
紡績機及び糸貯留ローラに残留した紡績糸の除去方法
【課題】糸強力の弱い糸欠点の発生により糸貯留ローラに残留した紡績糸の除去を効率的に行うことのできる紡績機を提供する。
【解決手段】精紡機は、紡績装置と、ヤーンクリアラと、糸貯留ローラと、吸引口と、吸引装置と、ユニットコントローラと、を備える。紡績装置は、繊維束に撚りを掛けて紡績糸を生成する。ヤーンクリアラは、紡績装置の下流側に配置され、走行する紡績糸の糸欠点を検出する。糸貯留ローラは、ヤーンクリアラの下流側に配置され、紡績糸を外周面に巻き付けて回転することで、紡績糸を一時的に貯留する。基端側近傍に配置される。吸引装置は、吸引口に吸引流を発生させることが可能である。ユニットコントローラは、ヤーンクリアラが糸強力の弱い所定の糸欠点を検出すると、その他の糸欠点を検出したときに比べて、紡績糸の供給を停止する停止タイミングを遅らせるとともに、この停止タイミングの後に糸貯留ローラを停止させる。
【解決手段】精紡機は、紡績装置と、ヤーンクリアラと、糸貯留ローラと、吸引口と、吸引装置と、ユニットコントローラと、を備える。紡績装置は、繊維束に撚りを掛けて紡績糸を生成する。ヤーンクリアラは、紡績装置の下流側に配置され、走行する紡績糸の糸欠点を検出する。糸貯留ローラは、ヤーンクリアラの下流側に配置され、紡績糸を外周面に巻き付けて回転することで、紡績糸を一時的に貯留する。基端側近傍に配置される。吸引装置は、吸引口に吸引流を発生させることが可能である。ユニットコントローラは、ヤーンクリアラが糸強力の弱い所定の糸欠点を検出すると、その他の糸欠点を検出したときに比べて、紡績糸の供給を停止する停止タイミングを遅らせるとともに、この停止タイミングの後に糸貯留ローラを停止させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、主要には、糸貯留ローラを備えた紡績機に関する。
【背景技術】
【0002】
特許文献1は、紡績装置と、クリアリング装置(糸欠点検出装置)と、ローカル制御装置(制御部)と、を備えた構成の紡績機を開示する。
【0003】
クリアリング装置は、紡績装置から送り出される紡績糸の太さ及び長さに関するデータを取得する。ローカル制御装置は、このデータに基づいて、当該データを取得した位置における糸(紡績糸)が切断すべき糸欠点に該当するか否かの判断を行う。そして、ローカル制御装置が、切断すべき糸欠点であると判断すると、適宜の方法で紡績糸が切断される。なお、この紡績機は、実際に切断された糸欠点部分の糸の太さ及び長さが、クリアリングリミットに正確に対応しているか否かを表示する構成も備えている。
【0004】
特許文献2は、紡績装置と、糸弛み取り装置(糸貯留装置)と、糸吸引装置(吸引装置)と、を備えた構成の紡績機を開示する。
【0005】
糸弛み取り装置は、その外周に糸を巻き付けることが可能な糸弛み取りローラ(糸貯留ローラ)を備えている。この糸弛み取りローラは、紡績装置から連続的に送り出される糸をその外周に巻き付けて一時的に貯留することで、糸継時に発生する糸の弛みを防止するものである。また、糸吸引装置は、紡績装置と糸弛み取りローラとの間に配置され、糸吸引口に吸引流を発生させるものである。この糸吸引装置は、切断された糸端に付着した繊維屑を吸引除去する役割等を有する。
【0006】
以下、上記のクリアリング装置及び糸弛み取り装置を備えた紡績機において、巻取中の糸に切断すべき糸欠点が検出された場合について説明する。なお、今回の説明の前提として、前記紡績機は、特許文献2の構成のように糸弛み取り装置よりも上流側(紡績装置側)にクリアリング装置及び糸切断手段を備えた構成であるものとする。
【0007】
巻取中の紡績機に切断すべき糸欠点が検出されると、当該糸欠点を除去するために、適宜の方法で糸切断が行われる。この切断された紡績糸のうち下流側の糸は当該糸欠点を含んでおり、当該糸欠点を含んだ糸は、糸弛み取り装置を経由してパッケージに巻き取られる。その後、パッケージに巻き取られた紡績糸の糸端と、もう一方の糸端である糸弛み取り装置の上流側の糸端と、が適宜の方法で捕捉されて、糸継ぎ装置に案内される。そして、糸継ぎ装置によって、糸欠点部位を除去しつつ糸継ぎがなされ、紡績作業が再開される。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平11−268871号公報
【特許文献2】特開2004−124333号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかし、このような構成において、糸強力の弱い糸欠点を検出したときに上記と同様の処理を行うと、切断された紡績糸のうち下流側の紡績糸が、糸弛み取りローラ等を通過するときにこの糸欠点部分においてちぎれることがある。この場合、ちぎれた箇所より上流側の糸は巻取装置によって下流側に引っ張ることができないので、糸弛み取りローラ上に糸が残留することになる。そのため、このままでは紡績作業を再開することができない。また、この糸を糸吸引装置によって吸引して除去する方法も考えられるが、糸の糸端が糸吸引装置の糸吸引口の近傍にあるとも限らず、結局は糸を手作業で除去しなければならない場合も多かった。従って、糸吸引装置によっても作業効率を効果的に向上させることが困難であった。
【0010】
本発明は以上の事情に鑑みてされたものであり、その目的は、糸強力の弱い糸欠点の発生により糸貯留ローラに残留した紡績糸の除去を効率的に行うことのできる紡績機を提供することにある。
【課題を解決するための手段及び効果】
【0011】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段とその効果を説明する。
【0012】
本発明の第1の観点によれば、以下の構成の紡績機が提供される。即ち、この紡績機は、紡績装置と、糸欠点検出装置と、糸貯留ローラと、駆動モータと、吸引口と、吸引装置と、制御部と、を備える。前記紡績装置は、繊維束に撚りを掛けて紡績糸を生成する。前記糸欠点検出装置は、前記紡績装置の下流側に配置され、走行する紡績糸の糸欠点を検出する。前記糸貯留ローラは、前記糸欠点検出装置の下流側に配置され、紡績糸を外周面に巻き付けて回転することで、前記紡績糸を一時的に貯留する。前記駆動モータは、前記糸貯留ローラを回転駆動する。前記吸引口は、前記糸貯留ローラの外周面近傍であって、紡績糸が前記糸貯留ローラに巻き取られる側の当該糸貯留ローラの端部近傍に配置される。前記吸引装置は、前記吸引口に吸引流を発生させることが可能である。前記制御部は、前記糸欠点検出装置が糸強力の弱い所定の糸欠点を検出すると、その他の糸欠点を検出したときに比べて、前記紡績糸の供給を停止する停止タイミングを遅らせるとともに、前記停止タイミングの後に前記糸貯留ローラを停止させるように前記駆動モータを制御する。
【0013】
即ち、紡績糸が所定の糸欠点を有する場合、その箇所が糸貯留ローラから解舒される時点で糸切れが生じ易い。このとき、糸貯留ローラに巻き付いた紡績糸が少量で疎らに巻き付いた状態で紡績糸の供給が停止されると、形成される糸端の位置が、糸貯留ローラに巻き取られる側の当該糸貯留ローラの端部近傍に設置されている吸引口から離れてしまい、糸端の吸引が困難になる。この点、上記の構成においては、このような糸切れが生じた後でもしばらく紡績糸を糸貯留ローラに供給するため、糸貯留ローラに巻き取られる側の端部近傍まで紡績糸が巻かれる。そのため、紡績糸の供給停止によって形成される糸端の位置が吸引口に近くなるので、吸引装置が当該糸端を容易に吸引することができる。以上から、このような糸切れが生じたときにも、糸貯留ローラに残留した紡績糸を手作業で処理する必要がなくなり、紡績作業を効率良く行うことができる。
【0014】
前記の紡績機においては、前記糸欠点検出装置は、所定の糸欠点として、通常の糸の太さよりも一定以上太い箇所を検出することが好ましい。
【0015】
これにより、糸強力の弱い大き目のスラブを検出して、的確に前記の制御を行うことができる。
【0016】
前記の紡績機においては、前記制御部は、前記糸貯留ローラを停止させる制御の後に、前記糸貯留ローラを巻取時の回転方向と逆方向に回転させることが好ましい。
【0017】
これにより、吸引装置が吸引した不要な紡績糸を、糸貯留ローラから自動的に除去することができる。そのため、糸貯留ローラに残留した紡績糸を手作業で除去する必要がなくなり、紡績作業を効率良く行うことができる。
【0018】
前記の紡績機においては、前記制御部は、前記紡績装置による撚掛けを停止させることで紡績糸の供給を停止させることが好ましい。
【0019】
即ち、紡績装置による繊維束の撚掛けを中止することで、紡績糸の糸強力は弱くなる。この場合、紡績糸は張力に耐えられなくなり、引きちぎるように切断されるので、糸端の繊維がほどかれた状態となる。そのため、当該糸端が吸引口近傍の吸引流に乗り易くなり、当該糸端の吸引を容易にすることができる。
【0020】
本発明の第2の観点によれば、以下のような、糸貯留ローラに残留した紡績糸の除去方法が提供される。即ち、この紡績糸の除去方法は、糸欠点検出工程と、供給停止工程と、糸貯留ローラ停止工程と、糸端吸引工程と、紡績糸除去工程と、を含む。前記糸欠点検出工程では、糸強力の弱い所定の糸欠点を検出する。前記供給停止工程では、所定の糸欠点の検出から所定時間が経過した後に紡績糸の供給を停止させる。前記糸貯留ローラ停止工程では、糸貯留ローラを停止させる。前記糸端吸引工程では、前記糸貯留ローラの外周面近傍であって、紡績糸が前記糸貯留ローラに巻き取られる側の当該糸貯留ローラの端部近傍に配置された吸引口によって、前記糸貯留ローラに残留している紡績糸の糸端を吸引させる。前記紡績糸除去工程では、前記糸貯留ローラに残留している紡績糸の糸端を吸引するとともに、前記糸貯留ローラを紡績糸が解除される方向へ回転させて、当該紡績糸を除去する。
【0021】
即ち、紡績糸が所定の糸欠点を有する場合、その箇所が糸貯留ローラから解舒される時点で糸切れが生じ易い。このとき、糸貯留ローラに巻き付いた紡績糸が少量で疎らに巻き付いた状態で紡績糸の供給が停止されると、形成される糸端の位置が、糸貯留ローラに巻き取られる側の当該糸貯留ローラの端部近傍に設置されている吸引口から離れてしまい、糸端の吸引が困難になる。この点、上記の構成においては、このような糸切れが生じた後でもしばらく紡績糸を糸貯留ローラに供給するため、糸貯留ローラに巻き取られる側の端部近傍まで紡績糸が巻かれる。そのため、紡績糸の供給停止によって形成される糸端の位置が吸引口に近くなるので、当該糸端を容易に吸引することができる。以上から、このような糸切れが生じたときにも、糸貯留ローラに巻き付いた不要な紡績糸を手作業で処理する必要がなくなり、紡績作業を効率良く行うことができる。
【図面の簡単な説明】
【0022】
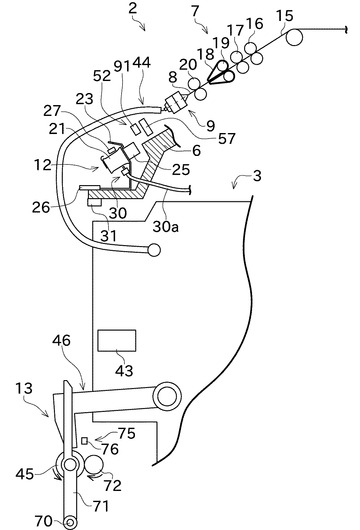
【図1】精紡機の全体的な構成を示す正面図。
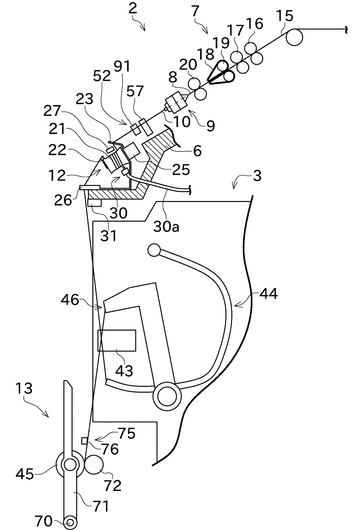
【図2】精紡機の縦断面図。
【図3】精紡機の主要な構成を示すブロック図。
【図4】糸貯留装置の縦断面図。
【図5】糸貯留装置の外観斜視図。
【図6】糸欠点の検出及び糸貯留ローラに残留した紡績糸の処理を行う制御を示すフローチャート。
【図7】紡績装置で切断された紡績糸が糸貯留ローラに巻き取られた時の様子を示す斜視図。
【図8】サクションパイプとサクションマウスによって上糸と下糸を捕捉している様子を示す縦断面図。
【図9】スプライサに上糸と下糸を案内した時の様子を示す縦断面図。
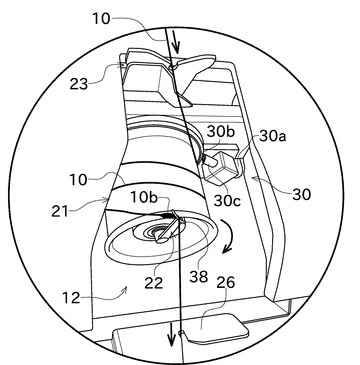
【図10】大スラブによる糸切れが生じる直前の様子を示す斜視図。
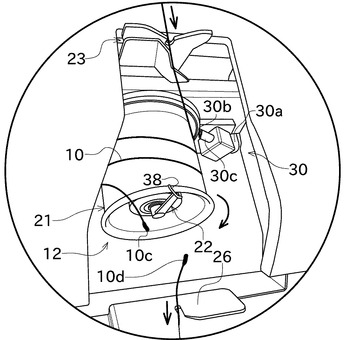
【図11】大スラブによる糸切れが生じた直後の様子を示す斜視図。
【図12】紡績装置を停止させるのを遅らせて糸貯留ローラに紡績糸を巻き付けた様子を示す斜視図。
