
細長いストリップの形状を有する合成材料でできたフィルムを延伸するための方法
【課題】 本発明の目的は、長手方向への機械的特性が増加されたフィルムを製造することが可能な、合成材料でできたフィルムを延伸する方法を提案することによって、このような欠点を克服することである。
【解決手段】 本発明は、細長いストリップの形状を有する合成材料でできたフィルム(1)を延伸する方法であって、このフィルム(1)の延伸は、このフィルム(1)を予備加熱する工程と、フィルムを長手方向(17)に延伸する工程と、フィルムを横方向(9)に延伸する付加的な工程とを具備し、長手方向(17)に延伸する工程は、フィルム(1)を横方向(9)に延伸する工程の後に行われる方法に関する。長手方向(17)に延伸する工程は、横方向(9)にフィルム(1)を延伸する工程の後に行われる。
【解決手段】 本発明は、細長いストリップの形状を有する合成材料でできたフィルム(1)を延伸する方法であって、このフィルム(1)の延伸は、このフィルム(1)を予備加熱する工程と、フィルムを長手方向(17)に延伸する工程と、フィルムを横方向(9)に延伸する付加的な工程とを具備し、長手方向(17)に延伸する工程は、フィルム(1)を横方向(9)に延伸する工程の後に行われる方法に関する。長手方向(17)に延伸する工程は、横方向(9)にフィルム(1)を延伸する工程の後に行われる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、細長いストリップの形状を有する合成材料でできたフィルムを延伸するための方法に関する。
【背景技術】
【0002】
この形式の方法は、包装材、キャパシタの製造または磁気テープの製造のために特に意図されるフィルムの製造を可能にする。このように使用されるフィルムは、ポリプロピレン、ポリエステル、ポリアミド、PVCのような熱可塑性プラスチックでできているか、複合的な多層フィルムにより形成されることができる。
【0003】
多くの場合、このようなフィルムは、まず長手方向に延伸され、続いて、横方向に延伸される。慣例的な方法では、WO2004/089604に記載されているように、原材料が、最初に押出成形機により溶解され、ダイにより厚く狭いプレートに形成され、フィルムの結晶化を防ぐように、液体の循環によって冷却されたドラムに受けられ、そして、速度が可変のシリンダの間で長手方向に延伸されるように、シリンダによって連続して徐々に延伸温度に再加熱される。
【0004】
このようにして長手方向に延伸されたフィルムは、横方向の延伸装置に入り、フィルムの両縁が、夫々2つのグループのはさみによって保持され、2ないし10の比率で横方向にシートを延伸するように、徐々に互いに離されるレールによって案内される。使用される慣例的なはさみは、FR2686041に記載されている。
【0005】
このようにして延伸されたシートは、歪みの除去と、分子構造を固定するように意図されたフィルムの結晶化とを可能にするために、炉内で所定の張力および温度に保たれる。そして、WO98/25844に記載されているように、フィルムは冷却され、フィルムの縁が切断され、フィルムは巻取機に巻き取られる。
【0006】
前述の延伸の順序、即ち長手方向への延伸をし、その後に横方向への延伸をすることが最も一般的である理由は、包装用フィルムの経済的な製造が、4ないし10メートル幅のフィルムを製造することが可能な高スループットの装置を必要とするということからである。
【0007】
さらに、従来技術によると、フィルムの長手方向への延伸は、短い(“short”)延伸(WO2004/089604参照)を可能にするように、小さな直径でなければならないシリンダの間で行われる。このような短い延伸は、長手方向への延伸の間にフィルムが収縮するのを防ぐことができる。
【0008】
フィルムの幅が広くなるのに従って、長手方向への延伸を可能にするローラの長さは長くなり、直径も大きくなる。この結果、短い延伸を行うことができるように、長手方向への延伸のためのローラの幅を減少させる必要がある。それ故、フィルムの幅を増加させるように意図された横方向への延伸は、長手方向への延伸の後に行われる。
【0009】
このような理由により、このような装置は、比較的簡単な設計であり、幅の狭いフィルムを延伸するとき、延伸用シリンダは、短い延伸を行うために、小さな直径のシリンダに強制的に合わせられた幅である。
【0010】
逆に、6ないし8メートルの幅のシリンダを使用した長手方向への延伸装置は、かなり大きなシリンダの直径であり、短い延伸率に合わせることができない。このような装置は、従来技術にはない。
【0011】
このようなフィルムの横方向への延伸に関して、横方向への延伸装置を使用することが慣例的に知られている。このような延伸装置では、フィルムが、移動可能なはさみによって夫々縁を把持され、一方のはさみのグループが、他方のはさみのグループから離れるように移動する。
【0012】
このような手段では、適用される機械部材がフィルムの幅に依存しないので、非常に幅の広いフィルムの製造に容易に適用されることができる。今日、6ないし10メートル幅のフィルムの製造が可能な、横方向への延伸手段が知られている。
【0013】
前述の順序(長手方向への延伸、続いて横方向への延伸)に従って延伸を行うことは、大多数の場合には、製造されたフィルムが、延伸されたフィルムの保管が必要であるという事実により、適用装置にとって多くの欠点を有する。これは、結晶化の前に受ける最後の延伸で非常に高度な機械的特性がなおも必要であることを意味する。
【0014】
このために、上述の順序に従って製造され、巻き取られたフィルムは、フィルムの長手方向に対してよりも、横方向に対する機械的特性を有する。これは、特に、フィルムが、プリント、コーティング、金属化、または他の形態の処理を受けるために巻き取られない場合には、フィルムの長手方向への必要な機械的特性を増加させる必要があるという欠点を有する。
【発明の開示】
【0015】
本発明の目的は、長手方向への機械的特性が増加されたフィルムを製造することが可能な、合成材料でできたフィルムを延伸する方法を提案することによって、このような欠点を克服することである。
