
紫外線照射装置、ベルト重合機、及び、水溶性重合体の製造方法
【課題】
より少ない照射光の量あるいは強度であっても、光強度を均一かつ充分なものとすることのでき、またメンテナンスも容易となる構造を有する紫外線照射装置、それを備えたベルト重合機、より具体的には当該ベルト重合機を使用して水溶性重合体を製造する方法を提供する。
【解決手段】
可動式ベルト基材上に供給されてなる、重合性単量体を含む重合用溶液に光を照射し、連続的に重合を行うために使用する紫外線照射装置であって、上記紫外線照射装置は、ベルト基材上に天井板及び側板を備え、該天井板にベルト基材面を照射する向きに紫外線発生器が取り付けられ、該天井板及び側板がそれらの内面で紫外線を反射する材料で構成され、更に、紫外線発生器が備わった紫外線発生器設置室と重合用溶液が供給され展開される重合室に分かれるように防護用ガラスで仕切られた構造を有し、該防護用ガラスが、側面から装着及び脱着できるように複数枚に分割して設置されている紫外線照射装置である。
より少ない照射光の量あるいは強度であっても、光強度を均一かつ充分なものとすることのでき、またメンテナンスも容易となる構造を有する紫外線照射装置、それを備えたベルト重合機、より具体的には当該ベルト重合機を使用して水溶性重合体を製造する方法を提供する。
【解決手段】
可動式ベルト基材上に供給されてなる、重合性単量体を含む重合用溶液に光を照射し、連続的に重合を行うために使用する紫外線照射装置であって、上記紫外線照射装置は、ベルト基材上に天井板及び側板を備え、該天井板にベルト基材面を照射する向きに紫外線発生器が取り付けられ、該天井板及び側板がそれらの内面で紫外線を反射する材料で構成され、更に、紫外線発生器が備わった紫外線発生器設置室と重合用溶液が供給され展開される重合室に分かれるように防護用ガラスで仕切られた構造を有し、該防護用ガラスが、側面から装着及び脱着できるように複数枚に分割して設置されている紫外線照射装置である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、紫外線照射装置、それを備えたベルト重合機、及び、該ベルト重合機を用いた水溶性重合体の製造方法に関する。より詳しくは、増粘剤や凝集剤として優れた機能を発揮し、各種工業製品の原料等、各種分野で用いることができる水溶性重合体の製造方法に関する。
【背景技術】
【0002】
水溶性重合体は、増粘剤、粘着剤、凝集剤、吸湿剤、乾燥剤等としての優れた基本性能を有し、掘削土処理剤や湿布薬・パップ剤用添加剤、浚渫土処理剤等の他、医薬、塗料、製紙、洗剤や化粧品、水処理、繊維処理、土木建築や農・園芸、接着剤、窯業、製造プロセス、その他の分野において多岐にわたって使用されている。当該水溶性重合体を含む水溶液の溶液粘度や当該重合体の分子量がより高いもの、あるいは、当該重合体中に残留する単量体の量などにおいてより高品質のものは、例えば、増粘剤、めん類のほぐれ促進剤や豚の胃潰瘍防止剤用等の様に、食品用添加剤や飼料用添加剤として用いられている。
【0003】
水溶性重合体の製造方法としては、ベルト重合機のベルト基材上に重合性単量体を展開して光を照射し、光重合させて重合体を得る製造方法が好適に用いられているが、このような製造方法においては、均一かつ充分な光量の光照射とすることができない場合がある。そこで、より均一かつ充分な光量で光照射するための方法として、種々の手段が報告されている。
例えば、光源と単量体混合物の水溶液の間に、波長330〜370nmの範囲の紫外線を用い透過率が80%以上の光透過性材料を介在させて光照射するポリ(メタ)アクリル酸部分中和塩の製造方法(例えば、特許文献1(特開2008−37966号公報)参照)が開示されている。水に対する溶解性や分散性に優れた(メタ)アクリル酸部分中和物及びその製造方法を提供することができるとされている。
【0004】
また、光透過性の材質部分を有する気密室と可動式ベルトとを有する光重合装置を用いて、気密室内の気相中の酸素等が特定濃度以下でアクリル系重合体ゲルを連続的に光重合で製造する方法(例えば、特許文献2(特開平1−138210号公報)参照)が開示されている。この方法では、重合性単量体組成物が光重合開始後、流動性が低下しゲルになった後に合成樹脂フィルムで挟み込み、さらに光重合を継続し、重合後製造されたゲルから当該フィルムを剥離させる手法により単量体溶液の重合によって生起する急激な反応、それに伴う突沸状態を防止しうること等が記載されている。
【0005】
また、同様にフィルムで原料単量体を挟み込みながら光重合する方法として、可動担持体上で光照射下に重合を行う方法において、金属製可動担持体の進行方法に沿った両端に一定の高さの可撓性帯状の堰を設け;この2つの堰の上面の間を光透過性フィルムで覆い;金属性担持体と2本の堰とフィルムで形成される空間を単量体溶液で充して、フィルム上面より光照射を行う水溶性ビニル単量体の連続光重合方法(例えば、特許文献3(特開昭61−221202号公報)参照)が開示されている。また、特定割合の水溶性ビニル化合物とその他の共重合可能なビニル化合物からなるビニル化合物、親水性媒体および光重合開始剤を光透過性の合成樹脂製容器中で光重合させることからなる含水重合体ゲルの製造方法(例えば、特許文献4(特開昭62−185702号公報)参照)が開示されている。
【0006】
一方、これら光ベルト重合における重合条件あるいは重合室の構造が開示される文献としては、重合を開始させたビニル系単量体水溶液表面から揮散する水蒸気を排除する水溶性重合体の製造方法(例えば、特許文献5(特開2003−82013号公報)参照)が開示され、水蒸気の排除は、ビニル系単量体水溶液又は重合体水溶液の上方向に勾配を設けて配設した光透過性を有する板の表面に凝縮させることにより行うこと、ビニル系単量体水溶液又は重合体水溶液の表面に沿って流れる不活性ガスに同伴させることにより行うことが記載されている。また、ビニル系単量体水溶液表面から揮散する水蒸気を気密室の傾斜した上面で凝集させて樋内に落下させ、排出口から外部に排出することにより排除する親水性重合体の製造方法(例えば、特許文献6(特許第4016947号明細書)参照)が開示されている。
【特許文献1】特開2008−37966号公報(第2、17頁等)
【特許文献2】特開平1−138210号公報(第1、5、6頁等)
【特許文献3】特開昭61−221202号公報(第1、7頁等)
【特許文献4】特開昭62−185702号公報(第1、2頁等)
【特許文献5】特開2003−82013号公報(第2、7頁等)
【特許文献6】特許第4016947号明細書(第2、4頁等)
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、このように光ベルト重合方法を開示する従来技術にあっては、フィルムで当該重合体ゲルを挟んで光重合する方法や、照射する光の量を制御することや光重合諸条件などの開示はあるが、より効率よく、より均一に光を照射することのできる重合室の構造や紫外線照射装置の構造自体に関する具体的な手法は開示されていない。
本発明は、より少ない照射光の量あるいは強度であっても、光強度を均一かつ充分なものとすることのでき、またメンテナンスも容易となる構造を有する紫外線照射装置、それを備えたベルト重合機、より具体的には当該ベルト重合機を使用して水溶性重合体を製造する方法を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
すなわち本発明は、可動式ベルト基材上に供給されてなる、重合性単量体を含む重合用溶液に光を照射し、連続的に重合を行うために使用する紫外線照射装置であって、上記紫外線照射装置は、ベルト基材上に天井板及び側板を備え、該天井板にベルト基材面を照射する向きに紫外線発生器が取り付けられ、該天井板及び側板がそれらの内面で紫外線を反射する材料で構成され、更に、紫外線発生器が備わった紫外線発生器設置室と重合用溶液が供給され展開される重合室に分かれるように防護用ガラスで仕切られた構造を有し、該防護用ガラスが、側面から装着及び脱着できるように複数枚に分割して設置されている紫外線照射装置である。
本発明はまた、上記紫外線照射装置を備えたベルト重合機でもある。
本発明は更に、上記ベルト重合機を用いて、重合性単量体を含む重合用溶液に光を照射し、連続的に重合を行う工程を含む水溶性重合体の製造方法でもある。
なお、本明細書中、可動式ベルト基材を単にベルト基材ともいう。
【0009】
本発明の紫外線照射装置構成を採用することで、より少ない強度の紫外線であってもムダなく紫外線発生器設置室内面、あるいは重合室内面において、ベルト基材面に向けて反射させることができ、ベルト基材上に展開された重合用溶液へより均一にその光を導くことができる。
また、紫外線発生器設置室と、重合用溶液が供給され展開される重合室とが区別されるように防護用ガラスで仕切られた構造であるので、重合用溶液から発生する揮発性物質などが紫外線発生器設置室内に入り込まなくなり、紫外線発生器の漏電や腐食を防止できる。
また、本発明の形態であると、容易に防護用ガラスが交換、取り外して洗浄できるので、ガラス面の汚染を容易に取り除くことができ、ガラス表面の汚染による、光強度の低下や不均一化を防止することができる。つまり、重合時の重合用溶液の飛沫などによって発生するガラス面の汚染を容易に洗浄することができ、当該汚染により光強度が低下することや光量が不均一になることを防止できる。その結果、より強度の低い光照射条件であっても安定な光重合条件を確保することができるので、原料の単量体が残存することを防止できるのである。
以下に本発明を詳述する。
【0010】
先ず、本発明の紫外線照射装置は、ベルト基材上に天井板及び側板を備え、該天井板にベルト基材面を照射する向きに紫外線発生器が取り付けられ、該天井板及び側板がそれらの内面で紫外線を反射する材料で構成されている。
これにより、紫外線発生器から天井板の内面及び側板の内面に照射される光が乱反射されて重合用溶液側に照射されることになり、重合用溶液に対して照射される光強度をより均一かつ充分なものとすることが可能となる。これによって、品質が一定で残留単量体含量の少ない高品質の水溶性重合体を効率よく製造することが可能となるところに本願発明の重要な技術的意義がある。
【0011】
本発明の紫外線照射装置は、更に、紫外線発生器が備わった紫外線発生器設置室と重合用溶液が供給され展開される重合室に分かれるように防護用ガラスで仕切られた構造を有し、該防護用ガラスが、側面から装着及び脱着できるように複数枚に分割して設置されている。
このように紫外線発生器設置室と重合室に分かれるように防護用ガラスで仕切られた構造を有し、また上述したように天井板及び側板を備えるために、揮発性物質が、重合室から隣接して設置された紫外線発生器設置室内に基本的に入り込まないものとすることができる。あわせて紫外線照射装置の外側から紫外線発生器設置室内にも基本的に入り込まないものとすることができる。その結果、紫外線発生器が揮発性物質に接触して漏電や腐食が生じることを防ぐことができる。
また、本発明の紫外線照射装置は、紫外線発生器が備わった紫外線発生器設置室が、天井板および側板により明確に区切られているので、紫外線発生器への揮発性物質の影響をより少なくすることができ、電気回路を含め、紫外線発生器の漏電や腐食が生じることを好ましく防止することができるのである。
また原料の重合性単量体の種類によっては、アクリルアミド等の毒性の高い重合性単量体や、(メタ)アクリレート等の揮発性の高い重合性単量体もあるが、本発明の紫外線照射装置は、そういった重合性単量体を扱うときにも有効となる。
更に、防護用ガラスが汚染した時に洗浄するために、側面から防護用ガラスを容易に装着及び脱着することができる。そのために、本発明が採用する特定の構造である紫外線照射装置は、長期にわたって当該水溶性重合体の製造に使用しても、防護用ガラスの汚染により光強度が弱くなることや、ベルト面の光量が不均一化するために残留単量体含量が増えることを防止することができる。これにより、残留単量体含量が低減された高品質の水溶性重合体を光ベルト重合方法にてより安定に製造することが可能となる。なお、例えば当該防護用ガラスがより大きな一枚のガラスにより構成される場合は、ガラスを脱着するためにガラスを吊り上げる工程等が必要となり、更には吊り上げたガラスが装置等に当たってガラスが破損するおそれがある。また、大きなガラスの自重により割れなども生じる可能性がある。この場合、厚みなどでガラスの強度を確保すると自重がさらに増加することになる。よって、洗浄目的のガラス脱着工程が煩雑となり、また安全でないものとなる。また、大きなガラスの場合、ひずみやゆがみや反りが生じる結果、ガラスと紫外線発生器設置室との間にすき間ができ、結果的に重合室から揮発性物質が入り込んで紫外線発生器に漏電や腐食が生じるおそれがある。
また本発明のガラスは、防護用ガラスまたは蒸気防護用ガラスと表現する場合もある。好ましくは、揮発性物質や蒸気の防護用ガラスである。
【0012】
例えば、従来開示されるベルト重合機に設置される紫外線照射装置にあっては、その装置内面などが紫外線を反射する材料で構成されていない場合や、特に、天井板および側板のベルト基材側の内面が紫外線を反射できるような材料で構成されていない場合、ベルト上に展開される重合用溶液面に照射される紫外線光量をより均一に、より十分な強度にするために、紫外線照射器のワット数や、消費される電力を高めたり、紫外線照射器の数を多くする必要があった。そのために、光照射量の制御が難しくなり、突沸等の異常重合反応が起こりやすくなっていた。つまり光重合の制御が困難になる場合が多かったのである。
本発明では、その紫外線照射装置の内面、特に天井板および側板のベルト基材側の内面が紫外線を反射できるような材料で構成されているために、より少ない紫外線の量でも十分な光量を照射することができるようになり、光重合の制御がより簡便になったのであり光重合工程の安定化が達成できたのである。
当該ガラスが、大きい1枚もののガラスで容易に装着および脱着できない場合、上で説明したように、頻繁には取り外して洗浄することが困難となり、従って汚染された状態で光を透過させつつ重合が行われることになる。その場合、上記したように、紫外線発生器側の制御で光量や光の強度を調整する方策しかないのが実情であった。また具体的には以下のような問題点もあった。すなわち、光量が低くなると重合の速度が低下する。従って、生産性が低下するものである。光量の低下を補うため、照射強度を上げると、消費電力代が高額化する。また、重合用溶液に対する照射光の強度が不均一になってしまうと、ベルト基材上の重合体含水ゲルの品質がばらつき、好ましくない。
【0013】
上記防護用ガラスが、複数枚に分割して設置されている場合には、防護用ガラスによって紫外線照射装置中で照射される紫外線の光量を調整することもできる。例えば、重合開始時と重合終了時とで照射される紫外線の光量を変更するような場合に、重合開始時と重合終了時とでUV透過率の異なる防護用ガラスを設置することにより、容易に光量を調整することができる。このような効果も、防護用ガラスが複数枚に分割されていることにより得ることができる。
【0014】
上記防護用ガラスは、複数枚に分割されたガラスが桟の上に載っている形態が好ましい。上記「ガラスが桟の上に載っている形態」とは、ガラスがネジ等の固定具によって桟に固定されておらず、桟の上に載っていることを意味する。上記桟は、ベルト基材の進行方向に対して横断する向きに紫外線照射装置中に架設されているものが好ましい。すなわち、桟により防護用ガラスが分割されている形態が本発明の紫外線照射装置又はベルト重合機の好ましい形態である(例えば、図1、2、3参照)。これにより、洗浄目的等で更に容易に防護用ガラスを側面から装着及び脱着することができる。
