整可能としている。
【0025】
前記伝達力調節機構により、フライヤー22aの弛み取りローラ21に対する回転抵抗の大きさを調節することができる。すなわち、上記押さえ部材22eの締め付け度合いを弱くすれば、ホイール部材22bに対する伝達力付与部材22fの押圧力が弱まるから、フライヤー22aにわずかな負荷を与えるだけで、弛み取りローラ21とは独立に自由回転させることができる。反対に、上記押さえ部材22eの締め付け度合いを強くすれば、ホイール部材22bに対する伝達力付与部材22fの押圧力が強まるから、フライヤー22aは非常に大きな負荷が作用しない限り、弛み取りローラ21と一体に回転する。従って、本実施形態の糸掛部材22は、押さえ部材22eの締め付け度合いを適当に調節することで、フライヤー22aに対する負荷が一定値以下のときは弛み取りローラ21と一体回転し、フライヤー22aに対する負荷が一定値を越えると弛み取りローラ21とは独立に回転するように設定することが可能である。
【0026】
なおフライヤー22aは、図面に例示するように、一本の棒材又は線材を折り曲げて製作すれば、きわめて軽量にすることができる。フライヤー22aの軽量化は、前記の如く、負荷に応じて回転状況を変化させる場合に、負荷(糸張力)の変動に対する反応性・追随性を良好にする上で有利である。
【0027】
ところで本実施形態のフライヤー22aは、弛み取り時に糸Yと係合して(図7,8参照)、糸Yを弛み取りローラ21の外周面21aに確実に巻き付かせるため、以下に述べるような特徴的な形状を採用している。すなわち、フライヤー22aは、図19に拡大して示す如く、ホイール部材22bに取着された基部から連続し、弛み取りローラ21の先端Pよりもわずかに糸Yが解舒される側へ突出する位置まで伸び、該ローラ21の軸心近くの屈曲箇所mまで徐々に半径方向外方へ折れ曲がる形状を有する軸部22a−1と、軸部22a−1から連続し、軸部22a−1との境界部である屈曲箇所mにおいて弛み取りローラ21の回転方向と反対の半径方向外方に傾斜しつつ伸びる傾斜部22a−2と、傾斜部22a−2に連続し屈曲箇所kを有する先端部22a−3とから成っている。そして傾斜部22a−2の先端j側に、弛み取りローラ21の基端Q側(ローラ外周面21a側)へ折れ曲がる屈曲箇所lを有し、該屈曲箇所lが先端部22a−3との境界部となっている。そして、屈曲箇所lよりも先端j側に形成される先端部22a−3は、屈曲箇所kにおいて、弛み取りローラ21の回転方向外方へ折れ曲がるように形成されている。
【0028】
図面から明らかなように、上記m,l,kの3つの屈曲箇所のうち、屈曲箇所mは、弛み取りローラ21を正面側から見た軸方向投影面における内部領域に位置しており、2箇所の屈曲箇所l,kは、上記軸方向投影面における外部領域に位置している。また先端j・屈曲箇所k・屈曲箇所lにより形成される糸係合部Rは、弛み取りローラ21の回転方向に向かって開く角度を有し、且つ、弛み取りローラ21の先端Pと基端Qとの間において、ローラ外周面21aに対して所定距離を有すると共に、弛み取りローラ21の外周面21aに対向する位置に在る。さらに、上記投影面において、弛み取りローラ21の外周縁と傾斜部22a−2とが交叉する点における接線と、当該傾斜部22a−2とのなす角度α(図19(A)参照)、及び、同傾斜部22a−2における屈曲箇所kからlまでの間の部分が、弛み取りローラ21の回転軸に対してなす角度βは、ともに鋭角となるように設定されている。
【0029】
