
紡績糸、ならびにその製造のための方法および装置
複数の第1の(4)および第2の(2)セグメントを含んでなる糸、(a)スライバを、回転をスライバの繊維に与え、部分的に強化された糸を形成するトルクジェット(14)を通過させる工程と、(b)部分的に強化された糸をインターレースジェット(16)を通過させて、強化された糸を形成する工程とを含んでなる、そのような糸を紡績するための方法、ならびにこの方法を行うための装置。

【発明の詳細な説明】
【関連出願の相互参照】
【0001】
本出願は、2005年2月27日に出願された米国仮特許出願第60/548,432号明細書の利益を請求し、この出願を、あらゆる目的のため、その全体を本明細書の一部として援用する。
【技術分野】
【0002】
本発明は、紡績糸、ならびにその製造のための方法および装置に関する。
【背景技術】
【0003】
合成または天然ステープル繊維から構成されたものである紡績糸は、糸の表面から突出する繊維端部を所有する糸と容易に認められる。それらは、さらに、構造中で撚られているか縛られていると認められる。典型的にはリング紡績によって製造される撚られた糸は、トルクまたは撚り強さ(liveliness)を所有する。撚り強さを有する撚られた糸は、両方の端部で保持されると、自発的にそれ自体の周りをカールする。糸の綿密な検査は、繊維が螺旋パターンでともに保持される。
【0004】
縛られた糸は、撚り強さがなく、かつオープンエンドロータ紡績または空気ジェット紡績によって典型的には製造される糸と認められる。これらの糸の綿密な検査は、束の表面の周りを巻く繊維で巻付けられた、実質的に平行に整列した繊維の長手方向によく整った束を示す。
【0005】
表面巻付き繊維の配向は、縛られたオープンエンド糸および縛られた空気ジェット紡績糸について異なる。空気ジェット紡績糸は、典型的には、大部分、実質的に平行な繊維の束の周りに1つの方向に螺旋状に巻付けられた巻付き繊維を所有する。オープンエンド紡績糸の巻付き繊維は、よりランダムである傾向があり、巻付きの方向および角度は、異なった繊維について異なる。糸の縛られていないセグメントは、表面巻付き繊維を有さないか、せいぜい、わずかな数の表面巻付き繊維を有する。
【0006】
空気ジェット紡績糸を製造する広く受入れられた方法は、仮撚りを対向する方向に糸にかける、直列の1対のトルクジェットを使用する。スライバが、強化のため空気ジェットの本体の円筒形糸空洞内に進んで、糸を形成する。トルクジェットは、糸空洞に突当たる空気入口穴を、空気入口穴の軸と糸空洞の中心線との間にずれがあるように設ける。このずれのため、空気入口穴からの空気は接線方向に糸に衝突し、トルクを糸に与える。仮撚りは、上述されたトルクジェットなどの撚りジェットの入口側で糸またはスライバに与えられた一時的な撚りである。
【0007】
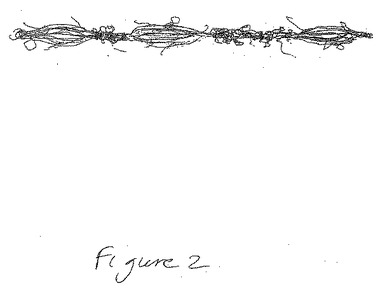
連続フィラメント糸は、糸の表面から突出する繊維端部の不在によって容易に認められる。連続フィラメント糸の、多くの一般的な構造の1つが、インターレースされた(interlaced)糸である。これらの糸は、ループ状または巻付き繊維によってともに保持されない平行なフィラメントのオープンセグメントによって分離された、緊密なノード、またはインターレースポイントの、繰返しパターンについて認められる。典型的なインターレースポイントは、図2に示されているように、繊維が、もつれるか、ランダムに絡まるか、ともに組み合わされた(laced)、ノットなどの構造を形成する繊維のランダムな絡まりによって特徴づけられる。インターレースポイントおよびオープンセグメントの緊密さおよび間隔は、多くの設計のインターレースジェットを使用して製造される多くのバリエーションの主題である。典型的には、また、磨耗技術で後処理されない限り、インターレースされた糸の表面から突出する繊維端部がない。連続フィラメント糸の空気ジェットテクスチャー加工(texturizing)のプロセスは、糸がインターレースジェットに入る前、糸を湿潤することによって大きく向上される。計量スロットアプリケータ、重力供給スロットアプリケータ、およびスプレーデバイスなどの多くのデバイスが、湿潤機能を与えるために存在する。しかし、この方法は、紡績糸の製造において現在知られても実施されてもいない。
【発明の開示】
【発明が解決しようとする課題】
【0008】
インターレースされた連続フィラメント糸の伸び特性およびテナシティ特性と同様であるが、従来の紡績設備によって製造された紡績糸の伸び特性およびテナシティ特性を超える伸び特性およびテナシティ特性を有する糸を製造する必要が残り、その必要を、本発明の方法、装置、および糸によって対処する。
【課題を解決するための手段】
【0009】
本発明の一実施形態は、(a)スライバを、回転をスライバの繊維に与え、部分的に強化された糸を形成するトルクジェットを通過させ、(b)部分的に強化された糸をインターレースジェットを通過させて、強化された糸を形成することによって、糸を紡績するための方法である。
【0010】
本発明の別の実施形態は、スライバから糸を紡績するための装置であって、(a)スライバを、仮撚りを有する部分的に強化された糸に形成するトルクジェットと、(b)トルクジェットから下流の、ある距離に位置決めされたインターレースジェットであって、部分的に強化された糸が、インターレースジェット中に受けられるとき、仮撚りを維持する、インターレースジェットとを含む装置である。
【0011】
本発明のさらなる実施形態は、複数の第1および第2のセグメントを含む糸であって、(a)各第1のセグメントが、実質的に平行に整列した不連続繊維の長手方向によく整った束を含んでなり、長手方向によく整った束が、束の周りを通過する少なくとも1つの表面繊維で、巻付き繊維の巻き間の距離が巻付き繊維の断面の最大寸法の約100倍未満であるような頻度で巻付けられ、(b)各第2のセグメントが、不連続繊維の束を含んでなり、不連続繊維の束が、表面繊維で巻付けられないか、束の周りを通過する表面繊維で、巻付き繊維の巻き間の距離が巻付き繊維の断面の最大寸法の約100倍以上であるような頻度で巻付けられる、糸である。
【0012】
本発明のさらに別の実施形態は、複数の第1および第2のセグメントを含む糸であって、(a)各第1のセグメントが、(i)実質的に平行に整列した不連続繊維の長手方向によく整った束と、(ii)その束の表面の周りに巻付く1つもしくはそれ以上の繊維とを含んでなり、(b)各第2のセグメントが、1つもしくはそれ以上のノットを含んでなり、該糸のある長さにおいて、合計された第1のセグメントの長さが、糸の長さの50パーセントを超えて構成し、合計された第2のセグメントの長さが、糸の長さの50パーセント未満を構成する、糸である。
【発明を実施するための最良の形態】
【0013】
本発明は、新規な糸構造、ならびにいくつかまたはすべてが従来の空気ジェット交絡デバイス(air jet entanglement devices)であることができる空気ジェット交絡デバイスの新規な組合せの使用によってそれを製造する方法および装置を提供する。
【0014】
繊維は、織り、編み、編組、フェルト化、および撚りなどのさまざまな方法によって、糸に紡績されるか布に製造することができる、直径または幅の少なくとも100倍の長さによって特徴づけられた、物質の円筒形単体である。テキスタイル機械上での処理のため、正しい長さ(約1〜8インチなど)の繊維が必要である。ステープル繊維は、そのような目的のための正しい長さを有し、というのは、それが、天然繊維であり、かつ本質的に、有用な長さを有するか、または、それが、正しい長さに切断された不連続長さの連続合成フィラメントであるからである。したがって、連続フィラメントは、不定のまたは極端な長さの繊維とみなすことができ、これは、その、機械長さに切断されていない点で、ステープル繊維と区別される。
【0015】
糸は、繊維および/またはフィラメントが強化され、したがって十分に混ぜ合わされた形態の、テキスタイル繊維および/またはフィラメントの連続ストランドであり、糸は、布を形成するために、編み、織り、またはそうでなければ撚り合せに適した構造の一体性および単一性を有する。スライバは、繊維が強化されず、したがって、編みまたは織りなどの操作に適した構造の一体性および単一性を有さない、繊維の束であるが、繊維および最終的に糸が準備される一般的な供給原料である。
【0016】
本発明の方法において、強化されていないステープル繊維のスライバが、仮撚りをスライバのステープル繊維にかけるトルク空気ジェットであることができる第1の空気交絡デバイス内に供給される。スライバのステープル繊維は、約6インチより長い平均繊維長さを有するいかなる天然および/または合成繊維でもあることができる。
【0017】
トルク空気ジェットから現れる繊維は、部分的に強化された糸を形成し、かつ繊維が実質的に平行である複数の長手方向によく整った束に形成されていることによって特徴づけられる。実質的に平行である状態は、繊維が実際に平行である状態を含む。繊維の束は、束の体積の40パーセントを超えて、好ましくは60パーセントを超えて、より好ましくは80パーセントを超えて、最も好ましくは90パーセントを超えて、繊維によって占められるように、束の繊維が効率的にかつ比較的密に束ねられるとき、長手方向によく整っている。束の繊維は、束の長手方向の軸と比較して、繊維の90パーセント未満、好ましくは80パーセント未満、より好ましくは60パーセント未満、最も好ましくは40パーセント未満が、束の軸と30度以上の角度を形成するセクションを有するとき、実質的に平行である。
【0018】
次に、部分的に強化された糸は、インターレースジェットなどのさらなる空気交絡デバイスを通過される。好ましい実施形態において、インターレースジェットから現れる強化された糸は、撚りの方向が第1のトルク空気ジェットと同じである付加的なトルクジェットを通過される。ジェットのこの組合せの結果として、糸の帯化された(fascinated)セグメントにおいて、ステープル繊維のいくつかが、繊維の束が長手方向によく整っており、かつ繊維が実質的に平行である、糸のセグメントにおいて、回転している仮撚りされた繊維の表面の周りに巻付けられる。
【0019】
トルク空気ジェットのみを通過した糸が図1に示されており、実質的に平行に整列した繊維の長手方向によく整った束があり、束が、束の表面の周りを巻く繊維で巻付けられることがわかり得る。巻付き繊維は、比較的低い頻度で、しかし、巻付き繊維の巻き間の距離が巻付き繊維の断面の最大寸法の約100倍以上であるように、束の周りを通過する。
【0020】
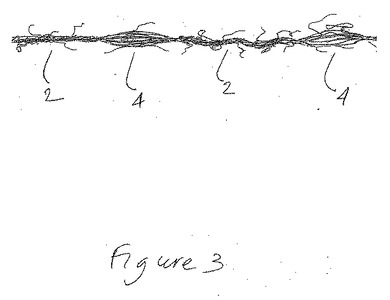
