
細幅プリプレグの製造方法、および繊維強化プラスチック
【課題】本発明は、複雑形状の繊維強化プラスチックを成形した際、繊維の隙間や目付ばらつきを最小限にできる、高品位、高精度な細幅プリプレグを安価に提供せんとするものである。
【解決手段】本発明の細幅プリプレグの製造方法は、繊維が一方向に引き揃えられた繊維束に樹脂が含浸されてなるヤーンプリプレグを繊維方向に分割して分割プリプレグとし、該分割プリプレグの、分割前の前記ヤーンプリプレグの端部に相当する箇所同士を一体化する、もしくは繊維が一方向に引き揃えられた繊維束を繊維方向に分割して分割繊維束とし、該分割繊維束の、分割前の前記繊維束の端部に相当する箇所同士を一体化し一体化繊維束とすると同時もしくはその後に、樹脂を含浸することにより細幅プリプレグとする。
【解決手段】本発明の細幅プリプレグの製造方法は、繊維が一方向に引き揃えられた繊維束に樹脂が含浸されてなるヤーンプリプレグを繊維方向に分割して分割プリプレグとし、該分割プリプレグの、分割前の前記ヤーンプリプレグの端部に相当する箇所同士を一体化する、もしくは繊維が一方向に引き揃えられた繊維束を繊維方向に分割して分割繊維束とし、該分割繊維束の、分割前の前記繊維束の端部に相当する箇所同士を一体化し一体化繊維束とすると同時もしくはその後に、樹脂を含浸することにより細幅プリプレグとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、幅広プリプレグから細幅に切り出したスリットテーププリプレグ同様の高品位と高精度を有し、繊維束一本一本に個別に樹脂を含浸したヤーンプリプレグ同様の低コストで製造できる、細幅プリプレグの製造方法に関する。さらに詳しくは、例えば複雑形状の航空機部材用のプリプレグ積層体の賦形に用いられるオートテープレイアップに好適な細幅プリプレグの製造方法、およびその方法で製造された細幅プリプレグを成形して得られる繊維強化プラスチックに関する。
【背景技術】
【0002】
強化繊維とマトリックス樹脂からなる繊維強化プラスチックは、比強度、比弾性率が高く、力学特性に優れること、耐候性、耐薬品性などの高機能特性を有することなどから産業用途においても注目され、その需要は年々高まりつつある。
【0003】
高機能特性を有する繊維強化プラスチックの成形方法としては、連続した強化繊維にマトリックス樹脂として熱硬化性樹脂を含浸せしめた半硬化状態のプリプレグを積層し、高温高圧釜で加熱加圧することによりマトリックス樹脂を硬化させ繊維強化プラスチックを成形するオートクレーブ成形が最も一般的に行われている。最近では成形サイクルの短縮やリサイクル性のメリットがある熱可塑性樹脂をマトリックス樹脂としたプリプレグを圧縮成形もしくはオートクレーブ成形などを経て固化させ繊維強化プラスチックを成形することも多くなってきた。
【0004】
一般的にプリプレグは、例えば1m程度の広幅であり、複雑形状に賦形、積層する場合には形状に沿いきらないという問題があった。そこで主に航空機部材の賦形、積層において、広幅のプリプレグを繊維方向に裁断して分割し、スリットテーププリプレグ(例えば、特許文献1)を準備し、三次元形状に並べて賦形(テープレイアップ)することで、細幅のスリットテーププリプレグ自体は実質二次元形状に沿うだけでよく、複雑形状であっても形状追従可能としている。しかしながら、スリットテーププリプレグは一度製造して巻き取った広幅のプリプレグを何段階かに分けて所望の幅に裁断していく必要があり、コスト高となるという問題があった。
【0005】
一方で繊維束に直接樹脂を含浸してヤーンプリプレグとする場合(例えば、特許文献2)、広幅のプリプレグを裁断する工程なく、直接細幅のプリプレグを製造することができるため、低コストであるが、ヤーンプリプレグ端部は繊維配向の乱れや目付のばらつきが大きく、ヤーンプリプレグの幅精度が出ない、という問題があった。例えばプリプレグ積層体の賦形をテープレイアップで行った場合、並べたヤーンプリプレグ間に隙間が生じたり、得られた積層体の目付ばらつきが容易に発生したりするという問題があり、品位や力学特性が重要視される用途には適用されにくかった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第1575158号公報
【特許文献2】特許第3635773号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、かかる従来技術の背景に鑑み、高品位、高精度な細幅プリプレグを安価に製造する製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明は、かかる課題を解決するために、次のような手段を採用するものである。すなわち、
(1)繊維が一方向に引き揃えられた繊維束に樹脂が含浸されてなるヤーンプリプレグを繊維方向に分割して分割プリプレグとし、該分割プリプレグの、分割前の前記ヤーンプリプレグの端部に相当する箇所同士を一体化して細幅プリプレグとする、細幅プリプレグの製造方法。
【0009】
(2)前記分割プリプレグの、分割前のヤーンプリプレグの端部に相当する箇所同士を一体化するに際し、前記分割前のヤーンプリプレグの端部に相当する箇所同士をオーバーラップさせて、前記分割プリプレグ同士を融着させる、(1)に記載の細幅プリプレグの製造方法。
【0010】
(3)前記分割プリプレグの、分割前のヤーンプリプレグの端部に相当する箇所同士を一体化するに際し、前記分割プリプレグを加熱して融着させ、直後に加圧、冷却して前記細幅プリプレグの断面を矩形形状に成形する、(1)または(2)に記載の細幅プリプレグの製造方法。
【0011】
(4)繊維が一方向に引き揃えられた繊維束を繊維方向に分割して分割繊維束とし、該分割繊維束の、分割前の前記繊維束の端部に相当する箇所同士を一体化し一体化繊維束とすると同時もしくはその後に、樹脂を含浸して細幅プリプレグとする、細幅プリプレグの製造方法。
【0012】
(5)前記分割繊維束の、分割前の繊維束の端部に相当する箇所同士を一体化するに際し、前記分割前の繊維束の端部に相当する箇所同士をオーバーラップさせて、前記分割繊維束同士を一体化させる、(4)に記載の細幅プリプレグの製造方法。
【0013】
(6)前記一体化繊維束に樹脂を含浸した直後に加圧、冷却して前記細幅プリプレグの断面を矩形形状に成形する、(4)または(5)に記載の細幅プリプレグの製造方法。
【0014】
(7)前記細幅プリプレグの幅が1〜150mmの範囲内であり、幅精度が0.1mm以下である、(1)から(6)のいずれかに記載の細幅プリプレグの製造方法。
【0015】
(8)前記繊維束が炭素繊維であり、該炭素繊維の本数が3000〜50000である、(1)から(7)のいずれかに記載の細幅プリプレグの製造方法。
【0016】
(9)前記樹脂がエポキシ樹脂であり、前記細幅プリプレグの繊維含有率が55〜70%である、(1)から(8)のいずれかに記載の細幅プリプレグの製造方法。
【0017】
(10)(1)から(9)のいずれかに記載の方法で製造された細幅プリプレグを成形して得られる、繊維強化プラスチック。
【発明の効果】
【0018】
本発明によれば、高品位、高精度な細幅プリプレグ、およびそれを安価に製造する製造方法を得ることができる。
【図面の簡単な説明】
【0019】
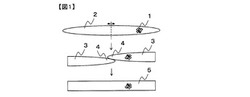
【図1】本発明の細幅プリプレグの製造方法のコンセプトを示す断面図である。
【図2】従来のヤーンプリプレグを示す断面図である。
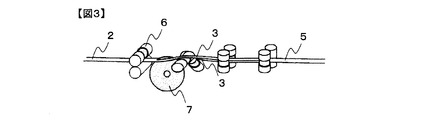
【図3】本発明の細幅プリプレグの製造工程の一例を示す図である。
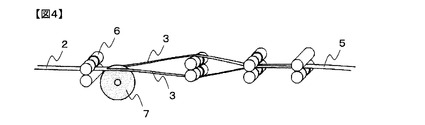
【図4】本発明の細幅プリプレグの製造工程の一例を示す図である。
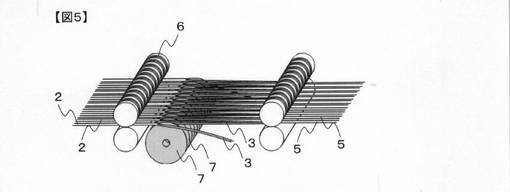
