
紡績糸、織物、フェルトおよびバグフィルター、ならびに紡績糸および織物の製造方法
【課題】
高い単糸引っ張り強さと低い伸び率、さらには低い熱水寸法変化率とを兼備した、高温で使用可能な紡績糸を提供すること。
【解決手段】
低伸度繊維と、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維と、4個/2.54cm以上のけん縮を有する二成分ガラス繊維の短繊維とを含んでなることを特徴とする紡績糸。
高い単糸引っ張り強さと低い伸び率、さらには低い熱水寸法変化率とを兼備した、高温で使用可能な紡績糸を提供すること。
【解決手段】
低伸度繊維と、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維と、4個/2.54cm以上のけん縮を有する二成分ガラス繊維の短繊維とを含んでなることを特徴とする紡績糸。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、紡績糸、織物およびフェルト、ならびに紡績糸および織物の製造方法に関する。特に、バグフィルター等のフィルター用途に好適なものに関する。
【背景技術】
【0002】
耐熱性が求められるフェルトフィルター材の基布として、例えば特許文献1には、ポリテトラフルオロエチレン(PTFE)繊維等の有機繊維とガラス繊維等の無機繊維との撚り糸から成るものが開示されている。有機繊維を主として用いた場合には高温下での使用において寸法安定性に劣り、また、無機繊維を100%用いた場合には、フェルト製造のニードルパンチにおいて、有棘針のバーブ部分による剛直な無機繊維の損傷が多く発生するという問題点がそれぞれあったため、両者の組み合わせによりそれぞれの問題点を解消することを意図したものである。しかしながら、この技術でもニードルパンチによる無機繊維の損傷を十分に解消することはできず、結果的に得られるニードルパンチフェルトの寸法安定性も不十分なものであった。また、長繊維同士の撚り糸は、織物のフラット性が得にくいという問題もある。また、当該文献には、有機繊維の短繊維とガラス繊維などの無機繊維の短繊維とから構成される紡績糸については何ら示唆されていない。一般に、無機繊維、ことにガラス繊維は極めて剛直な繊維であり、カード工程などで繊維が折れやすいため、紡績加工が極めて難しいためである。
【0003】
高温での使用を想定した紡績糸としては、例えば特許文献2には、PTFE系短繊維と全芳香族ポリアミド系繊維やポリスルフィド繊維などの熱硬化性合成繊維との混合紡績糸が開示されている。当該技術は、PTFE系繊維の優れた性能を紡績糸の形で発揮させるために、PTFE系繊維を他の繊維からなる紡績糸の中に第3成分的に添加することを意図したものである。しかしながら、当該技術においては、PTFE系繊維は他の繊維からなる紡績糸の中に第3成分的に添加するために細い繊度のものを用いる必要があり、そのためPTFE系繊維の繊維強力が低下し、紡績工程、特に粗紡工程、精紡工程における延伸時の工程安定性を満足するものではなかった。さらにまた、PTFE系繊維は極めて易滑性に優れる繊維であり、けん縮もかかりにくい繊維であるために、紡績工程、特に梳綿機によってスライバーとする工程におけるスライバーの一体性や練条機による延伸工程における工程安定性についても十分なものではなかった。また、当該文献には、ガラス繊維、炭素繊維、金属繊維などの低伸度繊維の採用については何ら記載されていない。いずれの繊維も剛直であり、カード工程などで繊維が折れやすく、紡績加工が極めて難しいことが知られている。
【0004】
尚、特許文献3には、二成分ガラス繊維及び非けん縮繊維を含む、カード可能な混合物が開示されている。この技術は、けん縮を有する二成分ガラス繊維と非けん縮繊維とを混合することで、二成分ガラス繊維の高い弾性を抑え、カード可能とするものである。しかし当該文献には、二成分ガラス繊維を含む混合物を紡績糸にすることは何ら示唆されていない。
【特許文献1】特開平9−225227号公報
【特許文献2】特許第2838206号公報
【特許文献3】特表2002−505384号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、かかる従来技術の背景に鑑み、耐熱性に優れ、さらには基布とした際ニードルパンチによる損傷を改善した紡績糸および織物を提供することを目的とする。またひいては、寸法安定性に優れた織物を提供することを目的とする。
【課題を解決するための手段】
【0006】
すなわち本発明は、低伸度繊維と、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維と、4個/2.54cm以上のけん縮を有する二成分ガラス繊維の短繊維とを含んでなることを特徴とする紡績糸である。
【0007】
また本発明は、本発明の紡績糸から構成されてなることを特徴とする織物である。
【0008】
また本発明は、本発明の織物を含んでなることを特徴とするフェルトである。
【0009】
また本発明は、本発明のフェルトを有してなることを特徴とするバグフィルターである。
【0010】
また本発明は、低伸度繊維の短繊維と、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維の短繊維と、4個/2.54cm以上のけん縮を有する二成分ガラス繊維の短繊維とを均一に混合し、梳綿機によってスライバーとし、練条機で延伸し、粗紡、精紡する工程を経ることを特徴とする紡績糸の製造方法である。
【0011】
また本発明は、本発明の紡績糸を経糸または緯糸の少なくとも一方に含めて織物に製織した後に、200〜300℃の温度で0.5〜8分ヒートセットする工程を経ることを特徴とする織物の製造方法である。
【発明の効果】
【0012】
本発明によれば、二成分ガラスの短繊維を用いることで、紡績工程における低伸度繊維の折損を抑制し、さらにスライバーとしたときの繊維同士の絡合性を向上することから、安定して紡績加工が可能となり、優れた熱寸法安定性を備えた紡績糸を得ることができる。さらにまた、二成分ガラスの短繊維、低伸度繊維の短繊維とフッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維の短繊維とから構成される紡績糸は、表面に短繊維の毛羽が多く存在することから、フェルトの基材として用いると、フェルトを構成する短繊維の集合体と基材とがより緊密に絡合することから、優れた寸法安定性と優れた捕集性能、さらには優れた耐薬品性を有するフェルトを提供することができる。
【発明を実施するための最良の形態】
【0013】
本発明の紡績糸は、低伸度繊維を含んでなる。
【0014】
低伸度繊維としては例えば、ガラス繊維、炭素繊維、金属繊維等が挙げられる。すなわち、本発明の紡績糸は、低伸度繊維が、ガラス繊維、炭素繊維または金属繊維の少なくとも一つからなることが好ましい。
【0015】
ガラス繊維は、高い耐熱温度と優れた耐薬品性を兼備した繊維であり、さらには寸法安定性に極めて優れた繊維であることから好適に用いることができる。ガラス繊維の直径としては、5〜16μmが紡績加工工程における折損が少なく好ましい。
【0016】
炭素繊維は、260℃以上の高温下でも優れた強力を示し、また引っ張り弾性率が極めて高いことから、優れた寸法安定性を得ることができる点で好ましい。
【0017】
また金属繊維も、260℃以上の高温下でも優れた強力を示す点で好ましい。金属繊維を構成する金属としてより具体的には、ニッケル、銅、アルミニウム、ステンレス(SUS)等を挙げることができる。なかでもステンレスは、アルミニウムよりも水酸化カルシウム(消石灰)に対する耐腐食性に優れ、またニッケルや銅よりも耐酸性、特に耐硝酸性に優れる点で好ましい。
【0018】
低伸度繊維の引っ張り強度としては、2〜40cN/dtexが好ましく、より好ましくは3〜20cN/dtexである。40cN/dtex以下とすることで、練条工程や粗紡、精紡工程において延伸を十分に施すことができ、引き揃え不良による欠点の発生を防ぐことができる。一方、2cN/dtex以上とすることで、紡績糸としての引っ張り強度を維持することができる。
【0019】
低伸度繊維の伸度としては0.5〜4.5%が好ましく、より好ましくは3.0〜4.0%である。0.5%以上とすることで、紡績工程、特に精紡工程において所望の延伸倍率を達成することができる。また、4.5%以下とすることで、紡績糸としての寸法安定性を向上させることができる。
【0020】
また低伸度繊維の形態としては、紡績糸の寸法安定性の点から、けん縮を有さないものであることが好ましい。
【0021】
また低伸度繊維は、長さが45〜80mmの範囲内にある短繊維であることが好ましい。当該長さ範囲内の短繊維とすることにより、紡績糸として毛羽を生じ、フェルトの基布としてニードルパンチ処理を施す際にも、ニードル針の擦過による劣化を抑えることができる。尚、ニードル針の擦過が極端な場合には、部分的に低伸度繊維のうねりが発生し、基布の平滑性が損なわれ、フェルトとしての寸法安定性も損なうため好ましくない。
【0022】
本発明の紡績糸に対する低伸度繊維の含有量としては、20〜60質量%が好ましく、より好ましくは35〜50質量%である。20質量%以上とすることで、紡績糸としての強度も得られ、また寸法安定性を発現できる。また、60質量%以下とすることで、紡績加工における低伸度繊維の折損、梳綿機における落綿、精紡工程における繊維の脱落や巻き付きを抑えることができる。
【0023】
また本発明の紡績糸は、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維を含んでなる。ここで、「および/または」とは、フッ素樹脂系繊維とポリフェニレンサルファイド繊維のいずれか一方のみを含んでいてもよいし、フッ素樹脂系繊維とポリフェニレンサルファイド繊維の両方を含んでいてもよいことを意味する。これらの繊維により、優れた耐薬品性を付与することができる。
【0024】
本発明において、フッ素樹脂系繊維とは、重合体の繰り返し構造単位の90%以上が、主鎖または側鎖にフッ素原子を1個以上含むモノマーで構成された繊維をいう。本発明で採用するフッ素樹脂系繊維は、フッ素原子数の多いモノマーで構成された繊維ほど好ましい。例えば、4フッ化エチレン−6フッ化プロピレン共重合体(FEP)、4フッ化エチレン−パーフロロアルコキシエチレン共重合体(PFA)または4フッ化エチレン−オレフィン共重合体(ETFE)などからなる繊維を好ましく使用することができる。また、耐熱性や耐薬品性の点から、ポリテトラフルオロエチレン(PTFE)繊維がより好適である。
【0025】
フッ素樹脂系繊維は一般の合成繊維の中でも低い摩擦係数を有する。二成分ガラス繊維の短繊維と低伸度繊維とを混合したものだけで紡績しようとしても、寸法安定性の面から低伸度繊維にはけん縮を有さないものが好適に使用されるため、紡績工程における延伸過程で低伸度繊維が引き伸ばされないために障害となり、十分に延伸できないという問題が発生しうるが、摩擦係数の低いフッ素樹脂系繊維を含んでいることで、低伸度繊維が適度に滑りを発生し、安定して練条工程、粗紡、精紡工程の延伸を実施することができる効果を発現する。
