
紡績設備
【課題】コップ交換過程に対する可能な待ち時間を短縮しかつ搬送装置の不要な走行運動を回避すること。
【解決手段】少なくとも2つのリング紡績機と、リング紡績機1により製造されたコップが大きいサイズのボビンに巻返される少なくとも1つの巻取り機2と、各リング紡績機における自動的なコップ交換装置5と、すべてのリング紡績機と巻取り機とに亙って案内された、満管のコップのための、自動的な搬送装置3とを有し、該搬送装置の上に前記コップ交換装置が満管のコップを載置する形式の紡績設備において、すべてのリング紡績機の作業過程をそれらに共通の1つの制御装置6によって同期的に制御し、すべてのリング紡績機がそのコップを同時に製作し、すべてのリング紡績機におけるコップ交換の過程が同時に行なうことができ、搬送装置がすべてのリング紡績機において同期的なコップ交換の実施後にコップの搬出が行なわれること。
【解決手段】少なくとも2つのリング紡績機と、リング紡績機1により製造されたコップが大きいサイズのボビンに巻返される少なくとも1つの巻取り機2と、各リング紡績機における自動的なコップ交換装置5と、すべてのリング紡績機と巻取り機とに亙って案内された、満管のコップのための、自動的な搬送装置3とを有し、該搬送装置の上に前記コップ交換装置が満管のコップを載置する形式の紡績設備において、すべてのリング紡績機の作業過程をそれらに共通の1つの制御装置6によって同期的に制御し、すべてのリング紡績機がそのコップを同時に製作し、すべてのリング紡績機におけるコップ交換の過程が同時に行なうことができ、搬送装置がすべてのリング紡績機において同期的なコップ交換の実施後にコップの搬出が行なわれること。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は少なくとも2つのリング紡績機と、リング紡績機により製造されたコップが大きいサイズのボビンに巻返される少なくとも1つの巻取り機と、各リング紡績機における自動的なコップ交換装置と、すべてのリング紡績機と巻取り機とに亙って案内された、満管のコップのための、自動的な搬送装置とを有し、該搬送装置の上に前記コップ交換装置が満管のコップを載置する形式の紡績設備に関する。
【背景技術】
【0002】
技術分野におけるマスタ/スレーブ関係とは、マスタは共通の資源を取扱うことができるのに対し、スレーブは前記資源をマスタによる許可又は指示によってしか取扱うことのできない1つのマスタと少なくとも1つのスレーブとの関係を意味する。この場合、資源はきわめて広範囲に解され、対象物、回転数のような値、1つのスレーブの作業経過への干渉のような権利等から成ることができる。
【0003】
例えばDE10137140C1号明細書により公知であるマスタ/スレーブ関係においてはリング紡績機が個別のモータによって駆動された複数のドラフトローラを備えたドラフト機構を有している。ドラフト機構モータの1つは他の複数のドラフト機構モータにその回転数を規定するマスタである。したがってここではマスタ/スレーブ関係はモータの回転数の制御に関連している。関係は当該リング紡績機に対し限定されている。
【0004】
それぞれ1つのリング紡績機を、満管のボビンと空の巻管とのための駆動された搬送ベルトを介して自動的な巻取り機と結合することは一般的である。前記搬送ベルトの上にはリング紡績機の自動的なコップ交換装置が満管のコップを載置しかつ空の巻管を該搬送ベルトから取り上げる。さらに搬送ベルトはリング紡績機と巻取り機との間で満管のボビンと空の巻管との搬送も引受ける。しかし、ボビン交換の間又はこれを待つ間、前記搬送を行なうことはできず巻取り機には満管のコップの供給が中断される。しかし、多くの場合には、2つ又は3つのリング紡績機が1つの共通の搬送ベルトだけを介して自動的な巻取り機と結合されている。この場合にはコップ交換に対する待ち時間も大きくなる。
【特許文献1】DE10137140C1号明細書
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明の課題は2つ以上のリング紡績機が満管のコップの受取り及び空の巻管の引渡しのための貯えとしての搬送ベルトに供給する場合に、コップ交換過程に対する可能な待ち時間を短縮しかつ搬送装置の不要な走行運動を回避することである。
【課題を解決するための手段】
【0006】
本発明の課題は請求項1に記載した特徴によって解決された。
