
細胞培養容器とその製造方法
【課題】本発明は細胞培養基材から細胞シートを安定的に剥離することが可能な細胞培養容器を提供することを目的とする。
【解決手段】本発明の細胞培養容器は、支持体と、細胞接着性が改変可能な機能性層を備える細胞培養基材と、前記支持体と前記細胞培養基材とを接合する接合部と、を備え、前記接合部は、細胞非接着性の表面を有し、且つ、前記機能性層の表面の、培養時に細胞と接触する領域の周縁の少なくとも一部を被覆するように配置されていることを特徴とする。
【解決手段】本発明の細胞培養容器は、支持体と、細胞接着性が改変可能な機能性層を備える細胞培養基材と、前記支持体と前記細胞培養基材とを接合する接合部と、を備え、前記接合部は、細胞非接着性の表面を有し、且つ、前記機能性層の表面の、培養時に細胞と接触する領域の周縁の少なくとも一部を被覆するように配置されていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、細胞培養容器及びその製造方法に関する。特に、細胞シートを安定的に作製するための細胞培養容器及びその製造方法に関する。また、上記の細胞培養容器を用いた細胞シートの製造方法に関する。
【背景技術】
【0002】
近年、再生医療分野において患者から採取した細胞を生体外で培養して細胞シートを作製し、この細胞シートを生体内へ移植することで医療効果を高める効果が期待されている。さらに細胞シートを発展させ、生体外で構築した細胞構造体を患者へと移植することが提案されている。
【0003】
細胞シートは、シャーレなどの支持体上で細胞培養を行うことにより得られるが、支持体上で形成された細胞シートは接着分子などを介して支持体表面と強固に結合しているため、細胞−細胞間の結合を壊さずに細胞培養基材から細胞シートを剥離することは容易ではない。
【0004】
そこで、細胞培養基材から細胞シートを効率的に剥離する方法がこれまで検討されてきた。細胞−細胞間の結合を壊さず非侵襲的に細胞培養基材から細胞シートを剥離する技術として、細胞の接着度合いが環境温度で変化する温度応答性ポリマーを用いた細胞培養基材が報告されている。このような技術として、例えば、特許文献1や特許文献2を挙げることができる。
【0005】
特許文献1では、基材に温度応答性ポリマーとなるモノマーを含む溶液を展開し、これに電子線照射してモノマーを重合するとともに基材に温度応答性ポリマーを固定化した細胞培養基材を作製し、この細胞培養基材上で細胞を培養し、温度応答性ポリマーの臨界溶解温度以下の環境下に移して細胞を剥離する技術が開示されている。
【0006】
特許文献2では、所定の表面を有するポリマー基材上に温度応答性ポリマーを含む環境応答性ポリマーを共有結合させた細胞培養基材を用いて、細胞シートを構築し、温度応答性ポリマーの臨界溶解温度以下の環境に移して当該細胞シートを剥離する技術が開示されている。
【0007】
このような、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の機能性層を備える細胞培養基材は、トリプシンやEDTAのようなタンパク質分解酵素や薬品などを用いずに、細胞培養基材から細胞シートを剥離できるので、再生医療分野において有望な技術とされている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平5―192130号公報
【特許文献2】特開2008−263863号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、温度応答性ポリマー層等の、機能性層を備えた細胞培養基材上で作製された細胞シートを安定的に剥離することが困難である場合がある。
【0010】
そこで本発明は上記の実情に鑑みてなされたものであり、細胞培養基材から細胞シートを安定的に剥離することが可能な細胞培養容器を提供することを目的とする。
【課題を解決するための手段】
【0011】
従来の細胞培養基材は、予め所望の形状に加工された基材の表面に機能性層を付与することにより、或いは、先に基材表面に機能性層を付与し、次いで所望の形状に加工することにより形成される。予め所望の形状に加工された基材の表面に機能性層を付与する場合、細胞培養基材の外周端面(側面)には機能性を付与することが困難である。一方、先に基材表面に機能性層を付与し、次いで所望の形状に加工する場合、細胞培養基材の周縁に位置する機能性層は、機能性層形成後に裁断などの加工がなされるため機能性が失われてしまう。本発明者は、このような事情により細胞培養基材の周縁部分の表面や外周端面には機能性を付与することが困難であること、機能性層表面にて細胞培養を行い細胞シートを形成する場合には、細胞シートの周縁部にあたるこれらの箇所に細胞が不用意に付着してしまうために細胞シートを剥離することが困難な場合があることを見出した。
【0012】
本発明者はまた、機能性層を備えた細胞培養基材を支持体に固定化して使用する場合に、機能性層表面で培養された細胞が、該機能性層表面に接している支持体の一部分と不用意に付着してしまうことがあり、この場合もまた、細胞シートの周縁部にあたる部分が支持体に付着してしまうために細胞シートを剥離することが困難な場合があることを見出した。
【0013】
そこで本発明者らは、鋭意研究を行い、細胞培養基材の機能性層表面で構築された細胞シートの剥離に際し、細胞シートの周縁部にあたる位置の一部又は全部に剥離の起点を設けることが、安定的に細胞シートの剥離を行う上で有用であるとの知見を得た。
【0014】
本発明は、以下の発明を包含する。
(1)支持体と、
基材、及び、該基材の表面上に形成された、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する機能性層を備える細胞培養基材と、
前記支持体と前記細胞培養基材とを接合する接合部と、を備え、
前記接合部は、細胞非接着性の表面を有し、且つ、前記機能性層の表面の、培養時に細胞と接触する領域の周縁の少なくとも一部を被覆するように配置されていることを特徴とする細胞培養容器。
(2)前記機能性層の表面の、培養時に細胞と接触する領域の周縁のうち前記接合部により被覆される部分が、前記細胞培養基材の周縁に位置する部分である、(1)の細胞培養容器。
(3)前記支持体には、該支持体を貫通する開口部が形成されており、
前記細胞培養基材は、前記開口部を塞ぐように配置されている、(1)又は(2)の細胞培養容器。
(4)基材と、該基材の表面上に形成された、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する機能性層とを備える細胞培養基材を、該機能性層を備えた面を内側とし、該細胞培養基材の一方の側端部と他方の側端部とを接合して形成される筒状の胴部材であって、前記細胞培養基材の一方の側端部と他方の側端部とが、細胞非接着性の表面を有する接合部であって、且つ、該二つの側端部に位置する該機能性層の少なくとも一部を被覆するように配置された接合部により接合されている胴部材と、
前記筒状の胴部材の一端に接合された、該一端を閉塞する底部材と、
前記筒状の胴部材の他端に接合された、通孔が形成された首部材と、を備えたボトル型の細胞培養容器。
(5)支持体と、
基材、及び該基材の表面上に形成された、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する機能性層を備える細胞培養基材と、
前記支持体と前記細胞培養基材とを接合する接合部と、を備える細胞培養容器の製造方法であって、
前記支持体と、前記細胞培養基材と、細胞非接着性を有する材料を硬化により生成可能な成分を含む硬化性塗工液との組み合せであって、前記硬化性塗工液が、前記細胞培養基材の前記機能性層の表面の、培養時に細胞と接触する領域の周縁の少なくとも一部を被覆する位置と、前記支持体と前記細胞培養基材とを接合することが可能な位置とに少なくとも適用されている前記組み合わせ、を準備する工程と、
前記組み合わせにおいて前記硬化性塗工液を硬化させることにより前記接合部を形成する工程と、を含む前記方法。
(6)前記支持体には、該支持体を貫通する開口部が形成されており、
前記組み合わせにおいて、前記細胞培養基材は前記開口部を塞ぐように配置されており、前記硬化性塗工液が適用される、前記支持体と前記細胞培養基材とを接合することが可能な位置が、前記開口部の周縁の少なくとも一部を含む、(5)の方法。
(7)前記組み合わせにおいて、前記細胞培養基材の前記機能性層の表面の、培養時に細胞と接触する領域の周縁のうち前記硬化性塗工液により被覆される部分が、前記細胞培養基材の周縁に位置する部分である、(5)又は(6)の方法。
(8)基材と、該基材の表面上に形成された、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する機能性層とを備える細胞培養基材を、該機能性層を備えた面を内側とし、該細胞培養基材の一方の側端部と他方の側端部とを、接合部により接合して形成される筒状の胴部材と、
前記筒状の胴部材の一端に接合された、該一端を閉塞する底部材と、
前記筒状の胴部材の他端に接合された、通孔が形成された首部材と、を備えたボトル型の細胞培養容器の製造方法であって、
前記機能性層を備えた面を内側とし、前記細胞培養基材の一方の側端部と他方の側端部とが相互に接合可能な位置に配置されるように筒状に加工した前記細胞培養基材と、細胞非接着性を有する材料を硬化により生成可能な成分を含む硬化性塗工液との組み合わせであって、前記硬化性塗工液が、前記細胞培養基材における前記二つの側端部に位置する機能性層の少なくとも一部を被覆する位置と、前記二つの側端部を接合することが可能な位置とに少なくとも適用されている前記組み合わせを準備する工程と、
前記組み合わせにおいて前記硬化性塗工液を硬化させることにより前記接合部を形成して、前記筒状の胴部材を形成する工程と、
前記筒状の胴部材の一端に前記底部材を取り付け、他端に前記首部材を取り付ける工程と、を含む方法。
(9)(1)〜(4)のいずれかの細胞培養容器の前記機能性層上で細胞を培養する工程と、
前記機能性層に、前記所定の条件を印加して、前記機能性層の表面を細胞非接着性へと変化させる工程と、
培養された細胞の剥離を前記接合部が存在する部位から開始して、前記機能性層から細胞を剥離する工程と、を含むことを特徴とする細胞シートの製造方法。
【発明の効果】
【0015】
本発明によれば、細胞培養基材から細胞シートを安定的に剥離することができる。
【図面の簡単な説明】
【0016】
【図1】本発明に係る細胞培養容器の一例を示す断面図である。
【図2】本発明に係る細胞培養容器の一例を示す平面図である。
【図3】本発明に係る細胞培養容器の他の例を示す平面図である。
【図4】本発明に係る細胞培養容器の他の例を示す断面図である。
【図5】本発明に係る細胞培養容器の他の例を示す断面図である。
【図6】本発明に係る細胞培養容器の他の例を示す断面図である。
【図7】本発明に係る細胞培養容器の他の例を示す断面図である。
【図8】本発明に係る細胞培養容器の他の例を示す平面図(A)及び断面図(B)である。
【図9】本発明に係る細胞培養容器の他の例を示す断面図である。
【図10】本発明に係る細胞培養容器の他の例を示す斜視図(A)及び断面図(B)である。
【図11】本発明に係る細胞培養容器の製造方法の一例を示す工程断面図である。
【図12】本発明に係る細胞培養容器の製造方法の他の例を示す工程断面図である。
【図13】本発明に係る細胞培養容器の製造方法の他の例を示す工程断面図である。
【図14】本発明に係る細胞培養容器の製造方法の他の例を示す工程断面図である。
【図15】本発明に係る細胞シートの製造方法の一例を示す工程断面図である。
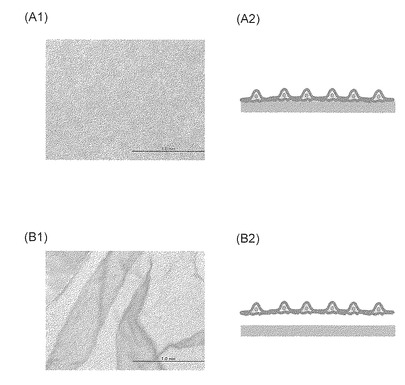
【図16】図16A1は実施例1の細胞培養容器の細胞培養基材表面上にて形成され、接着した細胞シートの顕微鏡観察像を示す。図16A2は、図16A1に示す細胞シート及び細胞培養基材の関係を模式的に示す断面模式図である。図16B1は、図16A1に示す実施例1の細胞培養容器の細胞培養基材表面上の細胞シートを20℃で20分間冷却したときの、剥離された細胞シートの顕微鏡観察像を示す。図16B2は、図16B1に示す細胞シート及び細胞培養基材の関係を模式的に示す断面模式図である。
【図17】本発明に係る細胞培養容器の他の例の断面図、及び、その製造方法を示す工程断面図である。
【発明を実施するための形態】
【0017】
以下、図面を参照しながら、本発明の実施形態について説明を行う。本発明は以下に説明する形態に限定されることはなく、技術思想を逸脱しない範囲において種々変形を行なって実施することが可能である。また図面においては、説明のために縮尺を誇張して図示することがあり、実際のものとは縮尺が異なる場合がある。
【0018】
<1.第1の実施形態>
(細胞培養容器)
まず本発明に係る細胞培養容器について説明する。
【0019】
本発明の一実施形態に係る細胞培養容器は、支持体と、該支持体に取り付けられた、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する機能性層を有する細胞培養基材と、前記細胞培養基材と前記支持体とを接合する接合部と、を備え、前記接合部は、細胞非接着性の表面を有し、且つ、前記機能性層の表面の、培養時に細胞と接触する領域の周縁の少なくとも一部を被覆するように配置されたことを特徴とするものである。
【0020】
本発明において「機能性層の表面の、培養時に細胞と接触する領域」とは、機能性層の表面のうち、細胞培養容器での細胞が接触可能な位置にある領域を指す。機能性層の表面のうち、細胞培養容器の細胞が収容される部分に露出した領域が「培養時に細胞と接触する領域」に相当する。
【0021】
上記のような細胞培養容器について、図1〜図5を参照して説明する。なお、これらの図で示す実施形態では、前記機能性層の表面の、培養時に細胞と接触する領域の周縁のうち前記接合部により被覆される部分が、前記細胞培養基材の周縁に位置する部分である。
【0022】
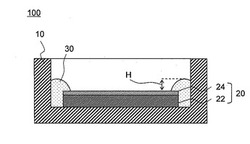
本発明に係る細胞培養容器の一例を図1(断面図)及び図2(平面図)に示す。細胞培養容器100は、支持体10と、支持体10上に配置された細胞培養基材20と、支持体10と細胞培養基材20とを接合する接合部30を備える。支持体10の内側に細胞及び培養液が保持される。細胞は、細胞培養基材20の表面に接着して培養され、その後、細胞培養基材20の表面から剥離して系外に取り出される。
【0023】
細胞培養基材20は、基材22と、基材22の表面上に形成された、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する機能性層24とを備える。接合部30は、少なくとも細胞非接着性の表面を有し、機能性層24の周縁の少なくとも一部を被覆するように配置されている。培養時に機能性層24は細胞培養可能な表面として機能する。接合部30は、細胞に対して非接着部として機能する。機能性層24表面と接合部30表面とは細胞の接着度合いに差があり、かつ物理的な段差が存在する。平面視上の機能性層24との境界近傍に位置する接合部30は、細胞シートの剥離の開始点として作用する。これにより、機能性層24上で作製した細胞シートの剥離が容易となる。次に各構成について説明を行う。
【0024】
(支持体)
支持体10は、細胞と培養液を保持できる構造であることが好ましい。典型的には、図1に示すように、細胞と培養液を保持することが可能なように、円形の底板と、該底板の周縁から上方に立設された側壁とを備える皿状の形状であってもよいし、細胞及び培養液を保持することが可能な他の形状であってもよい。より具体的には、支持体は、シャーレ、フラスコ、ビーカー、ウェルプレート、管等の形状であることができる。また、支持体単独で細胞と培養液を保持できる図1に示すような構造であることは必須ではなく、詳細は後述するが、支持体と細胞培養基材とを組み合わせた形態で細胞と培養液を保持できる構造であってもよい。
【0025】
支持体10の材料には、特に制限は無い。好ましくは細胞培養において一般的に用いられるものであるとよい。例えば、ポリスチレン樹脂、ポリエステル樹脂、ポリエチレン樹脂、ポリエチレンテレフタレート樹脂、ポリプロピレン樹脂、ABS樹脂、ナイロン、アクリル樹脂、フッ素樹脂、ポリカーボネート樹脂、ポリウレタン樹脂、メチルペンテン樹脂、フェノール樹脂、メラミン樹脂、エポキシ樹脂、塩化ビニル樹脂等のポリマー、表面親水化処理を施した上記の少なくとも1種を含むポリマー、及びガラスや石英等の無機材料であってもよい。なかでもポリスチレン樹脂又はポリエチレンテレフタレート樹脂であることが好ましい。ポリスチレン樹脂は、細胞毒性が低い材料である点で好ましい。また、ポリエチレンテレフタレート樹脂は、低コストで入手可能であり量産作製に適した材料である点で好ましい。
【0026】
(細胞培養基材)
細胞培養基材20は、基材22と、基材22上に配置された機能性層24を含む。図1では、機能性層24側を天面として細胞培養基材20が支持体10の内側底面上に配置された例を示す。細胞培養基材20は、支持体10上に少なくとも1つ配置されていればよく、例えば、複数の細胞培養基材が支持体10上に並設されていてもよい。基材22は、上記支持体10の内側に収納可能な大きさや形状であることが好ましい。また、上記支持体10の内側の形状に沿うものであることが好ましい。好ましくは平坦な板状、シート状、フィルム状である。細胞の培養が行いやすいからである。基材22の厚さについても特に制限は無いが、取り扱い性を考慮して、例えば、100μm〜5mmとすることができる。
【0027】
