
紡織繊維を有する繊維束を特にコーミングのために繊維分類または繊維選択する装置
【課題】コーマ・スライバの生産性を大幅に向上させる。
【解決手段】供給デバイスの下流には、回転可能に取り付けられ、中断することなく回転する第1のローラ12および第2のローラが設けられている。ローラ12には、繊維束16の挟持デバイスが設けられている。挟持デバイスは、上側ニッパ19と下側ニッパ20を有し、ローラ12の外周の領域に互いに間隔をおいて分布させられている。上側ニッパ19は板ばねの形態である。
【解決手段】供給デバイスの下流には、回転可能に取り付けられ、中断することなく回転する第1のローラ12および第2のローラが設けられている。ローラ12には、繊維束16の挟持デバイスが設けられている。挟持デバイスは、上側ニッパ19と下側ニッパ20を有し、ローラ12の外周の領域に互いに間隔をおいて分布させられている。上側ニッパ19は板ばねの形態である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、繊維分類デバイス、特にコーミング・デバイスに対して供給デバイスによって供給される紡織繊維を有する繊維束を特にコーミングのために繊維分類または繊維選択する装置であって、繊維束の自由端から所定の距離の所で繊維束を挟持する挟持デバイスが設けられ、例えば、短い繊維、ネップ、ごみなどの、挟持されていない構成要素を自由端からゆるめ、除去するために、繊維束の挟持部位から自由端にコーミング作用を生じさせる機械的手段が設けられ、コーミングされた繊維材料を取り出すために、少なくとも1つの取出し手段が設けられており、挟持デバイスのそれぞれは、挟持ジョー(上側および下側ニッパ)を備える2つのニッパアームを有している装置に関する。
【背景技術】
【0002】
実際に、コーミング機械は、綿繊維または羊毛繊維をそれに含まれる天然の夾雑物から分離し、繊維束の繊維を平行にするのに用いられている。その目的のために、「繊維タフト」として知られている一定の部分長さの繊維が、ジョーの前方に突出する様に、事前に準備された繊維束がニッパ装置のジョーの間に挟持される。ニードル針布または歯付き針布によってコーミング・セグメントで満たされた回転式のコーミング・ローラのコーミング・セグメントにより、この繊維タフトはコーミングされてきれいにされる。取出しデバイスは、通常、互いに逆方向に回転する2個のローラから成り、これらのローラによって、コーミングされた繊維タフトが把持されて前方に搬送される。
【0003】
短い繊維、ネップ、ゴミ、および他の構成要素を繊維混合物から分離するために、繊維材料をラップロールの形態で、機械的なコーミングを行うためのコーミング機械に供給することが知られており、この際、ラップウェブの端部がニッパによって挟持され、挟持ラインを越えて突出する端部がサーキュラーコームの針布によって機械的にコーミングされる。その後、コーミングして取り出された繊維タフトは剥ぎ取りローラ対に移送され、そこで、一塊になったウェブへと形成され、または「継ぎ合わせ」をされる。繊維束が剥ぎ取りローラによってニッパから取り出されると、短い繊維、ネップ、ごみ、および、望ましくない他の構成要素が、コーミングされたウェブ内にできるだけ残らないように、ラップから分断された端部が、同様に、機械的なトップコームによって引っ張られる。この公知のコーミング方法の不都合は、特に、動作の仕方が不連続であり、それによって、大きな質量を、動作サイクル中に加速し減速する必要があることである。
【0004】
ニッパアセンブリの前後への揺動運動によって、特に、ニップ速度が速い場合に、非常に大きな振動が起こり、それによって、一方で、駆動要素と軸受要素が適切に安定した構成であることが要求され、他方で、機械のフレームワークにも、機械が取り付けられるベースにも高い要求が課される。
【0005】
部分的にきれいにされた繊維を、取出しデバイスのローラを用いてニッパユニットのジョーから取り出すことができるようにするために、比較的重い取出しデバイスを、ニッパ装置のジョーの間に保持された繊維束へと直線状にまたは円弧の一部に沿うように移動させる必要があり、あるいは、他の仕方で曲線状に、ニッパ装置を、定位置にある取出しローラに向かって移動させる必要がある。通常要求される1分当たり450ニップの場合、大きな質量が移動させられる結果として、コーミング機械の全体に高レベルの力学的な外乱が生じさられ、それによって、動作速度と生産性に制限が加わる。
【0006】
さらに、従来のコーミング機械の問題は、コーミングされた繊維が、互いに逆方向に回転する両取出しローラによって取り出される際、コーミング工程中、すなわち、コーミング・セグメントを通過する際、繊維は、ニッパ装置のジョーの間に挟持され、または、搬送方向に見てジョーの後方に位置しているので、最高50%までの繊維長さの部分が、サーキュラーコームによってきれいにされないことである。繊維のこの部分もできるだけきれいにするために、これらの繊維は、従来、取出しローラの前に配置されたトップコームによって引っ張られている。トップコームは、各コーミングヘッドの付加的な構造要素である。
【0007】
下側剥ぎ取りローラと上側剥ぎ取りローラから構成される剥ぎ取りローラ対は、ニッパ装置およびサーキュラーコームに直接的に隣接している。下側剥ぎ取りローラは、サーキュラーコームのコーム先端の運動経路と、上側剥ぎ取りローラの間に位置しており、上側剥ぎ取りローラと共に、コーマ・スライバのための挟持ニップを形成している。ニッパ装置は、2つの方向に揺動するように取り付けられている。最初に、ニッパ装置は、剥ぎ取りローラ対から所定の距離の所で、サーキュラーコームのコーム先端の運動経路に向かって移動させられる。その位置で、繊維束のコーミングがサーキュラーコームによって行われる。その動作が完了すると、ちょうどコーミングされた繊維タフトが、剥ぎ取りローラ対の挟持ニップに達するように、ニッパ装置がユニットとして上昇させられる。この移動中に、ニッパ装置は、さらに、水平方向に剥ぎ取りローラに近づけられる。コーミングされたスライバの、その時点で後方へ搬送された一部が、新たな、コーミングされた繊維束の先端に重ねられ、繊維タフトの先端が剥ぎ取りローラの挟持ニップにおいて圧縮され、剥ぎ取りローラによって取出し方向に引っ張られ、トップコームが、ちょうどコーミングされた繊維タフトの端部に挿入されて、トップコームによって、繊維の自由部分がコーミングされる。ニッパ装置の後退運動と剥ぎ取りローラ対の取出し運動の結果として、コーミングされた繊維束が剥ぎ取られ、未処理の繊維束が送給ローラによってニッパ装置に供給され、挟持され、サーキュラーコームに対してコーミング位置に運ばれる。このような装置は、特に、ニッパ装置が、多かれ少なかれ加速を伴って種々の非常に大きな運動をする必要があるので、不都合である。そのために、動作速度は、大幅に制限され、大きな騒音が発生し、発生する慣性力によって、平均以上の磨耗が生じる。剥ぎ取り距離と送給量の調節は、機械が静止している時にしか行うことができない。他の重大な不都合は、ちょうどコーミングされた繊維タフトの自由端も、その繊維の自由端の先端を前方にして、長い距離にわたって比較的高速で移動させ、コーマ・スライバの、戻された端部上の、厳密に決められた位置に配置する必要があることである。発生する空気渦およびその都度の空気抵抗に応じて、繊維タフトの、戻されたコーマ・スライバ上への位置決めは不正確になることが多く、そのため、比較的低速で動作させる必要がある。しかし、いずれにしても、コーマ・スライバにおいて、品質の低下が観察される。公知の装置の他の不都合は、剥ぎ取りローラのピルグリムステップ運動の結果として剥ぎ取りローラ対と取出しローラの間で制御されないフォールド構成が生じ、それによって、さらに、コーミング工程に障害が生じることである。
【0008】
ニッパは、その前側位置に位置している時に開かれ、コーミングされた繊維束を剥ぎ取りローラ対に移送し、その束は、それより前に剥ぎ取られた繊維タフトに継ぎ合わされる。
【0009】
公知の綿コーミング工程は不連続工程である。ニップ動作中に、全てのアセンブリおよびそれらの駆動手段およびギヤは、加速、減速され、また、ある場合には繰り返し反転させられる。大きなニップ速度は、大きな加速を結果としてもたらす。特に、ニッパの運動、ニッパの移動のためのギヤの運動、剥ぎ取りローラのピルグリムステップ運動のためのギヤの運動の結果として、大きな加速力が引き起こされる。引き起こされる力および応力は、ニップ速度が大きいほど大きくなる。公知のフラット・コーミング機械は、そのニップ速度により性能限界に達し、それによって、生産性の向上が妨げられている。さらに、不連続な動作様式によれば機械全体に振動が引き起こされ、それによって、動的な交互応力が発生する。
【0010】
特許文献1には、例えば、8つのコーミングヘッドが同時に順々に動作するコーミング機械が開示されている。それらのコーミングヘッドは、コーミングヘッドに隣接して配置された側部駆動手段によって駆動され、側部駆動手段は、縦方向シャフトによって、コーミングヘッドの個々の要素に、それらを駆動できるように連結されたギアユニットを有している。個々のコーミングヘッドで形成された繊維スライバは、次の牽伸システムへと搬送テーブル上を順に移送され、牽伸システムで牽伸され、その後、共通のコーミング機械スライバを形成するように組み合わされる。その後、牽伸システムで作製された繊維スライバは、ファンネルホイール(巻取器プレート)によってケンス内に堆積させられる。コーミング機械の複数のコーミングヘッドの各々は、送給デバイス、ピボット運動可能に取り付けられ定位置に配置されたニッパアセンブリ、ピボット運動可能に取り付けられ定位置に配置されたニッパアセンブリ、回転可能に取り付けられ、ニッパアセンブリによって供給された繊維タフトをコーミングするためのコームセグメントを有するサーキュラーコーム、トップコーム、および、定位置に配置され、コーミングされた繊維束をニッパアセンブリから剥ぎ取るための剥ぎ取り装置を有している。ニッパアセンブリは、上側ニッパ板と協働する下側ニッパを有している。ここでは、上側ニッパ板は、ピボット軸によって下側ニッパにピボット運動可能に取り付けられている。下側ニッパはと上側ニッパは、それらの前端領域が相補的な外形に形成され、それによって、ニッパアセンブリが閉じられた時に、送給シリンダを介して供給されたラップを挟持する。この挟持状態でニッパアセンブリから突出している繊維タフトが、サーキュラーコームのコームセグメントによってコーミングされる。ニッパアセンブリの下方に配置されたサーキュラーコームは、相対的に回転することなく、サーキューラーコームシャフト上に取り付けられており、サーキューラーコームシャフトは、駆動連結部を介してギヤ機構に連結されている。ギヤ機構の駆動は主モータによって行われる。ニッパアセンブリは、1つ(または2つ)のピボットアームを介してサーキューラーコームシャフトの軸上にピボット運動可能に取り付けられている。ピボットアームの自由端は、下側ニッパのフレームに固定されるように取り付けられている。下側ニッパは、その後側領域にピボット軸を有しており、このピボット軸上にレバーが回転可能に取り付けられている。このレバーは、クランクディスクにアクスルを介して回転可能に取り付けられている。クランクディスクのアクスルは、駆動連結部を介して駆動モータに連結されている。ニッパ部品は、繊維ラップを挟持するように形成された外形を備える鋼板である。ニッパ部品は、前後に振動するようにニッパアセンブリに取り付けられている。約300Nの挟持力が、圧縮ばねを備える偏心シャフトによって発生する。その機能は、コーミング中にラップを挟持し、サーキュラーコームローラに向かって下流方向に揃えることである。剥ぎ取り動作時、ニッパは開かれる。このコーミング機械の不都合は、特に、必要な装備が多量であり、また、時間当たりの製造速度が低いことである。全部で8つの送給デバイス、定位置の8つのニッパアセンブリ、コームセグメントを備える8つのサーキュラーコーム、8つのトップコーム、および8つの剥ぎ取りデバイスを有する8つの個別のコーミングヘッドが設けられている。特別な問題は、コーミングヘッドの、不連続な動作の仕方にある。追加の不都合が、大きな質量の加速、および反転運動の結果として生じ、その結果は、動作速度を高くすることが不可能であるということである。最後に、機械の相当の振動が、コーミングされたスライバの堆積に不均一性を生じさせるという結果を生じさせる。さらに、隔たり、すなわち、下側ニッパ板のニッパリップと、剥ぎ取りシリンダの挟持点との間の距離が、構造的および空間的に制限される。
【0011】
【特許文献1】欧州特許出願公開第1586682号明細書
【発明の開示】
【発明が解決しようとする課題】
【0012】
したがって、本発明の基礎となる課題は、上述の不都合を回避し、特に、時間当たりの製造量(生産性)を大幅に増やし、改善されたコーマ・スライバを容易に得ることができる、冒頭に記載した種類の装置を提供することにある。
【課題を解決するための手段】
【0013】
上記の課題は、請求項1の特徴とする構成によって解決される。