【図5】本発明の細幅プリプレグの製造工程の一例を示す図である。
【発明を実施するための形態】
【0020】
本発明者らは、細幅プリプレグを複雑形状に賦形、積層し、成形して繊維強化プラスチックとした場合、繊維間の隙間や目付ばらつきを最小限にできる高品位、高精度な細幅プリプレグを安価に製造するため、鋭意検討し、繊維が一方向に引き揃えられた繊維束と樹脂とから構成されるヤーンプリプレグという特定の基材を繊維方向に裁断後、特定の箇所を一体化する、もしくは繊維が一方向に引き揃えられた繊維束を繊維方向に裁断後、特定の箇所を一体化して樹脂を含浸しプリプレグとするという処理を施すことにより、かかる課題を一挙に解決することを究明したのである。なお、本発明においてプリプレグとは、一方向に引き揃えられた繊維に樹脂が完全に含浸した基材に加え、樹脂が繊維内に完全に含浸していない樹脂半含浸基材(セミプレグ)を含むものとする。
【0021】
本発明の細幅プリプレグの製造方法は、図1に示すように繊維1が一方向に引き揃えられた繊維束に樹脂が含浸してなるヤーンプリプレグ2を繊維方向に分割して分割プリプレグ3とし、該分割プリプレグ3の、分割前のヤーンプリプレグ2の端部に相当する箇所4(分割プリプレグ3とする前のヤーンプリプレグ2の両端部近傍)同士を一体化して細幅プリプレグ5とする。図2に示すように、ヤーンプリプレグ2は、典型的には断面が楕円形であり、幅が一定ではなく、端部は繊維配向の乱れや目付のばらつきが大きいが、図1に示すようにヤーンプリプレグ2を繊維方向に分割した面は垂直であるため、該分割プリプレグ3の、分割前のヤーンプリプレグ2の端部に相当する箇所4同士を一体化して細幅プリプレグ5とし、ヤーンプリプレグ2を分割した面を細幅プリプレグ5の端部とすることで、細幅プリプレグ5の幅が均一になり、端部の繊維配向の乱れや目付のばらつきが小さくなる。その結果、本発明の方法で製造された細幅プリプレグを用いてテープレイアップした場合、並べた細幅プリプレグ間に隙間が生じたり、得られた積層体の目付ばらつきが生じたりしにくくなる。また、スリットテープに比べ、一度製造した広幅のプリプレグを巻き取り、巻き出しを行ったり、何段階かに分けて所望の幅に裁断したりする手間がなく、ヤーンプリプレグ製造工程の下流でヤーンプリプレグを分割する工程を入れるだけでよく、ヤーンプリプレグ同等レベルのコストで製造可能である。
【0022】
さらに本発明の細幅プリプレグの製造方法は、ヤーンプリプレグの略中央部を繊維方向に裁断して、ヤーンプリプレグを繊維方向に二分割して分割プリプレグとするのがよい。ヤーンプリプレグの略中央部を繊維方向に裁断することで、分割プリプレグの、分割前のヤーンプリプレグの端部に相当する箇所同士を一体化して細幅プリプレグとした場合、細幅プリプレグの略中央部で繊維配向の乱れや目付のばらつきが含まれがちなヤーンプリプレグの端部に相当する箇所同士が張り合わされるため、細幅プリプレグの端部への影響が小さく、幅精度が安定しやすい。
【0023】
本発明の細幅プリプレグの製造方法は、分割プリプレグの、分割前のヤーンプリプレグの端部に相当する箇所同士を一体化するに際し、分割前のヤーンプリプレグの端部に相当する箇所同士をオーバーラップさせて分割プリプレグ同士を融着させることが好ましい。分割前のヤーンプリプレグの端部に相当する箇所同士を突き合わせで張り合わせてもよいが、概してヤーンプリプレグは端部に向かうほど繊維量が減るため、オーバーラップさせて張り合わせることで、細幅プリプレグの目付を均一にしやすくなる。
【0024】
本発明の細幅プリプレグの製造方法において、分割前のヤーンプリプレグの端部に相当する箇所同士を一体化して細幅プリプレグとする手段としては、同一のヤーンプリプレグ由来の分割プリプレグを、それぞれ捩りながら分割前のヤーンプリプレグの端部に相当する箇所同士を融着させることが好ましい。同一のヤーンプリプレグから分割された分割プリプレグをそれぞれ同一方向、もしくは逆方向に180度回転させることでヤーンプリプレグの糸道と細幅プリプレグの糸道を一致させながら、分割前のヤーンプリプレグの端部同士が向かい合い、融着、一体化できる。または分割プリプレグの回転機構を単純化するために、図3に示すように分割プリプレグ3をそれぞれ同一方向、もしくは逆方向に90度のみ回転させ、ヤーンプリプレグ2の糸道から90度回転した糸道で分割前のヤーンプリプレグ2の端部に相当する箇所同士を融着、一体化させてもよい。
【0025】
他の好ましい手段としては、同一のヤーンプリプレグ由来の分割プリプレグを交差させ、分割前のヤーンプリプレグの端部に相当する箇所同士を融着させることも好ましい。この場合、図4に示すように分割プリプレグ3の糸道をそれぞれ上下に分け、左右に交差させ、分割前のヤーンプリプレグ2の端部に相当する箇所同士が向かい合わせて、融着、一体化するとよい。
【0026】
さらに他の好ましい手段としては、図5に示すように並行して配列された多数本のヤーンプリプレグ2を繊維方向に分割して分割プリプレグ3とし、異なるヤーンプリプレグ2由来の隣接する分割プリプレグ3の分割前のヤーンプリプレグ2の端部に相当する箇所同士を融着させることも好ましい。分割プリプレグの回転機構や交差機構を必要とせず、隣接する分割プリプレグを引き揃えて、分割前のヤーンプリプレグの端部に相当する箇所同士を融着させることができ、工程が単純となる。多数本引き揃えたヤーンプリプレグから分割された分割プリプレグのうち、両端に位置するものは隣接する分割プリプレグがないため、廃棄してもよいし、両端の分割プリプレグ同士で融着、一体化して細幅プリプレグとしてもよい。
【0027】
本発明の細幅プリプレグの製造方法において、分割プリプレグの、分割前のヤーンプリプレグの端部に相当する箇所同士を一体化するに際し、分割プリプレグを加熱して融着させ、直後に加圧、冷却して一体化するのがよい。さらに、加圧、冷却時に細幅プリプレグの断面を矩形形状に成形することで、細幅プリプレグの幅精度だけではなく、分割前のヤーンプリプレグ端部に相当する箇所同士を融着させた箇所の厚みムラを解消することができる。具体的には溝つきロール、もしくはスリットダイを通過させるのがよい。なお、ここで説明される矩形形状に関し、細幅プリプレグの幅精度を向上させ、融着させた箇所の厚みムラを解消させることができる限りにおいて、矩形の一部が変形(曲線部が存在したり、対辺同士は平行でなかったり)していても差し支えは無い。
【0028】
本発明の細幅プリプレグの製造方法は、繊維束に樹脂を含浸した後に分割、再一体化して細幅プリプレグとする以外に、該繊維束を分割、再一体化すると同時もしくはその後に樹脂を含浸しても構わない。すなわち繊維が一方向に引き揃えられた繊維束を繊維方向に分割して分割繊維束とし、該分割繊維束の、分割前の繊維束の端部に相当する箇所同士を一体化し一体化繊維束とすると同時もしくはその後に、樹脂を含浸して細幅プリプレグとしてもよい。分割の手段が回転カッターなどの場合、ヤーンプリプレグと比較して樹脂が含浸していない繊維束を裁断する方が抵抗が少なく、樹脂の付着を気にしなくて済むため、工程のメンテナンス性に優れる。なお、この場合における、図1〜5の各符号に相当する構成は、2:繊維束、3:分割繊維束、4:分割前の分割繊維束の端部、5:一体化繊維束と表される(1、6、7は同じである)。
【0029】
さらには繊維束の略中央部を繊維方向に裁断して、繊維束を繊維方向に二分割して分割繊維束とするのがよい。また、分割繊維束の、分割前の繊維束の端部に相当する箇所同士を一体化するに際し、分割前の繊維束の端部に相当する箇所同士をオーバーラップさせて、分割繊維束同士を一体化させることが好ましい。
【0030】