なお、複数枚に分割されたガラスが桟の上に載っているだけの形態となっているのは、例えばネジ等の固定具を用いてガラスを固定すると、固定具が落ちて重合用溶液中に入ってしまい、結果として製品中にも入ってしまうおそれがあるためである。また、洗浄目的等でのガラス取り替え時の利便性のためである。
【0015】
上記「ベルト基材上に天井板及び側板を備え」とは、本発明の技術分野において紫外線照射装置の上面部及び側面部が外部から仕切られていると認められる構造であればよい。
ベルト基材上に天井板及び側板を備えている形態とは、具体的には、本発明の紫外線照射装置が、ベルト基材を覆うような構造であり、好ましい構造の一つである。また、側板はベルト基材の端部付近に略垂直に設置され、当該天井板は側板に支えられている形態が、本発明の紫外線照射装置の好ましい形態である。
なお、本発明の紫外線照射装置は、ベルト基材上に設置した場合に上述した形態となるものであり、図1に示した紫外線照射装置は本発明の紫外線照射装置の好ましい形態である。すなわち、図2に示すように当該紫外線照射装置をベルト基材2−16上に設置した場合、本発明の紫外線照射装置がベルト基材2−16を覆うような構造であり、このような構造は好ましい実施形態の1つである。また、側板2−12がベルト基材2−16の端部付近に略垂直に設置され、当該天井板2−11が側板2−12に支えられている形態は、本発明の好ましい形態の1つである。
上記「天井板にベルト基材面を照射する向きに紫外線発生器が取り付けられ」とは、上記天井板の内面に、ベルト基材方向に光が照射されるように紫外線発生器が取り付けられていることを意味する。
【0016】
上記「天井板及び側板がそれらの内面で紫外線を反射する材料で構成され」とは、本発明の技術分野において紫外線照射装置における天井板の内面及び側板の内面で紫外線を反射する材料で構成されていると認められるものであればよく、言い換えれば、紫外線発生器設置室の内面が紫外線を反射する材料で構成され、かつ重合室の内面も紫外線を反射する材料で構成されるものである。上記内面は、天井板及び側板を備える紫外線照射装置における内部側の面を意味し、当該内面に対して、天井板に取り付けられた紫外線発生器から光の一部が照射されることになる。
本発明における、紫外線を反射する材料で構成されるという技術範囲には、紫外線が反射される材質の採用、あるいは紫外線の反射を促す表面処理であれば特に限定されず含むものである。例えば、金属以外の材質であっても上記内面が紫外線を反射できる材料で構成されていればよい。具体的には、紫外線発生器設置室の内面と重合室の内面とが、同一又は異なって、例えば下記(1)〜(3)の形態により構成されたものであってもよい。(1)通常の金属板単独である形態、(2)通常の金属板単独又はそれ以外のものに、更に反射フィルムを貼った形態、(3)鏡等である形態。
中でも、上記(1)通常の金属板単独である形態が好ましい。上記金属板は、例えば、内面をガラスコート処理してもよい。例えば、SUS板、アルミニウム板、鉄の板等が挙げられ、中でもSUS板が好ましい。SUS板は、例えば通常のSUSを使用することができるが、研磨処理し反射率を高める処理等を実施したものであってもよい。
これにより、上記内面側に照射される光をより充分に反射することができ、重合用溶液に照射される光をより均一かつ充分な光量のものとすることができる。
また上記(2)の形態によっても、本発明の効果が同様に発揮されるものである。
更に、上記(3)鏡等である形態によって、反射率を高め、紫外線光を充分に反射することができる。この場合、紫外線をより均一に、かつ効率よくベルト面、すなわち重合用溶液に対して反射させることが可能になり好ましい形態となる。
【0017】
上記「紫外線発生器が備わった紫外線発生器設置室」とは、室内に紫外線発生器が備えられ、室外に向けて紫外線を照射することができるものであればよい。
上記「重合用溶液が供給され展開される重合室」とは、ベルト基材とともに重合室を構成するものであればよい。すなわち、重合室は、ベルト基材を重合室底面とし、該ベルト基材上に供給され展開される重合用溶液に光を照射することにより連続的に重合が行われるものである。
上記「紫外線発生器が備わった紫外線発生器設置室と重合用溶液が供給され展開される重合室に分かれるように防護用ガラスで仕切られた構造を有し」とは、本発明の技術分野において紫外線発生器設置室と重合室とに分かれるように防護用ガラスによって仕切られていると認められるものであればよい。
なお、防護用ガラスとは、重合用溶液から発生する揮発性物質が紫外線発生器設置室内に流入することを防ぐためのガラスを意味する。本発明の防護用ガラスは好ましくは、蒸気及び/又は揮発性物質防護用ガラスである。
【0018】
上記「防護用ガラスが側面から装着及び脱着できるように」とは、防護用ガラスが紫外線照射装置の側面から装着及び脱着できるものであればよいが、中でも上記側面がベルト基材の進行方向の側方側の側面であることが重要である。本発明の紫外線照射装置は、ベルト基材上に天井板及び側板を備えるものであるが、当該側板は、ベルト基材の進行方向側の側板、進行方向に対して右側の側板、左側の側板、進行方向とは逆方向側の側板があり、それぞれがベルト基材面に対して略垂直となる。
可動式ベルト基材の進行方向の側方側の側面とは、上記ベルト基材の進行方向に対しての右側の側板又は左側の側板を意味する。例えば、ベルト基材の進行方向に対して右側の側面の図は、図1の下図に示される面である。防護用ガラスを装着及び脱着するための側面を当該側方側の側面とすることにより、より容易に防護用ガラスを装着及び脱着することが可能となる。具体的には、例えば防護用ガラスがトレイ上に載せられており、該トレイを紫外線照射装置におけるベルト基材の進行方向の側方側の側面から引き出すことにより、防護用ガラスを容易に装着及び脱着することができる。
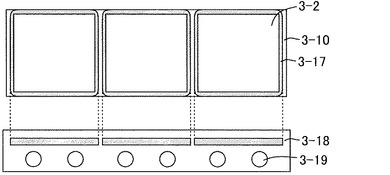
本発明の紫外線照射装置は、更に、ベルト基材の進行方向の側方側の側面にのぞき窓がある形態が、防護用ガラスの汚れ等を視認することができる点で好ましい。また、紫外線発生器が点灯しているのを確認することができる点でも好ましい。このような防護用ガラスの上面図及び紫外線照射装置のベルト基材の進行方向の側方側の側面の一例を図3に示す。
【0019】
上記「複数枚に分割して設置されている」とは、本発明における防護用ガラスが、ベルト基材の進行方向に対して横断する方向を境にして複数枚に分割して設置されていることを意味する。言い換えれば、ベルト基材の進行方向に対して横断する方向に切断されて複数枚となった形態で分割されていることを意味する。これにより、より容易に防護用ガラスをベルト基材の進行方向の側方側の側面から装着及び脱着することができる。
上記重合用溶液は、本明細書中、被重合溶液ともいう。
本発明の紫外線照射装置を備えたベルト重合機の一例を図2に示す。
【0020】
以下に、上記重合室の好ましい形態について先ず説明し、次いで、紫外線発生器設置室の好ましい形態について説明する。
上記重合室は、紫外線照射装置の外部との間にガスの出入りがある構造を有することが好ましい。例えば、本発明の紫外線照射装置における、重合室がガス入口及びガス出口を備えることにより、ガスをガス入口から重合室内に入れ、ガス出口から重合室外に出す構造を有する形態が好ましい。従って、ガスは、本発明の紫外線照射装置の外から重合室内に入り、重合室から再び紫外線照射装置の外に排出されることになる(例えば、図1参照)。このとき、重合室内の揮発性物質あるいは蒸気は、当該ガスに随伴あるいは搬送され、紫外線照射装置の外に排出されることは本発明のより好ましい形態である。これにより、より効率よく、本発明の紫外線発生器設置室内に、揮発性物質あるいは蒸気が入り込みにくくなる。これにより、当該ガスとともに重合用溶液から発生する揮発性物質を紫外線照射装置外に排出することができるので、光量を充分なものとすることができる。また光量の分布も均一なものとすることができる。
上記ガスは、例えば空気等であってもよいが、不活性ガスであることが好ましい。不活性ガスとは、有機反応において一般に不活性ガスとされるものであればよく、例えば窒素、アルゴン等が挙げられるが、安価である点で窒素が好ましい。
【0021】
また、上記紫外線発生器設置室は、紫外線照射装置の外部との間にガスの出入りがある構造を有するものであってもよい。
本発明の紫外線照射装置が、紫外線発生器設置室がガス入口及びガス出口を備えることにより、ガスをガス入口から紫外線発生器設置室内に入れ、ガス出口から紫外線発生器設置室外に出す構造を有するものとすることができる。
ここで、ガスは、本発明の紫外線照射装置の外から紫外線発生器設置室内に入り、紫外線発生器設置室から再び紫外線照射装置の外に排出されることになる(例えば、図1参照)。
【0022】
又本発明の紫外線照射装置においては、上記紫外線発生器設置室と重合室とを仕切る防護用ガラスが例えば複数枚に分割されたガラスを桟の上に載せているだけの形態が好ましい。当該形態においては、揮発性物質は重合室側から紫外線発生器設置室内へ通常入り込まないものである。更に、上記重合室が、紫外線照射装置の外部との間にガスの出入りがある構造を有するものとすることにより、当該ガスとともに重合用溶液から発生する揮発性物質を紫外線照射装置外に排出することができる。そのために、紫外線発生器の漏電や腐食を完全に防止することができる。そして、上記紫外線発生器設置室が、紫外線照射装置の外部との間にガスの出入りがある構造を有するものとすることにより、たとえ例外的に揮発性物質が紫外線発生器設置室中に存在していたとしても、当該揮発性物質をガスとともに紫外線照射装置外に排出することができることになり、本発明の効果を確実に発揮することができる。
また必要に応じ、上記の桟と防護用ガラスとの間に、シリコン樹脂やフッ素樹脂や耐腐食性のゴムのパッキンやシール材を設置することもできる。
【0023】
また、本発明の紫外線照射装置は、紫外線発生器設置室内がガスで加圧されている形態であってもよい。このような形態とすることにより、重合室から紫外線発生器設置室内へ揮発性物質が入り込むことがないものとなり、本発明の効果をより充分に発揮できる。
【0024】
上記「紫外線発生器設置室内がガスで加圧されている」形態は、紫外線発生器設置室内にガスを封入後、圧を保つ形態、すなわち紫外線発生器設置室内が加圧されているだけでガスの出入りが実質的にない形態であってもよく、紫外線発生器設置室から防護用ガラスを介して重合室にガスが出ていく形態であってもよい。言い換えれば、紫外線発生器設置室内がガスで加圧されている形態において、防護用ガラスの微小なすき間より自然に紫外線発生器設置室から重合室にガスが出ていくこともあり、出ていかないこともあるが、そのいずれの形態であっても重合室から紫外線発生器設置室内へ揮発性物質が入り込むことがないものである。これにより、紫外線発生器の漏電や腐食を防止することができる。
【0025】
上記「ガスの出入りが実質的にない形態」は、本発明の技術分野において紫外線発生器設置室内にガスの出入りが実質的になく、該構造内の圧が保たれていると認められるものであればよい。例えば、紫外線発生器設置室にガス入口が設けられ、当該入り口からガスを封入する形態が挙げられる。上記「紫外線発生器設置室から防護用ガラスを介して重合室にガスが出ていく形態」とは、例えば、紫外線発生器設置室のガス入口からガスが入っていくとともに、防護用ガラスの微小なすき間からガスが重合室に出ていく形態が挙げられる。
【0026】
上記紫外線発生器設置室内は、ガスで1.001気圧以上、1.3気圧以下に加圧されていることが好ましい。言い換えれば、紫外線発生器設置室内がガスで微加圧されていることが好ましい。1.001気圧未満であると、紫外線発生器設置室のすき間から揮発性物質が入り込むおそれがあり、1.3気圧を超えると、防護用ガラスの撓みによって紫外線発生器設置室にすき間ができ、重合室から揮発性物質が入り込むおそれがある。
上限は、1.2気圧であることがより好ましい。更に好ましくは、1.1気圧である。下限は、1.005気圧であることがより好ましい。更に好ましくは、1.01気圧である。
上記ガスは、例えば空気等であってもよいが、不活性ガスであることが好ましい。不活性ガスとしては、有機反応において一般に不活性ガスとされるものであればよく、例えば窒素、アルゴン等が挙げられるが、安価である点で窒素が好ましい。
【0027】
上記紫外線発生器設置室としては、その内面で紫外線を反射でき、また、紫外線発生器を設置できる形状であればよい。例えば、角型、丸型、ドーム型等が挙げられる。
また蛍光灯型の紫外線発生器を設置する場合、設置のしやすさ、設置形態の変更のしやすさの点で、天井部は平面であることが好ましい。
【0028】
上記天井板は、分割されていることが好ましい。より好ましくは、天井板上においてベルト基材の進行方向に対して横断する方向を境にして複数枚に分割されている形態である。天井板には紫外線発生器が取り付けられているので、天井板を上部につり上げることにより紫外線発生器の交換が容易となる。
【0029】
本発明の紫外線照射装置における上記紫外線発生器は、調光可能な紫外線発生器であることが好ましい。尚、調光とは光量を任意に変える行為を意味する。
これにより、紫外線発生器の取り付け工程、取り外し工程を経ることなく、簡便に光照射強度を重合に好適なものに調整することができる紫外線照射装置とすることができる。
本発明の紫外線照射装置は、ランプ電圧の異なる紫外線発生器を用いたり、紫外線発生器に反射笠を付けて照射強度を増したり、パンチングメタル等の減光板を設置する等して照射強度を減少させたり、インバーター制御により照射強度を増減させたりすることにより、照射強度を変更することも可能である。例えば、紫外線発生器が重合前段部と後段部とに分けられて配置され、重合前段部に調光可能な蛍光灯型紫外線発生器が設けられた構造を有する形態、重合後段部に調光が困難な高圧水銀ランプが設けられた構造を有する形態であってもよい。
【0030】
上記紫外線発生器としては、例えば発光ダイオードであってもよいが、発光ダイオードは放射波長幅が狭いという特徴を有するものの、光強度が極めて弱く、その結果、一定の光量を確保するためには、大量に使用する必要があり、発光ダイオードを工業的生産に適用した場合は、設備が非常に高価なものとなり、発光ダイオードだけで莫大な費用が必要になるため、工業製品を安価に製造するには適さないものである。
上記紫外線発生器が、発光ダイオード以外の紫外線発生器であることが好ましい。より好ましくは、中紫外線発生器及び/又は近紫外線発生器である。中でも、上記紫外線発生器が近紫外線発生器であることが本発明の紫外線照射装置における特に好ましい形態である。中紫外線の波長範囲は、280〜315nmであり、近紫外線の波長範囲は、315〜400nmである(CIE/ICE国際照明用語集 第4版による)。
これにより、重合速度が適度なものとなり、重合温度、重合熱の制御がより簡単に行うことができ、特に高分子量ポリアクリル酸ナトリウムのような超高分子量重合体を光ベルト重合で製造する場合に最適となる。
【0031】
上記近紫外線発生器としては、例えば、蛍光灯型紫外線発生器、及び、メタルハライドランプ、高圧ナトリウムランプ、水銀ランプ等のHID(HIGH INTENSITY DISCHARGE LAMPS)ランプ(高輝度放電ランプともいう)等が好ましく、これらの1種又は2種以上を用いることができる。中でも、蛍光灯型紫外線発生器が好ましい。蛍光灯型紫外線発生器は、電圧を調整可能で光量の制御がしやすく、防護ガラスの経時的な汚れに対しても、容易に光量の制御を行うことでできる点で好ましい。更には、設置しやすい、交換しやすい等の点でも利点がある。上記HIDランプは、蛍光灯型紫外線発生器に比較して結果として光量分布が大きくなる欠点がある。