本実施形態のフライヤー22aは、前記形態を採用することによって、次のような作用を営む。まず、軸部22a−1と傾斜部22a−2との境界の屈曲箇所mを前記投影面の内部領域としたので、弛み取りローラ21と一体回転するフライヤー22aが、糸継ぎ作業の開始直前に紡績装置5から供給される糸Yとを捕捉して弛み取りローラ21に巻き付けるときに、糸Yを傾斜部22a−2で容易に捕らえることができる。そして傾斜部22a−2を、弛み取りローラ21の回転方向と反対の半径方向外方に伸びつつ傾斜させると共に、その角度αを鋭角としたので、傾斜部22a−2に捕らえた糸Yを、先端部22a−3の糸係合部Rへ確実に導くことができる。また傾斜部22a−2の上記形態は、糸Yがフライヤー22aと弛み取りローラ21との隙間に嵌り込むのを防止する機能をも発揮する。さらに、糸係合部Rを弛み取りローラ21の外周面21aに対して所定距離を有すると共に、弛み取りローラ21の外周面21aに対向するように位置させたので、フライヤー22aが弛み取りローラ21と共に回転することにより、糸係合部Rに係合した糸Yを、弛み取りローラ外周面21a上の所定位置へ安定して巻き付かせることができる。すなわち本発明の糸掛部材22は、糸掛動作が確実で、糸の巻取動作が安定している糸弛み取り装置を提供するという利点を発揮するものである。
【0030】
仮に、図19に二点差線で仮想的に示すように、屈曲箇所mが前記投影面の外部領域に位置しているとると、フライヤー22aが図19(A)の時計回り方向に回転したとしても、糸Yは屈曲箇所mよりも基部側のフライヤー軸部22a−1に接触し、屈曲箇所mと屈曲箇所lとの間の傾斜部22a−2には捕らえられることなく、フライヤー22aとローラ先端Pとの間に入り込んでしまうおそれがある。しかし上述したように、屈曲箇所mが投影面の内部領域に位置していれば、糸Yを屈曲箇所lと屈曲箇所mとの間の上記傾斜部22a−2に接触させて拾い上げることができるため、フライヤー22aの回転に伴い、糸Yを傾斜部22a−2に沿って、屈曲箇所mから屈曲箇所lまで案内することができるのである。
【0031】
さらにフライヤー22aが屈曲箇所lからローラ基端Q側へ折れ曲がっていることにより、フライヤー22aが図19(A)における時計回り方向へ回転するに伴い、一旦、上記傾斜部22a−2で拾い上げた糸Yを、傾斜部22a−2に沿って屈曲箇所l及び屈曲箇所kを経て、糸係合部Rまで案内する。つまり、より円筒部21−c(図17(B)参照)に近い位置で糸Yを弛み取りローラ外周面21aに着地させ、確実に糸Yを弛み取りローラ外周面21aに巻き付け始めさせるようにすることが可能である。
【0032】
また本実施形態のフライヤー22aは、少なくとも傾斜部22a−2から先端部22a−3までの部分が一本の棒材又は線材で形成されているから、糸Yがフライヤー22aの表面を滑りながら屈曲箇所mから糸係合部Rに至るまで移動するのを、円滑に進行させることができる。なおフライヤー22aの形状次第では、糸係合部Rをローラ外周面21aに対して所定距離を保ちつつ、当該外周面21aに対向する位置に配置しなくてよい場合もある。
【0033】
上流側ガイド23は、エアーシリンダ等の進退手段24により前進・後退駆動され、前進位置(図4,5参照)にあるとき、糸Yが糸弛み取り装置10とは係合することのない位置に糸道を保持し、後退位置(図7,8参照)にあるときは、糸Yが糸弛み取り装置10のフライヤー22aと係合して弛み取りローラ21に巻き取られる位置まで、糸道を移動させるように設定されている。
【0034】
前述の如く構成された紡績機1の運転状況を次に説明する。図3及び図4に示す如く、糸弛み取り装置10の上流側ガイド23は、通常の紡績時、糸道を糸弛み取り装置10に係合させることのない前進位置に在る。紡績機1の各紡績ユニット2は、繊維束Sをドラフト装置4で紡績装置5へ送り込み、紡績装置5において紡績され生成された糸Yを、糸送り装置6で下流側へ送給し、糸吸引装置7及び糸欠陥検出器9の直前を通過させたのち、上流側ガイド23・下流側ガイド36・ワキシング装置11を経て、巻取装置12へ送り出し、該巻取装置12で糸Yをボビン15に巻き取り、パッケージ16を形成する。