すなわち、1番目の発明によれば、繊維分類デバイスに対して供給手段によって供給される紡織繊維を有する繊維束を繊維分類または繊維選択する装置であって、前記繊維束の自由端から所定の距離の所で前記繊維束を挟持する挟持デバイスが設けられ、未挟持の構成要素を前記自由端からゆるめ、除去するために、前記繊維束の挟持部位から前記自由端にコーミング作用を生じさせる機械的手段が設けられ、コーミングされた繊維材料を除去するために、少なくとも1つの取出し手段が設けられており、前記挟持デバイスのそれぞれは、挟持ジョーを備える2つのニッパアームである上側および下側のニッパを有している装置において、前記供給手段(8;10,11)の下流に、回転可能に取り付けられ、中断することなく高速で回転する少なくとも2つのローラ(12,13)が設けられ、該ローラ(12,13)には、前記繊維束(16;301〜303)用の前記挟持デバイス(18;21)が設けられ、該挟持デバイス(18;21)は、前記ローラの外周の領域に互いに間隔をおいて分布させられており、前記各挟持デバイスの、少なくとも1つのニッパ部分(19,20;22,23)が少なくとも部分的に弾性的であり、前記挟持ジョー(19c,20c;36,37,38,39,40,41,42,43,45,46)が、挟持面(19d,20d;37,37a,37b;45a,46a)の領域で高い摩擦係数を有していることを特徴とする装置が提供される。
【0014】
コーミングすべき繊維束を、回転する少なくとも2つのローラ上で挟持し移動させる機能を設けることによって、公知の装置とは異なり、大きな質量の加速および反転運動なしで、高い動作速度(ニップ速度)が達成される。特に、動作の仕方が連続的である。2つの高速ローラを用いた場合、時間当たりの製造速度(生産性)が非常に大幅に高められ、これは、以前は、当該技術分野において可能だとは考えられていなかった。さらなる利点は、複数の挟持デバイスを備えるローラの回転運動が、複数の繊維束が単位時間毎に第1のローラに、また、第2のローラに著しく高速に供給されることにつながることである。特に、ローラの高い回転速度によって、製造を大幅に増大させることができる。
繊維束を形成するために、送給ローラによって前方に押される繊維構造体が、一端で挟持デバイスによって挟持され、ターニングロータの回転運動によって剥ぎ取られる。挟持された端部には、短い繊維が含まれ、自由な領域には長い繊維が含まれる。長い繊維が、送給ニップに挟持された繊維材料から分離力によって引き出され、短い繊維は、送給ニップでの保持力によって後に残る。続いて、繊維束がターニングロータからコーミングロータ上に送り出されると、繊維束の両端が反転させられる。コーミングロータ上の挟持デバイスは、長い繊維の端部を把持し挟持し、その結果、短い繊維の領域は、挟持デバイスから突き出し、むき出しにされ、したがって、コーミングして除去することができる。
【0015】
繊維束は、公知の装置とは異なり、複数の挟持デバイスによって保持され、回転によって搬送される。したがって、特定の挟持デバイスでの挟持点は、繊維束が第1、第2のローラに移送されるまで不変に保たれる。挟持デバイスと繊維束との間の相対運動は、繊維束が第1および第2のローラによってそれぞれ把持され、加えて、挟持が完了するまで開始されない。複数の挟持デバイスを、繊維束のために利用可能であるので、特に有利なやり方で、繊維束を第1および第2のローラにそれぞれ順に、単一の供給デバイスの結果として生じる望ましくない時間遅れを生じることなく、迅速に連続して供給することができる。特別な利点は、第1のローラ(ターニングロータ)上に供給された繊維束が連続的に搬送されることである。繊維束、およびこれと協働する挟持要素の速度は同一である。挟持要素は、搬送される繊維材料の方向への運動中に閉じ、開く。少なくとも1つの第2のローラ(コーミングロータ)は、少なくとも1つの第1のローラ(ターニングロータ)の下流に配置されている。本発明による装置によって、大幅に高められた生産性が実現される。他の特別な利点は、ロータ・コーミング機械の高い最高の動作速度で、少なくとも1つのニッパ部分が、軽量で、弾性的で、逆方向への屈曲応力に対して耐性があり、平坦であり、同時に、繊維材料を信頼性よく挟持できることである。繊維材料に対する挟持面の摩擦係数が高いことによって、特に、繊維材料を供給手段から剥ぎ取る時に重要な大きな摩擦抵抗が得られる。
【0016】
請求項2から34は、本発明の有利なさらなる態様を含んでいる。
2番目の発明によれば、1番目の発明において、前記繊維分類デバイスは、コーミング・デバイスであり、コーミングのために前記繊維束を繊維分類または繊維選択する。
3番目の発明によれば、1番目または2番目の発明において、前記未挟持の構成要素は、短い繊維、ネップ、またはごみである。
4番目の発明によれば、1番目から3番目のいずれかの発明において、前記各挟持デバイスの、少なくとも1つのニッパが、少なくとも部分的に、可とう性のばね手段の形態になっている。
5番目の発明によれば、4番目の発明において、前記可とう性のばね手段が板ばねである。
6番目の発明によれば、1番目から5番目のいずれかの発明において、金属製の板ばねが用いられている。
7番目の発明によれば、5番目または7番目の発明において、前記板ばねは、プラスチック材料を有する。
8番目の発明によれば、5番目から7番目のいずれかの発明において、前記板ばねは、繊維強化プラスチック材料を有している。
9番目の発明によれば、5番目から8番目のいずれかの発明において、前記板ばねは、ガラス繊維強化プラスチック材料を有している。
10番目の発明によれば、5番目から9番目のいずれかの発明において、前記板ばねは、炭素繊維強化プラスチック材料を有している。
11番目の発明によれば、1番目から10番目のいずれかの発明において、前記高い摩擦係数が、前記挟持面の領域の材料によって決められている。
12番目の発明によれば、1番目から11番目のいずれかの発明において、高い摩擦係数を有するプラスチック材料が材料として用いられている。
13番目の発明によれば、1番目から12番目のいずれかの発明において、高い摩擦係数を有するゴムが材料として用いられている。
14番目の発明によれば、1番目から13番目のいずれかの発明において、前記高い摩擦係数が、前記挟持面の領域の機械的な表面特性によって決められている。
15番目の発明によれば、1番目から14番目のいずれかの発明において、前記挟持面が粗面処理されている。
16番目の発明によれば、1番目から15番目のいずれかの発明において、前記挟持面に凹凸が形成されている。
17番目の発明によれば、1番目から16番目のいずれかの発明において、前記挟持面が波形にされている。
18番目の発明によれば、1番目から17番目のいずれかの発明において、少なくとも1つのニッパ部分が、板ばねの形態になっており、挟持点の領域に、挟持を改善する外形、および、繊維と前記挟持ジョーの間の摩擦の組み合わせを改善する要素の少なくとも一方を有している。
19番目の発明によれば、1番目から18番目のいずれかの発明において、挟持ニッパが、回転可能に取り付けられた高速なローラに取り付けられている。
20番目の発明によれば、1番目から19番目のいずれかの発明において、挟持力が、板ばねの厚さ、および形状の少なくとも一方によって決められている。
21番目の発明によれば、1番目から20番目のいずれかの発明において、プラスチック材料要素またはゴム要素が、摩擦の組み合わせを改善するために用いられている。
22番目の発明によれば、1番目から21番目のいずれかの発明において、プラスチック材料要素またはゴム要素を、ニッパの閉じる動作を和らげるために用いることができる。
23番目の発明によれば、1番目から22番目のいずれかの発明において、ニッパ部分が、鋼、アルミニウム、プラスチック材料、GRPまたはGFRPから製造されている。
24番目の発明によれば、1番目から23番目のいずれかの発明において、可動なニッパ要素が、軽量な材料から作製されている。
25番目の発明によれば、1番目から24番目のいずれかの発明において、ニッパの駆動が機械的に行われる。
26番目の発明によれば、25番目の発明において、ニッパの駆動がカムを介して行われる。
27番目の発明によれば、1番目から26番目のいずれかの発明において、ニッパの駆動が、電磁気的に、または空気圧によって行われる。
28番目の発明によれば、27番目の発明において、ニッパの駆動が電磁石を介して行われる。
29番目の発明によれば、1番目から28番目のいずれかの発明において、湾曲しない、または弾性的に湾曲する対向層が、一方のニッパ要素に配置されている。
30番目の発明によれば、29番目の発明において、前記対向層が下側のニッパに配置されている。
31番目の発明によれば、1番目から30番目のいずれかの発明において、ニッパシャフトを分解することを必要とせずに、可動なニッパ要素を分解可能である。
32番目の発明によれば、1番目から31番目のいずれかの発明において、少なくとも1つの挟持ニッパの運動が、自身の弾性力によって行われる。
33番目の発明によれば、1番目から32番目のいずれかの発明において、回転可能に取り付けられた少なくとも2つの前記ローラには、ターニングロータ(12)とコーミングロータ(13)が含まれる。
34番目の発明によれば、33番目の発明において、前記ターニングロータ(12)と前記コーミングロータ(13)の回転方向が互いに反対方向(それぞれ12aと13a)である。
【発明を実施するための最良の形態】
【0017】
以下、図面に示す例示的な実施形態を参照して本発明をより詳細に説明する。
【0018】
図1によれば、コーミング前処理機1は、スライバが送給されラップを送り出す紡績室機械と、互いに平行に配置された2つの送給テーブル4a,4b(クリール)とを有しており、各送給テーブル4a,4bの下には、繊維スライバ(不図示)を収容する2列のケンス5a,5bが配置されている。ケンス5a,5bから引き出された繊維スライバは、方向を変えられた後、コーミング前処理機1の、順に配置された2つの牽伸システム6a,6b内を通る。牽伸システム6aから、形成された繊維スライバウェブが、ウェブ・テーブル7上を案内され、牽伸システム6bの出口の所で順に積み上げられ、そこで作製された繊維スライバウェブと一緒に運び出される。牽伸システム6a,6bによって、いずれにしても、複数の繊維スライバが、ラップを形成するように組み合わされ、一緒に牽伸される。牽伸された複数のラップ(この例では2つのラップを示す)は、順に重ねて配置することによってダブリングされる。このように形成されたラップは、下流のロータ・コーミング機械2の供給デバイス(送給要素)内に直接導入される。繊維材料の流れは中断されない。コーミングされた繊維ウェブは、ロータ・コーミング機械2の出口の所に送り出され、ファンネルを通されてコーマ・スライバを形成し、下流のスライバ堆積デバイス3内に堆積させられる。参照符号Aは動作方向を示している。
【0019】
オートレベラ牽伸システム50(図2参照)を、ロータ・コーミング機械2とスライバ堆積デバイス3との間に配置することができる。それによって、コーマ・スライバが牽伸される。
【0020】
他の構成によれば、2つ以上のロータ・コーミング機械2が設けられる。例えば、2つのロータ・コーミング機械2aおよび2bがある場合、送り出された2つのコーマ・スライバ17を、下流のオートレベラ牽伸システム50に一緒に通し、牽伸された1つのコーマ・スライバとしてスライバ堆積デバイス3内に堆積させることができる。
【0021】
スライバ堆積デバイス3は、回転式の巻取器ヘッド3aを有しており、巻取器ヘッド3aによって、コーマ・スライバをケンス3b内に、または、ケンスなしの繊維スライバパッケージの形態(不図示)で堆積させることができる。
【0022】
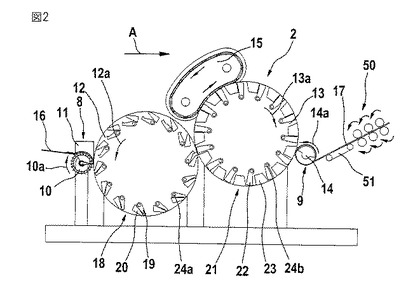
図2は、送給ローラ10と送給トラフ11を備える供給デバイス8を有し、第1のローラ12(ターニングロータ)、第2のローラ13(コーミング・ローラ)、取出しローラ14を備える取出しデバイス9、および回転式カードトップコーミングアセンブリ15を有するロータ・コーミング機械2を示している。ローラ10,12,13,14の回転方向が、曲線矢印10a,12a,13a,14aによってそれぞれ示されている。入ってくる繊維ラップが参照符号16によって示されており、送り出される繊維ウェブが参照符号17によって示されている。ローラ10,12,13,14は順に配置されている。矢印Aは動作方向を示している。
【0023】
第1のローラ12には、その外周の領域に、複数の第1の挟持デバイス18が備えられており、挟持デバイス18は、ローラ12の幅を横切って延び(図3参照)、それぞれが上側ニッパ19(把持要素)と下側ニッパ20(対向要素)を有している。挟持デバイス18の、ローラ12の中心点またはピボット軸線側の一端領域で、各上側ニッパ19は、ローラ12に取り付けられたピボット軸受24aに回転可能に取り付けられている。下側ニッパ20は、ローラ12に、固定されるように、または可動なように取り付けられている。上側ニッパ19の自由端はローラ12の外周に面している。上側ニッパ19と下側ニッパ20は、繊維束を把持し(挟持し)、また放すことができるように協働する。
【0024】