【0032】
本発明の紫外線照射装置は、例えば紫外線発生器が蛍光灯型紫外線発生器である場合、その長軸方向が、ベルト基材の進行方向と垂直方向に配列された構造を有するものであってもよいし、ベルト基材の進行方向に沿って配列された構造を有するものであってもよい。
【0033】
本発明の紫外線照射装置は、紫外線発生器が蛍光灯型紫外線発生器である場合、蛍光灯型紫外線発生器の長軸どうしの間隔が25cm以下であることが好ましい。
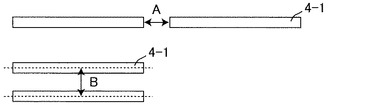
上記長軸どうしの間隔とは、本明細書中、蛍光灯型紫外線発生器の長軸方向の向きであり該発生器の中心を通る直線どうしの間隔を意味し、例えば図4における間隔(B)である。間隔(A)は、本明細書中、蛍光灯型紫外線発生器の長軸どうしの間隔には該当しないものである。
このように蛍光管を密に配置することにより、照射をより充分なものとすることができ、また光量分布を均一にすることができるため、本発明の効果をより充分に発揮することができる。
【0034】
本発明の紫外線照射装置は、通常紫外線発生器設置室に設置された蛍光灯型紫外線発生器の設置密度が低い領域と高い領域とを有し、ベルト基材の進行方向側に該高い領域が配置されていることが好ましい。
これにより、重合後段において、重合用溶液に対して照射される光量を高めることができ、高品質の水溶性重合体を製造する際に有利となる。
【0035】
上記設置密度が低い領域と高い領域のベルト基材の進行方向における長さの比は、60/40〜95/5であることが好ましい。より好ましくは、70/30〜90/10であり、更に好ましくは、75/25〜85/15である。これにより本発明の効果を充分に発揮することができる。設置密度が低い領域は、一次重合ゾーンともいう。設置密度が高い領域は、二次重合ゾーンともいう。
【0036】
本発明の紫外線照射装置は、蛍光灯型紫外線発生器の長軸方向がベルト基材の進行方向に沿って配列された構造と当該進行方向と垂直方向に配列された構造とを有するものであってもよい。
例えば、紫外線照射装置において、蛍光灯型紫外線発生器を取り付けられる際に、先ずベルト基材(重合用溶液)上に蛍光灯型紫外線発生器をベルト基材の進行方向に沿って直列に並べていき、残った蛍光灯型紫外線発生器の長軸長さより短い部分には、蛍光灯型紫外線発生器の長軸方向がベルト基材の進行方向と垂直方向に配列される形態が挙げられる。
このように蛍光灯型紫外線発生器を配列することにより、光量を充分なものとしながら無駄な照射光を実質的に防止できる。
例えば、重合前段部側において蛍光灯型紫外線発生器がベルト基材の進行方向に沿って配列され、重合前段部側及び重合後段部側の残りのベルト基材部分において蛍光灯型紫外線発生器がベルト基材の進行方向と垂直方向に配列された構造を有する形態であってもよい。更に、蛍光灯型紫外線発生器の設置密度が低い領域と高い領域とを有し、ベルト基材の進行方向側に該高い領域が配置されている形態が好ましい(例えば、図1参照)。
【0037】
上記近紫外線発生器の波長領域としては、近紫外線発生器から照射される光照射強度の全体を100%とすると、分光分布における300nm以上、400nm以下の部分が70%以上であることが好適である。70%未満であると、300nm未満の波長の紫外線を照射した場合、重合反応が急激化し、残存単量体の量が少ない水溶性重合体が得られない場合がある。より好ましくは、80%以上であり、更に好ましくは、90%以上であり、特に好ましくは、実質的に100%である。
【0038】
なお、本明細書中、紫外線発生器の光照射強度は、ベルト基材上において測定される光照射強度である。光照射強度は、下記の光量計で測定することができる。
装置:UVメーター
メーカー:株式会社カスタム
型式:本体 UVA−365
センサー:UVセンサー(スペクトラ応答性 300nm〜400nm〔355nm中心ポイント〕)
【0039】
上記防護用ガラスは、その近紫外線透過率が70〜90%であることが本発明の紫外線照射装置における好ましい実施形態である。70%未満であると、ベルト面における光強度が充分なものとならず、高品質の水溶性重合体を得ることができないおそれがある。90%を超えると、ガラス強度が充分なものとならないおそれがある。透過率が低くなると重合速度が遅くなり残留単量体も増える傾向がある。
上記上限は、88%がより好ましい。更に好ましくは、85%である。上記下限は、73%がより好ましい。更に好ましくは、75%である。特に好ましくは、78%である。
【0040】
上記防護用ガラスは、厚みが3〜20mmであることが好ましい。3mm未満であると、ガラスが撓みやすくなり、ガラスを支持する桟の数が増える結果、ベルト面の影が増え、重合用溶液に向けて均一かつ充分な光量で光を照射することができなくなり、本発明の効果が充分に発揮されなくなるおそれがある。20mmを超えると、ガラスの自重が大きいため、幅広で頑丈な桟が必要となり、ベルト面の影が増えるおそれがある。また、透過率が低下するおそれがある。ベルト面に影が多量生じた場合、得られる重合体(ゲル)に品質ムラができ好ましくない。本願は、この点に着目して発明を完成させたものでもある。
上記防護用ガラスの厚みの下限は、3.5mmであることがより好ましい。更に好ましくは、4mmである。上限は、19mmであることがより好ましい。
例えば、上記防護用ガラスは、厚みが4〜19mmであることが特に好ましい。
【0041】
上記防護用ガラスは、重合用溶液から発生する揮発性物質から紫外線発生器を防護することができるガラスであればよいが、強化ガラスによって構成されるものであることが好ましい。なお、本明細書中においては、「強化ガラスによって構成される」とは、本発明の効果を奏することになるように当該強化ガラスによって構成されることが好適であることを意味する。上記強化ガラスの具体例としては、例えばタフライト(強化ガラス、商品名、日本板硝子社製)等が挙げられ、その厚みは、例えば、3mmのもの、4mmのもの、19mmのもの等が挙げられる。
【0042】
本発明はまた、本発明の紫外線照射装置を備えたベルト重合機でもある。
本発明のベルト重合機は、通常のベルト重合機のベルト基材上に本発明の紫外線照射装置を取り付けたもので、連続的に水溶性重合体含水ゲルを得ることができ、当該含水ゲルを乾燥工程等に供することにより、水溶性重合体を効率よく製造することができる。
【0043】
上記重合を行うベルト基材とは、重合性単量体を含む重合用溶液に光を照射して重合を行うためのベルト基材であればよい。
上記ベルト基材の具体例としては、樹脂製、スチール製、鉄製等が好適である。
より好ましくは、樹脂製、スチール製であり、更に好ましくは、スチール製である。上記スチール製ベルト基材の材質としては、SUS301、SUS304、SUS316、SUS316L等のSUS製や炭素鋼(CS)等、公知のものが使用できる。これらの中でも、SUS製の伝熱性基材が好ましい。より好ましくは、SUS301、SUS304、SUS316、SUS316Lであり、更に好ましくは、SUS301、SUS304である。上記ベルト基材は、ベルト基材上に離型材を有する形態であってもよい。
上記ベルト進行方向側の幅(重合長)としては、1m以上が好ましく、また、30m以下が好ましい。上限は、より好ましくは25mであり、更に好ましくは20mである。下限は、より好ましくは2mであり、更に好ましくは3mである。
【0044】
本発明は、本発明のベルト重合機を用いて、重合性単量体を含む重合用溶液に光を照射し、連続的に重合を行う工程を含む水溶性重合体の製造方法でもある。
本発明の水溶性重合体の製造方法における紫外線照射装置、ベルト重合機の好ましい形態は、上述した本発明の紫外線照射装置、ベルト重合機の好ましい形態と同様である。
【0045】
上記重合性単量体を含む重合用溶液に光を照射し、連続的に重合を行う工程(重合工程)は、通常は、本発明のベルト重合機を用いて水溶液重合するものである。このような方法により、重合体含水ゲルを連続的に製造することができる。
上記水溶液重合においては、窒素ガス等の不活性ガスをバブリングする等の方法により、重合用溶液中に溶解している溶存酸素を予め除去した状態で重合を行うことが好ましい。
【0046】
本発明の水溶性重合体の製造方法は、例えば単量体成分を含む溶液(以下、モノマー液ともいう)の入ったモノマー槽からモノマー液を抜き出し、触媒槽より触媒水溶液を抜き出し、モノマー液と触媒水溶液とが混合器で混合され、重合用溶液としてベルト重合機に供給される形態が好ましい。
【0047】
本発明の製造方法においては、ベルト重合機を用いて含水ゲルを該含水ゲルと接するベルト面から連続的に剥がし続けることになる。引き剥がすための形態は、(可動式)スクレーパー等を適宜用いることができる。
上記含水ゲルと接するベルト面とは、重合室の底面をいい、ベルト基材の上面を意味する。
上記水溶液重合において、単量体成分を含む水溶液の層厚は、5〜50mmが好ましい。5mm未満であったり、50mmを超えると、得られる重合体に単量体成分が残存するとともに重合体の分子量が充分には高くならないおそれがある。
【0048】
本発明における単量体成分は、例えば、アクリル酸;アクリル酸を1価金属、2価金属、アンモニア、有機アミン等で中和してなるアクリル酸塩;不飽和モノカルボン酸系単量体;不飽和ジカルボン酸系単量体;不飽和スルホン酸系単量体;不飽和ホスホン酸系単量体;(メタ)アクリルアミド系単量体;カチオン性単量体;ニトリル系単量体等が挙げられる。好ましい単量体としては、不揮発性単量体である。上記単量体は、それぞれ単独で用いてもよく、2種以上を併用してもよい。
上記重合用溶液中の単量体成分の重合開始時の濃度は、重合に使用する全単量体成分を含む反応液を100質量%として、20〜60質量%であることが好ましい。20質量%未満であると、単量体成分の濃度が小さ過ぎて重合が充分進まないおそれがあり、60質量%を超えると、重合反応が暴走するおそれがある。
【0049】
上記光重合は、一次ピーク温度が90℃以下になるように制御して行われるものであることが好ましい。90℃を超えると、重合反応が過度に進行することとなり、得られる水溶性重合体の分子量が充分に高くならないおそれがあり、また重合体中に残存する単量体を充分に低減できないおそれがある。下限としては、30℃が好ましい。
本発明において、ピーク温度とは、重合開始後に反応液の温度が上昇した後に降下又は同温度を保持するときに形成されるピーク温度(極大値)であり、一次ピーク温度とは、該ピークが一つできる場合にはそのピーク温度を意味し、該ピーク温度が複数できる場合には、最初のピーク温度を意味する。
【0050】
上記一次ピーク温度の制御は、伝熱性基材の下面を水と接触させることによって行うことが好ましい。これにより重合用溶液を充分に冷却することができる。
上記一次ピーク温度の制御は、光強度をコントロールすることによっても可能である。例えば光強度が10W/m2を超えると、光量が高過ぎて一次ピーク温度が90℃を超え、充分に高い分子量の重合体を得ることができず、また、不溶解分が多く発生するおそれがある。下限値としては、1W/m2であることが好ましい。1W/m2未満であると、重合反応を充分に促進できないおそれがある。
【0051】
上記10W/m2以下の近紫外線は、照射時間が3分以上、100分未満であることが好ましい。3分未満であると、一次重合があまり進行せず、結果として高分子量の重合体が得られないおそれがある。100分以上であると、生産性が低くなるおそれがある。
【0052】
上記光重合は、10W/m2以下の近紫外線を照射して重合する工程と、次いで、10W/m2を超える近紫外線を照射することにより重合を完結する工程とを含むことが好ましい。このように異なる強度の近紫外線を2段階に分けて照射することにより、単量体の重合が促進され、本発明の効果をより充分に発揮できる。
【0053】
第2段で照射する10W/m2を超える近紫外線が、10W/m2以下である場合、光量が低過ぎて残存する単量体を充分に減少させることができないおそれがある。上限値としては、100W/m2以下であることが好ましい。100W/m2を超えると、照射強度が強過ぎて、製品が着色したり、充分に高い分子量の重合体が得られないおそれがある。上記2段階目の近紫外線の照射時間としては、例えば1〜30分であることが好ましい。
上記光強度を異なるものとする形態は、本発明の紫外線照射装置において上述した方法を用いて照射強度を適宜増減させることにより達成することができる。
【0054】
上記重合用溶液を用いて行われる重合工程においては、光重合開始剤を用いて重合させることが好ましい。光重合開始剤を用いて重合させることで、重合体を高粘度のものとすることができ、また、残存する単量体の量を低減することができる。
上記光重合開始剤としては、その作用効果を発揮するものであればよいが、例えばアゾ系開始剤が好ましい。アゾ系開始剤としては、2,2′−アゾビス−2−アミジノプロパン2塩酸塩等のアゾ系水溶性開始剤がより好ましい。
【0055】
本発明においては、熱重合開始剤を光重合開始剤と併用することも可能である。熱重合開始剤を併用することにより、残存する単量体の量を低減することができる。
上記熱重合開始剤としては、水性媒体に可溶なものであればよいが、例えば、過酸化水素、過硫酸アンモニウム等の過硫酸塩、アゾ系化合物、有機過酸化物等が好適である。
【0056】
上記重合工程では、必要に応じて連鎖移動剤を用いてもよい。連鎖移動剤としては、例えば、含硫黄化合物、亜燐酸系化合物、次亜燐酸系化合物、アルコール類等が挙げられる。上述した光重合開始剤、熱重合開始剤、連鎖移動剤は、必要に応じて、それぞれ単独で用いてもよく、2種以上を併用してもよい。
なお、上記重合用溶液は、単量体を含む溶液である。上記重合溶媒としては、水が好適に用いられる。また、水以外にも親水性有機溶媒等を適宜水と併用してもよい。親水性有機溶媒としては、アルコール類、ケトン類、低級エーテル類等が好適である。
また、重合を開始する温度は、50℃以下であることが好ましい。
【0057】
本発明の水溶性重合体の製造方法において、水溶性重合体の残存単量体濃度は、1.5質量%以下であることが好ましい。1.5質量%を超えると、品質が低いものとなり、本発明の作用効果を充分に発揮できないおそれがある。より好ましくは、1質量%以下である。
上記残存単量体濃度(残存モノマー濃度)は、例えば重合体がポリアクリル酸ナトリウムである場合、「食品添加物公定書」、第7版、p.436−437、又は、「飼料添加物の成分規格等収載書」、第10版、p.239−240に記載の純度試験の項に記載の以下の方法で測定されるものである。
【0058】
残留単量体の測定方法
〔臭素付加法〕
本品(重合体)約1gを精密に量り、300mlのヨウ素瓶に入れ、水100mlを加え、時々振り混ぜながら約24時間放置して溶かす。この液に臭素酸カリウム・臭化カリウム試液10mlを正確に量って加え、更によく振り混ぜ、塩酸10mlを手早く加え、直ちに密栓して再びよく振り混ぜた後、ヨウ素瓶の上部にヨウ化カリウム試液約20mlを入れ、暗所で20分間放置する。次に栓を緩めてヨウ化カリウム試液を流し込み、直ちに密栓をしてよく振り混ぜた後、0.1mol/lチオ硫酸ナトリウム溶液で滴定する(指示薬デンプン試液2mL)。別に同様の方法で空試験を行い、次式により含量を求める。
【0059】
【数1】

【0060】
ただし、a:空試験における0.1mol/lチオ硫酸ナトリウム溶液の消費量(ml)
b:本試験における0.1mol/1チオ硫酸ナトリウム溶液の消費量(ml)
【0061】