基材22の材料には、特に制限は無い。好ましくは細胞培養において一般的に用いられる材料である。具体的には、上記支持体と同様の材料から独立に選択される材料とすることができる。また、上記支持体と同様の材料から独立に選択される材料の片側に多孔質層を設けた材料であってもよい。
【0028】
機能性層24は、基材22に形成された、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する層である。細胞接着性表面から細胞非接着性表面への変化は、可逆的なものであってもよいし、不可逆的なものであってもよいが、可逆的なものであることが好ましい。機能性層としては、所定の刺激によって表面の細胞の接着度合いが変化するポリマー(刺激応答性ポリマー)を含む層等が挙げられる。刺激応答性ポリマーとしては、温度応答性ポリマー、pH応答性ポリマー、イオン応答性ポリマー、光応答性ポリマーなどを挙げることができる。なかでも温度応答性ポリマーを用いることが好ましい。刺激の付与が簡単だからである。
【0029】
温度応答性ポリマーとして、例えば、細胞を培養する温度では細胞接着性を示し、作製した細胞シートの剥離する時の温度では細胞非接着性を示すものを用いるとよい。例えば、温度応答性ポリマーは、臨界溶解温度未満の温度では周囲の水に対する親和性が向上し、ポリマーが水を取り込んで膨潤して表面に細胞を接着しにくくする性質(細胞非接着性)を示し、同温度以上の温度ではポリマーから水が脱離することでポリマーが収縮して表面に細胞を接着しやすくする性質(細胞接着性)を示すものを用いるとよい。このような臨界溶解温度は、下限臨界溶解温度と呼ばれる。下限臨界溶解温度Tが0℃〜80℃、さらに好ましくは0℃〜50℃である温度応答性ポリマーを用いるとよい。Tが0℃〜80℃であると、細胞を安定的に培養できるからである。
【0030】
上記の温度応答性ポリマーとして、具体的には、アクリル系ポリマーまたはメタクリル系ポリマーを挙げることができる。ポリーN−イソプロピルアクリルアミド(T=32℃)、ポリーN−n−プロピルアクリルアミド(T=21℃)、ポリ−N−n−プロピルメタクリルアミド(T=32℃)、ポリ−N−エトキシエチルアクリルアミド(T=約35℃)、ポリ−N−テトラヒドロフルフリルアクリルアミド(T=約28℃)、ポリ−N−テトラヒドロフルフリルメタクリルアミド(T=約35℃)、及びポリ−N,N−ジエチルアクリルアミド(T=32℃)等が挙げられる。なお、これらに限らず、種々の公知の材料を用いてもよい。また、温度応答性高分子は、ホモポリマーであってもよいし、コポリマーであってもよい。
【0031】
上記のいずれかの材料を含む刺激応答性ポリマーを所定の厚さとなるように基材22上に固定化して、機能性層24とする。刺激応答性ポリマーとして温度応答性ポリマーを用いる場合には、その膜厚は、例えば、0.5nm〜300nmの範囲内とするよく、なかでも1nm〜100nmの範囲内であることが好ましい。膜厚を0.5nm〜300nmの範囲とすることで細胞の接着と剥離の両立が容易となる。なお、機能性層24には、その機能を損なわない程度に界面活性剤等の成分を含んでもよい。
【0032】
細胞接着性及び細胞非接着性は、一の領域と他の領域における細胞の接着度合いの相対的な関係を示すものである。
【0033】
細胞接着性とは、細胞が接着しやすいことをいう。細胞接着性は、表面の化学的性質や物理的性質等によって細胞の接着や伸展が起こりやすいか否かで決定される。
【0034】
細胞接着性を判断する指標として、実際に細胞培養した際の細胞接着伸展率を用いることができる。細胞接着性の表面は、細胞接着伸展率が60%以上の表面であることが好ましく、細胞接着伸展率が80%以上の表面であることが更に好ましい。細胞接着伸展率が高いと、効率的に細胞を培養することができる。本発明における細胞接着伸展率は、播種密度が4000cells/cm2以上30000cells/cm2未満の範囲内で培養しようとする細胞を測定対象表面に播種し、37℃、CO2濃度5%のインキュベーター内に保管し、14.5時間培養した時点で接着伸展している細胞の割合({(接着している細胞数)/(播種した細胞数)}×100(%))と定義する。
【0035】
細胞の播種は、10%FBS入りDMEM培地に懸濁させて測定対象物上に播種し、その後、細胞ができるだけ均一に分布するよう、細胞が播種された測定対象物をゆっくりと振とうすることにより行うものである。さらに、細胞接着伸展率の測定は、測定直前に培地交換を行って接着していない細胞を除去した後に行う。細胞接着伸展率の測定では、細胞の存在密度が特異的になりやすい箇所(例えば、存在密度が高くなりやすい所定領域の中央、存在密度が低くなりやすい所定領域の周縁)を除いた箇所を測定箇所とする。
【0036】
一方、細胞非接着性とは、細胞が接着しにくい性質をいう。細胞非接着性は、表面の化学的性質や物理的性質等によって細胞の接着や伸展が起こりにくいか否かで決定される。
【0037】
細胞非接着性の表面は、上記で定義した細胞接着伸展率が60%未満の表面であることが好ましく、40%未満の表面であることがより好ましく、5%以下の表面であることが更に好ましく、2%以下の表面であることが最も好ましい。
【0038】
測定対象物の表面の細胞接着性及び細胞非接着性は、測定対象物の状態によっては水接触角の値を指標として簡易に評価できる場合がある。細胞接着性の表面は、水に対する接触角(水接触角)が60°以下の表面であることが好ましく、水接触角が40°以下であることがより好ましい。細胞非接着性の表面は、水接触角が60°を超える表面であることが好ましく、80°以上の表面であることがより好ましく、水接触角が90°以上の表面であることが更に好ましい。なお、水接触角は、温度25℃、湿度30%、大気圧下でマイクロシリンジから測定対象表面に純水を滴下して30秒後に接触角測定器 協和界面科学(株)製 CA−Z型を用いて測定した値とする。水接触角を細胞接着性/非接着性の指標に用いることができる表面としては、水溶性や水膨潤性を有しない、あるいは水溶性や水膨潤性を有していても極めてその性質が低い高分子表面が挙げられる。具体的には、ポリスチレンやポリジメチルシロキサン等の高分子表面が挙げられる。
【0039】
(接合部)
接合部30は、機能性層24の、培養時に細胞と接触する領域の周縁の少なくとも一部を被覆するように配置され、細胞培養基材20と支持体10とを接合する。図1及び図2では、接合部30が、細胞培養基材20の周縁に位置する機能性層24表面と、細胞培養基材20の外周端面(側面)の全体とを被覆し、支持体10の、細胞培養基材20の外周に近接する部分も被覆している様子を示している。接合部30は、細胞非接着性を有する材料を含み、少なくとも表面が細胞非接着性を有する。接合部30を構成する「細胞非接着性を有する材料」としては、例えば、ポリジメチルシロキサン等のシリコーン系ポリマー、フッ素含有ポリマーといった疎水性ポリマーを挙げることができる。なかでも細胞毒性が低いポリジメチルシロキサンを用いることが好ましい。
【0040】
接合部30は、細胞非接着性を有する材料を硬化により生成可能な成分を含む硬化性塗工液を、硬化させることにより形成することができる。このような硬化性塗工液としては、2液混合型の常温硬化性樹脂、熱硬化型樹脂、又は光硬化性樹脂を含む接着剤等が挙げられる。硬化性塗工液は、硬化により細胞非接着性を有する材料を生成することが可能な組成を有するものであれば特に限定されない。
【0041】
接合部30は、支持体10と細胞培養基材20とを接合するのに十分な量の硬化性塗工液を用いて形成することができる。
【0042】
接合部30の最上部の高さ位置が、機能性層24の表面の高さ位置よりも高い位置にあることが好ましい。つまり、接合部30の一部が、機能性層24の表面に載り上げるように配置されているものである。接合部30の最上部の位置が機能性層24の表面よりも高い位置とすることで、機能性層24の表面上で培養される細胞が接合部30を物理的な障壁として認識することができる。接合部30の最上部の高さ位置と機能性層24の表面の高さ位置との差をH(図1参照)とすると、Hを、機能性層24表面で接着や伸展した細胞の高さよりも大きくすることが好ましい。例えば、具体的な数値を挙げるとHを5μm以上とすることが好ましく、10μm以上とすることがより好ましく、30μm以上とすることが更に好ましい。接合部30の最上部の位置を上記範囲とすることで、例えば、接合部30を乗り越えて支持体10の内側の側壁に付着することを防止することができる。
【0043】
接合部30の、機能性層24の表面の、培養時に細胞と接触する領域に面する側の側壁は、垂直形状、順テーパー形状(断面視において、機能性層24表面の、培養時に細胞と接触する領域と前記側壁とが成す角が90°よりも大きい形状)、逆テーパー形状(断面視において、機能性層24表面の、培養時に細胞と接触する領域と前記側壁とが成す角が90°よりも小さい形状)、外側に向かって凸形状(例えば図1に示すように、接合部30の前記側面が断面視で外側に膨らんだ曲線を描く形状)などの種々の形状をとりうる。
【0044】
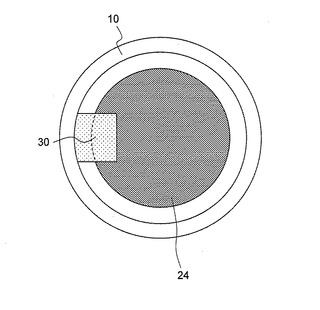
図2を参照して、上記の各構成の関係について説明する。図2は、本発明に係る細胞培養容器の一例を示す平面図である。支持体10の内側に細胞培養基材20及び接合部30が配置されている。接合部30は、機能性層24の周縁を全周にわたり被覆している。図中の点線は、細胞培養基材20の最外周を示している。露出している機能性層24が、培養時に細胞と接触する領域となる。接合部30が細胞非接着性の表面を有するので、細胞が接着することが抑えられ、接合部30が存在する部位は剥離開始点として作用する。剥離開始点近傍では、細胞シートが細胞培養基材から剥離して一部浮遊可能な状態となり、細胞シートの裏面と細胞培養基材との間に培養液が侵入しやすい構造となる。培養液に動きを与えることにより生じた水流が、細胞シートの裏面を押圧することで、細胞シートが細胞培養基材から剥離することが促進される。
【0045】
接合部30が、機能性層24表面の、培養時に細胞と接触する領域の周縁(特に細胞培養基材20の周縁)を被覆する幅には特に制限は無く、所望の面積の機能性層24が露出するようにすればよい。なお、製造しやすさの点を考慮すると、接合部30が機能性層24の前記領域の周縁を被覆する幅を50μm以上とすることが好ましい。
【0046】
細胞の種類や培養条件等によっては、機能性層24表面のみならず、支持体10の内側底面や細胞培養基材20の外周端面(側面)といった意図しない部位に細胞が接着する場合がある。意図しない部位に接着した細胞は、細胞シートと連なり細胞シートの剥離を困難とするおそれがある。また、細胞培養基材の加工状況によっては細胞培養基材の周縁及び外周端面に細胞が接着し、この細胞の剥離を制御することが困難な場合がある。細胞培養容器100において、接合部30を細胞培養基材20の周縁の全周にわたって配置した場合、接合部30によって、細胞シートを形成する機能性層24表面と支持体10の内側底面とが細胞培養基材20の外周端面を介して一続きとならないように構成される。つまり、機能性層24表面と支持体10表面が、接合部30により空間的に分断されている。この実施形態では、機能性層24表面において培養される細胞が、支持体10の底壁表面の細胞とつながることがなく、より安定的に細胞シートの剥離を行うことができる。
【0047】
各構成の関係は上記に限らない。図3は、本発明に係る細胞培養容器の他の例を示す平面図である。支持体10及び細胞培養基材20は図1、2の実施形態と同様である。この実施形態では、支持体10の内側に、細胞培養基材20及び接合部30が配置され、接合部30は機能性層24表面の、培養時に細胞と接触する領域の周縁の一部を被覆する。該領域の外周の長さの1/4以上が接合部30により被覆されていることが好ましい。他の部分において支持体10と細胞培養基材20は接着剤等により接合されていてもよい。また、複数の接合部が、機能性層24表面の前記領域の周縁の一部を被覆するように、それぞれ離散的に配置されていてもよい。複数の接合部が離散的に配置された場合には、各接合部が機能性層24表面の前記領域の外周を被覆する長さの合計が、前記領域の外周の長さの1/4以上となるようにするとよい。このような態様であっても、接合部30が細胞非接着性の表面を有するので、接合部30を開始点として細胞シートの剥離を行うことができる。
【0048】
さらに各構成の関係は上記に限らない。図4は、本発明に係る細胞培養容器の他の例を示す断面図である。支持体10の内側底面の全面に配置された接合部30に細胞培養基材20の一部が埋没するようにして、支持体10と細胞培養基材20とが接合されている。つまり支持体10と細胞培養基材20の間に接合部30が介設されている状態である。このような態様であっても、接合部30が細胞非接着性の表面を有し、かつ細胞が接着可能な領域が露出した機能性層24の表面に限られるので、より効果的に細胞シートの剥離を行うことができる。
【0049】
さらに各構成の関係は上記に限らない。図5は、本発明に係る細胞培養容器の他の例を示す断面図である。細胞培養基材20と支持体10は、細胞培養基材20の周縁全周を被覆するように配置された接合部30により接合され、細胞培養基材20の下は空洞26(キャビティ)となっているものである。このような態様であっても、接合部30が細胞非接着性の表面を有し、かつ細胞が接着可能な領域が露出した機能性層24の表面に限られるので、より効果的に細胞シートの剥離を行うことができる。
【0050】
さらに図5に示す実施形態では、接合部30で囲われた空洞26が、通常空気で満たされており、細胞培養容器100の内外で熱のやりとりを低減する断熱効果を奏する。インキュベーター内(37℃)で細胞培養を行った後、観察するために細胞培養容器を顕微鏡へ移すことがある。通常、顕微鏡は室温(25℃)下に置かれるため、時間とともに細胞培養容器の内側の温度が変化する。図5に示す細胞培養容器100は、細胞培養基材10の下に空洞26を有するために、細胞培養容器内から熱が逃げにくく、細胞に外乱を与えることなく安定して細胞の観察を行うことができる。
【0051】
<2.第2の実施形態>
本発明の一実施形態に係る細胞培養容器は、第1の実施形態に関して上述した支持体と、細胞培養基材と、接合部とを備える細胞培養容器において、支持体に、当該支持体を貫通する開口部が形成されており、且つ、細胞培養基材が、当該開口部を塞ぐように配置されていることを更なる特徴とする。なお、多くの構成は、上記の実施形態と略同様であるため、重複する説明を省略することがある。
【0052】
(細胞培養容器)
本実施形態に係る細胞培養容器について、図6〜9を参照して説明する。
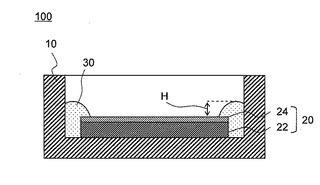
図6は、本発明に係る細胞培養容器の別の例を示す断面図である。細胞培養容器200は、開口部12が形成された支持体10上に開口部12を塞ぐように細胞培養基材20が配置され、支持体10と細胞培養基材20とが接合部30により接合されている。細胞培養基材20は、基材22と、基材22上に形成された機能性層24を含む。接合部30は、少なくとも細胞非接着性の表面を有し、機能性層24の表面の、培養時に細胞と接触する領域の周縁(図6では細胞培養基材20の周縁でもある)の少なくとも一部を被覆するように配置されている。機能性層24表面と接合部30表面で細胞の接着度合いに差があり、かつ物理的な段差が存在する。接合部30は、細胞に対して非接着部として機能する。平面視上の機能性層24との境界近傍に位置する接合部30は、細胞シートの剥離の開始点として作用する。これにより、機能性層24上で作製した細胞シートの剥離が容易となる。
【0053】
図6に示す支持体10は、図1〜5において示す支持体10と同様の皿形状を有しているが、その底板の略中央を貫通するように開口部12が形成されている点で図1〜5において示す支持体10とは異なる。図6では、支持体10の底板の略中央に1つの開口部12が形成された例を示したが、これに限定されるものではない。開口部12は、支持体10の底板の略中央部以外に形成されていてもよい。支持体10の底板の一部に開口部12が複数形成されていてもよい。また、開口部12の形状や大きさに特に制限は無いが、細胞培養基材20が支持体10に係止される幅が2mm以上であると、安定的に細胞培養基材が支持され、また製造安定性の面からも好ましい。
【0054】
細胞培養基材20は、支持体10の開口部12を一方向から塞ぐように配置される。開口部が複数存在する場合には、開口部ごとに別個の細胞培養基材で塞いでもよいし、一の細胞培養基材で複数の開口部を一括して塞いでもよい。細胞培養基材20の厚さは、開口部12上で支持性を確保できる厚さであることが好ましく、例えば、200μm以上とするとよい。本実施形態に係る細胞培養容器は、支持体10と細胞培養基材20を含めた形態で細胞と培養液を保持できる構造となっている。
【0055】
接合部30を形成するための硬化性塗工液は溶剤などを含むため、塗工液を硬化させた後にも溶剤のガスが放出される虞がある。また、硬化段階で気泡が生じる虞がある。硬化させた後の接合部30に残存するガスが放出されたり、気泡として接合部30に残ると、細胞培養又は細胞観察時に支障となりうる虞がある。そのためガスを除去しておくことが好ましい。本実施形態では、開口部12は気体放出部として機能し、開口部12を通じてガスや気泡が系外に逃げやすい。これにより、安定した細胞培養又は細胞観察を行うことができる。また、接合部30が細胞非接着性の表面を有するので、接合部30を開始点として細胞シートの剥離を行うことができる。
【0056】
以下、本実施形態に係る細胞培養容器の変形例について、図7〜9を参照して説明する。図7は、本発明に係る細胞培養容器の他の例を示す断面図である。細胞培養容器300は、開口部12が形成された支持体10に開口部12を塞ぐように細胞培養基材20が取り付けられ、支持体10と細胞培養基材20とが接合部30により接合されている。上記と異なるのは、細胞培養基材20の機能性層24を上方に向けて天面とし、支持体10の下方から開口部12を塞ぐように取り付けられている点である。