第2のローラ13には、その外周の領域に、2つの部分からなる複数の挟持デバイス21が備えられており、挟持デバイス21はローラ13の幅を横切って延び(図3参照)、それぞれが上側ニッパ22(把持要素)と下側ニッパ23(対向要素)からなっている。挟持デバイス21の、ローラ13の中心点またはピボット軸線側の一端領域で、各上側ニッパ22は、ローラ13に取り付けられたピボット軸受24bに回転可能に取り付けられている。下側ニッパ23は、ローラ13に、ピボット軸受24b2によって可動に取り付けられている。上側ニッパ22の自由端はローラ13の外周に面している。上側ニッパ22と下側ニッパ23は、繊維束を把持し(挟持し)、また放すことができるように協働する。ローラ12の場合、ローラ外周周りに、送給ローラ10と第2のローラ13の間で挟持デバイス18が閉じられ(挟持デバイス18が繊維束(不図示)を一端で挟持する)、第2のローラ13と送給ローラ10との間で挟持デバイス18が開かれる。ローラ13では、ローラ外周周りに、第1のローラ12とドッファ14の間で挟持デバイス21が閉じられ(挟持デバイス21が繊維束(不図示)を一端で挟持する)、ドッファ14と第1のローラ12との間で挟持デバイス21が開かれる。参照符号50は、牽伸システム、例えばオートレベラ牽伸システムを示している。牽伸システム50は、巻取器ヘッド3aの上方に配置されるのが有利である。参照符号51は、被駆動上昇搬送機、例えばコンベヤベルトを示している。上方に傾斜した金属シートなどを搬送の目的で用いてもよい。
【0025】
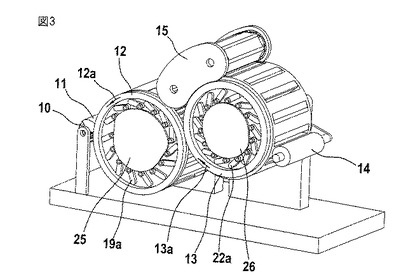
図3によれば、固定された2つのカムディスク25および26が設けられており、それらの周りを、第1の挟持デバイス18を有するローラ12と、第2の挟持デバイス21を有するローラ13が、矢印12aおよび13aの方向にそれぞれ回転させられる。付勢された上側ニッパ19および22が、カムディスク25,26の外周とローラ12,13の内周面の間の中間空間内に配置されている。カムディスク25,26の周りのローラ12,13の回転によって、上側ニッパ19,22はピボット軸線24a1,24b1を中心としてそれぞれ回転させられる。そのようにして、第1の挟持デバイス18および第2の挟持デバイス21の開閉が行われる。参照符号19aおよび22aは、ローラレバーを示している。
【0026】
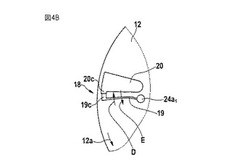
図4Aおよび4Bによれば、挟持デバイス18(ニッパアセンブリ)は、2つの挟持ニッパ(上側ニッパ19、下側ニッパ20)からなっており、一方の挟持ニッパ(上側ニッパ19)は、矢印D,Eの方向に回転可能である。その一端領域で、上側ニッパ19は、ローラ12に取り付けられたピボット連結部24aに取り付けられている。上側ニッパ19は、下側ニッパ20に対して可動であり、板ばねの形態である。図4Aでは、挟持ニッパ19の挟持ジョー、すなわち、挟持ニッパ19の、ピボット軸受24aから遠い端部領域は、下側ニッパから離れている。図4Bでは、上側ニッパ19の挟持ジョー19cの挟持点19dが、下側ニッパ20の挟持ジョー20cの挟持点20dに係合する結果、力の作用(不図示)の結果として、上側ニッパ19は、方向Dに弾性的に変位させられている。
【0027】
上側ニッパ19は、繊維強化複合材料、例えば、本来的に軽量(例えば、1.8g/cm3)なガラス繊維強化プラスチック材料から構成されている。慣性質量が大幅に減らされているために、挟持力を加えるための迅速な弾性変位と、迅速な跳ね返りを伴う高いニップ速度(閉じ工程)が達成され、有利である。板ばねは、軽量で、弾性的で、逆方向への屈曲応力に対して耐性があり、平坦である。
【0028】
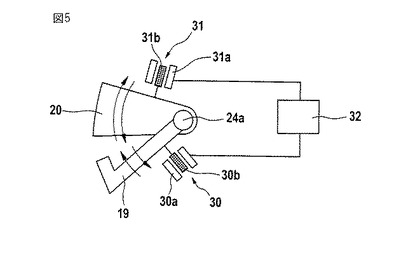
図5に示すように、電磁操作デバイス30(昇降磁石)が上側ニッパ19に結び付けられており、電磁操作デバイス31(昇降磁石)が下側ニッパ20に結び付けられている。各電磁操作デバイス30,31は、アクチュエータハウジング(不図示)として公知のものから構成されており、中には、2つの電磁コイル30aおよび31aが配置されており、各アマチュアプレート30b,31bが、それらの間を縦方向に移動するように案内されている。このアマチュアプレートが、それに対応する通電された電磁コイルによって動かされ、その運動が、結び付けられた上側ニッパ19および下側ニッパ20にそれぞれ直接伝達される。電磁操作デバイス30,31は、共通の電気制御・調節デバイス32に接続されている。それによって、上側ニッパ19と下側ニッパ20の、相互の運動を、個別に多様に制御可能である。上側および下側ニッパは、電磁操作デバイス30,31によって別々に駆動される。
【0029】
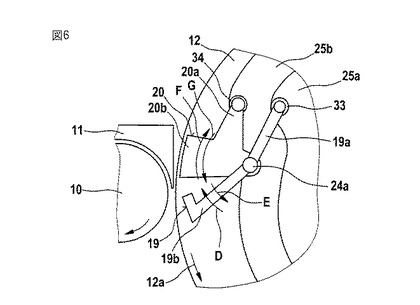
図6によれば、上側ニッパ19と下側ニッパ20は、共通のピボット連結部24aに回転可能に取り付けられている。上側ニッパ19は、2つのアームを有するレバーの形態であり、一方のレバーアームはローラレバー19aを形成し、他方のレバーアーム19bは挟持機能を担っている。回転可能なローラ33(カムフォロワローラ)が、ローラレバー19aの、ピボット軸受24aから遠い側の端部領域に配置されている。下側ニッパ20は、曲がったレバーの形態であり、一方のレバーアームがローラレバー20aを形成し、他方のレバーアーム20bが挟持機能を担っている。回転可能なローラ34(カムフォロワローラ)が、ローラレバー20aの、ピボット軸受24aから遠い側の端部領域に配置されている。上側ニッパ19と下側ニッパ20の駆動は、カム機構を介して機械的に行われる。ローラレバー19a,19bにそれぞれ作用する弾性付勢要素(不図示)、例えばばねの力によって、ローラ33および34が、静止した2つのカムディスク25a,25bにそれぞれ押し付けられている。ローラレバー19a,20aおよびカムディスク25a,25bが、互いに異なる構成であるために、上側ニッパ19と下側ニッパ20が、互いに異なる運動をさせられる。それによって、ニッパ19,20の別々の独立した運動が可能となっている。
【0030】
図7によれば、電磁石48による上側ニッパ19のニッパ駆動部が設けられており、このニッパ駆動部では、電磁コイルが下側ニッパ20に取り付けられ、アマチュアプレートが上側ニッパ19に取り付けられている。
【0031】
図8による実施形態の場合には、図5に示す構成とは異なり、昇降磁石が、上側ニッパ19にのみ割り当てられている。下側ニッパ20は、他のやり方(不図示)で、例えば、カムディスクによって機械的に駆動することができる。
【0032】
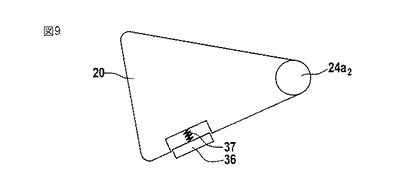
図9によれば、上側ニッパ19の挟持ジョー(不図示)に対する対向要素36が、下側ニッパ20上に配置されており、この対向要素36は、ばね37によって弾性的に付勢されている。
【0033】
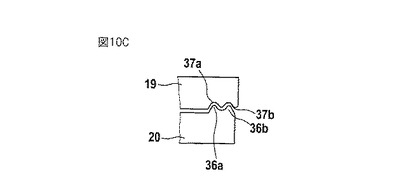
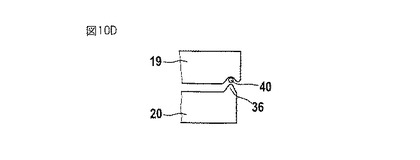
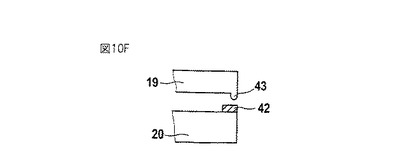
図10A〜10Fは、挟持ニッパ19および20の端部領域の挟持ジョーの様々な挟持輪郭、または挟持外形を示している。挟持ジョーは、単一片(図10A,10C)、または2片(図10B,10E,10F)で作製することができる。挟持ジョーの外形によって、挟持デバイス(ニッパアセンブリ)が閉じられた時に、繊維材料が上側ニッパ19と下側ニッパ20によって挟持される。図10Aによれば、下側ニッパ20の丸みを帯びた突起36と、上側ニッパ19の丸みを帯びたくぼみ37が互いに嵌り合う。図10Cによれば、2つの突起36a,36bが2つのくぼみ37a,37bに嵌まる。図10Bによれば、上側ニッパ19の挟持ジョーには、平坦なストリップまたは板38が設けられており、板38が、下側ニッパ20の挟持ジョーの平坦面39と協働する。図10Dは実質的に図10Aに対応しており、弾性要素40、例えばゴム要素などが、くぼみ37内に配置されている。図10Eによれば、下側ニッパ20の挟持ジョーの挟持領域に、弾性要素41、例えば、ゴムなどが設けられており、弾性要素41は、上側ニッパ19の挟持ジョーの挟持面に向かう方向の、丸みを帯びた突起を有している。図10Fによれば、下側ニッパ20の挟持ジョーの挟持領域に、弾性要素42、例えば、ゴム、ブルコラン(登録商標)、シリコンなどが取り付けられており、弾性要素42が、上側ニッパ19の挟持ジョーの鼻状の突起43と協働する。図10Gによれば、挟持ジョー20cの挟持面20dは、摩擦係数が大きくなるように、例えば、波形にする処理、または粗面処理などによって微細な表面凹凸(texture)を有している。同様に、全ての挟持面を、繊維材料に対する把持力を高めるために、凹凸を有するようにすることができる。
【0034】
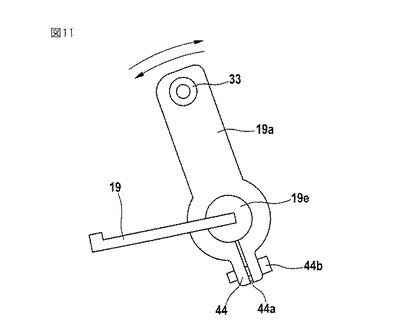
図11によれば、上側ニッパ19の一端領域が、ローラレバー19aに固定されるように連結されている。ローラレバー19aは、連続的なスロット44aを備え2つの部分からなる延長部44を有しており、スロット44aは、ねじ44bによって閉じて、より長くしたり短くしたりすることができる。そのようにして、上側ニッパ19の、円柱状の調節アタッチメント19eを、ローラレバー19aの円筒孔内で回転させることができ、したがって、ローラレバー19aと上側ニッパ19の間の角度を変えることができ、それによって、上側ニッパと下側ニッパ20の間の相対運動を調節可能である。
【0035】
図12によれば、回転可能に取り付けられ挟持デバイス19,20および22,23をそれぞれ有するローラ12および13に、吸い込み路52および56(吸い込み開口部)がそれぞれ付加的に備えられ、吸い込み路52,56は、供給デバイス8とローラ12の間の送り出し領域、および、ローラ12と13の間の送り出し領域で、搬送されている繊維の整列と運動に影響を与える。そのようにして、供給デバイス8から第1のローラ12上への繊維材料の取り込み、および、第2のローラ13への送り出しの時間が大幅に短縮され、その結果、ニップ速度を上げることができる、吸い込み開口部52,56は、ローラ12および13内にそれぞれ配置されており、これらのローラと一緒に回転する。少なくとも1つの吸い込み開口部が、各挟持デバイス19,20および22,23(ニッパデバイス)に結び付けられている。吸い込み開口部52,56は、把持要素(上側ニッパ)と対向要素(下側ニッパ)の間にそれぞれ配置されている。ロータ12,13の内部には、減圧領域53〜55および57〜59が、吸い込み開口部52,56の所の吸い込み流によってそれぞれ生成されている。減圧は、流れ発生機械に接続することによって生じさせることができる。個々の吸い込み開口部52,56での吸い込み流は、選択された特定の角度位置でのみローラの周面上に作用するように、減圧領域と吸い込み開口部との間で切り替えることができる。切り替えの目的で、開口部55と59を相応の角度位置にそれぞれ有する弁または弁パイプ54,58を用いることもできる。吸い込み流の解除は、把持要素(上側ニッパ)の運動によって行ってもよい。さらに、減圧領域を、相応の角度位置にのみ配置することも可能である。
【0036】
加えて、吹き付け空気の流れを、供給デバイス8の領域、および/または、ローラ間の移送領域に生じさせることができる。吹き付け空気流源(吹き付けノズル39)は、送給ローラ10内に配置されており、供給デバイスの通気性の表面、または空気通過開口部を通って外方に向かって第1のローラの方向に作用する。また、供給デバイス8の領域において、吹き付け空気流を発生するための要素を、供給デバイス8の直下または直上の定位位置に配置することもできる。ローラ12,13の間の移送領域では、吹き付け空気流源を、第1のローラ12のロータ外周の所の、各ニッパデバイスの直下または直上に配置することができる。吹き付け空気を発生するために、圧縮空気ノズルまたはエアブレイドを用いてもよい。
【0037】
吸い込み流Bは、偏向だけでなく、ラップと、供給デバイス8の領域における剥ぎ取られるべき繊維タフトとの間の分離工程も促進することができ、それらに必要な時間を短縮することができる。
【0038】
追加の空気案内要素と側面スクリーン61,62の設置の結果として、流れの方向、およびロータ周りに運ばれて引き離される空気に影響を与えることができる。そのようにして、整列のための時間をさらに短縮することができる。特に、第1のローラ12と供給デバイス8の間の、ラップの上方のスクリーン要素と、ローラの両側のスクリーン要素は有用であることが証明されている。
【0039】
コーミングされて取り出された繊維部分は、第2のローラ13から継ぎ合わせローラ14上に送られる。
【0040】
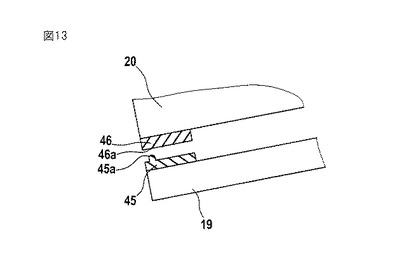
図13によれば、摩擦の組み合わせを改善するために、プラスチック材料またはゴム要素45および46(挟持要素)が、上側ニッパ19と下側ニッパ20の挟持ジョーにそれぞれ嵌め込まれている。プラスチック材料またはゴム材料45と36の挟持面は、高い摩擦係数を有している。この摩擦係数は、鋼/繊維材料では0.3であるのに比べて、例えば、ゴム/繊維材料間では、例えば、0.5から0.6より大きい。