【発明の効果】
【0007】
1つの搬送ベルトを介して結合されたすべてのリング紡績機が共通の制御装置によって同期的に運転され、特にそのコップを同時に製作することによって、結合されたすべてのリング紡績機におけるコップ交換は同時に行なわれる。したがってこれに関連して待ち時間が発生することはない。待ち時間はいずれの場合にもリング紡績機の1つが例えば装備変更のために停止させられるために作業の外におかれると発生する。同時に行なわれるコップ交換のための前提条件は搬送装置がリング紡績機に満管のコップと空の巻管とのための受容ピンを有する領域とが配分されて有していることである。これは制御装置に信号によって伝えられる。この信号は有利にはリング紡績機の搬送装置と巻取り機の搬送装置との間で満管のコップと空の巻管とを置換える置換え機によって与えられる。このような置換え機はリング紡績機に対応配置された搬送装置の公知技術に開示されている。
【発明を実施するための最良の形態】
【0008】
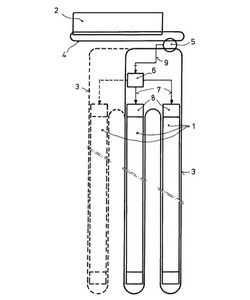
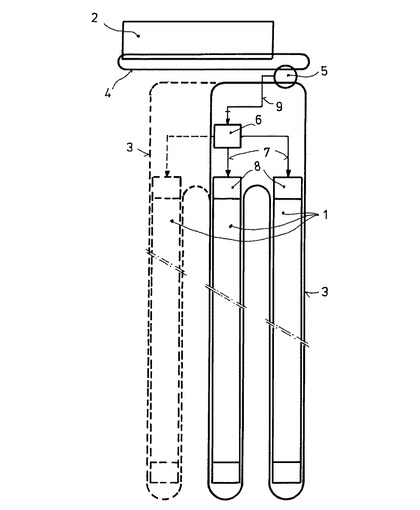
図1の紡績設備は2つもしくは破線で示されて3つのリング紡績機1と1つの巻取り機2とを有している。紡績設備は4つ以上のリング紡績機と2つ以上の巻取り機を備えていることもできる。リング紡績機はそれぞれ1つの周知の、ここには図示していない自動コップ交換装置を備えている。
【0009】
すべてのリング紡績機の長手方向側に沿っては一貫した搬送装置3が延在している。この搬送装置3の上にはコップ交換装置がコップ交換過程にて満管のコップを載置し、その後で搬送装置3から空の巻管を取上げかつリング紡績機のスピンドルに装着する。搬送装置は図示の線に沿って走行可能なエンドレスな搬送チェーンから成っている。この搬送チェーンは少なくとも1つの駆動装置で運動可能である。搬送装置は満管のコップと空の巻管とのための受容ピンを有している。
【0010】
巻取り機2にはコップのための別の搬送装置4が対応配置されている。この搬送装置4はリング紡績機1に対応配置された搬送装置3とは異なる構成を有している。コップを搬送装置3から搬送装置4へ置換えるためには置換え機5が設けられている。この置換え機5は巻取り機にて空になった巻管を搬送装置4から搬送装置3へ置換えるためにも使用される。
【0011】
リング紡績機1と巻取り機2は経過的に互いに結合され、リング紡績機のすべてのコップ交換装置が、空の受容ピンと空の巻管とが存在する搬送装置3の領域に対向するとはじめてリング紡績機におけるコップ交換が行なわれるようになっている。
【0012】
これは両方の搬送装置3と4が置換えられる場合に動かされる置換え機5がこの状態が達成されると置換えが行なわれなければならないことによる。巻取り機2はそれでも引続き巻返すことができる。なぜならば巻取り機2の搬送装置4は引続き巻返すことのできる満管のコップで装備されているからである。
【0013】
リング紡績機1においても巻取り機2においても待ち時間は発生してはならないので、スピンドル数とリング紡績機の生産速度と巻取り機の巻取り部位数及び巻取り速度とは、リング紡績機と巻取り機との容量ができるだけ合致するように互いに調和させられることが望ましい。
【0014】
リング紡績機の生産速度は糸の細さ及び/又は製作する糸のメータあたりの撚りで変化することができるので、巻取り機の巻取り速度はこれらに適合させられることができる。その際、巻取り速度の上位限界に達すると、リング紡績機のスピンドル回転数は、リング紡績機の生産速度が低減すると低下させられなければならない。
【0015】
さらに、少なくともリング紡績機1の間にはコップの製作に待機時間が発生しないと、つまりコップが両方のリング紡績機において同時に製作されていると有利である。これを保証するためには、本発明によれば、全紡績過程の作業経過、つまりドラフト機構の送り機構速度、スピンドルの回転数、コップの構造、コップ交換過程等を紡績設備のすべてのリング紡績機にて同期的に実施することが提案されている。
【0016】
この理由からリング紡績機1はその作業機構のために個別な制御装置を有しておらず、むしろすべてのリング紡績機のために中央の制御装置が1つしか設けられていない。この中央の制御装置は接続されたすべてのリング紡績機のすべての作業経過を同期的に制御する。中央の制御装置は制御導線7を介してリング紡績機の駆動ストック8における駆動機構と接続されている。