分割前の繊維束の端部に相当する箇所同士を一体化して一体化繊維束とする手段としては、同一の繊維束由来の分割繊維束を、それぞれ捻りながら分割前の繊維束の端部に相当する箇所同士を一体化させることが好ましい。同一の繊維束から分割された分割繊維束をそれぞれ同一方向、もしくは逆方向に180度回転させることで繊維束の糸道と一体化繊維束の糸道を一致させながら、分割前の繊維束の端部同士が向かい合い、一体化できる。または分割繊維束の回転機構を単純化するために、分割繊維束をそれぞれ同一方向、もしくは逆方向に90度のみ回転させ、繊維束の糸道から90度回転した糸道で分割前の繊維束の端部に相当する箇所同士を一体化させてもよい。他の好ましい手段としては、同一の繊維束由来の分割繊維束を交差させ、分割前の繊維束の端部に相当する箇所同士を一体化させることも好ましい。この場合、分割繊維束の糸道をそれぞれ上下に分け、左右に交差させ、分割前の繊維束の端部に相当する箇所同士が向かい合わせて、一体化するとよい。さらに他の好ましい手段としては、並行して配列された多数本の繊維束を繊維方向に分割して分割繊維束とし、異なる繊維束由来の隣接する分割繊維束の分割前の繊維束の端部に相当する箇所同士を一体化させることも好ましい。分割繊維束の回転機構や交差機構を必要とせず、隣接する分割繊維束を引き揃えて、分割前の繊維束の端部に相当する箇所同士を融着させることができ、工程が単純となる。さらに好ましくは、一体化繊維束に樹脂を含浸した直後に加圧、冷却して前記細幅プリプレグの断面を矩形形状に成形する、のがよい。
【0031】
本発明の方法で製造された細幅プリプレグの幅は、複雑形状への追従性の観点からは細い方がよいが、積層効率の観点からは広い方がよく、1〜150mmの範囲内が好適である。幅精度は0.1mm以下がよく、該精度の細幅プリプレグを用いることにより繊維間の隙間が実質的になく、目付ばらつきの小さな、高品位積層体を形成できる。なお、本発明において幅精度は標準偏差を指す。
【0032】
本発明に用いられる繊維束としては、例えば、アラミド繊維、ポリエチレン繊維、ポリパラフェニレンベンズオキサドール(PBO)繊維などの有機繊維、ガラス繊維、炭素繊維、炭化ケイ素繊維、アルミナ繊維、チラノ繊維、玄武岩繊維、セラミックス繊維などの無機繊維、ステンレス繊維やスチール繊維などの金属繊維、その他、ボロン繊維、天然繊維、変性した天然繊維などを繊維として用いた強化繊維などが挙げられる。その中でも特に炭素繊維は、これら強化繊維の中でも軽量であり、しかも比強度および比弾性率において特に優れた性質を有しており、さらに耐熱性や耐薬品性にも優れていることから、高力学特性、軽量化が望まれる航空機部材に好適である。なかでも、高強度の炭素繊維が得られやすいPAN系炭素繊維が好ましい。繊維束に炭素繊維を用いる場合には、細幅プリプレグの幅1〜150mmとするために、炭素繊維本数が3000〜50000であるのがよい。
【0033】
本発明に用いられるマトリックス樹脂としては、例えば、エポキシ樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂、フェノール樹脂、エポキシアクリレート樹脂、ウレタンアクリレート樹脂、フェノキシ樹脂、アルキド樹脂、ウレタン樹脂、マレイミド樹脂、シアネート樹脂などの熱硬化性樹脂や、ポリアミド、ポリアセタール、ポリアクリレート、ポリスルフォン、ABS、ポリエステル、アクリル、ポリブチレンテレフタラート(PBT)、ポリエチレンテレフタレート(PET)、ポリエチレン、ポリプロピレン、ポリフェニレンスルフィド(PPS)、ポリエーテルエーテルケトン(PEEK)、液晶ポリマー、塩ビ、ポリテトラフルオロエチレンなどのフッ素系樹脂、シリコーンなどの熱可塑性樹脂が挙げられる。その中でも特に熱硬化性樹脂を用いるのが好ましい。マトリックス樹脂が熱硬化性樹脂であることにより、プリプレグは室温においてタック性を有しているため、プリプレグを積層した際に上下の該プリプレグと粘着により一体化され、意図したとおりの積層構成を保ったままで賦形することができる。マトリックス樹脂として熱硬化性樹脂を用いる場合には、細幅プリプレグの繊維含有率が55〜70%であるのが好ましい。熱硬化性樹脂が比較的低粘度であることから、高い繊維含有率を達成することができ、高い力学特性を期待できる。一方、室温においてタック性のない熱可塑性樹脂をマトリックス樹脂とした場合、積層、固着時に加熱装置が別途必要となる。熱可塑性樹脂は比較的高粘度であることから、あまり高い繊維含有率のプリプレグを製造すると、繊維乱れや未含浸が発生しやすくかえって力学特性が低下する可能性があり、その観点から繊維含有率は45〜60%であるのが好ましい。
【0034】
こうして得られた本発明の細幅プリプレグは複雑形状への追従性が高く、繊維強化プラスチックとした場合に高品位とすることができる。また、本発明の細幅プリプレグを用いて成形した繊維強化プラスチックの用途としては、強度、剛性、軽量性が要求される、スキン、スパー、ストリンガーなど胴体、翼の一次構造材やウィンドウフレームやフラップなど二次構造の航空機部材、ファンブレードなど航空機エンジン部材、自動車部材のフロアやパネルなどがある。中でも、強度、軽量に加え、三次元形状への追従性が要求される航空機の翼部スキン材に好ましく適用できる。
【実施例】
【0035】
以下、実施例により本発明をさらに具体的に説明するが、本発明は、実施例に記載の発明に限定されるというものではない。
【0036】
<ヤーンプリプレグの作成>
繊維束として炭素繊維束、樹脂としてエポキシ樹脂組成物を用い、以下に記したホットメルト法により繊維束に樹脂を含浸してヤーンプリプレグを作成した。炭素繊維は“トレカ(登録商標)”T700SC−24K−50C(東レ)を用いた。引張強度4900MPa、引張弾性率230GPa、密度1.8g/cm3、フィラメント数は24,000本である。エポキシ樹脂組成物としては、エポキシ樹脂として“jER(登録商標)”828(ジャパンエポキシレジン)を20部、“jER(登録商標)”1001(ジャパンエポキシレジン)を45部、“jER(登録商標)”154(ジャパンエポキシレジン)を35部、硬化剤として“jERキュア(登録商標)”DICY7(ジャパンエポキシレジン)を3.5部、DCMU99(保土谷化学工業(株))を4部、混練したものとした。
【0037】
ヤーンプリプレグの製造装置は、繊維束を送り出すクリール、繊維束を開繊する拡幅バー、プレヒーター、樹脂を含浸する10mm幅の溝が入ったキスロール、絞り(含浸)ロール、引取ロールおよび巻取り用ワインダーを備えており、予め繊維束を通し、糸道を作っておく。樹脂は、別途、熱風オーブンで80℃の温度に調整し、ダイヤフラム式のチューブポンプにて溝付きキスロールに供給される。キスロール部には掻き取りブレードが設置されており、キスロールとブレードのキャップを0.15mmとし、得られるヤーンプリプレグのVf(繊維の体積含有率)を60%目標とした。ボビンから送り出された繊維束は、90℃の温度に調整されたプレヒーターを通り加温された後、樹脂が供給されたキスロールの溝部分を通過することで、樹脂が供給される。次いで、80℃の温度の温風が当てられた絞りロールを通過することで樹脂が繊維束内部まで含浸される。最後に引取ロールを通った後、ワインダーで巻き取ることで、ヤーンプリプレグのボビンとした。ライン速度は10m/分であった。
【0038】
<平板成形方法>
ヤーンプリプレグもしくは細幅プリプレグを300mmの長さで切り出し、一方向に引き揃えながら10mm間隔で300×300mmの領域内に[0/90]2sで積層する。こうして得られた、300mm角の積層体をツール板上に配置し、可撓性フィルムでシールした後、ツール板と可撓性フィルムとの間を真空ポンプにて吸引して脱気し、オートクレーブに設置後、0.3MPaの加圧下、125℃の温度雰囲気で2時間保持し、平板状の成形体を得た。
【0039】
(実施例1)
本発明の効果を実証するために、ヤーンプリプレグの製造工程の下流に直接細幅プリプレグへの加工工程を設ける代わりに、上記ヤーンプリプレグの作成方法により予めヤーンプリプレグを作成してボビンに巻き取った後、ボビンから巻き出したヤーンプリプレグを加工して細幅プリプレグを作成した。
