
細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤ
【課題】3電極以上の細径多電極サブマージアーク溶接に用いて好適な、径3.2mm以下の溶接金属の低温靭性に優れるフラックス入り溶接ワイヤを提供する。
【解決手段】ワイヤ全成分組成が質量%で、C:0.04〜0.22%、Si:0.1〜0.6%、Mn:1.0〜3.0%、Ti:0.01〜0.25%、REM:0.01〜0.5%、更に、Ni:10.0%以下、Mo:3.0%以下の1種又は2種を含有し、必要に応じて、B2O3;0.1〜0.5%、Cu:0.5%以下を含有し、残部がFeおよび不可避的不純物からなり、ワイヤ全質量に対するメタル系フラックス成分の質量比(充填率)が10〜40%であるフラックス入り溶接ワイヤ。
【解決手段】ワイヤ全成分組成が質量%で、C:0.04〜0.22%、Si:0.1〜0.6%、Mn:1.0〜3.0%、Ti:0.01〜0.25%、REM:0.01〜0.5%、更に、Ni:10.0%以下、Mo:3.0%以下の1種又は2種を含有し、必要に応じて、B2O3;0.1〜0.5%、Cu:0.5%以下を含有し、残部がFeおよび不可避的不純物からなり、ワイヤ全質量に対するメタル系フラックス成分の質量比(充填率)が10〜40%であるフラックス入り溶接ワイヤ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、天然ガス等の用途に供される高強度大径溶接鋼管の製管溶接に使用されるフラックス入り溶接ワイヤに関し、特に3電極以上の細径多電極サブマージアーク溶接に用いて好適な、径3.2mm以下のものに関する。
【背景技術】
【0002】
近年、天然ガス、あるいは原油輸送用パイプラインのトータルコスト削減のため、操業圧力の高圧化とともに使用鋼材量の低減と現地溶接施工コスト削減が可能な高強度大径鋼管の適用が検討され始めている。このような溶接鋼管は、その溶接部の品質が優れていること、溶接ビード概観が美麗であること、また、大入熱での高速溶接が可能であること等の特長から、一般的にサブマージアーク溶接による内外面からの両面一層溶接によって製造される。また、適用される鋼管の高強度化、あるいは厚肉化、といった要求は強く、かかる要求を満足させるための鋼管、溶接方法、溶接材料開発は極めて重要な技術である。
【0003】
しかしながら、上述した高強度材、あるいは厚肉材の溶接部においては、その機械的特性、特に溶接熱影響部(以下、HAZと記載する。)の低温靱性の確保が困難である、という事例がしばしば散見されることがある。これは、材料に要求される強度特性を満足させるために鋼板に高い化学成分を有せざるを得ず、また、一般的な多電極両面一層サブマージアーク溶接による熱影響が比較的大きいために起こる問題であり、それを解決するために鋼管組成に係わる発明、溶接方法の発明が多数、提案されている。
【0004】
中でも、例えば特許文献1、特許文献2などで開示されている、細径ワイヤを用いた多電極サブマージアーク溶接方法(以下、細径SAWと記載することとする。)は、細径ワイヤの適用による電流密度増加効果と深溶込み特性によって得られる溶接入熱の低減効果により、適用される鋼管の化学成分を変更することなく所定のHAZ靱性を得ることが可能な溶接方法であり、上述したような高強度・厚肉鋼管のみならず、比較的低強度材であっても厳しい低温靱性が要求される鋼管などでもその靱性向上効果が期待できることから、今後適用の拡大が見込まれている。
【0005】
細径SAWに適用される溶接材料は、中実のソリッドワイヤもしくは中空構造内にフラックス成分を充填したフラックス入りワイヤのいずれかを用いる。高強度・厚肉鋼管、あるいは低温靱性が要求される鋼管用溶接ワイヤは、その機械的特性、特に低温靱性を確保するために、Ni、Mo等の合金元素が添加されるが、高合金系のソリッドワイヤは一般的に強度が高くなる。そのため、線引き・縮径工程の生産性が極めて悪く、縮径工程途中に軟化熱処理を実施せざるを得ず、熱処理を実施した場合においても表面にヒビ、割れ等が発生してしまう場合もあり、さらに縮径加工が厳しくなる細径SAW用溶接ワイヤでは、その生産性・経済性が著しく低下する。
【0006】
一方、フラックス入りワイヤは中空の鋼製外皮内に金属(合金)粉、フラックス成分等を充填して製造されるためにソリッドワイヤ製造時のようなワイヤ伸線時の加工硬化の問題がなく、ソリッドワイヤ製造時のような加工硬化に伴う製造性の低下は細径、且つ高合金系ワイヤであっても基本的に小さく、生産性・経済性に優れ、特許文献3、4では、サブマージアーク溶接用のフラックス入りワイヤが開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2003−33876号公報
【特許文献2】特開2006−263814号公報
【特許文献3】特開昭48−85443号公報
