
紡績糸を製造する装置
本発明は繊維(2)の複合積み重ね体から紡績糸(4)を製造するための装置に関し、それは一対の送出ローラー(5,6)及び組み合わされたエアノズルを含む。エアノズルは繊維運搬通路を含み、この通路は本質的に平坦な偏向縁(23)を持つ繊維案内表面(17)を含む。前記案内表面は送出ローラー対のニップラインに本質的に平行な態様で延び、糸送出通路(14)の入口開口の領域内の出口開口の下流の渦室内の撚り停止具として作用する繊維送出縁(16)で終わる。前記案内表面は繊維運搬通路(9)の横方向境界壁(24,25)の効果のためだんだんとより小さくなる。その幅は繊維送出縁から上流に配置された偏向縁でその最小となる。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は送出ローラー対からエアジェット集合体に送出されたステープル繊維ストランドから紡績糸を製造する装置であって、それが送出ローラー対の下流に配置された繊維輸送通路を含み、前記繊維輸送通路が入口開口と出口開口を持ち、かつ偏向縁を備えた繊維案内表面を含み、前記繊維案内表面が本質的に平坦にかつ本質的に送出ローラー対のニップラインに対して平行に延び、この繊維案内表面が糸引き出し通路の入口開口の領域内で出口開口の下流の渦室内で撚り防止具としての役目をする繊維送出縁で終わる装置に関する。
【背景技術】
【0002】
この形式の装置は国際特許出願02/24993で従来技術である。この装置では、ドラフト装置または他のドラフト集合体から来るステープル繊維ストランドは繊維輸送通路を通して糸引き出し通路の入口開口に案内され、それによりまずステープル繊維ストランド内に保持された繊維の前方端が糸引き出し通路中に案内され、一方で後方自由繊維端は広げられ、渦流により捕らえられ、糸引き出し通路の入口開口内に既に位置した拘束された前方端周りに巻かれ、それにより殆ど真の撚りを持つ糸が生成される。繊維の“前方”及び“後方”端という字句はこの文脈ではステープル繊維ストランドの輸送方向に関する。
【0003】
ドラフト及び紡績速度が高いほど、送出ローラー対からエアジェット集合体へ輸送されるステープル繊維ストランドはより幅広となる。しかし、ステープル繊維ストランドの幅が増えると、紡績される繊維をエアジェット集合体中に材料質量の変動なしに挿入することがより困難となる。繊維輸送通路が殆ど一定の断面を持つ既知の装置の場合、ある割合の繊維が糸引き出し通路を過ぎて行き、それから続いてエアジェット集合体内に存在する減圧のために再度吸引されることが示されている。これは短時間で繊維の蓄積をもたらし、それが望ましくない節(slubs)の蓄積を起こす。
【0004】
ヨーロッパ特許854214による一般的でない装置において、入口開口で始まる繊維輸送通路はじょうご状様式で狭くなることが知られている。しかし、この既知の装置は撚り防止具としての役目をする繊維送出縁を持たず、むしろ撚り防止具は繊維輸送通路の全長に沿って螺旋形繊維案内表面により形成されている。
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明の目的は上述の形式の装置における広範囲の質量変動を避けること、従って満足な糸品質を保持しながら紡績速度を増やすことである。
【課題を解決するための手段】
【0006】
この目的は本発明によれば繊維案内表面が繊維輸送通路の横方向境界壁のため先細りとなり、それが偏向縁に到達する時までにその最狭点に達していることにより達成される。
【0007】