【0017】
別の制御装置9を介して置換え機5は、制御装置6に、置換え機5が搬送装置3を、空の受容ピンと空の巻管で装備された搬送装置の領域とがリング紡績機の長手領域に向き合い、コップ交換過程が開始できるまで移動したことを知らせる。
【0018】
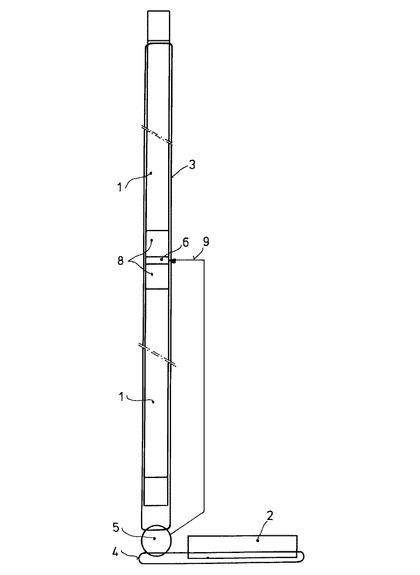
図2には駆動ストック8によって互いに配置された2つのリング紡績機1を有する紡績設備が示されている。この場合には共通の制御装置6はリング紡績機の駆動ストックの間に配置されている。この場合には制御導線7は省略される。
【図面の簡単な説明】
【0019】
【図1】2つの平行に並べて配置されたリング紡績機と1つの巻取り機とを有する紡績設備の平面図。
【図2】駆動ユニットで互いに向き合って配置された2つのリング紡績機と1つの巻取り機とを有する紡績設備の平面図。
【符号の説明】
【0020】
1 リング紡績機
2 巻取り機
3 搬送装置
4 搬送装置
5 置換え機
6 制御装置
7 制御導線
8 駆動ストック
9 制御導線
【技術分野】
【0001】
本発明は少なくとも2つのリング紡績機と、リング紡績機により製造されたコップが大きいサイズのボビンに巻返される少なくとも1つの巻取り機と、各リング紡績機における自動的なコップ交換装置と、すべてのリング紡績機と巻取り機とに亙って案内された、満管のコップのための、自動的な搬送装置とを有し、該搬送装置の上に前記コップ交換装置が満管のコップを載置する形式の紡績設備に関する。
【背景技術】
【0002】
技術分野におけるマスタ/スレーブ関係とは、マスタは共通の資源を取扱うことができるのに対し、スレーブは前記資源をマスタによる許可又は指示によってしか取扱うことのできない1つのマスタと少なくとも1つのスレーブとの関係を意味する。この場合、資源はきわめて広範囲に解され、対象物、回転数のような値、1つのスレーブの作業経過への干渉のような権利等から成ることができる。
【0003】
例えばDE10137140C1号明細書により公知であるマスタ/スレーブ関係においてはリング紡績機が個別のモータによって駆動された複数のドラフトローラを備えたドラフト機構を有している。ドラフト機構モータの1つは他の複数のドラフト機構モータにその回転数を規定するマスタである。したがってここではマスタ/スレーブ関係はモータの回転数の制御に関連している。関係は当該リング紡績機に対し限定されている。
【0004】
それぞれ1つのリング紡績機を、満管のボビンと空の巻管とのための駆動された搬送ベルトを介して自動的な巻取り機と結合することは一般的である。前記搬送ベルトの上にはリング紡績機の自動的なコップ交換装置が満管のコップを載置しかつ空の巻管を該搬送ベルトから取り上げる。さらに搬送ベルトはリング紡績機と巻取り機との間で満管のボビンと空の巻管との搬送も引受ける。しかし、ボビン交換の間又はこれを待つ間、前記搬送を行なうことはできず巻取り機には満管のコップの供給が中断される。しかし、多くの場合には、2つ又は3つのリング紡績機が1つの共通の搬送ベルトだけを介して自動的な巻取り機と結合されている。この場合にはコップ交換に対する待ち時間も大きくなる。
【特許文献1】DE10137140C1号明細書
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明の課題は2つ以上のリング紡績機が満管のコップの受取り及び空の巻管の引渡しのための貯えとしての搬送ベルトに供給する場合に、コップ交換過程に対する可能な待ち時間を短縮しかつ搬送装置の不要な走行運動を回避することである。
【課題を解決するための手段】
【0006】
本発明の課題は請求項1に記載した特徴によって解決された。
【発明の効果】
【0007】
1つの搬送ベルトを介して結合されたすべてのリング紡績機が共通の制御装置によって同期的に運転され、特にそのコップを同時に製作することによって、結合されたすべてのリング紡績機におけるコップ交換は同時に行なわれる。したがってこれに関連して待ち時間が発生することはない。待ち時間はいずれの場合にもリング紡績機の1つが例えば装備変更のために停止させられるために作業の外におかれると発生する。同時に行なわれるコップ交換のための前提条件は搬送装置がリング紡績機に満管のコップと空の巻管とのための受容ピンを有する領域とが配分されて有していることである。これは制御装置に信号によって伝えられる。この信号は有利にはリング紡績機の搬送装置と巻取り機の搬送装置との間で満管のコップと空の巻管とを置換える置換え機によって与えられる。このような置換え機はリング紡績機に対応配置された搬送装置の公知技術に開示されている。