【特許文献4】特開昭61−242791号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
既述したように、合金成分を多く含むことが必要な高強度鋼管用溶接ワイヤはその生産性の観点からフラックス入りワイヤが望ましい。特に、細径(3.2mm以下)溶接ワイヤを使用した多電極サブマージアーク溶接方法はワイヤの細径化による電流密度向上効果により、投入される溶接入熱を低減した場合でも深い板厚方向の溶け込みが得られるために高強度鋼管であってもHAZ靱性の確保が容易となるため、細径フラックス入りワイヤの適用が望ましい。
【0009】
しかしながら、フラックス入りワイヤの場合、充填剤の均質性に起因する化学成分の変動が、溶製によって製造されるソリッドワイヤに比してやや大きいことや、充填される合金成分・フラックス成分に起因して、溶接金属の酸素量がやや上がりやすくなる傾向にあり、溶接金属部の酸素量増大に伴う低温靱性の低下が懸念されている。
【0010】
フラックス入りワイヤの特徴として、充填剤に含有される酸化物や結晶水などの影響により、ソリッドワイヤと比較してイニシャルの酸素量が高くなる傾向があること、また、細径SAWの特長である入熱量の低減により、一般的なSAW溶接と比較して溶融部の凝固速度が速くなるため、溶融池内の脱酸反応、脱酸生成物の浮上が十分に促進されず、溶接金属部の酸素量が増大する傾向にある。
【0011】
溶接金属部の低酸素化、もしくはある程度酸素が高い状況下であっても靱性確保が可能な組成を有するフラックス入りワイヤが渇望されているが、現在、未だ達成されている事例はない。
【0012】
そこで、本発明は、細径多電極サブマージ溶接において、優れた溶接金属部特性が得られ、且つ経済生産性に優れた細径多電極サブマージ溶接用フラックス入りワイヤを提供することを目的とする。
【課題を解決するための手段】
【0013】
一般的に高強度鋼溶接金属部の靱性は、酸素量を低減させることにより向上する傾向がある。溶接金属部の酸素量は適用される母材および溶接ワイヤの組成、含まれる脱酸元素の量、散布されるフラックスの組成比・塩基度、溶接条件(電流、電圧、速度等)といった多様な支配因子の元で決定されるため、その制御は極めて困難である。
【0014】
本発明者らは上記課題を解決するため、鋭意検討を行い、溶接ワイヤの製造にあたって炉溶解工程を必要としないというフラックス入りワイヤの製造工程の特長を活かすことで製造することが可能な、REMを比較的多く含有したフラックス入りワイヤの場合、酸素量がある程度多く含まれる溶接金属においても、低温靱性の確保が可能であるという新たな知見を見出した。
【0015】
本発明は上記知見をもとに更に検討を加えてなされたもので、すなわち、本発明は、
1. 3電極以上の多電極サブマージアーク溶接に使用されるメタル系フラックス入りワイヤであって、径3.2mm以下、且つ、鋼製外皮およびフラックス成分の合計がワイヤ全質量%で、C:0.04〜0.22%、Si:0.1〜0.6%、Mn:1.0〜3.0%、Ti:0.01〜0.25%、REM:0.01〜0.5%、更に、Ni:10.0%以下、Mo:3.0%以下の1種又は2種を含有し、残部がFeおよび不可避的不純物からなり、ワイヤ全質量に対するメタル系フラックス成分の質量比(充填率)が10〜40%であることを特徴とする、細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤ。
2.鋼製外皮およびフラックス成分の合計がワイヤ全質量%で、更に、質量%で、B2O3;0.1〜0.5%、Cu:0.5%以下、Cr:1.0%以下、V:0.1%以下、Nb:0.05%以下の1種または2種以上を含有することを特徴とする、1記載の細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤ。
3.1または2記載の細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤを用いた細径多電極サブマージアーク溶接方法。
4.製管溶接に1または2記載の細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤを用いて製造した溶接鋼管。
【発明の効果】
【0016】
本発明によれば、溶接金属部の靭性に優れた細径多電極サブマージアーク溶接用溶接ワイヤが得られることから、天然ガス、原油輸送用高強度ラインパイプ、構造用高強度鋼管等、高強度と低温靱性が要求される溶接鋼管を、細径多電極サブマージアーク溶接を適用して優れた生産性・経済性の元に製造することが可能となり、産業上極めて有用である。
【図面の簡単な説明】
【0017】
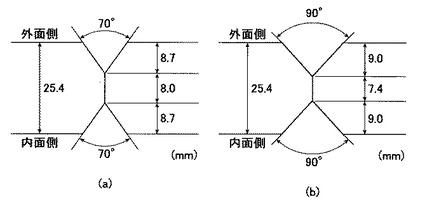
【図1】評価継手作製用の開先形状を示す図で(a)は細径ワイヤを用いた場合、(b)は4.0mmφワイヤを用いた場合の開先形状を示す。