【0057】
図7に示す実施形態では、機能性層24の表面の、開口部12により包囲された領域(培養時に細胞が接触する領域である)の周縁の全周が接合部30により被覆されているが、前記領域の周縁の少なくとも一部が接合部30により被覆されていればよい。接合部30は培養される細胞の剥離の開始点として機能する。
【0058】
図8は、本発明に係る細胞培養容器の他の例を示す平面図及び断面図であり、(A)は平面図、(B)は(A)のI-Iにおける断面図である。細胞培養容器400は、一般に6ウェルプレートと呼ばれるタイプの細胞培養容器である。図8(A)に示すように支持体10には厚さ方向に貫通した複数の開口部12が形成されており、図8(B)に示すように複数の開口部12を一括して塞ぐように細胞培養基材20が取り付けられ、支持体10と細胞培養基材20とが接合部30により接合されている。各開口部12の底は細胞培養容器20で塞がれて、細胞及び細胞培養液を保持できるウェルとして機能する。細胞培養基材20は、機能性層24を上方に向けて天面とし、支持体10の下方から開口部12を塞ぐように取り付けられている。なお、ウェルの数は図示のものに限定されるものではない。図8に示す実施形態では、機能性層24の表面の、開口部12により包囲された複数の領域(培養時に細胞が接触する領域である)の各々の周縁の全周が接合部30により被覆されているが、前記各領域の周縁の少なくとも一部が接合部30により被覆されていればよい。接合部30は培養される細胞の剥離の開始点として機能する。
【0059】
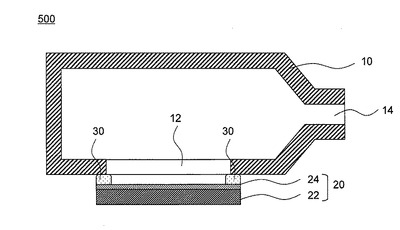
図9は、本発明に係る細胞培養容器の他の例を示す断面図である。細胞培養容器500は、一般にフラスコと呼ばれるタイプの細胞培養容器である。細胞培養容器500には、ボトル状の支持体の少なくとも一面(図9では胴部の壁面)を貫通するように開口部12が形成されており、この開口部12を塞ぐように細胞培養基材20が取り付けられ、支持体10と細胞培養基材20とが接合部30により接合されてなる。支持体10には、液体用の通孔14が設けられている。図示しないが、通孔14には通常キャップが取り付けられる。これにより、細胞培養容器500の内側は密閉された状態となり、安定して細胞培養を行うことができる。通孔14より細胞及び培養液を供給したり、回収したりすることができる。また、細胞培養基材20を支持体10より剥離して細胞及び培養液を回収してもよい。図9に示す実施形態では、機能性層24の表面の、開口部12により包囲された領域(培養時に細胞が接触する領域である)の周縁の全周が接合部30により被覆されているが、前記領域の周縁の少なくとも一部が接合部30により被覆されていればよい。接合部30は培養される細胞の剥離の開始点として機能する。
【0060】
フラスコタイプの細胞培養容器は、図17Dに示すように、通孔14以外が閉塞したフラスコ型支持体1703の内側に細胞培養基材20が接合された細胞培養容器1700の形態であってもよい。細胞培養容器1700は、フラスコ型支持体1703の一部が開放された構造の第一部品1701に細胞培養基材20を組み合わせ(図17A)、両者を接合するとともに細胞培養基材20の周縁を被覆する接合部30を設け(図17B)、次に第一部品1701と一体化されてフラスコ型支持体1703を形成することが可能な第二部品1702を第一部品1701の開放部分を塞ぐように組み合わせ(図17C)、第一部品1701と第二部品1702とを溶着させるなどして一体化してフラスコ型支持体1703を形成する(図17D)ことにより製造することができる。
【0061】
<3.第3の実施形態>
本発明の一実施形態に係る細胞培養容器はボトル型の細胞培養容器であって、
基材と、該基材の表面上に形成された、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する機能性層とを備える細胞培養基材を、該機能性層を備えた面を内側とし、該細胞培養基材の一方の側端部と他方の側端部とを接合して形成される筒状の胴部材であって、前記細胞培養基材の一方の側端部と他方の側端部とが、細胞非接着性の表面を有し、且つ、該二つの側端部に位置する機能性層の少なくとも一部を被覆するように配置された接合部により接合されている胴部材と、
前記筒状の胴部材の一端に接合された、該一端を閉塞する底部材と、
前記筒状の胴部材の他端に接合された、通孔が形成された首部材と
を備えることを特徴とする。なお、多くの構成は、上記の実施形態と略同様であるため、重複する説明を省略することがある。
【0062】
(細胞培養容器)
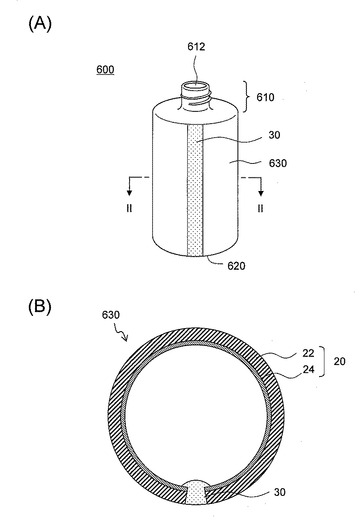
本実施形態に係る細胞培養容器について、図10を参照して説明する。図10は、本発明に係る細胞培養容器の別の例を示す斜視図及び断面図であり、(A)は斜視図、(B)は(A)のII−IIにおける断面図である。細胞培養容器600は、図10(A)に示すように、孔が無く閉塞した底部材620、この底部材620に対向する、突出した液体用の通孔612を有する首部材610、及び首部材610と底部材620を接続する円筒状の胴部材630を備えている。胴部材630は、細胞培養基材20を、機能性層24を備えた面が内側になるように巻いて、細胞培養基材20の一方の側端部と他方の側端部とを接合部30により接合して形成される。細胞培養容器600は、一般にローラーボトルと呼ばれるタイプの細胞培養容器である。図示していないが、首部材610の液体用の通孔612にボトルキャップが取り付けられる。これにより、首部材610、底部材620、胴部材630、及びボトルキャップにより、細胞培養容器600の内側は密閉された状態となり、安定して細胞培養を行うことができる。図10では、胴部材630が、横断面が円形である円筒形状である例を示すが、これには限定されず、胴部材は筒状である限り、三角形、四角形、五角形、六角形等の多角形であるなど種々の横断面を有する筒形状であることができる。
【0063】
図10(B)に示すように、細胞培養基材20は、基材20の片側全面に機能性層24が形成されている。先に述べたように胴部材630は、機能性層24が容器の内側となるように細胞培養基材20を筒状に巻いて形成されている。細胞培養基材20としては可撓性をもつ材料及び厚さの基材を用いるとよい。細胞培養基材20を巻いて、その一方の側端部と他方の側端部とが相互に接合可能な位置に配置されるように筒状の形状とし、これらの二つの側端部を接合部30により接合する。接合部30は、細胞培養基材20の前記二つの側端部に位置する機能性層24の少なくとも一部を被覆するように配置されている。図10では前記二つの側端部のそれぞれに位置する機能性層24の全体(胴部材630の高さ方向に沿った全体)が接合部30により被覆されている実施形態を示すがこの実施形態には限定されない。細胞培養基材20の側端部に位置する機能性層24表面と、接合部30表面とは細胞の接着度合いに差があり、かつ物理的な段差が存在する。接合部30は、細胞シートの剥離の開始点として作用する。これにより細胞培養基材20から細胞シートを安定的に剥離できる。
【0064】
なお、機能性層24は、基材22の片側全面に形成されていることに限定されるものではない。細胞培養基材20の前記二つの側端部のいずれか一方又は両方に機能性層24が存在する領域が存在し、それ以外の領域は基材22が露出したものであってもよい。この場合であっても、機能性層24の表面の、培養時に細胞と接触する領域の周縁の少なくとも一部を被覆するように接合部30が配置されており、所期の効果を奏することとなる。
【0065】
<4.第4の実施形態>
(細胞培養容器の製造方法)
次に本発明に係る細胞培養容器の製造方法の一例について説明する。本発明の一実施形態に係る細胞培養容器の製造方法は、
支持体と、細胞培養基材と、細胞非接着性を有する材料を硬化により生成可能な成分を含む硬化性塗工液との組み合せであって、前記硬化性塗工液が、前記細胞培養基材の前記機能性層の表面の、培養時に細胞と接触する領域の周縁の少なくとも一部を被覆する位置と、前記支持体と前記細胞培養基材とを接合することが可能な位置とに少なくとも適用されている前記組み合わせ、を準備する工程と、
前記組み合わせにおいて前記硬化性塗工液を硬化させることにより前記接合部を形成する工程と、を含むことを特徴とする。
【0066】
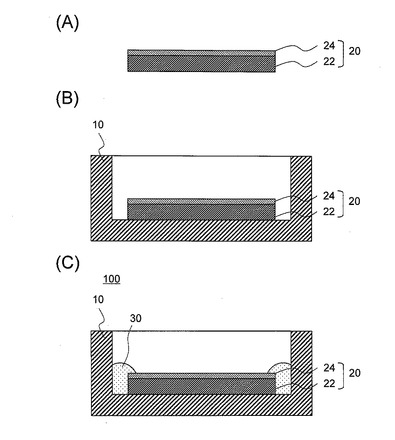
上記のような細胞培養容器の製造方法について、図11及び図12を参照して説明する。図11は、本発明に係る細胞培養容器の製造方法の一例を示す工程断面図である。
【0067】
(1)細胞培養基材の準備する工程(図11(A)参照)
はじめに基材22を準備する。基材22は、枚葉状態であってもよいし、ロール状態のものであってもよい。この基材22上に機能性層24を形成する方法は特に限定されず、機能性層24の種類に応じた適切な方法を選択すればよい。
【0068】
機能性層24が刺激応答性ポリマーの層である場合の、機能性層24の製造方法の具体的な例を説明する。
【0069】
基材22の表面上に、放射線により重合して刺激応答性ポリマーとなるモノマー又はオリゴマーもしくはプレポリマーなどが有機溶剤に溶解した溶液を展開する。溶液は公知の組成にしたがって用意することができる。溶液の展開は、公知の方法により行うことができ、スピンコート、バーコートなどの塗布法、噴霧塗布法等を用いるとよい。また、大面積の基材に対して行う溶液の展開は、ブレードコーティング、グラビアコーティング、オフセットグラビアコーティング等を用いるとよい。
【0070】
次いで塗布された前記溶液に所定量の放射線を照射して、刺激応答性ポリマーを形成する重合反応及び刺激応答性ポリマーを基材表面に結合させる結合反応を進行させる。結合反応は、放射線照射による重合によってモノマー又はオリゴマーもしくはプレポリマーからin situで形成された遊離のポリマーが基材表面に結合する現象だけでなく、遊離のモノマーが基材表面に結合した後に当該モノマーを基点としてポリマー鎖が伸張する現象や、塗布用組成物に由来する遊離のプレポリマー又はオリゴマーが基材表面に結合する現象や、基材表面に結合したポリマー又はオリゴマーを基点としてポリマー鎖が伸張する現象などを包含する。
【0071】
機能性層24は、刺激応答性ポリマーと、他のポリマーとのグラフト又はブロック共重合体を含む層や、刺激応答性ポリマーと他のポリマーとの混合物を含む層であってもよい。また、刺激応答性ポリマーの意図する機能性が損なわれない範囲で架橋することも可能である。
【0072】
刺激応答性ポリマーとして、温度応答性ポリマー、pH応答性ポリマー、イオン応答性ポリマー、光応答性ポリマー等のなかから、作製しようとする細胞シートに適したものを適宜選択し、機能性層24を形成することができる。
【0073】
放射線としては、α線、β線、γ線、電子線、紫外線等が挙げられる。所望のポリマーを作製するためには電子線を選択することがエネルギー効率の面、かつ生産性の面からも好ましい。紫外線に関しては適当な重合開始剤やシランカップリング剤などのアンカー剤を組合せることで使用できる。
【0074】
未反応のモノマー又はオリゴマーもしくはプレポリマーを洗浄により除去し、乾燥を行うことで基材22上に機能性層24が固定化された細胞培養基材20を得る。
細胞培養基材20を更に必要に応じて細胞培養に適した形状に加工してもよい。
【0075】
(2)細胞培養基材を支持体に配置する工程(図11(B)参照)
次に支持体10を準備する。支持体は、市販品を購入して準備してもよいし、射出成型法等により所望のものを作製して準備してもよい。支持体10上に細胞培養基材20を位置決めして配置する。細胞培養基材20の支持体10と対向する側には、接着剤等が形成されていてもよいし、易接着処理が施されていてもよい。
【0076】
(3)細胞培養基材と支持体とを接合する工程(図11(C)参照)
支持体10の内側の、細胞培養基材20の周縁の一部を被覆するともに、支持体10と細胞培養基材20とを接合可能な位置に接合部用の硬化性塗工液を適用して、前記支持体と前記細胞培養基材と前記硬化性塗工液との組み合せを準備する。細胞培養基材20の周縁や外周端面には表面に機能性の膜を形成したり、表面処理することが困難なために意図せず細胞が付着し、その細胞の剥離を制御することが困難な場合がある。しかし、本発明では、接合部30により細胞培養基材20の周縁の一部又は全部を被覆することで、細胞培養基材20の周縁や外周端面への細胞の付着を防止することができる。塗工液は、平面視で細胞培養基材20の全周にわたって連続的に塗布してもよいし、定められた一部もしくは複数の部分に離散的に塗布してもよい。塗工液は、例えば、インクジェット法、ディスペンス法により、所定の幅や高さとなるに液量制御して行うとよい。
【0077】
最後に、前記組み合せにおいて適用された塗工液を硬化させて接合部30を形成する。塗工液が熱硬化型樹脂を含む接着剤である場合には、加熱を行って硬化させる。塗工液が2液混合型の常温硬化性樹脂を含む接着剤である場合には室温で静置して硬化させる。また、塗工液が光硬化性樹脂を含む接着剤である場合には、光照射を行って硬化させる。硬化後、必要に応じて加熱又は減圧環境下で接合部30の脱泡処理を行うとよい。
【0078】
さらに必要に応じてエタノールなどのアルコールを用いた滅菌処理、エチレンオキサイドガス(EOG)を用いた滅菌処理、電子線を用いた滅菌処理を施す。
【0079】
図12は、本発明に係る細胞培養容器の製造方法の他の例を示す工程断面図である。本発明の一実施形態に係る細胞培養容器の製造方法は、支持体上に接合部となる塗工液を供給し、この塗工液上に細胞培養基材を配置し、その後塗工液を硬化させることで細胞培養基材と支持体とを接合するものである。前記支持体と前記細胞培養基材と硬化性塗工液との組み合せを準備する工程が、図11に示す実施形態では、先に支持体と細胞培養基材とを組み合わせ、次に硬化性塗工液を適用する工程であるが、図12に示す実施形態では、先に支持体に硬化性塗工液を適用し、次に細胞培養基材を組み合わせる工程である。すなわち、前記組み合せを準備する手順は特に限定されない。なお、多くの工程は、上記の実施形態と略同様であるため、重複する説明を省略することがある。
【0080】
この実施形態では、支持体10の内側に接合部用の塗工液30aを供給する。塗工液30aを支持体10の内側底面の全体に供給してもよいし、図12(A)に示すように細胞培養基材の周縁に位置する領域に部分的に供給してもよい。
【0081】
次に、少なくとも細胞培養基材20の周縁の一部が被覆されるように、塗工液30aに細胞培養基材20の一部を埋没させる。細胞培養基材20の配置を容易にするために、塗工液30aを予め乾燥させて半硬化状態としておいてもよい。次に図12(B)に示すように塗工液30aを硬化させて接合部30を形成し、細胞培養基材20と支持体10とを接合する。硬化後、必要に応じて加熱又は減圧環境下で接合部30の脱泡処理を行うとよい。
【0082】
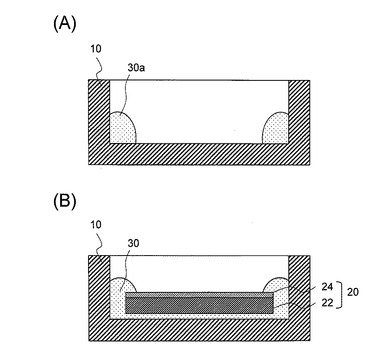
なお、上記の細胞培養容器の製造方法において、支持体として底板に少なくとも1つの開口部が形成されたものを用いてもよい。開口部が形成された支持体は、市販品をレーザー等で加工して開口部に対応する部位を除去して準備してもよいし、射出成型法等により所望のものを作製して準備してもよい。図13は、本発明に係る細胞培養容器の製造方法の別の例を示す工程断面図である。
【0083】
図13(A)に示すように、支持体10の内側であって、支持体10の側壁に沿って接合部用の塗工液30aを供給する。
【0084】
図13(B)に示すように、開口部12を塞ぐように細胞培養基材20を支持体10上に配置する。塗工液が細胞培養基材20の周縁に載り上げるように調整し、なお且つ、塗工液が開口部12の周縁の、支持体10と細胞培養基材20とを接合することが可能な位置に適用される。適用された塗工液を硬化させて接合部30を形成する。これにより細胞培養基材20と支持体10とを接合部30により接合する。硬化後、接合部30を加熱又は減圧環境下で接合部30の脱泡処理を行う。支持体10に開口部12が存在するので、気泡が開口部12を通じて系外に逃げやすいものとなっている。これにより、安定した細胞培養又は細胞観察が可能な細胞培養容器を製造できる。
【0085】
上述では細胞培養基材20を支持体10の開口部12の上方から当てて、開口部12を塞いだ例を説明した。これに限定されるものではない。例えば、開口部12を有する支持体10の下面(外側)の開口部12の周縁部分に接合部となる塗工液を供給しておき、機能性層24が天面となるように上方に向けて細胞培養基材20と支持体10とを合わせ、塗工液を硬化することで両者を接合してもよい。上記工程と略同様にして図7〜図9に示した細胞培養容器300〜500を作製することができる。
【0086】
支持体が開口部を有する実施形態では、開口部が気体放出部として機能するため、硬化性塗工液の適用及び硬化に伴い発生し得るガスや気泡が開口部を通じて系外に逃げやすい。このために均質な品質を有する細胞培養容器の製造が容易となる。
【0087】
<5.第5の実施形態>
(細胞培養容器の製造方法)
次に本発明に係る細胞培養容器の製造方法の他の例について説明する。本発明の一実施形態に係る細胞培養容器の製造方法は、基材と、該基材の表面上に形成された、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する機能性層とを備える細胞培養基材を、該機能性層を備えた面を内側とし、該細胞培養基材の一方の側端部と他方の側端部とを、接合部により接合して形成される筒状の胴部材と、