【0035】
いずれかの紡績ユニット2の糸欠陥検出器9が糸Yにスラブ等の欠陥を検出すると、当該紡績ユニット2において、カッター8が糸Yを切断すると同時に、ドラフト装置4のバックローラ4aとサードローラ4bとが回転を停止させ、巻取装置12についてはクレードルアーム14が回動して、パッケージ16を回転ドラム13から離反させる(図6参照)。しかるのちパッケージ16は回転を自然停止させるか、または、状況により強制停止させる。なお、セカンドローラ4dとフロントローラ4eについては、回転駆動が持続している。
【0036】
カッター8により切断された糸Yの巻取装置12側の部分Y2は、惰性で回転を続けるパッケージ16に巻き取られる。他方、紡績装置5側部分の糸Y1については、ドラフト装置4のバックローラ4aとサードローラ4bとが回転を停止することにより、停止させたサードローラ4bと回転を続行しているセカンドローラ4dとの間で繊維束Sが引っ張られ切断される。この切断位置から前記カッター8位置までの糸断片は、回転を続行しているセカンドローラ4d及びフロントローラ4eにより送り出され、紡績装置5を経て、糸吸引装置7により吸引除去される。
【0037】
紡績ユニット2が前記動作を行う間に出力される糸継ぎ要求信号に基づき、作業台車3が走行して糸継ぎを必要とする紡績ユニット2の位置へ移動する。作業台車3が所定位置に到着すると、出力される到着検知信号に基づき、該当紡績ユニット2は、適宜タイミングで糸弛み取り装置10の弛み取りローラ21の回転を開始させる。
【0038】
引き続き、作業台車3により以下の糸継ぎ作業が実行される。図6に二点鎖線で示す如く、サクションパイプ18を上方へ回動させて、紡績装置5の糸排出口付近に吸引口18aを位置させる。これに合わせて、紡績ユニット2が、停止させていたバックローラ4aとサードローラ4bを再起動させてドラフト装置4を駆動状態とし、繊維束Sを紡績装置5へ送り込んで紡績を再開する。サクションパイプ18は、紡績装置5から連続的に紡出される糸Y1の糸端を吸引捕捉した後、同図に実線で示す初期位置まで下方へ回動し、糸Y1を糸継ぎ装置17へ導く。このとき、糸吸引装置7の吸引口7aは閉鎖される。また、糸Y1の糸送り装置6内への導入は、別途設けた糸寄せ手段等により、ニップローラ6aの側方からなされる。サクションパイプ18は、後続の糸継ぎ作業が開始されるまで、紡績装置5から生成され送り出される糸Y1を連続的に吸引する。
【0039】
上記サクションパイプ18の回動と同時に(又は多少の時間前後して)、サクションマウス19を、図6に二点鎖線で示す位置まで下方へ回動させ、先端の吸引口19aで、回転を停止しているパッケージ16から糸Y2の糸端を吸引して糸出しを行う。次いで吸引状態を維持したまま、サクションマウス19を同図に実線で示す初期位置まで上方へ回動させ、巻取装置12側の糸Y2を糸継ぎ装置17付近へ配置する。
【0040】
引き続き、糸継ぎ装置17による糸継ぎ作業が開始される。前述のようにして紡績装置5側の糸Y1及び巻取装置12側の糸Y2が糸継ぎ装置17の近傍に配置されたならば、糸継ぎ装置17に備えられる糸寄せレバー(図示略)が、両糸Y1,Y2をクランプして糸継ぎ装置17の作業実行部内へ取り込み、糸継ぎ作業を実行する。この糸継ぎ作業の開始前、糸弛み取り装置10の上流側ガイド23は前進位置にあって、糸道を糸掛部材22と係合することのない位置に保持している。
【0041】
