
細長の剤形を製造する方法
【課題】非経腸的薬剤投与のための細長の剤形を製造する方法の提供。
【解決手段】針またはカニューレを使用せずに、患者の皮膚を貫通して注射するのに適した細長の剤形を製造するための方法および装置。該剤形は、ローラおよび表面を具備してなる装置のキャビティー内で薬剤顆粒を圧縮することによって製造され、このローラは前記表面上を回転することにより、前記顆粒を処方に圧縮する。
【解決手段】針またはカニューレを使用せずに、患者の皮膚を貫通して注射するのに適した細長の剤形を製造するための方法および装置。該剤形は、ローラおよび表面を具備してなる装置のキャビティー内で薬剤顆粒を圧縮することによって製造され、このローラは前記表面上を回転することにより、前記顆粒を処方に圧縮する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、薬剤の細長い剤形を製造するための方法および装置に関し、特に、針またはカニューレを使用せずに、患者の皮膚を通して注射するために充分な強度を有する細長い剤形に関する。
【背景技術】
【0002】
薬物の迅速な効果が望まれるため、または薬物の性質により該薬物が何等かの効果が生じる前に胃で破壊されるため、幾つかの薬剤は非経腸的に投与される。
【0003】
薬剤の非経腸的注射のために最も広範に使用される方法は、皮下シリンジを用いた水溶液の注射によるものである。水溶液の使用には多くの固有の問題が伴う。所定量の薬剤を注射するためには、遥かに多量の水および種々の添加物をも注射しなければならず、大容積の注射になる。特に筋肉注射においては、注射に付随する痛みは皮膚の穿刺によってではなく、主に斯かる容積の注射によって生じる。容積を幾らか減少することは、患者の痛みの減少に通じるであろう。
【0004】
粉末注射および針形状を持った剤形の注射のように、固体粒子としての薬剤の注射が議論されており、後者は粉末よりも高い制度で投与される。
【0005】
WO96/08289(Societe de conseils de recherches et d'application scientifiques S.A)は、一端が爪楊枝の形状を有する医薬を開示している。その大きさは1 mm〜3 cmの長さである。該医薬は8ミリポアズの圧壊強度を有しており、また如何なる技術も詳細に述べることなく、圧縮熱融合または押出しのような従来技術を使用して調製されるべき旨が記載されている。
【0006】
注射のためのマクロ針もまた、WO96/03978(Quadrant Holdings Cambridge Ltd)に開示されている。これらの針は、直径0.1〜4 mmで長さ30mmの大きさである。この針は、ガラス状担体および有効量の少なくとも一つの探索物質を含んでなり、押出しによって調製される。
【0007】
満足な固形の非経腸的注射投与物を得るために、注射する剤形は、注射の痛みを回避し、且つ望ましい溶解速度を達成するために小容積でなければならない。また、該剤形には、動物であっても人間であっても、患者の皮膚を貫通することを可能にするために充分に定義された強度が与えられるべきである。更に、該剤形はその強度および構造、並びに薬物の生物学的活性の何れに関しても、周囲温度で長期間安定であるべきである。予め定められた強度は、投与すべき薬物に加えてキャリアを使用することにより与えればよい。必要な強度を与えるために使用されるキャリアは、組織適合性で且つ薬局方に収載された化合物からなるべきである。
【0008】
活性化合物および任意の担体物質からなる顆粒の圧縮は、錠剤圧縮技術において公知であり、ここではキャビティーの中に顆粒が計量され、続いてプランジャがキャビティーの中導入される。錠剤は、殆どがシリンダの直径に比較して相対的に短い長さの円筒形状に圧縮される。錠剤は、飲み込まれると胃および腸の中で体液および酵素により崩壊されることが多いから、その機能に関して、錠剤の強度は決定的に重要ではない。
【0009】
非経腸的に注射するべき剤形を圧縮するためには、おそらくは剤形の寸法が小さいことに起因して、マトリックスを充填するための計量プロセスが損なわれるので、通常の錠剤圧縮方法は適用できないことが分かった。更に、従来の圧縮技術を使用することによって、関連の強度を得ることはできないであろうと思われる。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】WO96/08289
【特許文献2】WO96/03978
【発明の概要】
【0011】
従って、本発明の目的は、非経腸的薬剤投与のための細長の剤形を製造する方法を提供することである。
【0012】
これは、細長の剤形を製造する本発明の方法によって達成され、この方法は、 第一のローラを一つの表面に近接して配置し、該第一のローラと該表面との間にはキャビティーが形成され、該キャビティーによって前記剤形の形状が画定されることと;
第一のローラと前記表面の間の隙間に薬剤顆粒を供給することと;
前記ローラを前記表面に当接させて回転させ、それによって前記薬剤顆粒に圧力を加え、前記キャビティー内に前記剤形を形成することと;
前記第一のローラを前記表面から離すことと;
前記圧縮された剤形を前記ポケットキャビティーから離型させることと、を含んでなるものである。
【0013】
ここで用いる「細長」の用語は通常の意味、即ち、当該剤形の幅または直径よりも長さの方が大きいという意味で使用される。
【0014】
更に、本発明は、細長の剤形を製造するための装置に関し、この装置は表面に隣接して配置された第一のローラと、該第一のローラと前記表面との間に形成されたキャビティーと、前記第一のローラと前記表面との間のギャップに薬剤顆粒を供給するための手段と、前記ローラを前記表面に当接させて回転させることにより、前記キャビティーの中で薬剤処方を圧縮するための手段と、前記第一のローラを前記表面から離すための手段と、前記ポケットキャビティーから前記圧縮された剤形を離型させるための手段とを具備する。
【図面の簡単な説明】
【0015】
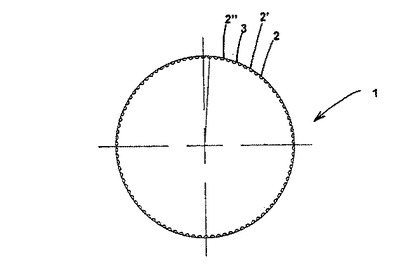
【図1】周面に沿ってキャビティーを備えたローラを示す概略図である。
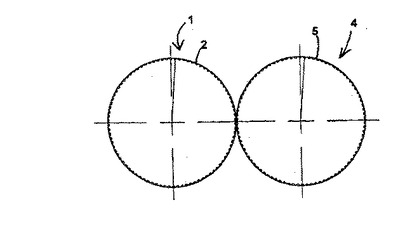
【図2】二つの対向して回転するローラを有し、これらローラ周面の凹部として設計されたキャビティーを備えた二重ロール圧縮装置を示す概略図である。
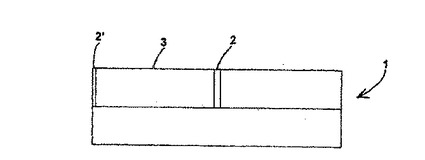
【図3】キャビティーを備えたローラを示す概略図である。
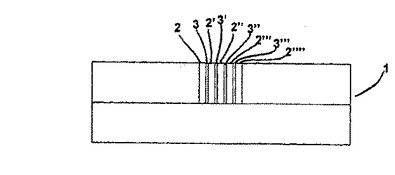
【図4】細長の剤形のための幾つかのキャビティーを有するローラの一つを上から見た概略図である。
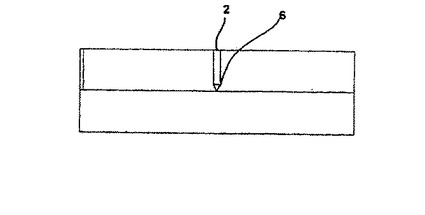
【図5】尖った端部を備えた細長の剤形のためのキャビティーを例示する、もう一つのローラを上から見た概略図である。
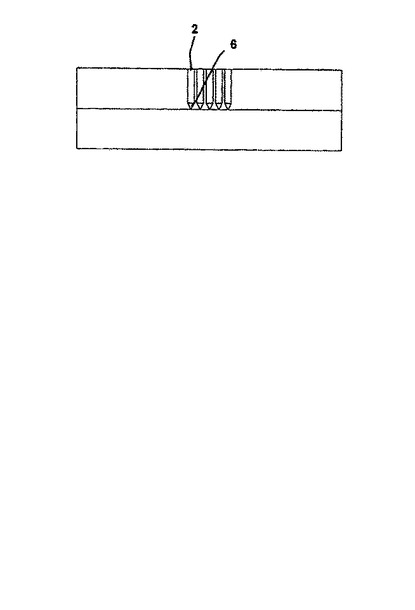
【図6】尖った先端を備えた細長の剤形のための幾つかのキャビティーを有する一つのローラを上から見た概略図である。
【発明を実施するための形態】
【0016】
本発明は、細長の剤形を製造する方法、並びにそのための装置に関する。
【0017】
<キャビティー> 当該剤形は、第一のローラおよび一つの表面で形成されるキャビティーの中で製造される。第一のローラと前記表面の間に定義されるキャビティーは、前記ローラの中または前記表面の中のどちらでもよい。何れの場合にも、剤形の形状は、前記ローラが前記表面の上で回転するときにキャビティーによって定義される。「表面の上」の用語を使用するが、水平表面上を回転するローラに本発明を限定する意図はない。ローラおよび表面は相互に如何なる位置にあってもよい。唯一の要件は、ローラが前記表面に隣接しており、キャビティーが少なくとも実質的にローラによって閉じられて、その中の薬剤顆粒に圧力を加えられるようになっていることである。
【0018】
前記キャビティーは、該キャビティーの長さが該キャビティーの幅または直径よりも大きい限り、如何なる適切な形状を有していてもよい。更に、該キャビティーは、圧縮の後に剤形を容易に離型させるものでなければならない。キャビティーの断面は、半円系またはV字形のような如何なる適切な形状であってもよい。それによって、剤形は圧縮後に同じ断面になるであろう。細長いキャビティーの軸は、キャビティー内の薬剤顆粒に加えられる最大圧力を得るために、好ましくは前記ローラの回転方向に対して直角である。
【0019】
一つの態様において、当該キャビティーは、ローラ内に配置されたポケットキャビティーである。キャビティーの用語は、ローラの周面における少なくとも一つのキャビティー、好ましくは幾つかのキャビティーを意味することを理解すべきである。従って、ローラにはその周面の回りに幾つかのポケットキャビティーを設けてもよく、それによって幾つかの剤形が製造される。前記表面を横切ってローラを回転させることにより、前記薬剤顆粒はローラと前記表面との間で、前記薬剤顆粒に加えられる圧力によって圧縮され、前記キャビティー内に剤形が形成される。
【0020】
ポケットキャビティーはローラの凹部として形成してもよい。しかし、ポケットキャビティーを個別にローラ上の突出部に配置することも本発明の範囲内である。
【0021】
もう一つの実施例では、前記表面に少なくとも一つのキャビティーが設けられ、より好ましくは幾つかのキャビティーが前記表面に配置される。それにより、計量された薬剤顆粒の層を前記表面上および前記キャビティーの中に適用し、次いでローラを駆動し、表面を横切って回転させて、前記薬剤顆粒を圧縮して剤形にする。
【0022】
前記キャビティーはまた、第一のローラのポケットキャビティーと前記表面の副キャビティーによって形成されてもよい。その場合、剤形は二つのキャビティーの総体によって定義され、より精細に成形された剤形を得ることが可能である。一つの剤形を製造するために二つのキャビティーを使用することによって、如何なる量の薬剤処方が各キャビティーによって定義されるべきかを設計することが可能である。特に、副キャビティーおよびポケットキャビティーの両者によって定義される剤形の量は、予め定められた剤形の形状に依存する。しかし、それはキャビティーから剤形を離型させる態様に関しても重要である。