トルク空気ジェット、次いでインターレースジェットを通過した糸が、図3に示されている。図3において、糸の縛られたセグメント2において、糸の繊維が、長手方向によく整った束にあり、かつ実質的に平行であり、長手方向によく整った束が、巻付き繊維の巻き間の距離が、巻付き繊維の断面の最大寸法の約100倍未満、好ましくは約60倍未満、より好ましくは約30倍未満、最も好ましくは約15倍未満であるように、比較的高い頻度で、束の周りを通過する表面繊維で巻付けられることがわかり得る。糸の縛られていないセグメント4も図3に示されている。これらのオープンセグメントにおいて、繊維の束は、長手方向によく整っておらず、かつ膨張されて、束の体積の比較的小さいパーセンテージが繊維から構成されるバルーンを形成している。突出する繊維端部が、糸の縛られたセグメント2および縛られていないセグメント4の両方に存在することができる。
【0021】
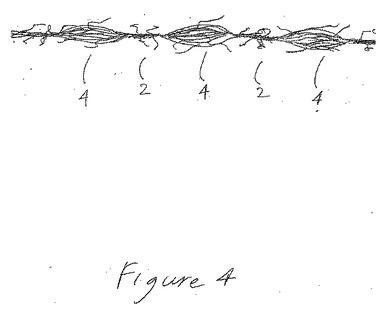
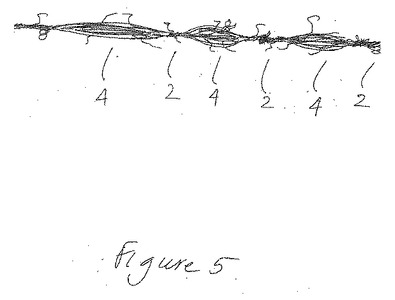
トルク空気ジェット、次いでインターレースジェット、次いで第2のトルクジェットを通過した糸が、図4および図5に示されており、図5の糸を製造するために使用される第2のトルクジェットは、前進(forwarding)トルクジェットである。縛られたセグメント2および縛られていないセグメント4も、図4および図5にそれぞれ示された糸に見ることができる。
【0022】
本発明の糸は、主として不連続ステープル繊維から構成され、かつ突出する繊維端部および帯化された(fascinated)セグメントの両方を所有する。縛られたセグメントの注意深い検査が、それらが、一般に、連続フィラメント糸に典型的には見出される繊維のランダムに絡まった束ではなく、空気ジェット紡績糸に見出されるものに非常に似た、表面繊維で巻付けられた実質的に平行な繊維の長手方向によく整った束を有することを示す。典型的には、縛られたセグメントは、長さが、約1〜約40mm、または約1〜約30mmであることができる。縛られたセグメントは、巻付き繊維が存在しない、糸の縛られていないセグメントによって分離され、これらの縛られていないセグメントは、約1mm〜約15mmの範囲内の量だけ、インターレースされたセグメントより、長さを、短く、等しく、またはより長くすることができる。縛られたセグメントの長さおよび間隔は、紡績装置内の空気ジェットの間隔に従って、およびジェットに与えられる量の空気圧力に従って、修正することができる。より大きい量の空気圧力が、選択された量の撚りを、より低い曲げ弾性率を有するポリマーより高い曲げ弾性率を有するポリマーから準備された繊維に与えるために必要であり、繊維がより高い速度で走行しているとき、繊維がより低い速度で走行しているときより大きい量の空気圧力が、選択された量の撚りを与えるために必要である。
【0023】
本発明の一実施形態は、たとえば、複数の第1および第2のセグメントを含む糸であって、(a)各第1のセグメントが、実質的に平行に整列した不連続繊維の長手方向によく整った束を含んでなり、長手方向によく整った束が、束の周りを通過する少なくとも1つの表面繊維で、巻付き繊維の巻き間の距離が巻付き繊維の断面の最大寸法の約100倍未満であるような頻度で巻付けられ、(b)各第2のセグメントが、不連続繊維の束を含んでなり、不連続繊維の束が、表面繊維で巻付けられないか、束の周りを通過する表面繊維で、巻付き繊維の巻き間の距離が巻付き繊維の断面の最大寸法の約100倍以上であるような頻度で巻付けられる、糸であることができる。第1および第2のセグメントは、糸の長さに沿って、交互するか、ランダムに散在することができる。好ましい実施形態において、該糸のある長さにおいて、合計された第1のセグメントの長さは、糸の長さの50パーセントを超える、好ましくは60パーセントを超える、より好ましくは80パーセントを超える、最も好ましくは90パーセントを超えることができ、合計された第2のセグメントの長さは、糸の長さの50パーセント未満、好ましくは40パーセント未満、より好ましくは20パーセント未満、最も好ましくは10パーセント未満であることができる。
【0024】
本発明の方法および装置が、図2に示されているような、それにより製造された糸のノットの発生を低減するので、本発明のさらなる代替実施形態は、複数の第1および第2のセグメントを含む糸であって、(a)各第1のセグメントが、(i)実質的に平行に整列した不連続繊維の長手方向によく整った束と、(ii)その束の表面の周りに巻付く1つもしくはそれ以上の繊維とを含んでなり、(b)各第2のセグメントが、1つもしくはそれ以上のノットを含んでなり、該糸のある長さにおいて、合計された第1のセグメントの長さが、糸の長さの50パーセントを超えて、好ましくは60パーセントを超えて、より好ましくは80パーセントを超えて、最も好ましくは90パーセントを超えて構成し、合計された第2のセグメントの長さが、糸の長さの50パーセント未満、好ましくは40パーセント未満、より好ましくは20パーセント未満、最も好ましくは10パーセント未満を構成する、糸である。
【0025】
本発明の糸は、また、上述されたような不連続ステープル繊維に加えて、いくつかの連続フィラメント繊維を含むことができる。強化された糸の特徴は、連続フィラメントを組入れることによってひどく影響されない。連続フィラメント繊維は、糸の繊維の約50重量%までの量で、好ましくは約5〜約30重量%の量で、より好ましくは約10〜約25重量%の量で使用することができる。
【0026】
本発明の糸は、ナイロン、ポリエステル、アラミド(たとえばm−またはp−フェニレンジアミンおよびテレフタロイルクロリドから誘導されるポリマー)、フルオロポリマー、アセテートポリマーまたはコポリマー、アクリルポリマーまたはコポリマー、ポリアセタール、アクリレートポリマーまたはコポリマー、ポリアクリロニトリル、セルロースポリマー、オレフィンポリマーまたはコポリマー(エチレンポリマーまたはコポリマー、またはプロピレンポリマーまたはコポリマーなど)、ポリイミド、スチレン(styrenic)ポリマーまたはコポリマー(たとえば、スチレン/アクリロニトリルを含む)、エーテル/エステルコポリマー、アミドとエーテルおよび/またはエステルとのコポリマー、ポリ塩化ビニルまたはポリビニルアルコールなどのビニルポリマー、およびポリイミド、ならびにそれらのいずれか2つもしくはそれ以上の混合物よりなる群から選択される材料から準備された繊維から製造することができる。繊維の好ましい選択は、それが延伸されるべき場合、たとえば、ナイロン、ポリエステル、オレフィンポリマーまたはコポリマー(エチレンポリマーまたはコポリマー、またはプロピレンポリマーまたはコポリマーなど)、エーテル/エステルコポリマー、アクリルポリマーまたはコポリマー、ポリアセタール、ポリ塩化ビニル、およびそれらのいずれか2つもしくはそれ以上の混合物を含むことができる。
【0027】
連続フィラメントが、不連続繊維に加えて、本発明の糸を準備するために使用される場合、それらは、ナイロン、ポリエステル、アラミド(たとえばm−またはp−フェニレンジアミンおよびテレフタロイルクロリドから誘導されるポリマー)、フルオロポリマー、アセテートポリマーまたはコポリマー、アクリルポリマーまたはコポリマー、ポリアセタール、アクリレートポリマーまたはコポリマー、ポリアクリロニトリル、セルロースポリマー、オレフィンポリマーまたはコポリマー(エチレンポリマーまたはコポリマー、またはプロピレンポリマーまたはコポリマーなど)、ポリイミド、スチレンポリマーまたはコポリマー(たとえば、スチレン/アクリロニトリルを含む)、エーテル/エステルコポリマー、アミドとエーテルおよび/またはエステルとのコポリマー、ポリ塩化ビニルまたはポリビニルアルコールなどのビニルポリマー、およびポリイミド ポリウレタン、ポリウレタンのブロックと重合されたエーテルおよび/またはエステルのブロックとを有するコポリマー、またはエラステインよりなる群から選択される材料から準備されたフィラメントであることができる。これらの連続フィラメントは、上述されたような他の材料と、または綿またはウールなどの天然繊維、金属繊維またはワイヤ(鋼または銅など)、ガラス繊維またはセラミック繊維、およびそれらのいずれか2つもしくはそれ以上の混合物と組合せることができる。
【0028】
好ましい実施形態において、本発明の糸は、アラミド繊維であることができる繊維から準備することができるか、それは、スパンデックスタイプ繊維、または2GT(テレフタル酸でエステル化された(estrified)1,2−エタンジオール(またはエチレングリコール))または3GT(1,3−プロパンジオール(または1,3プロピレングリコール)−3GT(テレフタル酸でエステル化された(estrified))ポリエステル繊維などの、高弾性を有するフィラメントであることができる。好ましいスパンデックスタイプ繊維は、約100%を超える破断伸び(elongation to break)、および約50%の伸長からの少なくとも30%の弾性回復を有する弾性フィラメントを有するものである。これは、たとえば、ポリウレタンのブロックと重合されたエーテルおよび/またはエステルのブロックとを有するコポリマーであることができる。上述されたような繊維を、好ましくは、ナイロン、ポリエステル、アラミド、フルオロポリマー、またはノーメックス(Nomex)(登録商標)(イソフタリルクロリド、メチペニレン(methpenylene)ジアミンの原料を有する繊維および紙のブランド名)などのポリマーを含む他の繊維に加えることができる。1つの製品において、ケブラー(Kevlar)(登録商標)アラミド連続フィラメント繊維がポリエステルと組合されており、別の製品において、ライクラ(Lycra)(登録商標)弾性連続フィラメント繊維がポリエステルと組合されている。
【0029】
本発明の糸は、糸に対向する方向に仮撚りを与える2つのトルクジェットの従来の空気ジェット紡績システムによって等価なスライバから紡績された糸と比較すると、優れた強度、優れた強度可変性、および良好なマス均一性(mass uniformity)を示す。
【0030】
本発明の方法の操作は、ステープル繊維のスライバで始まる。スライバは、既知のタイプのカーディング工程およびまっすぐにする(straightening)工程によって製造された天然繊維であることができるか、米国特許第4,080,788号明細書、または2001年11月21日に出願された米国特許出願第09/979,808号明細書に開示されたようなプロセスによって伸張破断合成フィラメントによって製造することができ、これらの各々を、あらゆる目的のため、その全体を本明細書の一部として援用する。伸張破断プロセスにおいて、連続フィラメントは、第2のものが第1のものより速い速度で走行している2組のローラ間でフィラメントを把持することによって、伸張され、最終的に、混ぜ合わされて繊維および最終的に糸にされるのに有用なセクションに破断される。