【図13】吸引装置によって糸貯留ローラに残留した紡績糸の除去を行う様子を示す斜視図。
【発明を実施するための形態】
【0023】
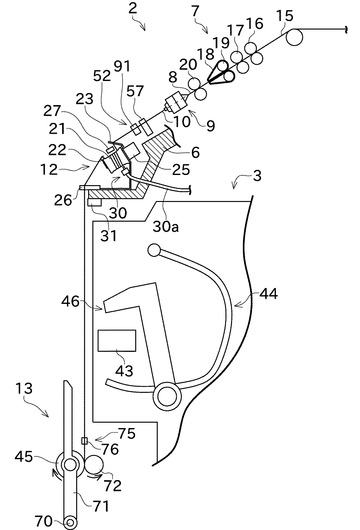
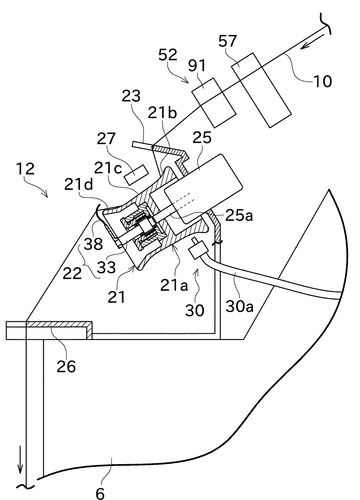
次に、本発明の一実施形態に係る精紡機(紡績機)1について、図面を参照して説明する。なお、以下において「上流」及び「下流」とは、紡績時での糸の走行方向における上流及び下流を意味するものとする。図1は精紡機1の全体的な構成を示す正面図、図2は精紡機1の縦断面図、図3は精紡機1の主要な構成を示すブロック図である。
【0024】
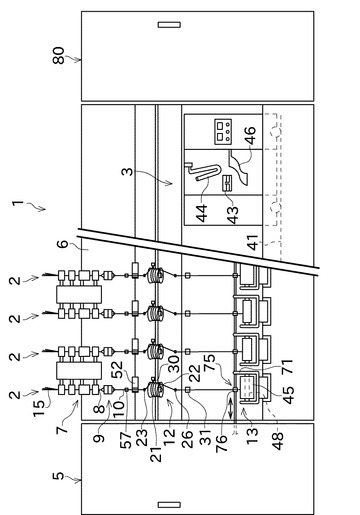
図1に示す紡績機としての精紡機1は、並べて配置された多数の錘(紡績ユニット2)を備えている。また、この精紡機1は、糸継台車3と、ブロアボックス80と、原動機ボックス5と、を備えている。
【0025】
図1に示すように、各紡績ユニット2は、上流から下流へ向かって順に、ドラフト装置7と、紡績装置9と、糸貯留装置12と、下糸センサ31と、巻取装置13と、を主要な構成として備えている。ドラフト装置7は精紡機1が備えるフレーム6の上端近傍に設けられており、このドラフト装置7から送られてくる繊維束8を紡績装置9で紡績するように構成している。紡績装置9から送出された紡績糸10は後述のヤーンクリアラ52を通過した後、糸貯留装置12で送られて巻取装置13によって巻き取られ、これによりパッケージ45が形成される。
【0026】
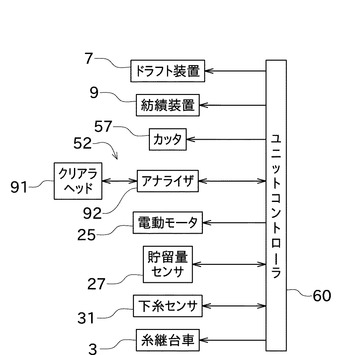
ドラフト装置7は、スライバ15を延伸して繊維束8にするためのものである。このドラフト装置7は図2に示すように、バックローラ16、サードローラ17、エプロンベルト18を装着したミドルローラ19、及びフロントローラ20の4つのローラを備えている。これらのローラは図略のモータと接続されており、これらのモータを駆動することでドラフト装置7が駆動し、これらのモータを停止させることでドラフト装置7を停止させることができる。なお、これらのモータの駆動及び停止は、図3に示すようにユニットコントローラ(制御部)60によって制御されている。
【0027】
紡績装置9の詳細な構成は図示しないが、本実施形態では、旋回気流を利用して繊維束8に撚りを与える空気式のものを採用している。この旋回気流を紡績装置9内部に発生させることで、紡績糸10を生成することができる。また、旋回気流の発生を停止させることにより、紡績糸10の生成を停止させることもできる。なお、この旋回気流の発生及び停止は、図3に示すようにユニットコントローラ60によって制御されている。
【0028】
紡績装置9の下流には、糸貯留装置12が設けられている。この糸貯留装置12は、紡績糸10に所定の張力を与えて紡績装置9から引き出す機能と、糸継台車3による糸継時などに紡績装置9から送出される紡績糸10を滞留させて糸の弛みを防止する機能と、巻取装置13側の張力の変動が紡績装置9側に伝わらないように張力を調節する機能と、を有している。図2に示すように、糸貯留装置12は、糸貯留ローラ21と、糸掛け部材22と、上流側ガイド23と、電動モータ(駆動モータ)25と、下流側ガイド26と、貯留量センサ27と、を備えている。
【0029】
糸掛け部材22は、紡績糸10に係合する(引っ掛ける)ことが可能に構成されており、紡績糸10に係合した状態で糸貯留ローラ21と一体的に回転することで、当該糸貯留ローラ21の外周面に紡績糸10を案内できるように構成されている。
【0030】
糸貯留ローラ21は、その外周面に紡績糸10を巻き付けて貯留できるように構成されている。また、糸貯留ローラ21は、電動モータ25によって回転駆動される。この構成で、糸掛け部材22によって糸貯留ローラ21の外周面に案内された紡績糸10は、糸貯留ローラ21が回転することにより当該糸貯留ローラ21を締め付けるようにして巻かれ、糸貯留装置12よりも上流側の紡績糸10を引っ張る。これにより、紡績装置9から紡績糸10を連続的に引き出すことができる。
【0031】
貯留量センサ27は、糸貯留ローラ21上に貯留されている紡績糸10の貯留量を非接触式で検出し、ユニットコントローラ60に送信するように構成されている。
【0032】
上流側ガイド23は、糸貯留ローラ21のやや上流側に配置されている。この上流側ガイド23は、糸貯留ローラ21の外周面に対して糸を適切に案内する案内部材として構成されるとともに、紡績装置9から伝播してくる紡績糸10の撚りが当該上流側ガイド23よりも下流側に伝わることを防止する撚り止めの役割を兼ねている。
【0033】
下流側ガイド26は、糸貯留ローラ21のやや下流側に配置されている。この下流側ガイド26は、回転する糸掛け部材22によって振り回される紡績糸10の軌道を規制し、これより下流側の糸の走行経路を安定させて紡績糸10を案内する案内部材として構成されている。
【0034】
また、糸貯留ローラ21の近傍には、吸引装置30が配置されている。この吸引装置30には接続チューブ30aが接続されており、この接続チューブ30aはブロアボックス80が備える図略のブロアに接続されている。この構成で、吸引装置30に吸引流を発生させることができる。
【0035】
精紡機1のフレーム6の前面側であって前記紡績装置9と前記糸貯留装置12との間の位置には、ヤーンクリアラ(糸欠点検出装置)52が配置されている。ヤーンクリアラ52は、クリアラヘッド91と、アナライザ92(図2には示していない)と、を主要な構成として備えている。ヤーンクリアラ52は走行する紡績糸10の太さ及び異物等を監視し、紡績糸10の糸欠点を検出した場合に、糸欠点検出信号をユニットコントローラ60へ送信するように構成されている。
【0036】
アナライザ92は、図略のCPU等を備えている。アナライザ92は、クリアラヘッド91から入力される検出値が所定の条件を満たすと、糸欠点であると判定し、ユニットコントローラ60に所定の糸欠点検出信号を送信する。例えば、糸の平均太さの150%となる部分が連続して3mm以上続いた場合にスラブ等と判定する。特に、本実施形態においては、糸の平均太さに対して所定以上の太さ(例えば300%)となる部分が検出された場合は、大スラブと判定して、糸欠点検出信号として大スラブ検出信号をユニットコントローラ60へ送信する。また、ヤーンクリアラ52の近傍には、パッケージ45が満管になったとき等に紡績糸10を切断するためのカッタ57が配置されている。
【0037】
糸継台車3は、図1及び図2に示すように、スプライサ(糸継装置)43と、サクションパイプ44と、サクションマウス46と、を備えている。糸継台車3は、ある紡績ユニット2で糸切れや糸切断が発生すると、フレーム6に固定されたレール41上を当該紡績ユニット2まで走行し、停止して糸継ぎを行うように構成されている。
【0038】
前記サクションパイプ44は、軸を中心に上下方向に回動可能であり、紡績装置9から送出される糸端(上糸)を吸い込みつつ捕捉して、スプライサ43へ案内できるように構成されている。サクションマウス46は、軸を中心に上下方向に回動可能であり、前記巻取装置13に支持されたパッケージ45から糸端(下糸)を吸引しつつ捕捉して、スプライサ43へ案内できるように構成されている。スプライサ43の詳細な構成については省略するが、旋回空気流によって糸端同士を撚り合わせることにより、上糸と下糸とを糸継ぎするように構成されている。
【0039】
前記下糸センサ31は、糸貯留装置12と巻取装置13との間に配置され、当該位置において紡績糸10が存在するか否かを検出するように構成されている。この下糸センサ31が検出した下糸信号は、ユニットコントローラ60へ送信される。
【0040】
巻取装置13は、支軸70まわりに揺動可能に支持されたクレードルアーム71を備える。このクレードルアーム71は、紡績糸10を巻回するためのボビン48を回転可能に支持することができる。
【0041】
また、前記巻取装置13は、巻取ドラム72と、トラバース装置75と、を備えている。巻取ドラム72は、前記ボビン48やそれに紡績糸10を巻き付けて形成されるパッケージ45の外周面に接触して駆動できるように構成されている。また、トラバース装置75は、紡績糸10に係合可能なトラバースガイド76を備えている。この構成で、トラバースガイド76を図略の駆動手段によって往復動させながら巻取ドラム72を図略の電動モータによって駆動することで、巻取ドラム72に接触するパッケージ45を回転させ、紡績糸10を綾振りしつつ巻き取るようになっている。
【0042】
次に、糸貯留装置12の詳細な構成について図4及び図5を参照して説明する。図4は、糸貯留装置12の縦断面図である。図5は、糸貯留装置12の外観斜視図である。
【0043】
前記糸貯留ローラ21は耐摩耗性を有する材料で構成されたローラ部材であって、電動モータ25のモータ軸25aに固定されている。この糸貯留ローラ21の外周面21aは、糸掛け部材22を有する側を先端、電動モータ25が配置されている側を基端とすると、基端から先端に向かって順に、基端側テーパ部21bと、円筒部21cと、先端側テーパ部21dと、を備えている。
【0044】
円筒部21cは、先端側が僅かに細まる形状に構成されるとともに、両側のテーパ部21b,21dに対し段差なく連続する形状になっている。また、前記貯留量センサ27がこの円筒部21cに対向するように備えられており、糸貯留ローラ21に巻き付いている糸の貯留量を検知してユニットコントローラ60に送信するように構成されている。
【0045】
基端側テーパ部21b及び先端側テーパ部21dは、それぞれ端面側を大径側とする緩やかなテーパ状に構成されている。糸貯留ローラ21の外周面21aにおいて、基端側テーパ部21bは、供給された紡績糸10を大径部分から小径部分に向かって円滑に移動させて円筒部21cへ到達させることで、紡績糸10を円筒部21cの表面に整然と巻き付かせるように構成されている。また、先端側テーパ部21dは、紡績糸10を下流側に向かって解舒する際に、巻き付いている紡績糸10が一度に抜けてしまう輪抜け現象を防止すると同時に、紡績糸10を小径部分から端面側の大径部分へ順送りに巻き戻して、紡績糸10の円滑な引出しを確保する機能を有している。
【0046】
また、糸貯留ローラ21の近傍には吸引装置30が配置されている。この吸引装置30は、パイプ状に形成された吸引パイプ30cを備える。この吸引パイプ30cの一端側は開放端となっており、吸引流を発生させる吸引口30bを構成している。この吸引口30bは、糸貯留ローラ21の外周面近傍であって、当該糸貯留ローラ21の基端側端部に寄せて配置されている。この構成で、糸貯留ローラ21の基端側に巻かれている紡績糸10は、吸引装置30による吸引流の作用を受ける。なお、この吸引パイプ30cは、前述の接続チューブ30aと連通している。これにより、吸引口30bから吸い込まれた繊維屑や屑糸は、接続チューブ30aを介して除去され、最終的に所定の場所に集めて廃棄される。
【0047】
前記電動モータ25の駆動(駆動させる方向を含む)及び停止は、図3に示すようにユニットコントローラ60によって制御されている。これにより、ユニットコントローラ60は、糸貯留ローラ21の駆動等を制御することが可能になっている。通常の巻取時においては、ユニットコントローラ60は、所定方向に一定速度で糸貯留ローラ21を回転駆動する。これにより、一定速度で糸貯留ローラ21に紡績糸10が巻かれ、この巻かれた紡績糸10に引っ張られることで、紡績装置9から紡績糸10が一定速度で引き出される。また、ユニットコントローラ60は、電動モータ25を制御することにより、糸貯留ローラ21の回転を停止させたり、上記とは逆の方向に回転させたりすることができる。
【0048】
なお、以下の説明では、通常の巻取時の回転方向に糸貯留ローラ21を回転させることを単に正回転と呼び、通常とは逆方向に回転させることを単に逆回転と呼ぶことがある。