【0023】
剤形の大部分を定義する一つのキャビティーを形成することによって、ローラを表面から外した後にも、剤形をその中に残すことが可能である。特に、大部分がローラの中に形成される場合には、例えば、剤形を表面から離間して配置されたコンベアベルトの上に放出し、それによって剤形の輸送を容易にすることが可能である。従って、本発明の一つの態様においては、ポケットキャビティーの内部形状が、剤形の外形の半分より大きな部分を定義するのが好ましい。
【0024】
しかし、製造すべき特定の剤形の形状は、場合によっては、副キャビティーの内部形状が実質的にポケットキャビティーの内部形状と実質的に同一であることを必要とする。それによって、実質的に円形または楕円形の剤形を製造することが可能になる。こうして、二つのキャビティーを使用することによって、細長の剤形は実質的に円形断面を有するロッドの形状を取り得る。
【0025】
もう一つの好ましい形状は、実質的に三角形、四角形または多角形の断面を有するロッドである。
【0026】
前記ローラおよび前記表面の相互の運動は、特定の装置において適切に設定すればよい。前記表面は静止していてもよく、その場合、前記ローラはローラの回転運動に加えて、前記表面に対して平行な軸運動を行う。前記ローラが固定されており、ローラの回転運動のみが可能であるもう一つの態様では、前記表面が搬送ベルトの一部であるときのように、前記表面が移動してもよい。勿論、これら二つの変形例の如何なる適切な組合せも可能である。
【0027】
搬送ベルトは、好ましくは上記で定義した副キャビティーを備えており、これは搬送ベルト内に直接含まれているか、または少なくとも二つの搬送部分が協働で副キャビティーを定義する。次いで、前記表面をローラが通過する前に、薬剤顆粒が前記表面に適用されればよい。
【0028】
<二重ロールプレス> もう一つの好ましい実施例において、上記で説明した表面は第二のローラの周面または表面であり、それによって第一のローラおよび第二のローラは二重ロールプレスとして機能する。二重ロールプレスは、二つの対向して回転するローラの間に顆粒を挟み込むことによって圧縮を達成し、少なくとも一つのローラはキャビティーを有する。
【0029】
圧縮圧力 <ギャップ供給> 加えられる圧力と、特定のキャビティーのために適切な顆粒の充分な量とを組合せることによって、剤形の予め定められた強度が得られる。
【0030】
薬剤処方に加えられる圧力は、好ましくは25〜5000 kg/cm2、より好ましくは100〜1000 kg/cm2であり、それによって必要な強度および安定性を有する剤形を得ることができる。
【0031】
各キャビティーについて十分な量が圧縮されることを保証するための剤形の計量は、問題の小さい大きさのキャビティーに関して適切な如何なる手段によって行ってもよい。好ましくは、圧縮の前に、キャビティー並びに該キャビティーの上部およびその周囲の空間に薬剤処方を充填する。それ自身の計量は、ローラ上でのカットオフ機構によって行えばよく、または圧縮の前に、薬剤処方を計量された投与量に分割する仕切りツールによって行えばよい。
【0032】
前記ローラと前記表面との間のギャップには、好ましくは連続的に薬剤処方を供給する。この供給は何れかの適切な方法で行えばよい。一つの態様では、スクリューフィーダ(これによって薬剤顆粒は前圧縮される)を備えた供給装置によって、前記ギャップに供給される。スクリューフィーダまたはフォースフィーダは、垂直の直線または僅かに先細のスクリューフィーダ、および傾斜した直線スクリューフィーダ、垂直状で先細のスクリューフィーダまたは水平スクリューフィーダのように配置すればよい。スクリューフィーダの配置は、前記表面に対する前記ローラの配置に最も依存する。
【0033】
ローラに隣接すべき水平表面の場合、スクリューフィーダはギャップに供給する表面と殆ど平衡に配置すればよい。実質的に垂直なスクリューフィーダを使用する場合、重力は薬剤顆粒に加えられる前圧縮力の一部である。従って、供給機構は重力またはフォースフィード装置によって生じる圧力、および材料およびローラ表面の間の摩擦によって特徴付けられる。
【0034】
もう一つの態様において、ギャップは、ローラを回転させる前に、単純に薬剤顆粒の層を表面に適用することによって充填される。次いで、薬剤顆粒の移動を阻止するストッパ突破機構を設けてもよい。
【0035】
ローラと表面との間のギャップは、ローラの寸法に大きく依存する。ギャップが大きいほど、圧縮の前により多くの薬剤顆粒をキャビティーの中に充填することができ、それによって圧縮された処方の密度を増大し、より高強度の剤形の製造を導くことができる。
【0036】
<供給圧力> 上記で述べたように、顆粒の前圧縮によるように、供給の前に薬剤顆粒に圧力を加えてもよい。しかし、薬剤顆粒の供給の最中に圧力を加えるのがより好ましい。この圧力は、スクリューフィーダまたは加圧ピストンによって加えればよい。
【0037】
一つの態様において、薬剤顆粒はギャップに供給する前にロッドに加圧される。それによって、該ロッドは切断機構により、または単純にローラ自身の上の突起によって、ローラと表面との間のギャップに適合したより小さな断片に分割される。このような突起は、上記で述べたようにキャビティーの一部であってもよい。
【0038】
<連続的−段階的な製造> 剤形を製造する方法は、好ましくは連続的な方法として実施され、この場合には供給工程および圧縮工程が連続的に交互に行われる。該ローラは、好ましくは前記表面上で連続的に回転する。
【0039】
しかし、供給および圧縮の交互の工程は段階的に行うのが便利であり、その場合にはローラが静止している間に供給工程が行われ、続いてローラを回転させて圧縮工程が行われる。
【0040】
連続的実施または段階的実施の何れが選択される場合でも、圧縮力は、好ましくは各キャビティーについて予め定められた静止時間、好ましくはキャビティー当り1 msec〜50 sec、より好ましくは5 msec〜5 secだけ保持される。
【0041】
<薬剤顆粒> 薬剤顆粒の流動性は、予め定められた剤形を得るために重要な特徴である。従って、薬剤顆粒は好ましくは粉末に顆粒化され、ここでの顆粒の平均直径は10〜250μm、好ましくは20〜150μm、より好ましくは25〜100μmである。更に、圧縮の前および最中にキャビティー内に均一に分布される顆粒について、薬剤顆粒の平均直径:剤形の断面直径の比は、好ましくは1:2以下、より好ましくは1:4である。特に、尖った剤形の製造のためには、顆粒が尖った端部を形成するキャビティー部分の中に均一に分布されることが重要である。
【0042】
好ましくは、剤形は本質的にトラップされた空気を含まないようにすべきである。剤形の強度のためには、圧縮後の剤形中に空気が導入されるのを妨げるために、加工の際に非常に少ない空気しか剤形の内部にトラップされないことが非常に重要である。強度を低下させることとは別に、トラップされた空気は不必要なスペースを取って、剤形中に含まれる活性成分の量を減少させる。
【0043】
薬剤顆粒中にトラップされた空気が多すぎると、顆粒の圧縮が十分でなくなり、これは剤形の強度を低下させる。従って、ギャップに高密度の薬剤顆粒を供給することが本発明の目的である。未圧縮の薬剤顆粒の密度は、好ましくは0.1〜1.6g/cm3、例えば0.4〜0.8g/cm3である。薬剤顆粒の密度の増大は、真空の使用、または上記で述べた薬剤顆粒の前圧縮によって行うことができる。
【0044】
既述した密度の顆粒を使用することにより、圧縮は、キャビティーの顆粒から剤形へと密度の増大をもたらし、圧縮された剤形の密度は、未圧縮の薬剤顆粒の密度の少なくとも2倍、好ましくは少なくとも2.5倍、より好ましくは更に高くなるであろう。
【0045】
薬剤顆粒は、薬剤の活性成分、並びに何等かのバインダおよび他の添加剤で構成される。添加剤および任意のバインダは、薬物と共に顆粒化してもよく、またはそれらを粉末として均一に混合してもよい。この態様の利点は、活性成分および添加剤を、両性分が粉末の形状である本質的に乾燥した状態で混合できることである。
【0046】
<薬剤の寸法> ここで、剤形の好ましい寸法に言及するときは、実質的に円形のロッドの寸法が断面積の尺度として用いられる。三角形または他の形状のロッドについては、断面積は対応する円形ロッドの直径に相関する。細長い剤形の直径は、好ましくは0.2〜1.0mm、例えばより好ましくは0.3〜0.7mm、より好ましくは0.4〜0.6mmである。剤形の直径は、該処方の注射に伴う痛みに関して重要であり、直径が小さいほど良い。しかし、注射される処方の中に十分な量の薬物を得るためには、直径が小さ過ぎないことが重要である。この太さの剤形を提供することによって、それが本質的に痛みを伴わずに注射できることが決定された。更なる利点は、直径が減少すると共に、皮膚を貫通するために小さな力しか必要とされないことである。本発明による剤形で形成された針により、これらの寸法でさえも、それらは注射に際して皮膚または粘膜を貫通するのに必要な強度を有していることが見出された。小さい直径を使用することの更なる利点は、大きな直径の場合よりも表面積:容積の比が高いことである。それによって、この剤形はより迅速に溶解し、薬物が体液内に導入されてそれらの効果を奏することができる。しかし、小さ過ぎる直径は、所定の量の治療剤を含有するために非常に長い剤形を必要とする。また、直径が小さ過ぎると剤形の圧縮強度が低下し、注射の際に破壊するかもしれない。
【0047】
従って、細長の剤形の長さ:細長の剤形の直径の比は、好ましくは100:1〜3:1、より好ましくは100:1〜5:1であり、細長の剤形の長さは好ましくは1〜20 mm、より好ましくは2〜10 mmである。長い剤形は皮下組織から皮膚に突出するように感じられ得るので、長すぎる剤形は、該剤形が分解されてしまうまで、注射される人に幾つかの不快な感じを与える危険を増大させる。
【0048】