【0040】
ヤーンプリプレグのボビンをクリールにかけ、ヤーンプリプレグを送り出しながら、円盤状カッターを用いてヤーンプリプレグ該中央部を裁断して、二つの分割プリプレグとした。分割プリプレグはそれぞれロールを介して糸道の下流に向かって時計回りに180度回転し、分割前のヤーンプリプレグの端部に相当する箇所同士をオーバーラップさせた状態で、80℃の温風に晒し、次いで隙間の幅10mm、高さ0.15mmの室温のスリットダイ中を通過させて分割プリプレグ同士を融着し、長方形断面に成形しながら引き抜いた。最後に引取ロールを介してワインダーに巻き取った。ライン速度はヤーンプリプレグ製造と同様の10m/分とすることで、ヤーンプリプレグ製造工程の下流に細幅プリプレグへの加工工程を設けることができることを確認した。
【0041】
こうして得られた細幅プリプレグの品位は良好で、分割プリプレグの接合面である中央部に凹凸は見られなかった。細幅プリプレグの幅を長手方向に100mmおきに20点で計測したところ、10.0mm平均、標準偏差が0.07mmとなった。
【0042】
次に細幅プリプレグを用いて上記平板成形方法を用いて、平板状の成形体を得た。成形体を平らな試験台上に置いたところ、全面で接触しており、ソリはなかった。細幅テープを引き揃えた継ぎ目は目視では確認できず、良好な表面品位であった。
【0043】
(実施例2)
発明の効果を実証するために、ヤーンプリプレグの製造工程の下流に直接細幅プリプレグへの加工工程を設ける代わりに、上記ヤーンプリプレグの作成方法により予めヤーンプリプレグを作成して5つのボビンに巻き取った後、各ボビンから巻き出したヤーンプリプレグを引き揃えて加工を加えることによって細幅プリプレグを作成した。
【0044】
ヤーンプリプレグのボビンを5本クリールにかけ、ヤーンプリプレグを送り出しながら、幅方向に引き揃えた。円盤状カッターを用いてそれぞれのヤーンプリプレグ該中央部を裁断して、二つの分割プリプレグとし、隣接する異なるヤーンプリプレグ由来の分割プリプレグと分割前のヤーンプリプレグの端部に相当する箇所同士をオーバーラップさせた状態で、80℃の温風に晒し、次いで溝部の幅10mm、高さ0.15mmの室温の溝つきキスロールを通過させて分割プリプレグ同士を融着し、長方形断面に成形しながら引き抜いた。最後に引取ロールを介してワインダーに巻き取った。ライン速度はヤーンプリプレグ製造と同様の10m/分とすることで、ヤーンプリプレグ製造工程の下流に細幅プリプレグへの加工工程を設けることができることを確認した。なお、5本引き揃えたヤーンプリプレグから10本の分割プリプレグとした際、両端に位置する2本の分割プリプレグはそのままワインダーで巻き取り、細幅プリプレグに加工しなかった。
【0045】
こうして得られた4本の細幅プリプレグの品位は良好で、分割プリプレグの接合面である中央部に凹凸は見られなかった。4本の細幅プリプレグの幅を長手方向に100mmおきに20点、計80点で計測したところ、10.0mm平均、標準偏差が0.04mmとなった。
【0046】
次に細幅プリプレグを用いて上記平板成形方法を用いて、平板状の成形体を得た。成形体を平らな試験台上に置いたところ、全面で接触しており、ソリはなかった。細幅テープを引き揃えた継ぎ目は目視では確認できず、良好な表面品位であった。
【0047】
(実施例3)
T700S−24K−50Cの繊維束のボビンをクリールにかけ、繊維束を送り出しながら、拡幅バーを介して開繊し、その後円盤状カッターを用いて繊維束該中央部を裁断して、二つの分割繊維束とした。分割繊維束は、それぞれ上下に分かれ、糸道の下流に向かって時計回りに5度回転した2つのロールに、上の分割繊維束はロールの上を、下の分割繊維束はもう一つのロールの下を介して上下に分かれ、左右に交差させて、分割前の繊維束の端部に相当する箇所同士をオーバーラップさせた状態で10mm幅の溝付きロールを通して押圧で一体化し、一体化繊維束とした。次いで、一体化繊維束は90℃の温度に調整されたプレヒーターを通り加温された後、熱風オーブンで80℃の温度に調整された上記エポキシ樹脂組成物が供給される溝付きキスロールを通り、掻き取りブレードとキスロールとのキャップを0.15mmとすることで、得られる細幅プリプレグのVfを60%目標とした。さらに80℃の温度の温風が当てられた絞りロールを通過することで樹脂が繊維束内部まで含浸された。最後に、引取ロールを通った後、ワインダーで巻き取ることで、細幅プリプレグのボビンとした。ライン速度は繊維束を分割する工程、樹脂を含浸する工程とも10m/分とした。
【0048】
こうして得られた細幅プリプレグの品位は良好で、分割プリプレグの接合面である中央部に凹凸は見られなかった。細幅プリプレグの幅を長手方向に100mmおきに20点で計測したところ、10.0mm平均、標準偏差が0.10mmとなった。
【0049】
次に細幅プリプレグを用いて上記平板成形方法を用いて、平板状の成形体を得た。成形体を平らな試験台上に置いたところ、全面で接触しており、ソリはなかった。細幅テープを引き揃えた継ぎ目は目視では確認できず、良好な表面品位であった。
【0050】
(比較例1)
上記ヤーンプリプレグの作成方法で作成されたヤーンプリプレグの断面は楕円形であり中央部で嵩高、端部で厚みが薄くなっていた。断面観察により確認したVfは目標値より若干高く、62%であった。ヤーンプリプレグの幅を長手方向に100mmおきに20点で計測したところ、10.2mm平均、標準偏差が0.61mmとなった。
【0051】
次にヤーンプリプレグを用いて上記平板成形方法を用いて、平板状の成形体を得た。成形体を平らな試験台上に置いたところ、指で成形体上面から試験台に成形体を押し付けないと全面で接触しないソリを確認した。また、ヤーンプリプレグを引き揃えた継ぎ目が目視で確認され、各層の継ぎ目に沿って格子状に模様が浮き上がっていた。継ぎ目は樹脂リッチであり、若干のヒケが観察された。
【符号の説明】
【0052】
1:一方向に引き揃えられた繊維
2:ヤーンプリプレグ
3:分割プリプレグ
4:分割前のヤーンプリプレグの端部
5:細幅プリプレグ
6:ロール
7:円盤状カッター
【技術分野】
【0001】
本発明は、幅広プリプレグから細幅に切り出したスリットテーププリプレグ同様の高品位と高精度を有し、繊維束一本一本に個別に樹脂を含浸したヤーンプリプレグ同様の低コストで製造できる、細幅プリプレグの製造方法に関する。さらに詳しくは、例えば複雑形状の航空機部材用のプリプレグ積層体の賦形に用いられるオートテープレイアップに好適な細幅プリプレグの製造方法、およびその方法で製造された細幅プリプレグを成形して得られる繊維強化プラスチックに関する。
【背景技術】
【0002】
強化繊維とマトリックス樹脂からなる繊維強化プラスチックは、比強度、比弾性率が高く、力学特性に優れること、耐候性、耐薬品性などの高機能特性を有することなどから産業用途においても注目され、その需要は年々高まりつつある。
【0003】
高機能特性を有する繊維強化プラスチックの成形方法としては、連続した強化繊維にマトリックス樹脂として熱硬化性樹脂を含浸せしめた半硬化状態のプリプレグを積層し、高温高圧釜で加熱加圧することによりマトリックス樹脂を硬化させ繊維強化プラスチックを成形するオートクレーブ成形が最も一般的に行われている。最近では成形サイクルの短縮やリサイクル性のメリットがある熱可塑性樹脂をマトリックス樹脂としたプリプレグを圧縮成形もしくはオートクレーブ成形などを経て固化させ繊維強化プラスチックを成形することも多くなってきた。
【0004】