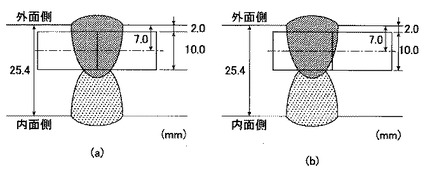
【図2】シャルピー衝撃試験片の採取要領を説明する図。
【発明を実施するための形態】
【0018】
本発明では、メタル系フラックス入りワイヤの、鋼製外皮とメタル系フラックスの合計の成分組成(以下、ワイヤ全成分組成)と、ワイヤ全質量に対するメタル系フラックス成分の質量比(充填率%)を規定する。
[ワイヤ全成分組成]
以下の説明において%は質量%とする。
C:0.04〜0.22%
Cは強化元素として溶接金属部の強度確保のため、また、アーク雰囲気下でのCOガス生成反応により、溶接金属部の酸素量を低下させる効果と、発生するCOガスのシールド効果により溶接金属部へのNの巻き込み混入を防ぐ効果の複合効果を有する極めて重要な元素である。
【0019】
含有量0.04%未満ではCOガス生成に起因する効果が得られず、また、高強度鋼への適用を想定した場合には強度不足を引き起こす。一方、含有量が0.22%を超える場合、溶接金属部組織がマルテンサイトなどの焼入組織となり、靱性が低下する。従って、0.04〜0.22%に規定する。
【0020】
Si:0.1〜0.6%
Siは強化元素として溶接金属部の強度確保のため、また、脱酸能を有するために、溶接金属部の酸素量を低下させる効果を有する。0.1%未満ではこの効果は不十分で、一方、0.6%を超えて含有すると溶接金属中にM−A(Martensite−Austenite constituent)の生成を助長させて、靱性が低下する。従って、0.1〜0.6%に規定する。
【0021】
Mn:1.0〜3.0%
Mnは焼入性を向上させることにより、溶接金属の強度確保に寄与する。他の合金成分に比較して安価であることから、溶接金属の強度確保のため積極的に含有させることが可能である。1.0%未満では、焼入性が不足するため溶接金属部の強度が低下する。一方、3.0%を超えると焼入性が過剰となり、靱性が低下する。従って、1.0〜3.0%に規定する。
【0022】
Ni:10.0%以下、Mo:3.0%以下の1種又は2種
Niは焼入性向上により溶接金属部の強度確保に寄与すると共に、靱性向上に有効に作用する。含有量が10.0%を超えると靱性向上効果が飽和するとともに、溶接条件等によっては溶接金属部の高温割れを助長させる場合があるため、添加する場合は、10.0%以下に規定する。
【0023】
Moは焼入性向上により溶接金属部の強度を向上させるが、3.0%を超えると、焼入性が過剰となり、靱性低下を助長させる場合があるため、添加する場合は、3.0%以下に規定する。
【0024】
Ti:0.01〜0.25%
Tiは脱酸元素として溶接金属部の低酸素化に効果を有する。また、Ti酸化物やTi窒化物を溶接金属内に生成し、靱性向上に寄与するため、0.01%以上を含有させる。一方、0.25%を超えて含有した場合、Ti炭化物の生成が助長され、靱性を著しく低下させるようになるため、0.01〜0.25%に規定する。
【0025】
REM:0.01〜0.5%
REMは本発明において最も重要な元素であり、その効果および限定理由は以下の通りである。REMは主にCe、La等のアルカリ土類金属で構成され、比較的強い脱酸能を有する。また、REMの脱酸生成物はAl酸化物等の凝集しやすい酸化物と異なり、一部は酸硫化物として微細に生成することも知られている。この微細に分散した酸硫化物によるミクロ組織の微細化効果を利用し、例えば大入熱溶接用鋼板等では数十ppmのREMを添加し、その靱性を向上される試みがなされている。
【0026】
一方、溶接金属で同様の効果を達成させるためには、溶接ワイヤの溶融、再凝固過程においてREMの歩留まりが著しく低いために、予め溶接ワイヤに多量のREMを添加しておく必要があるが、一般的なソリッドワイヤの場合、その溶製段階で多量のREMを添加することは、製鋼時のノズル閉塞やビレットの割れ助長など、種々の製造性低下を助長するために現実性は極めて乏しい。一方、フラックス入りワイヤの場合、充填剤の中に直接REMを含有させることが可能であることから、溶接時の低い歩留まり率であっても溶接金属内に十分REM酸硫化物を残すことが可能となる。しかしながら含有量が0.01%未満では溶接金属内にREMが歩留まらず、一方、0.5%を越えて過剰に添加すると逆に酸硫化物の量が多くなり過ぎ、靱性低下を引き起こす。従ってREM含有量は0.01〜0.5%に規定する。
【0027】
メタル系フラックスの充填率:10〜40%
メタル系フラックス成分の充填率が10%未満の場合、成型が困難になるとともに、強度靱性を確保するための合金成分が不足する。一方、充填率が40%を超える場合、溶接ワイヤの伸線性が低下し、工程途上での断線など製造性が阻害されるため、10〜40%に規定する。なお、充填率(%)は、ワイヤ全質量に対するメタル系フラックス成分の質量比で、メタル系フラックス/ワイヤ全質量(=鋼製外皮+メタル系フラックス)×100(%)とする。