糸継ぎ装置17が糸Y1,Y2をクランプすると、サクションパイプ18による糸Y1の吸引ができなくなるため、そのままでは糸継ぎ装置17の上流側に紡績装置5から送り出される糸Y1が溜まることとなる。そこで、糸継ぎ作業の開始直前、具体的には糸寄せレバーによる糸Y1,Y2のクランプ直前に、上流側ガイド23を図7,8に示す如く後退させ、糸Y1が糸掛部材22のフライヤー22aと係合するように糸道を変更する。これにより、弛み取りローラ21と共に回転するフライヤー22aが、図9,10,11に示すように、紡績装置5から送給される糸Y1を捕捉して弛み取りローラ21に巻き付かせるので、糸継ぎ作業中に紡績装置5と糸継ぎ装置17との間で生じ得る糸Y1の弛みを解消することができる。
【0042】
前述したようにフライヤー22aは、弛み取りローラ21とは独立に回転可能であるが、前記伝達力調節機構により、一定値以上の負荷が作用しない限り、弛み取りローラ21と一体に回転する。前記糸弛み取り作業時は、糸張力が低い状態であり、フライヤー22aにかかる負荷は小さいから、フライヤー22aは弛み取りローラ21と一体回転する。
【0043】
なお、フライヤー22aの形態を前記の如く形成したことにより、糸Yとの係合が確実になると共に、巻取中にローラ21とフライヤー22aとの隙間に糸Yが嵌り込むこともなくなる。また、上流側ガイド23の後退は、糸道の経路長さを短縮して糸張力を減少させる方向の動作であるから、糸Y1がフライヤー22aと係合する際の糸張力上昇が緩和され、糸切れの発生が防止される。
【0044】
弛み取りローラ21の回転速度は、紡績装置5における糸Yの紡出速度(実質的には糸送り装置6の糸送り速度)に基づき、糸張力が適切になるよう設定される。また、上流側ガイド23の移動時期は糸Y1の紡出速度を勘案して決定され、糸継ぎ装置17による糸Y1,Y2のクランプ時を基準として、例えばこれよりわずかに前に設定される。これより遅いと、紡績装置5から次々に紡出されてくる糸Y1に弛みが生じ、弛み取りローラ21が糸Y1の捕捉を失敗する可能性がある。反対に、糸Y1,Y2のクランプ時よりも過度に早いと、糸継ぎ装置17に配置されている糸Y1が弛み取りローラ21に巻き取られ、糸継ぎ作業が不完全になる可能性がある。
【0045】
糸継ぎ装置17による糸継ぎ作業が終了したならば、クレードルアーム14を回動させてパッケージ16を回転ドラム13に接触させ、糸Yの巻取作業を再開させる。但し、糸継ぎ完了直後の糸Yは張力が低い状態であるから、パッケージ16を回転ドラム13へ急に接触させると、糸張力の急激な変動が生じて、糸Yの張り切れを招くおそれがある。そこで本実施形態では上記問題に対処するため、図12に示すように、糸Yに対し張力を付与する進退可能なテンションアーム20と、クレードルアーム14の回動速度を調整するための速度制限機構26とを設けた。テンションアーム20は、例えば図示するようなレバー構造であって、パッケージ16の回転ドラム13への接触完了直前に、糸Yを押圧して糸張力を予め増大させておくことにより、巻取再開時における糸張力の変動幅を小さく抑えるためのものである。速度制限機構26は、例えばカム26aやリンク26bなどを利用して構成され、クレードルアーム14に設けた接続部26cに連結して、パッケージ16が回転ドラム13に接触する直前のクレードルアーム14の回動速度を制限するようになされている。
【0046】
前記テンションアーム20とクレードルアーム14とは、例えば図13のタイムチャートの如き動作を行う。すなわち、テンションアーム20と、接続部26c及びクレードルアーム14とは、速度制限機構26のカム26aの回転駆動によりリンク26bを介して共通して駆動されることにより、互いに適切なタイミングで動作するよう設定されている。糸継ぎ完了後(時間T0)、まずクレードルアーム14が復帰方向への回動を開始する(時間T1)。速度制限機構26は、クレードルアーム14の回動速度(=角速度)が所定値(ω)を越えないように制御する。そして、パッケージ16が回転ドラム13表面のごく近傍に達したならば、クレードルアーム14の角速度を一定値(ω1)まで減少させ(時間T2)、パッケージ16の回転ドラム13に対する接触が完了する(時間T4)まで、この小さい角速度(ω1)を維持する。なお、上記の小さい角速度でのクレードルアーム14の駆動を、滑り接触駆動と称する。かかる角速度制御により、パッケージ16は回転ドラム13の表面に対し滑り接触するようになるから、接触時における張力急上昇を緩和することができる。