上記不溶解分は、2質量%以下であることが好ましい。水溶性重合体において、不溶解分が2質量%を超えると、品質が低いものとなり、本発明の作用効果を充分に発揮できないおそれがある。
上記不溶解分は、イオン交換水499gに水溶性重合体1.0gを添加し、50分間攪拌した後に25℃とし、500μmの網目のふるいを用いて濾過することにより、含水状態の不溶物を取り出し、下記計算式;
不溶解分(質量%)={不溶物の質量(g)/500(g)}×100
に基づいて算出される値である。なお、本明細書中、不溶解分は、水溶液中のアクリル酸(塩)系水溶性重合体を上記フィルタで濾過後、1分以内に測定される値とする。なお、濾過及び秤量は、25℃、湿度60%以上の条件で行う。
【0062】
上述した重合工程により得られた水溶性重合体含水ゲルは、更に押出工程、乾燥工程及び粉砕工程に供して、水溶性重合体(粉体)を製造することができる。このような工程を経ることにより、種々の分野に好適に使用できる水溶性重合体を得ることができる。
【発明の効果】
【0063】
本発明の紫外線照射装置は、可動式ベルト基材を用いて品質が一定で残留単量体量が少なく高品質な水溶性重合体を効率よく製造することができるものであり、医薬用、塗料用、土木・建築用、その他一般工業用において、増粘剤、粘着剤、凝集剤、吸湿剤、乾燥剤等として用いられる水溶性重合体を好適に製造することができる。
【発明を実施するための最良の形態】
【0064】
以下に実施例を掲げて本発明を更に詳細に説明するが、本発明はこれらの実施例のみに限定されるものではない。なお、特に断りのない限り、「部」は「重量部」を、「%」は「質量%」を意味するものとする。
【0065】
実施例1
図1に示した紫外線照射装置を備えた図2のベルト重合機を用いて重合を行った。
該重合機は、重合に先立って以下の条件に調整されている。
気相部酸素濃度が8vol%となるように、重合室内は重合室のガス入り口2−5より連続的に窒素が導入されている。重合室内における一次重合ゾーンにおけるベルト基材中央上部の近紫外線強度は3W/m2となるように調光されている。また、二次重合ゾーンにおけるベルト基材中央上部の近紫外線強度は、13W/m2となるように調光されている。
ベルトスピードは36.5cm/minとなるように調整されている。該条件下、アクリル酸ナトリウム36%、グリセリン2.5%(対アクリル酸ナトリウム)、光重合開始剤としての2,2´−アゾビス−2−アミジノプロパン塩酸塩0.03g/モル(対アクリル酸ナトリウム)を含むpH10.0で溶存酸素が5ppmの重合液を図2の2−8で示した重合用溶液の供給口より、500kg/Hrの割合で供給した。約25分経過後、ベルト基材の終端部より厚みが約15mmの含水ゲルが連続的に製造された。両端に存在する端ゲル(エッジロープより中央部に向けて10cmまでのゲル)を一つにまとめ以下の手順に従って乾燥粉末を得た。また、端ゲルとは別に中央部に存在するゲルを端ゲルと同様に処理して乾燥粉末を得た。
【0066】
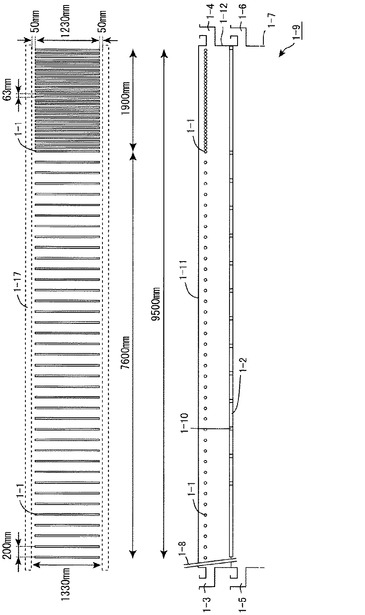
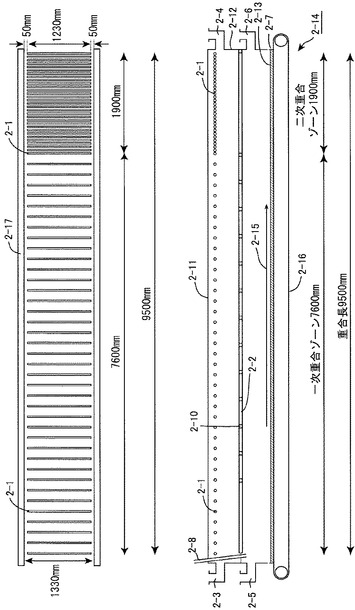
図1は、製品幅1330mm(ベルト基材の両端に設けられた高さ30mmのエッジロープ間の距離)、重合長9500mmの紫外線照射装置である。なお、図1中で点線により示されているエッジロープ1−17は紫外線照射装置に含まれるものではなく、ベルト重合機におけるベルト基材に付随しているものであり、製品幅の参照として記載しているものである。図2は、製品幅1330mm(ベルト基材幅1550mm)、重合長9500mmの紫外線照射装置を備えたベルト重合機である。蛍光灯型紫外線発生器2−1は、ブラックライト蛍光ランプであり、蛍光灯型紫外線発生器の長軸方向(長軸方向の長さ1230mm)がベルト基材の進行方向に対して横断する向きに設置されている。蛍光灯型紫外線発生器2−1は、合計69本用いた。
一次重合ゾーン横置(低密度部)は、38本であり、200mm間隔で設置されている。
二次重合ゾーン横置(高密度部)は、31本であり、63mm間隔で設置されている。
紫外線発生器(UV蛍光ランプ)の仕様は、メロウライン(品名、管長1.2m、定格ランプ電力45Wのブラックライト、型名「FHF32BLB」、東芝ライテック社製)である。なお、上述の蛍光灯型紫外線発生器の本数については、一次重合ゾーンと二次重合ゾーンとの境界に位置する蛍光灯型紫外線発生器は二次重合ゾーンに設置されたものに含めて記載している。また、図2に示されるベルト重合機に備えられる場合には、蛍光灯型紫外線発生器の長さが1230mmであり、重合性溶液をせきとめるためのエッジロープ2−17の間隔が1330mmであるため、蛍光灯型紫外線発生器とエッジロープとの間にそれぞれ50mmの間隔が生じている。
強化ガラスの仕様は、タフライト(厚み4mmの強化ガラス、日本板硝子社製)である。
なお、図中の両端矢印に付された数値は長さ(mm)を表す。
紫外線照射装置の天井板、側板の仕様は、SUS304板である。
また、表1中のUV透過率は、防護ガラスの運転開始前におけるベルト基材面上の近紫外線強度が3W/m2となるように調光した場合の紫外線透過率である。紫外線発生器の光照射強度(近紫外線強度)は、ベルト基材直上において測定される光照射強度であり、光照射強度は、下記の光量計で測定した。
装置:UVメーター
メーカー:株式会社カスタム
型式:本体 UVA−365
センサー:UVセンサー(スペクトラ応答性 300nm〜400nm〔355nm中心ポイント〕)
このような運転条件でトータル30日間稼働した。その間、運転開始後15日目に防護用ガラス全てを洗浄し、再稼働し15日間運転しトータル30日間稼働した。物性測定用のゲルは運動開始後30日後の防護用ガラス洗浄直前にサンプリングしたものである。
【0067】
<ゲルの処理方法(乾燥粉末の取得方法)>
上記30日稼働後であり防護ガラス洗浄直前にベルト基材終端部より排出される中央部ゲルをミートチョッパー(平賀工作所製、No.32E型、ダイス径4.5mmΦ)で押出す。
該押出しゲルを200℃で40分間乾燥する。風向はUPフローでありその線速は1.5m/Sである。このようにして乾燥された乾物を卓上粉砕機で粉砕した後、20メッシュパスとなるように分級して乾燥粉末を得た。
上記乾燥粉末の、溶液粘度、残存単量体、不溶解分を測定し、結果を下記表1に示した。
【0068】
(溶液粘度の測定方法)
容量500mlのビーカーにメタノール20mlを入れた後、水溶性ポリ(メタ)アクリル酸塩を純分として1g添加する。マグネチックスターラーで攪拌しながら、イオン交換水500mlを添加した後、ジャーテスターを使用し100rpmで50分間攪拌溶解させた後、30℃に温度調整してB型粘度計(株式会社トキメック社製)を用いて30rpmの回転数で測定した。
【0069】
下記表1に示したように、中央部のゲルに関しては、粘度は670mPa・sであり、残留単量体量は0.1%であり、不溶解分は0.2%であった。一方、端ゲルの粘度は580mPa・sであり、残留単量体は0.8%、不溶解分は0.9%であった。
【0070】
実施例2〜7
下記表1に示した条件を変えた以外は実施例1と同様に重合した。結果を下記表1に示した。なお、実施例2においては防護用強化ガラスの厚みは19mmとした。また、実施例3における防護用強化ガラスの厚みは3mmとした。
【0071】
【表1】
【0072】
※1:実施例4における中紫外線ランプの仕様は、Phillips(フィリップス)社製、型式:TL40W/12であった。
※2:実施例7における遠紫外線ランプの仕様は、殺菌ランプ GL30形(東芝ライテック社製)であった。
【0073】
比較例1、2
下記表2に示した条件を変えた以外は実施例1と同様にした。また、評価結果を下記表2に示した。
比較例1については、物性の評価に用いた乾燥粉末は、運転開始30日後で、ガラスを洗浄していないベルト重合機を用いて得られたものであった。比較例1に関しては、中央部で得られたゲルと、端ゲルとの両方について評価を行った。端ゲルの粘度は480mPa・sであり、残留単量体量は3.2%であり、不溶解分は3.4%であった。また、中央部のゲルに関しては、粘度は550mPa・sであり、残留単量体量は2.0%であり、不溶解分は2.3%であった。
比較例2については、物性の評価に用いた乾燥粉末は、運転開始30日後のベルト重合機を用いて得られたものであった。
【0074】
【表2】
【0075】
実施例と比較例とを対比すると、例えば実施例1は、比較例1と対比して、ベルト基材端部、中央部のいずれにおいても残留単量体量、不溶解分がより少ない高品質な水溶性重合体が得られている。また、実施例1においても、ベルト基材端部と中央部とを比較した品質差において、残留単量体量、不溶解分において僅かながら差異が生じているものの、比較例1と対比すると、より小さなものとなっており、品質ムラが小さい点でも高品質な水溶性重合体が得られている。これによって、端部から取れた製品も廃棄等せずに製品化することができる。
【0076】
この結果について考察すれば、下記のようになる。
実施例1の紫外線照射装置は、分割されたガラスを装着・脱着することができる構成を有することから、紫外線照射装置を工業的な工程において運転する際に防護用ガラスを効率よく洗浄することができる。そのため、連続的に、繰り返し運転する間に防護用ガラスを洗浄することによって、防護用ガラスの汚染により光強度が弱くなり、水溶性重合体の製品品質に影響を与えるということを充分に防止し、均一かつ充分な光強度を得ることができる。例えば、比較例1では、光重合開始当初は防護用ガラスの汚れ付着もなく、UV透過率は表2にあるように80%であったが、連続稼働させるに従ってガラス表面に汚れが付着し、UV透過率がしだいに低下していく。つまり、防護ガラスの洗浄が不可能な場合、汚れ等でUV透過率が低くなり、その場所のゲルの残存単量体が増加することとなる。また、洗浄が行われない場合には、光重合により発生する防護用ガラスの面内での汚れの分布が大きくなるため、洗浄を行わない場合には、製造されるゲルの均一性も低下することとなる。例えば、実施例1では、中央部と端部との残留単量体の量の差異が0.7%であったのに対し、比較例1では、その差異が1.2%に増加している。また、防護ガラスの経時的な汚れに対して、光量を増加して対応を試みる場合には、中央部等で光量過多となる場所が出始め、不溶解分が増加する場所も発現した。よって比較例1のような防護用ガラスを装着・脱着できない形態では、トータルとしてガラスの洗浄効果がない場合の光ベルト重合における問題点を示すこととなる。
また、実施例1の紫外線照射装置は、天井板、側板を有するものであり、当該天井板及び側板の内面が紫外線を反射する材料で構成されている。そのため、紫外線発生器から当該内面に照射される光が乱反射されて重合用溶液側に照射されることになり、重合用溶液に対して照射される光強度をより均一かつ充分なものとすることができる。
これに対して比較例1は、分割されたガラスを装着・脱着することができる構成を有するものではなく、また天井板、側板を有するものでもない。
これらのことから、紫外線照射装置を工業的に連続的に、繰り返し運転する場合、本発明の実施の形態においては、光強度をより均一かつ充分なものとすることができ、それによってベルト基材端部、中央部のいずれにおいても高品質な水溶性重合体を得ることができるといえる。従来技術においては、分割されたガラスを装着・脱着することができる構成、反射する材料で構成された天井板、側板を有するといった構成を取ることによって、このような効果を予測できるものではなく、この点で本発明は従来技術に対して工業的に有用な技術的貢献を示すものである。
【0077】
また、実施例1は、紫外線発生器の腐食が無いが、比較例1は、天井板、側板を有しないために腐食が有る。
更に、実施例1と防護用ガラスが無い比較例2とを比較すると、実施例1は上述したとおり紫外線発生器の腐食が無いが、比較例2は腐食が有る。すなわち、比較例2のように防護用ガラスがない状態では、重合室からの揮発性物質が直接ブラックライト(紫外線発生器)の電気回路等に影響を及ぼす形態となる。このような場合、連続稼働することによって、ブラックライトの電気回路周辺部に錆が発生し始め、30日間の運転日数の途中で一部のブラックライトが錆等の腐食のために電気が通じなくなる。そして、運転期間の途中で作動しなくなったブラックライトが多くなると、不足した光量を、個々の蛍光灯型紫外線発生器の光量アップ(電圧アップ)等で対応することもできなくなり、光量が不足し始め、不充分な重合の状態のゲルしか製造できなくなる。
このように、本発明の実施形態においては、紫外線発生器が揮発性物質に接触して漏電や腐食が生じることを防ぐうえで有用な構成を有するものである。
【0078】
上述した実施例及び比較例では、紫外線発生器として調光可能な上記「メロウライン」を、重合性単量体としてアクリル酸(塩)型単量体を用いている。ここで、紫外線照射装置が、本発明の紫外線照射装置として上述したように特定される形態である限り、本発明の効果を生じさせる作用機構は同様である。したがって、本発明における上記特定の形態の紫外線照射装置とすれば、本発明の有利な効果を発現することは確実であるといえる。少なくとも、本発明の紫外線照射装置における紫外線発生器が、蛍光灯型紫外線発生器又はHIDである場合においては、上述した実施例及び比較例で充分に本発明の有利な効果が立証され、本発明の技術的意義が裏付けられている。
【図面の簡単な説明】
【0079】
【図1】図1は、本発明の紫外線照射装置の一形態を示す図である。図1の上図は、天井板の内面に設置された蛍光灯型紫外線発生器の配置図である。図1の下図は、紫外線照射装置の側方から見た断面図を表す。
【図2】図2は、図1の紫外線照射装置を備えた本発明のベルト重合機の一形態を示す図である。図2の上図は、天井板の内面に設置された蛍光灯型紫外線発生器の配置図である。図2の下図は、ベルト重合機の側方から見た断面図を表す。
【図3】図3は、本発明のベルト重合機における防護用ガラスの一形態を示す上面図及び紫外線照射装置の側面の一形態を示す図である。
【図4】図4は、蛍光灯型紫外線発生器の長軸どうしの間隔(B)を示す図である。間隔(A)は、当該長軸どうしの間隔には該当しないものである。
【符号の説明】
【0080】
1−1、2−1、4−1:蛍光灯型紫外線発生器
1−2、2−2、3−2:防護用ガラス
1−3、2−3:紫外線発生器設置室のガス入口
1−4、2−4:紫外線発生器設置室のガス出口
1−5、2−5:重合室のガス入口
1−6、2−6:重合室のガス出口
1−7、2−7:カーテン
1−8、2−8:重合用溶液の供給口
1−9:紫外線照射装置
1−10、2−10、3−10:桟
1−11、2−11:天井板
1−12、2−12:側板
1−17、2−17:エッジロープ
2−13:重合用溶液(またはゲル)
2−14:ベルト重合機
2−15:ベルト基材の進行方向
2−16:ベルト基材
3−17:トレイ
3−18:トレイ取り出し口
3−19:のぞき窓
【技術分野】
【0001】
本発明は、紫外線照射装置、それを備えたベルト重合機、及び、該ベルト重合機を用いた水溶性重合体の製造方法に関する。より詳しくは、増粘剤や凝集剤として優れた機能を発揮し、各種工業製品の原料等、各種分野で用いることができる水溶性重合体の製造方法に関する。
【背景技術】
【0002】