前記筒状の胴部材の一端に接合された、該一端を閉塞する底部材と、
前記筒状の胴部材の他端に接合された、通孔が形成された首部材と、を備えたボトル型の細胞培養容器の製造方法であり
前記機能性層を備えた面を内側とし、前記細胞培養基材の一方の側端部と他方の側端部とが相互に接合可能な位置に配置されるように筒状に加工した前記細胞培養基材と、細胞非接着性を有する材料を硬化により生成可能な成分を含む硬化性塗工液との組み合わせであって、前記硬化性塗工液が、前記細胞培養基材における前記二つの側端部に位置する機能性層の少なくとも一部を被覆する位置と、前記二つの側端部を接合することが可能な位置とに少なくとも適用されている前記組み合わせを準備する工程と、
前記組み合わせにおいて前記硬化性塗工液を硬化させることにより前記接合部を形成して、前記筒状の胴部材を形成する工程と、
前記筒状の胴部材の一端に前記底部材を取り付け、他端に前記首部材を取り付ける工程と、
を含むことを特徴とする。
【0088】
なお、多くの構成や工程は、上記の実施形態と略同様である場合があり、その際には重複する説明を省略することがある。
【0089】
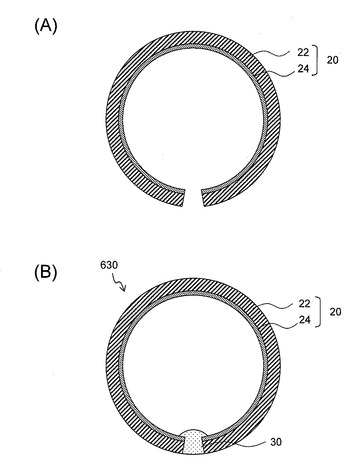
上記のような細胞培養容器の製造方法について、図14を参照して説明する。図14は、本発明に係る細胞培養容器の製造方法の他の例を示す工程断面図である。
【0090】
(1)細胞培養基材を筒状に加工する工程(図14(A)参照)
基材22の片側の全面に機能性層24が形成された細胞培養基材20を準備する。図14(A)に示すように、機能性層24を内側にして、細胞培養基材20の一方の側端部と他方の側端部とが相互に接合可能な位置に配置されるように細胞培養基材20を円筒状に加工する。
【0091】
(2)細胞培養基材の両端を接合する工程(図14(B)参照)
細胞培養基材20における、二つの側端部に位置する機能性層24の少なくとも一部を被覆し、且つ、前記二つの側端部を接合可能な部位に、細胞非接着性を有する材料を硬化により生成可能な成分を含む硬化性塗工液を適用する。図14では筒状の細胞培養基材20を形成した後に硬化性塗工液を適用する例を示すが、これには限定されず、細胞培養基材20に硬化性塗工液を適用した後に細胞培養基材20を筒状に加工してもよいし、細胞培養基材20の筒状への加工と硬化性塗工液の適用とを同時に実施してもよい。塗工液の適用はディスペンサーなどで実施することができる。適用された塗工液を硬化させることにより接合部30を形成する。接合部30は細胞培養基材20の両側端部を相互に接合し、円筒状の胴部材630が形成される。
【0092】
その後、首部材610、底部材620を準備し、それぞれを筒状の胴部材630の端部に接合する。部材同士の接合は、超音波熱融着、接着剤を利用した接着などの公知の方法や上記塗工液を利用した接着といった方法により行うことができる。これにより、首部材610、底部材620、胴部材630が一体となったローラーボトル型の細胞培養容器600を作製することができる。
【0093】
<6.第6の実施形態>
(細胞シートの製造方法)
次に本発明に係る細胞シートの製造方法について説明する。本発明の一実施形態に係る細胞シートの製造方法は、上記細胞培養容器の前記機能性層上で細胞培養する工程と、前記機能性層に、所定の条件を印加して、前記機能性層の表面を細胞非接着性へと変化させる工程と、培養された細胞の剥離を前記接合部が存在する部位から開始して、前記機能性層から細胞を剥離する工程と、を含むことを特徴とするものである。
【0094】
上記のような細胞シートの製造方法について、図15を参照して説明する。図15は、本発明に係る細胞シートの製造方法の一例を示す工程断面図である。
【0095】
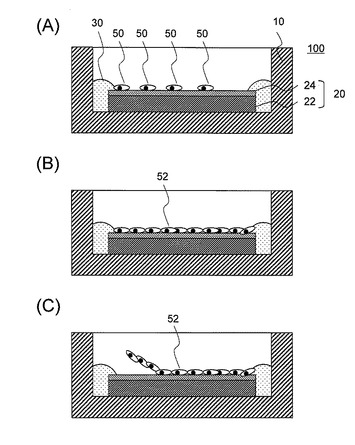
(1)細胞を播種する工程(図15(A)参照)
本発明に用いる細胞に特に制限は無いが、接着細胞であることが好ましい。例えば生体内の各組織、臓器を構成する上皮細胞や内皮細胞、収縮性を示す骨格筋細胞、平滑筋細胞、心筋細胞、神経系を構成するニューロン、グリア細胞、線維芽細胞、血管を構成する血管細胞、生体の代謝に関係する肝実質細胞、非肝実質細胞や脂肪細胞、分化能を有する細胞として、種々組織に存在する幹細胞、さらには骨髄細胞、ES細胞、iPS細胞等である。これらのうち少なくとも1種の細胞を用いるとよい。細胞は、組織や器官から直接採取した初代細胞でもよく、あるいは、それらを何代か継代させたもの又は培養下で分化させたものでもよい。
【0096】
上記のような細胞50を、培養液(図示せず)を供給した細胞培養容器100内に播種する。培養液としては、当技術分野で通常用いられる細胞培養用培地であれば特に制限なく用いることができる。例えば、用いる細胞の種類に応じて、MEM培地、BME培地、DME培地、αMEM培地、IMDM培地、ES培地、DM−160培地、Fisher培地、F12培地、WE培地およびRPMI1640培地等、朝倉書店発行「日本組織培養学会編組織培養の技術第三版」581頁に記載されているような基礎培地を用いることができる。さらに、基礎培地に血清(ウシ胎児血清等)、各種増殖因子、抗生物質、アミノ酸などを加えてもよい。また、Gibco無血清培地(インビトロジェン社)等の市販の無血清培地等を用いることができる。
【0097】
(2)細胞を培養する工程(図15(B)参照)
その後、細胞を培養する。培養時間は、通常6時間〜96時間、好ましくは12時間〜72時間である。培養する温度は、通常37℃である。CO2細胞培養装置などを利用して、5%程度のCO2濃度雰囲気下で培養するのが好ましい。培養した後、必要に応じて細胞培養基材を洗浄して接着していない浮遊細胞を洗い流してもよい。このようにして機能性層24上でシート状の細胞(細胞シート52)となるまで培養される。
【0098】
(3)細胞シートを剥離する工程(図15(C)参照)
培養後に、機能性層24の種類に応じて所定の条件を印加して機能性層24の表面を細胞非接着性に変化させる。例えば、機能性層24が温度応答性ポリマーを含む場合、細胞培養容器を臨界溶解温度未満の環境下に移動する。所定の時間が経過した後、細胞培養基材20から細胞シート52を剥離する。接合部30は細胞が接着しない非接着部であるため、当該箇所が剥離開始点となり、細胞培養基材20の表面からの細胞シート52の剥離が促される。機能性層24が、pH応答性ポリマー、イオン応答性ポリマー、光応答性ポリマー等の他の機能性分子を備える場合には、所定の刺激を印加して細胞培養基材20から細胞シート52を剥離することができる。
【0099】
好ましくは、ピペッティング又は細胞培養容器を揺動して培養液に動きを与えることで剥離開始点に物理的な力を加える。当該培養液の動きによる水流が剥離開始位置の細胞シートの裏面を押圧し、細胞シートの剥離をより確実に行うことができる。
【0100】
細胞シートの剥離の際、剥離を開始する位置に切れ込みを入れる必要がないので、細胞培養領域に存在した部分が均一な品質を有する。特に、再生医療などへの応用に適したものとなる。
【実施例】
【0101】
(実施例1)
A.細胞培養基材の作製
N−イソプロピルアクリルアミドを、最終濃度40重量%になるようにイソプロピルアルコール(IPA)に溶解させてN−イソプロピルアクリルアミド溶液を調製した。ポリスチレンフィルムシート(SUNDIC社製OPSシート)を準備した。このポリスチレンフィルムシートに前記N−イソプロピルアクリルアミド溶液を展開し、ミヤバーNO.4でコーティングした。電子線照射装置(岩崎電気社製)を用いて電子線照射を行い、ポリスチレンフィルムシート表面にポリ−N−イソプロピルアクリルアミドをグラフト重合により形成した。このときの電子線照射線量は300kGyであった。ポリ−N−イソプロピルアクリルアミドが結合されたポリスチレンフィルムシートを34.8mmφの円形に切り出し、5℃のイオン交換水を用いて洗浄し、その後乾燥して細胞培養基材を得た。
【0102】
B.支持体への取付け
図12に模式的に示す手順で細胞培養容器を製造した。
支持体として35mmφポリスチレンディッシュ(ベクトンディッキンソン社製)を準備した。このポリスチレンディッシュは、円形の底板と、該底板の周縁から上方に立設された側壁とを備える。当該底板の、ポリスチレンディッシュの内側に面する部分(内側底面)の直径が35mmである。また、重合開始剤を含むポリジメチルシロキサン(東レ・ダウコーニング社製)よりなる塗工液を準備した。ポリスチレンディッシュの内側底面上の、側壁に沿った位置に円を描くように塗工液の幅が約3mm〜4mmとなるよう制御して塗工液をディスペンサーで1周塗布した。上記細胞培養基材とポリスチレンディッシュを位置合わせし、周縁全周が塗工液に埋没するように支持体の内側底面に貼り付けた。その後、温度40℃で加熱して塗工液を硬化させて、細胞培養基材と支持体とを接合した。なお、接合部の最上部の位置と、機能性層であるポリ−N−イソプロピルアクリルアミド層の表面との高さの差が10μmであり、接合部の、機能性層に面する側の側壁形状は、外側に向かって凸であった。これを70%エタノールにて1時間滅菌し、細胞培養容器とした。この細胞培養容器では、前記細胞培養基材の周縁に位置する機能性層及び外周端面が全周にわたり接合部により被覆されている。
【0103】
C.細胞シートの作製
ウシ大動脈血管内皮細胞(ヒューマンサイエンス研究資源バンク社より入手)を、1×105cells/cm2になるように調整し、細胞培養容器内に播種した。このとき、使用培地は10%FBS含有DMEM(シグマ製)であった。培養はCO2インキュベーターで37℃、5%CO2の条件にて48時間行った。光学位相差顕微鏡にて細胞がシート状に形成されたことを確認した(図16A1)。
【0104】
D.細胞シートの剥離
細胞培養容器を20℃、5%CO2条件下のインキュベーターに入庫した。20分後、20℃のインキュベーターから出庫した。細胞シートは細胞培養基材表面から剥離した(図16B1)。この通り、温度を下げるだけで面内均一な細胞シートを得ることができた。
【0105】
(実施例2)
図13に模式的に示す手順で細胞培養容器を製造した。
実施例1と同様に円形の細胞培養基材を準備した。支持体として35mmφポリスチレンディッシュを射出成型法により作製した。このポリスチレンディッシュは、中央に開口部が形成された円形の底板と、該底板の周縁から上方に立設された側壁とを備える。当該底板の、ポリスチレンディッシュの内側に面する部分(内側底面)の直径が35mmであり、当該底板の中央の開口部の直径は27mm(27mmφ)である。ポリスチレンディッシュの内側底面上の、側壁に沿った位置に円を描くように塗工液の幅が約4mmとなるように塗工液をディスペンサーで1周塗布した。実施例1と同様に、上記細胞培養基材とポリスチレンディッシュを位置合わせし、上記細胞培養基材の周縁全周が塗工液に埋没するように支持体の内側底面に貼り付け、その後、温度40℃で加熱して塗工液を硬化させて、細胞培養基材と支持体とを接合し、これを70%エタノールにて1時間滅菌し、細胞培養容器を得た。なお、接合部の最上部の位置と、機能性層であるポリ−N−イソプロピルアクリルアミド層の表面との高さの差が10μmであり、接合部の、機能性層に面する側の側壁形状は、外側に向かって凸であった。この細胞培養容器では、前記細胞培養基材の周縁に位置する機能性層及び外周端面が全周にわたり接合部により被覆されている。
【0106】
実施例1と同様の条件で細胞の播種及び培養を行い、細胞培養基材上に細胞シートを形成した。その後、細胞培養容器を20℃、5%CO2条件下のインキュベーターに入庫した。20分後、20℃のインキュベーターから出庫した。細胞シートは細胞培養基材表面から剥離し、温度を下げるだけで面内均一な細胞シートを得ることができた。
【0107】
(比較例1)
実施例1と同様に円形の細胞培養基材を準備した。この細胞培養基材と、実施例1で用いたのと同様の35mmφポリスチレンディッシュ(ベクトンディッキンソン社製)とを、接着剤を用いて、細胞培養基材のポリ−N−イソプロピルアクリルアミド層が形成されていない側の面と、ポリスチレンディッシュの内側底面との間に接着剤層が形成されるように接着させた。このとき、細胞培養基材の、ポリ−N−イソプロピルアクリルアミド層が形成された面の周縁を含む全面と、細胞培養基材の外周端面とが露出した状態であった。
【0108】
実施例1と同様の条件で細胞の播種及び培養を行い、細胞培養基材上に細胞シートを形成した。
【0109】
細胞培養容器を20℃、5%CO2条件下のインキュベーターに入庫した。20分後、20℃のインキュベーターから出庫した。細胞シートは細胞培養基材表面に接着したままであり、細胞シートの端部から細胞シートを剥離しようと試みたが、剥離できなかった。そこで医療用メスで細胞シートの端部に切れ込みを入れ、接着している細胞を除去することで、細胞培養基材表面から剥離した。しかしながら、得られた細胞シートの端部には複数の切れ込みがあり、面内均一といえるものではなかった。
【符号の説明】
【0110】
10……支持体,12……開口部,14……通孔,20……細胞培養基材,22……基材,24……機能性層,26……空洞,30……接合部,30a……塗工液,50……細胞,52……細胞シート,100,200,300,400,500,600,1700……細胞培養容器,610……首部材,612……通孔,620……底部材,630……胴部材
【技術分野】
【0001】
本発明は、細胞培養容器及びその製造方法に関する。特に、細胞シートを安定的に作製するための細胞培養容器及びその製造方法に関する。また、上記の細胞培養容器を用いた細胞シートの製造方法に関する。
【背景技術】
【0002】
近年、再生医療分野において患者から採取した細胞を生体外で培養して細胞シートを作製し、この細胞シートを生体内へ移植することで医療効果を高める効果が期待されている。さらに細胞シートを発展させ、生体外で構築した細胞構造体を患者へと移植することが提案されている。
【0003】
細胞シートは、シャーレなどの支持体上で細胞培養を行うことにより得られるが、支持体上で形成された細胞シートは接着分子などを介して支持体表面と強固に結合しているため、細胞−細胞間の結合を壊さずに細胞培養基材から細胞シートを剥離することは容易ではない。
【0004】
そこで、細胞培養基材から細胞シートを効率的に剥離する方法がこれまで検討されてきた。細胞−細胞間の結合を壊さず非侵襲的に細胞培養基材から細胞シートを剥離する技術として、細胞の接着度合いが環境温度で変化する温度応答性ポリマーを用いた細胞培養基材が報告されている。このような技術として、例えば、特許文献1や特許文献2を挙げることができる。
【0005】
特許文献1では、基材に温度応答性ポリマーとなるモノマーを含む溶液を展開し、これに電子線照射してモノマーを重合するとともに基材に温度応答性ポリマーを固定化した細胞培養基材を作製し、この細胞培養基材上で細胞を培養し、温度応答性ポリマーの臨界溶解温度以下の環境下に移して細胞を剥離する技術が開示されている。
【0006】
特許文献2では、所定の表面を有するポリマー基材上に温度応答性ポリマーを含む環境応答性ポリマーを共有結合させた細胞培養基材を用いて、細胞シートを構築し、温度応答性ポリマーの臨界溶解温度以下の環境に移して当該細胞シートを剥離する技術が開示されている。
【0007】
このような、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の機能性層を備える細胞培養基材は、トリプシンやEDTAのようなタンパク質分解酵素や薬品などを用いずに、細胞培養基材から細胞シートを剥離できるので、再生医療分野において有望な技術とされている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平5―192130号公報
【特許文献2】特開2008−263863号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、温度応答性ポリマー層等の、機能性層を備えた細胞培養基材上で作製された細胞シートを安定的に剥離することが困難である場合がある。
【0010】
そこで本発明は上記の実情に鑑みてなされたものであり、細胞培養基材から細胞シートを安定的に剥離することが可能な細胞培養容器を提供することを目的とする。
【課題を解決するための手段】
【0011】
従来の細胞培養基材は、予め所望の形状に加工された基材の表面に機能性層を付与することにより、或いは、先に基材表面に機能性層を付与し、次いで所望の形状に加工することにより形成される。予め所望の形状に加工された基材の表面に機能性層を付与する場合、細胞培養基材の外周端面(側面)には機能性を付与することが困難である。一方、先に基材表面に機能性層を付与し、次いで所望の形状に加工する場合、細胞培養基材の周縁に位置する機能性層は、機能性層形成後に裁断などの加工がなされるため機能性が失われてしまう。本発明者は、このような事情により細胞培養基材の周縁部分の表面や外周端面には機能性を付与することが困難であること、機能性層表面にて細胞培養を行い細胞シートを形成する場合には、細胞シートの周縁部にあたるこれらの箇所に細胞が不用意に付着してしまうために細胞シートを剥離することが困難な場合があることを見出した。
【0012】
本発明者はまた、機能性層を備えた細胞培養基材を支持体に固定化して使用する場合に、機能性層表面で培養された細胞が、該機能性層表面に接している支持体の一部分と不用意に付着してしまうことがあり、この場合もまた、細胞シートの周縁部にあたる部分が支持体に付着してしまうために細胞シートを剥離することが困難な場合があることを見出した。
【0013】
そこで本発明者らは、鋭意研究を行い、細胞培養基材の機能性層表面で構築された細胞シートの剥離に際し、細胞シートの周縁部にあたる位置の一部又は全部に剥離の起点を設けることが、安定的に細胞シートの剥離を行う上で有用であるとの知見を得た。