【0041】
図14によれば、ニッパの閉動作を和らげるためのゴムまたはプラスチック材料要素47(クッション要素)が下側ニッパ20に配置されている。プラスチック材料またはゴム要素45および46(図13および14)を、クッション要素として用いてもよい。
【0042】
本発明の他の利点は、特に、以下である。
・下側ニッパと上側ニッパが、回転可能に取り付けられたロータに取り付けられている(図2,4A,4B,6,12)。
・下側ニッパと上側ニッパは、鋼、アルミニウム、プラスチック材料、GRPまたはGFRPから製造されていてよい。
・特に、動くニッパ要素は、軽量な材料から作られていてよい。
・例えば、上側ニッパのニッパ板は、板ばねとして構成されていてよい(図4A,4B)。
・下側ニッパと上側ニッパの駆動は、機械的に、例えばカム機構(図3,6)を介して行われてよい。
・ニッパの駆動は、電磁的に、または空気圧によって、例えば電磁石(図5,7,8)を介して行われてよい。
・変形しない、または弾性的に変形する対向層が、付加的に、例えば下側ニッパに(図9)配置されていてよい。
・挟持点を、挟持を改善する特定の外形によって生じさせてもよい(図10A〜10F)。
・摩擦の組み合わせを改善するために、プラスチック材料またはゴム要素が、上側ニッパおよび/または下側ニッパまたは対向層に配置されていてよい(図10D、10E,10F,13,14)。
・プラスチック材料またはゴム要素を、付加的に、ニッパの閉動作を和らげるために用いてもよい(図10D、10E,10F,13,14)。
・ニッパ板は、ニッパシャフトを分解することを必要とすることなく、容易に分解できる。
・下側ニッパと上側ニッパの間の、互いに対する相対運動を、例えば、ローラレバーまたはカムディスク(図11)を移動させることによって、調節し、または適合させてもよい。
【0043】
特に、ローラ12(ターニングロータ)上の挟持デバイス18の例を用いて本発明を説明した。同様に、本発明は、ローラ13(コーミングロータ)上の挟持デバイス21にも適用可能である。
【0044】
繊維束を形成するために、送給ローラによって前方に押される繊維構造体が、一端で挟持デバイスによって挟持され、ターニングロータの回転運動によって剥ぎ取られる。挟持された端部には、短い繊維が含まれ、自由な領域には長い繊維が含まれる。長い繊維が、送給ニップに挟持された繊維材料から分離力によって引き出され、短い繊維は、送給ニップでの保持力によって後に残る。続いて、繊維束がターニングロータからコーミングロータ上に送り出されると、繊維束の両端が反転させられる。コーミングロータ13上の挟持デバイスは、長い繊維の端部を把持し挟持し、その結果、短い繊維の領域は、挟持デバイスから突き出し、むき出しにされ、したがって、コーミングして除去することができる。
【0045】
周速度は、例えば、送給ローラ10で約0.2〜1.0m/sec、第1のローラ12で約2.0〜6.0m/sec、第2のローラ13で約2.0〜6.0m/sec、ドッファ14で約0.4〜1.5m/sec、そして、回転式カードトップアセンブリ15で約1.5〜4.5m/secである。第1のローラ12と第2のローラ13の直径は、例えば、約0.3m〜0.8mである。
【0046】
本発明によるロータ・コーミング機械を用いることで、2000nips/min以上、例えば、3000から5000nips/minが達成される。
【0047】
本発明によるロータ・コーミング機械を用いることによって、コーミングすべき繊維材料の機械的なコーミングを行うことができ、すなわち、機械的な手段がコーミングに用いられる。コーミングすべき繊維材料の、空気圧によるコーミングは行われず、すなわち、コーミングを行うのに、空気流、例えば、吸い込み空気流、および/または、吹き付け空気流は用いられない。
【0048】
本発明によるロータ・コーミング機械には、中断することなく高速で回転し、挟持デバイスを有するローラが設けられている。回転を中断され、ステップ状に回転し、または、停止状態と回転状態を交互に繰り返すローラは用いられない。
【図面の簡単な説明】
【0049】
【図1】コーミング前処理機、ロータ・コーミング機械、および繊維スライバ堆積デバイスを有する、繊維材料をコーミングするためのデバイスの模式的な斜視図である。
【図2】2つのローラを有する、本発明によるロータ・コーミング機械の模式的な側面図である。
【図3】2つのカムディスクを有する、図2のロータ・コーミング機械の斜視図である。
【図4A】2つの挟持ジョー(上側および下側ニッパ)を備える挟持デバイスの模式的な側面図であり、板ばねの形態の上側ニッパが下側ニッパから離れている状態を示している。
【図4B】図4Aの挟持デバイスの模式的な側面図であり、上側ニッパが下側ニッパに係合している状態を示している。
【図5】共通の制御・調節デバイスに接続された別々の(独自の)電磁駆動デバイスが2つの挟持ニッパのそれぞれに割り当てられている挟持デバイスを示す図である。
【図6】可動な2つの挟持ニッパに、挟持ニッパの別々の、または独立した駆動を可能にする互いに異なる2つのカムディスクの形態の別々の(独自の)機械的な駆動デバイスが割り当てられている挟持デバイスの模式的な側面図である。
【図7】上側ニッパに割り当てられた電磁石によるニッパの駆動を示す図である。
【図8】挟持ニッパ(下側ニッパと上側ニッパ)間の電磁石によるニッパの駆動を示す図である。
【図9】挟持ニッパ、例えば下側ニッパの、ばねで付勢された対向層を示す図である。
【図10A】挟持ジョーの様々な挟持外形の模式図である。
【図10B】挟持ジョーの様々な挟持外形の模式図である。
【図10C】挟持ジョーの様々な挟持外形の模式図である。
【図10D】挟持ジョーの様々な挟持外形の模式図である。
【図10E】挟持ジョーの様々な挟持外形の模式図である。
【図10F】挟持ジョーの様々な挟持外形の模式図である。
【図10G】挟持ジョーの様々な挟持外形の模式図である。
【図11】調節ローラレバーを示す図である。
【図12】第1および第2のローラの挟持デバイスのそれぞれに割り当てられた減圧路および吸い込み開口部、および供給ローラの内部の吹き付け空気ノズルを備える、図2のようなロータ・コーミング機械を示す図である。
【図13】挟持ジョー上の挟持要素を示す図である。
【図14】挟持ジョー上のクッション要素を示す図である。
【符号の説明】
【0050】
8 供給デバイス
10 送給ローラ
11 送給トレイ
12,13 ローラ
18,21 挟持デバイス
19,22 上側ニッパ
20,23 下側ニッパ
27 挟持ニップ
19c,20c 挟持ジョー
【技術分野】
【0001】
本発明は、繊維分類デバイス、特にコーミング・デバイスに対して供給デバイスによって供給される紡織繊維を有する繊維束を特にコーミングのために繊維分類または繊維選択する装置であって、繊維束の自由端から所定の距離の所で繊維束を挟持する挟持デバイスが設けられ、例えば、短い繊維、ネップ、ごみなどの、挟持されていない構成要素を自由端からゆるめ、除去するために、繊維束の挟持部位から自由端にコーミング作用を生じさせる機械的手段が設けられ、コーミングされた繊維材料を取り出すために、少なくとも1つの取出し手段が設けられており、挟持デバイスのそれぞれは、挟持ジョー(上側および下側ニッパ)を備える2つのニッパアームを有している装置に関する。
【背景技術】
【0002】
実際に、コーミング機械は、綿繊維または羊毛繊維をそれに含まれる天然の夾雑物から分離し、繊維束の繊維を平行にするのに用いられている。その目的のために、「繊維タフト」として知られている一定の部分長さの繊維が、ジョーの前方に突出する様に、事前に準備された繊維束がニッパ装置のジョーの間に挟持される。ニードル針布または歯付き針布によってコーミング・セグメントで満たされた回転式のコーミング・ローラのコーミング・セグメントにより、この繊維タフトはコーミングされてきれいにされる。取出しデバイスは、通常、互いに逆方向に回転する2個のローラから成り、これらのローラによって、コーミングされた繊維タフトが把持されて前方に搬送される。
【0003】
短い繊維、ネップ、ゴミ、および他の構成要素を繊維混合物から分離するために、繊維材料をラップロールの形態で、機械的なコーミングを行うためのコーミング機械に供給することが知られており、この際、ラップウェブの端部がニッパによって挟持され、挟持ラインを越えて突出する端部がサーキュラーコームの針布によって機械的にコーミングされる。その後、コーミングして取り出された繊維タフトは剥ぎ取りローラ対に移送され、そこで、一塊になったウェブへと形成され、または「継ぎ合わせ」をされる。繊維束が剥ぎ取りローラによってニッパから取り出されると、短い繊維、ネップ、ごみ、および、望ましくない他の構成要素が、コーミングされたウェブ内にできるだけ残らないように、ラップから分断された端部が、同様に、機械的なトップコームによって引っ張られる。この公知のコーミング方法の不都合は、特に、動作の仕方が不連続であり、それによって、大きな質量を、動作サイクル中に加速し減速する必要があることである。
【0004】
ニッパアセンブリの前後への揺動運動によって、特に、ニップ速度が速い場合に、非常に大きな振動が起こり、それによって、一方で、駆動要素と軸受要素が適切に安定した構成であることが要求され、他方で、機械のフレームワークにも、機械が取り付けられるベースにも高い要求が課される。
【0005】
部分的にきれいにされた繊維を、取出しデバイスのローラを用いてニッパユニットのジョーから取り出すことができるようにするために、比較的重い取出しデバイスを、ニッパ装置のジョーの間に保持された繊維束へと直線状にまたは円弧の一部に沿うように移動させる必要があり、あるいは、他の仕方で曲線状に、ニッパ装置を、定位置にある取出しローラに向かって移動させる必要がある。通常要求される1分当たり450ニップの場合、大きな質量が移動させられる結果として、コーミング機械の全体に高レベルの力学的な外乱が生じさられ、それによって、動作速度と生産性に制限が加わる。
【0006】
さらに、従来のコーミング機械の問題は、コーミングされた繊維が、互いに逆方向に回転する両取出しローラによって取り出される際、コーミング工程中、すなわち、コーミング・セグメントを通過する際、繊維は、ニッパ装置のジョーの間に挟持され、または、搬送方向に見てジョーの後方に位置しているので、最高50%までの繊維長さの部分が、サーキュラーコームによってきれいにされないことである。繊維のこの部分もできるだけきれいにするために、これらの繊維は、従来、取出しローラの前に配置されたトップコームによって引っ張られている。トップコームは、各コーミングヘッドの付加的な構造要素である。
【0007】
下側剥ぎ取りローラと上側剥ぎ取りローラから構成される剥ぎ取りローラ対は、ニッパ装置およびサーキュラーコームに直接的に隣接している。下側剥ぎ取りローラは、サーキュラーコームのコーム先端の運動経路と、上側剥ぎ取りローラの間に位置しており、上側剥ぎ取りローラと共に、コーマ・スライバのための挟持ニップを形成している。ニッパ装置は、2つの方向に揺動するように取り付けられている。最初に、ニッパ装置は、剥ぎ取りローラ対から所定の距離の所で、サーキュラーコームのコーム先端の運動経路に向かって移動させられる。その位置で、繊維束のコーミングがサーキュラーコームによって行われる。その動作が完了すると、ちょうどコーミングされた繊維タフトが、剥ぎ取りローラ対の挟持ニップに達するように、ニッパ装置がユニットとして上昇させられる。この移動中に、ニッパ装置は、さらに、水平方向に剥ぎ取りローラに近づけられる。コーミングされたスライバの、その時点で後方へ搬送された一部が、新たな、コーミングされた繊維束の先端に重ねられ、繊維タフトの先端が剥ぎ取りローラの挟持ニップにおいて圧縮され、剥ぎ取りローラによって取出し方向に引っ張られ、トップコームが、ちょうどコーミングされた繊維タフトの端部に挿入されて、トップコームによって、繊維の自由部分がコーミングされる。ニッパ装置の後退運動と剥ぎ取りローラ対の取出し運動の結果として、コーミングされた繊維束が剥ぎ取られ、未処理の繊維束が送給ローラによってニッパ装置に供給され、挟持され、サーキュラーコームに対してコーミング位置に運ばれる。このような装置は、特に、ニッパ装置が、多かれ少なかれ加速を伴って種々の非常に大きな運動をする必要があるので、不都合である。そのために、動作速度は、大幅に制限され、大きな騒音が発生し、発生する慣性力によって、平均以上の磨耗が生じる。剥ぎ取り距離と送給量の調節は、機械が静止している時にしか行うことができない。他の重大な不都合は、ちょうどコーミングされた繊維タフトの自由端も、その繊維の自由端の先端を前方にして、長い距離にわたって比較的高速で移動させ、コーマ・スライバの、戻された端部上の、厳密に決められた位置に配置する必要があることである。発生する空気渦およびその都度の空気抵抗に応じて、繊維タフトの、戻されたコーマ・スライバ上への位置決めは不正確になることが多く、そのため、比較的低速で動作させる必要がある。しかし、いずれにしても、コーマ・スライバにおいて、品質の低下が観察される。公知の装置の他の不都合は、剥ぎ取りローラのピルグリムステップ運動の結果として剥ぎ取りローラ対と取出しローラの間で制御されないフォールド構成が生じ、それによって、さらに、コーミング工程に障害が生じることである。