【0028】
以上が、本発明の基本構成であるが、更に特性を向上させる場合、ワイヤ全成分組成に更に、B2O3;0.1〜0.5%、Cu:0.5%以下、Cr:1.0%以下、V:0.1%以下、Nb:0.05%以下の1種または2種以上を含有することが可能である。
【0029】
B2O3;0.1〜0.5%
B2O3はアーク中で解離し、Bを溶接金属に供給する。溶接金属部の焼入性を向上させて強度を高くし、粒界フェライトの生成抑制により靭性を向上させる場合にフラックス成分として含有させるが、0.1%未満では歩留まりが低いためにBが溶接金属内に残存せず上記の効果が得られず、一方、0.5%を超えて含有させると溶接金属のBが過剰となって、靱性低下や、高温割れを助長するため、0.1〜0.5%とする。
【0030】
Cu:0.5%以下、Cr:1.0%以下、V:0.1%以下、Nb:0.05%以下
Cu、Cr、V、Nbは溶接金属部の強度を向上させる場合に含有させるが、過剰に含有すると、靭性が低下するようになるので、Cu:0.5%以下、Cr:1.0%以下、V:0.1%以下、Nb:0.05%以下とする。以下、本発明の効果を実施例により詳細に説明する。
【実施例】
【0031】
軟鋼帯鋼をU型に成型加工し、その内部に予め成分調整を行った種々の成分組成のメタル系フラックスを充填、O型にラップ成型後、伸線、焼鈍工程により溶接ワイヤを作製した。なお、ワイヤ径は本発明範囲内である2.4、3.2mm径の細径ワイヤを基本とし、一部、比較例として一般的なサブマージアーク溶接で多く適用されている4.0mm径を追加した。表1に軟鋼帯鋼の寸法と成分組成を、表2にワイヤ全成分組成(鋼製外皮とメタル系フラックスの合計の成分組成)を示す。
【0032】
【表1】

【0033】
【表2】
【0034】
得られた溶接ワイヤと溶融型フラックスを組合わせて、図1に示す開先形状を設けた厚鋼板(板厚25.4mm)の継手を両面1層サブマージアーク溶接で溶接した。表3に溶融型フラックスの成分組成を、表4に溶接条件を示す。細径ワイヤを適用する場合、板厚方向の溶込深さが大きくなることから、同じ板厚であっても開先断面積を小さく、溶接入熱を小さくすることが可能である。
【0035】
【表3】
【0036】
【表4】
【0037】
得られた溶接継手の溶接部靭性をシャルピー衝撃試験で評価した。シャルピー衝撃試験は図2に示すように、外面側鋼板表面下7mm位置を中心に、シャルピー衝撃試験片(JIS Z2202 4号)を採取し、切欠位置は、(a)溶接金属部中心、および(b)溶融線部(溶接金属と熱影響部の割合がそれぞれ50%となる位置)とし、試験温度−30℃での吸収エネルギー(10本平均値)を求めた。吸収エネルギーは100J以上であれば良好と規定した。評価結果をまとめて表5に記載する。
【0038】
【表5】
【0039】
表5より、本発明からなる細径SAW溶接用溶接ワイヤを用いた継手(A1〜A22)では、溶接金属部、および溶融線部の低温靱性が極めて良好であることが明らかである。
【0040】
これに対して、溶接ワイヤの化学組成、もしくはフラックスの充填率が、本発明で規定した範囲を逸脱する比較例(B1〜B12)の場合、細径多電極溶接の適用により溶接入熱が低減されているために、溶融線部の低温靱性は良好であるものの、溶接金属部の靱性が低くなったり(B1〜B10)、ワイヤの製造性が低下し、ワイヤの製造中あるいは溶接実施中にワイヤの折れ曲がり(B11)、もしくは断線などが発生した(B12)。
【0041】
さらに、通常の4.0mmφワイヤを用いた比較例(B13〜B15)の場合、溶接金属部靱性は所定の性能を満足するが、入熱が過多となるために溶融線部の低温靱性が低い結果が得られた。
【技術分野】
【0001】
本発明は、天然ガス等の用途に供される高強度大径溶接鋼管の製管溶接に使用されるフラックス入り溶接ワイヤに関し、特に3電極以上の細径多電極サブマージアーク溶接に用いて好適な、径3.2mm以下のものに関する。
【背景技術】
【0002】
近年、天然ガス、あるいは原油輸送用パイプラインのトータルコスト削減のため、操業圧力の高圧化とともに使用鋼材量の低減と現地溶接施工コスト削減が可能な高強度大径鋼管の適用が検討され始めている。このような溶接鋼管は、その溶接部の品質が優れていること、溶接ビード概観が美麗であること、また、大入熱での高速溶接が可能であること等の特長から、一般的にサブマージアーク溶接による内外面からの両面一層溶接によって製造される。また、適用される鋼管の高強度化、あるいは厚肉化、といった要求は強く、かかる要求を満足させるための鋼管、溶接方法、溶接材料開発は極めて重要な技術である。
【0003】