【0026】
また本発明において、ポリフェニレンサルファイド繊維とは、その構成単位の90%以上が−(C6H4−S)−で表されるフェニレンサルファイド構造単位を含有する重合体からなる繊維である。
【0027】
フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維としては、6個/2.54cm以上のけん縮を有するものが好ましい。6個/2.54cm以上のけん縮を有することにより、梳綿機によってスライバーとする工程における梳綿機での落綿を防ぎ、またスライバーを形成する繊維同士の絡合を得ることによりスライバーを安定してケンスに巻き落とすことができる。
【0028】
また、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維は、45〜80mmの範囲内にある短繊維であることが好ましい。当該長さ範囲内の短繊維とすることにより、紡績糸として毛羽を生じ、フェルトの基布としてニードルパンチ処理を施す際にも、ニードル針の擦過による損傷を抑えることができる。また、紡績糸表面に現れる短繊維の毛羽により、フェルトの基布とした場合にウェブと絡合を強固なものとすることができる。
【0029】
本発明の紡績糸に対するフッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維の含有量としては、20〜79質量%が好ましく、より好ましくは40〜61質量%である。20質量%以上とすることで、耐薬品性特性を発揮できる。また、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維を79質量%より多く含むような場合には、紡績糸としたときに寸法安定性が十分に発揮されないので好ましくない。
【0030】
また本発明の紡績糸は、4個/2.54cm以上のけん縮を有する二成分ガラス繊維を含んでなる。二成分ガラス繊維は、異なった熱膨張係数を有する二つ以上のガラス組成物からなるガラス繊維である。組成の異なるガラス同士が、複合形態として例えば貼り合わせ構造(いわゆるバイメタル構造)や偏心芯鞘構造をとることにより、けん縮を発現する。そして当該けん縮による二成分ガラス繊維の弾性により、紡績工程において、低伸度繊維の折損を抑制し、さらにスライバーとしたときの繊維同士の絡合性を向上することから、安定して紡績加工が可能となる。
【0031】
繊維同士の絡合性を十分得るためには、二成分ガラス繊維のけん縮数として好ましくは7個/2.54cm以上である。また、けん縮数が多すぎると梳綿機によってスライバーとする工程の通過性が悪くなるため、30個/2.54cm未満であることが好ましい。
【0032】
けん縮を有する二成分ガラス繊維としては、Owens−Corning Fiberglas,IncよりMIRAFLEXの商標で販売されているものが例示される。
【0033】
低伸度繊維と、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維と、二成分ガラス繊維の短繊維とは、いずれも同じ長さの短繊維を用いることが、より均一な紡績糸を得ることができるので好ましい。かかる観点から、二成分ガラス繊維の繊維長も、低伸度繊維やフッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維と同様、40〜80mmの範囲内であることが好ましい。通常、紡績加工機の制限から、繊維長が70mmを境にして異なる紡績加工機を選択する必要が生じるので、好ましい短繊維の長さとしては、45〜60mm、あるいは70〜80mmで統一するのが好ましい。
【0034】
本発明の紡績糸に対する、けん縮を有する二成分ガラス繊維の短繊維の含有量としては、1〜20質量%が好ましく、より好ましくは4〜10質量%である。1質量%以上とすることにより、低伸度繊維の折損を抑制することができる。また、20質量%以下とすることにより、二成分ガラス繊維の弾性が過剰に発揮されて梳綿機における工程通過性が悪化するのを防ぐことができる。
【0035】
ここでウェブとは、フッ素樹脂系繊維やポリフェニレンサルファイド繊維の短繊維を例えば梳綿機(カードマシン)によって一定方向に配向させてなる短繊維の集合体である。
【0036】
次に、本発明の紡績糸の製造方法は、低伸度繊維の短繊維と、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維の短繊維と、4個/2.54cm以上のけん縮を有する二成分ガラス繊維の短繊維とを均一に混合し、梳綿機によってスライバーとし、練条機で延伸し、粗紡、精紡する工程を経ることを特徴とする。
【0037】
低伸度繊維の短繊維と、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維の短繊維と、けん縮を有する二成分ガラス繊維の短繊維とを均一に混合するには、例えば開繊装置を用いるとよく、均一な混合ができれば特に限定されるものではない。
【0038】
また、必要に応じて混合の後に混打綿してもよい。
【0039】
次いで梳綿機によってスライバーとする。具体的には、梳綿機によって繊維を一定方向に配向させて、連続的にスライバー状態に加工する。スライバーはケンスと呼ばれる容器に収容する。
【0040】
次いで、練条機で延伸する。具体的には、複数のケンスからスライバーを立ち上げてまとめ合わせ、練条機にて6〜9倍の倍率で延伸して繊維を引き揃える。練条工程における延伸倍率としては、トータルドラフトで6〜9倍が好ましい。6倍以上とすることで、繊維を均一に引き揃えることができ、その後の粗紡、精紡工程における工程通過性を良好なものとすることができる。また9倍以下とすることで、低伸度繊維が過度に折損するのを抑えることができる。
【0041】
次いで、粗紡する。粗紡工程においては、加撚して延伸する。粗紡における加撚数としては、0.3〜0.6T/2.54cmが好ましい。この範囲内で撚りを加えることにより、もっぱら直線状の繊維形状である低伸度繊維を含んでいても、粗紡糸をより一体化させることができる。
【0042】
次いで、精紡する。精紡工程においては、粗紡糸を延伸して引き揃えて加撚する。精紡工程の延伸のトータルドラフトとしては、12〜22倍が好ましい。12倍以上とすることで、二成分ガラス繊維やフッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維のけん縮構造を伸ばし、紡績糸としたときの寸法安定性を高く得ることができる。また、22倍以下とすることで、低伸度繊維の折損、二成分ガラス繊維やフッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維の脱落を少なく抑え、均一な物性の紡績糸を得ることができる。
【0043】
本発明の紡績糸は、織加工して好適に用いることができる。すなわち本発明の耐熱性織物は、本発明の紡績糸を含んでなることを特徴とする。
【0044】
本発明の織物の織密度としては、15〜25番手の紡績糸を用いる場合は20〜30本/2.54cmが、後述する通気性を得る上で好ましい。
【0045】
また織組織としては、平織りが好適に用いられるが、糸同士の拘束力を増して引っ張り強度を向上するために綾織り、摸抄織りなどとしてもよい。
【0046】
また織物の引っ張り強度としては、フェルトの基布として用いる場合、500N/5cm以上とすることが好ましい。
【0047】
また本発明の織物は、フィルター用フェルトの基材として用いる場合、通気量が80cc/cm2・sec以上であるものが好ましい。通気量が80cc/cm2・sec未満の織物を用いて得られるフィルター用フェルトはフェルトの通気量が低くなり、フィルターとしての圧力損失が大幅に低下するために好ましくない。
【0048】
本発明の織物の製造方法は、本発明の紡績糸を経糸または緯糸の少なくとも一方に含めて織物に製織した後に、200〜300℃の範囲内の温度で0.5〜8分の範囲内でヒートセットする工程を経ることを特徴とする。
【0049】
織物を製織するための織機としては、レピアルーム、ウォータージェットルーム、エアジェットルームなどが用いられ、引張強度や破裂強度といった機械的特性に優れた平織物を効率良く製織できるという点では、ウォータージェットルームが好ましい。
【0050】
ウォータージェットルームを用いて前述のような通気性を有する目空き織物を製織する場合、織り組織が崩れることを防ぐために、織機上にヒーターを取り付け、製織後、生機を該ヒーターで乾燥し巻き取ることが好ましい。これにより織物の紙管への巻き返し回数が少なくでき、織り組織の崩れを抑えることができる。
【0051】
また、織物の物性、特に寸法安定性を十分発揮させるためには、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維に熱を加えて熱固定することが好適である。熱固定の温度はフッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維のガラス転移温度以上、かつ、融点以下が好ましく、フッ素樹脂系繊維、中でもポリテトラフルオロエチレン繊維を用いる場合には240〜300℃の範囲内が好ましく、ポリフェニレンサルファイド繊維を用いる場合には200〜270℃の範囲内が好ましい。ヒートセットする時間は0.5〜8分の範囲内が好ましい。0.5分以上とすることで、上述の熱固定の実効を得ることができる。また、8分以下とすることで、生産効率を維持できる。
【0052】
本発明の織物は、フェルトの基材用途に好適である。すなわち本発明のフェルトは、本発明の織物を含んでなる。
【0053】
フィルター用フェルトは、織物の上面と下面とに短繊維のウェブを積層し、しかる後にニードルパンチなどの絡合手段により厚み方向に一体化して得ることができる。また必要に応じて、カレンダー処理をして密度を調整したり、ヒートセットをして物性を熱固定したり、表面に微多孔膜をラミネートして捕集効率と平滑性を向上させるなどしてもよい。
【0054】
本発明のフェルトは、フィルター用、とりわけバグフィルター用に好適に用いられる。バグフィルター用のフェルトは高温における寸法安定性や耐薬品性、高い捕集性能と、さらには集塵した煤塵を払い落とす高圧パルスに対する耐衝撃特性が要求される。本発明の紡績糸を用いてなるバグフィルターは、低伸度繊維を用いることによる優れた寸法安定性を有し、二成分ガラス繊維の短繊維による絡合が十分に得られていることによる優れた耐衝撃特性を備え、さらには、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維を用いることによる優れた耐薬品性を備えているものである。すなわち本発明のバグフィルターは、本発明のフェルトを有してなることを特徴とするものである。
【実施例】
【0055】
以下、実施例により本発明の紡績糸についてさらに詳細に説明するが、本発明はこれらに限定されるものではない。
【0056】
[測定方法]
(1)けん縮数
JIS L 1015:1999 8.12.1に記載の方法により測定した。
試料は、捲縮が損なわれていない数個の部分から20本採取した。