【0008】
ニッパは、その前側位置に位置している時に開かれ、コーミングされた繊維束を剥ぎ取りローラ対に移送し、その束は、それより前に剥ぎ取られた繊維タフトに継ぎ合わされる。
【0009】
公知の綿コーミング工程は不連続工程である。ニップ動作中に、全てのアセンブリおよびそれらの駆動手段およびギヤは、加速、減速され、また、ある場合には繰り返し反転させられる。大きなニップ速度は、大きな加速を結果としてもたらす。特に、ニッパの運動、ニッパの移動のためのギヤの運動、剥ぎ取りローラのピルグリムステップ運動のためのギヤの運動の結果として、大きな加速力が引き起こされる。引き起こされる力および応力は、ニップ速度が大きいほど大きくなる。公知のフラット・コーミング機械は、そのニップ速度により性能限界に達し、それによって、生産性の向上が妨げられている。さらに、不連続な動作様式によれば機械全体に振動が引き起こされ、それによって、動的な交互応力が発生する。
【0010】
特許文献1には、例えば、8つのコーミングヘッドが同時に順々に動作するコーミング機械が開示されている。それらのコーミングヘッドは、コーミングヘッドに隣接して配置された側部駆動手段によって駆動され、側部駆動手段は、縦方向シャフトによって、コーミングヘッドの個々の要素に、それらを駆動できるように連結されたギアユニットを有している。個々のコーミングヘッドで形成された繊維スライバは、次の牽伸システムへと搬送テーブル上を順に移送され、牽伸システムで牽伸され、その後、共通のコーミング機械スライバを形成するように組み合わされる。その後、牽伸システムで作製された繊維スライバは、ファンネルホイール(巻取器プレート)によってケンス内に堆積させられる。コーミング機械の複数のコーミングヘッドの各々は、送給デバイス、ピボット運動可能に取り付けられ定位置に配置されたニッパアセンブリ、ピボット運動可能に取り付けられ定位置に配置されたニッパアセンブリ、回転可能に取り付けられ、ニッパアセンブリによって供給された繊維タフトをコーミングするためのコームセグメントを有するサーキュラーコーム、トップコーム、および、定位置に配置され、コーミングされた繊維束をニッパアセンブリから剥ぎ取るための剥ぎ取り装置を有している。ニッパアセンブリは、上側ニッパ板と協働する下側ニッパを有している。ここでは、上側ニッパ板は、ピボット軸によって下側ニッパにピボット運動可能に取り付けられている。下側ニッパはと上側ニッパは、それらの前端領域が相補的な外形に形成され、それによって、ニッパアセンブリが閉じられた時に、送給シリンダを介して供給されたラップを挟持する。この挟持状態でニッパアセンブリから突出している繊維タフトが、サーキュラーコームのコームセグメントによってコーミングされる。ニッパアセンブリの下方に配置されたサーキュラーコームは、相対的に回転することなく、サーキューラーコームシャフト上に取り付けられており、サーキューラーコームシャフトは、駆動連結部を介してギヤ機構に連結されている。ギヤ機構の駆動は主モータによって行われる。ニッパアセンブリは、1つ(または2つ)のピボットアームを介してサーキューラーコームシャフトの軸上にピボット運動可能に取り付けられている。ピボットアームの自由端は、下側ニッパのフレームに固定されるように取り付けられている。下側ニッパは、その後側領域にピボット軸を有しており、このピボット軸上にレバーが回転可能に取り付けられている。このレバーは、クランクディスクにアクスルを介して回転可能に取り付けられている。クランクディスクのアクスルは、駆動連結部を介して駆動モータに連結されている。ニッパ部品は、繊維ラップを挟持するように形成された外形を備える鋼板である。ニッパ部品は、前後に振動するようにニッパアセンブリに取り付けられている。約300Nの挟持力が、圧縮ばねを備える偏心シャフトによって発生する。その機能は、コーミング中にラップを挟持し、サーキュラーコームローラに向かって下流方向に揃えることである。剥ぎ取り動作時、ニッパは開かれる。このコーミング機械の不都合は、特に、必要な装備が多量であり、また、時間当たりの製造速度が低いことである。全部で8つの送給デバイス、定位置の8つのニッパアセンブリ、コームセグメントを備える8つのサーキュラーコーム、8つのトップコーム、および8つの剥ぎ取りデバイスを有する8つの個別のコーミングヘッドが設けられている。特別な問題は、コーミングヘッドの、不連続な動作の仕方にある。追加の不都合が、大きな質量の加速、および反転運動の結果として生じ、その結果は、動作速度を高くすることが不可能であるということである。最後に、機械の相当の振動が、コーミングされたスライバの堆積に不均一性を生じさせるという結果を生じさせる。さらに、隔たり、すなわち、下側ニッパ板のニッパリップと、剥ぎ取りシリンダの挟持点との間の距離が、構造的および空間的に制限される。
【0011】
【特許文献1】欧州特許出願公開第1586682号明細書
【発明の開示】
【発明が解決しようとする課題】
【0012】
したがって、本発明の基礎となる課題は、上述の不都合を回避し、特に、時間当たりの製造量(生産性)を大幅に増やし、改善されたコーマ・スライバを容易に得ることができる、冒頭に記載した種類の装置を提供することにある。
【課題を解決するための手段】
【0013】
上記の課題は、請求項1の特徴とする構成によって解決される。
すなわち、1番目の発明によれば、繊維分類デバイスに対して供給手段によって供給される紡織繊維を有する繊維束を繊維分類または繊維選択する装置であって、前記繊維束の自由端から所定の距離の所で前記繊維束を挟持する挟持デバイスが設けられ、未挟持の構成要素を前記自由端からゆるめ、除去するために、前記繊維束の挟持部位から前記自由端にコーミング作用を生じさせる機械的手段が設けられ、コーミングされた繊維材料を除去するために、少なくとも1つの取出し手段が設けられており、前記挟持デバイスのそれぞれは、挟持ジョーを備える2つのニッパアームである上側および下側のニッパを有している装置において、前記供給手段(8;10,11)の下流に、回転可能に取り付けられ、中断することなく高速で回転する少なくとも2つのローラ(12,13)が設けられ、該ローラ(12,13)には、前記繊維束(16;301〜303)用の前記挟持デバイス(18;21)が設けられ、該挟持デバイス(18;21)は、前記ローラの外周の領域に互いに間隔をおいて分布させられており、前記各挟持デバイスの、少なくとも1つのニッパ部分(19,20;22,23)が少なくとも部分的に弾性的であり、前記挟持ジョー(19c,20c;36,37,38,39,40,41,42,43,45,46)が、挟持面(19d,20d;37,37a,37b;45a,46a)の領域で高い摩擦係数を有していることを特徴とする装置が提供される。
【0014】
コーミングすべき繊維束を、回転する少なくとも2つのローラ上で挟持し移動させる機能を設けることによって、公知の装置とは異なり、大きな質量の加速および反転運動なしで、高い動作速度(ニップ速度)が達成される。特に、動作の仕方が連続的である。2つの高速ローラを用いた場合、時間当たりの製造速度(生産性)が非常に大幅に高められ、これは、以前は、当該技術分野において可能だとは考えられていなかった。さらなる利点は、複数の挟持デバイスを備えるローラの回転運動が、複数の繊維束が単位時間毎に第1のローラに、また、第2のローラに著しく高速に供給されることにつながることである。特に、ローラの高い回転速度によって、製造を大幅に増大させることができる。
繊維束を形成するために、送給ローラによって前方に押される繊維構造体が、一端で挟持デバイスによって挟持され、ターニングロータの回転運動によって剥ぎ取られる。挟持された端部には、短い繊維が含まれ、自由な領域には長い繊維が含まれる。長い繊維が、送給ニップに挟持された繊維材料から分離力によって引き出され、短い繊維は、送給ニップでの保持力によって後に残る。続いて、繊維束がターニングロータからコーミングロータ上に送り出されると、繊維束の両端が反転させられる。コーミングロータ上の挟持デバイスは、長い繊維の端部を把持し挟持し、その結果、短い繊維の領域は、挟持デバイスから突き出し、むき出しにされ、したがって、コーミングして除去することができる。
【0015】
繊維束は、公知の装置とは異なり、複数の挟持デバイスによって保持され、回転によって搬送される。したがって、特定の挟持デバイスでの挟持点は、繊維束が第1、第2のローラに移送されるまで不変に保たれる。挟持デバイスと繊維束との間の相対運動は、繊維束が第1および第2のローラによってそれぞれ把持され、加えて、挟持が完了するまで開始されない。複数の挟持デバイスを、繊維束のために利用可能であるので、特に有利なやり方で、繊維束を第1および第2のローラにそれぞれ順に、単一の供給デバイスの結果として生じる望ましくない時間遅れを生じることなく、迅速に連続して供給することができる。特別な利点は、第1のローラ(ターニングロータ)上に供給された繊維束が連続的に搬送されることである。繊維束、およびこれと協働する挟持要素の速度は同一である。挟持要素は、搬送される繊維材料の方向への運動中に閉じ、開く。少なくとも1つの第2のローラ(コーミングロータ)は、少なくとも1つの第1のローラ(ターニングロータ)の下流に配置されている。本発明による装置によって、大幅に高められた生産性が実現される。他の特別な利点は、ロータ・コーミング機械の高い最高の動作速度で、少なくとも1つのニッパ部分が、軽量で、弾性的で、逆方向への屈曲応力に対して耐性があり、平坦であり、同時に、繊維材料を信頼性よく挟持できることである。繊維材料に対する挟持面の摩擦係数が高いことによって、特に、繊維材料を供給手段から剥ぎ取る時に重要な大きな摩擦抵抗が得られる。
【0016】
請求項2から34は、本発明の有利なさらなる態様を含んでいる。
2番目の発明によれば、1番目の発明において、前記繊維分類デバイスは、コーミング・デバイスであり、コーミングのために前記繊維束を繊維分類または繊維選択する。
3番目の発明によれば、1番目または2番目の発明において、前記未挟持の構成要素は、短い繊維、ネップ、またはごみである。
4番目の発明によれば、1番目から3番目のいずれかの発明において、前記各挟持デバイスの、少なくとも1つのニッパが、少なくとも部分的に、可とう性のばね手段の形態になっている。
5番目の発明によれば、4番目の発明において、前記可とう性のばね手段が板ばねである。
6番目の発明によれば、1番目から5番目のいずれかの発明において、金属製の板ばねが用いられている。
7番目の発明によれば、5番目または7番目の発明において、前記板ばねは、プラスチック材料を有する。
8番目の発明によれば、5番目から7番目のいずれかの発明において、前記板ばねは、繊維強化プラスチック材料を有している。
9番目の発明によれば、5番目から8番目のいずれかの発明において、前記板ばねは、ガラス繊維強化プラスチック材料を有している。
10番目の発明によれば、5番目から9番目のいずれかの発明において、前記板ばねは、炭素繊維強化プラスチック材料を有している。
11番目の発明によれば、1番目から10番目のいずれかの発明において、前記高い摩擦係数が、前記挟持面の領域の材料によって決められている。
12番目の発明によれば、1番目から11番目のいずれかの発明において、高い摩擦係数を有するプラスチック材料が材料として用いられている。
13番目の発明によれば、1番目から12番目のいずれかの発明において、高い摩擦係数を有するゴムが材料として用いられている。
14番目の発明によれば、1番目から13番目のいずれかの発明において、前記高い摩擦係数が、前記挟持面の領域の機械的な表面特性によって決められている。
15番目の発明によれば、1番目から14番目のいずれかの発明において、前記挟持面が粗面処理されている。
16番目の発明によれば、1番目から15番目のいずれかの発明において、前記挟持面に凹凸が形成されている。
17番目の発明によれば、1番目から16番目のいずれかの発明において、前記挟持面が波形にされている。
18番目の発明によれば、1番目から17番目のいずれかの発明において、少なくとも1つのニッパ部分が、板ばねの形態になっており、挟持点の領域に、挟持を改善する外形、および、繊維と前記挟持ジョーの間の摩擦の組み合わせを改善する要素の少なくとも一方を有している。
19番目の発明によれば、1番目から18番目のいずれかの発明において、挟持ニッパが、回転可能に取り付けられた高速なローラに取り付けられている。
20番目の発明によれば、1番目から19番目のいずれかの発明において、挟持力が、板ばねの厚さ、および形状の少なくとも一方によって決められている。
21番目の発明によれば、1番目から20番目のいずれかの発明において、プラスチック材料要素またはゴム要素が、摩擦の組み合わせを改善するために用いられている。
22番目の発明によれば、1番目から21番目のいずれかの発明において、プラスチック材料要素またはゴム要素を、ニッパの閉じる動作を和らげるために用いることができる。