実際には、剤形の長さは治療剤の投与量、バインダの量および選択された直径によって殆ど決定される。多くの治療的タンパク質の投与量は略1 mgである。バインダを除く1 mgのタンパク質は、直径0.5 mmおよび長さ3 mmの円柱形に略対応する。1 mgのタンパク質を含有するこのような剤形が50%の治療剤および50%のバインダから製造されるならば、剤形は6 mmの長さを有する。必要な投与量が小さい時は、剤形の寸法はそれに従って低下するであろう。0.5 mmの直径を有するバインダ50%の剤形において、1/3 mgのタンパク質投与量は略2 mmの長さを有する。本発明は如何なる特定の容量にも限定されず、該容量は剤形の長さおよび直系によって決定される。殆どの場合に、剤形の容積は5μL未満、好ましくは1μL未満である。0.25μL以上の容積は、小さな投与量の治療剤のために得ることができる。従って、0.5mmの直径および2mmの長さを有する上記剤形は、0.39μLの容積を有する。
【0049】
<キャビティーの構成> 工業的に応用可能な方法を与えるために、第一のローラは幾つかのポケットキャビティーを含むのが好ましい。従って、本発明による第一のローラは、少なくとも二つのポケットキャビティー、好ましくは10を超えるキャビティーを含んでいる。ポケットキャビティーの数はキャビティー間の距離、並びにローラの円周に依存する。製造を最適化するためには、二つの隣接するキャビティーの中心間の最短距離が、少なくとも剤形の直径、好ましくは剤形の少なくとも1.2倍に対応するのが好ましい。それによって、何等かのカートリッジ帯の形成が回避される。カートリッジ帯形成の用語は、隣接するキャビティーの中で製造された二つの剤形が、圧縮された剤形の平坦な層によって連結される現象を意味する。二つの隣接キャビティーの中心間の距離はローラ円周の2〜6°、好ましくは略4°に対応し、それによって90個のポケットキャビティーがローラに配置される。
【0050】
ローラの寸法は、主に製造される剤形の寸法に適合される。ローラの直径は少なくとも1 cm、より好ましくは少なくとも4 cmであるのが好ましい。
【0051】
ローラは、上記圧力に関して適切な如何なる材料で製造してもよい。特に、硬化鋼またはセラミックが適している。ローラ、前記表面およびキャビティーの温度は、殆どの態様について室温であろう。しかし、圧縮を高めるために、キャビティーの異なる温度を使用するのが便利である。従って、一つの態様においては、剤形を製造する最中のキャビティーは室温よりも高い。
【0052】
剤形の離型工程を促進するために、圧縮の際にキャビティーを加熱し、続いて剤形製造の際に冷却してもよい。
【0053】
<尖端部> 剤形自体は非常に小さい断面を有するが、剤形が尖端部を備えているときには、剤形の注射に伴う痛みが減少することが示されている。
【0054】
人間の皮膚モデルとして、注射試験では豚の腹部皮膚が使用されている。種々の尖端形状を有するグラファイトのロッドを、Lloyd Instrument LR5K, UKを用いて豚の皮膚の中に圧入する。その圧力を、距離の関数としてニュートンで測定する。最大の力を用いて異なるロッド形状を比較する。ロッドに尖端がない場合(180°)には満足な結果が得られず、ロッドは皮膚に導入される前に破断する。円錐形の尖端(頂角90°)を備えたグラファイトロッドは、十分に皮膚を貫通する。しかし、60°の頂角は皮膚の貫通を顕著に改善する。角度が30°未満の尖端は非常に細く、脆弱である。
【0055】
従って、尖端は好ましくは鋭角にテーパし、その角度は90°未満、好ましくは75°未満、より好ましくは60°未満である。尖端は剤形自身の形状に応じて何れの形状をとってもよい。従って、実質的に円形の剤形の場合、尖端部は円錐形上を有するのに対して、矩形断面を有する剤形の場合にはピラミッド形状の尖端を有する。より好ましい態様においては、尖端部の頂角は30〜110°、好ましくは40〜90°、より好ましくは50〜70°であるべきである。
【0056】
当該剤形は、円筒形部分および尖端部分によって形成することができる。この場合、尖端部を形成するもう一つの方法は、先端部の開始点、即ち、当該部分の円筒形部分から先端部の最も細い部分へと半径を小さくすることである。半径は少なくとも30%、例えば少なくとも40%だけ減少するのが好ましい。この半径の減少とは別に、尖端を丸くするのがこのましい。
【0057】
先端部は、圧縮の際、特に圧縮後に剤形を離型する際には、剤形の最もデリケートな部分である。脱型、およびその後の輸送および保存の際に、当該先端部が破損しないことが極めて重要である。前記表面内のポケットキャビティーおよび副キャビティーを使用する装置において、前記尖端部分は、好ましくは剤形の尖端部分外形の半分を越える部分が、ポケットキャビティーの内部形状の一部によって定義するようにして成形される。
【0058】
<離型−解放> キャビティー内の薬剤顆粒に圧力を加え終わったとき、ローラは前記表面から解放されなければならない。該ローラは、好ましくは前記表面に対してローラを連続的に移動させることによって解放され、それによりキャビティーが解放されて、圧縮された剤形はキャビティーから離型される。
【0059】
離型の際に、圧縮された剤形(特にその先端部)の崩壊が起きないことが保証されなければならない。
【0060】
当該剤形は、ローラおよび表面の設計によって、重力自体でキャビティーから離型され得る。しかし、放出は、例えば吸引放出または駆逐放出によって制御するのが好ましい。
【0061】
駆逐手段は、好ましくはキャビティー内に配置された駆逐体である。この駆逐体は、キャビティーの中央、即ち、キャビティーの中間部に配置してもよく、またはキャビティーの一端に配置してもよい。後者の場合、駆逐体は、好ましくは処方の尖端を有する端部に配置される。
【0062】
離型形態とは関係なく、剤形は、キャビティーから離型されたときに包装手段へと直接搬送されてもよい。これは特に、剤形が駆逐手段によって放出され、それによって剤形がパッケージの中に駆逐され得るときに関係する。
【0063】
更なる態様においては、連続的なバンドが各キャビティーをライニングしており、その場合には、圧縮の後に連続的なバンドをキャビティーから外すことによって、剤形の離型が行われる。好ましい実施例では、連続的なバンドは剤形のパッケージの一部である。これは特に、キャビティーおよび副キャビティーの両方が連続的バンドでライニングされ、これらが圧縮後にパッケージの上部および下部を形成し得るときに関係する。
【0064】
<強度> 強度の用語は、剤形が患者の皮膚を貫通するための充分な圧縮強度を有することを意味する。特許請求の範囲に記載の剤形で人間の上皮を貫通するためには、少なくとも略0.7ニュートンの圧力が必要とされることが実験的に決定されている。粘膜を貫通するためには、より少ない圧力しか必要とされない。結局、剤形はこのような圧力に耐えられなければならない。
【0065】
この強度は、UK、Mecmesin社から入手可能なAdvanced Force Gauge AFG-250Nのような力ゲージテスターで試験することができる。試験は、剤形をロッドとして成形し、該ロッドに圧力を加えることによって行われる。この圧力は、ロッドが破壊するまで増大される。このパラメータは圧縮強度と称され、加圧下での破壊強度として理解されるべきものである。
【0066】
この剤形について得られる強度は、該剤形が使用されるまでの輸送、保存および販売に充分な時間だけ維持されなければならない。従って、周囲温度において6月後、好ましくは12月後に、剤形の強度の少なくとも95%が維持されるべきである。当該剤形は、その生物学的活性および構造に関して長期間安定であることだけでなく、該強度が保存によって実質的に影響されないことも重要である。
【0067】
この態様により、剤形は針のように作用することができ、皮下針と同様の方法で、患者の真皮および粘膜を貫通して皮下または粘膜下に導入される。それによって、剤形が真皮または粘膜を貫通するために、より小さい力しか必要とされず、また必要な強度を得るために、より少量のバインダが必要とされるに過ぎない。
【0068】
特に好ましい態様に従えば、上記で定義したように、当該剤形は実質的に円柱形状であり、一端が尖っている。
【0069】
<剤形> 如何なる種類の治療剤もこの剤形の中に組込むことができ、本発明は如何なる特定の機能をもった薬物にも限定されない。従って、治療剤は、鎮痛剤、坑不安剤、坑不整脈剤、抗生物質、坑コリン剤、坑鬱剤、坑糖尿病剤、制吐剤、坑ヒスタミン剤、坑高血圧剤、坑炎症剤、坑偏頭痛薬、坑パーキンソン病剤、坑痙攣剤、抗精神病薬、坑トロンビン薬、坑ウイルス剤、食欲抑制剤、血液因子、心臓血管系薬剤、脳血管拡張剤、化学療法剤、コリン作動薬、避妊薬、冠動脈剤、利尿剤、成長因子、ホルモン剤、免疫抑制剤、麻薬拮抗剤、オピオイド、末梢血管拡張剤、鎮静剤、ワクチン、免疫原剤、および免疫感作剤から選択することができる。
【0070】
同様に、治療剤はステロイド、ホルモン、脂質、核酸、ヌクレオチド、オリゴヌクレオチド、オリゴ糖、有機物、抗体、ペプチド擬事物、ペプチド、ポリペプチド、多糖、およびタンパク質のような如何なる種類の化合物であってもよい。特に、当該治療材はペプチド、ポリペプチド、またはタンパク質であり得る。実際に、当該剤形はまた、免疫原性の目的で、細胞成分剤形、細胞、バクテリアもしくはウイルス含んでいてもよい。
【0071】
剤形が溶解し始めたときに直ちに治療剤の放出が開始されるように、治療剤は剤形全体に均一に分布していることが重要である。
【0072】
好ましい態様に従えば、治療剤はホルモン、坑糖尿病薬、成長因子、および血液因子から選択される。好ましくは、該治療剤はインスリン、グルカゴン、成長ホルモン、成長因子、血液因子(たとえばFVIIもしくはFVIII、GLP-1、EPO、TPO)インターフェロン、またはこれらタンパク質の誘導体である。このようなタンパク質は、天然に存在するタンパク質または組換えタンパク質の何れであってもよい。
【0073】
当該剤形は治療剤単独から製造してもよいが、該処方中にバインダを含ませるのが適切である。それが非経腸的使用に許容可能であれば、ヨーロッパ薬局方、日本薬局方および/または米国薬局方に記載されているような如何なる適切なバインダを使用してもよい。バインダの例は、カルボキシメチルセルロース(CMC)、フルクトース、グルコース、スクロース、ソルビトール、マルトース、ヒドロキシプロピルセルロース、ラクトース、D-マンニトール、MCC、HPC(ヒドロキシプロピルセルロース、Na-ホスフェート、K-ホスフェート、Ca-ホスフェート、Na-カーボネート、Ca-カーボネートである。
【0074】