表面が滑らかで光沢のある紙片に空間距離25mmの区分線を作り、試料を1本ずつ、空間距離に対して25±5%の緩みをもたせて、両端を接着剤ではり付け固着させた。この試料を1本ずつ、けん縮試験機のつかみに取り付け、紙片を切断した後、試料に初荷重(0.18mN×表示テックス数)をかけたときの、つかみ間の距離(空間距離)(mm)を読み、そのときのけん縮数を数え、20回の平均値を算出した。
【0057】
(2)番手(標準状態の見掛番手)
JIS L 1095:1999 9.4.2に記載の方法に準拠して、見掛けの綿番手を測定した。
糸長は109.728mとし、試料の糸長(m)と質量(g)とから、次の式によって綿番手を求め、25個の試料の平均値を算出した。
S1=(453.59×L×n)/(W×768.1)
ここに、S1:綿番手
L:糸長(m)
W:試料の質量(g)
n:より合せ本数。
【0058】
(3)より数
JIS L 1095:1999 9.15.1 A法に記載の方法でより数を測定した。
検ねん機を用いて、試験長50cmで試料のつかみ方向に初荷重を加え、単繊維が平行になるまで解ねんし、より数を測定した。試料数は30とし、その平均値で表した。
【0059】
(4)単糸引っ張り強さ・伸び率
JIS L 1095:1999 9.5に記載の方法で測定した。つかみ間隔20cm、引張速度10cm/分の定速伸長形にて測定した。試料数は60とし、その平均値で表した。
【0060】
(5)熱水寸法変化率
JIS L 1095:1999 9.24.1 A法(定巻回数法)により測定した。枠周1.372mの繰返機を用い、巻き回数80回のかせを採取した。採取したかせの一端を支え、その下端に規定荷重を加え、かせの内側の長さ(mm)を測った。次に規定荷重を除き、かせ乱れや糸の収縮が妨げられないようにして沸騰水中に20分間浸せきした後、常温水で冷却した。冷却したかせを十分脱水した後、再び規定荷重を加え、かせの内側の長さ(mm)を測り、次の式によって熱水寸法変化率(%)を求めた。試料数は10とし、その平均値で表した。
Sp(%)=[(L’−L)/L]×100
ここに、Sp:熱水寸法変化率
L:浸せき前の長さ(mm)
L’:脱水後の長さ(mm)。
【0061】
(6)目付
JIS L 1913:1998 6.2に記載の方法で目付(単位面積当たりの質量)を測定した。
試料から300mm×300mmの試験片を、鋼製定規とはさみとを用いて3枚採取した。標準状態における試験片の質量を測定して、単位面積当たりの質量を次の式によって求め、平均値を算出した。
ms=m/S
ここに、ms:単位面積当たりの質量(g/m2)
m:試験片の質量(g)
S:試験片の面積(m2)。
【0062】
(7)厚み
JIS L 1913:1998 6.1.2 A法により測定した。
試料から100mm×100mmの試験片を10枚採取した。
厚さ測定器(前田精機製作所社製の圧縮弾性試験機)の上側円形水平板に0.5kPaの圧力をかけ、0点を調整した。
厚さ測定器を用いて、標準状態で試験片に0.5kPaの圧力を10秒間かけて、厚さを測定し、試験片10枚の平均値を求めた。
【0063】
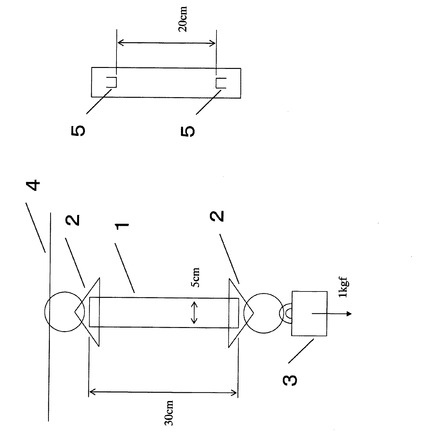
(8)クリープ試験
図1は、フェルトのクリープ試験方法を説明するための概略側面図である。図1において、フェルトを30cm長さ×5cm長さのサンプル1に切り出し、上部と下部とをつかみ治具2で把持した。つかみ間隔は26cmとし、長さ方向の間隔が20cmとなるよう2箇所にマーキングをした。
【0064】
サンプル1の下部には1kgの荷重3を吊るし、230℃の温度に設定した高温乾燥機(TABAI ESPEC CORP社製、高温乾燥機STPH−200)に投入して1時間放置して熱処理を施した。当該熱処理後のマーキングの間隔(Z)を測定し、次式によってクリープ率を求めた。
クリープ率(%)=(Z−20)/20×100 。
【0065】
[実施例1]
(二成分ガラス繊維)
けん縮数が4.5個/2.54cm、繊維長が50mmのガラス繊維(Owens−Corning Fiberglas,Inc製MIRAFLEX(登録商標))を、混合後の原綿に対して6質量%用いた。
【0066】
(低伸度繊維)
繊維径が6μm、強度が2.7cN、破断伸度3.5%、繊維長が50mmのけん縮を有さないガラス繊維を、混合後の原綿に対して40質量%用いた。
【0067】
(フッ素樹脂系繊維)
繊度7.4dtex、破断伸度35%、繊維長50mmのポリテトラフルオロエチレン繊維(TORAY Fluorofibers(America)社製のテフロン(デュポン社の登録商標))を、混合後の原綿に対して54質量%用いた。
【0068】
(紡績)
上記3種の繊維を開繊機によって混合し、次いで混打綿機によって更に混合し、次いで梳綿機に通じてスライバーとした。得られたスライバーの重量は、360ゲレン/6ヤード(1ゲレン=1/7000ポンド)であった。次いで練条機でトータルドラフトを8倍に設定して延伸し、340ゲレン/6ヤードのスライバーとした。次いで粗紡機で0.4T/2.54cmに加撚して6倍に延伸し、260ゲレン/6ヤードの粗糸を得た。次いで精紡機でトータルドラフト18倍に延伸して加撚し、より合わせ本数1本の耐熱性紡績糸を得た。得られた耐熱性紡績糸の物性を表1に示す。
【0069】
(製織・ヒートセット)
得られた耐熱性紡績糸を経糸および緯糸として、18本/2.54cmの織密度でウォータージェットルームを用いて平織りに織加工した。次いで240℃で3分間ヒートセットして、耐熱性織物を得た。
【0070】
(フェルト加工)
得られた織物を基布とした。また、繊度3.3dtex、繊維長74mmのポリテトラフルオロエチレン繊維(東レ製トヨフロン(登録商標))をカード装置に通して300g/m2のウェブとした。ウェブを基布の両面に積層し、400本/cm2の密度でニードルパンチ加工して、バグフィルター用フェルトを得た。得られたバグフィルター用フェルトの物性を表2に示す。
【0071】
[実施例2]
(二成分ガラス繊維)
実施例1と同様の二成分ガラス繊維の短繊維を、混合後の原綿に対して10質量%用いた。
【0072】
(低伸度繊維)
実施例1と同様の低伸度繊維を、混合後の原綿に対して50質量%用いた。
【0073】
(フッ素樹脂系繊維)
実施例1と同様のフッ素樹脂系繊維を、混合後の原綿に対して40質量%用いた。
【0074】
(紡績)
上記3種の繊維を、実施例1と同様にしてスライバーとした。得られたスライバーの重量は340ゲレン/6ヤードであった。次いで練条機でトータルドラフトを6倍に設定して延伸し、330ゲレン/6ヤードのスライバーとした。次いで粗紡機で0.3T/2.54cmに加撚して6倍に延伸し、250ゲレン/6ヤードの粗糸を得た。次いで精紡機でトータルドラフト20倍に延伸して加撚し、より合わせ本数1本の耐熱性紡績糸を得た。得られた耐熱性紡績糸の物性を表1に示す。
【0075】
(製織・ヒートセット)
得られた耐熱性紡績糸を経糸および緯糸として、実施例1と同様にして製織およびヒートセットを行った。
【0076】
(フェルト加工)
得られた織物を基布とし、実施例1と同様にしてバグフィルター用フェルトを得た。得られたバグフィルター用フェルトの物性を表2に示す。
【0077】
[実施例3]
(二成分ガラス繊維)
実施例1と同様の二成分ガラス繊維の短繊維を、混合後の原綿に対して2質量%用いた。
【0078】
(低伸度繊維)
実施例1と同様の低伸度繊維を、混合後の原綿に対して50質量%用いた。
【0079】
(ポリフェニレンサルファイド繊維)
繊度2.2dtex、破断伸度45%、繊維長51mmのポリフェニレンサルファイド繊維(東レ製トルコン(登録商標))を、混合後の原綿に対して48質量%用いた。
【0080】
(紡績)
上記3種の繊維を、実施例1と同様にしてスライバーとした。得られたスライバーの重量は340ゲレン/6ヤードであった。次いで練条機でトータルドラフトを6倍に設定して延伸し、330ゲレン/6ヤードのスライバーとした。次いで粗紡機で0.5T/2.54cmに加撚して6倍に延伸し、240ゲレン/6ヤードの粗糸を得た。次いで精紡機でトータルドラフト18倍に延伸して加撚し、より合わせ本数1本の耐熱性紡績糸を得た。得られた耐熱性紡績糸の物性を表1に示す。
【0081】
(製織・ヒートセット)
得られた耐熱性紡績糸を経糸および緯糸として、15本/2.54cmの織密度でレピアルームを用いて平織りに織加工した。次いで200℃で2分間ヒートセットして、耐熱性織物を得た。
【0082】
(フェルト加工)
得られた織物を基布とした。また、繊度2.2dtex、繊維長51mmのポリフェニレンサルファイド繊維(東レ製トルコン(登録商標))をカード装置に通して300g/m2のウェブとした。ウェブを基布の両面に積層し、300本/cm2の密度でニードルパンチ加工して、バグフィルター用フェルトを得た。得られたバグフィルター用フェルトの物性を表2に示す。
【0083】
[実施例4]
(二成分ガラス繊維)
実施例1と同様の二成分ガラス繊維の短繊維を、混合後の原綿に対して10質量%用いた。
【0084】
(低伸度繊維)
実施例1と同様の低伸度繊維を、混合後の原綿に対して40質量%用いた。
【0085】
(フッ素樹脂系繊維)
実施例1と同様のフッ素樹脂系繊維を、混合後の原綿に対して25質量%用いた。
【0086】
(ポリフェニレンサルファイド繊維)
繊度2.2dtex、破断伸度45%、繊維長51mmのポリフェニレンサルファイド繊維(東レ製トルコン(登録商標))を、混合後の原綿に対して25質量%用いた。
【0087】
(紡績)
上記4種の繊維を、実施例1と同様にしてスライバーとした。得られたスライバーの重量は320ゲレン/6ヤードであった。次いで練条機でトータルドラフトを7倍に設定して延伸し、330ゲレン/6ヤードのスライバーとした。次いで粗紡機で0.5T/2.54cmに加撚して6倍に延伸し、240ゲレン/6ヤードの粗糸を得た。次いで精紡機でトータルドラフト18倍に延伸して加撚し、より合わせ本数1本の耐熱性紡績糸を得た。得られた耐熱性紡績糸の物性を表1に示す。
【0088】
(製織・ヒートセット)
得られた耐熱性紡績糸を経糸および緯糸として、16本/2.54cmの織密度でエアジェットルームを用いて平織りに織加工した。次いで200℃で3分間ヒートセットして、耐熱性織物を得た。
【0089】
(フェルト加工)
得られた織物を基布とした。また、繊度2.2dtex、繊維長51mmのポリフェニレンサルファイド繊維(東レ製トルコン(登録商標))をカード装置に通して300g/m2のウェブとした。ウェブを基材の両面に積層し、300本/cm2の密度でニードルパンチ加工して、バグフィルター用フェルトを得た。得られたバグフィルター用フェルトの物性を表2に示す。
【0090】
[比較例1]
(二成分ガラス繊維)
二成分ガラス繊維は、用いなかった。
【0091】
(低伸度繊維)
実施例1と同様のガラス繊維を、混合後の原綿に対して70質量%用いた。
【0092】
(フッ素樹脂系繊維)
実施例1と同様のフッ素樹脂系繊維を、混合後の原綿に対して30質量%用いた。
【0093】
(紡績)