【0049】
糸貯留ローラ21の先端側に配置される糸掛け部材22は、図4及び図5に示すように、前記糸貯留ローラ21と軸線を一致させて配置される。この糸掛け部材22は、フライヤー軸33と、その先端に固定されるフライヤー38と、を備えている。
【0050】
フライヤー軸33は、糸貯留ローラ21に対して相対回転可能に支持されている。一方、フライヤー軸33又は糸貯留ローラ21の何れか一方には永久磁石が取り付けられ、他方には磁気ヒステリシス材が取り付けられている。これらの磁気的手段により、糸掛け部材22が糸貯留ローラ21に対し相対回転するのに抗するトルクが発生するように構成されている。この抵抗トルクにより、糸掛け部材22は糸貯留ローラ21の回転に追従して回転し、結果として両者が一体的に回転できるように構成されている。一方、この抵抗トルクに打ち勝つような力が糸掛け部材22に加わった場合は、糸掛け部材22は糸貯留ローラ21に対して相対的に回転することができる。
【0051】
また、前記フライヤー38は、前記糸貯留ローラ21の外周面21aに向かって適宜湾曲し、紡績糸10と係合する(紡績糸10を引っ掛ける)ことができる形状に構成されている。糸貯留ローラ21上に糸が巻き付けられていない状態で、フライヤー38が糸貯留ローラ21と一体的に正回転すると、このフライヤー38が紡績糸10に係合する。そして、この回転するフライヤー38に係合した紡績糸10は、当該フライヤー38によって振り回され、正回転する糸貯留ローラ21の外周面へ案内されて巻き付けられる。
【0052】
図5のように糸貯留ローラ21の外周面に紡績糸10が巻き付けられると、紡績糸10と糸貯留ローラ21との間に摩擦力が働く。従って、この状態で糸貯留ローラ21が一定速度で正回転すると、当該糸貯留ローラ21より上流側の紡績糸10を引っ張る力が働き、紡績装置9から一定速度で紡績糸10を引き出すことができる。
【0053】
正回転する糸貯留ローラ21に巻き付けられた紡績糸10の様子を説明すると、以下のとおりである。即ち、上流側ガイド23を通った紡績糸10は、基端側から外周面21aに案内され、円筒部21cに複数回巻き付けられる。円筒部21cに巻き付けられた紡績糸10は、糸貯留ローラ21の正回転により紡績糸10が基端側に新たに巻かれることによって、基端側から徐々に先端側へ送られる。そして、外周面21aの先端側から引き出された紡績糸10は、フライヤー38を通過した後、下流側ガイド26を通って下流に送られる。
【0054】
また、図5のように糸貯留ローラ21に紡績糸10が巻き付いた状態で、フライヤー38に係合している紡績糸10を下流側に引っ張る力が与えられると、糸貯留ローラ21の先端側から紡績糸10を解舒するように糸掛け部材22を回転させようとする力が、フライヤー38に加わる。従って、糸貯留装置12の下流側の糸張力(糸貯留装置12と巻取装置13と間の糸張力)が前記抵抗トルクに打ち勝つほど強ければ、糸掛け部材22が糸貯留ローラ21と独立して回転することにより、糸貯留ローラ21の先端側からフライヤー38を介して紡績糸10が徐々に解舒される。
【0055】
逆に、糸貯留装置12の下流側の糸張力が前記抵抗トルクに打ち勝つほど強くない場合は、糸掛け部材22が糸貯留ローラ21と一体的に回転する。この場合、糸掛け部材22は、回転する糸貯留ローラ21の先端側から紡績糸10が解舒されることを阻止するように働く。
【0056】
このように、糸貯留装置12は、下流側の糸の張力が上がると糸を解舒し、糸の張力が下がる(糸が弛みそうになる)と糸の解舒を止めるように動作することで、糸の弛みを解消して適切な張力を付与することができる。
【0057】
また、上記のように、糸貯留装置12から巻取装置13までの間における紡績糸10の張力変動を吸収するように糸掛け部材22が動作することで、その張力変動が、紡績装置9から糸貯留装置12までの間の紡績糸10に影響を及ぼすことを防止できる。以上の構成の糸貯留装置12により、紡績装置9から紡績糸10をより安定した速度で引き出すことができる。
【0058】
このように、糸貯留装置12は様々な機能を有しており、これらの機能が発揮されるのに伴って、糸貯留ローラ21に巻き付いている紡績糸10の貯留量も増減するようになっている。
【0059】
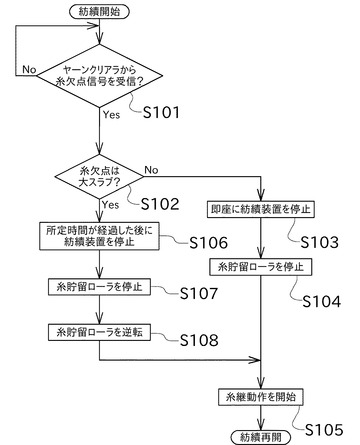
次に、本実施形態の精紡機1において糸欠点が検出された場合の動作について図6を参照して説明する。図6は、糸欠点の検出及び糸貯留ローラ21に残留した紡績糸10の処理を行う制御を示すフローチャートである。
【0060】
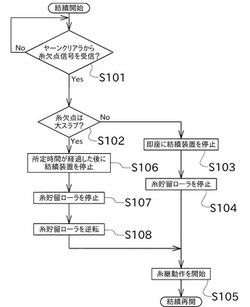
紡績作業中にヤーンクリアラ52が糸欠点を検出すると、当該ヤーンクリアラ52は糸欠点検出信号をユニットコントローラ60へ送信する。ユニットコントローラ60は、この糸欠点検出信号を受信すると(S101)、この糸欠点検出信号が前記大スラブ検出信号であるかどうかを判断する(S102)。
【0061】
初めに、大スラブ検出信号以外の糸欠点検出信号を受信した場合について図7から図9を参照して説明する。図7は、紡績装置9で切断された紡績糸10が糸貯留ローラ21に巻き取られた時の様子を示す斜視図である。図8は、サクションパイプ44とサクションマウス46によって上糸と下糸を捕捉している様子を示す縦断面図である。図9は、スプライサ43に上糸と下糸を案内した時の様子を示す縦断面図である。
【0062】
ユニットコントローラ60は、大スラブ検出信号以外の糸欠点検出信号を受信すると、即座に紡績装置9を停止させる(図6のS103)。これにより、繊維束8に撚りが与えられなくなるため、繊維が抜けるようにして、紡績装置9の位置で紡績糸10が切断される。なお、このようにして切断した紡績糸10の糸端10aには繊維屑が付着している。
【0063】
その後、ユニットコントローラ60は、電動モータ25を停止させることで糸貯留ローラ21を停止させる(S104)。上記のように、紡績装置9を停止させるタイミングと、糸貯留ローラ21を停止させるタイミングと、の間には若干の時間差がある。この時間差の間、糸貯留ローラ21は正回転駆動されているので、糸端10aを含む紡績糸10は糸貯留ローラ21に巻き取られる。このとき、図7に示すように、糸端10aは糸貯留ローラ21の基端側から当該糸貯留ローラ21の外周面に導入される。
【0064】
前述のとおり、糸貯留ローラ21の基端側の外周面近傍には、吸引口30bが配置されており、糸端10aは、糸貯留ローラ21に巻き取られた直後に吸引口30bによる吸引流の作用を受けるので、当該糸端10aから繊維屑が飛散する前に繊維屑を吸引除去することができる。
【0065】
なお、このときも巻取装置13による巻取りが継続しているので、糸端10aを含む紡績糸10は、当該糸貯留ローラ21の先端側から下流側に向かって解舒され、巻取装置13によりパッケージ45に巻き取られる。なお、ヤーンクリアラ52によって検出された糸欠点は紡績装置9よりも下流側の紡績糸10に含まれているので、前記糸欠点を含む部分も、パッケージ45にいったん巻き取られる。
【0066】
なお、糸端10aが吸引流の作用を受けることで、当該糸端10aを含む紡績糸10が吸引装置30に吸引されることも考えられる。しかし、巻取装置13が紡績糸10を引く力に比べて吸引流の作用は弱いため、この場合においても、当該紡績糸10は、パッケージに巻き取られることになる。
【0067】
そして、ユニットコントローラ60は糸継台車3を制御して、当該紡績ユニット2の前まで走行させて、糸継動作を開始させる(図6のS105)。まず、ユニットコントローラ60は、サクションマウス46をパッケージ45の表面近傍まで回動させ(図8を参照)、吸引流を発生させるとともに、巻取装置13によってパッケージ45を逆回転させる。これにより、パッケージ45の外周面から糸端(下糸)が引き出され、サクションマウス46によって吸引捕捉される。なお、このときパッケージ45から前記糸欠点を含む糸が引き出されてサクションマウス46に吸われることにより、前記糸欠点を含む糸をパッケージ45から除去することができる。
【0068】
続いて、ユニットコントローラ60は、パッケージ45を逆回転させつつ、下糸を吸引した状態でサクションマウス46を上方に回動させて当該下糸をスプライサ43へ案内する(図9を参照)。スプライサ43に下糸が案内されると、パッケージ45の回転を停止させる。
【0069】
また、上記サクションマウス46の回動動作と前後して、ユニットコントローラ60は、サクションパイプ44を紡績装置9の下流側近傍まで回動させる(図8を参照)。そして、ユニットコントローラ60は、紡績装置9等を再び駆動して紡績を再開させるとともに、サクションパイプ44に吸引流を発生させて紡績装置9側の糸端(上糸)を捕捉する。続いて、吸引を続行しながらサクションパイプ44を下方に回動させることで、紡績装置9から紡績糸10を引き出しつつ、スプライサ43へ案内する(図9を参照)。
【0070】
スプライサ43に上糸及び下糸が案内されると、当該スプライサ43による糸継ぎが行われる。なお、糸継中においても、糸貯留ローラ21は正回転駆動され続ける。即ち、糸継動作中は巻取装置13による巻取りが停止しているが、この間にも紡績糸10は紡績装置9から連続的に送り出されているから、紡績糸10をそのままにしていると糸の弛みが発生してしまう。そこで、紡績糸10を糸貯留ローラ21に巻き付かせることで、紡績糸10の弛みを防止するものである。このように、糸貯留装置12は、糸継時の糸弛み取り装置として機能する。
【0071】
そして、スプライサ43による糸継ぎが終了すると、巻取装置13による通常の巻取りを再開する。
【0072】
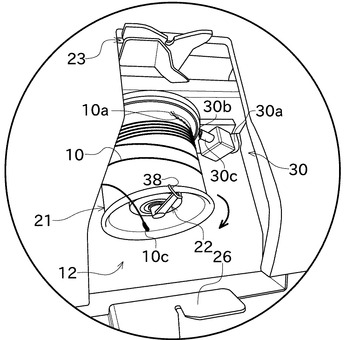
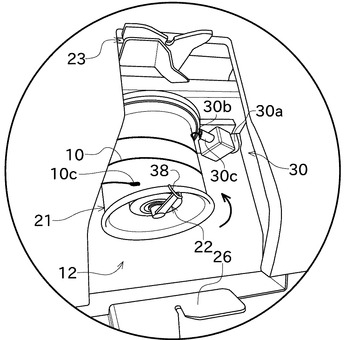
次に、ヤーンクリアラ52が検出した糸欠点検出信号が大スラブ検出信号であった場合について図10から図13を参照して説明する。図10は、大スラブによる糸切れが生じる直前の様子を示す斜視図である。図11は、大スラブによる糸切れが生じた直後の様子を示す斜視図である。図12は、紡績装置9を停止させるのを遅らせて糸貯留ローラ21に紡績糸10を巻き付けた様子を示す斜視図である。図13は、吸引装置30によって糸貯留ローラ21に残留した紡績糸10の除去を行う様子を示す斜視図である。なお、今回の説明では、本発明の効果を理解し易くするために、大スラブの検出時において糸貯留ローラ21の糸貯留量が比較的少ない場合について説明する。
【0073】
大スラブとは、糸の平均太さに比べて所定以上の太さを有している不良部分である。大スラブの箇所では糸の撚りが殆どないため糸強力が低くなっており、糸切れが非常に発生し易い。このような大スラブ10bを図10に示す。
【0074】
仮に、この大スラブ10bが検出されたときにおいても前述の制御(大スラブ検出信号以外の糸欠点検出信号に対する制御)を行うとすると、以下の問題が生じる。即ち、大スラブ10bが検出されると、ユニットコントローラ60は、即座に紡績装置9を停止させることで糸貯留ローラ21の上流側で紡績糸10を切断する。そして、糸貯留装置12等で大スラブ10bによる糸切れが生じた場合は、紡績装置9の停止によって生じた糸端を一方の糸端とし、大スラブ10bによる糸切れによって生じた糸端を他方の糸端とする、不要な紡績糸10が残留した状態になる。この不要な紡績糸10は、巻取装置13との間で切れているので、巻取装置13側に引っ張って糸貯留ローラ21から解舒することもできない。そのため、この残留した紡績糸10を除去する手段がなく、紡績を再開することができなくなってしまう。
【0075】