水溶性重合体は、増粘剤、粘着剤、凝集剤、吸湿剤、乾燥剤等としての優れた基本性能を有し、掘削土処理剤や湿布薬・パップ剤用添加剤、浚渫土処理剤等の他、医薬、塗料、製紙、洗剤や化粧品、水処理、繊維処理、土木建築や農・園芸、接着剤、窯業、製造プロセス、その他の分野において多岐にわたって使用されている。当該水溶性重合体を含む水溶液の溶液粘度や当該重合体の分子量がより高いもの、あるいは、当該重合体中に残留する単量体の量などにおいてより高品質のものは、例えば、増粘剤、めん類のほぐれ促進剤や豚の胃潰瘍防止剤用等の様に、食品用添加剤や飼料用添加剤として用いられている。
【0003】
水溶性重合体の製造方法としては、ベルト重合機のベルト基材上に重合性単量体を展開して光を照射し、光重合させて重合体を得る製造方法が好適に用いられているが、このような製造方法においては、均一かつ充分な光量の光照射とすることができない場合がある。そこで、より均一かつ充分な光量で光照射するための方法として、種々の手段が報告されている。
例えば、光源と単量体混合物の水溶液の間に、波長330〜370nmの範囲の紫外線を用い透過率が80%以上の光透過性材料を介在させて光照射するポリ(メタ)アクリル酸部分中和塩の製造方法(例えば、特許文献1(特開2008−37966号公報)参照)が開示されている。水に対する溶解性や分散性に優れた(メタ)アクリル酸部分中和物及びその製造方法を提供することができるとされている。
【0004】
また、光透過性の材質部分を有する気密室と可動式ベルトとを有する光重合装置を用いて、気密室内の気相中の酸素等が特定濃度以下でアクリル系重合体ゲルを連続的に光重合で製造する方法(例えば、特許文献2(特開平1−138210号公報)参照)が開示されている。この方法では、重合性単量体組成物が光重合開始後、流動性が低下しゲルになった後に合成樹脂フィルムで挟み込み、さらに光重合を継続し、重合後製造されたゲルから当該フィルムを剥離させる手法により単量体溶液の重合によって生起する急激な反応、それに伴う突沸状態を防止しうること等が記載されている。
【0005】
また、同様にフィルムで原料単量体を挟み込みながら光重合する方法として、可動担持体上で光照射下に重合を行う方法において、金属製可動担持体の進行方法に沿った両端に一定の高さの可撓性帯状の堰を設け;この2つの堰の上面の間を光透過性フィルムで覆い;金属性担持体と2本の堰とフィルムで形成される空間を単量体溶液で充して、フィルム上面より光照射を行う水溶性ビニル単量体の連続光重合方法(例えば、特許文献3(特開昭61−221202号公報)参照)が開示されている。また、特定割合の水溶性ビニル化合物とその他の共重合可能なビニル化合物からなるビニル化合物、親水性媒体および光重合開始剤を光透過性の合成樹脂製容器中で光重合させることからなる含水重合体ゲルの製造方法(例えば、特許文献4(特開昭62−185702号公報)参照)が開示されている。
【0006】
一方、これら光ベルト重合における重合条件あるいは重合室の構造が開示される文献としては、重合を開始させたビニル系単量体水溶液表面から揮散する水蒸気を排除する水溶性重合体の製造方法(例えば、特許文献5(特開2003−82013号公報)参照)が開示され、水蒸気の排除は、ビニル系単量体水溶液又は重合体水溶液の上方向に勾配を設けて配設した光透過性を有する板の表面に凝縮させることにより行うこと、ビニル系単量体水溶液又は重合体水溶液の表面に沿って流れる不活性ガスに同伴させることにより行うことが記載されている。また、ビニル系単量体水溶液表面から揮散する水蒸気を気密室の傾斜した上面で凝集させて樋内に落下させ、排出口から外部に排出することにより排除する親水性重合体の製造方法(例えば、特許文献6(特許第4016947号明細書)参照)が開示されている。
【特許文献1】特開2008−37966号公報(第2、17頁等)
【特許文献2】特開平1−138210号公報(第1、5、6頁等)
【特許文献3】特開昭61−221202号公報(第1、7頁等)
【特許文献4】特開昭62−185702号公報(第1、2頁等)
【特許文献5】特開2003−82013号公報(第2、7頁等)
【特許文献6】特許第4016947号明細書(第2、4頁等)
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、このように光ベルト重合方法を開示する従来技術にあっては、フィルムで当該重合体ゲルを挟んで光重合する方法や、照射する光の量を制御することや光重合諸条件などの開示はあるが、より効率よく、より均一に光を照射することのできる重合室の構造や紫外線照射装置の構造自体に関する具体的な手法は開示されていない。
本発明は、より少ない照射光の量あるいは強度であっても、光強度を均一かつ充分なものとすることのでき、またメンテナンスも容易となる構造を有する紫外線照射装置、それを備えたベルト重合機、より具体的には当該ベルト重合機を使用して水溶性重合体を製造する方法を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
すなわち本発明は、可動式ベルト基材上に供給されてなる、重合性単量体を含む重合用溶液に光を照射し、連続的に重合を行うために使用する紫外線照射装置であって、上記紫外線照射装置は、ベルト基材上に天井板及び側板を備え、該天井板にベルト基材面を照射する向きに紫外線発生器が取り付けられ、該天井板及び側板がそれらの内面で紫外線を反射する材料で構成され、更に、紫外線発生器が備わった紫外線発生器設置室と重合用溶液が供給され展開される重合室に分かれるように防護用ガラスで仕切られた構造を有し、該防護用ガラスが、側面から装着及び脱着できるように複数枚に分割して設置されている紫外線照射装置である。
本発明はまた、上記紫外線照射装置を備えたベルト重合機でもある。
本発明は更に、上記ベルト重合機を用いて、重合性単量体を含む重合用溶液に光を照射し、連続的に重合を行う工程を含む水溶性重合体の製造方法でもある。
なお、本明細書中、可動式ベルト基材を単にベルト基材ともいう。
【0009】
本発明の紫外線照射装置構成を採用することで、より少ない強度の紫外線であってもムダなく紫外線発生器設置室内面、あるいは重合室内面において、ベルト基材面に向けて反射させることができ、ベルト基材上に展開された重合用溶液へより均一にその光を導くことができる。
また、紫外線発生器設置室と、重合用溶液が供給され展開される重合室とが区別されるように防護用ガラスで仕切られた構造であるので、重合用溶液から発生する揮発性物質などが紫外線発生器設置室内に入り込まなくなり、紫外線発生器の漏電や腐食を防止できる。
また、本発明の形態であると、容易に防護用ガラスが交換、取り外して洗浄できるので、ガラス面の汚染を容易に取り除くことができ、ガラス表面の汚染による、光強度の低下や不均一化を防止することができる。つまり、重合時の重合用溶液の飛沫などによって発生するガラス面の汚染を容易に洗浄することができ、当該汚染により光強度が低下することや光量が不均一になることを防止できる。その結果、より強度の低い光照射条件であっても安定な光重合条件を確保することができるので、原料の単量体が残存することを防止できるのである。
以下に本発明を詳述する。
【0010】
先ず、本発明の紫外線照射装置は、ベルト基材上に天井板及び側板を備え、該天井板にベルト基材面を照射する向きに紫外線発生器が取り付けられ、該天井板及び側板がそれらの内面で紫外線を反射する材料で構成されている。
これにより、紫外線発生器から天井板の内面及び側板の内面に照射される光が乱反射されて重合用溶液側に照射されることになり、重合用溶液に対して照射される光強度をより均一かつ充分なものとすることが可能となる。これによって、品質が一定で残留単量体含量の少ない高品質の水溶性重合体を効率よく製造することが可能となるところに本願発明の重要な技術的意義がある。
【0011】
本発明の紫外線照射装置は、更に、紫外線発生器が備わった紫外線発生器設置室と重合用溶液が供給され展開される重合室に分かれるように防護用ガラスで仕切られた構造を有し、該防護用ガラスが、側面から装着及び脱着できるように複数枚に分割して設置されている。
このように紫外線発生器設置室と重合室に分かれるように防護用ガラスで仕切られた構造を有し、また上述したように天井板及び側板を備えるために、揮発性物質が、重合室から隣接して設置された紫外線発生器設置室内に基本的に入り込まないものとすることができる。あわせて紫外線照射装置の外側から紫外線発生器設置室内にも基本的に入り込まないものとすることができる。その結果、紫外線発生器が揮発性物質に接触して漏電や腐食が生じることを防ぐことができる。
また、本発明の紫外線照射装置は、紫外線発生器が備わった紫外線発生器設置室が、天井板および側板により明確に区切られているので、紫外線発生器への揮発性物質の影響をより少なくすることができ、電気回路を含め、紫外線発生器の漏電や腐食が生じることを好ましく防止することができるのである。
また原料の重合性単量体の種類によっては、アクリルアミド等の毒性の高い重合性単量体や、(メタ)アクリレート等の揮発性の高い重合性単量体もあるが、本発明の紫外線照射装置は、そういった重合性単量体を扱うときにも有効となる。
更に、防護用ガラスが汚染した時に洗浄するために、側面から防護用ガラスを容易に装着及び脱着することができる。そのために、本発明が採用する特定の構造である紫外線照射装置は、長期にわたって当該水溶性重合体の製造に使用しても、防護用ガラスの汚染により光強度が弱くなることや、ベルト面の光量が不均一化するために残留単量体含量が増えることを防止することができる。これにより、残留単量体含量が低減された高品質の水溶性重合体を光ベルト重合方法にてより安定に製造することが可能となる。なお、例えば当該防護用ガラスがより大きな一枚のガラスにより構成される場合は、ガラスを脱着するためにガラスを吊り上げる工程等が必要となり、更には吊り上げたガラスが装置等に当たってガラスが破損するおそれがある。また、大きなガラスの自重により割れなども生じる可能性がある。この場合、厚みなどでガラスの強度を確保すると自重がさらに増加することになる。よって、洗浄目的のガラス脱着工程が煩雑となり、また安全でないものとなる。また、大きなガラスの場合、ひずみやゆがみや反りが生じる結果、ガラスと紫外線発生器設置室との間にすき間ができ、結果的に重合室から揮発性物質が入り込んで紫外線発生器に漏電や腐食が生じるおそれがある。
また本発明のガラスは、防護用ガラスまたは蒸気防護用ガラスと表現する場合もある。好ましくは、揮発性物質や蒸気の防護用ガラスである。
【0012】
例えば、従来開示されるベルト重合機に設置される紫外線照射装置にあっては、その装置内面などが紫外線を反射する材料で構成されていない場合や、特に、天井板および側板のベルト基材側の内面が紫外線を反射できるような材料で構成されていない場合、ベルト上に展開される重合用溶液面に照射される紫外線光量をより均一に、より十分な強度にするために、紫外線照射器のワット数や、消費される電力を高めたり、紫外線照射器の数を多くする必要があった。そのために、光照射量の制御が難しくなり、突沸等の異常重合反応が起こりやすくなっていた。つまり光重合の制御が困難になる場合が多かったのである。
本発明では、その紫外線照射装置の内面、特に天井板および側板のベルト基材側の内面が紫外線を反射できるような材料で構成されているために、より少ない紫外線の量でも十分な光量を照射することができるようになり、光重合の制御がより簡便になったのであり光重合工程の安定化が達成できたのである。
当該ガラスが、大きい1枚もののガラスで容易に装着および脱着できない場合、上で説明したように、頻繁には取り外して洗浄することが困難となり、従って汚染された状態で光を透過させつつ重合が行われることになる。その場合、上記したように、紫外線発生器側の制御で光量や光の強度を調整する方策しかないのが実情であった。また具体的には以下のような問題点もあった。すなわち、光量が低くなると重合の速度が低下する。従って、生産性が低下するものである。光量の低下を補うため、照射強度を上げると、消費電力代が高額化する。また、重合用溶液に対する照射光の強度が不均一になってしまうと、ベルト基材上の重合体含水ゲルの品質がばらつき、好ましくない。
【0013】
上記防護用ガラスが、複数枚に分割して設置されている場合には、防護用ガラスによって紫外線照射装置中で照射される紫外線の光量を調整することもできる。例えば、重合開始時と重合終了時とで照射される紫外線の光量を変更するような場合に、重合開始時と重合終了時とでUV透過率の異なる防護用ガラスを設置することにより、容易に光量を調整することができる。このような効果も、防護用ガラスが複数枚に分割されていることにより得ることができる。
【0014】
上記防護用ガラスは、複数枚に分割されたガラスが桟の上に載っている形態が好ましい。上記「ガラスが桟の上に載っている形態」とは、ガラスがネジ等の固定具によって桟に固定されておらず、桟の上に載っていることを意味する。上記桟は、ベルト基材の進行方向に対して横断する向きに紫外線照射装置中に架設されているものが好ましい。すなわち、桟により防護用ガラスが分割されている形態が本発明の紫外線照射装置又はベルト重合機の好ましい形態である(例えば、図1、2、3参照)。これにより、洗浄目的等で更に容易に防護用ガラスを側面から装着及び脱着することができる。
なお、複数枚に分割されたガラスが桟の上に載っているだけの形態となっているのは、例えばネジ等の固定具を用いてガラスを固定すると、固定具が落ちて重合用溶液中に入ってしまい、結果として製品中にも入ってしまうおそれがあるためである。また、洗浄目的等でのガラス取り替え時の利便性のためである。
【0015】
上記「ベルト基材上に天井板及び側板を備え」とは、本発明の技術分野において紫外線照射装置の上面部及び側面部が外部から仕切られていると認められる構造であればよい。
ベルト基材上に天井板及び側板を備えている形態とは、具体的には、本発明の紫外線照射装置が、ベルト基材を覆うような構造であり、好ましい構造の一つである。また、側板はベルト基材の端部付近に略垂直に設置され、当該天井板は側板に支えられている形態が、本発明の紫外線照射装置の好ましい形態である。
なお、本発明の紫外線照射装置は、ベルト基材上に設置した場合に上述した形態となるものであり、図1に示した紫外線照射装置は本発明の紫外線照射装置の好ましい形態である。すなわち、図2に示すように当該紫外線照射装置をベルト基材2−16上に設置した場合、本発明の紫外線照射装置がベルト基材2−16を覆うような構造であり、このような構造は好ましい実施形態の1つである。また、側板2−12がベルト基材2−16の端部付近に略垂直に設置され、当該天井板2−11が側板2−12に支えられている形態は、本発明の好ましい形態の1つである。
上記「天井板にベルト基材面を照射する向きに紫外線発生器が取り付けられ」とは、上記天井板の内面に、ベルト基材方向に光が照射されるように紫外線発生器が取り付けられていることを意味する。
【0016】
上記「天井板及び側板がそれらの内面で紫外線を反射する材料で構成され」とは、本発明の技術分野において紫外線照射装置における天井板の内面及び側板の内面で紫外線を反射する材料で構成されていると認められるものであればよく、言い換えれば、紫外線発生器設置室の内面が紫外線を反射する材料で構成され、かつ重合室の内面も紫外線を反射する材料で構成されるものである。上記内面は、天井板及び側板を備える紫外線照射装置における内部側の面を意味し、当該内面に対して、天井板に取り付けられた紫外線発生器から光の一部が照射されることになる。
本発明における、紫外線を反射する材料で構成されるという技術範囲には、紫外線が反射される材質の採用、あるいは紫外線の反射を促す表面処理であれば特に限定されず含むものである。例えば、金属以外の材質であっても上記内面が紫外線を反射できる材料で構成されていればよい。具体的には、紫外線発生器設置室の内面と重合室の内面とが、同一又は異なって、例えば下記(1)〜(3)の形態により構成されたものであってもよい。(1)通常の金属板単独である形態、(2)通常の金属板単独又はそれ以外のものに、更に反射フィルムを貼った形態、(3)鏡等である形態。