【0014】
本発明は、以下の発明を包含する。
(1)支持体と、
基材、及び、該基材の表面上に形成された、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する機能性層を備える細胞培養基材と、
前記支持体と前記細胞培養基材とを接合する接合部と、を備え、
前記接合部は、細胞非接着性の表面を有し、且つ、前記機能性層の表面の、培養時に細胞と接触する領域の周縁の少なくとも一部を被覆するように配置されていることを特徴とする細胞培養容器。
(2)前記機能性層の表面の、培養時に細胞と接触する領域の周縁のうち前記接合部により被覆される部分が、前記細胞培養基材の周縁に位置する部分である、(1)の細胞培養容器。
(3)前記支持体には、該支持体を貫通する開口部が形成されており、
前記細胞培養基材は、前記開口部を塞ぐように配置されている、(1)又は(2)の細胞培養容器。
(4)基材と、該基材の表面上に形成された、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する機能性層とを備える細胞培養基材を、該機能性層を備えた面を内側とし、該細胞培養基材の一方の側端部と他方の側端部とを接合して形成される筒状の胴部材であって、前記細胞培養基材の一方の側端部と他方の側端部とが、細胞非接着性の表面を有する接合部であって、且つ、該二つの側端部に位置する該機能性層の少なくとも一部を被覆するように配置された接合部により接合されている胴部材と、
前記筒状の胴部材の一端に接合された、該一端を閉塞する底部材と、
前記筒状の胴部材の他端に接合された、通孔が形成された首部材と、を備えたボトル型の細胞培養容器。
(5)支持体と、
基材、及び該基材の表面上に形成された、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する機能性層を備える細胞培養基材と、
前記支持体と前記細胞培養基材とを接合する接合部と、を備える細胞培養容器の製造方法であって、
前記支持体と、前記細胞培養基材と、細胞非接着性を有する材料を硬化により生成可能な成分を含む硬化性塗工液との組み合せであって、前記硬化性塗工液が、前記細胞培養基材の前記機能性層の表面の、培養時に細胞と接触する領域の周縁の少なくとも一部を被覆する位置と、前記支持体と前記細胞培養基材とを接合することが可能な位置とに少なくとも適用されている前記組み合わせ、を準備する工程と、
前記組み合わせにおいて前記硬化性塗工液を硬化させることにより前記接合部を形成する工程と、を含む前記方法。
(6)前記支持体には、該支持体を貫通する開口部が形成されており、
前記組み合わせにおいて、前記細胞培養基材は前記開口部を塞ぐように配置されており、前記硬化性塗工液が適用される、前記支持体と前記細胞培養基材とを接合することが可能な位置が、前記開口部の周縁の少なくとも一部を含む、(5)の方法。
(7)前記組み合わせにおいて、前記細胞培養基材の前記機能性層の表面の、培養時に細胞と接触する領域の周縁のうち前記硬化性塗工液により被覆される部分が、前記細胞培養基材の周縁に位置する部分である、(5)又は(6)の方法。
(8)基材と、該基材の表面上に形成された、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する機能性層とを備える細胞培養基材を、該機能性層を備えた面を内側とし、該細胞培養基材の一方の側端部と他方の側端部とを、接合部により接合して形成される筒状の胴部材と、
前記筒状の胴部材の一端に接合された、該一端を閉塞する底部材と、
前記筒状の胴部材の他端に接合された、通孔が形成された首部材と、を備えたボトル型の細胞培養容器の製造方法であって、
前記機能性層を備えた面を内側とし、前記細胞培養基材の一方の側端部と他方の側端部とが相互に接合可能な位置に配置されるように筒状に加工した前記細胞培養基材と、細胞非接着性を有する材料を硬化により生成可能な成分を含む硬化性塗工液との組み合わせであって、前記硬化性塗工液が、前記細胞培養基材における前記二つの側端部に位置する機能性層の少なくとも一部を被覆する位置と、前記二つの側端部を接合することが可能な位置とに少なくとも適用されている前記組み合わせを準備する工程と、
前記組み合わせにおいて前記硬化性塗工液を硬化させることにより前記接合部を形成して、前記筒状の胴部材を形成する工程と、
前記筒状の胴部材の一端に前記底部材を取り付け、他端に前記首部材を取り付ける工程と、を含む方法。
(9)(1)〜(4)のいずれかの細胞培養容器の前記機能性層上で細胞を培養する工程と、
前記機能性層に、前記所定の条件を印加して、前記機能性層の表面を細胞非接着性へと変化させる工程と、
培養された細胞の剥離を前記接合部が存在する部位から開始して、前記機能性層から細胞を剥離する工程と、を含むことを特徴とする細胞シートの製造方法。
【発明の効果】
【0015】
本発明によれば、細胞培養基材から細胞シートを安定的に剥離することができる。
【図面の簡単な説明】
【0016】
【図1】本発明に係る細胞培養容器の一例を示す断面図である。
【図2】本発明に係る細胞培養容器の一例を示す平面図である。
【図3】本発明に係る細胞培養容器の他の例を示す平面図である。
【図4】本発明に係る細胞培養容器の他の例を示す断面図である。
【図5】本発明に係る細胞培養容器の他の例を示す断面図である。
【図6】本発明に係る細胞培養容器の他の例を示す断面図である。
【図7】本発明に係る細胞培養容器の他の例を示す断面図である。
【図8】本発明に係る細胞培養容器の他の例を示す平面図(A)及び断面図(B)である。
【図9】本発明に係る細胞培養容器の他の例を示す断面図である。
【図10】本発明に係る細胞培養容器の他の例を示す斜視図(A)及び断面図(B)である。
【図11】本発明に係る細胞培養容器の製造方法の一例を示す工程断面図である。
【図12】本発明に係る細胞培養容器の製造方法の他の例を示す工程断面図である。
【図13】本発明に係る細胞培養容器の製造方法の他の例を示す工程断面図である。
【図14】本発明に係る細胞培養容器の製造方法の他の例を示す工程断面図である。
【図15】本発明に係る細胞シートの製造方法の一例を示す工程断面図である。
【図16】図16A1は実施例1の細胞培養容器の細胞培養基材表面上にて形成され、接着した細胞シートの顕微鏡観察像を示す。図16A2は、図16A1に示す細胞シート及び細胞培養基材の関係を模式的に示す断面模式図である。図16B1は、図16A1に示す実施例1の細胞培養容器の細胞培養基材表面上の細胞シートを20℃で20分間冷却したときの、剥離された細胞シートの顕微鏡観察像を示す。図16B2は、図16B1に示す細胞シート及び細胞培養基材の関係を模式的に示す断面模式図である。
【図17】本発明に係る細胞培養容器の他の例の断面図、及び、その製造方法を示す工程断面図である。
【発明を実施するための形態】
【0017】
以下、図面を参照しながら、本発明の実施形態について説明を行う。本発明は以下に説明する形態に限定されることはなく、技術思想を逸脱しない範囲において種々変形を行なって実施することが可能である。また図面においては、説明のために縮尺を誇張して図示することがあり、実際のものとは縮尺が異なる場合がある。
【0018】
<1.第1の実施形態>
(細胞培養容器)
まず本発明に係る細胞培養容器について説明する。
【0019】
本発明の一実施形態に係る細胞培養容器は、支持体と、該支持体に取り付けられた、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する機能性層を有する細胞培養基材と、前記細胞培養基材と前記支持体とを接合する接合部と、を備え、前記接合部は、細胞非接着性の表面を有し、且つ、前記機能性層の表面の、培養時に細胞と接触する領域の周縁の少なくとも一部を被覆するように配置されたことを特徴とするものである。
【0020】
本発明において「機能性層の表面の、培養時に細胞と接触する領域」とは、機能性層の表面のうち、細胞培養容器での細胞が接触可能な位置にある領域を指す。機能性層の表面のうち、細胞培養容器の細胞が収容される部分に露出した領域が「培養時に細胞と接触する領域」に相当する。
【0021】
上記のような細胞培養容器について、図1〜図5を参照して説明する。なお、これらの図で示す実施形態では、前記機能性層の表面の、培養時に細胞と接触する領域の周縁のうち前記接合部により被覆される部分が、前記細胞培養基材の周縁に位置する部分である。
【0022】
本発明に係る細胞培養容器の一例を図1(断面図)及び図2(平面図)に示す。細胞培養容器100は、支持体10と、支持体10上に配置された細胞培養基材20と、支持体10と細胞培養基材20とを接合する接合部30を備える。支持体10の内側に細胞及び培養液が保持される。細胞は、細胞培養基材20の表面に接着して培養され、その後、細胞培養基材20の表面から剥離して系外に取り出される。
【0023】
細胞培養基材20は、基材22と、基材22の表面上に形成された、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する機能性層24とを備える。接合部30は、少なくとも細胞非接着性の表面を有し、機能性層24の周縁の少なくとも一部を被覆するように配置されている。培養時に機能性層24は細胞培養可能な表面として機能する。接合部30は、細胞に対して非接着部として機能する。機能性層24表面と接合部30表面とは細胞の接着度合いに差があり、かつ物理的な段差が存在する。平面視上の機能性層24との境界近傍に位置する接合部30は、細胞シートの剥離の開始点として作用する。これにより、機能性層24上で作製した細胞シートの剥離が容易となる。次に各構成について説明を行う。
【0024】
(支持体)
支持体10は、細胞と培養液を保持できる構造であることが好ましい。典型的には、図1に示すように、細胞と培養液を保持することが可能なように、円形の底板と、該底板の周縁から上方に立設された側壁とを備える皿状の形状であってもよいし、細胞及び培養液を保持することが可能な他の形状であってもよい。より具体的には、支持体は、シャーレ、フラスコ、ビーカー、ウェルプレート、管等の形状であることができる。また、支持体単独で細胞と培養液を保持できる図1に示すような構造であることは必須ではなく、詳細は後述するが、支持体と細胞培養基材とを組み合わせた形態で細胞と培養液を保持できる構造であってもよい。
【0025】
支持体10の材料には、特に制限は無い。好ましくは細胞培養において一般的に用いられるものであるとよい。例えば、ポリスチレン樹脂、ポリエステル樹脂、ポリエチレン樹脂、ポリエチレンテレフタレート樹脂、ポリプロピレン樹脂、ABS樹脂、ナイロン、アクリル樹脂、フッ素樹脂、ポリカーボネート樹脂、ポリウレタン樹脂、メチルペンテン樹脂、フェノール樹脂、メラミン樹脂、エポキシ樹脂、塩化ビニル樹脂等のポリマー、表面親水化処理を施した上記の少なくとも1種を含むポリマー、及びガラスや石英等の無機材料であってもよい。なかでもポリスチレン樹脂又はポリエチレンテレフタレート樹脂であることが好ましい。ポリスチレン樹脂は、細胞毒性が低い材料である点で好ましい。また、ポリエチレンテレフタレート樹脂は、低コストで入手可能であり量産作製に適した材料である点で好ましい。
【0026】
(細胞培養基材)
細胞培養基材20は、基材22と、基材22上に配置された機能性層24を含む。図1では、機能性層24側を天面として細胞培養基材20が支持体10の内側底面上に配置された例を示す。細胞培養基材20は、支持体10上に少なくとも1つ配置されていればよく、例えば、複数の細胞培養基材が支持体10上に並設されていてもよい。基材22は、上記支持体10の内側に収納可能な大きさや形状であることが好ましい。また、上記支持体10の内側の形状に沿うものであることが好ましい。好ましくは平坦な板状、シート状、フィルム状である。細胞の培養が行いやすいからである。基材22の厚さについても特に制限は無いが、取り扱い性を考慮して、例えば、100μm〜5mmとすることができる。
【0027】
基材22の材料には、特に制限は無い。好ましくは細胞培養において一般的に用いられる材料である。具体的には、上記支持体と同様の材料から独立に選択される材料とすることができる。また、上記支持体と同様の材料から独立に選択される材料の片側に多孔質層を設けた材料であってもよい。
【0028】
機能性層24は、基材22に形成された、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する層である。細胞接着性表面から細胞非接着性表面への変化は、可逆的なものであってもよいし、不可逆的なものであってもよいが、可逆的なものであることが好ましい。機能性層としては、所定の刺激によって表面の細胞の接着度合いが変化するポリマー(刺激応答性ポリマー)を含む層等が挙げられる。刺激応答性ポリマーとしては、温度応答性ポリマー、pH応答性ポリマー、イオン応答性ポリマー、光応答性ポリマーなどを挙げることができる。なかでも温度応答性ポリマーを用いることが好ましい。刺激の付与が簡単だからである。
【0029】
温度応答性ポリマーとして、例えば、細胞を培養する温度では細胞接着性を示し、作製した細胞シートの剥離する時の温度では細胞非接着性を示すものを用いるとよい。例えば、温度応答性ポリマーは、臨界溶解温度未満の温度では周囲の水に対する親和性が向上し、ポリマーが水を取り込んで膨潤して表面に細胞を接着しにくくする性質(細胞非接着性)を示し、同温度以上の温度ではポリマーから水が脱離することでポリマーが収縮して表面に細胞を接着しやすくする性質(細胞接着性)を示すものを用いるとよい。このような臨界溶解温度は、下限臨界溶解温度と呼ばれる。下限臨界溶解温度Tが0℃〜80℃、さらに好ましくは0℃〜50℃である温度応答性ポリマーを用いるとよい。Tが0℃〜80℃であると、細胞を安定的に培養できるからである。
【0030】
上記の温度応答性ポリマーとして、具体的には、アクリル系ポリマーまたはメタクリル系ポリマーを挙げることができる。ポリーN−イソプロピルアクリルアミド(T=32℃)、ポリーN−n−プロピルアクリルアミド(T=21℃)、ポリ−N−n−プロピルメタクリルアミド(T=32℃)、ポリ−N−エトキシエチルアクリルアミド(T=約35℃)、ポリ−N−テトラヒドロフルフリルアクリルアミド(T=約28℃)、ポリ−N−テトラヒドロフルフリルメタクリルアミド(T=約35℃)、及びポリ−N,N−ジエチルアクリルアミド(T=32℃)等が挙げられる。なお、これらに限らず、種々の公知の材料を用いてもよい。また、温度応答性高分子は、ホモポリマーであってもよいし、コポリマーであってもよい。
【0031】
上記のいずれかの材料を含む刺激応答性ポリマーを所定の厚さとなるように基材22上に固定化して、機能性層24とする。刺激応答性ポリマーとして温度応答性ポリマーを用いる場合には、その膜厚は、例えば、0.5nm〜300nmの範囲内とするよく、なかでも1nm〜100nmの範囲内であることが好ましい。膜厚を0.5nm〜300nmの範囲とすることで細胞の接着と剥離の両立が容易となる。なお、機能性層24には、その機能を損なわない程度に界面活性剤等の成分を含んでもよい。
【0032】
細胞接着性及び細胞非接着性は、一の領域と他の領域における細胞の接着度合いの相対的な関係を示すものである。
【0033】
細胞接着性とは、細胞が接着しやすいことをいう。細胞接着性は、表面の化学的性質や物理的性質等によって細胞の接着や伸展が起こりやすいか否かで決定される。
【0034】
細胞接着性を判断する指標として、実際に細胞培養した際の細胞接着伸展率を用いることができる。細胞接着性の表面は、細胞接着伸展率が60%以上の表面であることが好ましく、細胞接着伸展率が80%以上の表面であることが更に好ましい。細胞接着伸展率が高いと、効率的に細胞を培養することができる。本発明における細胞接着伸展率は、播種密度が4000cells/cm2以上30000cells/cm2未満の範囲内で培養しようとする細胞を測定対象表面に播種し、37℃、CO2濃度5%のインキュベーター内に保管し、14.5時間培養した時点で接着伸展している細胞の割合({(接着している細胞数)/(播種した細胞数)}×100(%))と定義する。
【0035】
細胞の播種は、10%FBS入りDMEM培地に懸濁させて測定対象物上に播種し、その後、細胞ができるだけ均一に分布するよう、細胞が播種された測定対象物をゆっくりと振とうすることにより行うものである。さらに、細胞接着伸展率の測定は、測定直前に培地交換を行って接着していない細胞を除去した後に行う。細胞接着伸展率の測定では、細胞の存在密度が特異的になりやすい箇所(例えば、存在密度が高くなりやすい所定領域の中央、存在密度が低くなりやすい所定領域の周縁)を除いた箇所を測定箇所とする。
【0036】
一方、細胞非接着性とは、細胞が接着しにくい性質をいう。細胞非接着性は、表面の化学的性質や物理的性質等によって細胞の接着や伸展が起こりにくいか否かで決定される。
【0037】
細胞非接着性の表面は、上記で定義した細胞接着伸展率が60%未満の表面であることが好ましく、40%未満の表面であることがより好ましく、5%以下の表面であることが更に好ましく、2%以下の表面であることが最も好ましい。
【0038】
測定対象物の表面の細胞接着性及び細胞非接着性は、測定対象物の状態によっては水接触角の値を指標として簡易に評価できる場合がある。細胞接着性の表面は、水に対する接触角(水接触角)が60°以下の表面であることが好ましく、水接触角が40°以下であることがより好ましい。細胞非接着性の表面は、水接触角が60°を超える表面であることが好ましく、80°以上の表面であることがより好ましく、水接触角が90°以上の表面であることが更に好ましい。なお、水接触角は、温度25℃、湿度30%、大気圧下でマイクロシリンジから測定対象表面に純水を滴下して30秒後に接触角測定器 協和界面科学(株)製 CA−Z型を用いて測定した値とする。水接触角を細胞接着性/非接着性の指標に用いることができる表面としては、水溶性や水膨潤性を有しない、あるいは水溶性や水膨潤性を有していても極めてその性質が低い高分子表面が挙げられる。具体的には、ポリスチレンやポリジメチルシロキサン等の高分子表面が挙げられる。