略楕円形の入口開口で始まり、そのより大きな幅が送出ローラー対のニップラインに平行に延び、繊維輸送通路はその最狭点が繊維案内表面の偏向縁で到達されるように比較的急速に先細りとなる。この最小幅は本質的に繊維送出縁まで保持され、紡績される繊維が入口開口を通して糸引き出し通路中にどのような顕著な繊維損失もなしに輸送されるという結果を持つ。これは糸品質の増加を導くのみならず、顕著に高い送出及び紡績速度も可能とする。
【0008】
本発明による装置は更に、繊維案内表面が偏向縁の上流に配置された入口縁で少なくとも略その最小幅に到達するように設計されることができる。繊維案内表面の最小幅は多くても糸引き出し通路の入口開口の直径の3倍に、好ましくはこの直径の2倍ほどの大きさに相当すべきである。
【0009】
図面の簡略説明
本発明のこれらの及び更なる目的、特徴及び利点は添付図面に関してなされるその以下の詳細な説明からより容易に明らかとなるであろう。図面において:
図1は本発明による装置の10倍に拡大された軸方向断面であり、
図2は図1の断面II−IIに沿ったエアジェット集合体のエアジェット本体の断面であり、
図3は図1の断面III−IIIに沿った軸方向断面であり、
図4は異なる設計を持つ装置の図3と同様の軸方向断面であり、
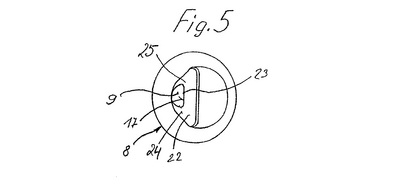
図5は繊維輸送通路の入口開口の図1の矢印Vの方向の図である。
【発明を実施するための最良の形態】
【0010】
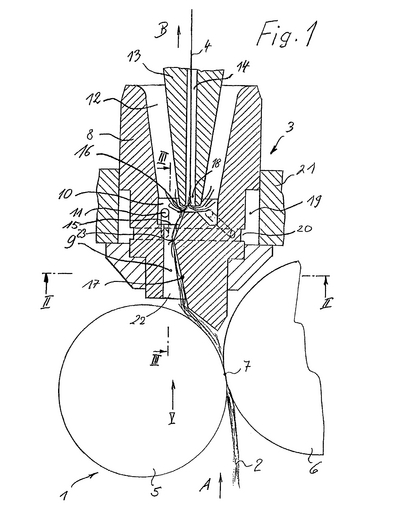
図1〜3及び5による装置は紡績されるステープル繊維ストランド2を供給するための送出装置1を含み、またエアジェット集合体3を含み、このエアジェット集合体内でステープル繊維ストランド2は糸4の紡績に要求される必要な撚りを与えられる。
【0011】
送出装置1は送出ローラー対5,6を含み、それはエアジェット集合体3の上流にそれから短い距離に配置されており;これらのローラーはドラフト装置(図示せず)の前方ローラーであることができる。この種のドラフト装置は既知の方式で供給されたスライバーまたはロービングを希望の繊度のステープル繊維ストランド2にドラフトする。しかし、送出装置1はこれに代えてエアジェット集合体3の上流に配置された別のドラフト装置または他のいずれかの集合体のニップローラー対であることができる。ニップラインは数字7により示され、そこで送出方向Aに供給されたステープル繊維ストランド2はそれがエアジェット集合体3中に走り込む前にニップされて保持される。エアジェット集合体3は紡績される糸4に対し撚りを発生し、糸4を糸引き出し方向Bに引き出しローラー対(図示せず)により送出する。
【0012】
エアジェット集合体3はまた、繊維輸送通路9と渦室10を持つエアジェット本体8を含む。渦室10中に接線方向に走る空気供給ノズル11を通して吹き込まれる圧縮空気により流体装置が渦室10内に渦流を発生する。空気供給ノズル11の口から出る圧縮空気は空気排出ダクト12を介して除去される。空気排出ダクト12は円形リングの態様で静止スピンドル状要素13を取り囲み、このスピンドル状要素13はまた糸引き出し通路14を取り囲む。
【0013】
繊維輸送通路9の出口開口15の下流に繊維案内表面17の繊維送出縁16が撚り防止具として配置され、この繊維案内表面17は糸引き出し通路14の入口開口18の領域内で糸引き出し通路14に対して偏心的に配置されている。
【0014】
エアジェット集合体3内で、紡績される繊維は一方でステープル繊維ストランド2内に保持され、従って繊維輸送通路9の出口開口15から本質的に撚りなしで糸引き出し通路14中に案内される。他方で繊維輸送通路9と糸引き出し通路14の間の領域内の繊維は渦流の影響に曝され、それが繊維または少なくともそれらの端部領域を糸引き出し通路14の入口開口18から半径方向に離れるように駆動させる。説明された工程により製造された糸4は本質的に糸の縦方向に延びかつどのような顕著な撚りもない繊維または繊維領域の芯と、繊維または繊維領域がこの芯の周りに巻かれた外部領域を持つ。