23番目の発明によれば、1番目から22番目のいずれかの発明において、ニッパ部分が、鋼、アルミニウム、プラスチック材料、GRPまたはGFRPから製造されている。
24番目の発明によれば、1番目から23番目のいずれかの発明において、可動なニッパ要素が、軽量な材料から作製されている。
25番目の発明によれば、1番目から24番目のいずれかの発明において、ニッパの駆動が機械的に行われる。
26番目の発明によれば、25番目の発明において、ニッパの駆動がカムを介して行われる。
27番目の発明によれば、1番目から26番目のいずれかの発明において、ニッパの駆動が、電磁気的に、または空気圧によって行われる。
28番目の発明によれば、27番目の発明において、ニッパの駆動が電磁石を介して行われる。
29番目の発明によれば、1番目から28番目のいずれかの発明において、湾曲しない、または弾性的に湾曲する対向層が、一方のニッパ要素に配置されている。
30番目の発明によれば、29番目の発明において、前記対向層が下側のニッパに配置されている。
31番目の発明によれば、1番目から30番目のいずれかの発明において、ニッパシャフトを分解することを必要とせずに、可動なニッパ要素を分解可能である。
32番目の発明によれば、1番目から31番目のいずれかの発明において、少なくとも1つの挟持ニッパの運動が、自身の弾性力によって行われる。
33番目の発明によれば、1番目から32番目のいずれかの発明において、回転可能に取り付けられた少なくとも2つの前記ローラには、ターニングロータ(12)とコーミングロータ(13)が含まれる。
34番目の発明によれば、33番目の発明において、前記ターニングロータ(12)と前記コーミングロータ(13)の回転方向が互いに反対方向(それぞれ12aと13a)である。
【発明を実施するための最良の形態】
【0017】
以下、図面に示す例示的な実施形態を参照して本発明をより詳細に説明する。
【0018】
図1によれば、コーミング前処理機1は、スライバが送給されラップを送り出す紡績室機械と、互いに平行に配置された2つの送給テーブル4a,4b(クリール)とを有しており、各送給テーブル4a,4bの下には、繊維スライバ(不図示)を収容する2列のケンス5a,5bが配置されている。ケンス5a,5bから引き出された繊維スライバは、方向を変えられた後、コーミング前処理機1の、順に配置された2つの牽伸システム6a,6b内を通る。牽伸システム6aから、形成された繊維スライバウェブが、ウェブ・テーブル7上を案内され、牽伸システム6bの出口の所で順に積み上げられ、そこで作製された繊維スライバウェブと一緒に運び出される。牽伸システム6a,6bによって、いずれにしても、複数の繊維スライバが、ラップを形成するように組み合わされ、一緒に牽伸される。牽伸された複数のラップ(この例では2つのラップを示す)は、順に重ねて配置することによってダブリングされる。このように形成されたラップは、下流のロータ・コーミング機械2の供給デバイス(送給要素)内に直接導入される。繊維材料の流れは中断されない。コーミングされた繊維ウェブは、ロータ・コーミング機械2の出口の所に送り出され、ファンネルを通されてコーマ・スライバを形成し、下流のスライバ堆積デバイス3内に堆積させられる。参照符号Aは動作方向を示している。
【0019】
オートレベラ牽伸システム50(図2参照)を、ロータ・コーミング機械2とスライバ堆積デバイス3との間に配置することができる。それによって、コーマ・スライバが牽伸される。
【0020】
他の構成によれば、2つ以上のロータ・コーミング機械2が設けられる。例えば、2つのロータ・コーミング機械2aおよび2bがある場合、送り出された2つのコーマ・スライバ17を、下流のオートレベラ牽伸システム50に一緒に通し、牽伸された1つのコーマ・スライバとしてスライバ堆積デバイス3内に堆積させることができる。
【0021】
スライバ堆積デバイス3は、回転式の巻取器ヘッド3aを有しており、巻取器ヘッド3aによって、コーマ・スライバをケンス3b内に、または、ケンスなしの繊維スライバパッケージの形態(不図示)で堆積させることができる。
【0022】
図2は、送給ローラ10と送給トラフ11を備える供給デバイス8を有し、第1のローラ12(ターニングロータ)、第2のローラ13(コーミング・ローラ)、取出しローラ14を備える取出しデバイス9、および回転式カードトップコーミングアセンブリ15を有するロータ・コーミング機械2を示している。ローラ10,12,13,14の回転方向が、曲線矢印10a,12a,13a,14aによってそれぞれ示されている。入ってくる繊維ラップが参照符号16によって示されており、送り出される繊維ウェブが参照符号17によって示されている。ローラ10,12,13,14は順に配置されている。矢印Aは動作方向を示している。
【0023】
第1のローラ12には、その外周の領域に、複数の第1の挟持デバイス18が備えられており、挟持デバイス18は、ローラ12の幅を横切って延び(図3参照)、それぞれが上側ニッパ19(把持要素)と下側ニッパ20(対向要素)を有している。挟持デバイス18の、ローラ12の中心点またはピボット軸線側の一端領域で、各上側ニッパ19は、ローラ12に取り付けられたピボット軸受24aに回転可能に取り付けられている。下側ニッパ20は、ローラ12に、固定されるように、または可動なように取り付けられている。上側ニッパ19の自由端はローラ12の外周に面している。上側ニッパ19と下側ニッパ20は、繊維束を把持し(挟持し)、また放すことができるように協働する。
【0024】
第2のローラ13には、その外周の領域に、2つの部分からなる複数の挟持デバイス21が備えられており、挟持デバイス21はローラ13の幅を横切って延び(図3参照)、それぞれが上側ニッパ22(把持要素)と下側ニッパ23(対向要素)からなっている。挟持デバイス21の、ローラ13の中心点またはピボット軸線側の一端領域で、各上側ニッパ22は、ローラ13に取り付けられたピボット軸受24bに回転可能に取り付けられている。下側ニッパ23は、ローラ13に、ピボット軸受24b2によって可動に取り付けられている。上側ニッパ22の自由端はローラ13の外周に面している。上側ニッパ22と下側ニッパ23は、繊維束を把持し(挟持し)、また放すことができるように協働する。ローラ12の場合、ローラ外周周りに、送給ローラ10と第2のローラ13の間で挟持デバイス18が閉じられ(挟持デバイス18が繊維束(不図示)を一端で挟持する)、第2のローラ13と送給ローラ10との間で挟持デバイス18が開かれる。ローラ13では、ローラ外周周りに、第1のローラ12とドッファ14の間で挟持デバイス21が閉じられ(挟持デバイス21が繊維束(不図示)を一端で挟持する)、ドッファ14と第1のローラ12との間で挟持デバイス21が開かれる。参照符号50は、牽伸システム、例えばオートレベラ牽伸システムを示している。牽伸システム50は、巻取器ヘッド3aの上方に配置されるのが有利である。参照符号51は、被駆動上昇搬送機、例えばコンベヤベルトを示している。上方に傾斜した金属シートなどを搬送の目的で用いてもよい。
【0025】
図3によれば、固定された2つのカムディスク25および26が設けられており、それらの周りを、第1の挟持デバイス18を有するローラ12と、第2の挟持デバイス21を有するローラ13が、矢印12aおよび13aの方向にそれぞれ回転させられる。付勢された上側ニッパ19および22が、カムディスク25,26の外周とローラ12,13の内周面の間の中間空間内に配置されている。カムディスク25,26の周りのローラ12,13の回転によって、上側ニッパ19,22はピボット軸線24a1,24b1を中心としてそれぞれ回転させられる。そのようにして、第1の挟持デバイス18および第2の挟持デバイス21の開閉が行われる。参照符号19aおよび22aは、ローラレバーを示している。
【0026】
図4Aおよび4Bによれば、挟持デバイス18(ニッパアセンブリ)は、2つの挟持ニッパ(上側ニッパ19、下側ニッパ20)からなっており、一方の挟持ニッパ(上側ニッパ19)は、矢印D,Eの方向に回転可能である。その一端領域で、上側ニッパ19は、ローラ12に取り付けられたピボット連結部24aに取り付けられている。上側ニッパ19は、下側ニッパ20に対して可動であり、板ばねの形態である。図4Aでは、挟持ニッパ19の挟持ジョー、すなわち、挟持ニッパ19の、ピボット軸受24aから遠い端部領域は、下側ニッパから離れている。図4Bでは、上側ニッパ19の挟持ジョー19cの挟持点19dが、下側ニッパ20の挟持ジョー20cの挟持点20dに係合する結果、力の作用(不図示)の結果として、上側ニッパ19は、方向Dに弾性的に変位させられている。
【0027】
上側ニッパ19は、繊維強化複合材料、例えば、本来的に軽量(例えば、1.8g/cm3)なガラス繊維強化プラスチック材料から構成されている。慣性質量が大幅に減らされているために、挟持力を加えるための迅速な弾性変位と、迅速な跳ね返りを伴う高いニップ速度(閉じ工程)が達成され、有利である。板ばねは、軽量で、弾性的で、逆方向への屈曲応力に対して耐性があり、平坦である。
【0028】
図5に示すように、電磁操作デバイス30(昇降磁石)が上側ニッパ19に結び付けられており、電磁操作デバイス31(昇降磁石)が下側ニッパ20に結び付けられている。各電磁操作デバイス30,31は、アクチュエータハウジング(不図示)として公知のものから構成されており、中には、2つの電磁コイル30aおよび31aが配置されており、各アマチュアプレート30b,31bが、それらの間を縦方向に移動するように案内されている。このアマチュアプレートが、それに対応する通電された電磁コイルによって動かされ、その運動が、結び付けられた上側ニッパ19および下側ニッパ20にそれぞれ直接伝達される。電磁操作デバイス30,31は、共通の電気制御・調節デバイス32に接続されている。それによって、上側ニッパ19と下側ニッパ20の、相互の運動を、個別に多様に制御可能である。上側および下側ニッパは、電磁操作デバイス30,31によって別々に駆動される。
【0029】
図6によれば、上側ニッパ19と下側ニッパ20は、共通のピボット連結部24aに回転可能に取り付けられている。上側ニッパ19は、2つのアームを有するレバーの形態であり、一方のレバーアームはローラレバー19aを形成し、他方のレバーアーム19bは挟持機能を担っている。回転可能なローラ33(カムフォロワローラ)が、ローラレバー19aの、ピボット軸受24aから遠い側の端部領域に配置されている。下側ニッパ20は、曲がったレバーの形態であり、一方のレバーアームがローラレバー20aを形成し、他方のレバーアーム20bが挟持機能を担っている。回転可能なローラ34(カムフォロワローラ)が、ローラレバー20aの、ピボット軸受24aから遠い側の端部領域に配置されている。上側ニッパ19と下側ニッパ20の駆動は、カム機構を介して機械的に行われる。ローラレバー19a,19bにそれぞれ作用する弾性付勢要素(不図示)、例えばばねの力によって、ローラ33および34が、静止した2つのカムディスク25a,25bにそれぞれ押し付けられている。ローラレバー19a,20aおよびカムディスク25a,25bが、互いに異なる構成であるために、上側ニッパ19と下側ニッパ20が、互いに異なる運動をさせられる。それによって、ニッパ19,20の別々の独立した運動が可能となっている。
【0030】
図7によれば、電磁石48による上側ニッパ19のニッパ駆動部が設けられており、このニッパ駆動部では、電磁コイルが下側ニッパ20に取り付けられ、アマチュアプレートが上側ニッパ19に取り付けられている。
【0031】
図8による実施形態の場合には、図5に示す構成とは異なり、昇降磁石が、上側ニッパ19にのみ割り当てられている。下側ニッパ20は、他のやり方(不図示)で、例えば、カムディスクによって機械的に駆動することができる。
【0032】
図9によれば、上側ニッパ19の挟持ジョー(不図示)に対する対向要素36が、下側ニッパ20上に配置されており、この対向要素36は、ばね37によって弾性的に付勢されている。
【0033】
図10A〜10Fは、挟持ニッパ19および20の端部領域の挟持ジョーの様々な挟持輪郭、または挟持外形を示している。挟持ジョーは、単一片(図10A,10C)、または2片(図10B,10E,10F)で作製することができる。挟持ジョーの外形によって、挟持デバイス(ニッパアセンブリ)が閉じられた時に、繊維材料が上側ニッパ19と下側ニッパ20によって挟持される。図10Aによれば、下側ニッパ20の丸みを帯びた突起36と、上側ニッパ19の丸みを帯びたくぼみ37が互いに嵌り合う。図10Cによれば、2つの突起36a,36bが2つのくぼみ37a,37bに嵌まる。図10Bによれば、上側ニッパ19の挟持ジョーには、平坦なストリップまたは板38が設けられており、板38が、下側ニッパ20の挟持ジョーの平坦面39と協働する。図10Dは実質的に図10Aに対応しており、弾性要素40、例えばゴム要素などが、くぼみ37内に配置されている。図10Eによれば、下側ニッパ20の挟持ジョーの挟持領域に、弾性要素41、例えば、ゴムなどが設けられており、弾性要素41は、上側ニッパ19の挟持ジョーの挟持面に向かう方向の、丸みを帯びた突起を有している。図10Fによれば、下側ニッパ20の挟持ジョーの挟持領域に、弾性要素42、例えば、ゴム、ブルコラン(登録商標)、シリコンなどが取り付けられており、弾性要素42が、上側ニッパ19の挟持ジョーの鼻状の突起43と協働する。図10Gによれば、挟持ジョー20cの挟持面20dは、摩擦係数が大きくなるように、例えば、波形にする処理、または粗面処理などによって微細な表面凹凸(texture)を有している。同様に、全ての挟持面を、繊維材料に対する把持力を高めるために、凹凸を有するようにすることができる。