しかしながら、上述した高強度材、あるいは厚肉材の溶接部においては、その機械的特性、特に溶接熱影響部(以下、HAZと記載する。)の低温靱性の確保が困難である、という事例がしばしば散見されることがある。これは、材料に要求される強度特性を満足させるために鋼板に高い化学成分を有せざるを得ず、また、一般的な多電極両面一層サブマージアーク溶接による熱影響が比較的大きいために起こる問題であり、それを解決するために鋼管組成に係わる発明、溶接方法の発明が多数、提案されている。
【0004】
中でも、例えば特許文献1、特許文献2などで開示されている、細径ワイヤを用いた多電極サブマージアーク溶接方法(以下、細径SAWと記載することとする。)は、細径ワイヤの適用による電流密度増加効果と深溶込み特性によって得られる溶接入熱の低減効果により、適用される鋼管の化学成分を変更することなく所定のHAZ靱性を得ることが可能な溶接方法であり、上述したような高強度・厚肉鋼管のみならず、比較的低強度材であっても厳しい低温靱性が要求される鋼管などでもその靱性向上効果が期待できることから、今後適用の拡大が見込まれている。
【0005】
細径SAWに適用される溶接材料は、中実のソリッドワイヤもしくは中空構造内にフラックス成分を充填したフラックス入りワイヤのいずれかを用いる。高強度・厚肉鋼管、あるいは低温靱性が要求される鋼管用溶接ワイヤは、その機械的特性、特に低温靱性を確保するために、Ni、Mo等の合金元素が添加されるが、高合金系のソリッドワイヤは一般的に強度が高くなる。そのため、線引き・縮径工程の生産性が極めて悪く、縮径工程途中に軟化熱処理を実施せざるを得ず、熱処理を実施した場合においても表面にヒビ、割れ等が発生してしまう場合もあり、さらに縮径加工が厳しくなる細径SAW用溶接ワイヤでは、その生産性・経済性が著しく低下する。
【0006】
一方、フラックス入りワイヤは中空の鋼製外皮内に金属(合金)粉、フラックス成分等を充填して製造されるためにソリッドワイヤ製造時のようなワイヤ伸線時の加工硬化の問題がなく、ソリッドワイヤ製造時のような加工硬化に伴う製造性の低下は細径、且つ高合金系ワイヤであっても基本的に小さく、生産性・経済性に優れ、特許文献3、4では、サブマージアーク溶接用のフラックス入りワイヤが開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2003−33876号公報
【特許文献2】特開2006−263814号公報
【特許文献3】特開昭48−85443号公報
【特許文献4】特開昭61−242791号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
既述したように、合金成分を多く含むことが必要な高強度鋼管用溶接ワイヤはその生産性の観点からフラックス入りワイヤが望ましい。特に、細径(3.2mm以下)溶接ワイヤを使用した多電極サブマージアーク溶接方法はワイヤの細径化による電流密度向上効果により、投入される溶接入熱を低減した場合でも深い板厚方向の溶け込みが得られるために高強度鋼管であってもHAZ靱性の確保が容易となるため、細径フラックス入りワイヤの適用が望ましい。
【0009】
しかしながら、フラックス入りワイヤの場合、充填剤の均質性に起因する化学成分の変動が、溶製によって製造されるソリッドワイヤに比してやや大きいことや、充填される合金成分・フラックス成分に起因して、溶接金属の酸素量がやや上がりやすくなる傾向にあり、溶接金属部の酸素量増大に伴う低温靱性の低下が懸念されている。
【0010】
フラックス入りワイヤの特徴として、充填剤に含有される酸化物や結晶水などの影響により、ソリッドワイヤと比較してイニシャルの酸素量が高くなる傾向があること、また、細径SAWの特長である入熱量の低減により、一般的なSAW溶接と比較して溶融部の凝固速度が速くなるため、溶融池内の脱酸反応、脱酸生成物の浮上が十分に促進されず、溶接金属部の酸素量が増大する傾向にある。
【0011】
溶接金属部の低酸素化、もしくはある程度酸素が高い状況下であっても靱性確保が可能な組成を有するフラックス入りワイヤが渇望されているが、現在、未だ達成されている事例はない。
【0012】
そこで、本発明は、細径多電極サブマージ溶接において、優れた溶接金属部特性が得られ、且つ経済生産性に優れた細径多電極サブマージ溶接用フラックス入りワイヤを提供することを目的とする。
【課題を解決するための手段】
【0013】
一般的に高強度鋼溶接金属部の靱性は、酸素量を低減させることにより向上する傾向がある。溶接金属部の酸素量は適用される母材および溶接ワイヤの組成、含まれる脱酸元素の量、散布されるフラックスの組成比・塩基度、溶接条件(電流、電圧、速度等)といった多様な支配因子の元で決定されるため、その制御は極めて困難である。
【0014】
本発明者らは上記課題を解決するため、鋭意検討を行い、溶接ワイヤの製造にあたって炉溶解工程を必要としないというフラックス入りワイヤの製造工程の特長を活かすことで製造することが可能な、REMを比較的多く含有したフラックス入りワイヤの場合、酸素量がある程度多く含まれる溶接金属においても、低温靱性の確保が可能であるという新たな知見を見出した。