一般的にプリプレグは、例えば1m程度の広幅であり、複雑形状に賦形、積層する場合には形状に沿いきらないという問題があった。そこで主に航空機部材の賦形、積層において、広幅のプリプレグを繊維方向に裁断して分割し、スリットテーププリプレグ(例えば、特許文献1)を準備し、三次元形状に並べて賦形(テープレイアップ)することで、細幅のスリットテーププリプレグ自体は実質二次元形状に沿うだけでよく、複雑形状であっても形状追従可能としている。しかしながら、スリットテーププリプレグは一度製造して巻き取った広幅のプリプレグを何段階かに分けて所望の幅に裁断していく必要があり、コスト高となるという問題があった。
【0005】
一方で繊維束に直接樹脂を含浸してヤーンプリプレグとする場合(例えば、特許文献2)、広幅のプリプレグを裁断する工程なく、直接細幅のプリプレグを製造することができるため、低コストであるが、ヤーンプリプレグ端部は繊維配向の乱れや目付のばらつきが大きく、ヤーンプリプレグの幅精度が出ない、という問題があった。例えばプリプレグ積層体の賦形をテープレイアップで行った場合、並べたヤーンプリプレグ間に隙間が生じたり、得られた積層体の目付ばらつきが容易に発生したりするという問題があり、品位や力学特性が重要視される用途には適用されにくかった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第1575158号公報
【特許文献2】特許第3635773号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、かかる従来技術の背景に鑑み、高品位、高精度な細幅プリプレグを安価に製造する製造方法を提供することにある。
【課題を解決するための手段】
【0008】
本発明は、かかる課題を解決するために、次のような手段を採用するものである。すなわち、
(1)繊維が一方向に引き揃えられた繊維束に樹脂が含浸されてなるヤーンプリプレグを繊維方向に分割して分割プリプレグとし、該分割プリプレグの、分割前の前記ヤーンプリプレグの端部に相当する箇所同士を一体化して細幅プリプレグとする、細幅プリプレグの製造方法。
【0009】
(2)前記分割プリプレグの、分割前のヤーンプリプレグの端部に相当する箇所同士を一体化するに際し、前記分割前のヤーンプリプレグの端部に相当する箇所同士をオーバーラップさせて、前記分割プリプレグ同士を融着させる、(1)に記載の細幅プリプレグの製造方法。
【0010】
(3)前記分割プリプレグの、分割前のヤーンプリプレグの端部に相当する箇所同士を一体化するに際し、前記分割プリプレグを加熱して融着させ、直後に加圧、冷却して前記細幅プリプレグの断面を矩形形状に成形する、(1)または(2)に記載の細幅プリプレグの製造方法。
【0011】
(4)繊維が一方向に引き揃えられた繊維束を繊維方向に分割して分割繊維束とし、該分割繊維束の、分割前の前記繊維束の端部に相当する箇所同士を一体化し一体化繊維束とすると同時もしくはその後に、樹脂を含浸して細幅プリプレグとする、細幅プリプレグの製造方法。
【0012】
(5)前記分割繊維束の、分割前の繊維束の端部に相当する箇所同士を一体化するに際し、前記分割前の繊維束の端部に相当する箇所同士をオーバーラップさせて、前記分割繊維束同士を一体化させる、(4)に記載の細幅プリプレグの製造方法。
【0013】
(6)前記一体化繊維束に樹脂を含浸した直後に加圧、冷却して前記細幅プリプレグの断面を矩形形状に成形する、(4)または(5)に記載の細幅プリプレグの製造方法。
【0014】
(7)前記細幅プリプレグの幅が1〜150mmの範囲内であり、幅精度が0.1mm以下である、(1)から(6)のいずれかに記載の細幅プリプレグの製造方法。
【0015】
(8)前記繊維束が炭素繊維であり、該炭素繊維の本数が3000〜50000である、(1)から(7)のいずれかに記載の細幅プリプレグの製造方法。
【0016】
(9)前記樹脂がエポキシ樹脂であり、前記細幅プリプレグの繊維含有率が55〜70%である、(1)から(8)のいずれかに記載の細幅プリプレグの製造方法。
【0017】
(10)(1)から(9)のいずれかに記載の方法で製造された細幅プリプレグを成形して得られる、繊維強化プラスチック。
【発明の効果】
【0018】
本発明によれば、高品位、高精度な細幅プリプレグ、およびそれを安価に製造する製造方法を得ることができる。
【図面の簡単な説明】
【0019】
【図1】本発明の細幅プリプレグの製造方法のコンセプトを示す断面図である。
【図2】従来のヤーンプリプレグを示す断面図である。
【図3】本発明の細幅プリプレグの製造工程の一例を示す図である。
【図4】本発明の細幅プリプレグの製造工程の一例を示す図である。
【図5】本発明の細幅プリプレグの製造工程の一例を示す図である。
【発明を実施するための形態】
【0020】
本発明者らは、細幅プリプレグを複雑形状に賦形、積層し、成形して繊維強化プラスチックとした場合、繊維間の隙間や目付ばらつきを最小限にできる高品位、高精度な細幅プリプレグを安価に製造するため、鋭意検討し、繊維が一方向に引き揃えられた繊維束と樹脂とから構成されるヤーンプリプレグという特定の基材を繊維方向に裁断後、特定の箇所を一体化する、もしくは繊維が一方向に引き揃えられた繊維束を繊維方向に裁断後、特定の箇所を一体化して樹脂を含浸しプリプレグとするという処理を施すことにより、かかる課題を一挙に解決することを究明したのである。なお、本発明においてプリプレグとは、一方向に引き揃えられた繊維に樹脂が完全に含浸した基材に加え、樹脂が繊維内に完全に含浸していない樹脂半含浸基材(セミプレグ)を含むものとする。
【0021】
本発明の細幅プリプレグの製造方法は、図1に示すように繊維1が一方向に引き揃えられた繊維束に樹脂が含浸してなるヤーンプリプレグ2を繊維方向に分割して分割プリプレグ3とし、該分割プリプレグ3の、分割前のヤーンプリプレグ2の端部に相当する箇所4(分割プリプレグ3とする前のヤーンプリプレグ2の両端部近傍)同士を一体化して細幅プリプレグ5とする。図2に示すように、ヤーンプリプレグ2は、典型的には断面が楕円形であり、幅が一定ではなく、端部は繊維配向の乱れや目付のばらつきが大きいが、図1に示すようにヤーンプリプレグ2を繊維方向に分割した面は垂直であるため、該分割プリプレグ3の、分割前のヤーンプリプレグ2の端部に相当する箇所4同士を一体化して細幅プリプレグ5とし、ヤーンプリプレグ2を分割した面を細幅プリプレグ5の端部とすることで、細幅プリプレグ5の幅が均一になり、端部の繊維配向の乱れや目付のばらつきが小さくなる。その結果、本発明の方法で製造された細幅プリプレグを用いてテープレイアップした場合、並べた細幅プリプレグ間に隙間が生じたり、得られた積層体の目付ばらつきが生じたりしにくくなる。また、スリットテープに比べ、一度製造した広幅のプリプレグを巻き取り、巻き出しを行ったり、何段階かに分けて所望の幅に裁断したりする手間がなく、ヤーンプリプレグ製造工程の下流でヤーンプリプレグを分割する工程を入れるだけでよく、ヤーンプリプレグ同等レベルのコストで製造可能である。
【0022】
さらに本発明の細幅プリプレグの製造方法は、ヤーンプリプレグの略中央部を繊維方向に裁断して、ヤーンプリプレグを繊維方向に二分割して分割プリプレグとするのがよい。ヤーンプリプレグの略中央部を繊維方向に裁断することで、分割プリプレグの、分割前のヤーンプリプレグの端部に相当する箇所同士を一体化して細幅プリプレグとした場合、細幅プリプレグの略中央部で繊維配向の乱れや目付のばらつきが含まれがちなヤーンプリプレグの端部に相当する箇所同士が張り合わされるため、細幅プリプレグの端部への影響が小さく、幅精度が安定しやすい。
【0023】
本発明の細幅プリプレグの製造方法は、分割プリプレグの、分割前のヤーンプリプレグの端部に相当する箇所同士を一体化するに際し、分割前のヤーンプリプレグの端部に相当する箇所同士をオーバーラップさせて分割プリプレグ同士を融着させることが好ましい。分割前のヤーンプリプレグの端部に相当する箇所同士を突き合わせで張り合わせてもよいが、概してヤーンプリプレグは端部に向かうほど繊維量が減るため、オーバーラップさせて張り合わせることで、細幅プリプレグの目付を均一にしやすくなる。
【0024】