バインダおよび治療剤とは別に、当該剤形は添加剤を含んでいてもよく、この添加剤は保存剤、安定剤、アジュバント、潤滑剤および崩壊剤の群から選択することができるが、これらに限定されない。極く僅かの例で必要とされるだけであるが、幾つかの治療剤は、剤形の殆ど無水条件に起因して、保存または安定化するために保存剤または安定剤を使用する必要があるかもしれない。治療剤が免疫感作のためのものである場合、それは免疫原応答性を増大させるためにアジュバントを加えるのが好ましい。剤形がそのパッケージ、例えばカートリッジに粘着しないことを保証し、および/または皮膚を貫通する剤形としての潤滑性を与えるために、脂肪酸またはその塩のような潤滑材を添加してもよい。潤滑剤は、ステアリン酸Mg、ステアリン酸Znまたはステアリン酸Caのようなステアリン酸塩であってよい。治療剤の迅速な放出が望ましい場合、および治療剤が剤形の大部分を占める場合には、剤形を崩壊させて迅速に剤形を放出させるための崩壊剤を添加することが必要であるかもしれない。
【0075】
また、剤形はアラニン、ヒスチジンおよびグリシンのような安定剤を含んでいてもよい。
【0076】
更に、剤形には圧縮後にコーティングを設けてもよい。このようなコーティングは、例えば上記のような潤滑剤を含むことができる、その目的は、例えば上皮を貫通する際の摩擦を減少して、注射の痛みを低減するためであることができる。
【0077】
非経腸的注射のための本発明による固相の剤形を使用することに関連して、幾つかの利点がある。針の回避によって、病院における交差汚染の一つの原因が排除される。本発明による注射容積は非常に小さく、5μL未満、好ましくは1〜2μLであることができる。従って、この剤形は実質的に痛みを伴わずに注射することができる。
【0078】
加えて、本発明による剤形の治療剤は、周囲温度においても長期間に亘って安定であり、冷蔵のような特別な保存条件は必要としない。更に、この剤形は圧縮強度、バインダのガラス特性および形状の点でも、室温において安定である。
【0079】
当該剤形は、好ましくは、糖尿病のような頻繁な医薬投与を必要とする患者のために使用される。頻繁にとは、少なくとも1日に1回、治療剤が非経腸的に注射されなければならないことを意味する。このような患者は常に、注射のために或る量の治療剤を携行する必要がある。本発明による剤形の投与における便宜性、並びに保存の便宜性は、このグループの患者にとって特に有用である。
【0080】
この剤形のもう一つの好ましい用途は、免疫感作である。小児の免疫感作は、一般医の診療所で頻繁に行われるが、彼等は、本発明による剤形の保存要件が厳格でないことを理解するであろう。交差汚染の危険がないので、幾つかの剤形を含む同じカートリッジを異なる小児のために使用できる。患者の皮膚を貫通する唯一の物体は当該剤形自身である。注射は、注射装置または当該剤形を収容したカートリッジハウジングを汚染させないであろう。加えて、頻繁に注射前の恐怖に悩まされる小児は、殆ど無痛の注射が行われ得ることを理解するであろう。
【0081】
免疫感作を必要とするもう一つの大きなグループの患者は、熱帯地方での流行地域におり、この場合には大きな個体群を本質的に同時に免疫感作することを必要とする。大量免疫感作のために本発明による剤形を使用することは、免疫活性剤の水溶液または懸濁液の従来の注射を使用するよりも、遥かに迅速で且つ遥かに安全である。従来技術によれば、一人の人間毎に新しい皮下針を使用することが必要である。
【0082】
動物および魚類の飼育においても、大量投薬が用いられることが多い。これらの場合にも、迅速さおよび交差汚染低減の理由で、本発明による剤形を使用することは大きな利点であろう。
【0083】
次に、図面を参照して装置を詳細に説明する。
【0084】
図1は、本発明による第一のローラ1を示している。該ローラ1の周面には複数のキャビティー2が配置されている。二つの隣接するキャビティー2'、2''の間の距離が3で表されている。図1において、キャビティー2は円周に沿って均一に配置されている。即ち、距離3は全ての隣接するキャビティー2について同一である。
【0085】
図2は、本発明による二重ロールプレス装置の概略図であり、第一のローラ1および第二のローラ4を具備している。第一のローラ1は、図1に関して述べたのと同様である。第二のローラ4は、副キャビティー5を含んでいる。この二つのローラは、二つのキャビティーが対向して回転したときに、各キャビティー2が副キャビティー5を取るように配置されており、それによって、キャビティー2および副キャビティー5の組合せにより定義された剤形を製造することが可能である。この例では、キャビティー2および副キャビティー5の形状および寸法は同一であるが、上記で説明したように、これは全ての装置について必要なわけではない。
【0086】
図3は、第一のローラ1の概略図であり、その上にはキャビティー2、2''が見られる。この図において、細長い形状のキャビティー2が示されている。二つの隣接するキャビティー2、2''の間の距離は3で示されている。
【0087】
図4には、図3のものに匹敵する第一のローラ1が描かれており、それらの相違は、距離3が図3のものよりも遥かに小さいことである。
【0088】
図5および図6には、図3および図4と同様の概略図が示されているが、図5および図6ではキャビティーが尖端6へとテーパしている点で異なっている。
【技術分野】
【0001】
本発明は、薬剤の細長い剤形を製造するための方法および装置に関し、特に、針またはカニューレを使用せずに、患者の皮膚を通して注射するために充分な強度を有する細長い剤形に関する。
【背景技術】
【0002】
薬物の迅速な効果が望まれるため、または薬物の性質により該薬物が何等かの効果が生じる前に胃で破壊されるため、幾つかの薬剤は非経腸的に投与される。
【0003】
薬剤の非経腸的注射のために最も広範に使用される方法は、皮下シリンジを用いた水溶液の注射によるものである。水溶液の使用には多くの固有の問題が伴う。所定量の薬剤を注射するためには、遥かに多量の水および種々の添加物をも注射しなければならず、大容積の注射になる。特に筋肉注射においては、注射に付随する痛みは皮膚の穿刺によってではなく、主に斯かる容積の注射によって生じる。容積を幾らか減少することは、患者の痛みの減少に通じるであろう。
【0004】
粉末注射および針形状を持った剤形の注射のように、固体粒子としての薬剤の注射が議論されており、後者は粉末よりも高い制度で投与される。
【0005】
WO96/08289(Societe de conseils de recherches et d'application scientifiques S.A)は、一端が爪楊枝の形状を有する医薬を開示している。その大きさは1 mm〜3 cmの長さである。該医薬は8ミリポアズの圧壊強度を有しており、また如何なる技術も詳細に述べることなく、圧縮熱融合または押出しのような従来技術を使用して調製されるべき旨が記載されている。
【0006】
注射のためのマクロ針もまた、WO96/03978(Quadrant Holdings Cambridge Ltd)に開示されている。これらの針は、直径0.1〜4 mmで長さ30mmの大きさである。この針は、ガラス状担体および有効量の少なくとも一つの探索物質を含んでなり、押出しによって調製される。
【0007】
満足な固形の非経腸的注射投与物を得るために、注射する剤形は、注射の痛みを回避し、且つ望ましい溶解速度を達成するために小容積でなければならない。また、該剤形には、動物であっても人間であっても、患者の皮膚を貫通することを可能にするために充分に定義された強度が与えられるべきである。更に、該剤形はその強度および構造、並びに薬物の生物学的活性の何れに関しても、周囲温度で長期間安定であるべきである。予め定められた強度は、投与すべき薬物に加えてキャリアを使用することにより与えればよい。必要な強度を与えるために使用されるキャリアは、組織適合性で且つ薬局方に収載された化合物からなるべきである。
【0008】
活性化合物および任意の担体物質からなる顆粒の圧縮は、錠剤圧縮技術において公知であり、ここではキャビティーの中に顆粒が計量され、続いてプランジャがキャビティーの中導入される。錠剤は、殆どがシリンダの直径に比較して相対的に短い長さの円筒形状に圧縮される。錠剤は、飲み込まれると胃および腸の中で体液および酵素により崩壊されることが多いから、その機能に関して、錠剤の強度は決定的に重要ではない。
【0009】
非経腸的に注射するべき剤形を圧縮するためには、おそらくは剤形の寸法が小さいことに起因して、マトリックスを充填するための計量プロセスが損なわれるので、通常の錠剤圧縮方法は適用できないことが分かった。更に、従来の圧縮技術を使用することによって、関連の強度を得ることはできないであろうと思われる。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】WO96/08289
【特許文献2】WO96/03978
【発明の概要】
【0011】
従って、本発明の目的は、非経腸的薬剤投与のための細長の剤形を製造する方法を提供することである。
【0012】
これは、細長の剤形を製造する本発明の方法によって達成され、この方法は、 第一のローラを一つの表面に近接して配置し、該第一のローラと該表面との間にはキャビティーが形成され、該キャビティーによって前記剤形の形状が画定されることと;
第一のローラと前記表面の間の隙間に薬剤顆粒を供給することと;
前記ローラを前記表面に当接させて回転させ、それによって前記薬剤顆粒に圧力を加え、前記キャビティー内に前記剤形を形成することと;
前記第一のローラを前記表面から離すことと;
前記圧縮された剤形を前記ポケットキャビティーから離型させることと、を含んでなるものである。
【0013】
ここで用いる「細長」の用語は通常の意味、即ち、当該剤形の幅または直径よりも長さの方が大きいという意味で使用される。
【0014】
更に、本発明は、細長の剤形を製造するための装置に関し、この装置は表面に隣接して配置された第一のローラと、該第一のローラと前記表面との間に形成されたキャビティーと、前記第一のローラと前記表面との間のギャップに薬剤顆粒を供給するための手段と、前記ローラを前記表面に当接させて回転させることにより、前記キャビティーの中で薬剤処方を圧縮するための手段と、前記第一のローラを前記表面から離すための手段と、前記ポケットキャビティーから前記圧縮された剤形を離型させるための手段とを具備する。