【0015】
より明確にする目的のために糸構造の形成を理想化された工程に基づくと、特に繊維の後方領域がまだ繊維輸送通路9の上流に保持された繊維の前方端は本質的に直接糸引き出し通路14に到達するが、特に後方繊維領域がもはや繊維供給通路9の入口領域内に保持されていない後方繊維領域は渦形成によりステープル繊維ストランド2から引き抜かれ、次いで形成糸4周りに巻かれる。いずれの場合でも、繊維は形成糸4中に結合され、その間にそれらは糸引き出し通路14を通して引っ張られ、一方同時にそれらはまた渦流に曝され、それがそれらを遠心的に、すなわち糸引き出し通路14の入口開口18から加速し、それらを空気排出ダクト12中に引っ張る。渦流によりステープル繊維ストランド2から引き抜かれた繊維領域は糸引き出し通路14の入口開口18中に走る繊維渦を形成し、その長い部分はスピンドル形要素13の周りに螺旋状にそれら自身でからみつき、糸引き出し通路14の入口開口18に対置された空気排出ダクト12の空気流の力に対抗してこの螺旋中に引っ張られる。
【0016】
図1及び3に示された実施態様によれば、エアジェット集合体3当たり全体で四つの圧縮空気供給ノズル11があり、それらはそれぞれエアジェット本体8中に加工されている。エアジェット本体8を半径方向に取り囲む環状空間19は図示されていない方式で圧縮空気源に連結されている。圧縮空気は環状空間19からエアジェット本体8の外部輪郭中に加工された凹所20を介して個々の空気供給ノズル11に到達する。環状空間19は外側からハウジング21の壁により密封される。
【0017】
繊維輸送通路9は入口開口22を含み、この入口開口は図5によれば送出ローラー対5,6のニップライン7に平行にそれに垂直な方向より大きな幅を持つ。従ってエアジェット集合体3中に走り込むステープル繊維ストランド2はニップライン7の長手方向にそのより大きな幅を持つという事実がまず考慮に入れられる。繊維輸送通路9内でステープル繊維ストランド2は繊維案内表面17に沿って案内され、この繊維案内表面はその経路中に偏向縁23を含む。これは輸送されるステープル繊維ストランド2が繊維案内表面17の上を短距離走行した後で繊維輸送通路9の出口開口15から出て、糸引き出し通路14の入口開口18の直ぐ上流の撚り防止具として機能するいわゆる繊維送出縁16で終わる前にステープル繊維ストランドのあるほぐれをもたらす。この撚り防止具は糸4に与えられた撚りが送出ローラー対5,6のニップライン7に向けて遡るのを防ぐので重要である。
【0018】
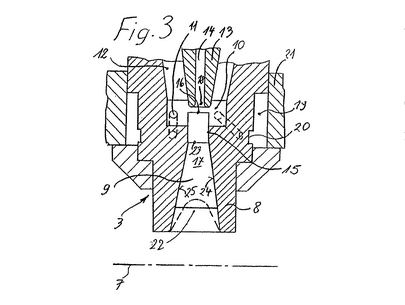
ステープル繊維ストランド2が糸引き出し通路14の入口開口18に到達する前に十分に狭くなりかつ最適幅に凝縮されるために、特に図3に見られるように、横方向境界壁24及び25が繊維輸送通路9内に設けられ、それらが繊維案内表面17をだんだん狭くなるようにさせ、偏向縁23でその最小幅に到達させる。この実施態様により、上述の従来技術の固有の不利な節が大きく避けられ、従ってより高い紡績及び送出速度がまた可能となる。
【0019】
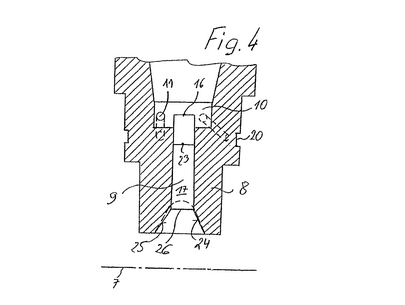
図4による変形例において、これに代えて繊維案内表面17が偏向縁23の上流に配置された入口縁26で少なくとも略その最狭幅である幅に到達することができることを見ることができる。この最狭幅は本発明の目的のためには糸引き出し通路14の入口開口18の直径のほんの2倍から3倍に相当する。