【発明を実施するための最良の形態】
【0008】
図1の紡績設備は2つもしくは破線で示されて3つのリング紡績機1と1つの巻取り機2とを有している。紡績設備は4つ以上のリング紡績機と2つ以上の巻取り機を備えていることもできる。リング紡績機はそれぞれ1つの周知の、ここには図示していない自動コップ交換装置を備えている。
【0009】
すべてのリング紡績機の長手方向側に沿っては一貫した搬送装置3が延在している。この搬送装置3の上にはコップ交換装置がコップ交換過程にて満管のコップを載置し、その後で搬送装置3から空の巻管を取上げかつリング紡績機のスピンドルに装着する。搬送装置は図示の線に沿って走行可能なエンドレスな搬送チェーンから成っている。この搬送チェーンは少なくとも1つの駆動装置で運動可能である。搬送装置は満管のコップと空の巻管とのための受容ピンを有している。
【0010】
巻取り機2にはコップのための別の搬送装置4が対応配置されている。この搬送装置4はリング紡績機1に対応配置された搬送装置3とは異なる構成を有している。コップを搬送装置3から搬送装置4へ置換えるためには置換え機5が設けられている。この置換え機5は巻取り機にて空になった巻管を搬送装置4から搬送装置3へ置換えるためにも使用される。
【0011】
リング紡績機1と巻取り機2は経過的に互いに結合され、リング紡績機のすべてのコップ交換装置が、空の受容ピンと空の巻管とが存在する搬送装置3の領域に対向するとはじめてリング紡績機におけるコップ交換が行なわれるようになっている。
【0012】
これは両方の搬送装置3と4が置換えられる場合に動かされる置換え機5がこの状態が達成されると置換えが行なわれなければならないことによる。巻取り機2はそれでも引続き巻返すことができる。なぜならば巻取り機2の搬送装置4は引続き巻返すことのできる満管のコップで装備されているからである。
【0013】
リング紡績機1においても巻取り機2においても待ち時間は発生してはならないので、スピンドル数とリング紡績機の生産速度と巻取り機の巻取り部位数及び巻取り速度とは、リング紡績機と巻取り機との容量ができるだけ合致するように互いに調和させられることが望ましい。
【0014】
リング紡績機の生産速度は糸の細さ及び/又は製作する糸のメータあたりの撚りで変化することができるので、巻取り機の巻取り速度はこれらに適合させられることができる。その際、巻取り速度の上位限界に達すると、リング紡績機のスピンドル回転数は、リング紡績機の生産速度が低減すると低下させられなければならない。
【0015】
さらに、少なくともリング紡績機1の間にはコップの製作に待機時間が発生しないと、つまりコップが両方のリング紡績機において同時に製作されていると有利である。これを保証するためには、本発明によれば、全紡績過程の作業経過、つまりドラフト機構の送り機構速度、スピンドルの回転数、コップの構造、コップ交換過程等を紡績設備のすべてのリング紡績機にて同期的に実施することが提案されている。
【0016】
この理由からリング紡績機1はその作業機構のために個別な制御装置を有しておらず、むしろすべてのリング紡績機のために中央の制御装置が1つしか設けられていない。この中央の制御装置は接続されたすべてのリング紡績機のすべての作業経過を同期的に制御する。中央の制御装置は制御導線7を介してリング紡績機の駆動ストック8における駆動機構と接続されている。
【0017】
別の制御装置9を介して置換え機5は、制御装置6に、置換え機5が搬送装置3を、空の受容ピンと空の巻管で装備された搬送装置の領域とがリング紡績機の長手領域に向き合い、コップ交換過程が開始できるまで移動したことを知らせる。
【0018】
図2には駆動ストック8によって互いに配置された2つのリング紡績機1を有する紡績設備が示されている。この場合には共通の制御装置6はリング紡績機の駆動ストックの間に配置されている。この場合には制御導線7は省略される。
【図面の簡単な説明】
【0019】
【図1】2つの平行に並べて配置されたリング紡績機と1つの巻取り機とを有する紡績設備の平面図。