【図面の簡単な説明】
【0015】
【図1】周面に沿ってキャビティーを備えたローラを示す概略図である。
【図2】二つの対向して回転するローラを有し、これらローラ周面の凹部として設計されたキャビティーを備えた二重ロール圧縮装置を示す概略図である。
【図3】キャビティーを備えたローラを示す概略図である。
【図4】細長の剤形のための幾つかのキャビティーを有するローラの一つを上から見た概略図である。
【図5】尖った端部を備えた細長の剤形のためのキャビティーを例示する、もう一つのローラを上から見た概略図である。
【図6】尖った先端を備えた細長の剤形のための幾つかのキャビティーを有する一つのローラを上から見た概略図である。
【発明を実施するための形態】
【0016】
本発明は、細長の剤形を製造する方法、並びにそのための装置に関する。
【0017】
<キャビティー> 当該剤形は、第一のローラおよび一つの表面で形成されるキャビティーの中で製造される。第一のローラと前記表面の間に定義されるキャビティーは、前記ローラの中または前記表面の中のどちらでもよい。何れの場合にも、剤形の形状は、前記ローラが前記表面の上で回転するときにキャビティーによって定義される。「表面の上」の用語を使用するが、水平表面上を回転するローラに本発明を限定する意図はない。ローラおよび表面は相互に如何なる位置にあってもよい。唯一の要件は、ローラが前記表面に隣接しており、キャビティーが少なくとも実質的にローラによって閉じられて、その中の薬剤顆粒に圧力を加えられるようになっていることである。
【0018】
前記キャビティーは、該キャビティーの長さが該キャビティーの幅または直径よりも大きい限り、如何なる適切な形状を有していてもよい。更に、該キャビティーは、圧縮の後に剤形を容易に離型させるものでなければならない。キャビティーの断面は、半円系またはV字形のような如何なる適切な形状であってもよい。それによって、剤形は圧縮後に同じ断面になるであろう。細長いキャビティーの軸は、キャビティー内の薬剤顆粒に加えられる最大圧力を得るために、好ましくは前記ローラの回転方向に対して直角である。
【0019】
一つの態様において、当該キャビティーは、ローラ内に配置されたポケットキャビティーである。キャビティーの用語は、ローラの周面における少なくとも一つのキャビティー、好ましくは幾つかのキャビティーを意味することを理解すべきである。従って、ローラにはその周面の回りに幾つかのポケットキャビティーを設けてもよく、それによって幾つかの剤形が製造される。前記表面を横切ってローラを回転させることにより、前記薬剤顆粒はローラと前記表面との間で、前記薬剤顆粒に加えられる圧力によって圧縮され、前記キャビティー内に剤形が形成される。
【0020】
ポケットキャビティーはローラの凹部として形成してもよい。しかし、ポケットキャビティーを個別にローラ上の突出部に配置することも本発明の範囲内である。
【0021】
もう一つの実施例では、前記表面に少なくとも一つのキャビティーが設けられ、より好ましくは幾つかのキャビティーが前記表面に配置される。それにより、計量された薬剤顆粒の層を前記表面上および前記キャビティーの中に適用し、次いでローラを駆動し、表面を横切って回転させて、前記薬剤顆粒を圧縮して剤形にする。
【0022】
前記キャビティーはまた、第一のローラのポケットキャビティーと前記表面の副キャビティーによって形成されてもよい。その場合、剤形は二つのキャビティーの総体によって定義され、より精細に成形された剤形を得ることが可能である。一つの剤形を製造するために二つのキャビティーを使用することによって、如何なる量の薬剤処方が各キャビティーによって定義されるべきかを設計することが可能である。特に、副キャビティーおよびポケットキャビティーの両者によって定義される剤形の量は、予め定められた剤形の形状に依存する。しかし、それはキャビティーから剤形を離型させる態様に関しても重要である。
【0023】
剤形の大部分を定義する一つのキャビティーを形成することによって、ローラを表面から外した後にも、剤形をその中に残すことが可能である。特に、大部分がローラの中に形成される場合には、例えば、剤形を表面から離間して配置されたコンベアベルトの上に放出し、それによって剤形の輸送を容易にすることが可能である。従って、本発明の一つの態様においては、ポケットキャビティーの内部形状が、剤形の外形の半分より大きな部分を定義するのが好ましい。
【0024】
しかし、製造すべき特定の剤形の形状は、場合によっては、副キャビティーの内部形状が実質的にポケットキャビティーの内部形状と実質的に同一であることを必要とする。それによって、実質的に円形または楕円形の剤形を製造することが可能になる。こうして、二つのキャビティーを使用することによって、細長の剤形は実質的に円形断面を有するロッドの形状を取り得る。
【0025】
もう一つの好ましい形状は、実質的に三角形、四角形または多角形の断面を有するロッドである。
【0026】
前記ローラおよび前記表面の相互の運動は、特定の装置において適切に設定すればよい。前記表面は静止していてもよく、その場合、前記ローラはローラの回転運動に加えて、前記表面に対して平行な軸運動を行う。前記ローラが固定されており、ローラの回転運動のみが可能であるもう一つの態様では、前記表面が搬送ベルトの一部であるときのように、前記表面が移動してもよい。勿論、これら二つの変形例の如何なる適切な組合せも可能である。
【0027】
搬送ベルトは、好ましくは上記で定義した副キャビティーを備えており、これは搬送ベルト内に直接含まれているか、または少なくとも二つの搬送部分が協働で副キャビティーを定義する。次いで、前記表面をローラが通過する前に、薬剤顆粒が前記表面に適用されればよい。
【0028】
<二重ロールプレス> もう一つの好ましい実施例において、上記で説明した表面は第二のローラの周面または表面であり、それによって第一のローラおよび第二のローラは二重ロールプレスとして機能する。二重ロールプレスは、二つの対向して回転するローラの間に顆粒を挟み込むことによって圧縮を達成し、少なくとも一つのローラはキャビティーを有する。
【0029】
圧縮圧力 <ギャップ供給> 加えられる圧力と、特定のキャビティーのために適切な顆粒の充分な量とを組合せることによって、剤形の予め定められた強度が得られる。
【0030】
薬剤処方に加えられる圧力は、好ましくは25〜5000 kg/cm2、より好ましくは100〜1000 kg/cm2であり、それによって必要な強度および安定性を有する剤形を得ることができる。
【0031】
各キャビティーについて十分な量が圧縮されることを保証するための剤形の計量は、問題の小さい大きさのキャビティーに関して適切な如何なる手段によって行ってもよい。好ましくは、圧縮の前に、キャビティー並びに該キャビティーの上部およびその周囲の空間に薬剤処方を充填する。それ自身の計量は、ローラ上でのカットオフ機構によって行えばよく、または圧縮の前に、薬剤処方を計量された投与量に分割する仕切りツールによって行えばよい。
【0032】
前記ローラと前記表面との間のギャップには、好ましくは連続的に薬剤処方を供給する。この供給は何れかの適切な方法で行えばよい。一つの態様では、スクリューフィーダ(これによって薬剤顆粒は前圧縮される)を備えた供給装置によって、前記ギャップに供給される。スクリューフィーダまたはフォースフィーダは、垂直の直線または僅かに先細のスクリューフィーダ、および傾斜した直線スクリューフィーダ、垂直状で先細のスクリューフィーダまたは水平スクリューフィーダのように配置すればよい。スクリューフィーダの配置は、前記表面に対する前記ローラの配置に最も依存する。
【0033】
ローラに隣接すべき水平表面の場合、スクリューフィーダはギャップに供給する表面と殆ど平衡に配置すればよい。実質的に垂直なスクリューフィーダを使用する場合、重力は薬剤顆粒に加えられる前圧縮力の一部である。従って、供給機構は重力またはフォースフィード装置によって生じる圧力、および材料およびローラ表面の間の摩擦によって特徴付けられる。
【0034】
もう一つの態様において、ギャップは、ローラを回転させる前に、単純に薬剤顆粒の層を表面に適用することによって充填される。次いで、薬剤顆粒の移動を阻止するストッパ突破機構を設けてもよい。
【0035】
ローラと表面との間のギャップは、ローラの寸法に大きく依存する。ギャップが大きいほど、圧縮の前により多くの薬剤顆粒をキャビティーの中に充填することができ、それによって圧縮された処方の密度を増大し、より高強度の剤形の製造を導くことができる。
【0036】
<供給圧力> 上記で述べたように、顆粒の前圧縮によるように、供給の前に薬剤顆粒に圧力を加えてもよい。しかし、薬剤顆粒の供給の最中に圧力を加えるのがより好ましい。この圧力は、スクリューフィーダまたは加圧ピストンによって加えればよい。
【0037】
一つの態様において、薬剤顆粒はギャップに供給する前にロッドに加圧される。それによって、該ロッドは切断機構により、または単純にローラ自身の上の突起によって、ローラと表面との間のギャップに適合したより小さな断片に分割される。このような突起は、上記で述べたようにキャビティーの一部であってもよい。
【0038】
<連続的−段階的な製造> 剤形を製造する方法は、好ましくは連続的な方法として実施され、この場合には供給工程および圧縮工程が連続的に交互に行われる。該ローラは、好ましくは前記表面上で連続的に回転する。
【0039】
しかし、供給および圧縮の交互の工程は段階的に行うのが便利であり、その場合にはローラが静止している間に供給工程が行われ、続いてローラを回転させて圧縮工程が行われる。
【0040】
連続的実施または段階的実施の何れが選択される場合でも、圧縮力は、好ましくは各キャビティーについて予め定められた静止時間、好ましくはキャビティー当り1 msec〜50 sec、より好ましくは5 msec〜5 secだけ保持される。
【0041】
<薬剤顆粒> 薬剤顆粒の流動性は、予め定められた剤形を得るために重要な特徴である。従って、薬剤顆粒は好ましくは粉末に顆粒化され、ここでの顆粒の平均直径は10〜250μm、好ましくは20〜150μm、より好ましくは25〜100μmである。更に、圧縮の前および最中にキャビティー内に均一に分布される顆粒について、薬剤顆粒の平均直径:剤形の断面直径の比は、好ましくは1:2以下、より好ましくは1:4である。特に、尖った剤形の製造のためには、顆粒が尖った端部を形成するキャビティー部分の中に均一に分布されることが重要である。