【0031】
スライバのステープル繊維は、一定の切断長さであるのではなく、ある範囲の長さを有する。平均繊維長さは、長いステープル繊維として一般に知られているそれらの繊維の長さに等しいかより長い。本発明の方法での使用に適したステープル繊維の平均長さは、約6インチ以上である。
【0032】
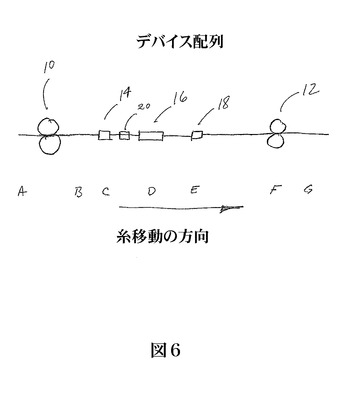
スライバは、本発明の紡績装置を含む紡績機内に直接供給される。本発明の紡績装置の構成要素の配列の図が図6に示されている。図6において、装置が、第1の対の移動ロール10と、第2の対の移動ロール12と、第1のトルクジェット14と、インターレースジェット16と、任意の第2のトルクジェット18とを含むことがわかり得る。糸移動の方向は矢印で示され、矢印は下流を指し示す。スライバは第1の組の移動ロール10に入る。第1および第2の対の移動ロール10、12の速度は、変わることができ、第2の対のロール12と第1の対のロール10との速度比を約0.8〜約1.1の間で変えることによって、スライバは、過剰に供給されるか、等しく供給されるか、不十分に供給される。繊維を強化する、空気ジェット14、16、および任意のジェット18は、典型的には、ロール間のゾーンに配置される。
【0033】
スライバは、第1の対のロール10に入り、トルクジェット14に進む。トルクジェット14によってスライバに与えられた仮撚りは、ジェット14から上流に延びる。糸は、インターレースジェット16の通過後、完全に形成され、その時点で仮撚りおよび表面巻付きの両方を所有する。第2の任意のトルクジェットが使用される場合、それは、たとえば、第1のトルクジェット14と同じ空気方向を有することができる。糸が第2の組のローラ12に達する前、仮撚りは糸から出る。糸が第2の組のローラ12を出た後、それは、強化され、巻きの準備ができている。
【0034】
この装置において、インターレースジェットはトルクジェットから下流で、ある距離に位置決めされ、部分的に強化された糸は、インターレースジェット中に受けられるとき、仮撚りを維持する。この距離の長さはシステムごとに定められ、たとえば、繊維の速度および繊維の重量を含むさまざまな要因である。糸が準備されている繊維がより高い速度で走行されているとき、インターレースジェットはトルクジェットにより近くなければならず、というのは、トルクジェットが仮撚りを部分的に強化された糸に与えるための同じだけの時間がないからである。より重い繊維が、糸を準備するために使用されているとき、インターレースジェットは、再び、トルクジェットにより近い必要があり、というのは、仮撚りをより重い糸に与えることがより困難であるからである。部分的に強化された糸において、それがインターレースジェット中に通過されるとき、できるだけ多くの仮撚りを維持することが望ましく、というのは、それは、インターレースジェットから、表面繊維の良好な巻付きを有する糸を得る傾向を増加させ、かつ表面巻付きの代わりにノットを含む糸を得る傾向を低減するからである。
【0035】
1つの代替実施形態において、スライバ、または部分的に強化された糸は、インターレースジェットを通過される前、湿潤デバイス20を通過される。湿潤デバイスは、トルクジェット(またはそれらが2つもしくはそれ以上である場合第1のトルクジェット)と、インターレースジェット、または(第1の)トルクジェットから上流との間に配置することができる。湿潤デバイスは、たとえば、計量スロットアプリケータ、重力供給スロットアプリケータ、またはスプレーデバイスなどの、この目的のための空気ジェットテクスチャー加工での使用のために知られているデバイスのいずれかであることができる。湿潤液体は、水または繊維仕上げ剤であることができる。
【0036】
インターレースジェットは、典型的には、糸空洞に入る1つもしくはそれ以上の空気衝突入口を有する。入口を出て糸空洞内に入る空気の流れは、糸を交絡させるのに役立つ乱流を作る。適切なインターレースジェットの設計が、あらゆる目的のため、その全体を本明細書の一部として援用する米国特許第6,052,878号明細書に記載されているが、他の従来のインターレースジェットも使用することができる。インターレースジェットは、また、空気流への、前進流、すなわち、吸引流を有することができる。
【0037】
空気トルクジェットの一方または両方が、ジェットの糸空洞内の空気渦への、前進流、すなわち、吸引流を有することができる。これは、ジェット糸空洞を通る空気流が糸移動と同じ方向であるように、空気入口の角度をつけることによって達成することができる。また、糸空洞の入口直径と出口直径との比は、糸空洞からの空気流が、ジェットを通る糸の移動と同じ方向であるようなサイズにすることができる。典型的なトルクジェットが、EP 532,458号明細書およびEP 811,711号明細書に記載されており、これらの各々を、あらゆる目的のため、その全体を本明細書の一部として援用する。典型的なトルクジェットにおいて、たとえば、糸を、糸経路に沿って、ノズル本体内のダクトを通って前進させ、糸経路が流体流に対して中心に配置された状態で、流体流をダクト内に糸経路の横断方向に向けて、フィラメントを混ぜ合わせ、同時に、流体流を向けて糸(yam)経路の周りを旋回させて、残りのトルクを低減することによって、仮撚りされたテキスタイル糸の繊維が混ぜ合わされて、それらの凝集を増加させ、糸の残りのトルクが低減される。これは、2つの流体流を、対向した重なる方向に、しかし、互いに対してずれて向けることによって、または、流体流を、平面であり、かつ流体流の方向に垂直からダクトの横方向に傾けられた、ダクトのベース表面の方に向けることによって達成される。糸通し(yarn threading)スロットが、本体の長手方向に延在し、かつ、ダクト、および本体の外部と連通する。スロットは、ダクトと本体の外部における拡大入口との間で湾曲したプロファイルを有する。
【0038】
本発明の有利な効果は、以下で説明されるように、一連の実施例によって実証される。実施例が基く、本発明の実施形態は、例示にすぎず、本発明の範囲を限定しない。実施例の意味は、本発明のこれらの実施形態から得られた結果を、本発明の際立った特徴を所有しないので照合された実験として役立つように設計された特定の配合物配列から得られた結果と比較することによって、よりよく理解される。
【実施例】
【0039】
実施例1
ステープル繊維のスライバを、255デニールおよび各端部における200の繊維のポリエステルマイクロファイバー部分延伸糸(「POY」)の3の端部を延伸し伸張破断することによって作った。POYを、次の速度比でデバイスを通過させた。
−延伸ゾーン速度比 2:1
−伸張破断速度比 3:1
【0040】
POYの入来速度は1分あたり44ヤードであった。
【0041】
次に、スライバを、0.97:1の速度比で、糸強化ゾーン内に直接供給した。1つのS方向トルクジェット、次いでインターレースジェット、次いで別のS方向トルクジェットが、強化ゾーン内にあった。ジェットに供給された空気圧力は、それぞれ、40psi、110psi、および30psiであった。
【0042】
結果として生じる強化された糸は131デニールであった。機械からの出口速度は1分あたり256ヤードであった。
【0043】
マス均一性を、ウスター(Uster)UT−3デバイスを使用して標準方法によってオフラインで測定した。糸のマス均一性は11.00であった。
【0044】
糸伸びおよびテナシティを、500の破断(breaks)に設定されたウスター・テンソジェット(Uster Tensojet)デバイスを使用して標準方法によってオフラインで測定した。結果として生じる特性は、次の通りであった。
平均伸び: 7.88%
伸びのCV%: 9.01%
最大伸び: 9.98%
最小伸び: 5.23%
平均テナシティ: 37.19cN/tex
テナシティのCV%:11.65%
最大テナシティ: 50.16cN/tex
最小テナシティ: 22.23cN/tex
【0045】
次の実施例を、外観および糸構造の差について目視検査した。20インチの長さの糸をランダムに選択し、インターレースされたセグメントの数、ならびに縛られたセグメントおよび縛られていない(すなわち、巻付けられていない)セグメントの両方のサイズについて検査した。
【0046】
実施例2
ステープル繊維のスライバを、255デニールおよび各端部における200の繊維のポリエステルマイクロファイバーPOYの3の端部を延伸し伸張破断することによって作った。POYを、次の速度比でデバイスを通過させた。
−延伸ゾーン速度比 2:1
−伸張破断速度比 3:1
【0047】
POYの入来速度は1分あたり10ヤードであった。
【0048】
次に、スライバを、0.80:1の速度比で、糸強化ゾーン内に直接供給した。1つの前進トルクジェット、次いで米国特許第6052878号明細書に記載されたタイプのインターレースジェットが、強化ゾーン内にあった。両方のジェットに供給された空気圧力は110psiであった。
【0049】
結果として生じる強化された糸は159デニールであった。機械からの出口速度は1分あたり48ヤードであった。
【0050】
20インチの長さの糸において、糸軸に対して螺旋状に巻付けられた繊維で縛られた平行な繊維から主として構成された28のインターレースされたセグメントがあった。縛られた糸セグメントは、長さが、12mm〜37mmであった。縛られていないセグメントは、長さが、3mm〜11mmであった。
【0051】
実施例3
ステープル繊維のスライバを、255デニールおよび各端部における200の繊維のポリエステルマイクロファイバーPOYの3の端部を延伸し伸張破断することによって作った。POYを、次の速度比でデバイスを通過させた。
−延伸ゾーン速度比 2:1
−伸張破断速度比 3:1
【0052】
POYの入来速度は1分あたり44ヤードであった。
【0053】
次に、スライバを、0.80:1の速度比で、糸強化ゾーン内に直接供給した。1つのトルクジェット、次いで米国特許第6052878号明細書に記載されたタイプのインターレースジェット、次いで前進トルクジェットが、強化ゾーン内にあった。ジェットに供給された空気圧力は、それぞれ、40psi、110psi、および110psiであった。
【0054】
結果として生じる強化された糸は159デニールであった。機械からの出口速度は1分あたり211ヤードであった。