中でも、上記(1)通常の金属板単独である形態が好ましい。上記金属板は、例えば、内面をガラスコート処理してもよい。例えば、SUS板、アルミニウム板、鉄の板等が挙げられ、中でもSUS板が好ましい。SUS板は、例えば通常のSUSを使用することができるが、研磨処理し反射率を高める処理等を実施したものであってもよい。
これにより、上記内面側に照射される光をより充分に反射することができ、重合用溶液に照射される光をより均一かつ充分な光量のものとすることができる。
また上記(2)の形態によっても、本発明の効果が同様に発揮されるものである。
更に、上記(3)鏡等である形態によって、反射率を高め、紫外線光を充分に反射することができる。この場合、紫外線をより均一に、かつ効率よくベルト面、すなわち重合用溶液に対して反射させることが可能になり好ましい形態となる。
【0017】
上記「紫外線発生器が備わった紫外線発生器設置室」とは、室内に紫外線発生器が備えられ、室外に向けて紫外線を照射することができるものであればよい。
上記「重合用溶液が供給され展開される重合室」とは、ベルト基材とともに重合室を構成するものであればよい。すなわち、重合室は、ベルト基材を重合室底面とし、該ベルト基材上に供給され展開される重合用溶液に光を照射することにより連続的に重合が行われるものである。
上記「紫外線発生器が備わった紫外線発生器設置室と重合用溶液が供給され展開される重合室に分かれるように防護用ガラスで仕切られた構造を有し」とは、本発明の技術分野において紫外線発生器設置室と重合室とに分かれるように防護用ガラスによって仕切られていると認められるものであればよい。
なお、防護用ガラスとは、重合用溶液から発生する揮発性物質が紫外線発生器設置室内に流入することを防ぐためのガラスを意味する。本発明の防護用ガラスは好ましくは、蒸気及び/又は揮発性物質防護用ガラスである。
【0018】
上記「防護用ガラスが側面から装着及び脱着できるように」とは、防護用ガラスが紫外線照射装置の側面から装着及び脱着できるものであればよいが、中でも上記側面がベルト基材の進行方向の側方側の側面であることが重要である。本発明の紫外線照射装置は、ベルト基材上に天井板及び側板を備えるものであるが、当該側板は、ベルト基材の進行方向側の側板、進行方向に対して右側の側板、左側の側板、進行方向とは逆方向側の側板があり、それぞれがベルト基材面に対して略垂直となる。
可動式ベルト基材の進行方向の側方側の側面とは、上記ベルト基材の進行方向に対しての右側の側板又は左側の側板を意味する。例えば、ベルト基材の進行方向に対して右側の側面の図は、図1の下図に示される面である。防護用ガラスを装着及び脱着するための側面を当該側方側の側面とすることにより、より容易に防護用ガラスを装着及び脱着することが可能となる。具体的には、例えば防護用ガラスがトレイ上に載せられており、該トレイを紫外線照射装置におけるベルト基材の進行方向の側方側の側面から引き出すことにより、防護用ガラスを容易に装着及び脱着することができる。
本発明の紫外線照射装置は、更に、ベルト基材の進行方向の側方側の側面にのぞき窓がある形態が、防護用ガラスの汚れ等を視認することができる点で好ましい。また、紫外線発生器が点灯しているのを確認することができる点でも好ましい。このような防護用ガラスの上面図及び紫外線照射装置のベルト基材の進行方向の側方側の側面の一例を図3に示す。
【0019】
上記「複数枚に分割して設置されている」とは、本発明における防護用ガラスが、ベルト基材の進行方向に対して横断する方向を境にして複数枚に分割して設置されていることを意味する。言い換えれば、ベルト基材の進行方向に対して横断する方向に切断されて複数枚となった形態で分割されていることを意味する。これにより、より容易に防護用ガラスをベルト基材の進行方向の側方側の側面から装着及び脱着することができる。
上記重合用溶液は、本明細書中、被重合溶液ともいう。
本発明の紫外線照射装置を備えたベルト重合機の一例を図2に示す。
【0020】
以下に、上記重合室の好ましい形態について先ず説明し、次いで、紫外線発生器設置室の好ましい形態について説明する。
上記重合室は、紫外線照射装置の外部との間にガスの出入りがある構造を有することが好ましい。例えば、本発明の紫外線照射装置における、重合室がガス入口及びガス出口を備えることにより、ガスをガス入口から重合室内に入れ、ガス出口から重合室外に出す構造を有する形態が好ましい。従って、ガスは、本発明の紫外線照射装置の外から重合室内に入り、重合室から再び紫外線照射装置の外に排出されることになる(例えば、図1参照)。このとき、重合室内の揮発性物質あるいは蒸気は、当該ガスに随伴あるいは搬送され、紫外線照射装置の外に排出されることは本発明のより好ましい形態である。これにより、より効率よく、本発明の紫外線発生器設置室内に、揮発性物質あるいは蒸気が入り込みにくくなる。これにより、当該ガスとともに重合用溶液から発生する揮発性物質を紫外線照射装置外に排出することができるので、光量を充分なものとすることができる。また光量の分布も均一なものとすることができる。
上記ガスは、例えば空気等であってもよいが、不活性ガスであることが好ましい。不活性ガスとは、有機反応において一般に不活性ガスとされるものであればよく、例えば窒素、アルゴン等が挙げられるが、安価である点で窒素が好ましい。
【0021】
また、上記紫外線発生器設置室は、紫外線照射装置の外部との間にガスの出入りがある構造を有するものであってもよい。
本発明の紫外線照射装置が、紫外線発生器設置室がガス入口及びガス出口を備えることにより、ガスをガス入口から紫外線発生器設置室内に入れ、ガス出口から紫外線発生器設置室外に出す構造を有するものとすることができる。
ここで、ガスは、本発明の紫外線照射装置の外から紫外線発生器設置室内に入り、紫外線発生器設置室から再び紫外線照射装置の外に排出されることになる(例えば、図1参照)。
【0022】
又本発明の紫外線照射装置においては、上記紫外線発生器設置室と重合室とを仕切る防護用ガラスが例えば複数枚に分割されたガラスを桟の上に載せているだけの形態が好ましい。当該形態においては、揮発性物質は重合室側から紫外線発生器設置室内へ通常入り込まないものである。更に、上記重合室が、紫外線照射装置の外部との間にガスの出入りがある構造を有するものとすることにより、当該ガスとともに重合用溶液から発生する揮発性物質を紫外線照射装置外に排出することができる。そのために、紫外線発生器の漏電や腐食を完全に防止することができる。そして、上記紫外線発生器設置室が、紫外線照射装置の外部との間にガスの出入りがある構造を有するものとすることにより、たとえ例外的に揮発性物質が紫外線発生器設置室中に存在していたとしても、当該揮発性物質をガスとともに紫外線照射装置外に排出することができることになり、本発明の効果を確実に発揮することができる。
また必要に応じ、上記の桟と防護用ガラスとの間に、シリコン樹脂やフッ素樹脂や耐腐食性のゴムのパッキンやシール材を設置することもできる。
【0023】
また、本発明の紫外線照射装置は、紫外線発生器設置室内がガスで加圧されている形態であってもよい。このような形態とすることにより、重合室から紫外線発生器設置室内へ揮発性物質が入り込むことがないものとなり、本発明の効果をより充分に発揮できる。
【0024】
上記「紫外線発生器設置室内がガスで加圧されている」形態は、紫外線発生器設置室内にガスを封入後、圧を保つ形態、すなわち紫外線発生器設置室内が加圧されているだけでガスの出入りが実質的にない形態であってもよく、紫外線発生器設置室から防護用ガラスを介して重合室にガスが出ていく形態であってもよい。言い換えれば、紫外線発生器設置室内がガスで加圧されている形態において、防護用ガラスの微小なすき間より自然に紫外線発生器設置室から重合室にガスが出ていくこともあり、出ていかないこともあるが、そのいずれの形態であっても重合室から紫外線発生器設置室内へ揮発性物質が入り込むことがないものである。これにより、紫外線発生器の漏電や腐食を防止することができる。
【0025】
上記「ガスの出入りが実質的にない形態」は、本発明の技術分野において紫外線発生器設置室内にガスの出入りが実質的になく、該構造内の圧が保たれていると認められるものであればよい。例えば、紫外線発生器設置室にガス入口が設けられ、当該入り口からガスを封入する形態が挙げられる。上記「紫外線発生器設置室から防護用ガラスを介して重合室にガスが出ていく形態」とは、例えば、紫外線発生器設置室のガス入口からガスが入っていくとともに、防護用ガラスの微小なすき間からガスが重合室に出ていく形態が挙げられる。
【0026】
上記紫外線発生器設置室内は、ガスで1.001気圧以上、1.3気圧以下に加圧されていることが好ましい。言い換えれば、紫外線発生器設置室内がガスで微加圧されていることが好ましい。1.001気圧未満であると、紫外線発生器設置室のすき間から揮発性物質が入り込むおそれがあり、1.3気圧を超えると、防護用ガラスの撓みによって紫外線発生器設置室にすき間ができ、重合室から揮発性物質が入り込むおそれがある。
上限は、1.2気圧であることがより好ましい。更に好ましくは、1.1気圧である。下限は、1.005気圧であることがより好ましい。更に好ましくは、1.01気圧である。
上記ガスは、例えば空気等であってもよいが、不活性ガスであることが好ましい。不活性ガスとしては、有機反応において一般に不活性ガスとされるものであればよく、例えば窒素、アルゴン等が挙げられるが、安価である点で窒素が好ましい。
【0027】
上記紫外線発生器設置室としては、その内面で紫外線を反射でき、また、紫外線発生器を設置できる形状であればよい。例えば、角型、丸型、ドーム型等が挙げられる。
また蛍光灯型の紫外線発生器を設置する場合、設置のしやすさ、設置形態の変更のしやすさの点で、天井部は平面であることが好ましい。
【0028】
上記天井板は、分割されていることが好ましい。より好ましくは、天井板上においてベルト基材の進行方向に対して横断する方向を境にして複数枚に分割されている形態である。天井板には紫外線発生器が取り付けられているので、天井板を上部につり上げることにより紫外線発生器の交換が容易となる。
【0029】
本発明の紫外線照射装置における上記紫外線発生器は、調光可能な紫外線発生器であることが好ましい。尚、調光とは光量を任意に変える行為を意味する。
これにより、紫外線発生器の取り付け工程、取り外し工程を経ることなく、簡便に光照射強度を重合に好適なものに調整することができる紫外線照射装置とすることができる。
本発明の紫外線照射装置は、ランプ電圧の異なる紫外線発生器を用いたり、紫外線発生器に反射笠を付けて照射強度を増したり、パンチングメタル等の減光板を設置する等して照射強度を減少させたり、インバーター制御により照射強度を増減させたりすることにより、照射強度を変更することも可能である。例えば、紫外線発生器が重合前段部と後段部とに分けられて配置され、重合前段部に調光可能な蛍光灯型紫外線発生器が設けられた構造を有する形態、重合後段部に調光が困難な高圧水銀ランプが設けられた構造を有する形態であってもよい。
【0030】
上記紫外線発生器としては、例えば発光ダイオードであってもよいが、発光ダイオードは放射波長幅が狭いという特徴を有するものの、光強度が極めて弱く、その結果、一定の光量を確保するためには、大量に使用する必要があり、発光ダイオードを工業的生産に適用した場合は、設備が非常に高価なものとなり、発光ダイオードだけで莫大な費用が必要になるため、工業製品を安価に製造するには適さないものである。
上記紫外線発生器が、発光ダイオード以外の紫外線発生器であることが好ましい。より好ましくは、中紫外線発生器及び/又は近紫外線発生器である。中でも、上記紫外線発生器が近紫外線発生器であることが本発明の紫外線照射装置における特に好ましい形態である。中紫外線の波長範囲は、280〜315nmであり、近紫外線の波長範囲は、315〜400nmである(CIE/ICE国際照明用語集 第4版による)。
これにより、重合速度が適度なものとなり、重合温度、重合熱の制御がより簡単に行うことができ、特に高分子量ポリアクリル酸ナトリウムのような超高分子量重合体を光ベルト重合で製造する場合に最適となる。
【0031】
上記近紫外線発生器としては、例えば、蛍光灯型紫外線発生器、及び、メタルハライドランプ、高圧ナトリウムランプ、水銀ランプ等のHID(HIGH INTENSITY DISCHARGE LAMPS)ランプ(高輝度放電ランプともいう)等が好ましく、これらの1種又は2種以上を用いることができる。中でも、蛍光灯型紫外線発生器が好ましい。蛍光灯型紫外線発生器は、電圧を調整可能で光量の制御がしやすく、防護ガラスの経時的な汚れに対しても、容易に光量の制御を行うことでできる点で好ましい。更には、設置しやすい、交換しやすい等の点でも利点がある。上記HIDランプは、蛍光灯型紫外線発生器に比較して結果として光量分布が大きくなる欠点がある。
【0032】
本発明の紫外線照射装置は、例えば紫外線発生器が蛍光灯型紫外線発生器である場合、その長軸方向が、ベルト基材の進行方向と垂直方向に配列された構造を有するものであってもよいし、ベルト基材の進行方向に沿って配列された構造を有するものであってもよい。
【0033】
本発明の紫外線照射装置は、紫外線発生器が蛍光灯型紫外線発生器である場合、蛍光灯型紫外線発生器の長軸どうしの間隔が25cm以下であることが好ましい。
上記長軸どうしの間隔とは、本明細書中、蛍光灯型紫外線発生器の長軸方向の向きであり該発生器の中心を通る直線どうしの間隔を意味し、例えば図4における間隔(B)である。間隔(A)は、本明細書中、蛍光灯型紫外線発生器の長軸どうしの間隔には該当しないものである。
このように蛍光管を密に配置することにより、照射をより充分なものとすることができ、また光量分布を均一にすることができるため、本発明の効果をより充分に発揮することができる。
【0034】
本発明の紫外線照射装置は、通常紫外線発生器設置室に設置された蛍光灯型紫外線発生器の設置密度が低い領域と高い領域とを有し、ベルト基材の進行方向側に該高い領域が配置されていることが好ましい。
これにより、重合後段において、重合用溶液に対して照射される光量を高めることができ、高品質の水溶性重合体を製造する際に有利となる。
【0035】
上記設置密度が低い領域と高い領域のベルト基材の進行方向における長さの比は、60/40〜95/5であることが好ましい。より好ましくは、70/30〜90/10であり、更に好ましくは、75/25〜85/15である。これにより本発明の効果を充分に発揮することができる。設置密度が低い領域は、一次重合ゾーンともいう。設置密度が高い領域は、二次重合ゾーンともいう。
【0036】
本発明の紫外線照射装置は、蛍光灯型紫外線発生器の長軸方向がベルト基材の進行方向に沿って配列された構造と当該進行方向と垂直方向に配列された構造とを有するものであってもよい。
例えば、紫外線照射装置において、蛍光灯型紫外線発生器を取り付けられる際に、先ずベルト基材(重合用溶液)上に蛍光灯型紫外線発生器をベルト基材の進行方向に沿って直列に並べていき、残った蛍光灯型紫外線発生器の長軸長さより短い部分には、蛍光灯型紫外線発生器の長軸方向がベルト基材の進行方向と垂直方向に配列される形態が挙げられる。
このように蛍光灯型紫外線発生器を配列することにより、光量を充分なものとしながら無駄な照射光を実質的に防止できる。