本発明の細幅プリプレグの製造方法において、分割前のヤーンプリプレグの端部に相当する箇所同士を一体化して細幅プリプレグとする手段としては、同一のヤーンプリプレグ由来の分割プリプレグを、それぞれ捩りながら分割前のヤーンプリプレグの端部に相当する箇所同士を融着させることが好ましい。同一のヤーンプリプレグから分割された分割プリプレグをそれぞれ同一方向、もしくは逆方向に180度回転させることでヤーンプリプレグの糸道と細幅プリプレグの糸道を一致させながら、分割前のヤーンプリプレグの端部同士が向かい合い、融着、一体化できる。または分割プリプレグの回転機構を単純化するために、図3に示すように分割プリプレグ3をそれぞれ同一方向、もしくは逆方向に90度のみ回転させ、ヤーンプリプレグ2の糸道から90度回転した糸道で分割前のヤーンプリプレグ2の端部に相当する箇所同士を融着、一体化させてもよい。
【0025】
他の好ましい手段としては、同一のヤーンプリプレグ由来の分割プリプレグを交差させ、分割前のヤーンプリプレグの端部に相当する箇所同士を融着させることも好ましい。この場合、図4に示すように分割プリプレグ3の糸道をそれぞれ上下に分け、左右に交差させ、分割前のヤーンプリプレグ2の端部に相当する箇所同士が向かい合わせて、融着、一体化するとよい。
【0026】
さらに他の好ましい手段としては、図5に示すように並行して配列された多数本のヤーンプリプレグ2を繊維方向に分割して分割プリプレグ3とし、異なるヤーンプリプレグ2由来の隣接する分割プリプレグ3の分割前のヤーンプリプレグ2の端部に相当する箇所同士を融着させることも好ましい。分割プリプレグの回転機構や交差機構を必要とせず、隣接する分割プリプレグを引き揃えて、分割前のヤーンプリプレグの端部に相当する箇所同士を融着させることができ、工程が単純となる。多数本引き揃えたヤーンプリプレグから分割された分割プリプレグのうち、両端に位置するものは隣接する分割プリプレグがないため、廃棄してもよいし、両端の分割プリプレグ同士で融着、一体化して細幅プリプレグとしてもよい。
【0027】
本発明の細幅プリプレグの製造方法において、分割プリプレグの、分割前のヤーンプリプレグの端部に相当する箇所同士を一体化するに際し、分割プリプレグを加熱して融着させ、直後に加圧、冷却して一体化するのがよい。さらに、加圧、冷却時に細幅プリプレグの断面を矩形形状に成形することで、細幅プリプレグの幅精度だけではなく、分割前のヤーンプリプレグ端部に相当する箇所同士を融着させた箇所の厚みムラを解消することができる。具体的には溝つきロール、もしくはスリットダイを通過させるのがよい。なお、ここで説明される矩形形状に関し、細幅プリプレグの幅精度を向上させ、融着させた箇所の厚みムラを解消させることができる限りにおいて、矩形の一部が変形(曲線部が存在したり、対辺同士は平行でなかったり)していても差し支えは無い。
【0028】
本発明の細幅プリプレグの製造方法は、繊維束に樹脂を含浸した後に分割、再一体化して細幅プリプレグとする以外に、該繊維束を分割、再一体化すると同時もしくはその後に樹脂を含浸しても構わない。すなわち繊維が一方向に引き揃えられた繊維束を繊維方向に分割して分割繊維束とし、該分割繊維束の、分割前の繊維束の端部に相当する箇所同士を一体化し一体化繊維束とすると同時もしくはその後に、樹脂を含浸して細幅プリプレグとしてもよい。分割の手段が回転カッターなどの場合、ヤーンプリプレグと比較して樹脂が含浸していない繊維束を裁断する方が抵抗が少なく、樹脂の付着を気にしなくて済むため、工程のメンテナンス性に優れる。なお、この場合における、図1〜5の各符号に相当する構成は、2:繊維束、3:分割繊維束、4:分割前の分割繊維束の端部、5:一体化繊維束と表される(1、6、7は同じである)。
【0029】
さらには繊維束の略中央部を繊維方向に裁断して、繊維束を繊維方向に二分割して分割繊維束とするのがよい。また、分割繊維束の、分割前の繊維束の端部に相当する箇所同士を一体化するに際し、分割前の繊維束の端部に相当する箇所同士をオーバーラップさせて、分割繊維束同士を一体化させることが好ましい。
【0030】
分割前の繊維束の端部に相当する箇所同士を一体化して一体化繊維束とする手段としては、同一の繊維束由来の分割繊維束を、それぞれ捻りながら分割前の繊維束の端部に相当する箇所同士を一体化させることが好ましい。同一の繊維束から分割された分割繊維束をそれぞれ同一方向、もしくは逆方向に180度回転させることで繊維束の糸道と一体化繊維束の糸道を一致させながら、分割前の繊維束の端部同士が向かい合い、一体化できる。または分割繊維束の回転機構を単純化するために、分割繊維束をそれぞれ同一方向、もしくは逆方向に90度のみ回転させ、繊維束の糸道から90度回転した糸道で分割前の繊維束の端部に相当する箇所同士を一体化させてもよい。他の好ましい手段としては、同一の繊維束由来の分割繊維束を交差させ、分割前の繊維束の端部に相当する箇所同士を一体化させることも好ましい。この場合、分割繊維束の糸道をそれぞれ上下に分け、左右に交差させ、分割前の繊維束の端部に相当する箇所同士が向かい合わせて、一体化するとよい。さらに他の好ましい手段としては、並行して配列された多数本の繊維束を繊維方向に分割して分割繊維束とし、異なる繊維束由来の隣接する分割繊維束の分割前の繊維束の端部に相当する箇所同士を一体化させることも好ましい。分割繊維束の回転機構や交差機構を必要とせず、隣接する分割繊維束を引き揃えて、分割前の繊維束の端部に相当する箇所同士を融着させることができ、工程が単純となる。さらに好ましくは、一体化繊維束に樹脂を含浸した直後に加圧、冷却して前記細幅プリプレグの断面を矩形形状に成形する、のがよい。
【0031】
本発明の方法で製造された細幅プリプレグの幅は、複雑形状への追従性の観点からは細い方がよいが、積層効率の観点からは広い方がよく、1〜150mmの範囲内が好適である。幅精度は0.1mm以下がよく、該精度の細幅プリプレグを用いることにより繊維間の隙間が実質的になく、目付ばらつきの小さな、高品位積層体を形成できる。なお、本発明において幅精度は標準偏差を指す。
【0032】
本発明に用いられる繊維束としては、例えば、アラミド繊維、ポリエチレン繊維、ポリパラフェニレンベンズオキサドール(PBO)繊維などの有機繊維、ガラス繊維、炭素繊維、炭化ケイ素繊維、アルミナ繊維、チラノ繊維、玄武岩繊維、セラミックス繊維などの無機繊維、ステンレス繊維やスチール繊維などの金属繊維、その他、ボロン繊維、天然繊維、変性した天然繊維などを繊維として用いた強化繊維などが挙げられる。その中でも特に炭素繊維は、これら強化繊維の中でも軽量であり、しかも比強度および比弾性率において特に優れた性質を有しており、さらに耐熱性や耐薬品性にも優れていることから、高力学特性、軽量化が望まれる航空機部材に好適である。なかでも、高強度の炭素繊維が得られやすいPAN系炭素繊維が好ましい。繊維束に炭素繊維を用いる場合には、細幅プリプレグの幅1〜150mmとするために、炭素繊維本数が3000〜50000であるのがよい。
【0033】
本発明に用いられるマトリックス樹脂としては、例えば、エポキシ樹脂、不飽和ポリエステル樹脂、ビニルエステル樹脂、フェノール樹脂、エポキシアクリレート樹脂、ウレタンアクリレート樹脂、フェノキシ樹脂、アルキド樹脂、ウレタン樹脂、マレイミド樹脂、シアネート樹脂などの熱硬化性樹脂や、ポリアミド、ポリアセタール、ポリアクリレート、ポリスルフォン、ABS、ポリエステル、アクリル、ポリブチレンテレフタラート(PBT)、ポリエチレンテレフタレート(PET)、ポリエチレン、ポリプロピレン、ポリフェニレンスルフィド(PPS)、ポリエーテルエーテルケトン(PEEK)、液晶ポリマー、塩ビ、ポリテトラフルオロエチレンなどのフッ素系樹脂、シリコーンなどの熱可塑性樹脂が挙げられる。その中でも特に熱硬化性樹脂を用いるのが好ましい。マトリックス樹脂が熱硬化性樹脂であることにより、プリプレグは室温においてタック性を有しているため、プリプレグを積層した際に上下の該プリプレグと粘着により一体化され、意図したとおりの積層構成を保ったままで賦形することができる。マトリックス樹脂として熱硬化性樹脂を用いる場合には、細幅プリプレグの繊維含有率が55〜70%であるのが好ましい。熱硬化性樹脂が比較的低粘度であることから、高い繊維含有率を達成することができ、高い力学特性を期待できる。一方、室温においてタック性のない熱可塑性樹脂をマトリックス樹脂とした場合、積層、固着時に加熱装置が別途必要となる。熱可塑性樹脂は比較的高粘度であることから、あまり高い繊維含有率のプリプレグを製造すると、繊維乱れや未含浸が発生しやすくかえって力学特性が低下する可能性があり、その観点から繊維含有率は45〜60%であるのが好ましい。