【0016】
従って、本発明は、細長いストリップの形状を有する合成材料でできたフィルムを延伸する方法であって、フィルムの延伸は、フィルムを予備加熱する工程と、フィルムをフィルムの長手方向に延伸する工程と、フィルムをフィルムの横方向に延伸する付加的な工程とを具備する延伸手段を通って、フィルムを連続して引き延ばすことによって行われる方法において、長手方向に延伸する工程は、横方向にフィルムを延伸する工程の後に行われ、この延伸する方法は、フィルムの第1および第2の長縁を夫々把持するために配置され、移動可能な第1および第2のはさみのグループを使用し、はさみの各々のグループは、最初に、横方向へのフィルムの延伸を行うために、互いに離れるようにして案内され、次に、長手方向への延伸を行うために、同じグループの隣接するはさみの間隔が次第に増加するにつれて、フィルムの長手方向に平行に移動されることを特徴とする方法に関する。
【0017】
このようにして、機械的特性は、最終的な、即ち長手方向に対して行われる延伸の方向に増加される。
【0018】
さらに、長手方向への延伸を行うためのはさみの使用は、幅の広いフィルムを容易に適用することを可能にし、また、従来技術のローラに代わって、フィルムを引き延ばす際、かなりの速度を可能にする。従って、製造、即ちフィルムを引き延ばす速度は、増加されることができる。
【0019】
好ましくは、はさみの集合体の各々は、横方向への延伸のためのはさみのグループと、長手方向への延伸のためのはさみのグループとに分けられている。
【0020】
効果的には、長手方向に延伸する工程の間、フィルムの引き延ばしは、第1および第2のグループのはさみに挟持されたフィルムの両側に配置されたエンドレスチェーンの駆動によって行われ、チェーンの各々は、互いに関節結合された複数のリンクを有し、リンクは、隣接する2つのはさみの間隔を増加、または減少させることが可能であるように、夫々互いに離される、または近くに移動される。
【0021】
本発明の一態様に係れば、第1および第2のグループのはさみは、はさみが、フィルムの対向している縁の所でフィルムを把持するように閉じた、フィルムを把持するためのゾーンと、フィルムを長手方向に延伸するためのゾーンと、はさみが開かれた、フィルムを解放するためのゾーンとを連続して通る閉じた経路に沿って、連続して移動される。
【0022】
好ましくは、エンドレスチェーンの各々は、チェーンの移動方向にフィルムを把持するためにゾーンの上流側に配置された第1および第2のホイールと、フィルムを解放するためにゾーンの下流側に配置された第3および第4のホイールとによって駆動され、第2のホイールは、第1のホイールの下流側に配置され、第2のホイールの回転速度は、第1のホイールの回転速度よりも速く、第4のホイールは、第3のホイールの下流側に配置され、第4のホイールの回転速度は、第3のホイールの回転速度よりも遅い。
【0023】
この態様は、第3および第4のホイールの間のチェーンの再圧縮と、第1および第2のホイールの間のチェーンのぴんと張った状態とを可能にする。
【0024】
いかなる場合でも、本発明は、この図面の装置の一実施形態の例のように、添付の概略図面を参照して、以下に説明の補助により、より理解されることができるであろう。
【発明を実施するための最良の形態】
【0025】
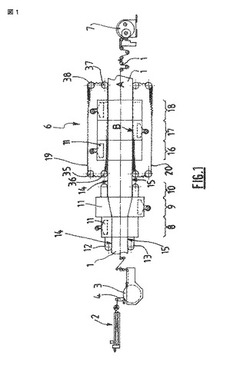
図1は、合成フィルム1の製造のためのラインを示している。このラインは、幅が広く細長いストリップの形態でフィルムを押し出すことが可能な押出成形機を有する。
【0026】
前記フィルム1は、例えば静電プレス装置4によって、冷却シリンダ、即ち成形用ドラム3に押圧される。この静電プレス装置4から生じたフィルム1は、巻取機7により保存用ローラに巻き付けられる前に、横方向への延伸装置5、続いて長手方向への延伸装置6を通る。
【0027】
前記横方向への延伸装置5は、予備加熱ゾーン8と、横方向への延伸のためのゾーン9と、フィルム1の安定化のためのゾーン10とを有する。前記予備加熱ゾーン8および横方向への延伸ゾーン9には、夫々炉11が設けられており、これら炉の温度は必要に応じて制御される。
【0028】
特に、前記横方向への延伸ゾーン9には、図面に軸線によって示されたギヤホイールにより駆動される第1および第2のエンドレスチェーン12,13に夫々装着された第1および第2のはさみのグループ(図示されていない)が設けられている。それ故、これらはさみは、移動可能であり、前記横方向への延伸装置5の前述の連続したゾーン8,9,10に沿った閉じた経路に沿って、連続して駆動される。
【0029】
前記チェーン12、13は、フィルムの両縁の各々の高さ(level)で、製造ラインの中央面の両側に配置されたレールによって案内される。これらレールは、前記横方向への延伸ゾーン9の所で互いに離れるように広がっており、前記予備加熱ゾーン8および熱安定化ゾーン10ではほぼ平行である。
【0030】
前記はさみは、閉位置と開位置との間で駆動されることができる。閉位置では、これらはさみは、フィルム1の両縁を把持し、開位置では、これら縁を解放する。対向しているはさみのグループによってフィルムの両縁を把持するためのゾーンが、前記予備加熱ゾーン8の上流側に配置されており、また、このフィルムを解放するためのゾーンが、フィルムの前記安定化ゾーン10の下流側に配置されている。
【0031】
それ故、動作中、前記冷却ローラ3から送られたフィルム1は、このフィルムの両縁14,15の各々が前記はさみによって把持され、前記予備加熱ゾーン8、横方向への延伸ゾーン9、そして熱安定化ゾーン10を通る。前記横方向への延伸ゾーン9では、前記レールは、フィルム1を横方向に延伸するように互いに離れている。
【0032】
そして、フィルムは、前記長手方向への延伸装置6へと向けられる。この長手方向への延伸装置6は、予備加熱ゾーン16と、長手方向への延伸のためのゾーン17と、熱安定化ゾーン18とを有する。これらゾーンの各々には、炉11が設けられており、これら炉の温度は制御される。