【0055】
20インチの長さの糸において、糸軸に対して螺旋状に巻付けられた繊維で縛られた平行な繊維から主として構成された74のインターレースされたセグメントがあった。縛られた糸セグメントは、長さが、1mm〜7mmであった。縛られていないセグメントは、長さが、3mm〜13mmであった。
【0056】
実施例4
実施例1のパラメータに従って、糸を製造した。
【0057】
20インチの長さの糸において、糸軸に対して螺旋状に巻付けられた繊維で縛られた平行な繊維から主として構成された68のインターレースされたセグメントがあった。縛られた糸セグメントは、長さが、1mm〜8mmであった。縛られていないセグメントは、長さが、1mm〜8mmであった。
【0058】
対照A
ステープル繊維のスライバを、255デニールおよび各端部における200の繊維のポリエステルマイクロファイバーPOYの3の端部を延伸し伸張破断することによって作った。POYを、次の速度比でデバイスを通過させた。
−延伸ゾーン速度比 2:1
−伸張破断速度比 3:1
【0059】
POYの入来速度は1分あたり18.9ヤードであった。
【0060】
次に、スライバを、0.97:1の速度比で、糸強化ゾーン内に直接供給した。1つのS方向トルクジェット、次いで空気ジェット紡績において典型的であるようなZ方向トルクジェットが、強化ゾーン内にあった。ジェットに供給された空気圧力は、それぞれ、55psiおよび70psiであった。
【0061】
結果として生じる強化された糸は131デニールであった。機械からの出口速度は1分あたり110ヤードであった。
【0062】
マス均一性を、ウスターUT−3デバイスを使用して標準方法によってオフラインで測定した。糸のマス均一性は10.21であった。
【0063】
糸伸びおよびテナシティを、500の破断に設定されたウスター・テンソジェットデバイスを使用して標準方法によってオフラインで測定した。結果として生じる特性は、次の通りであった。
平均伸び: 6.51%
伸びのCV%: 11.00%
最大伸び: 8.44%
最小伸び: 3.37%
平均テナシティ: 28.82cN/tex
テナシティのCV%:30.42%
最大テナシティ: 54.17cN/tex
最小テナシティ: 7.53cN/tex
【0064】
次の照合された配合物を、外観および糸構造の差について目視検査した。20インチの長さの糸をランダムに選択し、インターレースされたセグメントの数、ならびに縛られたセグメントおよび縛られていないセグメントの両方のサイズについて検査した。
【0065】
対照B
ステープル繊維のスライバを、255デニールおよび各端部における200の繊維のポリエステルマイクロファイバーPOYの3の端部を延伸し伸張破断することによって作った。POYを、次の速度比でデバイスを通過させた。
−延伸ゾーン速度比 2:1
−伸張破断速度比 3:1
【0066】
POYの入来速度は1分あたり21.9ヤードであった。
【0067】
次に、スライバを、0.80:1の速度比で、糸強化ゾーン内に直接供給した。米国特許第6,052,878号明細書に記載されたタイプの1つのインターレースジェットが、強化ゾーン内にあった。ジェットに供給された空気圧力は110psiであった。
【0068】
結果として生じる強化された糸は159デニールであった。機械からの出口速度は1分あたり105ヤードであった。
【0069】
20インチの長さの糸において、糸軸に対して垂直に巻付けられた繊維で縛られた平行な繊維から主として構成された60のインターレースされたセグメントがあった。縛られた糸セグメントは、長さが、1mm〜17mmであった。縛られていないセグメントは、長さが、2mm〜7mmであった。
【0070】
本発明の主題が、特定の構成要素または特徴を含んでなる、含む、含有する、または有すると陳述または説明される場合、陳述または説明がそれと反対に明確に規定しない限り、明確に陳述または説明されたもの以外の1つもしくはそれ以上の構成要素または特徴が、その中に存在してもよいことが理解されるべきである。しかし、代替実施形態において、本発明の主題は、特定の構成要素または特徴から本質的になると陳述または説明してもよく、この実施形態において、動作の原理または本発明の際立った特徴を実質的に変更する構成要素または特徴がその中に存在しない。さらなる代替実施形態において、本発明の主題は、特定の構成要素または特徴からなると陳述または説明してもよく、この実施形態において、不純物または付随する特徴以外の構成要素または特徴がその中に存在しない。
【0071】
本発明の主題における構成要素または特徴の存在の陳述または説明に対して不定冠詞「a」または「an」が使用される場合、陳述または説明がそれと反対に明確に規定しない限り、そのような不定冠詞の使用が、本発明における構成要素または特徴の存在を数で1に限定しないことが理解されるべきである。
【図面の簡単な説明】
【0072】
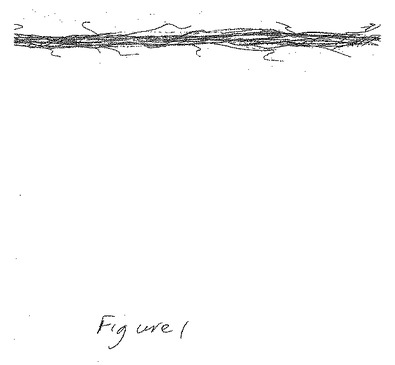
【図1】第1のトルクジェット、次いで反対方向の第2のトルクジェットのみの通過によって準備された糸の図である。
【図2】インターレースジェットのみの通過によって準備された糸の図である。
【図3】トルクジェット、次いでインターレースジェットの通過によって準備された糸の図である。
【図4】トルクジェット、次いでインターレースジェット、次いで第2のトルクジェットの通過によって準備された糸の図である。
【図5】トルクジェット、次いでインターレースジェット、次いで前進トルクジェットの通過によって準備された糸の図である。
【図6】本発明の紡績装置の構成要素の配列の図である。
【関連出願の相互参照】
【0001】
本出願は、2005年2月27日に出願された米国仮特許出願第60/548,432号明細書の利益を請求し、この出願を、あらゆる目的のため、その全体を本明細書の一部として援用する。
【技術分野】
【0002】
本発明は、紡績糸、ならびにその製造のための方法および装置に関する。
【背景技術】
【0003】
合成または天然ステープル繊維から構成されたものである紡績糸は、糸の表面から突出する繊維端部を所有する糸と容易に認められる。それらは、さらに、構造中で撚られているか縛られていると認められる。典型的にはリング紡績によって製造される撚られた糸は、トルクまたは撚り強さ(liveliness)を所有する。撚り強さを有する撚られた糸は、両方の端部で保持されると、自発的にそれ自体の周りをカールする。糸の綿密な検査は、繊維が螺旋パターンでともに保持される。
【0004】
縛られた糸は、撚り強さがなく、かつオープンエンドロータ紡績または空気ジェット紡績によって典型的には製造される糸と認められる。これらの糸の綿密な検査は、束の表面の周りを巻く繊維で巻付けられた、実質的に平行に整列した繊維の長手方向によく整った束を示す。
【0005】
表面巻付き繊維の配向は、縛られたオープンエンド糸および縛られた空気ジェット紡績糸について異なる。空気ジェット紡績糸は、典型的には、大部分、実質的に平行な繊維の束の周りに1つの方向に螺旋状に巻付けられた巻付き繊維を所有する。オープンエンド紡績糸の巻付き繊維は、よりランダムである傾向があり、巻付きの方向および角度は、異なった繊維について異なる。糸の縛られていないセグメントは、表面巻付き繊維を有さないか、せいぜい、わずかな数の表面巻付き繊維を有する。
【0006】
空気ジェット紡績糸を製造する広く受入れられた方法は、仮撚りを対向する方向に糸にかける、直列の1対のトルクジェットを使用する。スライバが、強化のため空気ジェットの本体の円筒形糸空洞内に進んで、糸を形成する。トルクジェットは、糸空洞に突当たる空気入口穴を、空気入口穴の軸と糸空洞の中心線との間にずれがあるように設ける。このずれのため、空気入口穴からの空気は接線方向に糸に衝突し、トルクを糸に与える。仮撚りは、上述されたトルクジェットなどの撚りジェットの入口側で糸またはスライバに与えられた一時的な撚りである。
【0007】
連続フィラメント糸は、糸の表面から突出する繊維端部の不在によって容易に認められる。連続フィラメント糸の、多くの一般的な構造の1つが、インターレースされた(interlaced)糸である。これらの糸は、ループ状または巻付き繊維によってともに保持されない平行なフィラメントのオープンセグメントによって分離された、緊密なノード、またはインターレースポイントの、繰返しパターンについて認められる。典型的なインターレースポイントは、図2に示されているように、繊維が、もつれるか、ランダムに絡まるか、ともに組み合わされた(laced)、ノットなどの構造を形成する繊維のランダムな絡まりによって特徴づけられる。インターレースポイントおよびオープンセグメントの緊密さおよび間隔は、多くの設計のインターレースジェットを使用して製造される多くのバリエーションの主題である。典型的には、また、磨耗技術で後処理されない限り、インターレースされた糸の表面から突出する繊維端部がない。連続フィラメント糸の空気ジェットテクスチャー加工(texturizing)のプロセスは、糸がインターレースジェットに入る前、糸を湿潤することによって大きく向上される。計量スロットアプリケータ、重力供給スロットアプリケータ、およびスプレーデバイスなどの多くのデバイスが、湿潤機能を与えるために存在する。しかし、この方法は、紡績糸の製造において現在知られても実施されてもいない。
【発明の開示】
【発明が解決しようとする課題】
【0008】
インターレースされた連続フィラメント糸の伸び特性およびテナシティ特性と同様であるが、従来の紡績設備によって製造された紡績糸の伸び特性およびテナシティ特性を超える伸び特性およびテナシティ特性を有する糸を製造する必要が残り、その必要を、本発明の方法、装置、および糸によって対処する。
【課題を解決するための手段】
【0009】
本発明の一実施形態は、(a)スライバを、回転をスライバの繊維に与え、部分的に強化された糸を形成するトルクジェットを通過させ、(b)部分的に強化された糸をインターレースジェットを通過させて、強化された糸を形成することによって、糸を紡績するための方法である。
【0010】
本発明の別の実施形態は、スライバから糸を紡績するための装置であって、(a)スライバを、仮撚りを有する部分的に強化された糸に形成するトルクジェットと、(b)トルクジェットから下流の、ある距離に位置決めされたインターレースジェットであって、部分的に強化された糸が、インターレースジェット中に受けられるとき、仮撚りを維持する、インターレースジェットとを含む装置である。
【0011】