【図面の簡単な説明】
【0020】
【図1】本発明による装置の10倍に拡大された軸方向断面である。
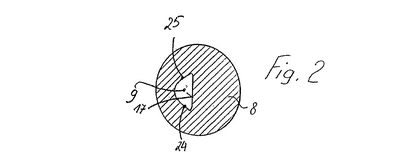
【図2】図1の断面II−IIに沿ったエアジェット集合体のエアジェット本体の断面である。
【図3】図1の断面III−IIIに沿った軸方向断面である。
【図4】異なる設計を持つ装置の図3と同様の軸方向断面である。
【図5】繊維輸送通路の入口開口の図1の矢印Vの方向の図である。
【技術分野】
【0001】
本発明は送出ローラー対からエアジェット集合体に送出されたステープル繊維ストランドから紡績糸を製造する装置であって、それが送出ローラー対の下流に配置された繊維輸送通路を含み、前記繊維輸送通路が入口開口と出口開口を持ち、かつ偏向縁を備えた繊維案内表面を含み、前記繊維案内表面が本質的に平坦にかつ本質的に送出ローラー対のニップラインに対して平行に延び、この繊維案内表面が糸引き出し通路の入口開口の領域内で出口開口の下流の渦室内で撚り防止具としての役目をする繊維送出縁で終わる装置に関する。
【背景技術】
【0002】
この形式の装置は国際特許出願02/24993で従来技術である。この装置では、ドラフト装置または他のドラフト集合体から来るステープル繊維ストランドは繊維輸送通路を通して糸引き出し通路の入口開口に案内され、それによりまずステープル繊維ストランド内に保持された繊維の前方端が糸引き出し通路中に案内され、一方で後方自由繊維端は広げられ、渦流により捕らえられ、糸引き出し通路の入口開口内に既に位置した拘束された前方端周りに巻かれ、それにより殆ど真の撚りを持つ糸が生成される。繊維の“前方”及び“後方”端という字句はこの文脈ではステープル繊維ストランドの輸送方向に関する。
【0003】
ドラフト及び紡績速度が高いほど、送出ローラー対からエアジェット集合体へ輸送されるステープル繊維ストランドはより幅広となる。しかし、ステープル繊維ストランドの幅が増えると、紡績される繊維をエアジェット集合体中に材料質量の変動なしに挿入することがより困難となる。繊維輸送通路が殆ど一定の断面を持つ既知の装置の場合、ある割合の繊維が糸引き出し通路を過ぎて行き、それから続いてエアジェット集合体内に存在する減圧のために再度吸引されることが示されている。これは短時間で繊維の蓄積をもたらし、それが望ましくない節(slubs)の蓄積を起こす。
【0004】
ヨーロッパ特許854214による一般的でない装置において、入口開口で始まる繊維輸送通路はじょうご状様式で狭くなることが知られている。しかし、この既知の装置は撚り防止具としての役目をする繊維送出縁を持たず、むしろ撚り防止具は繊維輸送通路の全長に沿って螺旋形繊維案内表面により形成されている。
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明の目的は上述の形式の装置における広範囲の質量変動を避けること、従って満足な糸品質を保持しながら紡績速度を増やすことである。
【課題を解決するための手段】
【0006】
この目的は本発明によれば繊維案内表面が繊維輸送通路の横方向境界壁のため先細りとなり、それが偏向縁に到達する時までにその最狭点に達していることにより達成される。
【0007】
略楕円形の入口開口で始まり、そのより大きな幅が送出ローラー対のニップラインに平行に延び、繊維輸送通路はその最狭点が繊維案内表面の偏向縁で到達されるように比較的急速に先細りとなる。この最小幅は本質的に繊維送出縁まで保持され、紡績される繊維が入口開口を通して糸引き出し通路中にどのような顕著な繊維損失もなしに輸送されるという結果を持つ。これは糸品質の増加を導くのみならず、顕著に高い送出及び紡績速度も可能とする。