そこで、本実施形態では、上記の状態を回避するために、ユニットコントローラ60が以下のような制御を行うように構成されている。即ち、ユニットコントローラ60は、大スラブ検出信号を受信すると、紡績装置9をすぐに停止させず所定時間(例えば、糸貯留ローラ21に糸が10周程度巻き付くのに掛かる時間)だけ稼動させたままにしておく(図6のS106)。
【0076】
また、大スラブ10bの検出後においても糸貯留ローラ21は回転し続けているため、大スラブ10bを含む紡績糸10は、糸貯留ローラ21に巻き取られる。また、巻取装置13も巻取りを継続しているため、紡績糸10は、下流に向かって引っ張られている。
【0077】
そして、大スラブ10bは、フライヤー38と接触する際に、略鉛直方向上向き(図10における上側)に抗力を受けるため、当該部分において糸切れが生じ得る(図10を参照)。このようにして大スラブ10bによる糸切れが生じたとき、大スラブ10bは、上流側の糸端である上流側大スラブ10cと、下流側の糸端である下流側大スラブ10dとに分割される(図11を参照)。
【0078】
そして、下流側大スラブ10dは、当該部分を含む紡績糸10とともに、巻取装置13によって張力を受けて、パッケージ45にいったん巻き取られる。一方、上流側大スラブ10cは、糸貯留ローラ21がまだ回転しているため、それに伴って多少動きが生じることもあるが、そのまま糸貯留ローラ21の先端側近傍に残留している。
【0079】
所定時間が経過すると、ユニットコントローラ60は、紡績装置9を停止させる(S106)。この停止させるまでに生成された紡績糸10は、前述のように、糸貯留ローラ21の外周面21aの基端側に向かって巻き付いている(図12を参照)。また、前述のとおり、紡績装置9の停止によって切断された糸端10aは、繊維がほどかれた状態になっている(図12を参照)。なお、この糸端10aの他方の端部は上流側大スラブ10cである。このように、糸強力の弱い大スラブ10bが生じると、糸貯留ローラ21上に不要な紡績糸10が残留してしまう。
【0080】
そして、ユニットコントローラ60は、紡績装置9を停止した後に糸端10aが糸貯留ローラ21に巻き取られる程度の時間が経過すると、電動モータ25を停止させることで、糸貯留ローラ21を停止させる(図6のS107)。
【0081】
一方、前述したように、糸貯留ローラ21の外周面近傍で、かつ当該糸貯留ローラ21の基端側近傍には、吸引装置30の吸引口30bが配置され、吸引流を発生させている。糸端10aが糸貯留ローラ21に巻き取られると、基端側において糸貯留ローラ21の径方向に振り回されるように糸端10aが回転する。また、この回転動作が行われるとともに糸貯留ローラ21は停止されるため、この回転動作はゆっくりと行われていく。このように糸端10aが動作するため、糸貯留ローラ21が停止する前後において、当該糸端10aを含む紡績糸10は吸引口30bに速やかに捕捉される(図12を参照)。
【0082】
上述したように、本実施形態では、図6のS106において、大スラブ10bを検出した後もしばらく紡績装置9を駆動させている。ここで、仮に、大スラブ10bを検出して即座に紡績装置9を停止すると、特に今回のように糸貯留ローラ上の貯留量が少ない場合では、以下の問題が生じる。即ち、このような場合では紡績糸10が糸貯留ローラ21に疎らに巻き付いているため、糸端10aの回転動作は、基端側ではなく当該位置から少し先端側の位置で行われる。そのため、基端側に配置された吸引口30bでは、糸端10aを捕捉するのが困難になる。更に、糸端10aが回転することで、紡績糸10がより先端側に解舒されることもあり、この場合、糸端10aはより先端側で回転することになり、吸引口30bが糸端10aを捕捉する確率がより低下する。このような状況になると、糸貯留ローラ21に残留した紡績糸10を手作業で除去しなければならない。この点、本実施形態では、大スラブ10bの検出時においては上記のように紡績装置9の停止を遅らせることで、吸引装置30による糸端10aの捕捉確率を高めることができる。
【0083】
そして、ユニットコントローラ60は、糸貯留ローラ21を停止させた後に速やかに当該糸貯留ローラ21を逆回転させる(S108)。この逆回転により、当該糸貯留ローラ21の基端側から、当該糸貯留ローラ21上に貯留されていた紡績糸10が次々と解舒されていく。それと並行して、糸貯留ローラ21上に貯留されていた紡績糸10は、吸引装置30に順次吸引されていく(図13を参照)。以上の構成で、大スラブ10bが発生した際に糸貯留ローラ21上に残留した紡績糸を、吸引装置30によって吸引除去することができる。
【0084】
その後、大スラブ以外の糸欠点を検出したときと同様に、糸継動作を開始しつつ(図6のS105)、紡績装置9を駆動させる。ここで生成された紡績糸10はサクションパイプ44に、前述の下流側大スラブ10dを含む紡績糸10はサクションマウス46に捕捉される。その後、スプライサ43に両方の糸が案内され、糸継ぎが行われる。そして、巻取装置13による、通常の巻取りを再開する。
【0085】
このように、上記の制御を用いることで、糸貯留ローラ21のフライヤー38等で糸切れが生じた場合においても、自動的に不要な紡績糸10を除去して紡績作業を再開することができる。
【0086】
以上に説明したように、本実施形態の精紡機1は、紡績装置9と、ヤーンクリアラ52と、糸貯留ローラ21と、電動モータ25と、吸引口30bと、吸引装置30と、ユニットコントローラ60と、を備える。紡績装置9は、繊維束8に撚りを掛けて紡績糸10を生成する。ヤーンクリアラ52は、紡績装置9の下流側に配置され、走行する紡績糸10の糸欠点を検出する。糸貯留ローラ21は、ヤーンクリアラ52の下流側に配置され、紡績糸10を外周面21aに巻き付けて回転することで、紡績糸10を一時的に貯留する。電動モータ25は、糸貯留ローラ21を回転駆動する。吸引口30bは、糸貯留ローラ21の外周面21aの近傍であって、基端側近傍に配置される。吸引装置30は、吸引口30bに吸引流を発生させることが可能である。ユニットコントローラ60は、ヤーンクリアラ52が糸強力の弱い所定の糸欠点を検出すると、その他の糸欠点を検出したときに比べて、紡績糸10の供給を停止する停止タイミングを遅らせるとともに、この停止タイミングの後に糸貯留ローラ21を停止させるように電動モータ25を制御している。
【0087】
即ち、紡績糸10が所定の糸欠点を有する場合、その箇所が糸貯留ローラ21から解舒される時点で糸切れが生じ易い。このとき、糸貯留ローラ21に巻き付いた紡績糸10が少量で疎らに巻き付いた状態で、上流からの紡績糸10の供給が停止されると、形成される糸端10aの位置が、糸貯留ローラ21の基端側近傍に設置されている吸引口30bから離れてしまい、糸端10aの吸引が困難になる。この点、上記の構成においては、このような糸切れが生じた後でもしばらく紡績糸10を糸貯留ローラ21に供給するため、糸貯留ローラ21の基端側近傍まで紡績糸10が巻かれる。そのため、紡績糸10の供給停止によって形成される糸端10aの位置が吸引口30bに近くなるので、吸引装置30が糸端10aを容易に吸引することができる。以上から、このような糸切れが生じたときにも、糸貯留ローラ21に巻き付いた不要な紡績糸10を手作業で処理する必要がなくなり、紡績作業を効率良く行うことができる。
【0088】
また、本実施形態の精紡機1においては、ヤーンクリアラ52は、所定の糸欠点として、通常の糸の太さよりも一定以上太い箇所を大スラブ10bとして検出している。
【0089】
これにより、糸強力の弱い大スラブ10bを検出して、糸貯留ローラ21に残留した紡績糸10を除去する制御を的確に行うことができる。
【0090】
また、本実施形態の精紡機1においては、ユニットコントローラ60は、糸貯留ローラ21を停止させる制御の後に、糸貯留ローラ21を逆回転させる。
【0091】
これにより、吸引装置30が吸引した不要な紡績糸10を、糸貯留ローラ21から自動的に除去することができる。そのため、糸貯留ローラ21に残留した紡績糸10を手作業で除去する必要がなくなり、紡績作業を効率良く行うことができる。
【0092】
また、本実施形態の精紡機1においては、ユニットコントローラ60は、紡績装置9による撚掛けを停止させることで紡績糸10の供給を停止させる。
【0093】
即ち、紡績装置9による繊維束8の撚掛けを中止することで、紡績糸10の糸強力は弱くなる。この場合、紡績糸10は張力に耐えられなくなり、引きちぎるように切断されるので、糸の端部の繊維がほどかれた状態となる。そのため、この糸端10aが吸引口30b近傍の吸引流に乗り易くなり、糸端10aの吸引を容易にすることができる。
【0094】
以上に本発明の好適な実施の形態を説明したが、上記の構成は例えば以下のように変更することができる。
【0095】
本実施形態においては、所定の糸欠点として大スラブを用いたが、糸強力の弱い糸欠点であれば、例えば、糸の太さが極端に細い細ムラ等の、他の糸欠点を用いても良い。また、どのような判断基準で大スラブと判定するかについても本実施形態の方法に限られず、フライヤー38等の形状等に基づいて、判断基準を変更しても良い。
【0096】
また、本実施形態では、大スラブ10bがフライヤー38と接触することで糸切れが生じる場合を説明したが、他の箇所で糸切れが生じた場合にも本実施形態の制御は有効である。他の箇所での糸切れとしては、例えば、糸貯留ローラ21の外周面21aや下流側ガイド26等において、当該部分との摩擦により糸切れが生じることが考えられる。
【0097】
本実施形態においては、紡績装置9を停止させることで紡績糸10の供給を停止しているが、これに代えて他の構成を用いても良い。例えば、カッタ57で切断する、ドラフト装置7のバックローラ16を停止する等の方法によって、紡績装置9から糸貯留ローラ21への紡績糸10の供給を停止することもできる。
【0098】
吸引装置30の形状は上記のものに限らない。例えば、吸引パイプ30cの先端に吸引口30bを形成する構成に代えて、四角筒状の部材の先端に吸引口を形成するように構成しても良い。
【0099】
糸継台車3によって糸継ぎを行う構成に代えて、各紡績ユニット2がそれぞれ糸継ぎのための構成を備えていても良い。
【0100】
また、糸掛け部材22と糸貯留ローラ21は相対回転可能でなくても良く、例えば特許文献2が開示する弛み取り装置のように、弛み取りローラに形成された切欠き部を糸掛け部として機能させることができる。
【0101】
糸掛け部材22と糸貯留ローラ21との間にトルクを加える方法は、上記のような磁気的な手段に限らず、例えば摩擦力でも良く、電磁気的な手段でも良い。
【符号の説明】
【0102】
1 精紡機(紡績機)
9 紡績装置
10 紡績糸
10a 糸端
10b 大スラブ
12 糸貯留装置
21 糸貯留ローラ
25 電動モータ(駆動モータ)
30 吸引装置
30b 吸引口
52 ヤーンクリアラ(糸欠点検出装置)
60 ユニットコントローラ(制御部)
【技術分野】
【0001】
本発明は、主要には、糸貯留ローラを備えた紡績機に関する。
【背景技術】
【0002】
特許文献1は、紡績装置と、クリアリング装置(糸欠点検出装置)と、ローカル制御装置(制御部)と、を備えた構成の紡績機を開示する。
【0003】
クリアリング装置は、紡績装置から送り出される紡績糸の太さ及び長さに関するデータを取得する。ローカル制御装置は、このデータに基づいて、当該データを取得した位置における糸(紡績糸)が切断すべき糸欠点に該当するか否かの判断を行う。そして、ローカル制御装置が、切断すべき糸欠点であると判断すると、適宜の方法で紡績糸が切断される。なお、この紡績機は、実際に切断された糸欠点部分の糸の太さ及び長さが、クリアリングリミットに正確に対応しているか否かを表示する構成も備えている。
【0004】
特許文献2は、紡績装置と、糸弛み取り装置(糸貯留装置)と、糸吸引装置(吸引装置)と、を備えた構成の紡績機を開示する。
【0005】