本発明のさらなる実施形態は、複数の第1および第2のセグメントを含む糸であって、(a)各第1のセグメントが、実質的に平行に整列した不連続繊維の長手方向によく整った束を含んでなり、長手方向によく整った束が、束の周りを通過する少なくとも1つの表面繊維で、巻付き繊維の巻き間の距離が巻付き繊維の断面の最大寸法の約100倍未満であるような頻度で巻付けられ、(b)各第2のセグメントが、不連続繊維の束を含んでなり、不連続繊維の束が、表面繊維で巻付けられないか、束の周りを通過する表面繊維で、巻付き繊維の巻き間の距離が巻付き繊維の断面の最大寸法の約100倍以上であるような頻度で巻付けられる、糸である。
【0012】
本発明のさらに別の実施形態は、複数の第1および第2のセグメントを含む糸であって、(a)各第1のセグメントが、(i)実質的に平行に整列した不連続繊維の長手方向によく整った束と、(ii)その束の表面の周りに巻付く1つもしくはそれ以上の繊維とを含んでなり、(b)各第2のセグメントが、1つもしくはそれ以上のノットを含んでなり、該糸のある長さにおいて、合計された第1のセグメントの長さが、糸の長さの50パーセントを超えて構成し、合計された第2のセグメントの長さが、糸の長さの50パーセント未満を構成する、糸である。
【発明を実施するための最良の形態】
【0013】
本発明は、新規な糸構造、ならびにいくつかまたはすべてが従来の空気ジェット交絡デバイス(air jet entanglement devices)であることができる空気ジェット交絡デバイスの新規な組合せの使用によってそれを製造する方法および装置を提供する。
【0014】
繊維は、織り、編み、編組、フェルト化、および撚りなどのさまざまな方法によって、糸に紡績されるか布に製造することができる、直径または幅の少なくとも100倍の長さによって特徴づけられた、物質の円筒形単体である。テキスタイル機械上での処理のため、正しい長さ(約1〜8インチなど)の繊維が必要である。ステープル繊維は、そのような目的のための正しい長さを有し、というのは、それが、天然繊維であり、かつ本質的に、有用な長さを有するか、または、それが、正しい長さに切断された不連続長さの連続合成フィラメントであるからである。したがって、連続フィラメントは、不定のまたは極端な長さの繊維とみなすことができ、これは、その、機械長さに切断されていない点で、ステープル繊維と区別される。
【0015】
糸は、繊維および/またはフィラメントが強化され、したがって十分に混ぜ合わされた形態の、テキスタイル繊維および/またはフィラメントの連続ストランドであり、糸は、布を形成するために、編み、織り、またはそうでなければ撚り合せに適した構造の一体性および単一性を有する。スライバは、繊維が強化されず、したがって、編みまたは織りなどの操作に適した構造の一体性および単一性を有さない、繊維の束であるが、繊維および最終的に糸が準備される一般的な供給原料である。
【0016】
本発明の方法において、強化されていないステープル繊維のスライバが、仮撚りをスライバのステープル繊維にかけるトルク空気ジェットであることができる第1の空気交絡デバイス内に供給される。スライバのステープル繊維は、約6インチより長い平均繊維長さを有するいかなる天然および/または合成繊維でもあることができる。
【0017】
トルク空気ジェットから現れる繊維は、部分的に強化された糸を形成し、かつ繊維が実質的に平行である複数の長手方向によく整った束に形成されていることによって特徴づけられる。実質的に平行である状態は、繊維が実際に平行である状態を含む。繊維の束は、束の体積の40パーセントを超えて、好ましくは60パーセントを超えて、より好ましくは80パーセントを超えて、最も好ましくは90パーセントを超えて、繊維によって占められるように、束の繊維が効率的にかつ比較的密に束ねられるとき、長手方向によく整っている。束の繊維は、束の長手方向の軸と比較して、繊維の90パーセント未満、好ましくは80パーセント未満、より好ましくは60パーセント未満、最も好ましくは40パーセント未満が、束の軸と30度以上の角度を形成するセクションを有するとき、実質的に平行である。
【0018】
次に、部分的に強化された糸は、インターレースジェットなどのさらなる空気交絡デバイスを通過される。好ましい実施形態において、インターレースジェットから現れる強化された糸は、撚りの方向が第1のトルク空気ジェットと同じである付加的なトルクジェットを通過される。ジェットのこの組合せの結果として、糸の帯化された(fascinated)セグメントにおいて、ステープル繊維のいくつかが、繊維の束が長手方向によく整っており、かつ繊維が実質的に平行である、糸のセグメントにおいて、回転している仮撚りされた繊維の表面の周りに巻付けられる。
【0019】
トルク空気ジェットのみを通過した糸が図1に示されており、実質的に平行に整列した繊維の長手方向によく整った束があり、束が、束の表面の周りを巻く繊維で巻付けられることがわかり得る。巻付き繊維は、比較的低い頻度で、しかし、巻付き繊維の巻き間の距離が巻付き繊維の断面の最大寸法の約100倍以上であるように、束の周りを通過する。
【0020】
トルク空気ジェット、次いでインターレースジェットを通過した糸が、図3に示されている。図3において、糸の縛られたセグメント2において、糸の繊維が、長手方向によく整った束にあり、かつ実質的に平行であり、長手方向によく整った束が、巻付き繊維の巻き間の距離が、巻付き繊維の断面の最大寸法の約100倍未満、好ましくは約60倍未満、より好ましくは約30倍未満、最も好ましくは約15倍未満であるように、比較的高い頻度で、束の周りを通過する表面繊維で巻付けられることがわかり得る。糸の縛られていないセグメント4も図3に示されている。これらのオープンセグメントにおいて、繊維の束は、長手方向によく整っておらず、かつ膨張されて、束の体積の比較的小さいパーセンテージが繊維から構成されるバルーンを形成している。突出する繊維端部が、糸の縛られたセグメント2および縛られていないセグメント4の両方に存在することができる。
【0021】
トルク空気ジェット、次いでインターレースジェット、次いで第2のトルクジェットを通過した糸が、図4および図5に示されており、図5の糸を製造するために使用される第2のトルクジェットは、前進(forwarding)トルクジェットである。縛られたセグメント2および縛られていないセグメント4も、図4および図5にそれぞれ示された糸に見ることができる。
【0022】
本発明の糸は、主として不連続ステープル繊維から構成され、かつ突出する繊維端部および帯化された(fascinated)セグメントの両方を所有する。縛られたセグメントの注意深い検査が、それらが、一般に、連続フィラメント糸に典型的には見出される繊維のランダムに絡まった束ではなく、空気ジェット紡績糸に見出されるものに非常に似た、表面繊維で巻付けられた実質的に平行な繊維の長手方向によく整った束を有することを示す。典型的には、縛られたセグメントは、長さが、約1〜約40mm、または約1〜約30mmであることができる。縛られたセグメントは、巻付き繊維が存在しない、糸の縛られていないセグメントによって分離され、これらの縛られていないセグメントは、約1mm〜約15mmの範囲内の量だけ、インターレースされたセグメントより、長さを、短く、等しく、またはより長くすることができる。縛られたセグメントの長さおよび間隔は、紡績装置内の空気ジェットの間隔に従って、およびジェットに与えられる量の空気圧力に従って、修正することができる。より大きい量の空気圧力が、選択された量の撚りを、より低い曲げ弾性率を有するポリマーより高い曲げ弾性率を有するポリマーから準備された繊維に与えるために必要であり、繊維がより高い速度で走行しているとき、繊維がより低い速度で走行しているときより大きい量の空気圧力が、選択された量の撚りを与えるために必要である。
【0023】
本発明の一実施形態は、たとえば、複数の第1および第2のセグメントを含む糸であって、(a)各第1のセグメントが、実質的に平行に整列した不連続繊維の長手方向によく整った束を含んでなり、長手方向によく整った束が、束の周りを通過する少なくとも1つの表面繊維で、巻付き繊維の巻き間の距離が巻付き繊維の断面の最大寸法の約100倍未満であるような頻度で巻付けられ、(b)各第2のセグメントが、不連続繊維の束を含んでなり、不連続繊維の束が、表面繊維で巻付けられないか、束の周りを通過する表面繊維で、巻付き繊維の巻き間の距離が巻付き繊維の断面の最大寸法の約100倍以上であるような頻度で巻付けられる、糸であることができる。第1および第2のセグメントは、糸の長さに沿って、交互するか、ランダムに散在することができる。好ましい実施形態において、該糸のある長さにおいて、合計された第1のセグメントの長さは、糸の長さの50パーセントを超える、好ましくは60パーセントを超える、より好ましくは80パーセントを超える、最も好ましくは90パーセントを超えることができ、合計された第2のセグメントの長さは、糸の長さの50パーセント未満、好ましくは40パーセント未満、より好ましくは20パーセント未満、最も好ましくは10パーセント未満であることができる。
【0024】
本発明の方法および装置が、図2に示されているような、それにより製造された糸のノットの発生を低減するので、本発明のさらなる代替実施形態は、複数の第1および第2のセグメントを含む糸であって、(a)各第1のセグメントが、(i)実質的に平行に整列した不連続繊維の長手方向によく整った束と、(ii)その束の表面の周りに巻付く1つもしくはそれ以上の繊維とを含んでなり、(b)各第2のセグメントが、1つもしくはそれ以上のノットを含んでなり、該糸のある長さにおいて、合計された第1のセグメントの長さが、糸の長さの50パーセントを超えて、好ましくは60パーセントを超えて、より好ましくは80パーセントを超えて、最も好ましくは90パーセントを超えて構成し、合計された第2のセグメントの長さが、糸の長さの50パーセント未満、好ましくは40パーセント未満、より好ましくは20パーセント未満、最も好ましくは10パーセント未満を構成する、糸である。
【0025】
本発明の糸は、また、上述されたような不連続ステープル繊維に加えて、いくつかの連続フィラメント繊維を含むことができる。強化された糸の特徴は、連続フィラメントを組入れることによってひどく影響されない。連続フィラメント繊維は、糸の繊維の約50重量%までの量で、好ましくは約5〜約30重量%の量で、より好ましくは約10〜約25重量%の量で使用することができる。
【0026】