【0047】
他方、テンションアーム20は、クレードルアーム14の上記滑り接触駆動を開始(時間T2)した後であって、パッケージ16が回転ドラム13に滑り接触する(時間T4)前に前進させ(時間T3)、糸Yに張力を付与する。糸継ぎ終了直後の糸Yは低張力であり、パッケージ16と回転ドラム13とが接触して正規の巻取作業が再開されるときに、糸張力が急激に増大する。従って本実施形態の如く、パッケージ16の回転ドラム13に対する接触前、糸張力を急上昇させないように、テンションアーム20であらかじめ糸張力を若干増加させておくことにより、正規の巻取作業再開時における糸張力の変動幅を小さく抑えて、糸の張り切れを防止することができる。しかるのち第2段階として、上記滑り接触させ、さらに糸張力の変動幅を小さく抑え、パッケージ16が回転ドラム13に完全に接触して正規の巻取作業が再開されたならば、テンションアーム20を後退させて糸Yから引き離す(時間T5)。
【0048】
糸継ぎ作業が終了し巻取作業が再開されたならば、作業台車3は、糸Yとの係合関係が無くなるので、糸継ぎ作業を行った紡績ユニット2から自由に移動することが可能となる。それ故、別の紡績ユニットから糸継ぎ要求信号が出力されたときに、巻取作業の再開後、後述する弛み取りローラ21からの糸解舒を待つことなく、直ちに目的の紡績ユニット位置へ移動することができる。従って、本発明の紡績機1は、糸継ぎ作業のために、作業台車3が一つの紡績ユニット2に留まる必要時間が短くて済むから、連続する糸継ぎ作業を従来よりも短時間で終了させることができる。
【0049】
前述した糸継ぎ作業から、巻取作業再開までの間、紡績装置5で生成され送り出される糸Yは、回転を継続している弛み取りローラ21に巻き取られる。しかし、巻取作業が再開されると、紡出速度に対する巻取速度の比は糸に適度の張力を付与するように設定されているため、糸張力が一定値よりも増大する。その結果、前記伝達力調節機構で設定される値よりも大きい負荷が作用するようになると、フライヤー22aが巻取方向に回転を続けている弛み取りローラ21とは独立して回転するようになり、弛み取りローラ21に巻き取られて貯留している糸Yが、しだいに弛み取りローラ21から巻き出される。このとき糸掛部材22のフライヤー22aは、糸Yの輪抜けを防止して、弛み取りローラ21から糸Yが平均的に巻き出されるように案内すると共に、糸Yと接触することにより適度の抵抗を与えて糸張力を適正化し、パッケージ16の巻取状態を均一化する機能を有している。
【0050】
すなわち本実施形態のフライヤー22a(回転式糸掛体)は、前述のように、一つの部材が、糸継ぎ作業の開始直前に糸Y1を弛み取りローラ21へ導入する糸掛機能と、弛み取りローラ21に巻き付いた糸を解舒するにあたり、当該糸に所定の解舒張力を付与する解舒張力付与機能とを兼備している。依って、糸弛み取り装置10を構成する部品点数の削減を図れる、という効果がもたらされる。
【0051】