糸弛み取り装置は、その外周に糸を巻き付けることが可能な糸弛み取りローラ(糸貯留ローラ)を備えている。この糸弛み取りローラは、紡績装置から連続的に送り出される糸をその外周に巻き付けて一時的に貯留することで、糸継時に発生する糸の弛みを防止するものである。また、糸吸引装置は、紡績装置と糸弛み取りローラとの間に配置され、糸吸引口に吸引流を発生させるものである。この糸吸引装置は、切断された糸端に付着した繊維屑を吸引除去する役割等を有する。
【0006】
以下、上記のクリアリング装置及び糸弛み取り装置を備えた紡績機において、巻取中の糸に切断すべき糸欠点が検出された場合について説明する。なお、今回の説明の前提として、前記紡績機は、特許文献2の構成のように糸弛み取り装置よりも上流側(紡績装置側)にクリアリング装置及び糸切断手段を備えた構成であるものとする。
【0007】
巻取中の紡績機に切断すべき糸欠点が検出されると、当該糸欠点を除去するために、適宜の方法で糸切断が行われる。この切断された紡績糸のうち下流側の糸は当該糸欠点を含んでおり、当該糸欠点を含んだ糸は、糸弛み取り装置を経由してパッケージに巻き取られる。その後、パッケージに巻き取られた紡績糸の糸端と、もう一方の糸端である糸弛み取り装置の上流側の糸端と、が適宜の方法で捕捉されて、糸継ぎ装置に案内される。そして、糸継ぎ装置によって、糸欠点部位を除去しつつ糸継ぎがなされ、紡績作業が再開される。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平11−268871号公報
【特許文献2】特開2004−124333号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかし、このような構成において、糸強力の弱い糸欠点を検出したときに上記と同様の処理を行うと、切断された紡績糸のうち下流側の紡績糸が、糸弛み取りローラ等を通過するときにこの糸欠点部分においてちぎれることがある。この場合、ちぎれた箇所より上流側の糸は巻取装置によって下流側に引っ張ることができないので、糸弛み取りローラ上に糸が残留することになる。そのため、このままでは紡績作業を再開することができない。また、この糸を糸吸引装置によって吸引して除去する方法も考えられるが、糸の糸端が糸吸引装置の糸吸引口の近傍にあるとも限らず、結局は糸を手作業で除去しなければならない場合も多かった。従って、糸吸引装置によっても作業効率を効果的に向上させることが困難であった。
【0010】
本発明は以上の事情に鑑みてされたものであり、その目的は、糸強力の弱い糸欠点の発生により糸貯留ローラに残留した紡績糸の除去を効率的に行うことのできる紡績機を提供することにある。
【課題を解決するための手段及び効果】
【0011】
本発明の解決しようとする課題は以上の如くであり、次にこの課題を解決するための手段とその効果を説明する。
【0012】
本発明の第1の観点によれば、以下の構成の紡績機が提供される。即ち、この紡績機は、紡績装置と、糸欠点検出装置と、糸貯留ローラと、駆動モータと、吸引口と、吸引装置と、制御部と、を備える。前記紡績装置は、繊維束に撚りを掛けて紡績糸を生成する。前記糸欠点検出装置は、前記紡績装置の下流側に配置され、走行する紡績糸の糸欠点を検出する。前記糸貯留ローラは、前記糸欠点検出装置の下流側に配置され、紡績糸を外周面に巻き付けて回転することで、前記紡績糸を一時的に貯留する。前記駆動モータは、前記糸貯留ローラを回転駆動する。前記吸引口は、前記糸貯留ローラの外周面近傍であって、紡績糸が前記糸貯留ローラに巻き取られる側の当該糸貯留ローラの端部近傍に配置される。前記吸引装置は、前記吸引口に吸引流を発生させることが可能である。前記制御部は、前記糸欠点検出装置が糸強力の弱い所定の糸欠点を検出すると、その他の糸欠点を検出したときに比べて、前記紡績糸の供給を停止する停止タイミングを遅らせるとともに、前記停止タイミングの後に前記糸貯留ローラを停止させるように前記駆動モータを制御する。
【0013】
即ち、紡績糸が所定の糸欠点を有する場合、その箇所が糸貯留ローラから解舒される時点で糸切れが生じ易い。このとき、糸貯留ローラに巻き付いた紡績糸が少量で疎らに巻き付いた状態で紡績糸の供給が停止されると、形成される糸端の位置が、糸貯留ローラに巻き取られる側の当該糸貯留ローラの端部近傍に設置されている吸引口から離れてしまい、糸端の吸引が困難になる。この点、上記の構成においては、このような糸切れが生じた後でもしばらく紡績糸を糸貯留ローラに供給するため、糸貯留ローラに巻き取られる側の端部近傍まで紡績糸が巻かれる。そのため、紡績糸の供給停止によって形成される糸端の位置が吸引口に近くなるので、吸引装置が当該糸端を容易に吸引することができる。以上から、このような糸切れが生じたときにも、糸貯留ローラに残留した紡績糸を手作業で処理する必要がなくなり、紡績作業を効率良く行うことができる。
【0014】
前記の紡績機においては、前記糸欠点検出装置は、所定の糸欠点として、通常の糸の太さよりも一定以上太い箇所を検出することが好ましい。
【0015】
これにより、糸強力の弱い大き目のスラブを検出して、的確に前記の制御を行うことができる。
【0016】
前記の紡績機においては、前記制御部は、前記糸貯留ローラを停止させる制御の後に、前記糸貯留ローラを巻取時の回転方向と逆方向に回転させることが好ましい。
【0017】
これにより、吸引装置が吸引した不要な紡績糸を、糸貯留ローラから自動的に除去することができる。そのため、糸貯留ローラに残留した紡績糸を手作業で除去する必要がなくなり、紡績作業を効率良く行うことができる。
【0018】
前記の紡績機においては、前記制御部は、前記紡績装置による撚掛けを停止させることで紡績糸の供給を停止させることが好ましい。
【0019】
即ち、紡績装置による繊維束の撚掛けを中止することで、紡績糸の糸強力は弱くなる。この場合、紡績糸は張力に耐えられなくなり、引きちぎるように切断されるので、糸端の繊維がほどかれた状態となる。そのため、当該糸端が吸引口近傍の吸引流に乗り易くなり、当該糸端の吸引を容易にすることができる。
【0020】
本発明の第2の観点によれば、以下のような、糸貯留ローラに残留した紡績糸の除去方法が提供される。即ち、この紡績糸の除去方法は、糸欠点検出工程と、供給停止工程と、糸貯留ローラ停止工程と、糸端吸引工程と、紡績糸除去工程と、を含む。前記糸欠点検出工程では、糸強力の弱い所定の糸欠点を検出する。前記供給停止工程では、所定の糸欠点の検出から所定時間が経過した後に紡績糸の供給を停止させる。前記糸貯留ローラ停止工程では、糸貯留ローラを停止させる。前記糸端吸引工程では、前記糸貯留ローラの外周面近傍であって、紡績糸が前記糸貯留ローラに巻き取られる側の当該糸貯留ローラの端部近傍に配置された吸引口によって、前記糸貯留ローラに残留している紡績糸の糸端を吸引させる。前記紡績糸除去工程では、前記糸貯留ローラに残留している紡績糸の糸端を吸引するとともに、前記糸貯留ローラを紡績糸が解除される方向へ回転させて、当該紡績糸を除去する。
【0021】
即ち、紡績糸が所定の糸欠点を有する場合、その箇所が糸貯留ローラから解舒される時点で糸切れが生じ易い。このとき、糸貯留ローラに巻き付いた紡績糸が少量で疎らに巻き付いた状態で紡績糸の供給が停止されると、形成される糸端の位置が、糸貯留ローラに巻き取られる側の当該糸貯留ローラの端部近傍に設置されている吸引口から離れてしまい、糸端の吸引が困難になる。この点、上記の構成においては、このような糸切れが生じた後でもしばらく紡績糸を糸貯留ローラに供給するため、糸貯留ローラに巻き取られる側の端部近傍まで紡績糸が巻かれる。そのため、紡績糸の供給停止によって形成される糸端の位置が吸引口に近くなるので、当該糸端を容易に吸引することができる。以上から、このような糸切れが生じたときにも、糸貯留ローラに巻き付いた不要な紡績糸を手作業で処理する必要がなくなり、紡績作業を効率良く行うことができる。
【図面の簡単な説明】
【0022】
【図1】精紡機の全体的な構成を示す正面図。
【図2】精紡機の縦断面図。
【図3】精紡機の主要な構成を示すブロック図。
【図4】糸貯留装置の縦断面図。
【図5】糸貯留装置の外観斜視図。
【図6】糸欠点の検出及び糸貯留ローラに残留した紡績糸の処理を行う制御を示すフローチャート。
【図7】紡績装置で切断された紡績糸が糸貯留ローラに巻き取られた時の様子を示す斜視図。
【図8】サクションパイプとサクションマウスによって上糸と下糸を捕捉している様子を示す縦断面図。
【図9】スプライサに上糸と下糸を案内した時の様子を示す縦断面図。
【図10】大スラブによる糸切れが生じる直前の様子を示す斜視図。
【図11】大スラブによる糸切れが生じた直後の様子を示す斜視図。
【図12】紡績装置を停止させるのを遅らせて糸貯留ローラに紡績糸を巻き付けた様子を示す斜視図。
【図13】吸引装置によって糸貯留ローラに残留した紡績糸の除去を行う様子を示す斜視図。
【発明を実施するための形態】
【0023】
次に、本発明の一実施形態に係る精紡機(紡績機)1について、図面を参照して説明する。なお、以下において「上流」及び「下流」とは、紡績時での糸の走行方向における上流及び下流を意味するものとする。図1は精紡機1の全体的な構成を示す正面図、図2は精紡機1の縦断面図、図3は精紡機1の主要な構成を示すブロック図である。
【0024】
図1に示す紡績機としての精紡機1は、並べて配置された多数の錘(紡績ユニット2)を備えている。また、この精紡機1は、糸継台車3と、ブロアボックス80と、原動機ボックス5と、を備えている。
【0025】
図1に示すように、各紡績ユニット2は、上流から下流へ向かって順に、ドラフト装置7と、紡績装置9と、糸貯留装置12と、下糸センサ31と、巻取装置13と、を主要な構成として備えている。ドラフト装置7は精紡機1が備えるフレーム6の上端近傍に設けられており、このドラフト装置7から送られてくる繊維束8を紡績装置9で紡績するように構成している。紡績装置9から送出された紡績糸10は後述のヤーンクリアラ52を通過した後、糸貯留装置12で送られて巻取装置13によって巻き取られ、これによりパッケージ45が形成される。
【0026】
ドラフト装置7は、スライバ15を延伸して繊維束8にするためのものである。このドラフト装置7は図2に示すように、バックローラ16、サードローラ17、エプロンベルト18を装着したミドルローラ19、及びフロントローラ20の4つのローラを備えている。これらのローラは図略のモータと接続されており、これらのモータを駆動することでドラフト装置7が駆動し、これらのモータを停止させることでドラフト装置7を停止させることができる。なお、これらのモータの駆動及び停止は、図3に示すようにユニットコントローラ(制御部)60によって制御されている。
【0027】
紡績装置9の詳細な構成は図示しないが、本実施形態では、旋回気流を利用して繊維束8に撚りを与える空気式のものを採用している。この旋回気流を紡績装置9内部に発生させることで、紡績糸10を生成することができる。また、旋回気流の発生を停止させることにより、紡績糸10の生成を停止させることもできる。なお、この旋回気流の発生及び停止は、図3に示すようにユニットコントローラ60によって制御されている。
【0028】
紡績装置9の下流には、糸貯留装置12が設けられている。この糸貯留装置12は、紡績糸10に所定の張力を与えて紡績装置9から引き出す機能と、糸継台車3による糸継時などに紡績装置9から送出される紡績糸10を滞留させて糸の弛みを防止する機能と、巻取装置13側の張力の変動が紡績装置9側に伝わらないように張力を調節する機能と、を有している。図2に示すように、糸貯留装置12は、糸貯留ローラ21と、糸掛け部材22と、上流側ガイド23と、電動モータ(駆動モータ)25と、下流側ガイド26と、貯留量センサ27と、を備えている。
【0029】
糸掛け部材22は、紡績糸10に係合する(引っ掛ける)ことが可能に構成されており、紡績糸10に係合した状態で糸貯留ローラ21と一体的に回転することで、当該糸貯留ローラ21の外周面に紡績糸10を案内できるように構成されている。
【0030】