【0042】
好ましくは、剤形は本質的にトラップされた空気を含まないようにすべきである。剤形の強度のためには、圧縮後の剤形中に空気が導入されるのを妨げるために、加工の際に非常に少ない空気しか剤形の内部にトラップされないことが非常に重要である。強度を低下させることとは別に、トラップされた空気は不必要なスペースを取って、剤形中に含まれる活性成分の量を減少させる。
【0043】
薬剤顆粒中にトラップされた空気が多すぎると、顆粒の圧縮が十分でなくなり、これは剤形の強度を低下させる。従って、ギャップに高密度の薬剤顆粒を供給することが本発明の目的である。未圧縮の薬剤顆粒の密度は、好ましくは0.1〜1.6g/cm3、例えば0.4〜0.8g/cm3である。薬剤顆粒の密度の増大は、真空の使用、または上記で述べた薬剤顆粒の前圧縮によって行うことができる。
【0044】
既述した密度の顆粒を使用することにより、圧縮は、キャビティーの顆粒から剤形へと密度の増大をもたらし、圧縮された剤形の密度は、未圧縮の薬剤顆粒の密度の少なくとも2倍、好ましくは少なくとも2.5倍、より好ましくは更に高くなるであろう。
【0045】
薬剤顆粒は、薬剤の活性成分、並びに何等かのバインダおよび他の添加剤で構成される。添加剤および任意のバインダは、薬物と共に顆粒化してもよく、またはそれらを粉末として均一に混合してもよい。この態様の利点は、活性成分および添加剤を、両性分が粉末の形状である本質的に乾燥した状態で混合できることである。
【0046】
<薬剤の寸法> ここで、剤形の好ましい寸法に言及するときは、実質的に円形のロッドの寸法が断面積の尺度として用いられる。三角形または他の形状のロッドについては、断面積は対応する円形ロッドの直径に相関する。細長い剤形の直径は、好ましくは0.2〜1.0mm、例えばより好ましくは0.3〜0.7mm、より好ましくは0.4〜0.6mmである。剤形の直径は、該処方の注射に伴う痛みに関して重要であり、直径が小さいほど良い。しかし、注射される処方の中に十分な量の薬物を得るためには、直径が小さ過ぎないことが重要である。この太さの剤形を提供することによって、それが本質的に痛みを伴わずに注射できることが決定された。更なる利点は、直径が減少すると共に、皮膚を貫通するために小さな力しか必要とされないことである。本発明による剤形で形成された針により、これらの寸法でさえも、それらは注射に際して皮膚または粘膜を貫通するのに必要な強度を有していることが見出された。小さい直径を使用することの更なる利点は、大きな直径の場合よりも表面積:容積の比が高いことである。それによって、この剤形はより迅速に溶解し、薬物が体液内に導入されてそれらの効果を奏することができる。しかし、小さ過ぎる直径は、所定の量の治療剤を含有するために非常に長い剤形を必要とする。また、直径が小さ過ぎると剤形の圧縮強度が低下し、注射の際に破壊するかもしれない。
【0047】
従って、細長の剤形の長さ:細長の剤形の直径の比は、好ましくは100:1〜3:1、より好ましくは100:1〜5:1であり、細長の剤形の長さは好ましくは1〜20 mm、より好ましくは2〜10 mmである。長い剤形は皮下組織から皮膚に突出するように感じられ得るので、長すぎる剤形は、該剤形が分解されてしまうまで、注射される人に幾つかの不快な感じを与える危険を増大させる。
【0048】
実際には、剤形の長さは治療剤の投与量、バインダの量および選択された直径によって殆ど決定される。多くの治療的タンパク質の投与量は略1 mgである。バインダを除く1 mgのタンパク質は、直径0.5 mmおよび長さ3 mmの円柱形に略対応する。1 mgのタンパク質を含有するこのような剤形が50%の治療剤および50%のバインダから製造されるならば、剤形は6 mmの長さを有する。必要な投与量が小さい時は、剤形の寸法はそれに従って低下するであろう。0.5 mmの直径を有するバインダ50%の剤形において、1/3 mgのタンパク質投与量は略2 mmの長さを有する。本発明は如何なる特定の容量にも限定されず、該容量は剤形の長さおよび直系によって決定される。殆どの場合に、剤形の容積は5μL未満、好ましくは1μL未満である。0.25μL以上の容積は、小さな投与量の治療剤のために得ることができる。従って、0.5mmの直径および2mmの長さを有する上記剤形は、0.39μLの容積を有する。
【0049】
<キャビティーの構成> 工業的に応用可能な方法を与えるために、第一のローラは幾つかのポケットキャビティーを含むのが好ましい。従って、本発明による第一のローラは、少なくとも二つのポケットキャビティー、好ましくは10を超えるキャビティーを含んでいる。ポケットキャビティーの数はキャビティー間の距離、並びにローラの円周に依存する。製造を最適化するためには、二つの隣接するキャビティーの中心間の最短距離が、少なくとも剤形の直径、好ましくは剤形の少なくとも1.2倍に対応するのが好ましい。それによって、何等かのカートリッジ帯の形成が回避される。カートリッジ帯形成の用語は、隣接するキャビティーの中で製造された二つの剤形が、圧縮された剤形の平坦な層によって連結される現象を意味する。二つの隣接キャビティーの中心間の距離はローラ円周の2〜6°、好ましくは略4°に対応し、それによって90個のポケットキャビティーがローラに配置される。
【0050】
ローラの寸法は、主に製造される剤形の寸法に適合される。ローラの直径は少なくとも1 cm、より好ましくは少なくとも4 cmであるのが好ましい。
【0051】
ローラは、上記圧力に関して適切な如何なる材料で製造してもよい。特に、硬化鋼またはセラミックが適している。ローラ、前記表面およびキャビティーの温度は、殆どの態様について室温であろう。しかし、圧縮を高めるために、キャビティーの異なる温度を使用するのが便利である。従って、一つの態様においては、剤形を製造する最中のキャビティーは室温よりも高い。
【0052】
剤形の離型工程を促進するために、圧縮の際にキャビティーを加熱し、続いて剤形製造の際に冷却してもよい。
【0053】
<尖端部> 剤形自体は非常に小さい断面を有するが、剤形が尖端部を備えているときには、剤形の注射に伴う痛みが減少することが示されている。
【0054】
人間の皮膚モデルとして、注射試験では豚の腹部皮膚が使用されている。種々の尖端形状を有するグラファイトのロッドを、Lloyd Instrument LR5K, UKを用いて豚の皮膚の中に圧入する。その圧力を、距離の関数としてニュートンで測定する。最大の力を用いて異なるロッド形状を比較する。ロッドに尖端がない場合(180°)には満足な結果が得られず、ロッドは皮膚に導入される前に破断する。円錐形の尖端(頂角90°)を備えたグラファイトロッドは、十分に皮膚を貫通する。しかし、60°の頂角は皮膚の貫通を顕著に改善する。角度が30°未満の尖端は非常に細く、脆弱である。
【0055】
従って、尖端は好ましくは鋭角にテーパし、その角度は90°未満、好ましくは75°未満、より好ましくは60°未満である。尖端は剤形自身の形状に応じて何れの形状をとってもよい。従って、実質的に円形の剤形の場合、尖端部は円錐形上を有するのに対して、矩形断面を有する剤形の場合にはピラミッド形状の尖端を有する。より好ましい態様においては、尖端部の頂角は30〜110°、好ましくは40〜90°、より好ましくは50〜70°であるべきである。
【0056】
当該剤形は、円筒形部分および尖端部分によって形成することができる。この場合、尖端部を形成するもう一つの方法は、先端部の開始点、即ち、当該部分の円筒形部分から先端部の最も細い部分へと半径を小さくすることである。半径は少なくとも30%、例えば少なくとも40%だけ減少するのが好ましい。この半径の減少とは別に、尖端を丸くするのがこのましい。
【0057】
先端部は、圧縮の際、特に圧縮後に剤形を離型する際には、剤形の最もデリケートな部分である。脱型、およびその後の輸送および保存の際に、当該先端部が破損しないことが極めて重要である。前記表面内のポケットキャビティーおよび副キャビティーを使用する装置において、前記尖端部分は、好ましくは剤形の尖端部分外形の半分を越える部分が、ポケットキャビティーの内部形状の一部によって定義するようにして成形される。
【0058】
<離型−解放> キャビティー内の薬剤顆粒に圧力を加え終わったとき、ローラは前記表面から解放されなければならない。該ローラは、好ましくは前記表面に対してローラを連続的に移動させることによって解放され、それによりキャビティーが解放されて、圧縮された剤形はキャビティーから離型される。
【0059】
離型の際に、圧縮された剤形(特にその先端部)の崩壊が起きないことが保証されなければならない。
【0060】
当該剤形は、ローラおよび表面の設計によって、重力自体でキャビティーから離型され得る。しかし、放出は、例えば吸引放出または駆逐放出によって制御するのが好ましい。
【0061】
駆逐手段は、好ましくはキャビティー内に配置された駆逐体である。この駆逐体は、キャビティーの中央、即ち、キャビティーの中間部に配置してもよく、またはキャビティーの一端に配置してもよい。後者の場合、駆逐体は、好ましくは処方の尖端を有する端部に配置される。
【0062】
離型形態とは関係なく、剤形は、キャビティーから離型されたときに包装手段へと直接搬送されてもよい。これは特に、剤形が駆逐手段によって放出され、それによって剤形がパッケージの中に駆逐され得るときに関係する。
【0063】
更なる態様においては、連続的なバンドが各キャビティーをライニングしており、その場合には、圧縮の後に連続的なバンドをキャビティーから外すことによって、剤形の離型が行われる。好ましい実施例では、連続的なバンドは剤形のパッケージの一部である。これは特に、キャビティーおよび副キャビティーの両方が連続的バンドでライニングされ、これらが圧縮後にパッケージの上部および下部を形成し得るときに関係する。
【0064】
<強度> 強度の用語は、剤形が患者の皮膚を貫通するための充分な圧縮強度を有することを意味する。特許請求の範囲に記載の剤形で人間の上皮を貫通するためには、少なくとも略0.7ニュートンの圧力が必要とされることが実験的に決定されている。粘膜を貫通するためには、より少ない圧力しか必要とされない。結局、剤形はこのような圧力に耐えられなければならない。