本発明の糸は、ナイロン、ポリエステル、アラミド(たとえばm−またはp−フェニレンジアミンおよびテレフタロイルクロリドから誘導されるポリマー)、フルオロポリマー、アセテートポリマーまたはコポリマー、アクリルポリマーまたはコポリマー、ポリアセタール、アクリレートポリマーまたはコポリマー、ポリアクリロニトリル、セルロースポリマー、オレフィンポリマーまたはコポリマー(エチレンポリマーまたはコポリマー、またはプロピレンポリマーまたはコポリマーなど)、ポリイミド、スチレン(styrenic)ポリマーまたはコポリマー(たとえば、スチレン/アクリロニトリルを含む)、エーテル/エステルコポリマー、アミドとエーテルおよび/またはエステルとのコポリマー、ポリ塩化ビニルまたはポリビニルアルコールなどのビニルポリマー、およびポリイミド、ならびにそれらのいずれか2つもしくはそれ以上の混合物よりなる群から選択される材料から準備された繊維から製造することができる。繊維の好ましい選択は、それが延伸されるべき場合、たとえば、ナイロン、ポリエステル、オレフィンポリマーまたはコポリマー(エチレンポリマーまたはコポリマー、またはプロピレンポリマーまたはコポリマーなど)、エーテル/エステルコポリマー、アクリルポリマーまたはコポリマー、ポリアセタール、ポリ塩化ビニル、およびそれらのいずれか2つもしくはそれ以上の混合物を含むことができる。
【0027】
連続フィラメントが、不連続繊維に加えて、本発明の糸を準備するために使用される場合、それらは、ナイロン、ポリエステル、アラミド(たとえばm−またはp−フェニレンジアミンおよびテレフタロイルクロリドから誘導されるポリマー)、フルオロポリマー、アセテートポリマーまたはコポリマー、アクリルポリマーまたはコポリマー、ポリアセタール、アクリレートポリマーまたはコポリマー、ポリアクリロニトリル、セルロースポリマー、オレフィンポリマーまたはコポリマー(エチレンポリマーまたはコポリマー、またはプロピレンポリマーまたはコポリマーなど)、ポリイミド、スチレンポリマーまたはコポリマー(たとえば、スチレン/アクリロニトリルを含む)、エーテル/エステルコポリマー、アミドとエーテルおよび/またはエステルとのコポリマー、ポリ塩化ビニルまたはポリビニルアルコールなどのビニルポリマー、およびポリイミド ポリウレタン、ポリウレタンのブロックと重合されたエーテルおよび/またはエステルのブロックとを有するコポリマー、またはエラステインよりなる群から選択される材料から準備されたフィラメントであることができる。これらの連続フィラメントは、上述されたような他の材料と、または綿またはウールなどの天然繊維、金属繊維またはワイヤ(鋼または銅など)、ガラス繊維またはセラミック繊維、およびそれらのいずれか2つもしくはそれ以上の混合物と組合せることができる。
【0028】
好ましい実施形態において、本発明の糸は、アラミド繊維であることができる繊維から準備することができるか、それは、スパンデックスタイプ繊維、または2GT(テレフタル酸でエステル化された(estrified)1,2−エタンジオール(またはエチレングリコール))または3GT(1,3−プロパンジオール(または1,3プロピレングリコール)−3GT(テレフタル酸でエステル化された(estrified))ポリエステル繊維などの、高弾性を有するフィラメントであることができる。好ましいスパンデックスタイプ繊維は、約100%を超える破断伸び(elongation to break)、および約50%の伸長からの少なくとも30%の弾性回復を有する弾性フィラメントを有するものである。これは、たとえば、ポリウレタンのブロックと重合されたエーテルおよび/またはエステルのブロックとを有するコポリマーであることができる。上述されたような繊維を、好ましくは、ナイロン、ポリエステル、アラミド、フルオロポリマー、またはノーメックス(Nomex)(登録商標)(イソフタリルクロリド、メチペニレン(methpenylene)ジアミンの原料を有する繊維および紙のブランド名)などのポリマーを含む他の繊維に加えることができる。1つの製品において、ケブラー(Kevlar)(登録商標)アラミド連続フィラメント繊維がポリエステルと組合されており、別の製品において、ライクラ(Lycra)(登録商標)弾性連続フィラメント繊維がポリエステルと組合されている。
【0029】
本発明の糸は、糸に対向する方向に仮撚りを与える2つのトルクジェットの従来の空気ジェット紡績システムによって等価なスライバから紡績された糸と比較すると、優れた強度、優れた強度可変性、および良好なマス均一性(mass uniformity)を示す。
【0030】
本発明の方法の操作は、ステープル繊維のスライバで始まる。スライバは、既知のタイプのカーディング工程およびまっすぐにする(straightening)工程によって製造された天然繊維であることができるか、米国特許第4,080,788号明細書、または2001年11月21日に出願された米国特許出願第09/979,808号明細書に開示されたようなプロセスによって伸張破断合成フィラメントによって製造することができ、これらの各々を、あらゆる目的のため、その全体を本明細書の一部として援用する。伸張破断プロセスにおいて、連続フィラメントは、第2のものが第1のものより速い速度で走行している2組のローラ間でフィラメントを把持することによって、伸張され、最終的に、混ぜ合わされて繊維および最終的に糸にされるのに有用なセクションに破断される。
【0031】
スライバのステープル繊維は、一定の切断長さであるのではなく、ある範囲の長さを有する。平均繊維長さは、長いステープル繊維として一般に知られているそれらの繊維の長さに等しいかより長い。本発明の方法での使用に適したステープル繊維の平均長さは、約6インチ以上である。
【0032】
スライバは、本発明の紡績装置を含む紡績機内に直接供給される。本発明の紡績装置の構成要素の配列の図が図6に示されている。図6において、装置が、第1の対の移動ロール10と、第2の対の移動ロール12と、第1のトルクジェット14と、インターレースジェット16と、任意の第2のトルクジェット18とを含むことがわかり得る。糸移動の方向は矢印で示され、矢印は下流を指し示す。スライバは第1の組の移動ロール10に入る。第1および第2の対の移動ロール10、12の速度は、変わることができ、第2の対のロール12と第1の対のロール10との速度比を約0.8〜約1.1の間で変えることによって、スライバは、過剰に供給されるか、等しく供給されるか、不十分に供給される。繊維を強化する、空気ジェット14、16、および任意のジェット18は、典型的には、ロール間のゾーンに配置される。
【0033】
スライバは、第1の対のロール10に入り、トルクジェット14に進む。トルクジェット14によってスライバに与えられた仮撚りは、ジェット14から上流に延びる。糸は、インターレースジェット16の通過後、完全に形成され、その時点で仮撚りおよび表面巻付きの両方を所有する。第2の任意のトルクジェットが使用される場合、それは、たとえば、第1のトルクジェット14と同じ空気方向を有することができる。糸が第2の組のローラ12に達する前、仮撚りは糸から出る。糸が第2の組のローラ12を出た後、それは、強化され、巻きの準備ができている。
【0034】
この装置において、インターレースジェットはトルクジェットから下流で、ある距離に位置決めされ、部分的に強化された糸は、インターレースジェット中に受けられるとき、仮撚りを維持する。この距離の長さはシステムごとに定められ、たとえば、繊維の速度および繊維の重量を含むさまざまな要因である。糸が準備されている繊維がより高い速度で走行されているとき、インターレースジェットはトルクジェットにより近くなければならず、というのは、トルクジェットが仮撚りを部分的に強化された糸に与えるための同じだけの時間がないからである。より重い繊維が、糸を準備するために使用されているとき、インターレースジェットは、再び、トルクジェットにより近い必要があり、というのは、仮撚りをより重い糸に与えることがより困難であるからである。部分的に強化された糸において、それがインターレースジェット中に通過されるとき、できるだけ多くの仮撚りを維持することが望ましく、というのは、それは、インターレースジェットから、表面繊維の良好な巻付きを有する糸を得る傾向を増加させ、かつ表面巻付きの代わりにノットを含む糸を得る傾向を低減するからである。
【0035】
1つの代替実施形態において、スライバ、または部分的に強化された糸は、インターレースジェットを通過される前、湿潤デバイス20を通過される。湿潤デバイスは、トルクジェット(またはそれらが2つもしくはそれ以上である場合第1のトルクジェット)と、インターレースジェット、または(第1の)トルクジェットから上流との間に配置することができる。湿潤デバイスは、たとえば、計量スロットアプリケータ、重力供給スロットアプリケータ、またはスプレーデバイスなどの、この目的のための空気ジェットテクスチャー加工での使用のために知られているデバイスのいずれかであることができる。湿潤液体は、水または繊維仕上げ剤であることができる。
【0036】
インターレースジェットは、典型的には、糸空洞に入る1つもしくはそれ以上の空気衝突入口を有する。入口を出て糸空洞内に入る空気の流れは、糸を交絡させるのに役立つ乱流を作る。適切なインターレースジェットの設計が、あらゆる目的のため、その全体を本明細書の一部として援用する米国特許第6,052,878号明細書に記載されているが、他の従来のインターレースジェットも使用することができる。インターレースジェットは、また、空気流への、前進流、すなわち、吸引流を有することができる。
【0037】
空気トルクジェットの一方または両方が、ジェットの糸空洞内の空気渦への、前進流、すなわち、吸引流を有することができる。これは、ジェット糸空洞を通る空気流が糸移動と同じ方向であるように、空気入口の角度をつけることによって達成することができる。また、糸空洞の入口直径と出口直径との比は、糸空洞からの空気流が、ジェットを通る糸の移動と同じ方向であるようなサイズにすることができる。典型的なトルクジェットが、EP 532,458号明細書およびEP 811,711号明細書に記載されており、これらの各々を、あらゆる目的のため、その全体を本明細書の一部として援用する。典型的なトルクジェットにおいて、たとえば、糸を、糸経路に沿って、ノズル本体内のダクトを通って前進させ、糸経路が流体流に対して中心に配置された状態で、流体流をダクト内に糸経路の横断方向に向けて、フィラメントを混ぜ合わせ、同時に、流体流を向けて糸(yam)経路の周りを旋回させて、残りのトルクを低減することによって、仮撚りされたテキスタイル糸の繊維が混ぜ合わされて、それらの凝集を増加させ、糸の残りのトルクが低減される。これは、2つの流体流を、対向した重なる方向に、しかし、互いに対してずれて向けることによって、または、流体流を、平面であり、かつ流体流の方向に垂直からダクトの横方向に傾けられた、ダクトのベース表面の方に向けることによって達成される。糸通し(yarn threading)スロットが、本体の長手方向に延在し、かつ、ダクト、および本体の外部と連通する。スロットは、ダクトと本体の外部における拡大入口との間で湾曲したプロファイルを有する。