【0034】
図11によれば、上側ニッパ19の一端領域が、ローラレバー19aに固定されるように連結されている。ローラレバー19aは、連続的なスロット44aを備え2つの部分からなる延長部44を有しており、スロット44aは、ねじ44bによって閉じて、より長くしたり短くしたりすることができる。そのようにして、上側ニッパ19の、円柱状の調節アタッチメント19eを、ローラレバー19aの円筒孔内で回転させることができ、したがって、ローラレバー19aと上側ニッパ19の間の角度を変えることができ、それによって、上側ニッパと下側ニッパ20の間の相対運動を調節可能である。
【0035】
図12によれば、回転可能に取り付けられ挟持デバイス19,20および22,23をそれぞれ有するローラ12および13に、吸い込み路52および56(吸い込み開口部)がそれぞれ付加的に備えられ、吸い込み路52,56は、供給デバイス8とローラ12の間の送り出し領域、および、ローラ12と13の間の送り出し領域で、搬送されている繊維の整列と運動に影響を与える。そのようにして、供給デバイス8から第1のローラ12上への繊維材料の取り込み、および、第2のローラ13への送り出しの時間が大幅に短縮され、その結果、ニップ速度を上げることができる、吸い込み開口部52,56は、ローラ12および13内にそれぞれ配置されており、これらのローラと一緒に回転する。少なくとも1つの吸い込み開口部が、各挟持デバイス19,20および22,23(ニッパデバイス)に結び付けられている。吸い込み開口部52,56は、把持要素(上側ニッパ)と対向要素(下側ニッパ)の間にそれぞれ配置されている。ロータ12,13の内部には、減圧領域53〜55および57〜59が、吸い込み開口部52,56の所の吸い込み流によってそれぞれ生成されている。減圧は、流れ発生機械に接続することによって生じさせることができる。個々の吸い込み開口部52,56での吸い込み流は、選択された特定の角度位置でのみローラの周面上に作用するように、減圧領域と吸い込み開口部との間で切り替えることができる。切り替えの目的で、開口部55と59を相応の角度位置にそれぞれ有する弁または弁パイプ54,58を用いることもできる。吸い込み流の解除は、把持要素(上側ニッパ)の運動によって行ってもよい。さらに、減圧領域を、相応の角度位置にのみ配置することも可能である。
【0036】
加えて、吹き付け空気の流れを、供給デバイス8の領域、および/または、ローラ間の移送領域に生じさせることができる。吹き付け空気流源(吹き付けノズル39)は、送給ローラ10内に配置されており、供給デバイスの通気性の表面、または空気通過開口部を通って外方に向かって第1のローラの方向に作用する。また、供給デバイス8の領域において、吹き付け空気流を発生するための要素を、供給デバイス8の直下または直上の定位位置に配置することもできる。ローラ12,13の間の移送領域では、吹き付け空気流源を、第1のローラ12のロータ外周の所の、各ニッパデバイスの直下または直上に配置することができる。吹き付け空気を発生するために、圧縮空気ノズルまたはエアブレイドを用いてもよい。
【0037】
吸い込み流Bは、偏向だけでなく、ラップと、供給デバイス8の領域における剥ぎ取られるべき繊維タフトとの間の分離工程も促進することができ、それらに必要な時間を短縮することができる。
【0038】
追加の空気案内要素と側面スクリーン61,62の設置の結果として、流れの方向、およびロータ周りに運ばれて引き離される空気に影響を与えることができる。そのようにして、整列のための時間をさらに短縮することができる。特に、第1のローラ12と供給デバイス8の間の、ラップの上方のスクリーン要素と、ローラの両側のスクリーン要素は有用であることが証明されている。
【0039】
コーミングされて取り出された繊維部分は、第2のローラ13から継ぎ合わせローラ14上に送られる。
【0040】
図13によれば、摩擦の組み合わせを改善するために、プラスチック材料またはゴム要素45および46(挟持要素)が、上側ニッパ19と下側ニッパ20の挟持ジョーにそれぞれ嵌め込まれている。プラスチック材料またはゴム材料45と36の挟持面は、高い摩擦係数を有している。この摩擦係数は、鋼/繊維材料では0.3であるのに比べて、例えば、ゴム/繊維材料間では、例えば、0.5から0.6より大きい。
【0041】
図14によれば、ニッパの閉動作を和らげるためのゴムまたはプラスチック材料要素47(クッション要素)が下側ニッパ20に配置されている。プラスチック材料またはゴム要素45および46(図13および14)を、クッション要素として用いてもよい。
【0042】
本発明の他の利点は、特に、以下である。
・下側ニッパと上側ニッパが、回転可能に取り付けられたロータに取り付けられている(図2,4A,4B,6,12)。
・下側ニッパと上側ニッパは、鋼、アルミニウム、プラスチック材料、GRPまたはGFRPから製造されていてよい。
・特に、動くニッパ要素は、軽量な材料から作られていてよい。
・例えば、上側ニッパのニッパ板は、板ばねとして構成されていてよい(図4A,4B)。
・下側ニッパと上側ニッパの駆動は、機械的に、例えばカム機構(図3,6)を介して行われてよい。
・ニッパの駆動は、電磁的に、または空気圧によって、例えば電磁石(図5,7,8)を介して行われてよい。
・変形しない、または弾性的に変形する対向層が、付加的に、例えば下側ニッパに(図9)配置されていてよい。
・挟持点を、挟持を改善する特定の外形によって生じさせてもよい(図10A〜10F)。
・摩擦の組み合わせを改善するために、プラスチック材料またはゴム要素が、上側ニッパおよび/または下側ニッパまたは対向層に配置されていてよい(図10D、10E,10F,13,14)。
・プラスチック材料またはゴム要素を、付加的に、ニッパの閉動作を和らげるために用いてもよい(図10D、10E,10F,13,14)。
・ニッパ板は、ニッパシャフトを分解することを必要とすることなく、容易に分解できる。
・下側ニッパと上側ニッパの間の、互いに対する相対運動を、例えば、ローラレバーまたはカムディスク(図11)を移動させることによって、調節し、または適合させてもよい。
【0043】
特に、ローラ12(ターニングロータ)上の挟持デバイス18の例を用いて本発明を説明した。同様に、本発明は、ローラ13(コーミングロータ)上の挟持デバイス21にも適用可能である。
【0044】
繊維束を形成するために、送給ローラによって前方に押される繊維構造体が、一端で挟持デバイスによって挟持され、ターニングロータの回転運動によって剥ぎ取られる。挟持された端部には、短い繊維が含まれ、自由な領域には長い繊維が含まれる。長い繊維が、送給ニップに挟持された繊維材料から分離力によって引き出され、短い繊維は、送給ニップでの保持力によって後に残る。続いて、繊維束がターニングロータからコーミングロータ上に送り出されると、繊維束の両端が反転させられる。コーミングロータ13上の挟持デバイスは、長い繊維の端部を把持し挟持し、その結果、短い繊維の領域は、挟持デバイスから突き出し、むき出しにされ、したがって、コーミングして除去することができる。
【0045】
周速度は、例えば、送給ローラ10で約0.2〜1.0m/sec、第1のローラ12で約2.0〜6.0m/sec、第2のローラ13で約2.0〜6.0m/sec、ドッファ14で約0.4〜1.5m/sec、そして、回転式カードトップアセンブリ15で約1.5〜4.5m/secである。第1のローラ12と第2のローラ13の直径は、例えば、約0.3m〜0.8mである。
【0046】
本発明によるロータ・コーミング機械を用いることで、2000nips/min以上、例えば、3000から5000nips/minが達成される。
【0047】
本発明によるロータ・コーミング機械を用いることによって、コーミングすべき繊維材料の機械的なコーミングを行うことができ、すなわち、機械的な手段がコーミングに用いられる。コーミングすべき繊維材料の、空気圧によるコーミングは行われず、すなわち、コーミングを行うのに、空気流、例えば、吸い込み空気流、および/または、吹き付け空気流は用いられない。
【0048】
本発明によるロータ・コーミング機械には、中断することなく高速で回転し、挟持デバイスを有するローラが設けられている。回転を中断され、ステップ状に回転し、または、停止状態と回転状態を交互に繰り返すローラは用いられない。
【図面の簡単な説明】
【0049】
【図1】コーミング前処理機、ロータ・コーミング機械、および繊維スライバ堆積デバイスを有する、繊維材料をコーミングするためのデバイスの模式的な斜視図である。
【図2】2つのローラを有する、本発明によるロータ・コーミング機械の模式的な側面図である。
【図3】2つのカムディスクを有する、図2のロータ・コーミング機械の斜視図である。
【図4A】2つの挟持ジョー(上側および下側ニッパ)を備える挟持デバイスの模式的な側面図であり、板ばねの形態の上側ニッパが下側ニッパから離れている状態を示している。
【図4B】図4Aの挟持デバイスの模式的な側面図であり、上側ニッパが下側ニッパに係合している状態を示している。
【図5】共通の制御・調節デバイスに接続された別々の(独自の)電磁駆動デバイスが2つの挟持ニッパのそれぞれに割り当てられている挟持デバイスを示す図である。
【図6】可動な2つの挟持ニッパに、挟持ニッパの別々の、または独立した駆動を可能にする互いに異なる2つのカムディスクの形態の別々の(独自の)機械的な駆動デバイスが割り当てられている挟持デバイスの模式的な側面図である。
【図7】上側ニッパに割り当てられた電磁石によるニッパの駆動を示す図である。
【図8】挟持ニッパ(下側ニッパと上側ニッパ)間の電磁石によるニッパの駆動を示す図である。
【図9】挟持ニッパ、例えば下側ニッパの、ばねで付勢された対向層を示す図である。
【図10A】挟持ジョーの様々な挟持外形の模式図である。
【図10B】挟持ジョーの様々な挟持外形の模式図である。
【図10C】挟持ジョーの様々な挟持外形の模式図である。
【図10D】挟持ジョーの様々な挟持外形の模式図である。
【図10E】挟持ジョーの様々な挟持外形の模式図である。
【図10F】挟持ジョーの様々な挟持外形の模式図である。
【図10G】挟持ジョーの様々な挟持外形の模式図である。
【図11】調節ローラレバーを示す図である。
【図12】第1および第2のローラの挟持デバイスのそれぞれに割り当てられた減圧路および吸い込み開口部、および供給ローラの内部の吹き付け空気ノズルを備える、図2のようなロータ・コーミング機械を示す図である。
【図13】挟持ジョー上の挟持要素を示す図である。
【図14】挟持ジョー上のクッション要素を示す図である。
【符号の説明】
【0050】
8 供給デバイス
10 送給ローラ
11 送給トレイ
12,13 ローラ
18,21 挟持デバイス
19,22 上側ニッパ
20,23 下側ニッパ
27 挟持ニップ
19c,20c 挟持ジョー
【特許請求の範囲】
【請求項1】
繊維分類デバイスに対して供給手段によって供給される紡織繊維を有する繊維束を繊維分類または繊維選択する装置であって、前記繊維束の自由端から所定の距離の所で前記繊維束を挟持する挟持デバイスが設けられ、未挟持の構成要素を前記自由端からゆるめ、除去するために、前記繊維束の挟持部位から前記自由端にコーミング作用を生じさせる機械的手段が設けられ、コーミングされた繊維材料を除去するために、少なくとも1つの取出し手段が設けられており、前記挟持デバイスのそれぞれは、挟持ジョーを備える2つのニッパアームである上側および下側のニッパを有している装置において、
前記供給手段(8;10,11)の下流に、回転可能に取り付けられ、中断することなく高速で回転する少なくとも2つのローラ(12,13)が設けられ、該ローラ(12,13)には、前記繊維束(16;301〜303)用の前記挟持デバイス(18;21)が設けられ、該挟持デバイス(18;21)は、前記ローラの外周の領域に互いに間隔をおいて分布させられており、前記各挟持デバイスの、少なくとも1つのニッパ部分(19,20;22,23)が少なくとも部分的に弾性的であり、前記挟持ジョー(19c,20c;36,37,38,39,40,41,42,43,45,46)が、挟持面(19d,20d;37,37a,37b;45a,46a)の領域で高い摩擦係数を有していることを特徴とする装置。
【請求項2】
前記繊維分類デバイスは、コーミング・デバイスであり、コーミングのために前記繊維束を繊維分類または繊維選択することを特徴とする、請求項1に記載の装置。
【請求項3】