【0033】
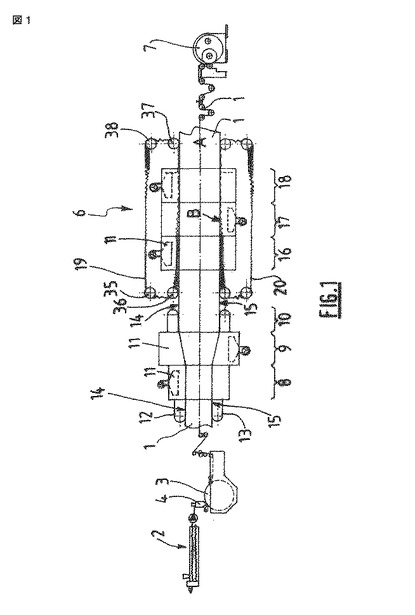
前記長手方向の延伸装置6は、上述のように、この装置の長手方向の中央面Aに関して対称的に配置された第1および第2のエンドレスチェーン19,20を有する。これらエンドレスチェーン19,20およびこれらの案内手段が、長手方向の延伸ゾーンBの詳細を示す図2と、以下に続く図とを参照して説明される。
【0034】
前記チェーン19,20の各々は、参照符号21,22で交互に示された一連のリンクからなる。これらリンクは、参照符号23,24で交互に示された垂直方向の軸線に沿って、互いに関節結合されている。
【0035】
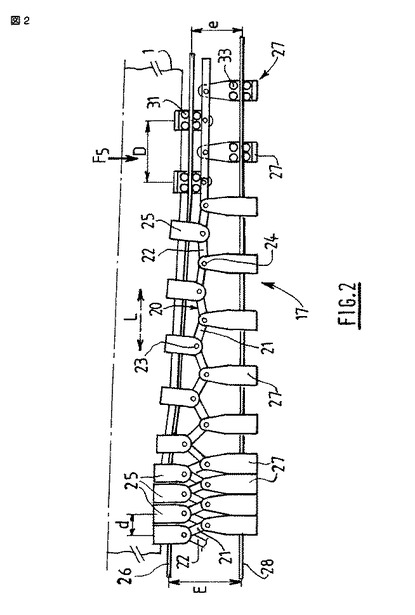
はさみ25は、夫々の2つのリンク、即ちリンク21とリンク22との間の関節結合部の各々の軸線23の所で、前記チェーン20の一方の側に突出して関節結合され、第1のレール26上を案内される。同様に、夫々の2つのリンク、しかしはさみ25の間に、即ち関節結合部の各々の軸線24の所で、案内部材27が、前記チェーン20の他方の側に突出し、第2のレール28上を移動するように関節結合されている。
【0036】
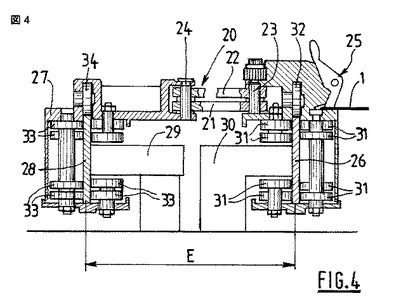
前記2つのレール26,28は、垂直なプレートの形状のモノレール形式である。これら2つのレール26,28は、共通のT形状の支持部によって、または別々の支持部29,30によって(図4参照)、互いに(以下の記載を参照)所定の間隔を置いて保持されることができる。
【0037】
前記はさみ25の各々は、キャリッジのような本体を有し、前記レール26の側面で転動する垂直軸ローラ31と、前記レール26の上面で転動する水平軸ローラ32とを支持している。同様にして、案内部材27の各々は、前記レール28の2つの側面で回転する垂直軸ローラ33と、前記レール28の上面で回転する水平軸ローラ32とを備えたキャリッジを形成している。
【0038】
前記はさみ25の本体の各々と、前記案内部材27の各々とに関して、横方向の前記ローラ31,33は、ここでの例では、前記レール26または28の両側に、2つの上側ローラと2つの下側ローラとを有する。これら2つの上側ローラ、同様に2つの下側ローラは、間隔の理由から、互いに寸法が合うようにわずかな垂直段部を有し得る。
【0039】
前記2つのレール26,28は、最大値E(図2の左側参照)と最小値e(図2の右側参照)との間で変化可能な間隔を有する。2つのレール26,28は、互いに平行であるか、互いに近くに、もしくは互いにさらに離れるように(図2の中央部参照)移動することができる。2つのレール26,28の間隔は、隣り合う2つのはさみ25の間隔によって決まる。
【0040】
特に、前記2つのレール26,28が最大間隔Eを有するならば、チェーン20の前記リンク21,22は、一方では、前記はさみ25のアライメントと、一方では、前記案内部材27のアライメントとの間の前記最大間隔Eにより与えられるジグザグ構造を形成する。
【0041】
前記2つのレール26、28が平行かつ最大間隔Eの所に保たれるならば、隣り合うはさみの間隔も、一定に留まり、最小値dに等しい。
【0042】
逆に、前記2つのレール26,28が、最小間隔eを有するならば、前記チェーンのリンク21,22は、一方では、前記はさみ25のアライメントと、一方では、前記案内部材27のアライメントとの最小間隔に対応する直線である。そして、隣り合う前記2つのはさみ25の間隔は、最大値Dを取る。
【0043】
前記2つのレール26,28が平行かつ最小間隔eを有するならば、隣り合うはさみ25の間隔は、一定に留まり、最大値Dに等しい。
【0044】
一方、前記2つのレール26,28の間の間隔が変わると、これら2つのレールの変化可能な間隔も、隣り合うはさみの間隔の変化も決まることが容易に理解される。特に、2つのレール26,28間の間隔の変化は、チェーン20の隣り合うリンク21,22の間の角度の開閉を制御し、隣り合う2つのはさみ25を、互いに近くに、またはさらに離れるように移動させる。
【0045】
それ故、前記長手方向の延伸装置6の予備加熱ゾーン16と熱安定化ゾーン18とでは、前記レール26,28は、実質的に互いに平行に配置されている。この熱安定化ゾーン18では、これらレール26,28は、制御された張力の下で、前記フィルム1のわずかな収縮を与えるように、もしくは前記横方向の延伸装置5で行われた横方向への延伸をわずかに補うように配置されることができる。
【0046】
前記熱安定化ゾーン18の長さは、前記フィルム1の結晶化を可能にするために十分な長さでなければならない。また、この結晶化の間、この熱安定化ゾーンは、前記はさみ25により所定の張力の下に保たれる。
【0047】
図2により理解され得るように、前記長手方向の延伸ゾーン17では、前記レール26,28は、前記はさみ25が、フィルム1に長手方向への延伸を与えるために徐々に離れて移動するように、フィルム1およびはさみ25の移動の方向に、互いに近づく。
【0048】
しかし、前記長手方向の延伸装置6を通るとき、フィルム1の幅が著しく変化しないように、フィルム1の両縁14,15の各々に配置された前記レール26,28は、ほぼ平行に留まっている。
【0049】
上述のように、前記長手方向の延伸装置から送られたフィルム1は、巻取機7により保存用ローラに巻き付けられる。このようにして得られたフィルムは、6ないし10メートルに及ぶことができる。
【0050】
前記長手方向の延伸装置6は、フィルム1の一方の面に4つのギヤホイールを有し、前記エンドレスチェーン19、20の各々を駆動することが可能である。
【0051】
特に、前記長手方向への延伸装置6は、前記チェーン19,20の移動方向にフィルムを把持するために、前記ゾーンの上流側に配置された第1および第2のギヤホイール35,36を有する。この第2のホイール36は、第1のホイール35の下流側に配置されている。また、この第2のホイール36の回転速度は、第1のホイール35の回転速度よりも速い。前記長手方向への延伸装置6は、フィルムを解放するために、前記ゾーンの下流側に配置された第3および第4のギヤホイール37,38も有する。この第4のホイール38は、第3のホイール37の下流側に配置されている。また、この第4のギヤホイール38の回転速度は、第3のホイール37の回転速度よりも遅い。