【0008】
本発明による装置は更に、繊維案内表面が偏向縁の上流に配置された入口縁で少なくとも略その最小幅に到達するように設計されることができる。繊維案内表面の最小幅は多くても糸引き出し通路の入口開口の直径の3倍に、好ましくはこの直径の2倍ほどの大きさに相当すべきである。
【0009】
図面の簡略説明
本発明のこれらの及び更なる目的、特徴及び利点は添付図面に関してなされるその以下の詳細な説明からより容易に明らかとなるであろう。図面において:
図1は本発明による装置の10倍に拡大された軸方向断面であり、
図2は図1の断面II−IIに沿ったエアジェット集合体のエアジェット本体の断面であり、
図3は図1の断面III−IIIに沿った軸方向断面であり、
図4は異なる設計を持つ装置の図3と同様の軸方向断面であり、
図5は繊維輸送通路の入口開口の図1の矢印Vの方向の図である。
【発明を実施するための最良の形態】
【0010】
図1〜3及び5による装置は紡績されるステープル繊維ストランド2を供給するための送出装置1を含み、またエアジェット集合体3を含み、このエアジェット集合体内でステープル繊維ストランド2は糸4の紡績に要求される必要な撚りを与えられる。
【0011】
送出装置1は送出ローラー対5,6を含み、それはエアジェット集合体3の上流にそれから短い距離に配置されており;これらのローラーはドラフト装置(図示せず)の前方ローラーであることができる。この種のドラフト装置は既知の方式で供給されたスライバーまたはロービングを希望の繊度のステープル繊維ストランド2にドラフトする。しかし、送出装置1はこれに代えてエアジェット集合体3の上流に配置された別のドラフト装置または他のいずれかの集合体のニップローラー対であることができる。ニップラインは数字7により示され、そこで送出方向Aに供給されたステープル繊維ストランド2はそれがエアジェット集合体3中に走り込む前にニップされて保持される。エアジェット集合体3は紡績される糸4に対し撚りを発生し、糸4を糸引き出し方向Bに引き出しローラー対(図示せず)により送出する。
【0012】
エアジェット集合体3はまた、繊維輸送通路9と渦室10を持つエアジェット本体8を含む。渦室10中に接線方向に走る空気供給ノズル11を通して吹き込まれる圧縮空気により流体装置が渦室10内に渦流を発生する。空気供給ノズル11の口から出る圧縮空気は空気排出ダクト12を介して除去される。空気排出ダクト12は円形リングの態様で静止スピンドル状要素13を取り囲み、このスピンドル状要素13はまた糸引き出し通路14を取り囲む。
【0013】
繊維輸送通路9の出口開口15の下流に繊維案内表面17の繊維送出縁16が撚り防止具として配置され、この繊維案内表面17は糸引き出し通路14の入口開口18の領域内で糸引き出し通路14に対して偏心的に配置されている。
【0014】
エアジェット集合体3内で、紡績される繊維は一方でステープル繊維ストランド2内に保持され、従って繊維輸送通路9の出口開口15から本質的に撚りなしで糸引き出し通路14中に案内される。他方で繊維輸送通路9と糸引き出し通路14の間の領域内の繊維は渦流の影響に曝され、それが繊維または少なくともそれらの端部領域を糸引き出し通路14の入口開口18から半径方向に離れるように駆動させる。説明された工程により製造された糸4は本質的に糸の縦方向に延びかつどのような顕著な撚りもない繊維または繊維領域の芯と、繊維または繊維領域がこの芯の周りに巻かれた外部領域を持つ。
【0015】