【0015】
本発明は上記知見をもとに更に検討を加えてなされたもので、すなわち、本発明は、
1. 3電極以上の多電極サブマージアーク溶接に使用されるメタル系フラックス入りワイヤであって、径3.2mm以下、且つ、鋼製外皮およびフラックス成分の合計がワイヤ全質量%で、C:0.04〜0.22%、Si:0.1〜0.6%、Mn:1.0〜3.0%、Ti:0.01〜0.25%、REM:0.01〜0.5%、更に、Ni:10.0%以下、Mo:3.0%以下の1種又は2種を含有し、残部がFeおよび不可避的不純物からなり、ワイヤ全質量に対するメタル系フラックス成分の質量比(充填率)が10〜40%であることを特徴とする、細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤ。
2.鋼製外皮およびフラックス成分の合計がワイヤ全質量%で、更に、質量%で、B2O3;0.1〜0.5%、Cu:0.5%以下、Cr:1.0%以下、V:0.1%以下、Nb:0.05%以下の1種または2種以上を含有することを特徴とする、1記載の細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤ。
3.1または2記載の細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤを用いた細径多電極サブマージアーク溶接方法。
4.製管溶接に1または2記載の細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤを用いて製造した溶接鋼管。
【発明の効果】
【0016】
本発明によれば、溶接金属部の靭性に優れた細径多電極サブマージアーク溶接用溶接ワイヤが得られることから、天然ガス、原油輸送用高強度ラインパイプ、構造用高強度鋼管等、高強度と低温靱性が要求される溶接鋼管を、細径多電極サブマージアーク溶接を適用して優れた生産性・経済性の元に製造することが可能となり、産業上極めて有用である。
【図面の簡単な説明】
【0017】
【図1】評価継手作製用の開先形状を示す図で(a)は細径ワイヤを用いた場合、(b)は4.0mmφワイヤを用いた場合の開先形状を示す。
【図2】シャルピー衝撃試験片の採取要領を説明する図。
【発明を実施するための形態】
【0018】
本発明では、メタル系フラックス入りワイヤの、鋼製外皮とメタル系フラックスの合計の成分組成(以下、ワイヤ全成分組成)と、ワイヤ全質量に対するメタル系フラックス成分の質量比(充填率%)を規定する。
[ワイヤ全成分組成]
以下の説明において%は質量%とする。
C:0.04〜0.22%
Cは強化元素として溶接金属部の強度確保のため、また、アーク雰囲気下でのCOガス生成反応により、溶接金属部の酸素量を低下させる効果と、発生するCOガスのシールド効果により溶接金属部へのNの巻き込み混入を防ぐ効果の複合効果を有する極めて重要な元素である。
【0019】
含有量0.04%未満ではCOガス生成に起因する効果が得られず、また、高強度鋼への適用を想定した場合には強度不足を引き起こす。一方、含有量が0.22%を超える場合、溶接金属部組織がマルテンサイトなどの焼入組織となり、靱性が低下する。従って、0.04〜0.22%に規定する。
【0020】
Si:0.1〜0.6%
Siは強化元素として溶接金属部の強度確保のため、また、脱酸能を有するために、溶接金属部の酸素量を低下させる効果を有する。0.1%未満ではこの効果は不十分で、一方、0.6%を超えて含有すると溶接金属中にM−A(Martensite−Austenite constituent)の生成を助長させて、靱性が低下する。従って、0.1〜0.6%に規定する。
【0021】
Mn:1.0〜3.0%
Mnは焼入性を向上させることにより、溶接金属の強度確保に寄与する。他の合金成分に比較して安価であることから、溶接金属の強度確保のため積極的に含有させることが可能である。1.0%未満では、焼入性が不足するため溶接金属部の強度が低下する。一方、3.0%を超えると焼入性が過剰となり、靱性が低下する。従って、1.0〜3.0%に規定する。
【0022】
Ni:10.0%以下、Mo:3.0%以下の1種又は2種
Niは焼入性向上により溶接金属部の強度確保に寄与すると共に、靱性向上に有効に作用する。含有量が10.0%を超えると靱性向上効果が飽和するとともに、溶接条件等によっては溶接金属部の高温割れを助長させる場合があるため、添加する場合は、10.0%以下に規定する。
【0023】
Moは焼入性向上により溶接金属部の強度を向上させるが、3.0%を超えると、焼入性が過剰となり、靱性低下を助長させる場合があるため、添加する場合は、3.0%以下に規定する。
【0024】