【0052】
これら態様は、安定な平衡位置を規定するように、前記第3および第4のホイールの間のチェーンの再圧縮と、前記第1および第2のホイールの間のチェーンのびんとはった状態とを可能にすることを目的としている。
【0053】
本発明に係る延伸方法は、以下の効果を奏する。横方向への延伸装置は、従来技術と比較して、小さな寸法であり、従って、コストが低い。
【0054】
さらに、前記冷却ローラ(即ち成形用ドラム)3から直接送られたフィルムは、このローラの速度に対応した速度であり、一方、従来技術では、横方向に延伸するように向けられたフィルムは、通常は2ないし10の長手方向への延伸速度を加算されたドラムの速度に対応している。本発明の場合には、横方向の延伸装置5に係合されるフィルムは、速度が遅く、かなり薄い。それ故、このようなフィルムは、延伸される部分の長さが長くなくても、容易に延伸され得る。従来技術の場合には、横方向への延伸装置が適用される前に長手方向に引き延ばされるので、フィルムが薄いと、延伸される部分はかなりの長さが必要であり、それ故、短い長さの急な延伸に耐えることができないことが明らかであろう。
【0055】
さらに、横方向に延伸されたフィルムは、他の延伸も必要であるので、結晶化される必要がない。この結果、非常に長い安定化ゾーン10を与える必要がない。
【0056】
他の効果は、わずかな収縮率または延伸率の可能性を除いて、長手方向の延伸装置6の入口および出口でのフィルムの幅が、実際に同じであることである。
【0057】
このように、レール26,28に沿って移動するように使用される様々なはさみ25は、実質的に平行であり、これらレール26,28の所での摩擦を制限することができる。この結果、前記チェーンの機械的張力に対していかなるシステムも与えることなく、現在の装置の速度をかなり超えた製造速度を達成することができる。
【0058】
本発明の第3の効果は、前記2つの延伸が、空気中で、即ちシリンダに接触することなく行われることである。特に、フィルムの外層が、フィルムを容易にシールすることができるように、低い融点のポリマで形成されることができる。本発明の場合には、このようなフィルムは加熱されることができ、シリンダに接触して損傷してしまうのを避けることができる。さらに、空気中での延伸は、表面欠陥を減少させることを可能にする。これは、特に光学特性を高めることが必要な、このような形態のフィルムにとって非常に重要である。
【0059】
本発明は、フィルムの延伸装置の実施の形態のみに限定されることなく、同じ原理に従う様々な実施の形態および適用装置を全て包含していることは言うまでもない。
【図面の簡単な説明】
【0060】
【図1】図1は、本発明に係る方法を行うことが可能な生産ラインの、上からの概略図である。
【図2】図2は、図1のゾーンAに対応し、拡大されたスケールでの上からの平面図である。
【図3】図3は、本発明のはさみおよび案内部材を備えた装置のチェーンの部分斜視図である。
【図4】図4は、装置の断面図である。
【図5】図5は、図2の矢印F5の方向からの側断面図である。
【技術分野】
【0001】
本発明は、細長いストリップの形状を有する合成材料でできたフィルムを延伸するための方法に関する。
【背景技術】
【0002】
この形式の方法は、包装材、キャパシタの製造または磁気テープの製造のために特に意図されるフィルムの製造を可能にする。このように使用されるフィルムは、ポリプロピレン、ポリエステル、ポリアミド、PVCのような熱可塑性プラスチックでできているか、複合的な多層フィルムにより形成されることができる。
【0003】
多くの場合、このようなフィルムは、まず長手方向に延伸され、続いて、横方向に延伸される。慣例的な方法では、WO2004/089604に記載されているように、原材料が、最初に押出成形機により溶解され、ダイにより厚く狭いプレートに形成され、フィルムの結晶化を防ぐように、液体の循環によって冷却されたドラムに受けられ、そして、速度が可変のシリンダの間で長手方向に延伸されるように、シリンダによって連続して徐々に延伸温度に再加熱される。
【0004】
このようにして長手方向に延伸されたフィルムは、横方向の延伸装置に入り、フィルムの両縁が、夫々2つのグループのはさみによって保持され、2ないし10の比率で横方向にシートを延伸するように、徐々に互いに離されるレールによって案内される。使用される慣例的なはさみは、FR2686041に記載されている。
【0005】
このようにして延伸されたシートは、歪みの除去と、分子構造を固定するように意図されたフィルムの結晶化とを可能にするために、炉内で所定の張力および温度に保たれる。そして、WO98/25844に記載されているように、フィルムは冷却され、フィルムの縁が切断され、フィルムは巻取機に巻き取られる。
【0006】
前述の延伸の順序、即ち長手方向への延伸をし、その後に横方向への延伸をすることが最も一般的である理由は、包装用フィルムの経済的な製造が、4ないし10メートル幅のフィルムを製造することが可能な高スループットの装置を必要とするということからである。
【0007】
さらに、従来技術によると、フィルムの長手方向への延伸は、短い(“short”)延伸(WO2004/089604参照)を可能にするように、小さな直径でなければならないシリンダの間で行われる。このような短い延伸は、長手方向への延伸の間にフィルムが収縮するのを防ぐことができる。
【0008】
フィルムの幅が広くなるのに従って、長手方向への延伸を可能にするローラの長さは長くなり、直径も大きくなる。この結果、短い延伸を行うことができるように、長手方向への延伸のためのローラの幅を減少させる必要がある。それ故、フィルムの幅を増加させるように意図された横方向への延伸は、長手方向への延伸の後に行われる。
【0009】