【0038】
本発明の有利な効果は、以下で説明されるように、一連の実施例によって実証される。実施例が基く、本発明の実施形態は、例示にすぎず、本発明の範囲を限定しない。実施例の意味は、本発明のこれらの実施形態から得られた結果を、本発明の際立った特徴を所有しないので照合された実験として役立つように設計された特定の配合物配列から得られた結果と比較することによって、よりよく理解される。
【実施例】
【0039】
実施例1
ステープル繊維のスライバを、255デニールおよび各端部における200の繊維のポリエステルマイクロファイバー部分延伸糸(「POY」)の3の端部を延伸し伸張破断することによって作った。POYを、次の速度比でデバイスを通過させた。
−延伸ゾーン速度比 2:1
−伸張破断速度比 3:1
【0040】
POYの入来速度は1分あたり44ヤードであった。
【0041】
次に、スライバを、0.97:1の速度比で、糸強化ゾーン内に直接供給した。1つのS方向トルクジェット、次いでインターレースジェット、次いで別のS方向トルクジェットが、強化ゾーン内にあった。ジェットに供給された空気圧力は、それぞれ、40psi、110psi、および30psiであった。
【0042】
結果として生じる強化された糸は131デニールであった。機械からの出口速度は1分あたり256ヤードであった。
【0043】
マス均一性を、ウスター(Uster)UT−3デバイスを使用して標準方法によってオフラインで測定した。糸のマス均一性は11.00であった。
【0044】
糸伸びおよびテナシティを、500の破断(breaks)に設定されたウスター・テンソジェット(Uster Tensojet)デバイスを使用して標準方法によってオフラインで測定した。結果として生じる特性は、次の通りであった。
平均伸び: 7.88%
伸びのCV%: 9.01%
最大伸び: 9.98%
最小伸び: 5.23%
平均テナシティ: 37.19cN/tex
テナシティのCV%:11.65%
最大テナシティ: 50.16cN/tex
最小テナシティ: 22.23cN/tex
【0045】
次の実施例を、外観および糸構造の差について目視検査した。20インチの長さの糸をランダムに選択し、インターレースされたセグメントの数、ならびに縛られたセグメントおよび縛られていない(すなわち、巻付けられていない)セグメントの両方のサイズについて検査した。
【0046】
実施例2
ステープル繊維のスライバを、255デニールおよび各端部における200の繊維のポリエステルマイクロファイバーPOYの3の端部を延伸し伸張破断することによって作った。POYを、次の速度比でデバイスを通過させた。
−延伸ゾーン速度比 2:1
−伸張破断速度比 3:1
【0047】
POYの入来速度は1分あたり10ヤードであった。
【0048】
次に、スライバを、0.80:1の速度比で、糸強化ゾーン内に直接供給した。1つの前進トルクジェット、次いで米国特許第6052878号明細書に記載されたタイプのインターレースジェットが、強化ゾーン内にあった。両方のジェットに供給された空気圧力は110psiであった。
【0049】
結果として生じる強化された糸は159デニールであった。機械からの出口速度は1分あたり48ヤードであった。
【0050】
20インチの長さの糸において、糸軸に対して螺旋状に巻付けられた繊維で縛られた平行な繊維から主として構成された28のインターレースされたセグメントがあった。縛られた糸セグメントは、長さが、12mm〜37mmであった。縛られていないセグメントは、長さが、3mm〜11mmであった。
【0051】
実施例3
ステープル繊維のスライバを、255デニールおよび各端部における200の繊維のポリエステルマイクロファイバーPOYの3の端部を延伸し伸張破断することによって作った。POYを、次の速度比でデバイスを通過させた。
−延伸ゾーン速度比 2:1
−伸張破断速度比 3:1
【0052】
POYの入来速度は1分あたり44ヤードであった。
【0053】
次に、スライバを、0.80:1の速度比で、糸強化ゾーン内に直接供給した。1つのトルクジェット、次いで米国特許第6052878号明細書に記載されたタイプのインターレースジェット、次いで前進トルクジェットが、強化ゾーン内にあった。ジェットに供給された空気圧力は、それぞれ、40psi、110psi、および110psiであった。
【0054】
結果として生じる強化された糸は159デニールであった。機械からの出口速度は1分あたり211ヤードであった。
【0055】
20インチの長さの糸において、糸軸に対して螺旋状に巻付けられた繊維で縛られた平行な繊維から主として構成された74のインターレースされたセグメントがあった。縛られた糸セグメントは、長さが、1mm〜7mmであった。縛られていないセグメントは、長さが、3mm〜13mmであった。
【0056】
実施例4
実施例1のパラメータに従って、糸を製造した。
【0057】
20インチの長さの糸において、糸軸に対して螺旋状に巻付けられた繊維で縛られた平行な繊維から主として構成された68のインターレースされたセグメントがあった。縛られた糸セグメントは、長さが、1mm〜8mmであった。縛られていないセグメントは、長さが、1mm〜8mmであった。
【0058】
対照A
ステープル繊維のスライバを、255デニールおよび各端部における200の繊維のポリエステルマイクロファイバーPOYの3の端部を延伸し伸張破断することによって作った。POYを、次の速度比でデバイスを通過させた。
−延伸ゾーン速度比 2:1
−伸張破断速度比 3:1
【0059】
POYの入来速度は1分あたり18.9ヤードであった。
【0060】
次に、スライバを、0.97:1の速度比で、糸強化ゾーン内に直接供給した。1つのS方向トルクジェット、次いで空気ジェット紡績において典型的であるようなZ方向トルクジェットが、強化ゾーン内にあった。ジェットに供給された空気圧力は、それぞれ、55psiおよび70psiであった。
【0061】
結果として生じる強化された糸は131デニールであった。機械からの出口速度は1分あたり110ヤードであった。
【0062】
マス均一性を、ウスターUT−3デバイスを使用して標準方法によってオフラインで測定した。糸のマス均一性は10.21であった。
【0063】
糸伸びおよびテナシティを、500の破断に設定されたウスター・テンソジェットデバイスを使用して標準方法によってオフラインで測定した。結果として生じる特性は、次の通りであった。
平均伸び: 6.51%
伸びのCV%: 11.00%
最大伸び: 8.44%
最小伸び: 3.37%
平均テナシティ: 28.82cN/tex
テナシティのCV%:30.42%
最大テナシティ: 54.17cN/tex
最小テナシティ: 7.53cN/tex
【0064】
次の照合された配合物を、外観および糸構造の差について目視検査した。20インチの長さの糸をランダムに選択し、インターレースされたセグメントの数、ならびに縛られたセグメントおよび縛られていないセグメントの両方のサイズについて検査した。
【0065】
対照B
ステープル繊維のスライバを、255デニールおよび各端部における200の繊維のポリエステルマイクロファイバーPOYの3の端部を延伸し伸張破断することによって作った。POYを、次の速度比でデバイスを通過させた。
−延伸ゾーン速度比 2:1
−伸張破断速度比 3:1
【0066】
POYの入来速度は1分あたり21.9ヤードであった。
【0067】
次に、スライバを、0.80:1の速度比で、糸強化ゾーン内に直接供給した。米国特許第6,052,878号明細書に記載されたタイプの1つのインターレースジェットが、強化ゾーン内にあった。ジェットに供給された空気圧力は110psiであった。
【0068】
結果として生じる強化された糸は159デニールであった。機械からの出口速度は1分あたり105ヤードであった。
【0069】
20インチの長さの糸において、糸軸に対して垂直に巻付けられた繊維で縛られた平行な繊維から主として構成された60のインターレースされたセグメントがあった。縛られた糸セグメントは、長さが、1mm〜17mmであった。縛られていないセグメントは、長さが、2mm〜7mmであった。
【0070】
本発明の主題が、特定の構成要素または特徴を含んでなる、含む、含有する、または有すると陳述または説明される場合、陳述または説明がそれと反対に明確に規定しない限り、明確に陳述または説明されたもの以外の1つもしくはそれ以上の構成要素または特徴が、その中に存在してもよいことが理解されるべきである。しかし、代替実施形態において、本発明の主題は、特定の構成要素または特徴から本質的になると陳述または説明してもよく、この実施形態において、動作の原理または本発明の際立った特徴を実質的に変更する構成要素または特徴がその中に存在しない。さらなる代替実施形態において、本発明の主題は、特定の構成要素または特徴からなると陳述または説明してもよく、この実施形態において、不純物または付随する特徴以外の構成要素または特徴がその中に存在しない。
【0071】
本発明の主題における構成要素または特徴の存在の陳述または説明に対して不定冠詞「a」または「an」が使用される場合、陳述または説明がそれと反対に明確に規定しない限り、そのような不定冠詞の使用が、本発明における構成要素または特徴の存在を数で1に限定しないことが理解されるべきである。
【図面の簡単な説明】
【0072】
【図1】第1のトルクジェット、次いで反対方向の第2のトルクジェットのみの通過によって準備された糸の図である。
【図2】インターレースジェットのみの通過によって準備された糸の図である。
【図3】トルクジェット、次いでインターレースジェットの通過によって準備された糸の図である。
【図4】トルクジェット、次いでインターレースジェット、次いで第2のトルクジェットの通過によって準備された糸の図である。
【図5】トルクジェット、次いでインターレースジェット、次いで前進トルクジェットの通過によって準備された糸の図である。
【図6】本発明の紡績装置の構成要素の配列の図である。
【特許請求の範囲】
【請求項1】
(a)スライバを、回転をスライバの繊維に与え、部分的に強化された糸を形成するトルクジェットを通過させる工程と、(b)部分的に強化された糸をインターレースジェットを通過させて、強化された糸を形成する工程とを含んでなる、糸を紡績するための方法。
【請求項2】