巻取作業が再開して弛み取りローラ21からの糸Yの巻き出しが終了すると、フライヤー22aは、弛み取りローラ21から受ける回転力と走行する糸の張力とが均衡することによって、図14及び図15(A)(B)に示す位置で糸Yと係合した状態に保持される。そのまま放置すると、糸Yはフライヤー22aに接触しつつ走行してパッケージ16に巻き取られるから、摩擦で糸質に悪影響を及ぼすおそれがある。そこで本実施形態では、弛み取りローラ21から糸Yが巻き出されたならば、図15(C)(D)に示すように、弛み取りローラ21を180°逆回転させて、フライヤー22aを糸Yと接触しない位置へ移動させ、しかるのち弛み取りローラ21を停止させるように設定した。これにより、糸Yの品質低下を回避することが可能である。弛み取りローラ21の逆転・停止後、上流側ガイド23を前進させ、図3,4に示す初期位置へ復帰させる。
【0052】
弛み取りローラ21を逆回転させるタイミング調節は、例えばタイマー制御によることができる。すなわち、糸弛み取り装置10における糸弛み取り動作を開始してから、弛み取りローラ10の回転時間が所定時間に達したならば、自動的に弛み取りローラ21を逆転・停止させるように設定すればよい。あるいは、弛み取りローラ21の上流又は下流の適所に張力センサを配置して解舒中の糸張力を監視し、張力値が一定の条件に達したならば、弛み取りローラ21を逆転・停止させるように構成することも可能である。
【0053】
本発明の実施形態は以上説明した態様に限定されない。前記実施形態では、糸弛み取り装置10を紡績ユニット2ごとに設けたが、糸弛み取り装置10を作業台車3に搭載して、1台の糸継ぎ装置17により、全紡績ユニット2の糸弛み取り作業を実行するように構成してもよい。また前記実施形態は、作業台車3に搭載した1台の糸継ぎ装置17により、全紡績ユニット2の糸継ぎ作業を実行するように構成してあるが、紡績ユニット2ごとに糸継ぎ装置17を設ける構成も採用可能である。この場合、作業台車3を省略できる。また前記実施形態は、通常紡績時には、弛み取りローラ21に糸Yを巻き付けない仕様の紡績機に本発明を適用したものであるが、本発明を、通常紡績時においても巻取速度を適宜調整して弛みを生じさせ、弛み取りローラ21に糸Yを常時巻き付かせる仕様の紡績機を構成するのに利用することも可能である。そのような例としては、コーン巻きパッケージを形成する際に、大径側と小径側とで生じる巻取速度の差による巻取張力差を吸収するために弛み取りローラ21に糸Yを常時巻き付けるもの等が挙げられる。その他、本発明の具体的な構成や形状は、状況に応じ適宜変更することを妨げない。
【0054】
【発明の効果】
請求項1に記載の糸弛み取り装置によれば、回転式糸掛体(フライヤー)の軸部と傾斜部との境界の屈曲箇所を弛み取りローラの軸方向投影面における内側領域に位置させると共に、傾斜部を弛み取りローラの回転方向と反対の半径方向外方に伸びる傾斜を有するように設定したので、糸掛けの際には、糸を傾斜部で容易に捕らえたのち糸係合部へ確実に導くことができ、また、糸が回転式糸掛体と弛み取りローラとの隙間に嵌り込むのを防止することができる。従って、弛み取りローラへの糸掛・巻き付け作業の失敗がきわめて少なくなる。
【0055】
請求項2に記載の糸掛部材によれば、回転式糸掛体における先端部の糸係合部を、弛み取りローラの外周面に対し所定距離を有すると共に、当該外周面に対向する位置に在るように設定したので、糸係合部に糸を係合させた状態で回転式糸掛体を弛み取りローラと共に回転させることにより、糸を弛み取りローラ外周面の所定箇所へ確実に且つ安定して巻き付かせることができる。また、弛み取りローラの外周面に対し所定距離を置いて設けられる糸係合部の配置を適切に設定するだけで、糸を弛み取りローラ外周面の所定箇所(例えば中央部)へ容易に導入することができる。
【0056】
請求項3に記載したように、回転式糸掛体における少なくとも先端部から傾斜部までの部分を一本の棒材又は線材で形成した場合は、糸を傾斜部で捕らえたのち先端部の糸係合部へ導く操作が円滑になる。また、回転式糸掛体自身を軽量化できるから、負荷の変動に対する反応性・追従性を良好にすることができる。
【0057】