このような理由により、このような装置は、比較的簡単な設計であり、幅の狭いフィルムを延伸するとき、延伸用シリンダは、短い延伸を行うために、小さな直径のシリンダに強制的に合わせられた幅である。
【0010】
逆に、6ないし8メートルの幅のシリンダを使用した長手方向への延伸装置は、かなり大きなシリンダの直径であり、短い延伸率に合わせることができない。このような装置は、従来技術にはない。
【0011】
このようなフィルムの横方向への延伸に関して、横方向への延伸装置を使用することが慣例的に知られている。このような延伸装置では、フィルムが、移動可能なはさみによって夫々縁を把持され、一方のはさみのグループが、他方のはさみのグループから離れるように移動する。
【0012】
このような手段では、適用される機械部材がフィルムの幅に依存しないので、非常に幅の広いフィルムの製造に容易に適用されることができる。今日、6ないし10メートル幅のフィルムの製造が可能な、横方向への延伸手段が知られている。
【0013】
前述の順序(長手方向への延伸、続いて横方向への延伸)に従って延伸を行うことは、大多数の場合には、製造されたフィルムが、延伸されたフィルムの保管が必要であるという事実により、適用装置にとって多くの欠点を有する。これは、結晶化の前に受ける最後の延伸で非常に高度な機械的特性がなおも必要であることを意味する。
【0014】
このために、上述の順序に従って製造され、巻き取られたフィルムは、フィルムの長手方向に対してよりも、横方向に対する機械的特性を有する。これは、特に、フィルムが、プリント、コーティング、金属化、または他の形態の処理を受けるために巻き取られない場合には、フィルムの長手方向への必要な機械的特性を増加させる必要があるという欠点を有する。
【発明の開示】
【0015】
本発明の目的は、長手方向への機械的特性が増加されたフィルムを製造することが可能な、合成材料でできたフィルムを延伸する方法を提案することによって、このような欠点を克服することである。
【0016】
従って、本発明は、細長いストリップの形状を有する合成材料でできたフィルムを延伸する方法であって、フィルムの延伸は、フィルムを予備加熱する工程と、フィルムをフィルムの長手方向に延伸する工程と、フィルムをフィルムの横方向に延伸する付加的な工程とを具備する延伸手段を通って、フィルムを連続して引き延ばすことによって行われる方法において、長手方向に延伸する工程は、横方向にフィルムを延伸する工程の後に行われ、この延伸する方法は、フィルムの第1および第2の長縁を夫々把持するために配置され、移動可能な第1および第2のはさみのグループを使用し、はさみの各々のグループは、最初に、横方向へのフィルムの延伸を行うために、互いに離れるようにして案内され、次に、長手方向への延伸を行うために、同じグループの隣接するはさみの間隔が次第に増加するにつれて、フィルムの長手方向に平行に移動されることを特徴とする方法に関する。
【0017】
このようにして、機械的特性は、最終的な、即ち長手方向に対して行われる延伸の方向に増加される。
【0018】
さらに、長手方向への延伸を行うためのはさみの使用は、幅の広いフィルムを容易に適用することを可能にし、また、従来技術のローラに代わって、フィルムを引き延ばす際、かなりの速度を可能にする。従って、製造、即ちフィルムを引き延ばす速度は、増加されることができる。
【0019】
好ましくは、はさみの集合体の各々は、横方向への延伸のためのはさみのグループと、長手方向への延伸のためのはさみのグループとに分けられている。
【0020】
効果的には、長手方向に延伸する工程の間、フィルムの引き延ばしは、第1および第2のグループのはさみに挟持されたフィルムの両側に配置されたエンドレスチェーンの駆動によって行われ、チェーンの各々は、互いに関節結合された複数のリンクを有し、リンクは、隣接する2つのはさみの間隔を増加、または減少させることが可能であるように、夫々互いに離される、または近くに移動される。
【0021】
本発明の一態様に係れば、第1および第2のグループのはさみは、はさみが、フィルムの対向している縁の所でフィルムを把持するように閉じた、フィルムを把持するためのゾーンと、フィルムを長手方向に延伸するためのゾーンと、はさみが開かれた、フィルムを解放するためのゾーンとを連続して通る閉じた経路に沿って、連続して移動される。
【0022】
好ましくは、エンドレスチェーンの各々は、チェーンの移動方向にフィルムを把持するためにゾーンの上流側に配置された第1および第2のホイールと、フィルムを解放するためにゾーンの下流側に配置された第3および第4のホイールとによって駆動され、第2のホイールは、第1のホイールの下流側に配置され、第2のホイールの回転速度は、第1のホイールの回転速度よりも速く、第4のホイールは、第3のホイールの下流側に配置され、第4のホイールの回転速度は、第3のホイールの回転速度よりも遅い。
【0023】
この態様は、第3および第4のホイールの間のチェーンの再圧縮と、第1および第2のホイールの間のチェーンのぴんと張った状態とを可能にする。
【0024】
いかなる場合でも、本発明は、この図面の装置の一実施形態の例のように、添付の概略図面を参照して、以下に説明の補助により、より理解されることができるであろう。
【発明を実施するための最良の形態】
【0025】
図1は、合成フィルム1の製造のためのラインを示している。このラインは、幅が広く細長いストリップの形態でフィルムを押し出すことが可能な押出成形機を有する。
【0026】
前記フィルム1は、例えば静電プレス装置4によって、冷却シリンダ、即ち成形用ドラム3に押圧される。この静電プレス装置4から生じたフィルム1は、巻取機7により保存用ローラに巻き付けられる前に、横方向への延伸装置5、続いて長手方向への延伸装置6を通る。
【0027】
前記横方向への延伸装置5は、予備加熱ゾーン8と、横方向への延伸のためのゾーン9と、フィルム1の安定化のためのゾーン10とを有する。前記予備加熱ゾーン8および横方向への延伸ゾーン9には、夫々炉11が設けられており、これら炉の温度は必要に応じて制御される。
【0028】