上記2種の繊維を、実施例1と同様にしてスライバーとした。梳綿機におけるガラス繊維の落綿が若干見られたが、特に問題なくスライバーに加工できた。得られたスライバーの重量は290ゲレン/6ヤードであった。次いで練条機でトータルドラフトを8倍に設定して延伸しようとしたところ、繊維の巻き付きが発生したため、トータルドラフトを4倍に下げざるを得なかった。得られたスライバーは繊維の引き揃えが不十分なものであった。次いで粗紡機で0.3T/2.54cmに加撚して6倍に延伸して粗糸を得ようとしたが、ガラス繊維の折損が多数発生し、粗糸を安定して得ることができなかった。
【0094】
[比較例2]
(二成分ガラス繊維)
二成分ガラス繊維は、用いなかった。
【0095】
(低伸度繊維)
実施例1と同様のガラス繊維を、原綿に対して100質量%用いた。
【0096】
(フッ素樹脂系繊維/ポリフェニレンサルファイド繊維)
フッ素樹脂系繊維およびポリフェニレンサルファイド繊維のいずれも用いなかった。
【0097】
(紡績)
上記の繊維を、実施例1と同様にしてスライバーとすることを試みたが、梳綿機におけるガラス繊維の落綿が多く見られ、スライバーはまとまりがなく、安定してスライバーに加工できなかった。
【0098】
[比較例3]
(二成分ガラス繊維)
実施例1と同様の二成分ガラス繊維を、混合後の原綿に対して40質量%用いた。
【0099】
(低伸度繊維)
低伸度繊維は、用いなかった。
【0100】
(フッ素樹脂系繊維/ポリフェニレンサルファイド繊維)
実施例1と同様のフッ素樹脂系繊維を、混合後の原綿に対して50質量%、実施例3と同様のポリフェニレンサルファイド繊維を、混合後に原綿に対して10質量%用いた。
【0101】
(紡績)
上記の繊維を、実施例1と同様の方法で開繊機、混打綿機、梳綿機に通じたところ、梳綿機から排出される繊維塊は極めて不均一なものであった。特に梳綿機中の二成分ガラス繊維の滞留が多く、加工性が悪かった。得られた繊維塊を適宜手で支えながらスライバーとすると、その重量は280ゲレン/6ヤードであった。次いで練条機でトータルドラフトを4倍に設定して延伸を試みたが、不均一なスライバーしか得ることができなかった。
【0102】
[比較例4]
(二成分ガラス繊維)
実施例1と同様の二成分ガラス繊維を、混合後の原綿に対して10質量%用いた。
【0103】
(低伸度繊維)
低伸度繊維は、用いなかった。
【0104】
(フッ素樹脂系繊維)
実施例1と同様のフッ素樹脂系繊維を、混合後の原綿に対して90質量%用いた。
【0105】
(紡績)
上記の繊維を、実施例1と同様にしてスライバーとした。得られたスライバーの重量は400ゲレン/6ヤードであった。次いで練条機でトータルドラフトを6倍に設定して延伸を試みたが、繊維の滑りによりスライバーから繊維が脱落し、繊維の巻き付きが多く発生したため、トータルドラフトを3倍に下げた。その結果、380ゲレン/6ヤードのスライバーを得た。得られたスライバーは繊維の引き揃えが不十分なものであった。次いで粗紡機で0.3T/2.54cmに加撚して4倍に延伸して粗糸を得ようとしたが、繊維の脱落が更に発生し、安定して粗糸を得ることができなかった。
【0106】
[比較例5]
(二成分ガラス繊維)
二成分ガラス繊維は、用いなかった。
【0107】
(低伸度繊維)
実施例1と同様のガラス繊維を、混合後の原綿に対して20質量%用いた。
【0108】
(ポリフェニレンサルファイド繊維)
繊度2.2dtex、破断伸度45%、繊維長51mmのポリフェニレンサルファイド繊維(東レ製トルコン(登録商標))を、混合後の原綿に対して80質量%用いた。
【0109】
(紡績)
上記2種の繊維を、実施例1と同様にしてスライバーとした。得られたスライバーの重量は340ゲレン/6ヤードであった。次いで練条機でトータルドラフトを6倍に設定して延伸し、330ゲレン/6ヤードのスライバーを得た。次いで粗紡機で0.5T/2.54cmに加撚して6倍に延伸して250ゲレン/6ヤードの粗糸を得た。次いで精紡機でトータルドラフト16倍に延伸して加撚し、より合わせ本数1本の耐熱性紡績糸を得た。精紡ではガラス繊維の折損と脱落が若干見られた。得られた耐熱性紡績糸の物性を表1に示す。得られた耐熱性紡績糸は単糸引っ張り強さが低く、伸び率も高いものであった。
【0110】
(製織・ヒートセット)
得られた紡績糸を経糸および緯糸として、15本/2.54cmの織密度でレピアルームを用いて平織りに織加工した。次いで200℃で2分間ヒートセットして、織物を得た。
【0111】
(フェルト加工)
得られた織物を基布とした。また、繊度2.2dtex、繊維長51mmのポリフェニレンサルファイド繊維(東レ製トルコン(登録商標))をカード装置に通して300g/m2のウェブとした。ウェブを基布の両面に積層し、300本/cm2の密度でニードルパンチ加工して、フェルトを得た。得られたフェルトの物性を表2に示す。得られたフェルトはクリープ率が大きなものであった。
【0112】
[比較例6]
(二成分ガラス繊維)
二成分ガラス繊維は、用いなかった。
【0113】
(低伸度繊維)
低伸度繊維は、用いなかった。
【0114】
(ポリフェニレンサルファイド繊維)
繊度2.2dtex、破断伸度45%、繊維長51mmのポリフェニレンサルファイド繊維(東レ製トルコン(登録商標))を、原綿に対して100質量%用いた。
【0115】
(紡績)
上記の繊維を、実施例1と同様にしてスライバーとした。得られたスライバーの重量は330ゲレン/6ヤードであった。次いで練条機でトータルドラフトを8倍に設定して延伸し、340ゲレン/6ヤードのスライバーを得た。次いで粗紡機で0.5T/2.54cmに加撚して7倍に延伸して250ゲレン/6ヤードの粗糸を得た。次いで精紡機でトータルドラフト20倍に延伸して加撚し、ポリフェニレンサルファイド繊維のみからなるより合わせ本数1本の紡績糸を得た。得られた紡績糸の物性を表1に示す。得られた紡績糸は単糸引っ張り強さが低く、伸び率も高く、熱水寸法変化率も大きなものであった。
【0116】
(製織・ヒートセット)
得られた紡績糸を経糸および緯糸として、20本/2.54cmの織密度でレピアルームを用いて平織りに織加工した。次いで200℃で2分間ヒートセットして、ポリフェニレンサルファイドのみからなる織物を得た。
【0117】
(フェルト加工)
得られた織物を基布とした。また、繊度2.2dtex、繊維長51mmのポリフェニレンサルファイド繊維を(東レ製トルコン(登録商標))をカード装置に通して300g/m2のウェブとした。ウェブを基材の両面に積層し、300本/cm2の密度でニードルパンチ加工して、フェルトを得た。得られたフェルトの物性を表2に示す。得られたフェルトはクリープ率が大きなものであった。
【0118】
[比較例7]
(二成分ガラス繊維)
実施例1と同様の二成分ガラス繊維を、混合後の原綿に対して50質量%用いた。
【0119】
(低伸度繊維)
実施例1と同様のガラス繊維を、混合後の原綿に対して50質量%用いた。
【0120】
(紡績)
上記2種の繊維を、実施例1と同様の方法で開繊機、混打綿機、梳綿機に通じたところ、梳綿機から排出される繊維塊は極めて不均一なものであった。特に梳綿機の中にガラスが滞留し、シリンダーへの巻きつきも発生した。得られた繊維塊を適宜手でスライバーとすると、その重量は200ゲレン/6ヤードであった。次いで練条機でトータルドラフトを6倍に設定して延伸を試みたが、繊維の巻き付きが多量に発生し、加工することができなかった。
【0121】
【表1】

【0122】
【表2】
【0123】
表1の結果から明らかなように、高い単糸引っ張り強さと低い伸び率、低い熱水寸法変化率を兼備し、さらに安定して紡績糸に加工できるのは実施例の紡績糸のみである。この結果からも本発明の紡績糸が高温でも高い寸法安定性を示すことは明らかである。
【産業上の利用可能性】
【0124】
本発明は、高温の集塵装置に使用されるバグフィルター用フェルトの基布に好ましく適用できる。また、高温で寸法安定性の要求されるロープなどにも応用することができる。その応用範囲は、これらに限られるものではない。
【図面の簡単な説明】
【0125】
【図1】図1は、バグフィルター用フェルトのクリープ試験方法を説明するための概略側面図である。
【符号の説明】
【0126】
1 サンプル
2 つかみ治具
3 荷重
4 支え棒
5 マーキング例
【技術分野】
【0001】
本発明は、紡績糸、織物およびフェルト、ならびに紡績糸および織物の製造方法に関する。特に、バグフィルター等のフィルター用途に好適なものに関する。
【背景技術】
【0002】
耐熱性が求められるフェルトフィルター材の基布として、例えば特許文献1には、ポリテトラフルオロエチレン(PTFE)繊維等の有機繊維とガラス繊維等の無機繊維との撚り糸から成るものが開示されている。有機繊維を主として用いた場合には高温下での使用において寸法安定性に劣り、また、無機繊維を100%用いた場合には、フェルト製造のニードルパンチにおいて、有棘針のバーブ部分による剛直な無機繊維の損傷が多く発生するという問題点がそれぞれあったため、両者の組み合わせによりそれぞれの問題点を解消することを意図したものである。しかしながら、この技術でもニードルパンチによる無機繊維の損傷を十分に解消することはできず、結果的に得られるニードルパンチフェルトの寸法安定性も不十分なものであった。また、長繊維同士の撚り糸は、織物のフラット性が得にくいという問題もある。また、当該文献には、有機繊維の短繊維とガラス繊維などの無機繊維の短繊維とから構成される紡績糸については何ら示唆されていない。一般に、無機繊維、ことにガラス繊維は極めて剛直な繊維であり、カード工程などで繊維が折れやすいため、紡績加工が極めて難しいためである。
【0003】
高温での使用を想定した紡績糸としては、例えば特許文献2には、PTFE系短繊維と全芳香族ポリアミド系繊維やポリスルフィド繊維などの熱硬化性合成繊維との混合紡績糸が開示されている。当該技術は、PTFE系繊維の優れた性能を紡績糸の形で発揮させるために、PTFE系繊維を他の繊維からなる紡績糸の中に第3成分的に添加することを意図したものである。しかしながら、当該技術においては、PTFE系繊維は他の繊維からなる紡績糸の中に第3成分的に添加するために細い繊度のものを用いる必要があり、そのためPTFE系繊維の繊維強力が低下し、紡績工程、特に粗紡工程、精紡工程における延伸時の工程安定性を満足するものではなかった。さらにまた、PTFE系繊維は極めて易滑性に優れる繊維であり、けん縮もかかりにくい繊維であるために、紡績工程、特に梳綿機によってスライバーとする工程におけるスライバーの一体性や練条機による延伸工程における工程安定性についても十分なものではなかった。また、当該文献には、ガラス繊維、炭素繊維、金属繊維などの低伸度繊維の採用については何ら記載されていない。いずれの繊維も剛直であり、カード工程などで繊維が折れやすく、紡績加工が極めて難しいことが知られている。
【0004】
尚、特許文献3には、二成分ガラス繊維及び非けん縮繊維を含む、カード可能な混合物が開示されている。この技術は、けん縮を有する二成分ガラス繊維と非けん縮繊維とを混合することで、二成分ガラス繊維の高い弾性を抑え、カード可能とするものである。しかし当該文献には、二成分ガラス繊維を含む混合物を紡績糸にすることは何ら示唆されていない。