より明確にする目的のために糸構造の形成を理想化された工程に基づくと、特に繊維の後方領域がまだ繊維輸送通路9の上流に保持された繊維の前方端は本質的に直接糸引き出し通路14に到達するが、特に後方繊維領域がもはや繊維供給通路9の入口領域内に保持されていない後方繊維領域は渦形成によりステープル繊維ストランド2から引き抜かれ、次いで形成糸4周りに巻かれる。いずれの場合でも、繊維は形成糸4中に結合され、その間にそれらは糸引き出し通路14を通して引っ張られ、一方同時にそれらはまた渦流に曝され、それがそれらを遠心的に、すなわち糸引き出し通路14の入口開口18から加速し、それらを空気排出ダクト12中に引っ張る。渦流によりステープル繊維ストランド2から引き抜かれた繊維領域は糸引き出し通路14の入口開口18中に走る繊維渦を形成し、その長い部分はスピンドル形要素13の周りに螺旋状にそれら自身でからみつき、糸引き出し通路14の入口開口18に対置された空気排出ダクト12の空気流の力に対抗してこの螺旋中に引っ張られる。
【0016】
図1及び3に示された実施態様によれば、エアジェット集合体3当たり全体で四つの圧縮空気供給ノズル11があり、それらはそれぞれエアジェット本体8中に加工されている。エアジェット本体8を半径方向に取り囲む環状空間19は図示されていない方式で圧縮空気源に連結されている。圧縮空気は環状空間19からエアジェット本体8の外部輪郭中に加工された凹所20を介して個々の空気供給ノズル11に到達する。環状空間19は外側からハウジング21の壁により密封される。
【0017】
繊維輸送通路9は入口開口22を含み、この入口開口は図5によれば送出ローラー対5,6のニップライン7に平行にそれに垂直な方向より大きな幅を持つ。従ってエアジェット集合体3中に走り込むステープル繊維ストランド2はニップライン7の長手方向にそのより大きな幅を持つという事実がまず考慮に入れられる。繊維輸送通路9内でステープル繊維ストランド2は繊維案内表面17に沿って案内され、この繊維案内表面はその経路中に偏向縁23を含む。これは輸送されるステープル繊維ストランド2が繊維案内表面17の上を短距離走行した後で繊維輸送通路9の出口開口15から出て、糸引き出し通路14の入口開口18の直ぐ上流の撚り防止具として機能するいわゆる繊維送出縁16で終わる前にステープル繊維ストランドのあるほぐれをもたらす。この撚り防止具は糸4に与えられた撚りが送出ローラー対5,6のニップライン7に向けて遡るのを防ぐので重要である。
【0018】
ステープル繊維ストランド2が糸引き出し通路14の入口開口18に到達する前に十分に狭くなりかつ最適幅に凝縮されるために、特に図3に見られるように、横方向境界壁24及び25が繊維輸送通路9内に設けられ、それらが繊維案内表面17をだんだん狭くなるようにさせ、偏向縁23でその最小幅に到達させる。この実施態様により、上述の従来技術の固有の不利な節が大きく避けられ、従ってより高い紡績及び送出速度がまた可能となる。
【0019】
図4による変形例において、これに代えて繊維案内表面17が偏向縁23の上流に配置された入口縁26で少なくとも略その最狭幅である幅に到達することができることを見ることができる。この最狭幅は本発明の目的のためには糸引き出し通路14の入口開口18の直径のほんの2倍から3倍に相当する。
【図面の簡単な説明】
【0020】
【図1】本発明による装置の10倍に拡大された軸方向断面である。
【図2】図1の断面II−IIに沿ったエアジェット集合体のエアジェット本体の断面である。
【図3】図1の断面III−IIIに沿った軸方向断面である。
【図4】異なる設計を持つ装置の図3と同様の軸方向断面である。
【図5】繊維輸送通路の入口開口の図1の矢印Vの方向の図である。
【特許請求の範囲】
【請求項1】