前記未挟持の構成要素は、短い繊維、ネップ、またはごみであることを特徴とする、請求項1または2に記載の装置。
【請求項4】
前記各挟持デバイスの、少なくとも1つのニッパが、少なくとも部分的に、可とう性のばね手段の形態になっていることを特徴とする、請求項1から3のいずれか1項に記載の装置。
【請求項5】
前記可とう性のばね手段が板ばねであることを特徴とする、請求項4に記載の装置。
【請求項6】
金属製の板ばねが用いられていることを特徴とする、請求項1から5のいずれか1項に記載の装置。
【請求項7】
前記板ばねは、プラスチック材料を有することを特徴とする、請求項5または6に記載の装置。
【請求項8】
前記板ばねは、繊維強化プラスチック材料を有していることを特徴とする、請求項5から7のいずれか1項に記載の装置。
【請求項9】
前記板ばねは、ガラス繊維強化プラスチック材料を有していることを特徴とする、請求項5から8のいずれか1項に記載の装置。
【請求項10】
前記板ばねは、炭素繊維強化プラスチック材料を有していることを特徴とする、請求項5または9に記載の装置。
【請求項11】
前記高い摩擦係数が、前記挟持面の領域の材料によって決められていることを特徴とする、請求項1から10のいずれか1項に記載の装置。
【請求項12】
高い摩擦係数を有するプラスチック材料が材料として用いられていることを特徴とする、請求項1から11のいずれか1項に記載の装置。
【請求項13】
高い摩擦係数を有するゴムが材料として用いられていることを特徴とする、請求項1から12のいずれか1項に記載の装置。
【請求項14】
前記高い摩擦係数が、前記挟持面の領域の機械的な表面特性によって決められていることを特徴とする、請求項1から13のいずれか1項に記載の装置。
【請求項15】
前記挟持面が粗面処理されていることを特徴とする、請求項1から14のいずれか1項に記載の装置。
【請求項16】
前記挟持面に凹凸が形成されていることを特徴とする、請求項1から15のいずれか1項に記載の装置。
【請求項17】
前記挟持面が波形にされていることを特徴とする、請求項1から16のいずれか1項に記載の装置。
【請求項18】
少なくとも1つのニッパ部分が、板ばねの形態になっており、挟持点の領域に、挟持を改善する外形、および、繊維と前記挟持ジョーの間の摩擦の組み合わせを改善する要素の少なくとも一方を有していることを特徴とする、請求項1から17のいずれか1項に記載の装置。
【請求項19】
挟持ニッパが、回転可能に取り付けられた高速なローラに取り付けられていることを特徴とする、請求項1から18のいずれか1項に記載の装置。
【請求項20】
挟持力が、板ばねの厚さ、および形状の少なくとも一方によって決められていることを特徴とする、請求項1から19のいずれか1項に記載の装置。
【請求項21】
プラスチック材料要素またはゴム要素が、摩擦の組み合わせを改善するために用いられていることを特徴とする、請求項1から20のいずれか1項に記載の装置。
【請求項22】
プラスチック材料要素またはゴム要素を、ニッパの閉じる動作を和らげるために用いることができることを特徴とする、請求項1から21のいずれか1項に記載の装置。
【請求項23】
ニッパ部分が、鋼、アルミニウム、プラスチック材料、GRPまたはGFRPから製造されていることを特徴とする、請求項1から22のいずれか1項に記載の装置。
【請求項24】
可動なニッパ要素が、軽量な材料から作製されていることを特徴とする、請求項1から23のいずれか1項に記載の装置。
【請求項25】
ニッパの駆動が機械的に行われることを特徴とする、請求項1から24のいずれか1項に記載の装置。
【請求項26】
ニッパの駆動がカムを介して行われることを特徴とする、請求項25に記載の装置。
【請求項27】
ニッパの駆動が、電磁気的に、または空気圧によって行われることを特徴とする、請求項1から26のいずれか1項に記載の装置。
【請求項28】
ニッパの駆動が電磁石を介して行われることを特徴とする、請求項27に記載の装置。
【請求項29】
湾曲しない、または弾性的に湾曲する対向層が、一方のニッパ要素に配置されていることを特徴とする、請求項1から28のいずれか1項に記載の装置。
【請求項30】
前記対向層が下側のニッパに配置されていることを特徴とする、請求項29に記載の装置。
【請求項31】
ニッパシャフトを分解することを必要とせずに、可動なニッパ要素を分解可能であることを特徴とする、請求項1から30のいずれか1項に記載の装置。
【請求項32】
少なくとも1つの挟持ニッパの運動が、自身の弾性力によって行われることを特徴とする、請求項1から31のいずれか1項に記載の装置。
【請求項33】
回転可能に取り付けられた少なくとも2つの前記ローラには、ターニングロータ(12)とコーミングロータ(13)が含まれることを特徴とする、請求項1から32のいずれか1項に記載の装置。
【請求項34】
前記ターニングロータ(12)と前記コーミングロータ(13)の回転方向が互いに反対方向(それぞれ12aと13a)であることを特徴とする、請求項33に記載の装置。
【請求項1】
繊維分類デバイスに対して供給手段によって供給される紡織繊維を有する繊維束を繊維分類または繊維選択する装置であって、前記繊維束の自由端から所定の距離の所で前記繊維束を挟持する挟持デバイスが設けられ、未挟持の構成要素を前記自由端からゆるめ、除去するために、前記繊維束の挟持部位から前記自由端にコーミング作用を生じさせる機械的手段が設けられ、コーミングされた繊維材料を除去するために、少なくとも1つの取出し手段が設けられており、前記挟持デバイスのそれぞれは、挟持ジョーを備える2つのニッパアームである上側および下側のニッパを有している装置において、
前記供給手段(8;10,11)の下流に、回転可能に取り付けられ、中断することなく高速で回転する少なくとも2つのローラ(12,13)が設けられ、該ローラ(12,13)には、前記繊維束(16;301〜303)用の前記挟持デバイス(18;21)が設けられ、該挟持デバイス(18;21)は、前記ローラの外周の領域に互いに間隔をおいて分布させられており、前記各挟持デバイスの、少なくとも1つのニッパ部分(19,20;22,23)が少なくとも部分的に弾性的であり、前記挟持ジョー(19c,20c;36,37,38,39,40,41,42,43,45,46)が、挟持面(19d,20d;37,37a,37b;45a,46a)の領域で高い摩擦係数を有していることを特徴とする装置。
【請求項2】
前記繊維分類デバイスは、コーミング・デバイスであり、コーミングのために前記繊維束を繊維分類または繊維選択することを特徴とする、請求項1に記載の装置。
【請求項3】
前記未挟持の構成要素は、短い繊維、ネップ、またはごみであることを特徴とする、請求項1または2に記載の装置。
【請求項4】
前記各挟持デバイスの、少なくとも1つのニッパが、少なくとも部分的に、可とう性のばね手段の形態になっていることを特徴とする、請求項1から3のいずれか1項に記載の装置。
【請求項5】
前記可とう性のばね手段が板ばねであることを特徴とする、請求項4に記載の装置。
【請求項6】
金属製の板ばねが用いられていることを特徴とする、請求項1から5のいずれか1項に記載の装置。
【請求項7】
前記板ばねは、プラスチック材料を有することを特徴とする、請求項5または6に記載の装置。
【請求項8】
前記板ばねは、繊維強化プラスチック材料を有していることを特徴とする、請求項5から7のいずれか1項に記載の装置。
【請求項9】
前記板ばねは、ガラス繊維強化プラスチック材料を有していることを特徴とする、請求項5から8のいずれか1項に記載の装置。
【請求項10】
前記板ばねは、炭素繊維強化プラスチック材料を有していることを特徴とする、請求項5または9に記載の装置。
【請求項11】
前記高い摩擦係数が、前記挟持面の領域の材料によって決められていることを特徴とする、請求項1から10のいずれか1項に記載の装置。
【請求項12】
高い摩擦係数を有するプラスチック材料が材料として用いられていることを特徴とする、請求項1から11のいずれか1項に記載の装置。
【請求項13】
高い摩擦係数を有するゴムが材料として用いられていることを特徴とする、請求項1から12のいずれか1項に記載の装置。
【請求項14】
前記高い摩擦係数が、前記挟持面の領域の機械的な表面特性によって決められていることを特徴とする、請求項1から13のいずれか1項に記載の装置。
【請求項15】
前記挟持面が粗面処理されていることを特徴とする、請求項1から14のいずれか1項に記載の装置。
【請求項16】
前記挟持面に凹凸が形成されていることを特徴とする、請求項1から15のいずれか1項に記載の装置。
【請求項17】
前記挟持面が波形にされていることを特徴とする、請求項1から16のいずれか1項に記載の装置。
【請求項18】
少なくとも1つのニッパ部分が、板ばねの形態になっており、挟持点の領域に、挟持を改善する外形、および、繊維と前記挟持ジョーの間の摩擦の組み合わせを改善する要素の少なくとも一方を有していることを特徴とする、請求項1から17のいずれか1項に記載の装置。
【請求項19】
挟持ニッパが、回転可能に取り付けられた高速なローラに取り付けられていることを特徴とする、請求項1から18のいずれか1項に記載の装置。
【請求項20】
挟持力が、板ばねの厚さ、および形状の少なくとも一方によって決められていることを特徴とする、請求項1から19のいずれか1項に記載の装置。
【請求項21】
プラスチック材料要素またはゴム要素が、摩擦の組み合わせを改善するために用いられていることを特徴とする、請求項1から20のいずれか1項に記載の装置。
【請求項22】
プラスチック材料要素またはゴム要素を、ニッパの閉じる動作を和らげるために用いることができることを特徴とする、請求項1から21のいずれか1項に記載の装置。
【請求項23】
ニッパ部分が、鋼、アルミニウム、プラスチック材料、GRPまたはGFRPから製造されていることを特徴とする、請求項1から22のいずれか1項に記載の装置。
【請求項24】
可動なニッパ要素が、軽量な材料から作製されていることを特徴とする、請求項1から23のいずれか1項に記載の装置。
【請求項25】
ニッパの駆動が機械的に行われることを特徴とする、請求項1から24のいずれか1項に記載の装置。
【請求項26】
ニッパの駆動がカムを介して行われることを特徴とする、請求項25に記載の装置。
【請求項27】
ニッパの駆動が、電磁気的に、または空気圧によって行われることを特徴とする、請求項1から26のいずれか1項に記載の装置。
【請求項28】
ニッパの駆動が電磁石を介して行われることを特徴とする、請求項27に記載の装置。
【請求項29】
湾曲しない、または弾性的に湾曲する対向層が、一方のニッパ要素に配置されていることを特徴とする、請求項1から28のいずれか1項に記載の装置。
【請求項30】
前記対向層が下側のニッパに配置されていることを特徴とする、請求項29に記載の装置。
【請求項31】
ニッパシャフトを分解することを必要とせずに、可動なニッパ要素を分解可能であることを特徴とする、請求項1から30のいずれか1項に記載の装置。
【請求項32】
少なくとも1つの挟持ニッパの運動が、自身の弾性力によって行われることを特徴とする、請求項1から31のいずれか1項に記載の装置。
【請求項33】
回転可能に取り付けられた少なくとも2つの前記ローラには、ターニングロータ(12)とコーミングロータ(13)が含まれることを特徴とする、請求項1から32のいずれか1項に記載の装置。
【請求項34】
前記ターニングロータ(12)と前記コーミングロータ(13)の回転方向が互いに反対方向(それぞれ12aと13a)であることを特徴とする、請求項33に記載の装置。
【図1】



【図2】
【図3】
【図4A】

【図4B】

【図5】
【図6】
【図7】

【図8】

【図9】
【図10A】

【図10B】

【図10C】
【図10D】
【図10E】

【図10F】
【図10G】

【図11】
【図12】

【図13】
【図14】

【図2】
【図3】
【図4A】
【図4B】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10A】
【図10B】
【図10C】
【図10D】
【図10E】
【図10F】
【図10G】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2009−13569(P2009−13569A)
【公開日】平成21年1月22日(2009.1.22)
【国際特許分類】
【出願番号】特願2008−168737(P2008−168737)
【出願日】平成20年6月27日(2008.6.27)
【出願人】(590002323)ツリュツラー ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディトゲゼルシャフト (85)
【Fターム(参考)】
【公開日】平成21年1月22日(2009.1.22)
【国際特許分類】
【出願日】平成20年6月27日(2008.6.27)
【出願人】(590002323)ツリュツラー ゲゼルシャフト ミット ベシュレンクテル ハフツング ウント コンパニー コマンディトゲゼルシャフト (85)
【Fターム(参考)】
[ Back to top ]