請求項4に記載するとおり、糸弛み取り装置の弛み取りローラにおいて、先端側の外周面に先端側へ向かって拡径するテーパ部を設け、当該弛み取りローラの先端側に本発明の糸掛部材を設けることによって、弛み取りローラへの糸掛けを確実且つ容易に行える糸弛み取り装置を提供することができ、さらに、弛み取りローラに巻き付いた糸が一度に抜け出る輪抜け現象を抑止すると同時に、解舒の際には糸を小径部分から大径部分へ順送りして、糸の適切な引き出しを確保するという機能を発揮させることができる。
【図面の簡単な説明】
【図1】本発明に係る糸弛み取り装置を備えた紡績機の一実施形態を示す正面図である。
【図2】上記実施形態に関するものであって、紡績機の要部構造を概略的に示す正面断面図である。
【図3】上記実施形態に関するものであって、通常紡績時における紡績ユニットと作業台車の概略構成を示す側面図である。
【図4】上記実施形態に関するものであって、通常紡績時における糸弛み取り装置部分の概略構成を拡大して示す側面図である。
【図5】上記実施形態に関するものであって、通常紡績時における糸弛み取り装置部分の概略構成を拡大して示す正面図である。
【図6】上記実施形態に関するものであって、糸継ぎ作業の開始直前における紡績ユニットと作業台車の概略構成を示す側面図である。
【図7】上記実施形態に関するものであって、糸継ぎ作業開始時における紡績ユニットと作業台車の概略構成を示す側面図である。
【図8】上記実施形態に関するものであって、糸継ぎ作業開始時における糸弛み取り装置部分の概略構成を拡大して示す側面図である。
【図9】上記実施形態に関するものであって、糸継ぎ作業中における紡績ユニットと作業台車の概略構成を示す側面図である。
【図10】上記実施形態に関するものであって、糸継ぎ作業中における糸弛み取り装置部分の概略構成を拡大して示す側面図である。
【図11】上記実施形態に関するものであって、糸継ぎ作業開始時における糸弛み取り装置部分の概略構成を拡大して示す正面図である。
【図12】上記実施形態に関するものであって、糸継ぎ終了後、巻取作業の再開直前における紡績ユニットと作業台車の概略構成を示す側面図である。
【図13】上記実施形態に関するものであって、糸継ぎ終了後、巻取作業を再開させるまでにおけるテンションアームとクレードルアームの動作を示すタイムチャートである。
【図14】上記実施形態に関するものであって、巻取再開後の状態における紡績ユニットと作業台車の概略構成を示す側面図である。
【図15】上記実施形態に関するものであって、図(A)は巻取作業の再開後のローラから糸が解舒された直後における糸弛み取り装置の概略構成を拡大して示す側面図、図(B)は同状態の弛み取りローラを示す先端側から見た正面図、図(C)は上記(A)(B)の後であって、弛み取りローラを逆転させて糸との係合を回避した状態における糸弛み取り装置の概略構成を拡大して示す側面図、図(D)は同状態の弛み取りローラを示す先端側から見た正面図である。
【図16】上記実施形態に係る糸弛み取り装置に利用する弛み取りローラの一例を示す先端側から見た斜視図である。
【図17】上記実施形態に係る糸弛み取り装置に利用する弛み取りローラの一例を示すものであって、図(A)は先端側から見た正面図、図(B)は平面図である。
【図18】上記実施形態に係る糸弛み取り装置に利用する弛み取りローラの一例を示す側面断面図である。
【図19】本発明に係る糸弛み取り装置の弛み取りローラの一例を示すものであって、図(A)は先端側から見た上半部を示す拡大した正面図、図(B)は上半部を示す拡大した側面断面図である。
【符号の説明】