【0039】
(接合部)
接合部30は、機能性層24の、培養時に細胞と接触する領域の周縁の少なくとも一部を被覆するように配置され、細胞培養基材20と支持体10とを接合する。図1及び図2では、接合部30が、細胞培養基材20の周縁に位置する機能性層24表面と、細胞培養基材20の外周端面(側面)の全体とを被覆し、支持体10の、細胞培養基材20の外周に近接する部分も被覆している様子を示している。接合部30は、細胞非接着性を有する材料を含み、少なくとも表面が細胞非接着性を有する。接合部30を構成する「細胞非接着性を有する材料」としては、例えば、ポリジメチルシロキサン等のシリコーン系ポリマー、フッ素含有ポリマーといった疎水性ポリマーを挙げることができる。なかでも細胞毒性が低いポリジメチルシロキサンを用いることが好ましい。
【0040】
接合部30は、細胞非接着性を有する材料を硬化により生成可能な成分を含む硬化性塗工液を、硬化させることにより形成することができる。このような硬化性塗工液としては、2液混合型の常温硬化性樹脂、熱硬化型樹脂、又は光硬化性樹脂を含む接着剤等が挙げられる。硬化性塗工液は、硬化により細胞非接着性を有する材料を生成することが可能な組成を有するものであれば特に限定されない。
【0041】
接合部30は、支持体10と細胞培養基材20とを接合するのに十分な量の硬化性塗工液を用いて形成することができる。
【0042】
接合部30の最上部の高さ位置が、機能性層24の表面の高さ位置よりも高い位置にあることが好ましい。つまり、接合部30の一部が、機能性層24の表面に載り上げるように配置されているものである。接合部30の最上部の位置が機能性層24の表面よりも高い位置とすることで、機能性層24の表面上で培養される細胞が接合部30を物理的な障壁として認識することができる。接合部30の最上部の高さ位置と機能性層24の表面の高さ位置との差をH(図1参照)とすると、Hを、機能性層24表面で接着や伸展した細胞の高さよりも大きくすることが好ましい。例えば、具体的な数値を挙げるとHを5μm以上とすることが好ましく、10μm以上とすることがより好ましく、30μm以上とすることが更に好ましい。接合部30の最上部の位置を上記範囲とすることで、例えば、接合部30を乗り越えて支持体10の内側の側壁に付着することを防止することができる。
【0043】
接合部30の、機能性層24の表面の、培養時に細胞と接触する領域に面する側の側壁は、垂直形状、順テーパー形状(断面視において、機能性層24表面の、培養時に細胞と接触する領域と前記側壁とが成す角が90°よりも大きい形状)、逆テーパー形状(断面視において、機能性層24表面の、培養時に細胞と接触する領域と前記側壁とが成す角が90°よりも小さい形状)、外側に向かって凸形状(例えば図1に示すように、接合部30の前記側面が断面視で外側に膨らんだ曲線を描く形状)などの種々の形状をとりうる。
【0044】
図2を参照して、上記の各構成の関係について説明する。図2は、本発明に係る細胞培養容器の一例を示す平面図である。支持体10の内側に細胞培養基材20及び接合部30が配置されている。接合部30は、機能性層24の周縁を全周にわたり被覆している。図中の点線は、細胞培養基材20の最外周を示している。露出している機能性層24が、培養時に細胞と接触する領域となる。接合部30が細胞非接着性の表面を有するので、細胞が接着することが抑えられ、接合部30が存在する部位は剥離開始点として作用する。剥離開始点近傍では、細胞シートが細胞培養基材から剥離して一部浮遊可能な状態となり、細胞シートの裏面と細胞培養基材との間に培養液が侵入しやすい構造となる。培養液に動きを与えることにより生じた水流が、細胞シートの裏面を押圧することで、細胞シートが細胞培養基材から剥離することが促進される。
【0045】
接合部30が、機能性層24表面の、培養時に細胞と接触する領域の周縁(特に細胞培養基材20の周縁)を被覆する幅には特に制限は無く、所望の面積の機能性層24が露出するようにすればよい。なお、製造しやすさの点を考慮すると、接合部30が機能性層24の前記領域の周縁を被覆する幅を50μm以上とすることが好ましい。
【0046】
細胞の種類や培養条件等によっては、機能性層24表面のみならず、支持体10の内側底面や細胞培養基材20の外周端面(側面)といった意図しない部位に細胞が接着する場合がある。意図しない部位に接着した細胞は、細胞シートと連なり細胞シートの剥離を困難とするおそれがある。また、細胞培養基材の加工状況によっては細胞培養基材の周縁及び外周端面に細胞が接着し、この細胞の剥離を制御することが困難な場合がある。細胞培養容器100において、接合部30を細胞培養基材20の周縁の全周にわたって配置した場合、接合部30によって、細胞シートを形成する機能性層24表面と支持体10の内側底面とが細胞培養基材20の外周端面を介して一続きとならないように構成される。つまり、機能性層24表面と支持体10表面が、接合部30により空間的に分断されている。この実施形態では、機能性層24表面において培養される細胞が、支持体10の底壁表面の細胞とつながることがなく、より安定的に細胞シートの剥離を行うことができる。
【0047】
各構成の関係は上記に限らない。図3は、本発明に係る細胞培養容器の他の例を示す平面図である。支持体10及び細胞培養基材20は図1、2の実施形態と同様である。この実施形態では、支持体10の内側に、細胞培養基材20及び接合部30が配置され、接合部30は機能性層24表面の、培養時に細胞と接触する領域の周縁の一部を被覆する。該領域の外周の長さの1/4以上が接合部30により被覆されていることが好ましい。他の部分において支持体10と細胞培養基材20は接着剤等により接合されていてもよい。また、複数の接合部が、機能性層24表面の前記領域の周縁の一部を被覆するように、それぞれ離散的に配置されていてもよい。複数の接合部が離散的に配置された場合には、各接合部が機能性層24表面の前記領域の外周を被覆する長さの合計が、前記領域の外周の長さの1/4以上となるようにするとよい。このような態様であっても、接合部30が細胞非接着性の表面を有するので、接合部30を開始点として細胞シートの剥離を行うことができる。
【0048】
さらに各構成の関係は上記に限らない。図4は、本発明に係る細胞培養容器の他の例を示す断面図である。支持体10の内側底面の全面に配置された接合部30に細胞培養基材20の一部が埋没するようにして、支持体10と細胞培養基材20とが接合されている。つまり支持体10と細胞培養基材20の間に接合部30が介設されている状態である。このような態様であっても、接合部30が細胞非接着性の表面を有し、かつ細胞が接着可能な領域が露出した機能性層24の表面に限られるので、より効果的に細胞シートの剥離を行うことができる。
【0049】
さらに各構成の関係は上記に限らない。図5は、本発明に係る細胞培養容器の他の例を示す断面図である。細胞培養基材20と支持体10は、細胞培養基材20の周縁全周を被覆するように配置された接合部30により接合され、細胞培養基材20の下は空洞26(キャビティ)となっているものである。このような態様であっても、接合部30が細胞非接着性の表面を有し、かつ細胞が接着可能な領域が露出した機能性層24の表面に限られるので、より効果的に細胞シートの剥離を行うことができる。
【0050】
さらに図5に示す実施形態では、接合部30で囲われた空洞26が、通常空気で満たされており、細胞培養容器100の内外で熱のやりとりを低減する断熱効果を奏する。インキュベーター内(37℃)で細胞培養を行った後、観察するために細胞培養容器を顕微鏡へ移すことがある。通常、顕微鏡は室温(25℃)下に置かれるため、時間とともに細胞培養容器の内側の温度が変化する。図5に示す細胞培養容器100は、細胞培養基材10の下に空洞26を有するために、細胞培養容器内から熱が逃げにくく、細胞に外乱を与えることなく安定して細胞の観察を行うことができる。
【0051】
<2.第2の実施形態>
本発明の一実施形態に係る細胞培養容器は、第1の実施形態に関して上述した支持体と、細胞培養基材と、接合部とを備える細胞培養容器において、支持体に、当該支持体を貫通する開口部が形成されており、且つ、細胞培養基材が、当該開口部を塞ぐように配置されていることを更なる特徴とする。なお、多くの構成は、上記の実施形態と略同様であるため、重複する説明を省略することがある。
【0052】
(細胞培養容器)
本実施形態に係る細胞培養容器について、図6〜9を参照して説明する。
図6は、本発明に係る細胞培養容器の別の例を示す断面図である。細胞培養容器200は、開口部12が形成された支持体10上に開口部12を塞ぐように細胞培養基材20が配置され、支持体10と細胞培養基材20とが接合部30により接合されている。細胞培養基材20は、基材22と、基材22上に形成された機能性層24を含む。接合部30は、少なくとも細胞非接着性の表面を有し、機能性層24の表面の、培養時に細胞と接触する領域の周縁(図6では細胞培養基材20の周縁でもある)の少なくとも一部を被覆するように配置されている。機能性層24表面と接合部30表面で細胞の接着度合いに差があり、かつ物理的な段差が存在する。接合部30は、細胞に対して非接着部として機能する。平面視上の機能性層24との境界近傍に位置する接合部30は、細胞シートの剥離の開始点として作用する。これにより、機能性層24上で作製した細胞シートの剥離が容易となる。
【0053】
図6に示す支持体10は、図1〜5において示す支持体10と同様の皿形状を有しているが、その底板の略中央を貫通するように開口部12が形成されている点で図1〜5において示す支持体10とは異なる。図6では、支持体10の底板の略中央に1つの開口部12が形成された例を示したが、これに限定されるものではない。開口部12は、支持体10の底板の略中央部以外に形成されていてもよい。支持体10の底板の一部に開口部12が複数形成されていてもよい。また、開口部12の形状や大きさに特に制限は無いが、細胞培養基材20が支持体10に係止される幅が2mm以上であると、安定的に細胞培養基材が支持され、また製造安定性の面からも好ましい。
【0054】
細胞培養基材20は、支持体10の開口部12を一方向から塞ぐように配置される。開口部が複数存在する場合には、開口部ごとに別個の細胞培養基材で塞いでもよいし、一の細胞培養基材で複数の開口部を一括して塞いでもよい。細胞培養基材20の厚さは、開口部12上で支持性を確保できる厚さであることが好ましく、例えば、200μm以上とするとよい。本実施形態に係る細胞培養容器は、支持体10と細胞培養基材20を含めた形態で細胞と培養液を保持できる構造となっている。
【0055】
接合部30を形成するための硬化性塗工液は溶剤などを含むため、塗工液を硬化させた後にも溶剤のガスが放出される虞がある。また、硬化段階で気泡が生じる虞がある。硬化させた後の接合部30に残存するガスが放出されたり、気泡として接合部30に残ると、細胞培養又は細胞観察時に支障となりうる虞がある。そのためガスを除去しておくことが好ましい。本実施形態では、開口部12は気体放出部として機能し、開口部12を通じてガスや気泡が系外に逃げやすい。これにより、安定した細胞培養又は細胞観察を行うことができる。また、接合部30が細胞非接着性の表面を有するので、接合部30を開始点として細胞シートの剥離を行うことができる。
【0056】
以下、本実施形態に係る細胞培養容器の変形例について、図7〜9を参照して説明する。図7は、本発明に係る細胞培養容器の他の例を示す断面図である。細胞培養容器300は、開口部12が形成された支持体10に開口部12を塞ぐように細胞培養基材20が取り付けられ、支持体10と細胞培養基材20とが接合部30により接合されている。上記と異なるのは、細胞培養基材20の機能性層24を上方に向けて天面とし、支持体10の下方から開口部12を塞ぐように取り付けられている点である。
【0057】
図7に示す実施形態では、機能性層24の表面の、開口部12により包囲された領域(培養時に細胞が接触する領域である)の周縁の全周が接合部30により被覆されているが、前記領域の周縁の少なくとも一部が接合部30により被覆されていればよい。接合部30は培養される細胞の剥離の開始点として機能する。
【0058】
図8は、本発明に係る細胞培養容器の他の例を示す平面図及び断面図であり、(A)は平面図、(B)は(A)のI-Iにおける断面図である。細胞培養容器400は、一般に6ウェルプレートと呼ばれるタイプの細胞培養容器である。図8(A)に示すように支持体10には厚さ方向に貫通した複数の開口部12が形成されており、図8(B)に示すように複数の開口部12を一括して塞ぐように細胞培養基材20が取り付けられ、支持体10と細胞培養基材20とが接合部30により接合されている。各開口部12の底は細胞培養容器20で塞がれて、細胞及び細胞培養液を保持できるウェルとして機能する。細胞培養基材20は、機能性層24を上方に向けて天面とし、支持体10の下方から開口部12を塞ぐように取り付けられている。なお、ウェルの数は図示のものに限定されるものではない。図8に示す実施形態では、機能性層24の表面の、開口部12により包囲された複数の領域(培養時に細胞が接触する領域である)の各々の周縁の全周が接合部30により被覆されているが、前記各領域の周縁の少なくとも一部が接合部30により被覆されていればよい。接合部30は培養される細胞の剥離の開始点として機能する。
【0059】
図9は、本発明に係る細胞培養容器の他の例を示す断面図である。細胞培養容器500は、一般にフラスコと呼ばれるタイプの細胞培養容器である。細胞培養容器500には、ボトル状の支持体の少なくとも一面(図9では胴部の壁面)を貫通するように開口部12が形成されており、この開口部12を塞ぐように細胞培養基材20が取り付けられ、支持体10と細胞培養基材20とが接合部30により接合されてなる。支持体10には、液体用の通孔14が設けられている。図示しないが、通孔14には通常キャップが取り付けられる。これにより、細胞培養容器500の内側は密閉された状態となり、安定して細胞培養を行うことができる。通孔14より細胞及び培養液を供給したり、回収したりすることができる。また、細胞培養基材20を支持体10より剥離して細胞及び培養液を回収してもよい。図9に示す実施形態では、機能性層24の表面の、開口部12により包囲された領域(培養時に細胞が接触する領域である)の周縁の全周が接合部30により被覆されているが、前記領域の周縁の少なくとも一部が接合部30により被覆されていればよい。接合部30は培養される細胞の剥離の開始点として機能する。
【0060】
フラスコタイプの細胞培養容器は、図17Dに示すように、通孔14以外が閉塞したフラスコ型支持体1703の内側に細胞培養基材20が接合された細胞培養容器1700の形態であってもよい。細胞培養容器1700は、フラスコ型支持体1703の一部が開放された構造の第一部品1701に細胞培養基材20を組み合わせ(図17A)、両者を接合するとともに細胞培養基材20の周縁を被覆する接合部30を設け(図17B)、次に第一部品1701と一体化されてフラスコ型支持体1703を形成することが可能な第二部品1702を第一部品1701の開放部分を塞ぐように組み合わせ(図17C)、第一部品1701と第二部品1702とを溶着させるなどして一体化してフラスコ型支持体1703を形成する(図17D)ことにより製造することができる。
【0061】
<3.第3の実施形態>
本発明の一実施形態に係る細胞培養容器はボトル型の細胞培養容器であって、
基材と、該基材の表面上に形成された、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する機能性層とを備える細胞培養基材を、該機能性層を備えた面を内側とし、該細胞培養基材の一方の側端部と他方の側端部とを接合して形成される筒状の胴部材であって、前記細胞培養基材の一方の側端部と他方の側端部とが、細胞非接着性の表面を有し、且つ、該二つの側端部に位置する機能性層の少なくとも一部を被覆するように配置された接合部により接合されている胴部材と、
前記筒状の胴部材の一端に接合された、該一端を閉塞する底部材と、
前記筒状の胴部材の他端に接合された、通孔が形成された首部材と
を備えることを特徴とする。なお、多くの構成は、上記の実施形態と略同様であるため、重複する説明を省略することがある。
【0062】
(細胞培養容器)
本実施形態に係る細胞培養容器について、図10を参照して説明する。図10は、本発明に係る細胞培養容器の別の例を示す斜視図及び断面図であり、(A)は斜視図、(B)は(A)のII−IIにおける断面図である。細胞培養容器600は、図10(A)に示すように、孔が無く閉塞した底部材620、この底部材620に対向する、突出した液体用の通孔612を有する首部材610、及び首部材610と底部材620を接続する円筒状の胴部材630を備えている。胴部材630は、細胞培養基材20を、機能性層24を備えた面が内側になるように巻いて、細胞培養基材20の一方の側端部と他方の側端部とを接合部30により接合して形成される。細胞培養容器600は、一般にローラーボトルと呼ばれるタイプの細胞培養容器である。図示していないが、首部材610の液体用の通孔612にボトルキャップが取り付けられる。これにより、首部材610、底部材620、胴部材630、及びボトルキャップにより、細胞培養容器600の内側は密閉された状態となり、安定して細胞培養を行うことができる。図10では、胴部材630が、横断面が円形である円筒形状である例を示すが、これには限定されず、胴部材は筒状である限り、三角形、四角形、五角形、六角形等の多角形であるなど種々の横断面を有する筒形状であることができる。