【特許文献1】特開平9−225227号公報
【特許文献2】特許第2838206号公報
【特許文献3】特表2002−505384号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、かかる従来技術の背景に鑑み、耐熱性に優れ、さらには基布とした際ニードルパンチによる損傷を改善した紡績糸および織物を提供することを目的とする。またひいては、寸法安定性に優れた織物を提供することを目的とする。
【課題を解決するための手段】
【0006】
すなわち本発明は、低伸度繊維と、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維と、4個/2.54cm以上のけん縮を有する二成分ガラス繊維の短繊維とを含んでなることを特徴とする紡績糸である。
【0007】
また本発明は、本発明の紡績糸から構成されてなることを特徴とする織物である。
【0008】
また本発明は、本発明の織物を含んでなることを特徴とするフェルトである。
【0009】
また本発明は、本発明のフェルトを有してなることを特徴とするバグフィルターである。
【0010】
また本発明は、低伸度繊維の短繊維と、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維の短繊維と、4個/2.54cm以上のけん縮を有する二成分ガラス繊維の短繊維とを均一に混合し、梳綿機によってスライバーとし、練条機で延伸し、粗紡、精紡する工程を経ることを特徴とする紡績糸の製造方法である。
【0011】
また本発明は、本発明の紡績糸を経糸または緯糸の少なくとも一方に含めて織物に製織した後に、200〜300℃の温度で0.5〜8分ヒートセットする工程を経ることを特徴とする織物の製造方法である。
【発明の効果】
【0012】
本発明によれば、二成分ガラスの短繊維を用いることで、紡績工程における低伸度繊維の折損を抑制し、さらにスライバーとしたときの繊維同士の絡合性を向上することから、安定して紡績加工が可能となり、優れた熱寸法安定性を備えた紡績糸を得ることができる。さらにまた、二成分ガラスの短繊維、低伸度繊維の短繊維とフッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維の短繊維とから構成される紡績糸は、表面に短繊維の毛羽が多く存在することから、フェルトの基材として用いると、フェルトを構成する短繊維の集合体と基材とがより緊密に絡合することから、優れた寸法安定性と優れた捕集性能、さらには優れた耐薬品性を有するフェルトを提供することができる。
【発明を実施するための最良の形態】
【0013】
本発明の紡績糸は、低伸度繊維を含んでなる。
【0014】
低伸度繊維としては例えば、ガラス繊維、炭素繊維、金属繊維等が挙げられる。すなわち、本発明の紡績糸は、低伸度繊維が、ガラス繊維、炭素繊維または金属繊維の少なくとも一つからなることが好ましい。
【0015】
ガラス繊維は、高い耐熱温度と優れた耐薬品性を兼備した繊維であり、さらには寸法安定性に極めて優れた繊維であることから好適に用いることができる。ガラス繊維の直径としては、5〜16μmが紡績加工工程における折損が少なく好ましい。
【0016】
炭素繊維は、260℃以上の高温下でも優れた強力を示し、また引っ張り弾性率が極めて高いことから、優れた寸法安定性を得ることができる点で好ましい。
【0017】
また金属繊維も、260℃以上の高温下でも優れた強力を示す点で好ましい。金属繊維を構成する金属としてより具体的には、ニッケル、銅、アルミニウム、ステンレス(SUS)等を挙げることができる。なかでもステンレスは、アルミニウムよりも水酸化カルシウム(消石灰)に対する耐腐食性に優れ、またニッケルや銅よりも耐酸性、特に耐硝酸性に優れる点で好ましい。
【0018】
低伸度繊維の引っ張り強度としては、2〜40cN/dtexが好ましく、より好ましくは3〜20cN/dtexである。40cN/dtex以下とすることで、練条工程や粗紡、精紡工程において延伸を十分に施すことができ、引き揃え不良による欠点の発生を防ぐことができる。一方、2cN/dtex以上とすることで、紡績糸としての引っ張り強度を維持することができる。
【0019】
低伸度繊維の伸度としては0.5〜4.5%が好ましく、より好ましくは3.0〜4.0%である。0.5%以上とすることで、紡績工程、特に精紡工程において所望の延伸倍率を達成することができる。また、4.5%以下とすることで、紡績糸としての寸法安定性を向上させることができる。
【0020】
また低伸度繊維の形態としては、紡績糸の寸法安定性の点から、けん縮を有さないものであることが好ましい。
【0021】
また低伸度繊維は、長さが45〜80mmの範囲内にある短繊維であることが好ましい。当該長さ範囲内の短繊維とすることにより、紡績糸として毛羽を生じ、フェルトの基布としてニードルパンチ処理を施す際にも、ニードル針の擦過による劣化を抑えることができる。尚、ニードル針の擦過が極端な場合には、部分的に低伸度繊維のうねりが発生し、基布の平滑性が損なわれ、フェルトとしての寸法安定性も損なうため好ましくない。
【0022】
本発明の紡績糸に対する低伸度繊維の含有量としては、20〜60質量%が好ましく、より好ましくは35〜50質量%である。20質量%以上とすることで、紡績糸としての強度も得られ、また寸法安定性を発現できる。また、60質量%以下とすることで、紡績加工における低伸度繊維の折損、梳綿機における落綿、精紡工程における繊維の脱落や巻き付きを抑えることができる。
【0023】
また本発明の紡績糸は、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維を含んでなる。ここで、「および/または」とは、フッ素樹脂系繊維とポリフェニレンサルファイド繊維のいずれか一方のみを含んでいてもよいし、フッ素樹脂系繊維とポリフェニレンサルファイド繊維の両方を含んでいてもよいことを意味する。これらの繊維により、優れた耐薬品性を付与することができる。
【0024】
本発明において、フッ素樹脂系繊維とは、重合体の繰り返し構造単位の90%以上が、主鎖または側鎖にフッ素原子を1個以上含むモノマーで構成された繊維をいう。本発明で採用するフッ素樹脂系繊維は、フッ素原子数の多いモノマーで構成された繊維ほど好ましい。例えば、4フッ化エチレン−6フッ化プロピレン共重合体(FEP)、4フッ化エチレン−パーフロロアルコキシエチレン共重合体(PFA)または4フッ化エチレン−オレフィン共重合体(ETFE)などからなる繊維を好ましく使用することができる。また、耐熱性や耐薬品性の点から、ポリテトラフルオロエチレン(PTFE)繊維がより好適である。
【0025】
フッ素樹脂系繊維は一般の合成繊維の中でも低い摩擦係数を有する。二成分ガラス繊維の短繊維と低伸度繊維とを混合したものだけで紡績しようとしても、寸法安定性の面から低伸度繊維にはけん縮を有さないものが好適に使用されるため、紡績工程における延伸過程で低伸度繊維が引き伸ばされないために障害となり、十分に延伸できないという問題が発生しうるが、摩擦係数の低いフッ素樹脂系繊維を含んでいることで、低伸度繊維が適度に滑りを発生し、安定して練条工程、粗紡、精紡工程の延伸を実施することができる効果を発現する。
【0026】
また本発明において、ポリフェニレンサルファイド繊維とは、その構成単位の90%以上が−(C6H4−S)−で表されるフェニレンサルファイド構造単位を含有する重合体からなる繊維である。
【0027】
フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維としては、6個/2.54cm以上のけん縮を有するものが好ましい。6個/2.54cm以上のけん縮を有することにより、梳綿機によってスライバーとする工程における梳綿機での落綿を防ぎ、またスライバーを形成する繊維同士の絡合を得ることによりスライバーを安定してケンスに巻き落とすことができる。
【0028】
また、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維は、45〜80mmの範囲内にある短繊維であることが好ましい。当該長さ範囲内の短繊維とすることにより、紡績糸として毛羽を生じ、フェルトの基布としてニードルパンチ処理を施す際にも、ニードル針の擦過による損傷を抑えることができる。また、紡績糸表面に現れる短繊維の毛羽により、フェルトの基布とした場合にウェブと絡合を強固なものとすることができる。
【0029】
本発明の紡績糸に対するフッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維の含有量としては、20〜79質量%が好ましく、より好ましくは40〜61質量%である。20質量%以上とすることで、耐薬品性特性を発揮できる。また、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維を79質量%より多く含むような場合には、紡績糸としたときに寸法安定性が十分に発揮されないので好ましくない。
【0030】
また本発明の紡績糸は、4個/2.54cm以上のけん縮を有する二成分ガラス繊維を含んでなる。二成分ガラス繊維は、異なった熱膨張係数を有する二つ以上のガラス組成物からなるガラス繊維である。組成の異なるガラス同士が、複合形態として例えば貼り合わせ構造(いわゆるバイメタル構造)や偏心芯鞘構造をとることにより、けん縮を発現する。そして当該けん縮による二成分ガラス繊維の弾性により、紡績工程において、低伸度繊維の折損を抑制し、さらにスライバーとしたときの繊維同士の絡合性を向上することから、安定して紡績加工が可能となる。
【0031】
繊維同士の絡合性を十分得るためには、二成分ガラス繊維のけん縮数として好ましくは7個/2.54cm以上である。また、けん縮数が多すぎると梳綿機によってスライバーとする工程の通過性が悪くなるため、30個/2.54cm未満であることが好ましい。
【0032】
けん縮を有する二成分ガラス繊維としては、Owens−Corning Fiberglas,IncよりMIRAFLEXの商標で販売されているものが例示される。
【0033】
低伸度繊維と、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維と、二成分ガラス繊維の短繊維とは、いずれも同じ長さの短繊維を用いることが、より均一な紡績糸を得ることができるので好ましい。かかる観点から、二成分ガラス繊維の繊維長も、低伸度繊維やフッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維と同様、40〜80mmの範囲内であることが好ましい。通常、紡績加工機の制限から、繊維長が70mmを境にして異なる紡績加工機を選択する必要が生じるので、好ましい短繊維の長さとしては、45〜60mm、あるいは70〜80mmで統一するのが好ましい。
【0034】