特に、前記横方向への延伸ゾーン9には、図面に軸線によって示されたギヤホイールにより駆動される第1および第2のエンドレスチェーン12,13に夫々装着された第1および第2のはさみのグループ(図示されていない)が設けられている。それ故、これらはさみは、移動可能であり、前記横方向への延伸装置5の前述の連続したゾーン8,9,10に沿った閉じた経路に沿って、連続して駆動される。
【0029】
前記チェーン12、13は、フィルムの両縁の各々の高さ(level)で、製造ラインの中央面の両側に配置されたレールによって案内される。これらレールは、前記横方向への延伸ゾーン9の所で互いに離れるように広がっており、前記予備加熱ゾーン8および熱安定化ゾーン10ではほぼ平行である。
【0030】
前記はさみは、閉位置と開位置との間で駆動されることができる。閉位置では、これらはさみは、フィルム1の両縁を把持し、開位置では、これら縁を解放する。対向しているはさみのグループによってフィルムの両縁を把持するためのゾーンが、前記予備加熱ゾーン8の上流側に配置されており、また、このフィルムを解放するためのゾーンが、フィルムの前記安定化ゾーン10の下流側に配置されている。
【0031】
それ故、動作中、前記冷却ローラ3から送られたフィルム1は、このフィルムの両縁14,15の各々が前記はさみによって把持され、前記予備加熱ゾーン8、横方向への延伸ゾーン9、そして熱安定化ゾーン10を通る。前記横方向への延伸ゾーン9では、前記レールは、フィルム1を横方向に延伸するように互いに離れている。
【0032】
そして、フィルムは、前記長手方向への延伸装置6へと向けられる。この長手方向への延伸装置6は、予備加熱ゾーン16と、長手方向への延伸のためのゾーン17と、熱安定化ゾーン18とを有する。これらゾーンの各々には、炉11が設けられており、これら炉の温度は制御される。
【0033】
前記長手方向の延伸装置6は、上述のように、この装置の長手方向の中央面Aに関して対称的に配置された第1および第2のエンドレスチェーン19,20を有する。これらエンドレスチェーン19,20およびこれらの案内手段が、長手方向の延伸ゾーンBの詳細を示す図2と、以下に続く図とを参照して説明される。
【0034】
前記チェーン19,20の各々は、参照符号21,22で交互に示された一連のリンクからなる。これらリンクは、参照符号23,24で交互に示された垂直方向の軸線に沿って、互いに関節結合されている。
【0035】
はさみ25は、夫々の2つのリンク、即ちリンク21とリンク22との間の関節結合部の各々の軸線23の所で、前記チェーン20の一方の側に突出して関節結合され、第1のレール26上を案内される。同様に、夫々の2つのリンク、しかしはさみ25の間に、即ち関節結合部の各々の軸線24の所で、案内部材27が、前記チェーン20の他方の側に突出し、第2のレール28上を移動するように関節結合されている。
【0036】
前記2つのレール26,28は、垂直なプレートの形状のモノレール形式である。これら2つのレール26,28は、共通のT形状の支持部によって、または別々の支持部29,30によって(図4参照)、互いに(以下の記載を参照)所定の間隔を置いて保持されることができる。
【0037】
前記はさみ25の各々は、キャリッジのような本体を有し、前記レール26の側面で転動する垂直軸ローラ31と、前記レール26の上面で転動する水平軸ローラ32とを支持している。同様にして、案内部材27の各々は、前記レール28の2つの側面で回転する垂直軸ローラ33と、前記レール28の上面で回転する水平軸ローラ32とを備えたキャリッジを形成している。
【0038】
前記はさみ25の本体の各々と、前記案内部材27の各々とに関して、横方向の前記ローラ31,33は、ここでの例では、前記レール26または28の両側に、2つの上側ローラと2つの下側ローラとを有する。これら2つの上側ローラ、同様に2つの下側ローラは、間隔の理由から、互いに寸法が合うようにわずかな垂直段部を有し得る。
【0039】
前記2つのレール26,28は、最大値E(図2の左側参照)と最小値e(図2の右側参照)との間で変化可能な間隔を有する。2つのレール26,28は、互いに平行であるか、互いに近くに、もしくは互いにさらに離れるように(図2の中央部参照)移動することができる。2つのレール26,28の間隔は、隣り合う2つのはさみ25の間隔によって決まる。
【0040】
特に、前記2つのレール26,28が最大間隔Eを有するならば、チェーン20の前記リンク21,22は、一方では、前記はさみ25のアライメントと、一方では、前記案内部材27のアライメントとの間の前記最大間隔Eにより与えられるジグザグ構造を形成する。
【0041】
前記2つのレール26、28が平行かつ最大間隔Eの所に保たれるならば、隣り合うはさみの間隔も、一定に留まり、最小値dに等しい。
【0042】
逆に、前記2つのレール26,28が、最小間隔eを有するならば、前記チェーンのリンク21,22は、一方では、前記はさみ25のアライメントと、一方では、前記案内部材27のアライメントとの最小間隔に対応する直線である。そして、隣り合う前記2つのはさみ25の間隔は、最大値Dを取る。
【0043】
前記2つのレール26,28が平行かつ最小間隔eを有するならば、隣り合うはさみ25の間隔は、一定に留まり、最大値Dに等しい。
【0044】
一方、前記2つのレール26,28の間の間隔が変わると、これら2つのレールの変化可能な間隔も、隣り合うはさみの間隔の変化も決まることが容易に理解される。特に、2つのレール26,28間の間隔の変化は、チェーン20の隣り合うリンク21,22の間の角度の開閉を制御し、隣り合う2つのはさみ25を、互いに近くに、またはさらに離れるように移動させる。
【0045】
それ故、前記長手方向の延伸装置6の予備加熱ゾーン16と熱安定化ゾーン18とでは、前記レール26,28は、実質的に互いに平行に配置されている。この熱安定化ゾーン18では、これらレール26,28は、制御された張力の下で、前記フィルム1のわずかな収縮を与えるように、もしくは前記横方向の延伸装置5で行われた横方向への延伸をわずかに補うように配置されることができる。
【0046】