1…紡績機 2…紡績ユニット 3…作業台車 5…紡績装置 10…糸弛み取り装置 12…巻取装置 13…回転ドラム 14…クレードルアーム 15…ボビン 16…パッケージ 17…糸継ぎ装置 21…弛み取りローラ 22…糸掛部材 22a…フライヤー(回転式糸掛体) 22a−1…軸部 22a−2…傾斜部 22a−3…先端部 23…上流側ガイド 24…進退手段 26…速度制限機構 35…駆動用モータ(糸弛み取り装置用) 36…下流側ガイド E…糸道 R…糸係合部 S…繊維束 Y…糸(紡績糸) Y1…紡績装置側の糸 Y2…巻取装置側の糸 k,l,m…屈曲箇所
【特許請求の範囲】
【請求項1】
回転駆動される弛み取りローラを有する糸弛み取り装置であって、弛み取りローラの先端側中央部に同心回転可能に取り付けられた基部と、基部から連続する軸部と、軸部から屈曲して連続する傾斜部と、傾斜部に連続し糸係合部が形成された先端部とから成る回転式糸掛体を備え、該回転式糸掛体の前記軸部と前記傾斜部との境界の屈曲箇所が、弛み取りローラの軸方向投影面における内側領域に位置し、前記傾斜部は弛み取りローラの回転方向と反対の半径方向外方へ伸びる傾斜を有するように設定されていることを特徴とする紡績機の糸弛み取り装置。
【請求項2】
前記回転式糸掛体における先端部の糸係合部が、弛み取りローラの外周面に対し所定距離を有すると共に、当該外周面に対向する位置に在るように設定した請求項1に記載の紡績機の糸弛み取り装置。
【請求項3】
前記回転式糸掛体における少なくとも先端部から傾斜部までの部分が、一本の棒材又は線材で形成されている請求項1又は2に記載の紡績機の糸弛み取り装置。
【請求項4】
前記弛み取りローラにおいて、糸が走行する側を先端側とし、該先端側の外周面に先端側へ向かって拡径するテーパ部が設けられ、当該弛み取りローラの先端側に前記糸掛部材が設けられている請求項1乃至3のいずれかに記載の紡績機の糸弛み取り装置。
【請求項1】
回転駆動される弛み取りローラを有する糸弛み取り装置であって、弛み取りローラの先端側中央部に同心回転可能に取り付けられた基部と、基部から連続する軸部と、軸部から屈曲して連続する傾斜部と、傾斜部に連続し糸係合部が形成された先端部とから成る回転式糸掛体を備え、該回転式糸掛体の前記軸部と前記傾斜部との境界の屈曲箇所が、弛み取りローラの軸方向投影面における内側領域に位置し、前記傾斜部は弛み取りローラの回転方向と反対の半径方向外方へ伸びる傾斜を有するように設定されていることを特徴とする紡績機の糸弛み取り装置。
【請求項2】
前記回転式糸掛体における先端部の糸係合部が、弛み取りローラの外周面に対し所定距離を有すると共に、当該外周面に対向する位置に在るように設定した請求項1に記載の紡績機の糸弛み取り装置。
【請求項3】
前記回転式糸掛体における少なくとも先端部から傾斜部までの部分が、一本の棒材又は線材で形成されている請求項1又は2に記載の紡績機の糸弛み取り装置。
【請求項4】
前記弛み取りローラにおいて、糸が走行する側を先端側とし、該先端側の外周面に先端側へ向かって拡径するテーパ部が設けられ、当該弛み取りローラの先端側に前記糸掛部材が設けられている請求項1乃至3のいずれかに記載の紡績機の糸弛み取り装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【公開番号】特開2004−277946(P2004−277946A)
【公開日】平成16年10月7日(2004.10.7)
【国際特許分類】
【出願番号】特願2003−72678(P2003−72678)
【出願日】平成15年3月17日(2003.3.17)
【出願人】(000006297)村田機械株式会社 (4,916)
【Fターム(参考)】
【公開日】平成16年10月7日(2004.10.7)
【国際特許分類】
【出願日】平成15年3月17日(2003.3.17)
【出願人】(000006297)村田機械株式会社 (4,916)
【Fターム(参考)】
[ Back to top ]