送出ローラー対からエアジェット集合体に送出されたステープル繊維ストランドから紡績糸を製造する装置であって、それが送出ローラー対の下流に配置された繊維輸送通路を含み、前記繊維輸送通路が入口開口と出口開口を持ち、かつ偏向縁を備えた繊維案内表面を含み、前記繊維案内表面が本質的に平坦にかつ本質的に送出ローラー対のニップラインに対して平行に延び、この繊維案内表面が糸引き出し通路の入口開口の領域内で出口開口の下流の渦室内で撚り防止具としての役目をする繊維送出縁で終わるものにおいて、繊維案内表面(17)が繊維輸送通路(9)の横方向境界壁(24,25)のため先細りとなり、偏向縁(23)でその最小幅に到達することを特徴とする装置。
【請求項2】
繊維案内表面(17)が偏向縁(23)の上流に配置された入口縁(26)で少なくとも略その最小幅を持つことを特徴とする請求項1に記載の装置。
【請求項3】
繊維案内表面(17)の最小幅が糸引き出し通路(14)の入口開口(18)の直径の最大で3倍に相当することを特徴とする請求項1または2に記載の装置。
【請求項4】
繊維案内表面(17)の最小幅が糸引き出し通路(14)の入口開口(18)の直径の最大で2倍に相当することを特徴とする請求項3に記載の装置。
【請求項1】
送出ローラー対からエアジェット集合体に送出されたステープル繊維ストランドから紡績糸を製造する装置であって、それが送出ローラー対の下流に配置された繊維輸送通路を含み、前記繊維輸送通路が入口開口と出口開口を持ち、かつ偏向縁を備えた繊維案内表面を含み、前記繊維案内表面が本質的に平坦にかつ本質的に送出ローラー対のニップラインに対して平行に延び、この繊維案内表面が糸引き出し通路の入口開口の領域内で出口開口の下流の渦室内で撚り防止具としての役目をする繊維送出縁で終わるものにおいて、繊維案内表面(17)が繊維輸送通路(9)の横方向境界壁(24,25)のため先細りとなり、偏向縁(23)でその最小幅に到達することを特徴とする装置。
【請求項2】
繊維案内表面(17)が偏向縁(23)の上流に配置された入口縁(26)で少なくとも略その最小幅を持つことを特徴とする請求項1に記載の装置。
【請求項3】
繊維案内表面(17)の最小幅が糸引き出し通路(14)の入口開口(18)の直径の最大で3倍に相当することを特徴とする請求項1または2に記載の装置。
【請求項4】
繊維案内表面(17)の最小幅が糸引き出し通路(14)の入口開口(18)の直径の最大で2倍に相当することを特徴とする請求項3に記載の装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2006−514166(P2006−514166A)
【公表日】平成18年4月27日(2006.4.27)
【国際特許分類】
【出願番号】特願2004−567290(P2004−567290)
【出願日】平成15年10月24日(2003.10.24)
【国際出願番号】PCT/EP2003/011768
【国際公開番号】WO2004/067820
【国際公開日】平成16年8月12日(2004.8.12)
【出願人】(590005597)マシーネンファブリク リーター アクチェンゲゼルシャフト (93)
【Fターム(参考)】
【公表日】平成18年4月27日(2006.4.27)
【国際特許分類】
【出願日】平成15年10月24日(2003.10.24)
【国際出願番号】PCT/EP2003/011768
【国際公開番号】WO2004/067820
【国際公開日】平成16年8月12日(2004.8.12)
【出願人】(590005597)マシーネンファブリク リーター アクチェンゲゼルシャフト (93)
【Fターム(参考)】
[ Back to top ]