例えば、重合前段部側において蛍光灯型紫外線発生器がベルト基材の進行方向に沿って配列され、重合前段部側及び重合後段部側の残りのベルト基材部分において蛍光灯型紫外線発生器がベルト基材の進行方向と垂直方向に配列された構造を有する形態であってもよい。更に、蛍光灯型紫外線発生器の設置密度が低い領域と高い領域とを有し、ベルト基材の進行方向側に該高い領域が配置されている形態が好ましい(例えば、図1参照)。
【0037】
上記近紫外線発生器の波長領域としては、近紫外線発生器から照射される光照射強度の全体を100%とすると、分光分布における300nm以上、400nm以下の部分が70%以上であることが好適である。70%未満であると、300nm未満の波長の紫外線を照射した場合、重合反応が急激化し、残存単量体の量が少ない水溶性重合体が得られない場合がある。より好ましくは、80%以上であり、更に好ましくは、90%以上であり、特に好ましくは、実質的に100%である。
【0038】
なお、本明細書中、紫外線発生器の光照射強度は、ベルト基材上において測定される光照射強度である。光照射強度は、下記の光量計で測定することができる。
装置:UVメーター
メーカー:株式会社カスタム
型式:本体 UVA−365
センサー:UVセンサー(スペクトラ応答性 300nm〜400nm〔355nm中心ポイント〕)
【0039】
上記防護用ガラスは、その近紫外線透過率が70〜90%であることが本発明の紫外線照射装置における好ましい実施形態である。70%未満であると、ベルト面における光強度が充分なものとならず、高品質の水溶性重合体を得ることができないおそれがある。90%を超えると、ガラス強度が充分なものとならないおそれがある。透過率が低くなると重合速度が遅くなり残留単量体も増える傾向がある。
上記上限は、88%がより好ましい。更に好ましくは、85%である。上記下限は、73%がより好ましい。更に好ましくは、75%である。特に好ましくは、78%である。
【0040】
上記防護用ガラスは、厚みが3〜20mmであることが好ましい。3mm未満であると、ガラスが撓みやすくなり、ガラスを支持する桟の数が増える結果、ベルト面の影が増え、重合用溶液に向けて均一かつ充分な光量で光を照射することができなくなり、本発明の効果が充分に発揮されなくなるおそれがある。20mmを超えると、ガラスの自重が大きいため、幅広で頑丈な桟が必要となり、ベルト面の影が増えるおそれがある。また、透過率が低下するおそれがある。ベルト面に影が多量生じた場合、得られる重合体(ゲル)に品質ムラができ好ましくない。本願は、この点に着目して発明を完成させたものでもある。
上記防護用ガラスの厚みの下限は、3.5mmであることがより好ましい。更に好ましくは、4mmである。上限は、19mmであることがより好ましい。
例えば、上記防護用ガラスは、厚みが4〜19mmであることが特に好ましい。
【0041】
上記防護用ガラスは、重合用溶液から発生する揮発性物質から紫外線発生器を防護することができるガラスであればよいが、強化ガラスによって構成されるものであることが好ましい。なお、本明細書中においては、「強化ガラスによって構成される」とは、本発明の効果を奏することになるように当該強化ガラスによって構成されることが好適であることを意味する。上記強化ガラスの具体例としては、例えばタフライト(強化ガラス、商品名、日本板硝子社製)等が挙げられ、その厚みは、例えば、3mmのもの、4mmのもの、19mmのもの等が挙げられる。
【0042】
本発明はまた、本発明の紫外線照射装置を備えたベルト重合機でもある。
本発明のベルト重合機は、通常のベルト重合機のベルト基材上に本発明の紫外線照射装置を取り付けたもので、連続的に水溶性重合体含水ゲルを得ることができ、当該含水ゲルを乾燥工程等に供することにより、水溶性重合体を効率よく製造することができる。
【0043】
上記重合を行うベルト基材とは、重合性単量体を含む重合用溶液に光を照射して重合を行うためのベルト基材であればよい。
上記ベルト基材の具体例としては、樹脂製、スチール製、鉄製等が好適である。
より好ましくは、樹脂製、スチール製であり、更に好ましくは、スチール製である。上記スチール製ベルト基材の材質としては、SUS301、SUS304、SUS316、SUS316L等のSUS製や炭素鋼(CS)等、公知のものが使用できる。これらの中でも、SUS製の伝熱性基材が好ましい。より好ましくは、SUS301、SUS304、SUS316、SUS316Lであり、更に好ましくは、SUS301、SUS304である。上記ベルト基材は、ベルト基材上に離型材を有する形態であってもよい。
上記ベルト進行方向側の幅(重合長)としては、1m以上が好ましく、また、30m以下が好ましい。上限は、より好ましくは25mであり、更に好ましくは20mである。下限は、より好ましくは2mであり、更に好ましくは3mである。
【0044】
本発明は、本発明のベルト重合機を用いて、重合性単量体を含む重合用溶液に光を照射し、連続的に重合を行う工程を含む水溶性重合体の製造方法でもある。
本発明の水溶性重合体の製造方法における紫外線照射装置、ベルト重合機の好ましい形態は、上述した本発明の紫外線照射装置、ベルト重合機の好ましい形態と同様である。
【0045】
上記重合性単量体を含む重合用溶液に光を照射し、連続的に重合を行う工程(重合工程)は、通常は、本発明のベルト重合機を用いて水溶液重合するものである。このような方法により、重合体含水ゲルを連続的に製造することができる。
上記水溶液重合においては、窒素ガス等の不活性ガスをバブリングする等の方法により、重合用溶液中に溶解している溶存酸素を予め除去した状態で重合を行うことが好ましい。
【0046】
本発明の水溶性重合体の製造方法は、例えば単量体成分を含む溶液(以下、モノマー液ともいう)の入ったモノマー槽からモノマー液を抜き出し、触媒槽より触媒水溶液を抜き出し、モノマー液と触媒水溶液とが混合器で混合され、重合用溶液としてベルト重合機に供給される形態が好ましい。
【0047】
本発明の製造方法においては、ベルト重合機を用いて含水ゲルを該含水ゲルと接するベルト面から連続的に剥がし続けることになる。引き剥がすための形態は、(可動式)スクレーパー等を適宜用いることができる。
上記含水ゲルと接するベルト面とは、重合室の底面をいい、ベルト基材の上面を意味する。
上記水溶液重合において、単量体成分を含む水溶液の層厚は、5〜50mmが好ましい。5mm未満であったり、50mmを超えると、得られる重合体に単量体成分が残存するとともに重合体の分子量が充分には高くならないおそれがある。
【0048】
本発明における単量体成分は、例えば、アクリル酸;アクリル酸を1価金属、2価金属、アンモニア、有機アミン等で中和してなるアクリル酸塩;不飽和モノカルボン酸系単量体;不飽和ジカルボン酸系単量体;不飽和スルホン酸系単量体;不飽和ホスホン酸系単量体;(メタ)アクリルアミド系単量体;カチオン性単量体;ニトリル系単量体等が挙げられる。好ましい単量体としては、不揮発性単量体である。上記単量体は、それぞれ単独で用いてもよく、2種以上を併用してもよい。
上記重合用溶液中の単量体成分の重合開始時の濃度は、重合に使用する全単量体成分を含む反応液を100質量%として、20〜60質量%であることが好ましい。20質量%未満であると、単量体成分の濃度が小さ過ぎて重合が充分進まないおそれがあり、60質量%を超えると、重合反応が暴走するおそれがある。
【0049】
上記光重合は、一次ピーク温度が90℃以下になるように制御して行われるものであることが好ましい。90℃を超えると、重合反応が過度に進行することとなり、得られる水溶性重合体の分子量が充分に高くならないおそれがあり、また重合体中に残存する単量体を充分に低減できないおそれがある。下限としては、30℃が好ましい。
本発明において、ピーク温度とは、重合開始後に反応液の温度が上昇した後に降下又は同温度を保持するときに形成されるピーク温度(極大値)であり、一次ピーク温度とは、該ピークが一つできる場合にはそのピーク温度を意味し、該ピーク温度が複数できる場合には、最初のピーク温度を意味する。
【0050】
上記一次ピーク温度の制御は、伝熱性基材の下面を水と接触させることによって行うことが好ましい。これにより重合用溶液を充分に冷却することができる。
上記一次ピーク温度の制御は、光強度をコントロールすることによっても可能である。例えば光強度が10W/m2を超えると、光量が高過ぎて一次ピーク温度が90℃を超え、充分に高い分子量の重合体を得ることができず、また、不溶解分が多く発生するおそれがある。下限値としては、1W/m2であることが好ましい。1W/m2未満であると、重合反応を充分に促進できないおそれがある。
【0051】
上記10W/m2以下の近紫外線は、照射時間が3分以上、100分未満であることが好ましい。3分未満であると、一次重合があまり進行せず、結果として高分子量の重合体が得られないおそれがある。100分以上であると、生産性が低くなるおそれがある。
【0052】
上記光重合は、10W/m2以下の近紫外線を照射して重合する工程と、次いで、10W/m2を超える近紫外線を照射することにより重合を完結する工程とを含むことが好ましい。このように異なる強度の近紫外線を2段階に分けて照射することにより、単量体の重合が促進され、本発明の効果をより充分に発揮できる。
【0053】
第2段で照射する10W/m2を超える近紫外線が、10W/m2以下である場合、光量が低過ぎて残存する単量体を充分に減少させることができないおそれがある。上限値としては、100W/m2以下であることが好ましい。100W/m2を超えると、照射強度が強過ぎて、製品が着色したり、充分に高い分子量の重合体が得られないおそれがある。上記2段階目の近紫外線の照射時間としては、例えば1〜30分であることが好ましい。
上記光強度を異なるものとする形態は、本発明の紫外線照射装置において上述した方法を用いて照射強度を適宜増減させることにより達成することができる。
【0054】
上記重合用溶液を用いて行われる重合工程においては、光重合開始剤を用いて重合させることが好ましい。光重合開始剤を用いて重合させることで、重合体を高粘度のものとすることができ、また、残存する単量体の量を低減することができる。
上記光重合開始剤としては、その作用効果を発揮するものであればよいが、例えばアゾ系開始剤が好ましい。アゾ系開始剤としては、2,2′−アゾビス−2−アミジノプロパン2塩酸塩等のアゾ系水溶性開始剤がより好ましい。
【0055】
本発明においては、熱重合開始剤を光重合開始剤と併用することも可能である。熱重合開始剤を併用することにより、残存する単量体の量を低減することができる。
上記熱重合開始剤としては、水性媒体に可溶なものであればよいが、例えば、過酸化水素、過硫酸アンモニウム等の過硫酸塩、アゾ系化合物、有機過酸化物等が好適である。
【0056】
上記重合工程では、必要に応じて連鎖移動剤を用いてもよい。連鎖移動剤としては、例えば、含硫黄化合物、亜燐酸系化合物、次亜燐酸系化合物、アルコール類等が挙げられる。上述した光重合開始剤、熱重合開始剤、連鎖移動剤は、必要に応じて、それぞれ単独で用いてもよく、2種以上を併用してもよい。
なお、上記重合用溶液は、単量体を含む溶液である。上記重合溶媒としては、水が好適に用いられる。また、水以外にも親水性有機溶媒等を適宜水と併用してもよい。親水性有機溶媒としては、アルコール類、ケトン類、低級エーテル類等が好適である。
また、重合を開始する温度は、50℃以下であることが好ましい。
【0057】
本発明の水溶性重合体の製造方法において、水溶性重合体の残存単量体濃度は、1.5質量%以下であることが好ましい。1.5質量%を超えると、品質が低いものとなり、本発明の作用効果を充分に発揮できないおそれがある。より好ましくは、1質量%以下である。
上記残存単量体濃度(残存モノマー濃度)は、例えば重合体がポリアクリル酸ナトリウムである場合、「食品添加物公定書」、第7版、p.436−437、又は、「飼料添加物の成分規格等収載書」、第10版、p.239−240に記載の純度試験の項に記載の以下の方法で測定されるものである。
【0058】
残留単量体の測定方法
〔臭素付加法〕
本品(重合体)約1gを精密に量り、300mlのヨウ素瓶に入れ、水100mlを加え、時々振り混ぜながら約24時間放置して溶かす。この液に臭素酸カリウム・臭化カリウム試液10mlを正確に量って加え、更によく振り混ぜ、塩酸10mlを手早く加え、直ちに密栓して再びよく振り混ぜた後、ヨウ素瓶の上部にヨウ化カリウム試液約20mlを入れ、暗所で20分間放置する。次に栓を緩めてヨウ化カリウム試液を流し込み、直ちに密栓をしてよく振り混ぜた後、0.1mol/lチオ硫酸ナトリウム溶液で滴定する(指示薬デンプン試液2mL)。別に同様の方法で空試験を行い、次式により含量を求める。
【0059】
【数1】
【0060】
ただし、a:空試験における0.1mol/lチオ硫酸ナトリウム溶液の消費量(ml)
b:本試験における0.1mol/1チオ硫酸ナトリウム溶液の消費量(ml)
【0061】
上記不溶解分は、2質量%以下であることが好ましい。水溶性重合体において、不溶解分が2質量%を超えると、品質が低いものとなり、本発明の作用効果を充分に発揮できないおそれがある。
上記不溶解分は、イオン交換水499gに水溶性重合体1.0gを添加し、50分間攪拌した後に25℃とし、500μmの網目のふるいを用いて濾過することにより、含水状態の不溶物を取り出し、下記計算式;
不溶解分(質量%)={不溶物の質量(g)/500(g)}×100
に基づいて算出される値である。なお、本明細書中、不溶解分は、水溶液中のアクリル酸(塩)系水溶性重合体を上記フィルタで濾過後、1分以内に測定される値とする。なお、濾過及び秤量は、25℃、湿度60%以上の条件で行う。
【0062】
上述した重合工程により得られた水溶性重合体含水ゲルは、更に押出工程、乾燥工程及び粉砕工程に供して、水溶性重合体(粉体)を製造することができる。このような工程を経ることにより、種々の分野に好適に使用できる水溶性重合体を得ることができる。
【発明の効果】
【0063】
本発明の紫外線照射装置は、可動式ベルト基材を用いて品質が一定で残留単量体量が少なく高品質な水溶性重合体を効率よく製造することができるものであり、医薬用、塗料用、土木・建築用、その他一般工業用において、増粘剤、粘着剤、凝集剤、吸湿剤、乾燥剤等として用いられる水溶性重合体を好適に製造することができる。
【発明を実施するための最良の形態】
【0064】
以下に実施例を掲げて本発明を更に詳細に説明するが、本発明はこれらの実施例のみに限定されるものではない。なお、特に断りのない限り、「部」は「重量部」を、「%」は「質量%」を意味するものとする。
【0065】
実施例1
図1に示した紫外線照射装置を備えた図2のベルト重合機を用いて重合を行った。
該重合機は、重合に先立って以下の条件に調整されている。
気相部酸素濃度が8vol%となるように、重合室内は重合室のガス入り口2−5より連続的に窒素が導入されている。重合室内における一次重合ゾーンにおけるベルト基材中央上部の近紫外線強度は3W/m2となるように調光されている。また、二次重合ゾーンにおけるベルト基材中央上部の近紫外線強度は、13W/m2となるように調光されている。
ベルトスピードは36.5cm/minとなるように調整されている。該条件下、アクリル酸ナトリウム36%、グリセリン2.5%(対アクリル酸ナトリウム)、光重合開始剤としての2,2´−アゾビス−2−アミジノプロパン塩酸塩0.03g/モル(対アクリル酸ナトリウム)を含むpH10.0で溶存酸素が5ppmの重合液を図2の2−8で示した重合用溶液の供給口より、500kg/Hrの割合で供給した。約25分経過後、ベルト基材の終端部より厚みが約15mmの含水ゲルが連続的に製造された。両端に存在する端ゲル(エッジロープより中央部に向けて10cmまでのゲル)を一つにまとめ以下の手順に従って乾燥粉末を得た。また、端ゲルとは別に中央部に存在するゲルを端ゲルと同様に処理して乾燥粉末を得た。