本発明の紡績糸に対する、けん縮を有する二成分ガラス繊維の短繊維の含有量としては、1〜20質量%が好ましく、より好ましくは4〜10質量%である。1質量%以上とすることにより、低伸度繊維の折損を抑制することができる。また、20質量%以下とすることにより、二成分ガラス繊維の弾性が過剰に発揮されて梳綿機における工程通過性が悪化するのを防ぐことができる。
【0035】
ここでウェブとは、フッ素樹脂系繊維やポリフェニレンサルファイド繊維の短繊維を例えば梳綿機(カードマシン)によって一定方向に配向させてなる短繊維の集合体である。
【0036】
次に、本発明の紡績糸の製造方法は、低伸度繊維の短繊維と、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維の短繊維と、4個/2.54cm以上のけん縮を有する二成分ガラス繊維の短繊維とを均一に混合し、梳綿機によってスライバーとし、練条機で延伸し、粗紡、精紡する工程を経ることを特徴とする。
【0037】
低伸度繊維の短繊維と、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維の短繊維と、けん縮を有する二成分ガラス繊維の短繊維とを均一に混合するには、例えば開繊装置を用いるとよく、均一な混合ができれば特に限定されるものではない。
【0038】
また、必要に応じて混合の後に混打綿してもよい。
【0039】
次いで梳綿機によってスライバーとする。具体的には、梳綿機によって繊維を一定方向に配向させて、連続的にスライバー状態に加工する。スライバーはケンスと呼ばれる容器に収容する。
【0040】
次いで、練条機で延伸する。具体的には、複数のケンスからスライバーを立ち上げてまとめ合わせ、練条機にて6〜9倍の倍率で延伸して繊維を引き揃える。練条工程における延伸倍率としては、トータルドラフトで6〜9倍が好ましい。6倍以上とすることで、繊維を均一に引き揃えることができ、その後の粗紡、精紡工程における工程通過性を良好なものとすることができる。また9倍以下とすることで、低伸度繊維が過度に折損するのを抑えることができる。
【0041】
次いで、粗紡する。粗紡工程においては、加撚して延伸する。粗紡における加撚数としては、0.3〜0.6T/2.54cmが好ましい。この範囲内で撚りを加えることにより、もっぱら直線状の繊維形状である低伸度繊維を含んでいても、粗紡糸をより一体化させることができる。
【0042】
次いで、精紡する。精紡工程においては、粗紡糸を延伸して引き揃えて加撚する。精紡工程の延伸のトータルドラフトとしては、12〜22倍が好ましい。12倍以上とすることで、二成分ガラス繊維やフッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維のけん縮構造を伸ばし、紡績糸としたときの寸法安定性を高く得ることができる。また、22倍以下とすることで、低伸度繊維の折損、二成分ガラス繊維やフッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維の脱落を少なく抑え、均一な物性の紡績糸を得ることができる。
【0043】
本発明の紡績糸は、織加工して好適に用いることができる。すなわち本発明の耐熱性織物は、本発明の紡績糸を含んでなることを特徴とする。
【0044】
本発明の織物の織密度としては、15〜25番手の紡績糸を用いる場合は20〜30本/2.54cmが、後述する通気性を得る上で好ましい。
【0045】
また織組織としては、平織りが好適に用いられるが、糸同士の拘束力を増して引っ張り強度を向上するために綾織り、摸抄織りなどとしてもよい。
【0046】
また織物の引っ張り強度としては、フェルトの基布として用いる場合、500N/5cm以上とすることが好ましい。
【0047】
また本発明の織物は、フィルター用フェルトの基材として用いる場合、通気量が80cc/cm2・sec以上であるものが好ましい。通気量が80cc/cm2・sec未満の織物を用いて得られるフィルター用フェルトはフェルトの通気量が低くなり、フィルターとしての圧力損失が大幅に低下するために好ましくない。
【0048】
本発明の織物の製造方法は、本発明の紡績糸を経糸または緯糸の少なくとも一方に含めて織物に製織した後に、200〜300℃の範囲内の温度で0.5〜8分の範囲内でヒートセットする工程を経ることを特徴とする。
【0049】
織物を製織するための織機としては、レピアルーム、ウォータージェットルーム、エアジェットルームなどが用いられ、引張強度や破裂強度といった機械的特性に優れた平織物を効率良く製織できるという点では、ウォータージェットルームが好ましい。
【0050】
ウォータージェットルームを用いて前述のような通気性を有する目空き織物を製織する場合、織り組織が崩れることを防ぐために、織機上にヒーターを取り付け、製織後、生機を該ヒーターで乾燥し巻き取ることが好ましい。これにより織物の紙管への巻き返し回数が少なくでき、織り組織の崩れを抑えることができる。
【0051】
また、織物の物性、特に寸法安定性を十分発揮させるためには、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維に熱を加えて熱固定することが好適である。熱固定の温度はフッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維のガラス転移温度以上、かつ、融点以下が好ましく、フッ素樹脂系繊維、中でもポリテトラフルオロエチレン繊維を用いる場合には240〜300℃の範囲内が好ましく、ポリフェニレンサルファイド繊維を用いる場合には200〜270℃の範囲内が好ましい。ヒートセットする時間は0.5〜8分の範囲内が好ましい。0.5分以上とすることで、上述の熱固定の実効を得ることができる。また、8分以下とすることで、生産効率を維持できる。
【0052】
本発明の織物は、フェルトの基材用途に好適である。すなわち本発明のフェルトは、本発明の織物を含んでなる。
【0053】
フィルター用フェルトは、織物の上面と下面とに短繊維のウェブを積層し、しかる後にニードルパンチなどの絡合手段により厚み方向に一体化して得ることができる。また必要に応じて、カレンダー処理をして密度を調整したり、ヒートセットをして物性を熱固定したり、表面に微多孔膜をラミネートして捕集効率と平滑性を向上させるなどしてもよい。
【0054】
本発明のフェルトは、フィルター用、とりわけバグフィルター用に好適に用いられる。バグフィルター用のフェルトは高温における寸法安定性や耐薬品性、高い捕集性能と、さらには集塵した煤塵を払い落とす高圧パルスに対する耐衝撃特性が要求される。本発明の紡績糸を用いてなるバグフィルターは、低伸度繊維を用いることによる優れた寸法安定性を有し、二成分ガラス繊維の短繊維による絡合が十分に得られていることによる優れた耐衝撃特性を備え、さらには、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維を用いることによる優れた耐薬品性を備えているものである。すなわち本発明のバグフィルターは、本発明のフェルトを有してなることを特徴とするものである。
【実施例】
【0055】
以下、実施例により本発明の紡績糸についてさらに詳細に説明するが、本発明はこれらに限定されるものではない。
【0056】
[測定方法]
(1)けん縮数
JIS L 1015:1999 8.12.1に記載の方法により測定した。
試料は、捲縮が損なわれていない数個の部分から20本採取した。
表面が滑らかで光沢のある紙片に空間距離25mmの区分線を作り、試料を1本ずつ、空間距離に対して25±5%の緩みをもたせて、両端を接着剤ではり付け固着させた。この試料を1本ずつ、けん縮試験機のつかみに取り付け、紙片を切断した後、試料に初荷重(0.18mN×表示テックス数)をかけたときの、つかみ間の距離(空間距離)(mm)を読み、そのときのけん縮数を数え、20回の平均値を算出した。
【0057】
(2)番手(標準状態の見掛番手)
JIS L 1095:1999 9.4.2に記載の方法に準拠して、見掛けの綿番手を測定した。
糸長は109.728mとし、試料の糸長(m)と質量(g)とから、次の式によって綿番手を求め、25個の試料の平均値を算出した。
S1=(453.59×L×n)/(W×768.1)
ここに、S1:綿番手
L:糸長(m)
W:試料の質量(g)
n:より合せ本数。
【0058】
(3)より数
JIS L 1095:1999 9.15.1 A法に記載の方法でより数を測定した。
検ねん機を用いて、試験長50cmで試料のつかみ方向に初荷重を加え、単繊維が平行になるまで解ねんし、より数を測定した。試料数は30とし、その平均値で表した。
【0059】
(4)単糸引っ張り強さ・伸び率
JIS L 1095:1999 9.5に記載の方法で測定した。つかみ間隔20cm、引張速度10cm/分の定速伸長形にて測定した。試料数は60とし、その平均値で表した。
【0060】
(5)熱水寸法変化率
JIS L 1095:1999 9.24.1 A法(定巻回数法)により測定した。枠周1.372mの繰返機を用い、巻き回数80回のかせを採取した。採取したかせの一端を支え、その下端に規定荷重を加え、かせの内側の長さ(mm)を測った。次に規定荷重を除き、かせ乱れや糸の収縮が妨げられないようにして沸騰水中に20分間浸せきした後、常温水で冷却した。冷却したかせを十分脱水した後、再び規定荷重を加え、かせの内側の長さ(mm)を測り、次の式によって熱水寸法変化率(%)を求めた。試料数は10とし、その平均値で表した。
Sp(%)=[(L’−L)/L]×100
ここに、Sp:熱水寸法変化率
L:浸せき前の長さ(mm)
L’:脱水後の長さ(mm)。
【0061】
(6)目付
JIS L 1913:1998 6.2に記載の方法で目付(単位面積当たりの質量)を測定した。
試料から300mm×300mmの試験片を、鋼製定規とはさみとを用いて3枚採取した。標準状態における試験片の質量を測定して、単位面積当たりの質量を次の式によって求め、平均値を算出した。
ms=m/S
ここに、ms:単位面積当たりの質量(g/m2)
m:試験片の質量(g)
S:試験片の面積(m2)。
【0062】
(7)厚み
JIS L 1913:1998 6.1.2 A法により測定した。
試料から100mm×100mmの試験片を10枚採取した。
厚さ測定器(前田精機製作所社製の圧縮弾性試験機)の上側円形水平板に0.5kPaの圧力をかけ、0点を調整した。
厚さ測定器を用いて、標準状態で試験片に0.5kPaの圧力を10秒間かけて、厚さを測定し、試験片10枚の平均値を求めた。
【0063】
(8)クリープ試験
図1は、フェルトのクリープ試験方法を説明するための概略側面図である。図1において、フェルトを30cm長さ×5cm長さのサンプル1に切り出し、上部と下部とをつかみ治具2で把持した。つかみ間隔は26cmとし、長さ方向の間隔が20cmとなるよう2箇所にマーキングをした。
【0064】
サンプル1の下部には1kgの荷重3を吊るし、230℃の温度に設定した高温乾燥機(TABAI ESPEC CORP社製、高温乾燥機STPH−200)に投入して1時間放置して熱処理を施した。当該熱処理後のマーキングの間隔(Z)を測定し、次式によってクリープ率を求めた。
クリープ率(%)=(Z−20)/20×100 。