【0063】
図10(B)に示すように、細胞培養基材20は、基材20の片側全面に機能性層24が形成されている。先に述べたように胴部材630は、機能性層24が容器の内側となるように細胞培養基材20を筒状に巻いて形成されている。細胞培養基材20としては可撓性をもつ材料及び厚さの基材を用いるとよい。細胞培養基材20を巻いて、その一方の側端部と他方の側端部とが相互に接合可能な位置に配置されるように筒状の形状とし、これらの二つの側端部を接合部30により接合する。接合部30は、細胞培養基材20の前記二つの側端部に位置する機能性層24の少なくとも一部を被覆するように配置されている。図10では前記二つの側端部のそれぞれに位置する機能性層24の全体(胴部材630の高さ方向に沿った全体)が接合部30により被覆されている実施形態を示すがこの実施形態には限定されない。細胞培養基材20の側端部に位置する機能性層24表面と、接合部30表面とは細胞の接着度合いに差があり、かつ物理的な段差が存在する。接合部30は、細胞シートの剥離の開始点として作用する。これにより細胞培養基材20から細胞シートを安定的に剥離できる。
【0064】
なお、機能性層24は、基材22の片側全面に形成されていることに限定されるものではない。細胞培養基材20の前記二つの側端部のいずれか一方又は両方に機能性層24が存在する領域が存在し、それ以外の領域は基材22が露出したものであってもよい。この場合であっても、機能性層24の表面の、培養時に細胞と接触する領域の周縁の少なくとも一部を被覆するように接合部30が配置されており、所期の効果を奏することとなる。
【0065】
<4.第4の実施形態>
(細胞培養容器の製造方法)
次に本発明に係る細胞培養容器の製造方法の一例について説明する。本発明の一実施形態に係る細胞培養容器の製造方法は、
支持体と、細胞培養基材と、細胞非接着性を有する材料を硬化により生成可能な成分を含む硬化性塗工液との組み合せであって、前記硬化性塗工液が、前記細胞培養基材の前記機能性層の表面の、培養時に細胞と接触する領域の周縁の少なくとも一部を被覆する位置と、前記支持体と前記細胞培養基材とを接合することが可能な位置とに少なくとも適用されている前記組み合わせ、を準備する工程と、
前記組み合わせにおいて前記硬化性塗工液を硬化させることにより前記接合部を形成する工程と、を含むことを特徴とする。
【0066】
上記のような細胞培養容器の製造方法について、図11及び図12を参照して説明する。図11は、本発明に係る細胞培養容器の製造方法の一例を示す工程断面図である。
【0067】
(1)細胞培養基材の準備する工程(図11(A)参照)
はじめに基材22を準備する。基材22は、枚葉状態であってもよいし、ロール状態のものであってもよい。この基材22上に機能性層24を形成する方法は特に限定されず、機能性層24の種類に応じた適切な方法を選択すればよい。
【0068】
機能性層24が刺激応答性ポリマーの層である場合の、機能性層24の製造方法の具体的な例を説明する。
【0069】
基材22の表面上に、放射線により重合して刺激応答性ポリマーとなるモノマー又はオリゴマーもしくはプレポリマーなどが有機溶剤に溶解した溶液を展開する。溶液は公知の組成にしたがって用意することができる。溶液の展開は、公知の方法により行うことができ、スピンコート、バーコートなどの塗布法、噴霧塗布法等を用いるとよい。また、大面積の基材に対して行う溶液の展開は、ブレードコーティング、グラビアコーティング、オフセットグラビアコーティング等を用いるとよい。
【0070】
次いで塗布された前記溶液に所定量の放射線を照射して、刺激応答性ポリマーを形成する重合反応及び刺激応答性ポリマーを基材表面に結合させる結合反応を進行させる。結合反応は、放射線照射による重合によってモノマー又はオリゴマーもしくはプレポリマーからin situで形成された遊離のポリマーが基材表面に結合する現象だけでなく、遊離のモノマーが基材表面に結合した後に当該モノマーを基点としてポリマー鎖が伸張する現象や、塗布用組成物に由来する遊離のプレポリマー又はオリゴマーが基材表面に結合する現象や、基材表面に結合したポリマー又はオリゴマーを基点としてポリマー鎖が伸張する現象などを包含する。
【0071】
機能性層24は、刺激応答性ポリマーと、他のポリマーとのグラフト又はブロック共重合体を含む層や、刺激応答性ポリマーと他のポリマーとの混合物を含む層であってもよい。また、刺激応答性ポリマーの意図する機能性が損なわれない範囲で架橋することも可能である。
【0072】
刺激応答性ポリマーとして、温度応答性ポリマー、pH応答性ポリマー、イオン応答性ポリマー、光応答性ポリマー等のなかから、作製しようとする細胞シートに適したものを適宜選択し、機能性層24を形成することができる。
【0073】
放射線としては、α線、β線、γ線、電子線、紫外線等が挙げられる。所望のポリマーを作製するためには電子線を選択することがエネルギー効率の面、かつ生産性の面からも好ましい。紫外線に関しては適当な重合開始剤やシランカップリング剤などのアンカー剤を組合せることで使用できる。
【0074】
未反応のモノマー又はオリゴマーもしくはプレポリマーを洗浄により除去し、乾燥を行うことで基材22上に機能性層24が固定化された細胞培養基材20を得る。
細胞培養基材20を更に必要に応じて細胞培養に適した形状に加工してもよい。
【0075】
(2)細胞培養基材を支持体に配置する工程(図11(B)参照)
次に支持体10を準備する。支持体は、市販品を購入して準備してもよいし、射出成型法等により所望のものを作製して準備してもよい。支持体10上に細胞培養基材20を位置決めして配置する。細胞培養基材20の支持体10と対向する側には、接着剤等が形成されていてもよいし、易接着処理が施されていてもよい。
【0076】
(3)細胞培養基材と支持体とを接合する工程(図11(C)参照)
支持体10の内側の、細胞培養基材20の周縁の一部を被覆するともに、支持体10と細胞培養基材20とを接合可能な位置に接合部用の硬化性塗工液を適用して、前記支持体と前記細胞培養基材と前記硬化性塗工液との組み合せを準備する。細胞培養基材20の周縁や外周端面には表面に機能性の膜を形成したり、表面処理することが困難なために意図せず細胞が付着し、その細胞の剥離を制御することが困難な場合がある。しかし、本発明では、接合部30により細胞培養基材20の周縁の一部又は全部を被覆することで、細胞培養基材20の周縁や外周端面への細胞の付着を防止することができる。塗工液は、平面視で細胞培養基材20の全周にわたって連続的に塗布してもよいし、定められた一部もしくは複数の部分に離散的に塗布してもよい。塗工液は、例えば、インクジェット法、ディスペンス法により、所定の幅や高さとなるに液量制御して行うとよい。
【0077】
最後に、前記組み合せにおいて適用された塗工液を硬化させて接合部30を形成する。塗工液が熱硬化型樹脂を含む接着剤である場合には、加熱を行って硬化させる。塗工液が2液混合型の常温硬化性樹脂を含む接着剤である場合には室温で静置して硬化させる。また、塗工液が光硬化性樹脂を含む接着剤である場合には、光照射を行って硬化させる。硬化後、必要に応じて加熱又は減圧環境下で接合部30の脱泡処理を行うとよい。
【0078】
さらに必要に応じてエタノールなどのアルコールを用いた滅菌処理、エチレンオキサイドガス(EOG)を用いた滅菌処理、電子線を用いた滅菌処理を施す。
【0079】
図12は、本発明に係る細胞培養容器の製造方法の他の例を示す工程断面図である。本発明の一実施形態に係る細胞培養容器の製造方法は、支持体上に接合部となる塗工液を供給し、この塗工液上に細胞培養基材を配置し、その後塗工液を硬化させることで細胞培養基材と支持体とを接合するものである。前記支持体と前記細胞培養基材と硬化性塗工液との組み合せを準備する工程が、図11に示す実施形態では、先に支持体と細胞培養基材とを組み合わせ、次に硬化性塗工液を適用する工程であるが、図12に示す実施形態では、先に支持体に硬化性塗工液を適用し、次に細胞培養基材を組み合わせる工程である。すなわち、前記組み合せを準備する手順は特に限定されない。なお、多くの工程は、上記の実施形態と略同様であるため、重複する説明を省略することがある。
【0080】
この実施形態では、支持体10の内側に接合部用の塗工液30aを供給する。塗工液30aを支持体10の内側底面の全体に供給してもよいし、図12(A)に示すように細胞培養基材の周縁に位置する領域に部分的に供給してもよい。
【0081】
次に、少なくとも細胞培養基材20の周縁の一部が被覆されるように、塗工液30aに細胞培養基材20の一部を埋没させる。細胞培養基材20の配置を容易にするために、塗工液30aを予め乾燥させて半硬化状態としておいてもよい。次に図12(B)に示すように塗工液30aを硬化させて接合部30を形成し、細胞培養基材20と支持体10とを接合する。硬化後、必要に応じて加熱又は減圧環境下で接合部30の脱泡処理を行うとよい。
【0082】
なお、上記の細胞培養容器の製造方法において、支持体として底板に少なくとも1つの開口部が形成されたものを用いてもよい。開口部が形成された支持体は、市販品をレーザー等で加工して開口部に対応する部位を除去して準備してもよいし、射出成型法等により所望のものを作製して準備してもよい。図13は、本発明に係る細胞培養容器の製造方法の別の例を示す工程断面図である。
【0083】
図13(A)に示すように、支持体10の内側であって、支持体10の側壁に沿って接合部用の塗工液30aを供給する。
【0084】
図13(B)に示すように、開口部12を塞ぐように細胞培養基材20を支持体10上に配置する。塗工液が細胞培養基材20の周縁に載り上げるように調整し、なお且つ、塗工液が開口部12の周縁の、支持体10と細胞培養基材20とを接合することが可能な位置に適用される。適用された塗工液を硬化させて接合部30を形成する。これにより細胞培養基材20と支持体10とを接合部30により接合する。硬化後、接合部30を加熱又は減圧環境下で接合部30の脱泡処理を行う。支持体10に開口部12が存在するので、気泡が開口部12を通じて系外に逃げやすいものとなっている。これにより、安定した細胞培養又は細胞観察が可能な細胞培養容器を製造できる。
【0085】
上述では細胞培養基材20を支持体10の開口部12の上方から当てて、開口部12を塞いだ例を説明した。これに限定されるものではない。例えば、開口部12を有する支持体10の下面(外側)の開口部12の周縁部分に接合部となる塗工液を供給しておき、機能性層24が天面となるように上方に向けて細胞培養基材20と支持体10とを合わせ、塗工液を硬化することで両者を接合してもよい。上記工程と略同様にして図7〜図9に示した細胞培養容器300〜500を作製することができる。
【0086】
支持体が開口部を有する実施形態では、開口部が気体放出部として機能するため、硬化性塗工液の適用及び硬化に伴い発生し得るガスや気泡が開口部を通じて系外に逃げやすい。このために均質な品質を有する細胞培養容器の製造が容易となる。
【0087】
<5.第5の実施形態>
(細胞培養容器の製造方法)
次に本発明に係る細胞培養容器の製造方法の他の例について説明する。本発明の一実施形態に係る細胞培養容器の製造方法は、基材と、該基材の表面上に形成された、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する機能性層とを備える細胞培養基材を、該機能性層を備えた面を内側とし、該細胞培養基材の一方の側端部と他方の側端部とを、接合部により接合して形成される筒状の胴部材と、
前記筒状の胴部材の一端に接合された、該一端を閉塞する底部材と、
前記筒状の胴部材の他端に接合された、通孔が形成された首部材と、を備えたボトル型の細胞培養容器の製造方法であり
前記機能性層を備えた面を内側とし、前記細胞培養基材の一方の側端部と他方の側端部とが相互に接合可能な位置に配置されるように筒状に加工した前記細胞培養基材と、細胞非接着性を有する材料を硬化により生成可能な成分を含む硬化性塗工液との組み合わせであって、前記硬化性塗工液が、前記細胞培養基材における前記二つの側端部に位置する機能性層の少なくとも一部を被覆する位置と、前記二つの側端部を接合することが可能な位置とに少なくとも適用されている前記組み合わせを準備する工程と、
前記組み合わせにおいて前記硬化性塗工液を硬化させることにより前記接合部を形成して、前記筒状の胴部材を形成する工程と、
前記筒状の胴部材の一端に前記底部材を取り付け、他端に前記首部材を取り付ける工程と、
を含むことを特徴とする。
【0088】
なお、多くの構成や工程は、上記の実施形態と略同様である場合があり、その際には重複する説明を省略することがある。
【0089】
上記のような細胞培養容器の製造方法について、図14を参照して説明する。図14は、本発明に係る細胞培養容器の製造方法の他の例を示す工程断面図である。
【0090】
(1)細胞培養基材を筒状に加工する工程(図14(A)参照)
基材22の片側の全面に機能性層24が形成された細胞培養基材20を準備する。図14(A)に示すように、機能性層24を内側にして、細胞培養基材20の一方の側端部と他方の側端部とが相互に接合可能な位置に配置されるように細胞培養基材20を円筒状に加工する。
【0091】
(2)細胞培養基材の両端を接合する工程(図14(B)参照)
細胞培養基材20における、二つの側端部に位置する機能性層24の少なくとも一部を被覆し、且つ、前記二つの側端部を接合可能な部位に、細胞非接着性を有する材料を硬化により生成可能な成分を含む硬化性塗工液を適用する。図14では筒状の細胞培養基材20を形成した後に硬化性塗工液を適用する例を示すが、これには限定されず、細胞培養基材20に硬化性塗工液を適用した後に細胞培養基材20を筒状に加工してもよいし、細胞培養基材20の筒状への加工と硬化性塗工液の適用とを同時に実施してもよい。塗工液の適用はディスペンサーなどで実施することができる。適用された塗工液を硬化させることにより接合部30を形成する。接合部30は細胞培養基材20の両側端部を相互に接合し、円筒状の胴部材630が形成される。
【0092】
その後、首部材610、底部材620を準備し、それぞれを筒状の胴部材630の端部に接合する。部材同士の接合は、超音波熱融着、接着剤を利用した接着などの公知の方法や上記塗工液を利用した接着といった方法により行うことができる。これにより、首部材610、底部材620、胴部材630が一体となったローラーボトル型の細胞培養容器600を作製することができる。
【0093】
<6.第6の実施形態>
(細胞シートの製造方法)
次に本発明に係る細胞シートの製造方法について説明する。本発明の一実施形態に係る細胞シートの製造方法は、上記細胞培養容器の前記機能性層上で細胞培養する工程と、前記機能性層に、所定の条件を印加して、前記機能性層の表面を細胞非接着性へと変化させる工程と、培養された細胞の剥離を前記接合部が存在する部位から開始して、前記機能性層から細胞を剥離する工程と、を含むことを特徴とするものである。
【0094】
上記のような細胞シートの製造方法について、図15を参照して説明する。図15は、本発明に係る細胞シートの製造方法の一例を示す工程断面図である。
【0095】
(1)細胞を播種する工程(図15(A)参照)
本発明に用いる細胞に特に制限は無いが、接着細胞であることが好ましい。例えば生体内の各組織、臓器を構成する上皮細胞や内皮細胞、収縮性を示す骨格筋細胞、平滑筋細胞、心筋細胞、神経系を構成するニューロン、グリア細胞、線維芽細胞、血管を構成する血管細胞、生体の代謝に関係する肝実質細胞、非肝実質細胞や脂肪細胞、分化能を有する細胞として、種々組織に存在する幹細胞、さらには骨髄細胞、ES細胞、iPS細胞等である。これらのうち少なくとも1種の細胞を用いるとよい。細胞は、組織や器官から直接採取した初代細胞でもよく、あるいは、それらを何代か継代させたもの又は培養下で分化させたものでもよい。
【0096】
上記のような細胞50を、培養液(図示せず)を供給した細胞培養容器100内に播種する。培養液としては、当技術分野で通常用いられる細胞培養用培地であれば特に制限なく用いることができる。例えば、用いる細胞の種類に応じて、MEM培地、BME培地、DME培地、αMEM培地、IMDM培地、ES培地、DM−160培地、Fisher培地、F12培地、WE培地およびRPMI1640培地等、朝倉書店発行「日本組織培養学会編組織培養の技術第三版」581頁に記載されているような基礎培地を用いることができる。さらに、基礎培地に血清(ウシ胎児血清等)、各種増殖因子、抗生物質、アミノ酸などを加えてもよい。また、Gibco無血清培地(インビトロジェン社)等の市販の無血清培地等を用いることができる。
【0097】
(2)細胞を培養する工程(図15(B)参照)
その後、細胞を培養する。培養時間は、通常6時間〜96時間、好ましくは12時間〜72時間である。培養する温度は、通常37℃である。CO2細胞培養装置などを利用して、5%程度のCO2濃度雰囲気下で培養するのが好ましい。培養した後、必要に応じて細胞培養基材を洗浄して接着していない浮遊細胞を洗い流してもよい。このようにして機能性層24上でシート状の細胞(細胞シート52)となるまで培養される。
【0098】
(3)細胞シートを剥離する工程(図15(C)参照)
培養後に、機能性層24の種類に応じて所定の条件を印加して機能性層24の表面を細胞非接着性に変化させる。例えば、機能性層24が温度応答性ポリマーを含む場合、細胞培養容器を臨界溶解温度未満の環境下に移動する。所定の時間が経過した後、細胞培養基材20から細胞シート52を剥離する。接合部30は細胞が接着しない非接着部であるため、当該箇所が剥離開始点となり、細胞培養基材20の表面からの細胞シート52の剥離が促される。機能性層24が、pH応答性ポリマー、イオン応答性ポリマー、光応答性ポリマー等の他の機能性分子を備える場合には、所定の刺激を印加して細胞培養基材20から細胞シート52を剥離することができる。