強化された糸を、第1のトルクジェットの回転の方向と同じ回転の方向を有する第2のトルクジェットを通過させる工程をさらに含んでなる請求項1に記載の方法。
【請求項3】
トルクジェットが前進空気流を有する請求項1に記載の方法。
【請求項4】
トルクジェットの一方または両方が前進空気流を有する請求項2に記載の方法。
【請求項5】
部分的に強化された糸をインターレースジェットを通過させる前に、部分的に強化された糸を湿潤する工程をさらに含んでなる請求項1に記載の方法。
【請求項6】
部分的に強化された糸が水で湿潤される請求項5に記載の方法。
【請求項7】
部分的に強化された糸が、インターレースジェット中に通過されるとき、仮撚りを含む請求項1に記載の方法。
【請求項8】
繊維を繊維の束の表面の周りに巻付ける工程を含んでなる請求項1に記載の方法。
【請求項9】
スライバが、ステープル繊維と、連続フィラメントとを含んでなる請求項1に記載の方法。
【請求項10】
スライバから糸を紡績するための装置であって、(a)スライバを、仮撚りを有する部分的に強化された糸に形成するトルクジェットと、(b)トルクジェットから下流の、ある距離に位置決めされたインターレースジェットであって、部分的に強化された糸が、インターレースジェット中に受けられるとき、仮撚りを維持する、インターレースジェットとを含んでなる装置。
【請求項11】
トルクジェットが前進空気流を有する請求項10に記載の装置。
【請求項12】
第1のトルクジェットの回転の方向と同じ回転の方向を有する第2のトルクジェットをさらに含んでなる請求項10に記載の装置。
【請求項13】
トルクジェットの一方または両方が前進空気流を有する請求項12に記載の装置。
【請求項14】
インターレースジェットの前で、そしてトルクジェットの前または後に配置された液体アプリケータをさらに含んでなる請求項10に記載の装置。
【請求項15】
スライバを製造するための伸張破断装置をさらに含んでなる請求項10に記載の装置。
【請求項16】
複数の第1および第2のセグメントを含んでなる糸であって、(a)各第1のセグメントが、実質的に平行に整列した不連続繊維の長手方向によく整った束を含んでなり、長手方向によく整った束が、束の周りを通過する少なくとも1つの表面繊維で、巻付き繊維の巻き間の距離が巻付き繊維の断面の最大寸法の約100倍未満であるような頻度で巻付けられ、(b)各第2のセグメントが、不連続繊維の束を含んでなり、不連続繊維の束が、表面繊維で巻付けられないか、束の周りを通過する表面繊維で、巻付き繊維の巻き間の距離が巻付き繊維の断面の最大寸法の約100倍以上であるような頻度で巻付けられる、糸。
【請求項17】
複数の第1および第2のセグメントを含んでなる糸であって、(a)各第1のセグメントが、(i)実質的に平行に整列した不連続繊維の長手方向によく整った束と、(ii)その束の表面の周りに巻付く1つもしくはそれ以上の繊維とを含んでなり、(b)各第2のセグメントが、1つもしくはそれ以上のノットを含んでなり、該糸のある長さにおいて、合計された第1のセグメントの長さが、糸の長さの50パーセントを超えて構成し、合計された第2のセグメントの長さが、糸の長さの50パーセント未満を構成する、糸。
【請求項18】
いずれか一方または両方のセグメントが、突出する繊維端部を有する請求項16および17に記載の糸。
【請求項19】
ステープル繊維を含んでなる請求項16および17に記載の糸。
【請求項20】
連続フィラメントをさらに含んでなる請求項16および17に記載の糸。
【請求項21】
ナイロン、ポリエステル、アラミド(たとえばm−またはp−フェニレンジアミンおよびテレフタロイルクロリドから誘導されるポリマー)、フルオロポリマー、アセテートポリマーまたはコポリマー、アクリルポリマーまたはコポリマー、ポリアセタール、アクリレートポリマーまたはコポリマー、ポリアクリロニトリル、セルロースポリマー、オレフィンポリマーまたはコポリマー(エチレンポリマーまたはコポリマー、またはプロピレンポリマーまたはコポリマーなど)、ポリイミド、スチレンポリマーまたはコポリマー(たとえば、スチレン/アクリロニトリルを含む)、エーテル/エステルコポリマー、アミドとエーテルおよび/またはエステルとのコポリマー、ポリ塩化ビニルまたはポリビニルアルコールなどのビニルポリマー、およびポリイミドよりなる群から選択される1つもしくはそれ以上の材料から準備される請求項16および17に記載の糸。
【請求項1】
(a)スライバを、回転をスライバの繊維に与え、部分的に強化された糸を形成するトルクジェットを通過させる工程と、(b)部分的に強化された糸をインターレースジェットを通過させて、強化された糸を形成する工程とを含んでなる、糸を紡績するための方法。
【請求項2】
強化された糸を、第1のトルクジェットの回転の方向と同じ回転の方向を有する第2のトルクジェットを通過させる工程をさらに含んでなる請求項1に記載の方法。
【請求項3】
トルクジェットが前進空気流を有する請求項1に記載の方法。
【請求項4】
トルクジェットの一方または両方が前進空気流を有する請求項2に記載の方法。
【請求項5】
部分的に強化された糸をインターレースジェットを通過させる前に、部分的に強化された糸を湿潤する工程をさらに含んでなる請求項1に記載の方法。
【請求項6】
部分的に強化された糸が水で湿潤される請求項5に記載の方法。
【請求項7】
部分的に強化された糸が、インターレースジェット中に通過されるとき、仮撚りを含む請求項1に記載の方法。
【請求項8】
繊維を繊維の束の表面の周りに巻付ける工程を含んでなる請求項1に記載の方法。
【請求項9】
スライバが、ステープル繊維と、連続フィラメントとを含んでなる請求項1に記載の方法。
【請求項10】
スライバから糸を紡績するための装置であって、(a)スライバを、仮撚りを有する部分的に強化された糸に形成するトルクジェットと、(b)トルクジェットから下流の、ある距離に位置決めされたインターレースジェットであって、部分的に強化された糸が、インターレースジェット中に受けられるとき、仮撚りを維持する、インターレースジェットとを含んでなる装置。
【請求項11】
トルクジェットが前進空気流を有する請求項10に記載の装置。
【請求項12】
第1のトルクジェットの回転の方向と同じ回転の方向を有する第2のトルクジェットをさらに含んでなる請求項10に記載の装置。
【請求項13】
トルクジェットの一方または両方が前進空気流を有する請求項12に記載の装置。
【請求項14】
インターレースジェットの前で、そしてトルクジェットの前または後に配置された液体アプリケータをさらに含んでなる請求項10に記載の装置。
【請求項15】
スライバを製造するための伸張破断装置をさらに含んでなる請求項10に記載の装置。
【請求項16】
複数の第1および第2のセグメントを含んでなる糸であって、(a)各第1のセグメントが、実質的に平行に整列した不連続繊維の長手方向によく整った束を含んでなり、長手方向によく整った束が、束の周りを通過する少なくとも1つの表面繊維で、巻付き繊維の巻き間の距離が巻付き繊維の断面の最大寸法の約100倍未満であるような頻度で巻付けられ、(b)各第2のセグメントが、不連続繊維の束を含んでなり、不連続繊維の束が、表面繊維で巻付けられないか、束の周りを通過する表面繊維で、巻付き繊維の巻き間の距離が巻付き繊維の断面の最大寸法の約100倍以上であるような頻度で巻付けられる、糸。
【請求項17】
複数の第1および第2のセグメントを含んでなる糸であって、(a)各第1のセグメントが、(i)実質的に平行に整列した不連続繊維の長手方向によく整った束と、(ii)その束の表面の周りに巻付く1つもしくはそれ以上の繊維とを含んでなり、(b)各第2のセグメントが、1つもしくはそれ以上のノットを含んでなり、該糸のある長さにおいて、合計された第1のセグメントの長さが、糸の長さの50パーセントを超えて構成し、合計された第2のセグメントの長さが、糸の長さの50パーセント未満を構成する、糸。
【請求項18】
いずれか一方または両方のセグメントが、突出する繊維端部を有する請求項16および17に記載の糸。
【請求項19】
ステープル繊維を含んでなる請求項16および17に記載の糸。
【請求項20】
連続フィラメントをさらに含んでなる請求項16および17に記載の糸。
【請求項21】
ナイロン、ポリエステル、アラミド(たとえばm−またはp−フェニレンジアミンおよびテレフタロイルクロリドから誘導されるポリマー)、フルオロポリマー、アセテートポリマーまたはコポリマー、アクリルポリマーまたはコポリマー、ポリアセタール、アクリレートポリマーまたはコポリマー、ポリアクリロニトリル、セルロースポリマー、オレフィンポリマーまたはコポリマー(エチレンポリマーまたはコポリマー、またはプロピレンポリマーまたはコポリマーなど)、ポリイミド、スチレンポリマーまたはコポリマー(たとえば、スチレン/アクリロニトリルを含む)、エーテル/エステルコポリマー、アミドとエーテルおよび/またはエステルとのコポリマー、ポリ塩化ビニルまたはポリビニルアルコールなどのビニルポリマー、およびポリイミドよりなる群から選択される1つもしくはそれ以上の材料から準備される請求項16および17に記載の糸。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公表番号】特表2007−525606(P2007−525606A)
【公表日】平成19年9月6日(2007.9.6)
【国際特許分類】
【出願番号】特願2007−500817(P2007−500817)
【出願日】平成17年2月24日(2005.2.24)
【国際出願番号】PCT/US2005/006500
【国際公開番号】WO2005/085504
【国際公開日】平成17年9月15日(2005.9.15)
【出願人】(390023674)イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー (2,692)
【氏名又は名称原語表記】E.I.DU PONT DE NEMOURS AND COMPANY
【Fターム(参考)】
【公表日】平成19年9月6日(2007.9.6)
【国際特許分類】
【出願日】平成17年2月24日(2005.2.24)
【国際出願番号】PCT/US2005/006500
【国際公開番号】WO2005/085504
【国際公開日】平成17年9月15日(2005.9.15)
【出願人】(390023674)イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー (2,692)
【氏名又は名称原語表記】E.I.DU PONT DE NEMOURS AND COMPANY
【Fターム(参考)】
[ Back to top ]