【0065】
[実施例1]
(二成分ガラス繊維)
けん縮数が4.5個/2.54cm、繊維長が50mmのガラス繊維(Owens−Corning Fiberglas,Inc製MIRAFLEX(登録商標))を、混合後の原綿に対して6質量%用いた。
【0066】
(低伸度繊維)
繊維径が6μm、強度が2.7cN、破断伸度3.5%、繊維長が50mmのけん縮を有さないガラス繊維を、混合後の原綿に対して40質量%用いた。
【0067】
(フッ素樹脂系繊維)
繊度7.4dtex、破断伸度35%、繊維長50mmのポリテトラフルオロエチレン繊維(TORAY Fluorofibers(America)社製のテフロン(デュポン社の登録商標))を、混合後の原綿に対して54質量%用いた。
【0068】
(紡績)
上記3種の繊維を開繊機によって混合し、次いで混打綿機によって更に混合し、次いで梳綿機に通じてスライバーとした。得られたスライバーの重量は、360ゲレン/6ヤード(1ゲレン=1/7000ポンド)であった。次いで練条機でトータルドラフトを8倍に設定して延伸し、340ゲレン/6ヤードのスライバーとした。次いで粗紡機で0.4T/2.54cmに加撚して6倍に延伸し、260ゲレン/6ヤードの粗糸を得た。次いで精紡機でトータルドラフト18倍に延伸して加撚し、より合わせ本数1本の耐熱性紡績糸を得た。得られた耐熱性紡績糸の物性を表1に示す。
【0069】
(製織・ヒートセット)
得られた耐熱性紡績糸を経糸および緯糸として、18本/2.54cmの織密度でウォータージェットルームを用いて平織りに織加工した。次いで240℃で3分間ヒートセットして、耐熱性織物を得た。
【0070】
(フェルト加工)
得られた織物を基布とした。また、繊度3.3dtex、繊維長74mmのポリテトラフルオロエチレン繊維(東レ製トヨフロン(登録商標))をカード装置に通して300g/m2のウェブとした。ウェブを基布の両面に積層し、400本/cm2の密度でニードルパンチ加工して、バグフィルター用フェルトを得た。得られたバグフィルター用フェルトの物性を表2に示す。
【0071】
[実施例2]
(二成分ガラス繊維)
実施例1と同様の二成分ガラス繊維の短繊維を、混合後の原綿に対して10質量%用いた。
【0072】
(低伸度繊維)
実施例1と同様の低伸度繊維を、混合後の原綿に対して50質量%用いた。
【0073】
(フッ素樹脂系繊維)
実施例1と同様のフッ素樹脂系繊維を、混合後の原綿に対して40質量%用いた。
【0074】
(紡績)
上記3種の繊維を、実施例1と同様にしてスライバーとした。得られたスライバーの重量は340ゲレン/6ヤードであった。次いで練条機でトータルドラフトを6倍に設定して延伸し、330ゲレン/6ヤードのスライバーとした。次いで粗紡機で0.3T/2.54cmに加撚して6倍に延伸し、250ゲレン/6ヤードの粗糸を得た。次いで精紡機でトータルドラフト20倍に延伸して加撚し、より合わせ本数1本の耐熱性紡績糸を得た。得られた耐熱性紡績糸の物性を表1に示す。
【0075】
(製織・ヒートセット)
得られた耐熱性紡績糸を経糸および緯糸として、実施例1と同様にして製織およびヒートセットを行った。
【0076】
(フェルト加工)
得られた織物を基布とし、実施例1と同様にしてバグフィルター用フェルトを得た。得られたバグフィルター用フェルトの物性を表2に示す。
【0077】
[実施例3]
(二成分ガラス繊維)
実施例1と同様の二成分ガラス繊維の短繊維を、混合後の原綿に対して2質量%用いた。
【0078】
(低伸度繊維)
実施例1と同様の低伸度繊維を、混合後の原綿に対して50質量%用いた。
【0079】
(ポリフェニレンサルファイド繊維)
繊度2.2dtex、破断伸度45%、繊維長51mmのポリフェニレンサルファイド繊維(東レ製トルコン(登録商標))を、混合後の原綿に対して48質量%用いた。
【0080】
(紡績)
上記3種の繊維を、実施例1と同様にしてスライバーとした。得られたスライバーの重量は340ゲレン/6ヤードであった。次いで練条機でトータルドラフトを6倍に設定して延伸し、330ゲレン/6ヤードのスライバーとした。次いで粗紡機で0.5T/2.54cmに加撚して6倍に延伸し、240ゲレン/6ヤードの粗糸を得た。次いで精紡機でトータルドラフト18倍に延伸して加撚し、より合わせ本数1本の耐熱性紡績糸を得た。得られた耐熱性紡績糸の物性を表1に示す。
【0081】
(製織・ヒートセット)
得られた耐熱性紡績糸を経糸および緯糸として、15本/2.54cmの織密度でレピアルームを用いて平織りに織加工した。次いで200℃で2分間ヒートセットして、耐熱性織物を得た。
【0082】
(フェルト加工)
得られた織物を基布とした。また、繊度2.2dtex、繊維長51mmのポリフェニレンサルファイド繊維(東レ製トルコン(登録商標))をカード装置に通して300g/m2のウェブとした。ウェブを基布の両面に積層し、300本/cm2の密度でニードルパンチ加工して、バグフィルター用フェルトを得た。得られたバグフィルター用フェルトの物性を表2に示す。
【0083】
[実施例4]
(二成分ガラス繊維)
実施例1と同様の二成分ガラス繊維の短繊維を、混合後の原綿に対して10質量%用いた。
【0084】
(低伸度繊維)
実施例1と同様の低伸度繊維を、混合後の原綿に対して40質量%用いた。
【0085】
(フッ素樹脂系繊維)
実施例1と同様のフッ素樹脂系繊維を、混合後の原綿に対して25質量%用いた。
【0086】
(ポリフェニレンサルファイド繊維)
繊度2.2dtex、破断伸度45%、繊維長51mmのポリフェニレンサルファイド繊維(東レ製トルコン(登録商標))を、混合後の原綿に対して25質量%用いた。
【0087】
(紡績)
上記4種の繊維を、実施例1と同様にしてスライバーとした。得られたスライバーの重量は320ゲレン/6ヤードであった。次いで練条機でトータルドラフトを7倍に設定して延伸し、330ゲレン/6ヤードのスライバーとした。次いで粗紡機で0.5T/2.54cmに加撚して6倍に延伸し、240ゲレン/6ヤードの粗糸を得た。次いで精紡機でトータルドラフト18倍に延伸して加撚し、より合わせ本数1本の耐熱性紡績糸を得た。得られた耐熱性紡績糸の物性を表1に示す。
【0088】
(製織・ヒートセット)
得られた耐熱性紡績糸を経糸および緯糸として、16本/2.54cmの織密度でエアジェットルームを用いて平織りに織加工した。次いで200℃で3分間ヒートセットして、耐熱性織物を得た。
【0089】
(フェルト加工)
得られた織物を基布とした。また、繊度2.2dtex、繊維長51mmのポリフェニレンサルファイド繊維(東レ製トルコン(登録商標))をカード装置に通して300g/m2のウェブとした。ウェブを基材の両面に積層し、300本/cm2の密度でニードルパンチ加工して、バグフィルター用フェルトを得た。得られたバグフィルター用フェルトの物性を表2に示す。
【0090】
[比較例1]
(二成分ガラス繊維)
二成分ガラス繊維は、用いなかった。
【0091】
(低伸度繊維)
実施例1と同様のガラス繊維を、混合後の原綿に対して70質量%用いた。
【0092】
(フッ素樹脂系繊維)
実施例1と同様のフッ素樹脂系繊維を、混合後の原綿に対して30質量%用いた。
【0093】
(紡績)
上記2種の繊維を、実施例1と同様にしてスライバーとした。梳綿機におけるガラス繊維の落綿が若干見られたが、特に問題なくスライバーに加工できた。得られたスライバーの重量は290ゲレン/6ヤードであった。次いで練条機でトータルドラフトを8倍に設定して延伸しようとしたところ、繊維の巻き付きが発生したため、トータルドラフトを4倍に下げざるを得なかった。得られたスライバーは繊維の引き揃えが不十分なものであった。次いで粗紡機で0.3T/2.54cmに加撚して6倍に延伸して粗糸を得ようとしたが、ガラス繊維の折損が多数発生し、粗糸を安定して得ることができなかった。
【0094】
[比較例2]
(二成分ガラス繊維)
二成分ガラス繊維は、用いなかった。
【0095】
(低伸度繊維)
実施例1と同様のガラス繊維を、原綿に対して100質量%用いた。
【0096】
(フッ素樹脂系繊維/ポリフェニレンサルファイド繊維)
フッ素樹脂系繊維およびポリフェニレンサルファイド繊維のいずれも用いなかった。
【0097】
(紡績)
上記の繊維を、実施例1と同様にしてスライバーとすることを試みたが、梳綿機におけるガラス繊維の落綿が多く見られ、スライバーはまとまりがなく、安定してスライバーに加工できなかった。
【0098】
[比較例3]
(二成分ガラス繊維)
実施例1と同様の二成分ガラス繊維を、混合後の原綿に対して40質量%用いた。
【0099】
(低伸度繊維)
低伸度繊維は、用いなかった。
【0100】
(フッ素樹脂系繊維/ポリフェニレンサルファイド繊維)
実施例1と同様のフッ素樹脂系繊維を、混合後の原綿に対して50質量%、実施例3と同様のポリフェニレンサルファイド繊維を、混合後に原綿に対して10質量%用いた。
【0101】
(紡績)
上記の繊維を、実施例1と同様の方法で開繊機、混打綿機、梳綿機に通じたところ、梳綿機から排出される繊維塊は極めて不均一なものであった。特に梳綿機中の二成分ガラス繊維の滞留が多く、加工性が悪かった。得られた繊維塊を適宜手で支えながらスライバーとすると、その重量は280ゲレン/6ヤードであった。次いで練条機でトータルドラフトを4倍に設定して延伸を試みたが、不均一なスライバーしか得ることができなかった。
【0102】
[比較例4]
(二成分ガラス繊維)
実施例1と同様の二成分ガラス繊維を、混合後の原綿に対して10質量%用いた。
【0103】
(低伸度繊維)
低伸度繊維は、用いなかった。
【0104】
(フッ素樹脂系繊維)
実施例1と同様のフッ素樹脂系繊維を、混合後の原綿に対して90質量%用いた。
【0105】
(紡績)
上記の繊維を、実施例1と同様にしてスライバーとした。得られたスライバーの重量は400ゲレン/6ヤードであった。次いで練条機でトータルドラフトを6倍に設定して延伸を試みたが、繊維の滑りによりスライバーから繊維が脱落し、繊維の巻き付きが多く発生したため、トータルドラフトを3倍に下げた。その結果、380ゲレン/6ヤードのスライバーを得た。得られたスライバーは繊維の引き揃えが不十分なものであった。次いで粗紡機で0.3T/2.54cmに加撚して4倍に延伸して粗糸を得ようとしたが、繊維の脱落が更に発生し、安定して粗糸を得ることができなかった。
【0106】
[比較例5]
(二成分ガラス繊維)
二成分ガラス繊維は、用いなかった。
【0107】
(低伸度繊維)
実施例1と同様のガラス繊維を、混合後の原綿に対して20質量%用いた。
【0108】
(ポリフェニレンサルファイド繊維)
繊度2.2dtex、破断伸度45%、繊維長51mmのポリフェニレンサルファイド繊維(東レ製トルコン(登録商標))を、混合後の原綿に対して80質量%用いた。
【0109】
(紡績)
上記2種の繊維を、実施例1と同様にしてスライバーとした。得られたスライバーの重量は340ゲレン/6ヤードであった。次いで練条機でトータルドラフトを6倍に設定して延伸し、330ゲレン/6ヤードのスライバーを得た。次いで粗紡機で0.5T/2.54cmに加撚して6倍に延伸して250ゲレン/6ヤードの粗糸を得た。次いで精紡機でトータルドラフト16倍に延伸して加撚し、より合わせ本数1本の耐熱性紡績糸を得た。精紡ではガラス繊維の折損と脱落が若干見られた。得られた耐熱性紡績糸の物性を表1に示す。得られた耐熱性紡績糸は単糸引っ張り強さが低く、伸び率も高いものであった。