【0065】
この強度は、UK、Mecmesin社から入手可能なAdvanced Force Gauge AFG-250Nのような力ゲージテスターで試験することができる。試験は、剤形をロッドとして成形し、該ロッドに圧力を加えることによって行われる。この圧力は、ロッドが破壊するまで増大される。このパラメータは圧縮強度と称され、加圧下での破壊強度として理解されるべきものである。
【0066】
この剤形について得られる強度は、該剤形が使用されるまでの輸送、保存および販売に充分な時間だけ維持されなければならない。従って、周囲温度において6月後、好ましくは12月後に、剤形の強度の少なくとも95%が維持されるべきである。当該剤形は、その生物学的活性および構造に関して長期間安定であることだけでなく、該強度が保存によって実質的に影響されないことも重要である。
【0067】
この態様により、剤形は針のように作用することができ、皮下針と同様の方法で、患者の真皮および粘膜を貫通して皮下または粘膜下に導入される。それによって、剤形が真皮または粘膜を貫通するために、より小さい力しか必要とされず、また必要な強度を得るために、より少量のバインダが必要とされるに過ぎない。
【0068】
特に好ましい態様に従えば、上記で定義したように、当該剤形は実質的に円柱形状であり、一端が尖っている。
【0069】
<剤形> 如何なる種類の治療剤もこの剤形の中に組込むことができ、本発明は如何なる特定の機能をもった薬物にも限定されない。従って、治療剤は、鎮痛剤、坑不安剤、坑不整脈剤、抗生物質、坑コリン剤、坑鬱剤、坑糖尿病剤、制吐剤、坑ヒスタミン剤、坑高血圧剤、坑炎症剤、坑偏頭痛薬、坑パーキンソン病剤、坑痙攣剤、抗精神病薬、坑トロンビン薬、坑ウイルス剤、食欲抑制剤、血液因子、心臓血管系薬剤、脳血管拡張剤、化学療法剤、コリン作動薬、避妊薬、冠動脈剤、利尿剤、成長因子、ホルモン剤、免疫抑制剤、麻薬拮抗剤、オピオイド、末梢血管拡張剤、鎮静剤、ワクチン、免疫原剤、および免疫感作剤から選択することができる。
【0070】
同様に、治療剤はステロイド、ホルモン、脂質、核酸、ヌクレオチド、オリゴヌクレオチド、オリゴ糖、有機物、抗体、ペプチド擬事物、ペプチド、ポリペプチド、多糖、およびタンパク質のような如何なる種類の化合物であってもよい。特に、当該治療材はペプチド、ポリペプチド、またはタンパク質であり得る。実際に、当該剤形はまた、免疫原性の目的で、細胞成分剤形、細胞、バクテリアもしくはウイルス含んでいてもよい。
【0071】
剤形が溶解し始めたときに直ちに治療剤の放出が開始されるように、治療剤は剤形全体に均一に分布していることが重要である。
【0072】
好ましい態様に従えば、治療剤はホルモン、坑糖尿病薬、成長因子、および血液因子から選択される。好ましくは、該治療剤はインスリン、グルカゴン、成長ホルモン、成長因子、血液因子(たとえばFVIIもしくはFVIII、GLP-1、EPO、TPO)インターフェロン、またはこれらタンパク質の誘導体である。このようなタンパク質は、天然に存在するタンパク質または組換えタンパク質の何れであってもよい。
【0073】
当該剤形は治療剤単独から製造してもよいが、該処方中にバインダを含ませるのが適切である。それが非経腸的使用に許容可能であれば、ヨーロッパ薬局方、日本薬局方および/または米国薬局方に記載されているような如何なる適切なバインダを使用してもよい。バインダの例は、カルボキシメチルセルロース(CMC)、フルクトース、グルコース、スクロース、ソルビトール、マルトース、ヒドロキシプロピルセルロース、ラクトース、D-マンニトール、MCC、HPC(ヒドロキシプロピルセルロース、Na-ホスフェート、K-ホスフェート、Ca-ホスフェート、Na-カーボネート、Ca-カーボネートである。
【0074】
バインダおよび治療剤とは別に、当該剤形は添加剤を含んでいてもよく、この添加剤は保存剤、安定剤、アジュバント、潤滑剤および崩壊剤の群から選択することができるが、これらに限定されない。極く僅かの例で必要とされるだけであるが、幾つかの治療剤は、剤形の殆ど無水条件に起因して、保存または安定化するために保存剤または安定剤を使用する必要があるかもしれない。治療剤が免疫感作のためのものである場合、それは免疫原応答性を増大させるためにアジュバントを加えるのが好ましい。剤形がそのパッケージ、例えばカートリッジに粘着しないことを保証し、および/または皮膚を貫通する剤形としての潤滑性を与えるために、脂肪酸またはその塩のような潤滑材を添加してもよい。潤滑剤は、ステアリン酸Mg、ステアリン酸Znまたはステアリン酸Caのようなステアリン酸塩であってよい。治療剤の迅速な放出が望ましい場合、および治療剤が剤形の大部分を占める場合には、剤形を崩壊させて迅速に剤形を放出させるための崩壊剤を添加することが必要であるかもしれない。
【0075】
また、剤形はアラニン、ヒスチジンおよびグリシンのような安定剤を含んでいてもよい。
【0076】
更に、剤形には圧縮後にコーティングを設けてもよい。このようなコーティングは、例えば上記のような潤滑剤を含むことができる、その目的は、例えば上皮を貫通する際の摩擦を減少して、注射の痛みを低減するためであることができる。
【0077】
非経腸的注射のための本発明による固相の剤形を使用することに関連して、幾つかの利点がある。針の回避によって、病院における交差汚染の一つの原因が排除される。本発明による注射容積は非常に小さく、5μL未満、好ましくは1〜2μLであることができる。従って、この剤形は実質的に痛みを伴わずに注射することができる。
【0078】
加えて、本発明による剤形の治療剤は、周囲温度においても長期間に亘って安定であり、冷蔵のような特別な保存条件は必要としない。更に、この剤形は圧縮強度、バインダのガラス特性および形状の点でも、室温において安定である。
【0079】
当該剤形は、好ましくは、糖尿病のような頻繁な医薬投与を必要とする患者のために使用される。頻繁にとは、少なくとも1日に1回、治療剤が非経腸的に注射されなければならないことを意味する。このような患者は常に、注射のために或る量の治療剤を携行する必要がある。本発明による剤形の投与における便宜性、並びに保存の便宜性は、このグループの患者にとって特に有用である。
【0080】
この剤形のもう一つの好ましい用途は、免疫感作である。小児の免疫感作は、一般医の診療所で頻繁に行われるが、彼等は、本発明による剤形の保存要件が厳格でないことを理解するであろう。交差汚染の危険がないので、幾つかの剤形を含む同じカートリッジを異なる小児のために使用できる。患者の皮膚を貫通する唯一の物体は当該剤形自身である。注射は、注射装置または当該剤形を収容したカートリッジハウジングを汚染させないであろう。加えて、頻繁に注射前の恐怖に悩まされる小児は、殆ど無痛の注射が行われ得ることを理解するであろう。
【0081】
免疫感作を必要とするもう一つの大きなグループの患者は、熱帯地方での流行地域におり、この場合には大きな個体群を本質的に同時に免疫感作することを必要とする。大量免疫感作のために本発明による剤形を使用することは、免疫活性剤の水溶液または懸濁液の従来の注射を使用するよりも、遥かに迅速で且つ遥かに安全である。従来技術によれば、一人の人間毎に新しい皮下針を使用することが必要である。
【0082】
動物および魚類の飼育においても、大量投薬が用いられることが多い。これらの場合にも、迅速さおよび交差汚染低減の理由で、本発明による剤形を使用することは大きな利点であろう。
【0083】
次に、図面を参照して装置を詳細に説明する。
【0084】
図1は、本発明による第一のローラ1を示している。該ローラ1の周面には複数のキャビティー2が配置されている。二つの隣接するキャビティー2'、2''の間の距離が3で表されている。図1において、キャビティー2は円周に沿って均一に配置されている。即ち、距離3は全ての隣接するキャビティー2について同一である。
【0085】
図2は、本発明による二重ロールプレス装置の概略図であり、第一のローラ1および第二のローラ4を具備している。第一のローラ1は、図1に関して述べたのと同様である。第二のローラ4は、副キャビティー5を含んでいる。この二つのローラは、二つのキャビティーが対向して回転したときに、各キャビティー2が副キャビティー5を取るように配置されており、それによって、キャビティー2および副キャビティー5の組合せにより定義された剤形を製造することが可能である。この例では、キャビティー2および副キャビティー5の形状および寸法は同一であるが、上記で説明したように、これは全ての装置について必要なわけではない。
【0086】
図3は、第一のローラ1の概略図であり、その上にはキャビティー2、2''が見られる。この図において、細長い形状のキャビティー2が示されている。二つの隣接するキャビティー2、2''の間の距離は3で示されている。
【0087】
図4には、図3のものに匹敵する第一のローラ1が描かれており、それらの相違は、距離3が図3のものよりも遥かに小さいことである。
【0088】
図5および図6には、図3および図4と同様の概略図が示されているが、図5および図6ではキャビティーが尖端6へとテーパしている点で異なっている。
【特許請求の範囲】
【請求項1】
細長の剤形を製造する方法であって:
第一のローラを表面に近接して配置し、該第一のローラと該表面の間にはキャビティーが形成され、該キャビティーによって前記剤形の形状が画定されることと、
第一のローラと前記表面の間の隙間に薬剤顆粒を供給することと、
前記ローラを前記表面に当接させて回転させ、それによって前記薬剤顆粒に圧力を加え、前記キャビティー内に前記剤形を形成することと、
前記第一のローラを前記表面から離すことと、
前記圧縮された剤形を前記ポケットキャビティーから解放することと、
を含んでなる方法。
【請求項2】
前記薬剤顆粒に加えられる圧力は25〜5000 kg/cm2、好ましくは100〜1000 kg/cm2である、請求項1に記載の方法。
【請求項3】
前記未圧縮の薬剤顆粒の密度は0.1〜0.1 g/cm3である、請求項2に記載の方法。
【請求項4】
前記キャビティーは前記第一のローラに形成されたポケットキャビティーである、請求項1〜3の何れか1項に記載の方法。
【請求項5】