Ti:0.01〜0.25%
Tiは脱酸元素として溶接金属部の低酸素化に効果を有する。また、Ti酸化物やTi窒化物を溶接金属内に生成し、靱性向上に寄与するため、0.01%以上を含有させる。一方、0.25%を超えて含有した場合、Ti炭化物の生成が助長され、靱性を著しく低下させるようになるため、0.01〜0.25%に規定する。
【0025】
REM:0.01〜0.5%
REMは本発明において最も重要な元素であり、その効果および限定理由は以下の通りである。REMは主にCe、La等のアルカリ土類金属で構成され、比較的強い脱酸能を有する。また、REMの脱酸生成物はAl酸化物等の凝集しやすい酸化物と異なり、一部は酸硫化物として微細に生成することも知られている。この微細に分散した酸硫化物によるミクロ組織の微細化効果を利用し、例えば大入熱溶接用鋼板等では数十ppmのREMを添加し、その靱性を向上される試みがなされている。
【0026】
一方、溶接金属で同様の効果を達成させるためには、溶接ワイヤの溶融、再凝固過程においてREMの歩留まりが著しく低いために、予め溶接ワイヤに多量のREMを添加しておく必要があるが、一般的なソリッドワイヤの場合、その溶製段階で多量のREMを添加することは、製鋼時のノズル閉塞やビレットの割れ助長など、種々の製造性低下を助長するために現実性は極めて乏しい。一方、フラックス入りワイヤの場合、充填剤の中に直接REMを含有させることが可能であることから、溶接時の低い歩留まり率であっても溶接金属内に十分REM酸硫化物を残すことが可能となる。しかしながら含有量が0.01%未満では溶接金属内にREMが歩留まらず、一方、0.5%を越えて過剰に添加すると逆に酸硫化物の量が多くなり過ぎ、靱性低下を引き起こす。従ってREM含有量は0.01〜0.5%に規定する。
【0027】
メタル系フラックスの充填率:10〜40%
メタル系フラックス成分の充填率が10%未満の場合、成型が困難になるとともに、強度靱性を確保するための合金成分が不足する。一方、充填率が40%を超える場合、溶接ワイヤの伸線性が低下し、工程途上での断線など製造性が阻害されるため、10〜40%に規定する。なお、充填率(%)は、ワイヤ全質量に対するメタル系フラックス成分の質量比で、メタル系フラックス/ワイヤ全質量(=鋼製外皮+メタル系フラックス)×100(%)とする。
【0028】
以上が、本発明の基本構成であるが、更に特性を向上させる場合、ワイヤ全成分組成に更に、B2O3;0.1〜0.5%、Cu:0.5%以下、Cr:1.0%以下、V:0.1%以下、Nb:0.05%以下の1種または2種以上を含有することが可能である。
【0029】
B2O3;0.1〜0.5%
B2O3はアーク中で解離し、Bを溶接金属に供給する。溶接金属部の焼入性を向上させて強度を高くし、粒界フェライトの生成抑制により靭性を向上させる場合にフラックス成分として含有させるが、0.1%未満では歩留まりが低いためにBが溶接金属内に残存せず上記の効果が得られず、一方、0.5%を超えて含有させると溶接金属のBが過剰となって、靱性低下や、高温割れを助長するため、0.1〜0.5%とする。
【0030】
Cu:0.5%以下、Cr:1.0%以下、V:0.1%以下、Nb:0.05%以下
Cu、Cr、V、Nbは溶接金属部の強度を向上させる場合に含有させるが、過剰に含有すると、靭性が低下するようになるので、Cu:0.5%以下、Cr:1.0%以下、V:0.1%以下、Nb:0.05%以下とする。以下、本発明の効果を実施例により詳細に説明する。
【実施例】
【0031】
軟鋼帯鋼をU型に成型加工し、その内部に予め成分調整を行った種々の成分組成のメタル系フラックスを充填、O型にラップ成型後、伸線、焼鈍工程により溶接ワイヤを作製した。なお、ワイヤ径は本発明範囲内である2.4、3.2mm径の細径ワイヤを基本とし、一部、比較例として一般的なサブマージアーク溶接で多く適用されている4.0mm径を追加した。表1に軟鋼帯鋼の寸法と成分組成を、表2にワイヤ全成分組成(鋼製外皮とメタル系フラックスの合計の成分組成)を示す。
【0032】
【表1】
【0033】
【表2】
【0034】
得られた溶接ワイヤと溶融型フラックスを組合わせて、図1に示す開先形状を設けた厚鋼板(板厚25.4mm)の継手を両面1層サブマージアーク溶接で溶接した。表3に溶融型フラックスの成分組成を、表4に溶接条件を示す。細径ワイヤを適用する場合、板厚方向の溶込深さが大きくなることから、同じ板厚であっても開先断面積を小さく、溶接入熱を小さくすることが可能である。
【0035】
【表3】
【0036】
【表4】
【0037】
得られた溶接継手の溶接部靭性をシャルピー衝撃試験で評価した。シャルピー衝撃試験は図2に示すように、外面側鋼板表面下7mm位置を中心に、シャルピー衝撃試験片(JIS Z2202 4号)を採取し、切欠位置は、(a)溶接金属部中心、および(b)溶融線部(溶接金属と熱影響部の割合がそれぞれ50%となる位置)とし、試験温度−30℃での吸収エネルギー(10本平均値)を求めた。吸収エネルギーは100J以上であれば良好と規定した。評価結果をまとめて表5に記載する。