【0099】
好ましくは、ピペッティング又は細胞培養容器を揺動して培養液に動きを与えることで剥離開始点に物理的な力を加える。当該培養液の動きによる水流が剥離開始位置の細胞シートの裏面を押圧し、細胞シートの剥離をより確実に行うことができる。
【0100】
細胞シートの剥離の際、剥離を開始する位置に切れ込みを入れる必要がないので、細胞培養領域に存在した部分が均一な品質を有する。特に、再生医療などへの応用に適したものとなる。
【実施例】
【0101】
(実施例1)
A.細胞培養基材の作製
N−イソプロピルアクリルアミドを、最終濃度40重量%になるようにイソプロピルアルコール(IPA)に溶解させてN−イソプロピルアクリルアミド溶液を調製した。ポリスチレンフィルムシート(SUNDIC社製OPSシート)を準備した。このポリスチレンフィルムシートに前記N−イソプロピルアクリルアミド溶液を展開し、ミヤバーNO.4でコーティングした。電子線照射装置(岩崎電気社製)を用いて電子線照射を行い、ポリスチレンフィルムシート表面にポリ−N−イソプロピルアクリルアミドをグラフト重合により形成した。このときの電子線照射線量は300kGyであった。ポリ−N−イソプロピルアクリルアミドが結合されたポリスチレンフィルムシートを34.8mmφの円形に切り出し、5℃のイオン交換水を用いて洗浄し、その後乾燥して細胞培養基材を得た。
【0102】
B.支持体への取付け
図12に模式的に示す手順で細胞培養容器を製造した。
支持体として35mmφポリスチレンディッシュ(ベクトンディッキンソン社製)を準備した。このポリスチレンディッシュは、円形の底板と、該底板の周縁から上方に立設された側壁とを備える。当該底板の、ポリスチレンディッシュの内側に面する部分(内側底面)の直径が35mmである。また、重合開始剤を含むポリジメチルシロキサン(東レ・ダウコーニング社製)よりなる塗工液を準備した。ポリスチレンディッシュの内側底面上の、側壁に沿った位置に円を描くように塗工液の幅が約3mm〜4mmとなるよう制御して塗工液をディスペンサーで1周塗布した。上記細胞培養基材とポリスチレンディッシュを位置合わせし、周縁全周が塗工液に埋没するように支持体の内側底面に貼り付けた。その後、温度40℃で加熱して塗工液を硬化させて、細胞培養基材と支持体とを接合した。なお、接合部の最上部の位置と、機能性層であるポリ−N−イソプロピルアクリルアミド層の表面との高さの差が10μmであり、接合部の、機能性層に面する側の側壁形状は、外側に向かって凸であった。これを70%エタノールにて1時間滅菌し、細胞培養容器とした。この細胞培養容器では、前記細胞培養基材の周縁に位置する機能性層及び外周端面が全周にわたり接合部により被覆されている。
【0103】
C.細胞シートの作製
ウシ大動脈血管内皮細胞(ヒューマンサイエンス研究資源バンク社より入手)を、1×105cells/cm2になるように調整し、細胞培養容器内に播種した。このとき、使用培地は10%FBS含有DMEM(シグマ製)であった。培養はCO2インキュベーターで37℃、5%CO2の条件にて48時間行った。光学位相差顕微鏡にて細胞がシート状に形成されたことを確認した(図16A1)。
【0104】
D.細胞シートの剥離
細胞培養容器を20℃、5%CO2条件下のインキュベーターに入庫した。20分後、20℃のインキュベーターから出庫した。細胞シートは細胞培養基材表面から剥離した(図16B1)。この通り、温度を下げるだけで面内均一な細胞シートを得ることができた。
【0105】
(実施例2)
図13に模式的に示す手順で細胞培養容器を製造した。
実施例1と同様に円形の細胞培養基材を準備した。支持体として35mmφポリスチレンディッシュを射出成型法により作製した。このポリスチレンディッシュは、中央に開口部が形成された円形の底板と、該底板の周縁から上方に立設された側壁とを備える。当該底板の、ポリスチレンディッシュの内側に面する部分(内側底面)の直径が35mmであり、当該底板の中央の開口部の直径は27mm(27mmφ)である。ポリスチレンディッシュの内側底面上の、側壁に沿った位置に円を描くように塗工液の幅が約4mmとなるように塗工液をディスペンサーで1周塗布した。実施例1と同様に、上記細胞培養基材とポリスチレンディッシュを位置合わせし、上記細胞培養基材の周縁全周が塗工液に埋没するように支持体の内側底面に貼り付け、その後、温度40℃で加熱して塗工液を硬化させて、細胞培養基材と支持体とを接合し、これを70%エタノールにて1時間滅菌し、細胞培養容器を得た。なお、接合部の最上部の位置と、機能性層であるポリ−N−イソプロピルアクリルアミド層の表面との高さの差が10μmであり、接合部の、機能性層に面する側の側壁形状は、外側に向かって凸であった。この細胞培養容器では、前記細胞培養基材の周縁に位置する機能性層及び外周端面が全周にわたり接合部により被覆されている。
【0106】
実施例1と同様の条件で細胞の播種及び培養を行い、細胞培養基材上に細胞シートを形成した。その後、細胞培養容器を20℃、5%CO2条件下のインキュベーターに入庫した。20分後、20℃のインキュベーターから出庫した。細胞シートは細胞培養基材表面から剥離し、温度を下げるだけで面内均一な細胞シートを得ることができた。
【0107】
(比較例1)
実施例1と同様に円形の細胞培養基材を準備した。この細胞培養基材と、実施例1で用いたのと同様の35mmφポリスチレンディッシュ(ベクトンディッキンソン社製)とを、接着剤を用いて、細胞培養基材のポリ−N−イソプロピルアクリルアミド層が形成されていない側の面と、ポリスチレンディッシュの内側底面との間に接着剤層が形成されるように接着させた。このとき、細胞培養基材の、ポリ−N−イソプロピルアクリルアミド層が形成された面の周縁を含む全面と、細胞培養基材の外周端面とが露出した状態であった。
【0108】
実施例1と同様の条件で細胞の播種及び培養を行い、細胞培養基材上に細胞シートを形成した。
【0109】
細胞培養容器を20℃、5%CO2条件下のインキュベーターに入庫した。20分後、20℃のインキュベーターから出庫した。細胞シートは細胞培養基材表面に接着したままであり、細胞シートの端部から細胞シートを剥離しようと試みたが、剥離できなかった。そこで医療用メスで細胞シートの端部に切れ込みを入れ、接着している細胞を除去することで、細胞培養基材表面から剥離した。しかしながら、得られた細胞シートの端部には複数の切れ込みがあり、面内均一といえるものではなかった。
【符号の説明】
【0110】
10……支持体,12……開口部,14……通孔,20……細胞培養基材,22……基材,24……機能性層,26……空洞,30……接合部,30a……塗工液,50……細胞,52……細胞シート,100,200,300,400,500,600,1700……細胞培養容器,610……首部材,612……通孔,620……底部材,630……胴部材
【特許請求の範囲】
【請求項1】
支持体と、
基材、及び、該基材の表面上に形成された、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する機能性層を備える細胞培養基材と、
前記支持体と前記細胞培養基材とを接合する接合部と、を備え、
前記接合部は、細胞非接着性の表面を有し、且つ、前記機能性層の表面の、培養時に細胞と接触する領域の周縁の少なくとも一部を被覆するように配置されていることを特徴とする細胞培養容器。
【請求項2】
前記機能性層の表面の、培養時に細胞と接触する領域の周縁のうち前記接合部により被覆される部分が、前記細胞培養基材の周縁に位置する部分である、請求項1の細胞培養容器。
【請求項3】
前記支持体には、該支持体を貫通する開口部が形成されており、
前記細胞培養基材は、前記開口部を塞ぐように配置されている、請求項1又は2の細胞培養容器。
【請求項4】
基材と、該基材の表面上に形成された、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する機能性層とを備える細胞培養基材を、該機能性層を備えた面を内側とし、該細胞培養基材の一方の側端部と他方の側端部とを接合して形成される筒状の胴部材であって、前記細胞培養基材の一方の側端部と他方の側端部とが、細胞非接着性の表面を有する接合部であって、且つ、該二つの側端部に位置する該機能性層の少なくとも一部を被覆するように配置された接合部により接合されている胴部材と、
前記筒状の胴部材の一端に接合された、該一端を閉塞する底部材と、
前記筒状の胴部材の他端に接合された、通孔が形成された首部材と、を備えたボトル型の細胞培養容器。
【請求項5】
支持体と、
基材、及び該基材の表面上に形成された、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する機能性層を備える細胞培養基材と、
前記支持体と前記細胞培養基材とを接合する接合部と、を備える細胞培養容器の製造方法であって、
前記支持体と、前記細胞培養基材と、細胞非接着性を有する材料を硬化により生成可能な成分を含む硬化性塗工液との組み合せであって、前記硬化性塗工液が、前記細胞培養基材の前記機能性層の表面の、培養時に細胞と接触する領域の周縁の少なくとも一部を被覆する位置と、前記支持体と前記細胞培養基材とを接合することが可能な位置とに少なくとも適用されている前記組み合わせ、を準備する工程と、
前記組み合わせにおいて前記硬化性塗工液を硬化させることにより前記接合部を形成する工程と、を含む前記方法。
【請求項6】
前記支持体には、該支持体を貫通する開口部が形成されており、
前記組み合わせにおいて、前記細胞培養基材は前記開口部を塞ぐように配置されており、前記硬化性塗工液が適用される、前記支持体と前記細胞培養基材とを接合することが可能な位置が、前記開口部の周縁の少なくとも一部を含む、請求項5の方法。
【請求項7】
前記組み合わせにおいて、前記細胞培養基材の前記機能性層の表面の、培養時に細胞と接触する領域の周縁のうち前記硬化性塗工液により被覆される部分が、前記細胞培養基材の周縁に位置する部分である、請求項5又は6の方法。
【請求項8】
基材と、該基材の表面上に形成された、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する機能性層とを備える細胞培養基材を、該機能性層を備えた面を内側とし、該細胞培養基材の一方の側端部と他方の側端部とを、接合部により接合して形成される筒状の胴部材と、
前記筒状の胴部材の一端に接合された、該一端を閉塞する底部材と、
前記筒状の胴部材の他端に接合された、通孔が形成された首部材と、を備えたボトル型の細胞培養容器の製造方法であって、
前記機能性層を備えた面を内側とし、前記細胞培養基材の一方の側端部と他方の側端部とが相互に接合可能な位置に配置されるように筒状に加工した前記細胞培養基材と、細胞非接着性を有する材料を硬化により生成可能な成分を含む硬化性塗工液との組み合わせであって、前記硬化性塗工液が、前記細胞培養基材における前記二つの側端部に位置する機能性層の少なくとも一部を被覆する位置と、前記二つの側端部を接合することが可能な位置とに少なくとも適用されている前記組み合わせを準備する工程と、
前記組み合わせにおいて前記硬化性塗工液を硬化させることにより前記接合部を形成して、前記筒状の胴部材を形成する工程と、
前記筒状の胴部材の一端に前記底部材を取り付け、他端に前記首部材を取り付ける工程と、を含む方法。
【請求項9】
請求項1〜4のいずれかの細胞培養容器の前記機能性層上で細胞を培養する工程と、
前記機能性層に、前記所定の条件を印加して、前記機能性層の表面を細胞非接着性へと変化させる工程と、
培養された細胞の剥離を前記接合部が存在する部位から開始して、前記機能性層から細胞を剥離する工程と、を含むことを特徴とする細胞シートの製造方法。
【請求項1】
支持体と、
基材、及び、該基材の表面上に形成された、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する機能性層を備える細胞培養基材と、
前記支持体と前記細胞培養基材とを接合する接合部と、を備え、
前記接合部は、細胞非接着性の表面を有し、且つ、前記機能性層の表面の、培養時に細胞と接触する領域の周縁の少なくとも一部を被覆するように配置されていることを特徴とする細胞培養容器。
【請求項2】
前記機能性層の表面の、培養時に細胞と接触する領域の周縁のうち前記接合部により被覆される部分が、前記細胞培養基材の周縁に位置する部分である、請求項1の細胞培養容器。
【請求項3】
前記支持体には、該支持体を貫通する開口部が形成されており、
前記細胞培養基材は、前記開口部を塞ぐように配置されている、請求項1又は2の細胞培養容器。
【請求項4】
基材と、該基材の表面上に形成された、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する機能性層とを備える細胞培養基材を、該機能性層を備えた面を内側とし、該細胞培養基材の一方の側端部と他方の側端部とを接合して形成される筒状の胴部材であって、前記細胞培養基材の一方の側端部と他方の側端部とが、細胞非接着性の表面を有する接合部であって、且つ、該二つの側端部に位置する該機能性層の少なくとも一部を被覆するように配置された接合部により接合されている胴部材と、
前記筒状の胴部材の一端に接合された、該一端を閉塞する底部材と、
前記筒状の胴部材の他端に接合された、通孔が形成された首部材と、を備えたボトル型の細胞培養容器。
【請求項5】
支持体と、
基材、及び該基材の表面上に形成された、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する機能性層を備える細胞培養基材と、
前記支持体と前記細胞培養基材とを接合する接合部と、を備える細胞培養容器の製造方法であって、
前記支持体と、前記細胞培養基材と、細胞非接着性を有する材料を硬化により生成可能な成分を含む硬化性塗工液との組み合せであって、前記硬化性塗工液が、前記細胞培養基材の前記機能性層の表面の、培養時に細胞と接触する領域の周縁の少なくとも一部を被覆する位置と、前記支持体と前記細胞培養基材とを接合することが可能な位置とに少なくとも適用されている前記組み合わせ、を準備する工程と、
前記組み合わせにおいて前記硬化性塗工液を硬化させることにより前記接合部を形成する工程と、を含む前記方法。
【請求項6】
前記支持体には、該支持体を貫通する開口部が形成されており、
前記組み合わせにおいて、前記細胞培養基材は前記開口部を塞ぐように配置されており、前記硬化性塗工液が適用される、前記支持体と前記細胞培養基材とを接合することが可能な位置が、前記開口部の周縁の少なくとも一部を含む、請求項5の方法。
【請求項7】
前記組み合わせにおいて、前記細胞培養基材の前記機能性層の表面の、培養時に細胞と接触する領域の周縁のうち前記硬化性塗工液により被覆される部分が、前記細胞培養基材の周縁に位置する部分である、請求項5又は6の方法。
【請求項8】
基材と、該基材の表面上に形成された、所定の条件において細胞非接着性へと変化することが可能な細胞接着性の表面を有する機能性層とを備える細胞培養基材を、該機能性層を備えた面を内側とし、該細胞培養基材の一方の側端部と他方の側端部とを、接合部により接合して形成される筒状の胴部材と、
前記筒状の胴部材の一端に接合された、該一端を閉塞する底部材と、
前記筒状の胴部材の他端に接合された、通孔が形成された首部材と、を備えたボトル型の細胞培養容器の製造方法であって、
前記機能性層を備えた面を内側とし、前記細胞培養基材の一方の側端部と他方の側端部とが相互に接合可能な位置に配置されるように筒状に加工した前記細胞培養基材と、細胞非接着性を有する材料を硬化により生成可能な成分を含む硬化性塗工液との組み合わせであって、前記硬化性塗工液が、前記細胞培養基材における前記二つの側端部に位置する機能性層の少なくとも一部を被覆する位置と、前記二つの側端部を接合することが可能な位置とに少なくとも適用されている前記組み合わせを準備する工程と、
前記組み合わせにおいて前記硬化性塗工液を硬化させることにより前記接合部を形成して、前記筒状の胴部材を形成する工程と、
前記筒状の胴部材の一端に前記底部材を取り付け、他端に前記首部材を取り付ける工程と、を含む方法。
【請求項9】
請求項1〜4のいずれかの細胞培養容器の前記機能性層上で細胞を培養する工程と、
前記機能性層に、前記所定の条件を印加して、前記機能性層の表面を細胞非接着性へと変化させる工程と、
培養された細胞の剥離を前記接合部が存在する部位から開始して、前記機能性層から細胞を剥離する工程と、を含むことを特徴とする細胞シートの製造方法。
【図1】


【図2】

【図3】
【図4】

【図5】

【図6】

【図7】

【図8】

【図9】
【図10】
【図11】
【図12】
【図13】

【図14】
【図15】
【図16】
【図17】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【公開番号】特開2013−55911(P2013−55911A)
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願番号】特願2011−196487(P2011−196487)
【出願日】平成23年9月8日(2011.9.8)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成25年3月28日(2013.3.28)
【国際特許分類】
【出願日】平成23年9月8日(2011.9.8)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]