【0110】
(製織・ヒートセット)
得られた紡績糸を経糸および緯糸として、15本/2.54cmの織密度でレピアルームを用いて平織りに織加工した。次いで200℃で2分間ヒートセットして、織物を得た。
【0111】
(フェルト加工)
得られた織物を基布とした。また、繊度2.2dtex、繊維長51mmのポリフェニレンサルファイド繊維(東レ製トルコン(登録商標))をカード装置に通して300g/m2のウェブとした。ウェブを基布の両面に積層し、300本/cm2の密度でニードルパンチ加工して、フェルトを得た。得られたフェルトの物性を表2に示す。得られたフェルトはクリープ率が大きなものであった。
【0112】
[比較例6]
(二成分ガラス繊維)
二成分ガラス繊維は、用いなかった。
【0113】
(低伸度繊維)
低伸度繊維は、用いなかった。
【0114】
(ポリフェニレンサルファイド繊維)
繊度2.2dtex、破断伸度45%、繊維長51mmのポリフェニレンサルファイド繊維(東レ製トルコン(登録商標))を、原綿に対して100質量%用いた。
【0115】
(紡績)
上記の繊維を、実施例1と同様にしてスライバーとした。得られたスライバーの重量は330ゲレン/6ヤードであった。次いで練条機でトータルドラフトを8倍に設定して延伸し、340ゲレン/6ヤードのスライバーを得た。次いで粗紡機で0.5T/2.54cmに加撚して7倍に延伸して250ゲレン/6ヤードの粗糸を得た。次いで精紡機でトータルドラフト20倍に延伸して加撚し、ポリフェニレンサルファイド繊維のみからなるより合わせ本数1本の紡績糸を得た。得られた紡績糸の物性を表1に示す。得られた紡績糸は単糸引っ張り強さが低く、伸び率も高く、熱水寸法変化率も大きなものであった。
【0116】
(製織・ヒートセット)
得られた紡績糸を経糸および緯糸として、20本/2.54cmの織密度でレピアルームを用いて平織りに織加工した。次いで200℃で2分間ヒートセットして、ポリフェニレンサルファイドのみからなる織物を得た。
【0117】
(フェルト加工)
得られた織物を基布とした。また、繊度2.2dtex、繊維長51mmのポリフェニレンサルファイド繊維を(東レ製トルコン(登録商標))をカード装置に通して300g/m2のウェブとした。ウェブを基材の両面に積層し、300本/cm2の密度でニードルパンチ加工して、フェルトを得た。得られたフェルトの物性を表2に示す。得られたフェルトはクリープ率が大きなものであった。
【0118】
[比較例7]
(二成分ガラス繊維)
実施例1と同様の二成分ガラス繊維を、混合後の原綿に対して50質量%用いた。
【0119】
(低伸度繊維)
実施例1と同様のガラス繊維を、混合後の原綿に対して50質量%用いた。
【0120】
(紡績)
上記2種の繊維を、実施例1と同様の方法で開繊機、混打綿機、梳綿機に通じたところ、梳綿機から排出される繊維塊は極めて不均一なものであった。特に梳綿機の中にガラスが滞留し、シリンダーへの巻きつきも発生した。得られた繊維塊を適宜手でスライバーとすると、その重量は200ゲレン/6ヤードであった。次いで練条機でトータルドラフトを6倍に設定して延伸を試みたが、繊維の巻き付きが多量に発生し、加工することができなかった。
【0121】
【表1】
【0122】
【表2】
【0123】
表1の結果から明らかなように、高い単糸引っ張り強さと低い伸び率、低い熱水寸法変化率を兼備し、さらに安定して紡績糸に加工できるのは実施例の紡績糸のみである。この結果からも本発明の紡績糸が高温でも高い寸法安定性を示すことは明らかである。
【産業上の利用可能性】
【0124】
本発明は、高温の集塵装置に使用されるバグフィルター用フェルトの基布に好ましく適用できる。また、高温で寸法安定性の要求されるロープなどにも応用することができる。その応用範囲は、これらに限られるものではない。
【図面の簡単な説明】
【0125】
【図1】図1は、バグフィルター用フェルトのクリープ試験方法を説明するための概略側面図である。
【符号の説明】
【0126】
1 サンプル
2 つかみ治具
3 荷重
4 支え棒
5 マーキング例
【特許請求の範囲】
【請求項1】
低伸度繊維と、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維と、4個/2.54cm以上のけん縮を有する二成分ガラス繊維の短繊維とを含んでなることを特徴とする紡績糸。
【請求項2】
低伸度繊維が、ガラス繊維、炭素繊維または金属繊維の少なくとも一つからなる、請求項1記載の紡績糸。
【請求項3】
低伸度繊維が、0.5〜4.5%の破断伸度を有し、2〜40cN/dtexの引っ張り強度、長さが45〜80mmの範囲内にある短繊維である、請求項1または2記載の紡績糸。
【請求項4】
低伸度繊維の含有量が20〜60質量%である、請求項1〜3のいずれか記載の紡績糸。
【請求項5】
フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維が、6個/2.54cm以上のけん縮を有する、請求項1〜4のいずれか記載の紡績糸。
【請求項6】
フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維が、長さが45〜80mmの範囲内にある短繊維である、請求項1〜5のいずれか記載の紡績糸。
【請求項7】
フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維の含有量が20〜79質量%である、請求項1〜6のいずれか記載の紡績糸。
【請求項8】
二成分ガラス繊維の短繊維の含有量が1〜20質量%である、請求項1〜7のいずれか記載の紡績糸。
【請求項9】
請求項1〜6のいずれか記載の紡績糸から構成されてなることを特徴とする織物。
【請求項10】
織物がフェルトの基材用である、請求項9記載の織物。
【請求項11】
請求項9または10記載の織物を含んでなることを特徴とするフェルト。
【請求項12】
フィルター用である請求項11記載のフェルト。
【請求項13】
請求項11または12記載のフェルトを有してなることを特徴とするバグフィルター。
【請求項14】
低伸度繊維の短繊維を20〜60質量%と、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維の短繊維を20〜79質量%と、4個/2.54cm以上のけん縮を有する二成分ガラス繊維の短繊維を1〜20質量%とを均一に混合し、梳綿機によってスライバーとし、練条機で延伸し、粗紡、精紡する工程を経ることを特徴とする紡績糸の製造方法。
【請求項15】
練条機による延伸のトータルドラフトが6〜9倍である、請求項14記載の紡績糸の製造方法。
【請求項16】
粗紡における加撚数が0.3〜0.6T/2.54cmである、請求項14または15記載の紡績糸の製造方法。
【請求項17】
精紡における延伸のトータルドラフトが12〜22倍である、請求項14〜16のいずれか記載の紡績糸の製造方法。
【請求項18】
請求項1〜6のいずれか記載の紡績糸を経糸または緯糸の少なくとも一方に含めて織物に製織した後に、200〜300℃の温度で0.5〜8分ヒートセットする工程を経ることを特徴とする織物の製造方法。
【請求項1】
低伸度繊維と、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維と、4個/2.54cm以上のけん縮を有する二成分ガラス繊維の短繊維とを含んでなることを特徴とする紡績糸。
【請求項2】
低伸度繊維が、ガラス繊維、炭素繊維または金属繊維の少なくとも一つからなる、請求項1記載の紡績糸。
【請求項3】
低伸度繊維が、0.5〜4.5%の破断伸度を有し、2〜40cN/dtexの引っ張り強度、長さが45〜80mmの範囲内にある短繊維である、請求項1または2記載の紡績糸。
【請求項4】
低伸度繊維の含有量が20〜60質量%である、請求項1〜3のいずれか記載の紡績糸。
【請求項5】
フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維が、6個/2.54cm以上のけん縮を有する、請求項1〜4のいずれか記載の紡績糸。
【請求項6】
フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維が、長さが45〜80mmの範囲内にある短繊維である、請求項1〜5のいずれか記載の紡績糸。
【請求項7】
フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維の含有量が20〜79質量%である、請求項1〜6のいずれか記載の紡績糸。
【請求項8】
二成分ガラス繊維の短繊維の含有量が1〜20質量%である、請求項1〜7のいずれか記載の紡績糸。
【請求項9】
請求項1〜6のいずれか記載の紡績糸から構成されてなることを特徴とする織物。
【請求項10】
織物がフェルトの基材用である、請求項9記載の織物。
【請求項11】
請求項9または10記載の織物を含んでなることを特徴とするフェルト。
【請求項12】
フィルター用である請求項11記載のフェルト。
【請求項13】
請求項11または12記載のフェルトを有してなることを特徴とするバグフィルター。
【請求項14】
低伸度繊維の短繊維を20〜60質量%と、フッ素樹脂系繊維および/またはポリフェニレンサルファイド繊維の短繊維を20〜79質量%と、4個/2.54cm以上のけん縮を有する二成分ガラス繊維の短繊維を1〜20質量%とを均一に混合し、梳綿機によってスライバーとし、練条機で延伸し、粗紡、精紡する工程を経ることを特徴とする紡績糸の製造方法。
【請求項15】
練条機による延伸のトータルドラフトが6〜9倍である、請求項14記載の紡績糸の製造方法。
【請求項16】
粗紡における加撚数が0.3〜0.6T/2.54cmである、請求項14または15記載の紡績糸の製造方法。
【請求項17】
精紡における延伸のトータルドラフトが12〜22倍である、請求項14〜16のいずれか記載の紡績糸の製造方法。
【請求項18】
請求項1〜6のいずれか記載の紡績糸を経糸または緯糸の少なくとも一方に含めて織物に製織した後に、200〜300℃の温度で0.5〜8分ヒートセットする工程を経ることを特徴とする織物の製造方法。
【図1】

【公開番号】特開2007−277796(P2007−277796A)
【公開日】平成19年10月25日(2007.10.25)
【国際特許分類】
【出願番号】特願2007−68227(P2007−68227)
【出願日】平成19年3月16日(2007.3.16)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成19年10月25日(2007.10.25)
【国際特許分類】
【出願日】平成19年3月16日(2007.3.16)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]