前記熱安定化ゾーン18の長さは、前記フィルム1の結晶化を可能にするために十分な長さでなければならない。また、この結晶化の間、この熱安定化ゾーンは、前記はさみ25により所定の張力の下に保たれる。
【0047】
図2により理解され得るように、前記長手方向の延伸ゾーン17では、前記レール26,28は、前記はさみ25が、フィルム1に長手方向への延伸を与えるために徐々に離れて移動するように、フィルム1およびはさみ25の移動の方向に、互いに近づく。
【0048】
しかし、前記長手方向の延伸装置6を通るとき、フィルム1の幅が著しく変化しないように、フィルム1の両縁14,15の各々に配置された前記レール26,28は、ほぼ平行に留まっている。
【0049】
上述のように、前記長手方向の延伸装置から送られたフィルム1は、巻取機7により保存用ローラに巻き付けられる。このようにして得られたフィルムは、6ないし10メートルに及ぶことができる。
【0050】
前記長手方向の延伸装置6は、フィルム1の一方の面に4つのギヤホイールを有し、前記エンドレスチェーン19、20の各々を駆動することが可能である。
【0051】
特に、前記長手方向への延伸装置6は、前記チェーン19,20の移動方向にフィルムを把持するために、前記ゾーンの上流側に配置された第1および第2のギヤホイール35,36を有する。この第2のホイール36は、第1のホイール35の下流側に配置されている。また、この第2のホイール36の回転速度は、第1のホイール35の回転速度よりも速い。前記長手方向への延伸装置6は、フィルムを解放するために、前記ゾーンの下流側に配置された第3および第4のギヤホイール37,38も有する。この第4のホイール38は、第3のホイール37の下流側に配置されている。また、この第4のギヤホイール38の回転速度は、第3のホイール37の回転速度よりも遅い。
【0052】
これら態様は、安定な平衡位置を規定するように、前記第3および第4のホイールの間のチェーンの再圧縮と、前記第1および第2のホイールの間のチェーンのびんとはった状態とを可能にすることを目的としている。
【0053】
本発明に係る延伸方法は、以下の効果を奏する。横方向への延伸装置は、従来技術と比較して、小さな寸法であり、従って、コストが低い。
【0054】
さらに、前記冷却ローラ(即ち成形用ドラム)3から直接送られたフィルムは、このローラの速度に対応した速度であり、一方、従来技術では、横方向に延伸するように向けられたフィルムは、通常は2ないし10の長手方向への延伸速度を加算されたドラムの速度に対応している。本発明の場合には、横方向の延伸装置5に係合されるフィルムは、速度が遅く、かなり薄い。それ故、このようなフィルムは、延伸される部分の長さが長くなくても、容易に延伸され得る。従来技術の場合には、横方向への延伸装置が適用される前に長手方向に引き延ばされるので、フィルムが薄いと、延伸される部分はかなりの長さが必要であり、それ故、短い長さの急な延伸に耐えることができないことが明らかであろう。
【0055】
さらに、横方向に延伸されたフィルムは、他の延伸も必要であるので、結晶化される必要がない。この結果、非常に長い安定化ゾーン10を与える必要がない。
【0056】
他の効果は、わずかな収縮率または延伸率の可能性を除いて、長手方向の延伸装置6の入口および出口でのフィルムの幅が、実際に同じであることである。
【0057】
このように、レール26,28に沿って移動するように使用される様々なはさみ25は、実質的に平行であり、これらレール26,28の所での摩擦を制限することができる。この結果、前記チェーンの機械的張力に対していかなるシステムも与えることなく、現在の装置の速度をかなり超えた製造速度を達成することができる。
【0058】
本発明の第3の効果は、前記2つの延伸が、空気中で、即ちシリンダに接触することなく行われることである。特に、フィルムの外層が、フィルムを容易にシールすることができるように、低い融点のポリマで形成されることができる。本発明の場合には、このようなフィルムは加熱されることができ、シリンダに接触して損傷してしまうのを避けることができる。さらに、空気中での延伸は、表面欠陥を減少させることを可能にする。これは、特に光学特性を高めることが必要な、このような形態のフィルムにとって非常に重要である。
【0059】
本発明は、フィルムの延伸装置の実施の形態のみに限定されることなく、同じ原理に従う様々な実施の形態および適用装置を全て包含していることは言うまでもない。
【図面の簡単な説明】
【0060】
【図1】図1は、本発明に係る方法を行うことが可能な生産ラインの、上からの概略図である。
【図2】図2は、図1のゾーンAに対応し、拡大されたスケールでの上からの平面図である。
【図3】図3は、本発明のはさみおよび案内部材を備えた装置のチェーンの部分斜視図である。
【図4】図4は、装置の断面図である。
【図5】図5は、図2の矢印F5の方向からの側断面図である。
【特許請求の範囲】
【請求項1】
細長いストリップの形状を有する合成材料でできたフィルム(1)を延伸する方法であって、このフィルム(1)の延伸は、このフィルム(1)を予備加熱する工程と、このフィルムをこのフィルムの長手方向(17)に延伸する工程と、このフィルムをこのフィルムの横方向(9)に延伸する付加的な工程とを具備する延伸手段(5,6)を通って、前記フィルム(1)を連続して引き延ばすことによって行われる方法において、
前記長手方向(17)に延伸する工程は、前記フィルム(1)を前記横方向(9)に延伸する工程の後に行われ、
この延伸する方法は、前記フィルムの第1および第2の長縁を夫々把持するために配置され、移動可能な第1および第2のはさみのグループを使用し、
これらはさみの各々のグループは、最初に、前記横方向への前記フィルムの延伸を行うために、互いに離れるようにして案内され、次に、前記はさみの各々のグループは、前記長手方向への延伸を行うために、同じグループの隣接するはさみの間隔が次第に増加するにつれて、前記フィルムの前記長手方向に平行に移動されることを特徴とする方法。
【請求項2】