【0066】
図1は、製品幅1330mm(ベルト基材の両端に設けられた高さ30mmのエッジロープ間の距離)、重合長9500mmの紫外線照射装置である。なお、図1中で点線により示されているエッジロープ1−17は紫外線照射装置に含まれるものではなく、ベルト重合機におけるベルト基材に付随しているものであり、製品幅の参照として記載しているものである。図2は、製品幅1330mm(ベルト基材幅1550mm)、重合長9500mmの紫外線照射装置を備えたベルト重合機である。蛍光灯型紫外線発生器2−1は、ブラックライト蛍光ランプであり、蛍光灯型紫外線発生器の長軸方向(長軸方向の長さ1230mm)がベルト基材の進行方向に対して横断する向きに設置されている。蛍光灯型紫外線発生器2−1は、合計69本用いた。
一次重合ゾーン横置(低密度部)は、38本であり、200mm間隔で設置されている。
二次重合ゾーン横置(高密度部)は、31本であり、63mm間隔で設置されている。
紫外線発生器(UV蛍光ランプ)の仕様は、メロウライン(品名、管長1.2m、定格ランプ電力45Wのブラックライト、型名「FHF32BLB」、東芝ライテック社製)である。なお、上述の蛍光灯型紫外線発生器の本数については、一次重合ゾーンと二次重合ゾーンとの境界に位置する蛍光灯型紫外線発生器は二次重合ゾーンに設置されたものに含めて記載している。また、図2に示されるベルト重合機に備えられる場合には、蛍光灯型紫外線発生器の長さが1230mmであり、重合性溶液をせきとめるためのエッジロープ2−17の間隔が1330mmであるため、蛍光灯型紫外線発生器とエッジロープとの間にそれぞれ50mmの間隔が生じている。
強化ガラスの仕様は、タフライト(厚み4mmの強化ガラス、日本板硝子社製)である。
なお、図中の両端矢印に付された数値は長さ(mm)を表す。
紫外線照射装置の天井板、側板の仕様は、SUS304板である。
また、表1中のUV透過率は、防護ガラスの運転開始前におけるベルト基材面上の近紫外線強度が3W/m2となるように調光した場合の紫外線透過率である。紫外線発生器の光照射強度(近紫外線強度)は、ベルト基材直上において測定される光照射強度であり、光照射強度は、下記の光量計で測定した。
装置:UVメーター
メーカー:株式会社カスタム
型式:本体 UVA−365
センサー:UVセンサー(スペクトラ応答性 300nm〜400nm〔355nm中心ポイント〕)
このような運転条件でトータル30日間稼働した。その間、運転開始後15日目に防護用ガラス全てを洗浄し、再稼働し15日間運転しトータル30日間稼働した。物性測定用のゲルは運動開始後30日後の防護用ガラス洗浄直前にサンプリングしたものである。
【0067】
<ゲルの処理方法(乾燥粉末の取得方法)>
上記30日稼働後であり防護ガラス洗浄直前にベルト基材終端部より排出される中央部ゲルをミートチョッパー(平賀工作所製、No.32E型、ダイス径4.5mmΦ)で押出す。
該押出しゲルを200℃で40分間乾燥する。風向はUPフローでありその線速は1.5m/Sである。このようにして乾燥された乾物を卓上粉砕機で粉砕した後、20メッシュパスとなるように分級して乾燥粉末を得た。
上記乾燥粉末の、溶液粘度、残存単量体、不溶解分を測定し、結果を下記表1に示した。
【0068】
(溶液粘度の測定方法)
容量500mlのビーカーにメタノール20mlを入れた後、水溶性ポリ(メタ)アクリル酸塩を純分として1g添加する。マグネチックスターラーで攪拌しながら、イオン交換水500mlを添加した後、ジャーテスターを使用し100rpmで50分間攪拌溶解させた後、30℃に温度調整してB型粘度計(株式会社トキメック社製)を用いて30rpmの回転数で測定した。
【0069】
下記表1に示したように、中央部のゲルに関しては、粘度は670mPa・sであり、残留単量体量は0.1%であり、不溶解分は0.2%であった。一方、端ゲルの粘度は580mPa・sであり、残留単量体は0.8%、不溶解分は0.9%であった。
【0070】
実施例2〜7
下記表1に示した条件を変えた以外は実施例1と同様に重合した。結果を下記表1に示した。なお、実施例2においては防護用強化ガラスの厚みは19mmとした。また、実施例3における防護用強化ガラスの厚みは3mmとした。
【0071】
【表1】
【0072】
※1:実施例4における中紫外線ランプの仕様は、Phillips(フィリップス)社製、型式:TL40W/12であった。
※2:実施例7における遠紫外線ランプの仕様は、殺菌ランプ GL30形(東芝ライテック社製)であった。
【0073】
比較例1、2
下記表2に示した条件を変えた以外は実施例1と同様にした。また、評価結果を下記表2に示した。
比較例1については、物性の評価に用いた乾燥粉末は、運転開始30日後で、ガラスを洗浄していないベルト重合機を用いて得られたものであった。比較例1に関しては、中央部で得られたゲルと、端ゲルとの両方について評価を行った。端ゲルの粘度は480mPa・sであり、残留単量体量は3.2%であり、不溶解分は3.4%であった。また、中央部のゲルに関しては、粘度は550mPa・sであり、残留単量体量は2.0%であり、不溶解分は2.3%であった。
比較例2については、物性の評価に用いた乾燥粉末は、運転開始30日後のベルト重合機を用いて得られたものであった。
【0074】
【表2】
【0075】
実施例と比較例とを対比すると、例えば実施例1は、比較例1と対比して、ベルト基材端部、中央部のいずれにおいても残留単量体量、不溶解分がより少ない高品質な水溶性重合体が得られている。また、実施例1においても、ベルト基材端部と中央部とを比較した品質差において、残留単量体量、不溶解分において僅かながら差異が生じているものの、比較例1と対比すると、より小さなものとなっており、品質ムラが小さい点でも高品質な水溶性重合体が得られている。これによって、端部から取れた製品も廃棄等せずに製品化することができる。
【0076】
この結果について考察すれば、下記のようになる。
実施例1の紫外線照射装置は、分割されたガラスを装着・脱着することができる構成を有することから、紫外線照射装置を工業的な工程において運転する際に防護用ガラスを効率よく洗浄することができる。そのため、連続的に、繰り返し運転する間に防護用ガラスを洗浄することによって、防護用ガラスの汚染により光強度が弱くなり、水溶性重合体の製品品質に影響を与えるということを充分に防止し、均一かつ充分な光強度を得ることができる。例えば、比較例1では、光重合開始当初は防護用ガラスの汚れ付着もなく、UV透過率は表2にあるように80%であったが、連続稼働させるに従ってガラス表面に汚れが付着し、UV透過率がしだいに低下していく。つまり、防護ガラスの洗浄が不可能な場合、汚れ等でUV透過率が低くなり、その場所のゲルの残存単量体が増加することとなる。また、洗浄が行われない場合には、光重合により発生する防護用ガラスの面内での汚れの分布が大きくなるため、洗浄を行わない場合には、製造されるゲルの均一性も低下することとなる。例えば、実施例1では、中央部と端部との残留単量体の量の差異が0.7%であったのに対し、比較例1では、その差異が1.2%に増加している。また、防護ガラスの経時的な汚れに対して、光量を増加して対応を試みる場合には、中央部等で光量過多となる場所が出始め、不溶解分が増加する場所も発現した。よって比較例1のような防護用ガラスを装着・脱着できない形態では、トータルとしてガラスの洗浄効果がない場合の光ベルト重合における問題点を示すこととなる。
また、実施例1の紫外線照射装置は、天井板、側板を有するものであり、当該天井板及び側板の内面が紫外線を反射する材料で構成されている。そのため、紫外線発生器から当該内面に照射される光が乱反射されて重合用溶液側に照射されることになり、重合用溶液に対して照射される光強度をより均一かつ充分なものとすることができる。
これに対して比較例1は、分割されたガラスを装着・脱着することができる構成を有するものではなく、また天井板、側板を有するものでもない。
これらのことから、紫外線照射装置を工業的に連続的に、繰り返し運転する場合、本発明の実施の形態においては、光強度をより均一かつ充分なものとすることができ、それによってベルト基材端部、中央部のいずれにおいても高品質な水溶性重合体を得ることができるといえる。従来技術においては、分割されたガラスを装着・脱着することができる構成、反射する材料で構成された天井板、側板を有するといった構成を取ることによって、このような効果を予測できるものではなく、この点で本発明は従来技術に対して工業的に有用な技術的貢献を示すものである。
【0077】
また、実施例1は、紫外線発生器の腐食が無いが、比較例1は、天井板、側板を有しないために腐食が有る。
更に、実施例1と防護用ガラスが無い比較例2とを比較すると、実施例1は上述したとおり紫外線発生器の腐食が無いが、比較例2は腐食が有る。すなわち、比較例2のように防護用ガラスがない状態では、重合室からの揮発性物質が直接ブラックライト(紫外線発生器)の電気回路等に影響を及ぼす形態となる。このような場合、連続稼働することによって、ブラックライトの電気回路周辺部に錆が発生し始め、30日間の運転日数の途中で一部のブラックライトが錆等の腐食のために電気が通じなくなる。そして、運転期間の途中で作動しなくなったブラックライトが多くなると、不足した光量を、個々の蛍光灯型紫外線発生器の光量アップ(電圧アップ)等で対応することもできなくなり、光量が不足し始め、不充分な重合の状態のゲルしか製造できなくなる。
このように、本発明の実施形態においては、紫外線発生器が揮発性物質に接触して漏電や腐食が生じることを防ぐうえで有用な構成を有するものである。
【0078】
上述した実施例及び比較例では、紫外線発生器として調光可能な上記「メロウライン」を、重合性単量体としてアクリル酸(塩)型単量体を用いている。ここで、紫外線照射装置が、本発明の紫外線照射装置として上述したように特定される形態である限り、本発明の効果を生じさせる作用機構は同様である。したがって、本発明における上記特定の形態の紫外線照射装置とすれば、本発明の有利な効果を発現することは確実であるといえる。少なくとも、本発明の紫外線照射装置における紫外線発生器が、蛍光灯型紫外線発生器又はHIDである場合においては、上述した実施例及び比較例で充分に本発明の有利な効果が立証され、本発明の技術的意義が裏付けられている。
【図面の簡単な説明】
【0079】
【図1】図1は、本発明の紫外線照射装置の一形態を示す図である。図1の上図は、天井板の内面に設置された蛍光灯型紫外線発生器の配置図である。図1の下図は、紫外線照射装置の側方から見た断面図を表す。
【図2】図2は、図1の紫外線照射装置を備えた本発明のベルト重合機の一形態を示す図である。図2の上図は、天井板の内面に設置された蛍光灯型紫外線発生器の配置図である。図2の下図は、ベルト重合機の側方から見た断面図を表す。
【図3】図3は、本発明のベルト重合機における防護用ガラスの一形態を示す上面図及び紫外線照射装置の側面の一形態を示す図である。
【図4】図4は、蛍光灯型紫外線発生器の長軸どうしの間隔(B)を示す図である。間隔(A)は、当該長軸どうしの間隔には該当しないものである。
【符号の説明】
【0080】
1−1、2−1、4−1:蛍光灯型紫外線発生器
1−2、2−2、3−2:防護用ガラス
1−3、2−3:紫外線発生器設置室のガス入口
1−4、2−4:紫外線発生器設置室のガス出口
1−5、2−5:重合室のガス入口
1−6、2−6:重合室のガス出口
1−7、2−7:カーテン
1−8、2−8:重合用溶液の供給口
1−9:紫外線照射装置
1−10、2−10、3−10:桟
1−11、2−11:天井板
1−12、2−12:側板
1−17、2−17:エッジロープ
2−13:重合用溶液(またはゲル)
2−14:ベルト重合機
2−15:ベルト基材の進行方向
2−16:ベルト基材
3−17:トレイ
3−18:トレイ取り出し口
3−19:のぞき窓
【特許請求の範囲】
【請求項1】
可動式ベルト基材上に供給されてなる、重合性単量体を含む重合用溶液に光を照射し、連続的に重合を行うために使用する紫外線照射装置であって、
該紫外線照射装置は、ベルト基材上に天井板及び側板を備え、該天井板にベルト基材面を照射する向きに紫外線発生器が取り付けられ、該天井板及び側板がそれらの内面で紫外線を反射する材料で構成され、
更に、紫外線発生器が備わった紫外線発生器設置室と重合用溶液が供給され展開される重合室に分かれるように防護用ガラスで仕切られた構造を有し、該防護用ガラスが、側面から装着及び脱着できるように複数枚に分割して設置されている
ことを特徴とする紫外線照射装置。
【請求項2】
前記防護用ガラスは、その近紫外線透過率が70〜90%であることを特徴とする請求項1に記載の紫外線照射装置。
【請求項3】
前記紫外線発生器は、近紫外線発生器であることを特徴とする請求項1又は2に記載の紫外線照射装置。
【請求項4】
前記紫外線照射装置は、重合室がガス入口及びガス出口を備えることにより、ガスをガス入口から重合室内に入れ、ガス出口から重合室外に出す構造を有することを特徴とする請求項1〜3のいずれかに記載の紫外線照射装置。
【請求項5】
請求項1〜4のいずれかに記載の紫外線照射装置を備えたことを特徴とするベルト重合機。
【請求項6】
請求項5に記載のベルト重合機を用いて、重合性単量体を含む重合用溶液に光を照射し、連続的に重合を行う工程を含むことを特徴とする水溶性重合体の製造方法。
【請求項1】
可動式ベルト基材上に供給されてなる、重合性単量体を含む重合用溶液に光を照射し、連続的に重合を行うために使用する紫外線照射装置であって、
該紫外線照射装置は、ベルト基材上に天井板及び側板を備え、該天井板にベルト基材面を照射する向きに紫外線発生器が取り付けられ、該天井板及び側板がそれらの内面で紫外線を反射する材料で構成され、
更に、紫外線発生器が備わった紫外線発生器設置室と重合用溶液が供給され展開される重合室に分かれるように防護用ガラスで仕切られた構造を有し、該防護用ガラスが、側面から装着及び脱着できるように複数枚に分割して設置されている
ことを特徴とする紫外線照射装置。
【請求項2】
前記防護用ガラスは、その近紫外線透過率が70〜90%であることを特徴とする請求項1に記載の紫外線照射装置。
【請求項3】
前記紫外線発生器は、近紫外線発生器であることを特徴とする請求項1又は2に記載の紫外線照射装置。
【請求項4】
前記紫外線照射装置は、重合室がガス入口及びガス出口を備えることにより、ガスをガス入口から重合室内に入れ、ガス出口から重合室外に出す構造を有することを特徴とする請求項1〜3のいずれかに記載の紫外線照射装置。
【請求項5】
請求項1〜4のいずれかに記載の紫外線照射装置を備えたことを特徴とするベルト重合機。
【請求項6】
請求項5に記載のベルト重合機を用いて、重合性単量体を含む重合用溶液に光を照射し、連続的に重合を行う工程を含むことを特徴とする水溶性重合体の製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−13564(P2010−13564A)
【公開日】平成22年1月21日(2010.1.21)
【国際特許分類】
【出願番号】特願2008−175015(P2008−175015)
【出願日】平成20年7月3日(2008.7.3)
【出願人】(000004628)株式会社日本触媒 (2,292)
【Fターム(参考)】
【公開日】平成22年1月21日(2010.1.21)
【国際特許分類】
【出願日】平成20年7月3日(2008.7.3)
【出願人】(000004628)株式会社日本触媒 (2,292)
【Fターム(参考)】
[ Back to top ]