糸貯留ローラ21は、その外周面に紡績糸10を巻き付けて貯留できるように構成されている。また、糸貯留ローラ21は、電動モータ25によって回転駆動される。この構成で、糸掛け部材22によって糸貯留ローラ21の外周面に案内された紡績糸10は、糸貯留ローラ21が回転することにより当該糸貯留ローラ21を締め付けるようにして巻かれ、糸貯留装置12よりも上流側の紡績糸10を引っ張る。これにより、紡績装置9から紡績糸10を連続的に引き出すことができる。
【0031】
貯留量センサ27は、糸貯留ローラ21上に貯留されている紡績糸10の貯留量を非接触式で検出し、ユニットコントローラ60に送信するように構成されている。
【0032】
上流側ガイド23は、糸貯留ローラ21のやや上流側に配置されている。この上流側ガイド23は、糸貯留ローラ21の外周面に対して糸を適切に案内する案内部材として構成されるとともに、紡績装置9から伝播してくる紡績糸10の撚りが当該上流側ガイド23よりも下流側に伝わることを防止する撚り止めの役割を兼ねている。
【0033】
下流側ガイド26は、糸貯留ローラ21のやや下流側に配置されている。この下流側ガイド26は、回転する糸掛け部材22によって振り回される紡績糸10の軌道を規制し、これより下流側の糸の走行経路を安定させて紡績糸10を案内する案内部材として構成されている。
【0034】
また、糸貯留ローラ21の近傍には、吸引装置30が配置されている。この吸引装置30には接続チューブ30aが接続されており、この接続チューブ30aはブロアボックス80が備える図略のブロアに接続されている。この構成で、吸引装置30に吸引流を発生させることができる。
【0035】
精紡機1のフレーム6の前面側であって前記紡績装置9と前記糸貯留装置12との間の位置には、ヤーンクリアラ(糸欠点検出装置)52が配置されている。ヤーンクリアラ52は、クリアラヘッド91と、アナライザ92(図2には示していない)と、を主要な構成として備えている。ヤーンクリアラ52は走行する紡績糸10の太さ及び異物等を監視し、紡績糸10の糸欠点を検出した場合に、糸欠点検出信号をユニットコントローラ60へ送信するように構成されている。
【0036】
アナライザ92は、図略のCPU等を備えている。アナライザ92は、クリアラヘッド91から入力される検出値が所定の条件を満たすと、糸欠点であると判定し、ユニットコントローラ60に所定の糸欠点検出信号を送信する。例えば、糸の平均太さの150%となる部分が連続して3mm以上続いた場合にスラブ等と判定する。特に、本実施形態においては、糸の平均太さに対して所定以上の太さ(例えば300%)となる部分が検出された場合は、大スラブと判定して、糸欠点検出信号として大スラブ検出信号をユニットコントローラ60へ送信する。また、ヤーンクリアラ52の近傍には、パッケージ45が満管になったとき等に紡績糸10を切断するためのカッタ57が配置されている。
【0037】
糸継台車3は、図1及び図2に示すように、スプライサ(糸継装置)43と、サクションパイプ44と、サクションマウス46と、を備えている。糸継台車3は、ある紡績ユニット2で糸切れや糸切断が発生すると、フレーム6に固定されたレール41上を当該紡績ユニット2まで走行し、停止して糸継ぎを行うように構成されている。
【0038】
前記サクションパイプ44は、軸を中心に上下方向に回動可能であり、紡績装置9から送出される糸端(上糸)を吸い込みつつ捕捉して、スプライサ43へ案内できるように構成されている。サクションマウス46は、軸を中心に上下方向に回動可能であり、前記巻取装置13に支持されたパッケージ45から糸端(下糸)を吸引しつつ捕捉して、スプライサ43へ案内できるように構成されている。スプライサ43の詳細な構成については省略するが、旋回空気流によって糸端同士を撚り合わせることにより、上糸と下糸とを糸継ぎするように構成されている。
【0039】
前記下糸センサ31は、糸貯留装置12と巻取装置13との間に配置され、当該位置において紡績糸10が存在するか否かを検出するように構成されている。この下糸センサ31が検出した下糸信号は、ユニットコントローラ60へ送信される。
【0040】
巻取装置13は、支軸70まわりに揺動可能に支持されたクレードルアーム71を備える。このクレードルアーム71は、紡績糸10を巻回するためのボビン48を回転可能に支持することができる。
【0041】
また、前記巻取装置13は、巻取ドラム72と、トラバース装置75と、を備えている。巻取ドラム72は、前記ボビン48やそれに紡績糸10を巻き付けて形成されるパッケージ45の外周面に接触して駆動できるように構成されている。また、トラバース装置75は、紡績糸10に係合可能なトラバースガイド76を備えている。この構成で、トラバースガイド76を図略の駆動手段によって往復動させながら巻取ドラム72を図略の電動モータによって駆動することで、巻取ドラム72に接触するパッケージ45を回転させ、紡績糸10を綾振りしつつ巻き取るようになっている。
【0042】
次に、糸貯留装置12の詳細な構成について図4及び図5を参照して説明する。図4は、糸貯留装置12の縦断面図である。図5は、糸貯留装置12の外観斜視図である。
【0043】
前記糸貯留ローラ21は耐摩耗性を有する材料で構成されたローラ部材であって、電動モータ25のモータ軸25aに固定されている。この糸貯留ローラ21の外周面21aは、糸掛け部材22を有する側を先端、電動モータ25が配置されている側を基端とすると、基端から先端に向かって順に、基端側テーパ部21bと、円筒部21cと、先端側テーパ部21dと、を備えている。
【0044】
円筒部21cは、先端側が僅かに細まる形状に構成されるとともに、両側のテーパ部21b,21dに対し段差なく連続する形状になっている。また、前記貯留量センサ27がこの円筒部21cに対向するように備えられており、糸貯留ローラ21に巻き付いている糸の貯留量を検知してユニットコントローラ60に送信するように構成されている。
【0045】
基端側テーパ部21b及び先端側テーパ部21dは、それぞれ端面側を大径側とする緩やかなテーパ状に構成されている。糸貯留ローラ21の外周面21aにおいて、基端側テーパ部21bは、供給された紡績糸10を大径部分から小径部分に向かって円滑に移動させて円筒部21cへ到達させることで、紡績糸10を円筒部21cの表面に整然と巻き付かせるように構成されている。また、先端側テーパ部21dは、紡績糸10を下流側に向かって解舒する際に、巻き付いている紡績糸10が一度に抜けてしまう輪抜け現象を防止すると同時に、紡績糸10を小径部分から端面側の大径部分へ順送りに巻き戻して、紡績糸10の円滑な引出しを確保する機能を有している。
【0046】
また、糸貯留ローラ21の近傍には吸引装置30が配置されている。この吸引装置30は、パイプ状に形成された吸引パイプ30cを備える。この吸引パイプ30cの一端側は開放端となっており、吸引流を発生させる吸引口30bを構成している。この吸引口30bは、糸貯留ローラ21の外周面近傍であって、当該糸貯留ローラ21の基端側端部に寄せて配置されている。この構成で、糸貯留ローラ21の基端側に巻かれている紡績糸10は、吸引装置30による吸引流の作用を受ける。なお、この吸引パイプ30cは、前述の接続チューブ30aと連通している。これにより、吸引口30bから吸い込まれた繊維屑や屑糸は、接続チューブ30aを介して除去され、最終的に所定の場所に集めて廃棄される。
【0047】
前記電動モータ25の駆動(駆動させる方向を含む)及び停止は、図3に示すようにユニットコントローラ60によって制御されている。これにより、ユニットコントローラ60は、糸貯留ローラ21の駆動等を制御することが可能になっている。通常の巻取時においては、ユニットコントローラ60は、所定方向に一定速度で糸貯留ローラ21を回転駆動する。これにより、一定速度で糸貯留ローラ21に紡績糸10が巻かれ、この巻かれた紡績糸10に引っ張られることで、紡績装置9から紡績糸10が一定速度で引き出される。また、ユニットコントローラ60は、電動モータ25を制御することにより、糸貯留ローラ21の回転を停止させたり、上記とは逆の方向に回転させたりすることができる。
【0048】
なお、以下の説明では、通常の巻取時の回転方向に糸貯留ローラ21を回転させることを単に正回転と呼び、通常とは逆方向に回転させることを単に逆回転と呼ぶことがある。
【0049】
糸貯留ローラ21の先端側に配置される糸掛け部材22は、図4及び図5に示すように、前記糸貯留ローラ21と軸線を一致させて配置される。この糸掛け部材22は、フライヤー軸33と、その先端に固定されるフライヤー38と、を備えている。
【0050】
フライヤー軸33は、糸貯留ローラ21に対して相対回転可能に支持されている。一方、フライヤー軸33又は糸貯留ローラ21の何れか一方には永久磁石が取り付けられ、他方には磁気ヒステリシス材が取り付けられている。これらの磁気的手段により、糸掛け部材22が糸貯留ローラ21に対し相対回転するのに抗するトルクが発生するように構成されている。この抵抗トルクにより、糸掛け部材22は糸貯留ローラ21の回転に追従して回転し、結果として両者が一体的に回転できるように構成されている。一方、この抵抗トルクに打ち勝つような力が糸掛け部材22に加わった場合は、糸掛け部材22は糸貯留ローラ21に対して相対的に回転することができる。
【0051】
また、前記フライヤー38は、前記糸貯留ローラ21の外周面21aに向かって適宜湾曲し、紡績糸10と係合する(紡績糸10を引っ掛ける)ことができる形状に構成されている。糸貯留ローラ21上に糸が巻き付けられていない状態で、フライヤー38が糸貯留ローラ21と一体的に正回転すると、このフライヤー38が紡績糸10に係合する。そして、この回転するフライヤー38に係合した紡績糸10は、当該フライヤー38によって振り回され、正回転する糸貯留ローラ21の外周面へ案内されて巻き付けられる。
【0052】
図5のように糸貯留ローラ21の外周面に紡績糸10が巻き付けられると、紡績糸10と糸貯留ローラ21との間に摩擦力が働く。従って、この状態で糸貯留ローラ21が一定速度で正回転すると、当該糸貯留ローラ21より上流側の紡績糸10を引っ張る力が働き、紡績装置9から一定速度で紡績糸10を引き出すことができる。
【0053】
正回転する糸貯留ローラ21に巻き付けられた紡績糸10の様子を説明すると、以下のとおりである。即ち、上流側ガイド23を通った紡績糸10は、基端側から外周面21aに案内され、円筒部21cに複数回巻き付けられる。円筒部21cに巻き付けられた紡績糸10は、糸貯留ローラ21の正回転により紡績糸10が基端側に新たに巻かれることによって、基端側から徐々に先端側へ送られる。そして、外周面21aの先端側から引き出された紡績糸10は、フライヤー38を通過した後、下流側ガイド26を通って下流に送られる。
【0054】
また、図5のように糸貯留ローラ21に紡績糸10が巻き付いた状態で、フライヤー38に係合している紡績糸10を下流側に引っ張る力が与えられると、糸貯留ローラ21の先端側から紡績糸10を解舒するように糸掛け部材22を回転させようとする力が、フライヤー38に加わる。従って、糸貯留装置12の下流側の糸張力(糸貯留装置12と巻取装置13と間の糸張力)が前記抵抗トルクに打ち勝つほど強ければ、糸掛け部材22が糸貯留ローラ21と独立して回転することにより、糸貯留ローラ21の先端側からフライヤー38を介して紡績糸10が徐々に解舒される。
【0055】
逆に、糸貯留装置12の下流側の糸張力が前記抵抗トルクに打ち勝つほど強くない場合は、糸掛け部材22が糸貯留ローラ21と一体的に回転する。この場合、糸掛け部材22は、回転する糸貯留ローラ21の先端側から紡績糸10が解舒されることを阻止するように働く。
【0056】
このように、糸貯留装置12は、下流側の糸の張力が上がると糸を解舒し、糸の張力が下がる(糸が弛みそうになる)と糸の解舒を止めるように動作することで、糸の弛みを解消して適切な張力を付与することができる。
【0057】