【0034】
こうして得られた本発明の細幅プリプレグは複雑形状への追従性が高く、繊維強化プラスチックとした場合に高品位とすることができる。また、本発明の細幅プリプレグを用いて成形した繊維強化プラスチックの用途としては、強度、剛性、軽量性が要求される、スキン、スパー、ストリンガーなど胴体、翼の一次構造材やウィンドウフレームやフラップなど二次構造の航空機部材、ファンブレードなど航空機エンジン部材、自動車部材のフロアやパネルなどがある。中でも、強度、軽量に加え、三次元形状への追従性が要求される航空機の翼部スキン材に好ましく適用できる。
【実施例】
【0035】
以下、実施例により本発明をさらに具体的に説明するが、本発明は、実施例に記載の発明に限定されるというものではない。
【0036】
<ヤーンプリプレグの作成>
繊維束として炭素繊維束、樹脂としてエポキシ樹脂組成物を用い、以下に記したホットメルト法により繊維束に樹脂を含浸してヤーンプリプレグを作成した。炭素繊維は“トレカ(登録商標)”T700SC−24K−50C(東レ)を用いた。引張強度4900MPa、引張弾性率230GPa、密度1.8g/cm3、フィラメント数は24,000本である。エポキシ樹脂組成物としては、エポキシ樹脂として“jER(登録商標)”828(ジャパンエポキシレジン)を20部、“jER(登録商標)”1001(ジャパンエポキシレジン)を45部、“jER(登録商標)”154(ジャパンエポキシレジン)を35部、硬化剤として“jERキュア(登録商標)”DICY7(ジャパンエポキシレジン)を3.5部、DCMU99(保土谷化学工業(株))を4部、混練したものとした。
【0037】
ヤーンプリプレグの製造装置は、繊維束を送り出すクリール、繊維束を開繊する拡幅バー、プレヒーター、樹脂を含浸する10mm幅の溝が入ったキスロール、絞り(含浸)ロール、引取ロールおよび巻取り用ワインダーを備えており、予め繊維束を通し、糸道を作っておく。樹脂は、別途、熱風オーブンで80℃の温度に調整し、ダイヤフラム式のチューブポンプにて溝付きキスロールに供給される。キスロール部には掻き取りブレードが設置されており、キスロールとブレードのキャップを0.15mmとし、得られるヤーンプリプレグのVf(繊維の体積含有率)を60%目標とした。ボビンから送り出された繊維束は、90℃の温度に調整されたプレヒーターを通り加温された後、樹脂が供給されたキスロールの溝部分を通過することで、樹脂が供給される。次いで、80℃の温度の温風が当てられた絞りロールを通過することで樹脂が繊維束内部まで含浸される。最後に引取ロールを通った後、ワインダーで巻き取ることで、ヤーンプリプレグのボビンとした。ライン速度は10m/分であった。
【0038】
<平板成形方法>
ヤーンプリプレグもしくは細幅プリプレグを300mmの長さで切り出し、一方向に引き揃えながら10mm間隔で300×300mmの領域内に[0/90]2sで積層する。こうして得られた、300mm角の積層体をツール板上に配置し、可撓性フィルムでシールした後、ツール板と可撓性フィルムとの間を真空ポンプにて吸引して脱気し、オートクレーブに設置後、0.3MPaの加圧下、125℃の温度雰囲気で2時間保持し、平板状の成形体を得た。
【0039】
(実施例1)
本発明の効果を実証するために、ヤーンプリプレグの製造工程の下流に直接細幅プリプレグへの加工工程を設ける代わりに、上記ヤーンプリプレグの作成方法により予めヤーンプリプレグを作成してボビンに巻き取った後、ボビンから巻き出したヤーンプリプレグを加工して細幅プリプレグを作成した。
【0040】
ヤーンプリプレグのボビンをクリールにかけ、ヤーンプリプレグを送り出しながら、円盤状カッターを用いてヤーンプリプレグ該中央部を裁断して、二つの分割プリプレグとした。分割プリプレグはそれぞれロールを介して糸道の下流に向かって時計回りに180度回転し、分割前のヤーンプリプレグの端部に相当する箇所同士をオーバーラップさせた状態で、80℃の温風に晒し、次いで隙間の幅10mm、高さ0.15mmの室温のスリットダイ中を通過させて分割プリプレグ同士を融着し、長方形断面に成形しながら引き抜いた。最後に引取ロールを介してワインダーに巻き取った。ライン速度はヤーンプリプレグ製造と同様の10m/分とすることで、ヤーンプリプレグ製造工程の下流に細幅プリプレグへの加工工程を設けることができることを確認した。
【0041】
こうして得られた細幅プリプレグの品位は良好で、分割プリプレグの接合面である中央部に凹凸は見られなかった。細幅プリプレグの幅を長手方向に100mmおきに20点で計測したところ、10.0mm平均、標準偏差が0.07mmとなった。
【0042】
次に細幅プリプレグを用いて上記平板成形方法を用いて、平板状の成形体を得た。成形体を平らな試験台上に置いたところ、全面で接触しており、ソリはなかった。細幅テープを引き揃えた継ぎ目は目視では確認できず、良好な表面品位であった。
【0043】
(実施例2)
発明の効果を実証するために、ヤーンプリプレグの製造工程の下流に直接細幅プリプレグへの加工工程を設ける代わりに、上記ヤーンプリプレグの作成方法により予めヤーンプリプレグを作成して5つのボビンに巻き取った後、各ボビンから巻き出したヤーンプリプレグを引き揃えて加工を加えることによって細幅プリプレグを作成した。
【0044】
ヤーンプリプレグのボビンを5本クリールにかけ、ヤーンプリプレグを送り出しながら、幅方向に引き揃えた。円盤状カッターを用いてそれぞれのヤーンプリプレグ該中央部を裁断して、二つの分割プリプレグとし、隣接する異なるヤーンプリプレグ由来の分割プリプレグと分割前のヤーンプリプレグの端部に相当する箇所同士をオーバーラップさせた状態で、80℃の温風に晒し、次いで溝部の幅10mm、高さ0.15mmの室温の溝つきキスロールを通過させて分割プリプレグ同士を融着し、長方形断面に成形しながら引き抜いた。最後に引取ロールを介してワインダーに巻き取った。ライン速度はヤーンプリプレグ製造と同様の10m/分とすることで、ヤーンプリプレグ製造工程の下流に細幅プリプレグへの加工工程を設けることができることを確認した。なお、5本引き揃えたヤーンプリプレグから10本の分割プリプレグとした際、両端に位置する2本の分割プリプレグはそのままワインダーで巻き取り、細幅プリプレグに加工しなかった。
【0045】
こうして得られた4本の細幅プリプレグの品位は良好で、分割プリプレグの接合面である中央部に凹凸は見られなかった。4本の細幅プリプレグの幅を長手方向に100mmおきに20点、計80点で計測したところ、10.0mm平均、標準偏差が0.04mmとなった。
【0046】
次に細幅プリプレグを用いて上記平板成形方法を用いて、平板状の成形体を得た。成形体を平らな試験台上に置いたところ、全面で接触しており、ソリはなかった。細幅テープを引き揃えた継ぎ目は目視では確認できず、良好な表面品位であった。
【0047】
(実施例3)