【0038】
【表5】
【0039】
表5より、本発明からなる細径SAW溶接用溶接ワイヤを用いた継手(A1〜A22)では、溶接金属部、および溶融線部の低温靱性が極めて良好であることが明らかである。
【0040】
これに対して、溶接ワイヤの化学組成、もしくはフラックスの充填率が、本発明で規定した範囲を逸脱する比較例(B1〜B12)の場合、細径多電極溶接の適用により溶接入熱が低減されているために、溶融線部の低温靱性は良好であるものの、溶接金属部の靱性が低くなったり(B1〜B10)、ワイヤの製造性が低下し、ワイヤの製造中あるいは溶接実施中にワイヤの折れ曲がり(B11)、もしくは断線などが発生した(B12)。
【0041】
さらに、通常の4.0mmφワイヤを用いた比較例(B13〜B15)の場合、溶接金属部靱性は所定の性能を満足するが、入熱が過多となるために溶融線部の低温靱性が低い結果が得られた。
【特許請求の範囲】
【請求項1】
3電極以上の多電極サブマージアーク溶接に使用されるメタル系フラックス入りワイヤであって、径3.2mm以下、且つ、鋼製外皮およびフラックス成分の合計がワイヤ全質量%で、C:0.04〜0.22%、Si:0.1〜0.6%、Mn:1.0〜3.0%、Ti:0.01〜0.25%、REM:0.01〜0.5%、更に、Ni:10.0%以下、Mo:3.0%以下の1種又は2種を含有し、残部がFeおよび不可避的不純物からなり、ワイヤ全質量に対するメタル系フラックス成分の質量比(充填率)が10〜40%であることを特徴とする、細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤ。
【請求項2】
鋼製外皮およびフラックス成分の合計がワイヤ全質量%で、更に、質量%で、B2O3;0.1〜0.5%、Cu:0.5%以下、Cr:1.0%以下、V:0.1%以下、Nb:0.05%以下の1種または2種以上を含有することを特徴とする、請求項1記載の細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤ。
【請求項3】
請求項1または2記載の細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤを用いた細径多電極サブマージアーク溶接方法。
【請求項4】
製管溶接に請求項1または2記載の細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤを用いて製造した溶接鋼管。
【請求項1】
3電極以上の多電極サブマージアーク溶接に使用されるメタル系フラックス入りワイヤであって、径3.2mm以下、且つ、鋼製外皮およびフラックス成分の合計がワイヤ全質量%で、C:0.04〜0.22%、Si:0.1〜0.6%、Mn:1.0〜3.0%、Ti:0.01〜0.25%、REM:0.01〜0.5%、更に、Ni:10.0%以下、Mo:3.0%以下の1種又は2種を含有し、残部がFeおよび不可避的不純物からなり、ワイヤ全質量に対するメタル系フラックス成分の質量比(充填率)が10〜40%であることを特徴とする、細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤ。
【請求項2】
鋼製外皮およびフラックス成分の合計がワイヤ全質量%で、更に、質量%で、B2O3;0.1〜0.5%、Cu:0.5%以下、Cr:1.0%以下、V:0.1%以下、Nb:0.05%以下の1種または2種以上を含有することを特徴とする、請求項1記載の細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤ。
【請求項3】
請求項1または2記載の細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤを用いた細径多電極サブマージアーク溶接方法。
【請求項4】
製管溶接に請求項1または2記載の細径多電極サブマージアーク溶接用フラックス入り溶接ワイヤを用いて製造した溶接鋼管。
【図1】

【図2】
【図2】
【公開番号】特開2011−206828(P2011−206828A)
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願番号】特願2010−78220(P2010−78220)
【出願日】平成22年3月30日(2010.3.30)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願日】平成22年3月30日(2010.3.30)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]