また、上記のように、糸貯留装置12から巻取装置13までの間における紡績糸10の張力変動を吸収するように糸掛け部材22が動作することで、その張力変動が、紡績装置9から糸貯留装置12までの間の紡績糸10に影響を及ぼすことを防止できる。以上の構成の糸貯留装置12により、紡績装置9から紡績糸10をより安定した速度で引き出すことができる。
【0058】
このように、糸貯留装置12は様々な機能を有しており、これらの機能が発揮されるのに伴って、糸貯留ローラ21に巻き付いている紡績糸10の貯留量も増減するようになっている。
【0059】
次に、本実施形態の精紡機1において糸欠点が検出された場合の動作について図6を参照して説明する。図6は、糸欠点の検出及び糸貯留ローラ21に残留した紡績糸10の処理を行う制御を示すフローチャートである。
【0060】
紡績作業中にヤーンクリアラ52が糸欠点を検出すると、当該ヤーンクリアラ52は糸欠点検出信号をユニットコントローラ60へ送信する。ユニットコントローラ60は、この糸欠点検出信号を受信すると(S101)、この糸欠点検出信号が前記大スラブ検出信号であるかどうかを判断する(S102)。
【0061】
初めに、大スラブ検出信号以外の糸欠点検出信号を受信した場合について図7から図9を参照して説明する。図7は、紡績装置9で切断された紡績糸10が糸貯留ローラ21に巻き取られた時の様子を示す斜視図である。図8は、サクションパイプ44とサクションマウス46によって上糸と下糸を捕捉している様子を示す縦断面図である。図9は、スプライサ43に上糸と下糸を案内した時の様子を示す縦断面図である。
【0062】
ユニットコントローラ60は、大スラブ検出信号以外の糸欠点検出信号を受信すると、即座に紡績装置9を停止させる(図6のS103)。これにより、繊維束8に撚りが与えられなくなるため、繊維が抜けるようにして、紡績装置9の位置で紡績糸10が切断される。なお、このようにして切断した紡績糸10の糸端10aには繊維屑が付着している。
【0063】
その後、ユニットコントローラ60は、電動モータ25を停止させることで糸貯留ローラ21を停止させる(S104)。上記のように、紡績装置9を停止させるタイミングと、糸貯留ローラ21を停止させるタイミングと、の間には若干の時間差がある。この時間差の間、糸貯留ローラ21は正回転駆動されているので、糸端10aを含む紡績糸10は糸貯留ローラ21に巻き取られる。このとき、図7に示すように、糸端10aは糸貯留ローラ21の基端側から当該糸貯留ローラ21の外周面に導入される。
【0064】
前述のとおり、糸貯留ローラ21の基端側の外周面近傍には、吸引口30bが配置されており、糸端10aは、糸貯留ローラ21に巻き取られた直後に吸引口30bによる吸引流の作用を受けるので、当該糸端10aから繊維屑が飛散する前に繊維屑を吸引除去することができる。
【0065】
なお、このときも巻取装置13による巻取りが継続しているので、糸端10aを含む紡績糸10は、当該糸貯留ローラ21の先端側から下流側に向かって解舒され、巻取装置13によりパッケージ45に巻き取られる。なお、ヤーンクリアラ52によって検出された糸欠点は紡績装置9よりも下流側の紡績糸10に含まれているので、前記糸欠点を含む部分も、パッケージ45にいったん巻き取られる。
【0066】
なお、糸端10aが吸引流の作用を受けることで、当該糸端10aを含む紡績糸10が吸引装置30に吸引されることも考えられる。しかし、巻取装置13が紡績糸10を引く力に比べて吸引流の作用は弱いため、この場合においても、当該紡績糸10は、パッケージに巻き取られることになる。
【0067】
そして、ユニットコントローラ60は糸継台車3を制御して、当該紡績ユニット2の前まで走行させて、糸継動作を開始させる(図6のS105)。まず、ユニットコントローラ60は、サクションマウス46をパッケージ45の表面近傍まで回動させ(図8を参照)、吸引流を発生させるとともに、巻取装置13によってパッケージ45を逆回転させる。これにより、パッケージ45の外周面から糸端(下糸)が引き出され、サクションマウス46によって吸引捕捉される。なお、このときパッケージ45から前記糸欠点を含む糸が引き出されてサクションマウス46に吸われることにより、前記糸欠点を含む糸をパッケージ45から除去することができる。
【0068】
続いて、ユニットコントローラ60は、パッケージ45を逆回転させつつ、下糸を吸引した状態でサクションマウス46を上方に回動させて当該下糸をスプライサ43へ案内する(図9を参照)。スプライサ43に下糸が案内されると、パッケージ45の回転を停止させる。
【0069】
また、上記サクションマウス46の回動動作と前後して、ユニットコントローラ60は、サクションパイプ44を紡績装置9の下流側近傍まで回動させる(図8を参照)。そして、ユニットコントローラ60は、紡績装置9等を再び駆動して紡績を再開させるとともに、サクションパイプ44に吸引流を発生させて紡績装置9側の糸端(上糸)を捕捉する。続いて、吸引を続行しながらサクションパイプ44を下方に回動させることで、紡績装置9から紡績糸10を引き出しつつ、スプライサ43へ案内する(図9を参照)。
【0070】
スプライサ43に上糸及び下糸が案内されると、当該スプライサ43による糸継ぎが行われる。なお、糸継中においても、糸貯留ローラ21は正回転駆動され続ける。即ち、糸継動作中は巻取装置13による巻取りが停止しているが、この間にも紡績糸10は紡績装置9から連続的に送り出されているから、紡績糸10をそのままにしていると糸の弛みが発生してしまう。そこで、紡績糸10を糸貯留ローラ21に巻き付かせることで、紡績糸10の弛みを防止するものである。このように、糸貯留装置12は、糸継時の糸弛み取り装置として機能する。
【0071】
そして、スプライサ43による糸継ぎが終了すると、巻取装置13による通常の巻取りを再開する。
【0072】
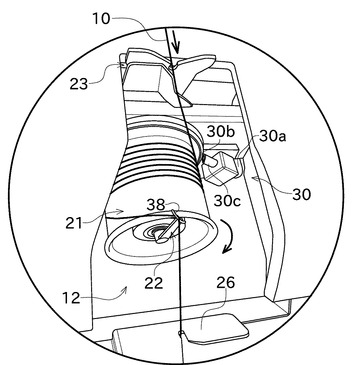
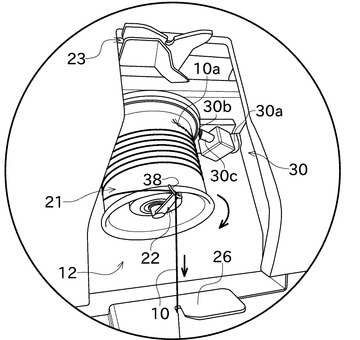
次に、ヤーンクリアラ52が検出した糸欠点検出信号が大スラブ検出信号であった場合について図10から図13を参照して説明する。図10は、大スラブによる糸切れが生じる直前の様子を示す斜視図である。図11は、大スラブによる糸切れが生じた直後の様子を示す斜視図である。図12は、紡績装置9を停止させるのを遅らせて糸貯留ローラ21に紡績糸10を巻き付けた様子を示す斜視図である。図13は、吸引装置30によって糸貯留ローラ21に残留した紡績糸10の除去を行う様子を示す斜視図である。なお、今回の説明では、本発明の効果を理解し易くするために、大スラブの検出時において糸貯留ローラ21の糸貯留量が比較的少ない場合について説明する。
【0073】
大スラブとは、糸の平均太さに比べて所定以上の太さを有している不良部分である。大スラブの箇所では糸の撚りが殆どないため糸強力が低くなっており、糸切れが非常に発生し易い。このような大スラブ10bを図10に示す。
【0074】
仮に、この大スラブ10bが検出されたときにおいても前述の制御(大スラブ検出信号以外の糸欠点検出信号に対する制御)を行うとすると、以下の問題が生じる。即ち、大スラブ10bが検出されると、ユニットコントローラ60は、即座に紡績装置9を停止させることで糸貯留ローラ21の上流側で紡績糸10を切断する。そして、糸貯留装置12等で大スラブ10bによる糸切れが生じた場合は、紡績装置9の停止によって生じた糸端を一方の糸端とし、大スラブ10bによる糸切れによって生じた糸端を他方の糸端とする、不要な紡績糸10が残留した状態になる。この不要な紡績糸10は、巻取装置13との間で切れているので、巻取装置13側に引っ張って糸貯留ローラ21から解舒することもできない。そのため、この残留した紡績糸10を除去する手段がなく、紡績を再開することができなくなってしまう。
【0075】
そこで、本実施形態では、上記の状態を回避するために、ユニットコントローラ60が以下のような制御を行うように構成されている。即ち、ユニットコントローラ60は、大スラブ検出信号を受信すると、紡績装置9をすぐに停止させず所定時間(例えば、糸貯留ローラ21に糸が10周程度巻き付くのに掛かる時間)だけ稼動させたままにしておく(図6のS106)。
【0076】
また、大スラブ10bの検出後においても糸貯留ローラ21は回転し続けているため、大スラブ10bを含む紡績糸10は、糸貯留ローラ21に巻き取られる。また、巻取装置13も巻取りを継続しているため、紡績糸10は、下流に向かって引っ張られている。
【0077】
そして、大スラブ10bは、フライヤー38と接触する際に、略鉛直方向上向き(図10における上側)に抗力を受けるため、当該部分において糸切れが生じ得る(図10を参照)。このようにして大スラブ10bによる糸切れが生じたとき、大スラブ10bは、上流側の糸端である上流側大スラブ10cと、下流側の糸端である下流側大スラブ10dとに分割される(図11を参照)。
【0078】
そして、下流側大スラブ10dは、当該部分を含む紡績糸10とともに、巻取装置13によって張力を受けて、パッケージ45にいったん巻き取られる。一方、上流側大スラブ10cは、糸貯留ローラ21がまだ回転しているため、それに伴って多少動きが生じることもあるが、そのまま糸貯留ローラ21の先端側近傍に残留している。
【0079】
所定時間が経過すると、ユニットコントローラ60は、紡績装置9を停止させる(S106)。この停止させるまでに生成された紡績糸10は、前述のように、糸貯留ローラ21の外周面21aの基端側に向かって巻き付いている(図12を参照)。また、前述のとおり、紡績装置9の停止によって切断された糸端10aは、繊維がほどかれた状態になっている(図12を参照)。なお、この糸端10aの他方の端部は上流側大スラブ10cである。このように、糸強力の弱い大スラブ10bが生じると、糸貯留ローラ21上に不要な紡績糸10が残留してしまう。
【0080】
そして、ユニットコントローラ60は、紡績装置9を停止した後に糸端10aが糸貯留ローラ21に巻き取られる程度の時間が経過すると、電動モータ25を停止させることで、糸貯留ローラ21を停止させる(図6のS107)。
【0081】
一方、前述したように、糸貯留ローラ21の外周面近傍で、かつ当該糸貯留ローラ21の基端側近傍には、吸引装置30の吸引口30bが配置され、吸引流を発生させている。糸端10aが糸貯留ローラ21に巻き取られると、基端側において糸貯留ローラ21の径方向に振り回されるように糸端10aが回転する。また、この回転動作が行われるとともに糸貯留ローラ21は停止されるため、この回転動作はゆっくりと行われていく。このように糸端10aが動作するため、糸貯留ローラ21が停止する前後において、当該糸端10aを含む紡績糸10は吸引口30bに速やかに捕捉される(図12を参照)。
【0082】
上述したように、本実施形態では、図6のS106において、大スラブ10bを検出した後もしばらく紡績装置9を駆動させている。ここで、仮に、大スラブ10bを検出して即座に紡績装置9を停止すると、特に今回のように糸貯留ローラ上の貯留量が少ない場合では、以下の問題が生じる。即ち、このような場合では紡績糸10が糸貯留ローラ21に疎らに巻き付いているため、糸端10aの回転動作は、基端側ではなく当該位置から少し先端側の位置で行われる。そのため、基端側に配置された吸引口30bでは、糸端10aを捕捉するのが困難になる。更に、糸端10aが回転することで、紡績糸10がより先端側に解舒されることもあり、この場合、糸端10aはより先端側で回転することになり、吸引口30bが糸端10aを捕捉する確率がより低下する。このような状況になると、糸貯留ローラ21に残留した紡績糸10を手作業で除去しなければならない。この点、本実施形態では、大スラブ10bの検出時においては上記のように紡績装置9の停止を遅らせることで、吸引装置30による糸端10aの捕捉確率を高めることができる。
【0083】