T700S−24K−50Cの繊維束のボビンをクリールにかけ、繊維束を送り出しながら、拡幅バーを介して開繊し、その後円盤状カッターを用いて繊維束該中央部を裁断して、二つの分割繊維束とした。分割繊維束は、それぞれ上下に分かれ、糸道の下流に向かって時計回りに5度回転した2つのロールに、上の分割繊維束はロールの上を、下の分割繊維束はもう一つのロールの下を介して上下に分かれ、左右に交差させて、分割前の繊維束の端部に相当する箇所同士をオーバーラップさせた状態で10mm幅の溝付きロールを通して押圧で一体化し、一体化繊維束とした。次いで、一体化繊維束は90℃の温度に調整されたプレヒーターを通り加温された後、熱風オーブンで80℃の温度に調整された上記エポキシ樹脂組成物が供給される溝付きキスロールを通り、掻き取りブレードとキスロールとのキャップを0.15mmとすることで、得られる細幅プリプレグのVfを60%目標とした。さらに80℃の温度の温風が当てられた絞りロールを通過することで樹脂が繊維束内部まで含浸された。最後に、引取ロールを通った後、ワインダーで巻き取ることで、細幅プリプレグのボビンとした。ライン速度は繊維束を分割する工程、樹脂を含浸する工程とも10m/分とした。
【0048】
こうして得られた細幅プリプレグの品位は良好で、分割プリプレグの接合面である中央部に凹凸は見られなかった。細幅プリプレグの幅を長手方向に100mmおきに20点で計測したところ、10.0mm平均、標準偏差が0.10mmとなった。
【0049】
次に細幅プリプレグを用いて上記平板成形方法を用いて、平板状の成形体を得た。成形体を平らな試験台上に置いたところ、全面で接触しており、ソリはなかった。細幅テープを引き揃えた継ぎ目は目視では確認できず、良好な表面品位であった。
【0050】
(比較例1)
上記ヤーンプリプレグの作成方法で作成されたヤーンプリプレグの断面は楕円形であり中央部で嵩高、端部で厚みが薄くなっていた。断面観察により確認したVfは目標値より若干高く、62%であった。ヤーンプリプレグの幅を長手方向に100mmおきに20点で計測したところ、10.2mm平均、標準偏差が0.61mmとなった。
【0051】
次にヤーンプリプレグを用いて上記平板成形方法を用いて、平板状の成形体を得た。成形体を平らな試験台上に置いたところ、指で成形体上面から試験台に成形体を押し付けないと全面で接触しないソリを確認した。また、ヤーンプリプレグを引き揃えた継ぎ目が目視で確認され、各層の継ぎ目に沿って格子状に模様が浮き上がっていた。継ぎ目は樹脂リッチであり、若干のヒケが観察された。
【符号の説明】
【0052】
1:一方向に引き揃えられた繊維
2:ヤーンプリプレグ
3:分割プリプレグ
4:分割前のヤーンプリプレグの端部
5:細幅プリプレグ
6:ロール
7:円盤状カッター
【特許請求の範囲】
【請求項1】
繊維が一方向に引き揃えられた繊維束に樹脂が含浸されてなるヤーンプリプレグを繊維方向に分割して分割プリプレグとし、該分割プリプレグの、分割前の前記ヤーンプリプレグの端部に相当する箇所同士を一体化して細幅プリプレグとする、細幅プリプレグの製造方法。
【請求項2】
前記分割プリプレグの、分割前のヤーンプリプレグの端部に相当する箇所同士を一体化するに際し、前記分割前のヤーンプリプレグの端部に相当する箇所同士をオーバーラップさせて、前記分割プリプレグ同士を融着させる、請求項1に記載の細幅プリプレグの製造方法。
【請求項3】
前記分割プリプレグの、分割前のヤーンプリプレグの端部に相当する箇所同士を一体化するに際し、前記分割プリプレグを加熱して融着させ、直後に加圧、冷却して前記細幅プリプレグの断面を矩形形状に成形する、請求項1または2に記載の細幅プリプレグの製造方法。
【請求項4】
繊維が一方向に引き揃えられた繊維束を繊維方向に分割して分割繊維束とし、該分割繊維束の、分割前の前記繊維束の端部に相当する箇所同士を一体化し一体化繊維束とすると同時もしくはその後に、樹脂を含浸して細幅プリプレグとする、細幅プリプレグの製造方法。
【請求項5】
前記分割繊維束の、分割前の繊維束の端部に相当する箇所同士を一体化するに際し、前記分割前の繊維束の端部に相当する箇所同士をオーバーラップさせて、前記分割繊維束同士を一体化させる、請求項4に記載の細幅プリプレグの製造方法。
【請求項6】
前記一体化繊維束に樹脂を含浸した直後に加圧、冷却して前記細幅プリプレグの断面を矩形形状に成形する、請求項4または5に記載の細幅プリプレグの製造方法。
【請求項7】
前記細幅プリプレグの幅が1〜150mmの範囲内であり、幅精度が0.1mm以下である、請求項1から6のいずれかに記載の細幅プリプレグの製造方法。
【請求項8】
前記繊維束が炭素繊維であり、該炭素繊維の本数が3000〜50000である、請求項1から7のいずれかに記載の細幅プリプレグの製造方法。
【請求項9】
前記樹脂がエポキシ樹脂であり、前記細幅プリプレグの繊維含有率が55〜70%である、請求項1から8のいずれかに記載の細幅プリプレグの製造方法。
【請求項10】
請求項1から9のいずれかに記載の方法で製造された細幅プリプレグを成形して得られる、繊維強化プラスチック。
【請求項1】
繊維が一方向に引き揃えられた繊維束に樹脂が含浸されてなるヤーンプリプレグを繊維方向に分割して分割プリプレグとし、該分割プリプレグの、分割前の前記ヤーンプリプレグの端部に相当する箇所同士を一体化して細幅プリプレグとする、細幅プリプレグの製造方法。
【請求項2】
前記分割プリプレグの、分割前のヤーンプリプレグの端部に相当する箇所同士を一体化するに際し、前記分割前のヤーンプリプレグの端部に相当する箇所同士をオーバーラップさせて、前記分割プリプレグ同士を融着させる、請求項1に記載の細幅プリプレグの製造方法。
【請求項3】
前記分割プリプレグの、分割前のヤーンプリプレグの端部に相当する箇所同士を一体化するに際し、前記分割プリプレグを加熱して融着させ、直後に加圧、冷却して前記細幅プリプレグの断面を矩形形状に成形する、請求項1または2に記載の細幅プリプレグの製造方法。
【請求項4】
繊維が一方向に引き揃えられた繊維束を繊維方向に分割して分割繊維束とし、該分割繊維束の、分割前の前記繊維束の端部に相当する箇所同士を一体化し一体化繊維束とすると同時もしくはその後に、樹脂を含浸して細幅プリプレグとする、細幅プリプレグの製造方法。
【請求項5】
前記分割繊維束の、分割前の繊維束の端部に相当する箇所同士を一体化するに際し、前記分割前の繊維束の端部に相当する箇所同士をオーバーラップさせて、前記分割繊維束同士を一体化させる、請求項4に記載の細幅プリプレグの製造方法。
【請求項6】
前記一体化繊維束に樹脂を含浸した直後に加圧、冷却して前記細幅プリプレグの断面を矩形形状に成形する、請求項4または5に記載の細幅プリプレグの製造方法。
【請求項7】
前記細幅プリプレグの幅が1〜150mmの範囲内であり、幅精度が0.1mm以下である、請求項1から6のいずれかに記載の細幅プリプレグの製造方法。
【請求項8】
前記繊維束が炭素繊維であり、該炭素繊維の本数が3000〜50000である、請求項1から7のいずれかに記載の細幅プリプレグの製造方法。
【請求項9】
前記樹脂がエポキシ樹脂であり、前記細幅プリプレグの繊維含有率が55〜70%である、請求項1から8のいずれかに記載の細幅プリプレグの製造方法。
【請求項10】
請求項1から9のいずれかに記載の方法で製造された細幅プリプレグを成形して得られる、繊維強化プラスチック。
【図1】



【図2】

【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−167252(P2012−167252A)
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願番号】特願2012−2764(P2012−2764)
【出願日】平成24年1月11日(2012.1.11)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願日】平成24年1月11日(2012.1.11)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]