前記はさみの集合体の各々が、前記フィルムの前記横方向への延伸のためのはさみのグループと、前記フィルムの前記長手方向への延伸のためのはさみのグループとに分けられていることを特徴とする請求項1の方法。
【請求項3】
前記長手方向に延伸する工程の間、前記フィルム(1)の引き延ばしは、第1および第2のグループの前記はさみ(25)に挟持された前記フィルム(1)の両側に配置されたエンドレスチェーン(19,20)の駆動によって行われ、前記チェーン(19,20)の各々は、互いに関節結合された複数のリンク(21,22)を有し、これらリンクは、隣接する前記2つのはさみ(25)の間隔(d,D)を増加、または減少させることが可能であるように、夫々互いに離される、または互いに近くに移動されることを特徴とする請求項2の方法。
【請求項4】
前記第1および第2のグループのはさみ(25)は、
これらはさみ(25)が、前記フィルムの対向している前記縁(14,15)の所で前記フィルムを把持するように閉じた、前記フィルムを把持するためのゾーンと、
前記フィルムを長手方向に延伸(17)するためのゾーンと、
前記はさみ(25)が開かれた、前記フィルムを解放するためのゾーンとを連続して通る閉じた経路に沿って、連続して移動されることを特徴とする請求項3の方法。
【請求項5】
前記エンドレスチェーン(19,20)の各々は、このチェーン(19,20)の移動方向に前記フィルム(1)を把持するためにゾーンの上流側に配置された第1および第2のホイール(35,36)と、前記フィルムを解放するためにゾーンの下流側に配置された第3および第4のホイール(37,38)とによって駆動され、
前記第2のホイール(36)は、前記第1のホイール(35)の下流側に配置され、前記第2のホイール(36)の回転速度は、前記第1のホイール(35)の回転速度よりも速く、また、前記第4のホイール(38)は、前記第3のホイール(37)の下流側に配置され、前記第4のホイール(38)の回転速度は、前記第3のホイール(37)の回転速度よりも遅いことを特徴とする請求項4の方法。
【請求項1】
細長いストリップの形状を有する合成材料でできたフィルム(1)を延伸する方法であって、このフィルム(1)の延伸は、このフィルム(1)を予備加熱する工程と、このフィルムをこのフィルムの長手方向(17)に延伸する工程と、このフィルムをこのフィルムの横方向(9)に延伸する付加的な工程とを具備する延伸手段(5,6)を通って、前記フィルム(1)を連続して引き延ばすことによって行われる方法において、
前記長手方向(17)に延伸する工程は、前記フィルム(1)を前記横方向(9)に延伸する工程の後に行われ、
この延伸する方法は、前記フィルムの第1および第2の長縁を夫々把持するために配置され、移動可能な第1および第2のはさみのグループを使用し、
これらはさみの各々のグループは、最初に、前記横方向への前記フィルムの延伸を行うために、互いに離れるようにして案内され、次に、前記はさみの各々のグループは、前記長手方向への延伸を行うために、同じグループの隣接するはさみの間隔が次第に増加するにつれて、前記フィルムの前記長手方向に平行に移動されることを特徴とする方法。
【請求項2】
前記はさみの集合体の各々が、前記フィルムの前記横方向への延伸のためのはさみのグループと、前記フィルムの前記長手方向への延伸のためのはさみのグループとに分けられていることを特徴とする請求項1の方法。
【請求項3】
前記長手方向に延伸する工程の間、前記フィルム(1)の引き延ばしは、第1および第2のグループの前記はさみ(25)に挟持された前記フィルム(1)の両側に配置されたエンドレスチェーン(19,20)の駆動によって行われ、前記チェーン(19,20)の各々は、互いに関節結合された複数のリンク(21,22)を有し、これらリンクは、隣接する前記2つのはさみ(25)の間隔(d,D)を増加、または減少させることが可能であるように、夫々互いに離される、または互いに近くに移動されることを特徴とする請求項2の方法。
【請求項4】
前記第1および第2のグループのはさみ(25)は、
これらはさみ(25)が、前記フィルムの対向している前記縁(14,15)の所で前記フィルムを把持するように閉じた、前記フィルムを把持するためのゾーンと、
前記フィルムを長手方向に延伸(17)するためのゾーンと、
前記はさみ(25)が開かれた、前記フィルムを解放するためのゾーンとを連続して通る閉じた経路に沿って、連続して移動されることを特徴とする請求項3の方法。
【請求項5】
前記エンドレスチェーン(19,20)の各々は、このチェーン(19,20)の移動方向に前記フィルム(1)を把持するためにゾーンの上流側に配置された第1および第2のホイール(35,36)と、前記フィルムを解放するためにゾーンの下流側に配置された第3および第4のホイール(37,38)とによって駆動され、
前記第2のホイール(36)は、前記第1のホイール(35)の下流側に配置され、前記第2のホイール(36)の回転速度は、前記第1のホイール(35)の回転速度よりも速く、また、前記第4のホイール(38)は、前記第3のホイール(37)の下流側に配置され、前記第4のホイール(38)の回転速度は、前記第3のホイール(37)の回転速度よりも遅いことを特徴とする請求項4の方法。
【図1】


【図2】
【図3】
【図4】
【図5】

【図2】
【図3】
【図4】
【図5】
【公開番号】特開2009−113488(P2009−113488A)
【公開日】平成21年5月28日(2009.5.28)
【国際特許分類】
【外国語出願】
【出願番号】特願2008−274325(P2008−274325)
【出願日】平成20年10月24日(2008.10.24)
【出願人】(505446839)ダルレット・マルシャント・テクノロジー・エス.・アー. (3)
【Fターム(参考)】
【公開日】平成21年5月28日(2009.5.28)
【国際特許分類】
【出願番号】特願2008−274325(P2008−274325)
【出願日】平成20年10月24日(2008.10.24)
【出願人】(505446839)ダルレット・マルシャント・テクノロジー・エス.・アー. (3)
【Fターム(参考)】
[ Back to top ]