そして、ユニットコントローラ60は、糸貯留ローラ21を停止させた後に速やかに当該糸貯留ローラ21を逆回転させる(S108)。この逆回転により、当該糸貯留ローラ21の基端側から、当該糸貯留ローラ21上に貯留されていた紡績糸10が次々と解舒されていく。それと並行して、糸貯留ローラ21上に貯留されていた紡績糸10は、吸引装置30に順次吸引されていく(図13を参照)。以上の構成で、大スラブ10bが発生した際に糸貯留ローラ21上に残留した紡績糸を、吸引装置30によって吸引除去することができる。
【0084】
その後、大スラブ以外の糸欠点を検出したときと同様に、糸継動作を開始しつつ(図6のS105)、紡績装置9を駆動させる。ここで生成された紡績糸10はサクションパイプ44に、前述の下流側大スラブ10dを含む紡績糸10はサクションマウス46に捕捉される。その後、スプライサ43に両方の糸が案内され、糸継ぎが行われる。そして、巻取装置13による、通常の巻取りを再開する。
【0085】
このように、上記の制御を用いることで、糸貯留ローラ21のフライヤー38等で糸切れが生じた場合においても、自動的に不要な紡績糸10を除去して紡績作業を再開することができる。
【0086】
以上に説明したように、本実施形態の精紡機1は、紡績装置9と、ヤーンクリアラ52と、糸貯留ローラ21と、電動モータ25と、吸引口30bと、吸引装置30と、ユニットコントローラ60と、を備える。紡績装置9は、繊維束8に撚りを掛けて紡績糸10を生成する。ヤーンクリアラ52は、紡績装置9の下流側に配置され、走行する紡績糸10の糸欠点を検出する。糸貯留ローラ21は、ヤーンクリアラ52の下流側に配置され、紡績糸10を外周面21aに巻き付けて回転することで、紡績糸10を一時的に貯留する。電動モータ25は、糸貯留ローラ21を回転駆動する。吸引口30bは、糸貯留ローラ21の外周面21aの近傍であって、基端側近傍に配置される。吸引装置30は、吸引口30bに吸引流を発生させることが可能である。ユニットコントローラ60は、ヤーンクリアラ52が糸強力の弱い所定の糸欠点を検出すると、その他の糸欠点を検出したときに比べて、紡績糸10の供給を停止する停止タイミングを遅らせるとともに、この停止タイミングの後に糸貯留ローラ21を停止させるように電動モータ25を制御している。
【0087】
即ち、紡績糸10が所定の糸欠点を有する場合、その箇所が糸貯留ローラ21から解舒される時点で糸切れが生じ易い。このとき、糸貯留ローラ21に巻き付いた紡績糸10が少量で疎らに巻き付いた状態で、上流からの紡績糸10の供給が停止されると、形成される糸端10aの位置が、糸貯留ローラ21の基端側近傍に設置されている吸引口30bから離れてしまい、糸端10aの吸引が困難になる。この点、上記の構成においては、このような糸切れが生じた後でもしばらく紡績糸10を糸貯留ローラ21に供給するため、糸貯留ローラ21の基端側近傍まで紡績糸10が巻かれる。そのため、紡績糸10の供給停止によって形成される糸端10aの位置が吸引口30bに近くなるので、吸引装置30が糸端10aを容易に吸引することができる。以上から、このような糸切れが生じたときにも、糸貯留ローラ21に巻き付いた不要な紡績糸10を手作業で処理する必要がなくなり、紡績作業を効率良く行うことができる。
【0088】
また、本実施形態の精紡機1においては、ヤーンクリアラ52は、所定の糸欠点として、通常の糸の太さよりも一定以上太い箇所を大スラブ10bとして検出している。
【0089】
これにより、糸強力の弱い大スラブ10bを検出して、糸貯留ローラ21に残留した紡績糸10を除去する制御を的確に行うことができる。
【0090】
また、本実施形態の精紡機1においては、ユニットコントローラ60は、糸貯留ローラ21を停止させる制御の後に、糸貯留ローラ21を逆回転させる。
【0091】
これにより、吸引装置30が吸引した不要な紡績糸10を、糸貯留ローラ21から自動的に除去することができる。そのため、糸貯留ローラ21に残留した紡績糸10を手作業で除去する必要がなくなり、紡績作業を効率良く行うことができる。
【0092】
また、本実施形態の精紡機1においては、ユニットコントローラ60は、紡績装置9による撚掛けを停止させることで紡績糸10の供給を停止させる。
【0093】
即ち、紡績装置9による繊維束8の撚掛けを中止することで、紡績糸10の糸強力は弱くなる。この場合、紡績糸10は張力に耐えられなくなり、引きちぎるように切断されるので、糸の端部の繊維がほどかれた状態となる。そのため、この糸端10aが吸引口30b近傍の吸引流に乗り易くなり、糸端10aの吸引を容易にすることができる。
【0094】
以上に本発明の好適な実施の形態を説明したが、上記の構成は例えば以下のように変更することができる。
【0095】
本実施形態においては、所定の糸欠点として大スラブを用いたが、糸強力の弱い糸欠点であれば、例えば、糸の太さが極端に細い細ムラ等の、他の糸欠点を用いても良い。また、どのような判断基準で大スラブと判定するかについても本実施形態の方法に限られず、フライヤー38等の形状等に基づいて、判断基準を変更しても良い。
【0096】
また、本実施形態では、大スラブ10bがフライヤー38と接触することで糸切れが生じる場合を説明したが、他の箇所で糸切れが生じた場合にも本実施形態の制御は有効である。他の箇所での糸切れとしては、例えば、糸貯留ローラ21の外周面21aや下流側ガイド26等において、当該部分との摩擦により糸切れが生じることが考えられる。
【0097】
本実施形態においては、紡績装置9を停止させることで紡績糸10の供給を停止しているが、これに代えて他の構成を用いても良い。例えば、カッタ57で切断する、ドラフト装置7のバックローラ16を停止する等の方法によって、紡績装置9から糸貯留ローラ21への紡績糸10の供給を停止することもできる。
【0098】
吸引装置30の形状は上記のものに限らない。例えば、吸引パイプ30cの先端に吸引口30bを形成する構成に代えて、四角筒状の部材の先端に吸引口を形成するように構成しても良い。
【0099】
糸継台車3によって糸継ぎを行う構成に代えて、各紡績ユニット2がそれぞれ糸継ぎのための構成を備えていても良い。
【0100】
また、糸掛け部材22と糸貯留ローラ21は相対回転可能でなくても良く、例えば特許文献2が開示する弛み取り装置のように、弛み取りローラに形成された切欠き部を糸掛け部として機能させることができる。
【0101】
糸掛け部材22と糸貯留ローラ21との間にトルクを加える方法は、上記のような磁気的な手段に限らず、例えば摩擦力でも良く、電磁気的な手段でも良い。
【符号の説明】
【0102】
1 精紡機(紡績機)
9 紡績装置
10 紡績糸
10a 糸端
10b 大スラブ
12 糸貯留装置
21 糸貯留ローラ
25 電動モータ(駆動モータ)
30 吸引装置
30b 吸引口
52 ヤーンクリアラ(糸欠点検出装置)
60 ユニットコントローラ(制御部)
【特許請求の範囲】
【請求項1】
繊維束に撚りを掛けて紡績糸を生成する紡績装置と、
前記紡績装置の下流側に配置され、走行する紡績糸の糸欠点を検出する糸欠点検出装置と、
前記糸欠点検出装置の下流側に配置され、紡績糸を外周面に巻き付けて回転することで、紡績糸を一時的に貯留する糸貯留ローラと、
前記糸貯留ローラを回転駆動する駆動モータと、
前記糸貯留ローラの外周面近傍であって、紡績糸が前記糸貯留ローラに巻き取られる側の当該糸貯留ローラの端部近傍に配置された吸引口と、
前記吸引口に吸引流を発生させることが可能な吸引装置と、
前記糸欠点検出装置が糸強力の弱い所定の糸欠点を検出すると、その他の糸欠点を検出したときに比べて、紡績糸の供給を停止する停止タイミングを遅らせるとともに、前記停止タイミングの後に前記糸貯留ローラを停止させるように前記駆動モータを制御する制御部と、
を備えることを特徴とする紡績機。
【請求項2】
請求項1に記載の紡績機であって、
前記糸欠点検出装置は、所定の糸欠点として、通常の糸の太さよりも一定以上太い箇所を検出することを特徴とする紡績機。
【請求項3】
請求項1又は2に記載の紡績機であって、
前記制御部は、前記糸貯留ローラを停止させる制御の後に、前記糸貯留ローラを巻取時の回転方向と逆方向に回転させることを特徴とする紡績機。
【請求項4】
請求項1から3までの何れか一項に記載の紡績機であって、
前記制御部は、前記紡績装置による撚掛けを停止させることで紡績糸の供給を停止させることを特徴とする紡績機。
【請求項5】
紡績装置が生成した紡績糸について糸強力の弱い所定の糸欠点を検出する糸欠点検出工程と、
所定の糸欠点の検出から所定時間が経過した後に紡績糸の供給を停止させる供給停止工程と、
糸貯留ローラを停止させる糸貯留ローラ停止工程と、
前記糸貯留ローラの外周面近傍であって、紡績糸が前記糸貯留ローラに巻き取られる側の当該糸貯留ローラの端部近傍に配置された吸引口によって、前記糸貯留ローラに残留している紡績糸の糸端を吸引させる糸端吸引工程と、
前記糸貯留ローラを、紡績糸が解舒される方向へ回転させて、当該紡績糸を除去する紡績糸除去工程と、
を含むことを特徴とする、糸貯留ローラに残留した紡績糸の除去方法。
【請求項1】
繊維束に撚りを掛けて紡績糸を生成する紡績装置と、
前記紡績装置の下流側に配置され、走行する紡績糸の糸欠点を検出する糸欠点検出装置と、
前記糸欠点検出装置の下流側に配置され、紡績糸を外周面に巻き付けて回転することで、紡績糸を一時的に貯留する糸貯留ローラと、
前記糸貯留ローラを回転駆動する駆動モータと、
前記糸貯留ローラの外周面近傍であって、紡績糸が前記糸貯留ローラに巻き取られる側の当該糸貯留ローラの端部近傍に配置された吸引口と、
前記吸引口に吸引流を発生させることが可能な吸引装置と、
前記糸欠点検出装置が糸強力の弱い所定の糸欠点を検出すると、その他の糸欠点を検出したときに比べて、紡績糸の供給を停止する停止タイミングを遅らせるとともに、前記停止タイミングの後に前記糸貯留ローラを停止させるように前記駆動モータを制御する制御部と、
を備えることを特徴とする紡績機。
【請求項2】
請求項1に記載の紡績機であって、
前記糸欠点検出装置は、所定の糸欠点として、通常の糸の太さよりも一定以上太い箇所を検出することを特徴とする紡績機。
【請求項3】
請求項1又は2に記載の紡績機であって、
前記制御部は、前記糸貯留ローラを停止させる制御の後に、前記糸貯留ローラを巻取時の回転方向と逆方向に回転させることを特徴とする紡績機。
【請求項4】
請求項1から3までの何れか一項に記載の紡績機であって、
前記制御部は、前記紡績装置による撚掛けを停止させることで紡績糸の供給を停止させることを特徴とする紡績機。
【請求項5】
紡績装置が生成した紡績糸について糸強力の弱い所定の糸欠点を検出する糸欠点検出工程と、
所定の糸欠点の検出から所定時間が経過した後に紡績糸の供給を停止させる供給停止工程と、
糸貯留ローラを停止させる糸貯留ローラ停止工程と、
前記糸貯留ローラの外周面近傍であって、紡績糸が前記糸貯留ローラに巻き取られる側の当該糸貯留ローラの端部近傍に配置された吸引口によって、前記糸貯留ローラに残留している紡績糸の糸端を吸引させる糸端吸引工程と、
前記糸貯留ローラを、紡績糸が解舒される方向へ回転させて、当該紡績糸を除去する紡績糸除去工程と、
を含むことを特徴とする、糸貯留ローラに残留した紡績糸の除去方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2011−38189(P2011−38189A)
【公開日】平成23年2月24日(2011.2.24)
【国際特許分類】
【出願番号】特願2009−183655(P2009−183655)
【出願日】平成21年8月6日(2009.8.6)
【出願人】(000006297)村田機械株式会社 (4,916)
【Fターム(参考)】
【公開日】平成23年2月24日(2011.2.24)
【国際特許分類】
【出願日】平成21年8月6日(2009.8.6)
【出願人】(000006297)村田機械株式会社 (4,916)
【Fターム(参考)】
[ Back to top ]