【図2】駆動ユニットで互いに向き合って配置された2つのリング紡績機と1つの巻取り機とを有する紡績設備の平面図。
【符号の説明】
【0020】
1 リング紡績機
2 巻取り機
3 搬送装置
4 搬送装置
5 置換え機
6 制御装置
7 制御導線
8 駆動ストック
9 制御導線
【特許請求の範囲】
【請求項1】
少なくとも2つのリング紡績機と、リング紡績機により製造されたコップが大きいサイズのボビンに巻返される少なくとも1つの巻取り機と、各リング紡績機における自動的なコップ交換装置と、すべてのリング紡績機と巻取り機とに亙って案内された、満管のコップのための、自動的な搬送装置とを有し、該搬送装置の上に前記コップ交換装置が満管のコップを載置する形式の紡績設備において、すべてのリング紡績機(1)の作業過程をそれらに共通の1つの制御装置(6)によって同期的に制御し、すべてのリング紡績機がそのコップを同時に製作し、すべてのリング紡績機におけるコップ交換の過程が同時に行なうことができ、搬送装置(3)がすべてのリング紡績機において同期的なコップ交換の実施後にコップの搬出が行なわれることを特徴とする、紡績設備。
【請求項2】
空の受容ピンを有するリング紡績機(1)のコップ交換領域が空の巻管で装備された搬送装置(3)の領域に向き合うと制御装置(6)にコップ交換の開始を解放する信号が供給される、請求項1記載の紡績設備。
【請求項3】
信号がリング紡績機(1)に対応する搬送装置(3)と巻取り機(2)に対応する搬送装置(4)との間で満管のコップと空の巻管とを置換える置換え機によって発生されかつ伝送される、請求項2記載の紡績機。
【請求項1】
少なくとも2つのリング紡績機と、リング紡績機により製造されたコップが大きいサイズのボビンに巻返される少なくとも1つの巻取り機と、各リング紡績機における自動的なコップ交換装置と、すべてのリング紡績機と巻取り機とに亙って案内された、満管のコップのための、自動的な搬送装置とを有し、該搬送装置の上に前記コップ交換装置が満管のコップを載置する形式の紡績設備において、すべてのリング紡績機(1)の作業過程をそれらに共通の1つの制御装置(6)によって同期的に制御し、すべてのリング紡績機がそのコップを同時に製作し、すべてのリング紡績機におけるコップ交換の過程が同時に行なうことができ、搬送装置(3)がすべてのリング紡績機において同期的なコップ交換の実施後にコップの搬出が行なわれることを特徴とする、紡績設備。
【請求項2】
空の受容ピンを有するリング紡績機(1)のコップ交換領域が空の巻管で装備された搬送装置(3)の領域に向き合うと制御装置(6)にコップ交換の開始を解放する信号が供給される、請求項1記載の紡績設備。
【請求項3】
信号がリング紡績機(1)に対応する搬送装置(3)と巻取り機(2)に対応する搬送装置(4)との間で満管のコップと空の巻管とを置換える置換え機によって発生されかつ伝送される、請求項2記載の紡績機。
【図1】


【図2】
【図2】
【公開番号】特開2009−46797(P2009−46797A)
【公開日】平成21年3月5日(2009.3.5)
【国際特許分類】
【出願番号】特願2008−209574(P2008−209574)
【出願日】平成20年8月18日(2008.8.18)
【出願人】(307031976)エーリコン テクスティル ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフト (105)
【氏名又は名称原語表記】Oerlikon Textile GmbH & CO. KG
【住所又は居所原語表記】Leverkuser Strasse 65, D−42897 Remscheid, Germany
【Fターム(参考)】
【公開日】平成21年3月5日(2009.3.5)
【国際特許分類】
【出願日】平成20年8月18日(2008.8.18)
【出願人】(307031976)エーリコン テクスティル ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディートゲゼルシャフト (105)
【氏名又は名称原語表記】Oerlikon Textile GmbH & CO. KG
【住所又は居所原語表記】Leverkuser Strasse 65, D−42897 Remscheid, Germany
【Fターム(参考)】
[ Back to top ]