前記ポケットキャビティーは前記第一のローラの突出部分に形成される、請求項4に記載の方法。
【請求項6】
前記表面は少なくとも一つの副キャビティーを備えており、前記剤形の形状は前記ポケットキャビティーおよび副キャビティーによって定義される、請求項4または5に記載の方法。
【請求項7】
前記細長の剤形は実質的に円形の断面を有し、前記処方の直径は0.2〜1.0mmである、請求項1〜6の何れか1項に記載の方法。
【請求項8】
前記薬剤顆粒の平均直径:剤形の断面直径に対する比が1:2以下、好ましくは1:4である、請求項1〜7の何れか1項に記載の方法。
【請求項9】
前記剤形の平均直径が10〜250μm、好ましくは250〜150μm、より好ましくは25〜100μmである、請求項1〜8の何れか1項に記載の方法。
【請求項10】
前記圧縮された薬剤書方位の密度は、前記未圧縮の薬剤顆粒の密度の少なくとも2倍、好ましくは少なくとも2.5倍である、請求項1〜9の何れか1項に記載の方法。
【請求項11】
前記細長の剤形の長さ:細長の剤形の直径の比は、100:1〜3:1、好ましくは20:1〜5:1である、請求項1〜10の何れか1項に記載の方法。
【請求項12】
前記細長の剤形の長さは好ましくは1〜20 mm、より好ましくは2〜10 mmである、請求項1〜11の何れか1項に記載の方法。
【請求項13】
前記細長の剤形は尖端を具備する、請求項1〜12の何れか1項に記載の方法。
【請求項14】
前記尖端は90°未満、好ましくは75°未満、より好ましくは60°未満の角度でテーパする、請求項13に記載の方法。
【請求項15】
前記尖端の一端から他端へと、半径が少なくとも30%だけ減少される、請求項14に記載の方法。
【請求項16】
前記副キャビティーの内部形状は、前記ポケットキャビティーの内部形状と実質的に同一である、請求項6〜15の何れか1項に記載の方法。
【請求項17】
前記ポケットキャビティーの内部形状は、前記剤形の外部形状の半分を超える部分を画定する、請求項6〜15の何れか1項に記載の方法。
【請求項18】
前記ポケットキャビティーの内部形状の一部が、前記剤形における尖端の外部形状の半分を超える部分を画定する、請求項1〜17の何れか1項に記載の方法。
【請求項19】
前記表面は第二のローラの表面であり、それによって、前記第一のローラおよび第二のローラは二重ロールプレスとして機能する、請求項1〜18の何れか1項に記載の方法。
【請求項20】
前記表面は搬送ベルトの一部である、請求項4〜18の何れか1項に記載の方法。
【請求項21】
前記圧力は、供給される前の前記薬剤顆粒に加えられる、請求項1〜20の何れか1項に記載の方法。
【請求項22】
前記圧力は、供給される間に前記剤形に加えられる、請求項1〜21の何れか1項に記載の方法。
【請求項23】
前記圧力はスクリューフィーダまたは圧力ピストンによって加えられる、請求項21または22に記載の方法。
【請求項24】
前記薬剤顆粒は、前記ギャップに供給される前にロッドに圧縮される、請求項21、22または23に記載の方法。
【請求項25】
前記第一のローラは、前記表面に当接して連続的に回転される、請求項1〜24の何れか1項に記載の方法。
【請求項26】
前記第一のローラは段階的に回転され、それによって供給工程の後に回転/圧縮工程が行われる、請求項1〜24の何れか1項に記載の方法。
【請求項27】
前記圧縮された剤形は真空吸引によって離型される、請求項1〜26の何れか1項に記載の方法。
【請求項28】
前記圧縮された剤形を前記キャビティーから離型するために、前記ポケットキャビティーの内部に駆逐体が設けられる、請求項1〜27の何れか1項に記載の方法。
【請求項29】
前記駆逐体は前記キャビティーの中央に配置される、請求項28に記載の方法。
【請求項30】
前記駆逐体は前記キャビティーの一端に配置される、請求項28に記載の方法。
【請求項31】
前記圧縮された薬剤書方位は、夫々のポケットキャビティーまたは副キャビティーをライニングする連続的なバンドによって離型される、請求項1〜26の何れか1項に記載の方法。
【請求項32】
前記第一のローラは少なくとも二つ、好ましくは10以上のポケットキャビティーを具備する、請求項1〜31の何れか1項に記載の方法。
【請求項33】
前記二つの隣接するキャビティーの中心間の最短距離は、少なくとも前記剤形の直径、好ましくは前記剤形の直径の少なくとも1.2倍に対応する、請求項32に記載の方法。
【請求項34】
前記第一のローラの直径は少なくとも1 cm、より好ましくは少なくとも4 cmである、請求項1〜33の何れか1項に記載の方法。
【請求項35】
前記キャビティーは、剤形の製造の際に室温を超える温度に加熱される、請求項1〜34の何れか1項に記載の方法。
【請求項36】
剤形の製造の際に、前記キャビティーは加熱され続いて冷却される、請求項35に記載の方法。
【請求項37】
細長の剤形を製造するための装置であって:
表面との間にキャビティーを形成するように、前記表面に隣接して配置された第一のローラと、
前記第一のローラと前記表面との間のギャップに薬剤顆粒を供給するための手段と、
前記ローラを前記表面に当接させて回転させて、前記キャビティーの中で剤形を圧縮するための手段と、
前記第一のローラを前記表面から外すための手段と、
前記ポケットキャビティーから前記圧縮された剤形を離型するための手段と、
を具備する装置。
【請求項38】
前記キャビティーは、前記第一のローラの中に設けられたポケットキャビティーである、請求項37に記載の装置。
【請求項39】
前記ポケットキャビティーは、前記第一のローラにおける突出部分の中に配置される、請求項38に記載の装置。
【請求項40】
前記表面は少なくとも一つの副キャビティーを備えており、前記剤形の形状は前記ポケットキャビティーおよび前記副キャビティーによって画定される、請求項39または40に記載の装置。
【請求項41】
前記細長の剤形は実質的に円形の断面を有し、前記処方の直径は0.2〜1.0mmである、請求項37〜40の何れか1項に記載の装置。
【請求項42】
前記細長の剤形の長さ:細長の剤形の直径の比は、100:1〜3:1、好ましくは20:1〜5:1である、請求項37〜41の何れか1項に記載の装置。
【請求項43】
前記細長の剤形の長さは好ましくは1〜20 mm、より好ましくは2〜10 mmである、請求項37〜41の何れか1項に記載の装置。
【請求項44】
前記細長の剤形は尖端を具備する、請求項37〜43の何れか1項に記載の装置。
【請求項45】
前記尖端は90°未満、好ましくは75°未満、より好ましくは60°未満の角度でテーパする、請求項44に記載の装置。
【請求項46】
前記尖端の一端から他端へと、半径が少なくとも30%だけ減少される、請求項44に記載の装置。
【請求項47】
前記副キャビティーの内部形状は、前記ポケットキャビティーの内部形状と実質的に同一である、請求項40〜46の何れか1項に記載の装置。
【請求項48】
前記ポケットキャビティーの内部形状は、前記剤形の外部形状の半分を超える部分を画定する、請求項40〜46の何れか1項に記載の装置。
【請求項49】
前記ポケットキャビティーの内部形状の一部が、前記剤形における尖端の外部形状の半分を超える部分を画定する、請求項40〜46の何れか1項に記載の装置。
【請求項50】
前記表面は第二のローラの表面であり、それによって、前記第一のローラおよび第二のローラは二重ロールプレスとして機能する、請求項37〜49の何れか1項に記載の装置。
【請求項51】
前記表面は搬送ベルトの一部である、請求項37〜48の何れか1項に記載の装置。
【請求項52】
前記ギャップに供給する前に、前記薬剤顆粒に圧力を加えるための手段が配置される、請求項37〜51の何れか1項に記載の装置。
【請求項53】
前記圧力はスクリューフィーダまたは圧力ピストンによって加えられる、請求項52に記載の装置。
【請求項54】
前記薬剤顆粒は、前記ギャップに供給される前にロッドに圧縮される、請求項52または53に記載の装置。
【請求項55】
前記第一のローラは、前記表面に当接して連続的に回転されるように配置される、請求項37〜54の何れか1項に記載の装置。
【請求項56】
前記第一のローラは段階的に回転するように配置される、請求項37〜54の何れか1項に記載の装置。
【請求項57】
駆逐体として真空吸引の手段が配置される、請求項37〜56の何れか1項に記載の装置。
【請求項58】
前記キャビティーから前記圧縮された剤形を離型するために、前記ポケットキャビティーの中に駆逐体が設けられる、請求項37〜56の何れか1項に記載の装置。
【請求項59】
前記駆逐体は前記キャビティーの中央に配置される、請求項58に記載の装置。
【請求項60】
前記駆逐体は前記キャビティーの一端に配置される、請求項58に記載の装置。
【請求項61】
連続的なバンドが夫々のポケットキャビティーまたは副キャビティーをライニングしている、請求項37〜60の何れか1項に記載の装置。
【請求項62】
前記第一のローラは少なくとも二つ、好ましくは10以上のポケットキャビティーを具備する、請求項37〜61の何れか1項に記載の装置。
【請求項63】
前記二つの隣接するキャビティーの中心間の最短距離は、少なくとも前記剤形の直径、好ましくは前記剤形の直径の少なくとも1.2倍に対応する、請求項62に記載の装置。
【請求項64】
前記第一のローラの直径は少なくとも1 cm、より好ましくは少なくとも4 cmである、請求項57〜63の何れか1項に記載の装置。
【請求項65】
前記キャビティーは、剤形の製造の際に室温を超える温度に更に加熱される、請求項37〜64の何れか1項に記載の装置。
【請求項66】
前記キャビティーは、剤形の製造の際に加熱され、続いて冷却されるために適合される、請求項65に記載の装置。
【請求項1】
細長の剤形を製造する方法であって:
第一のローラを表面に近接して配置し、該第一のローラと該表面の間にはキャビティーが形成され、該キャビティーによって前記剤形の形状が画定されることと、
第一のローラと前記表面の間の隙間に薬剤顆粒を供給することと、
前記ローラを前記表面に当接させて回転させ、それによって前記薬剤顆粒に圧力を加え、前記キャビティー内に前記剤形を形成することと、
前記第一のローラを前記表面から離すことと、
前記圧縮された剤形を前記ポケットキャビティーから解放することと、
を含んでなる方法。
【請求項2】
前記薬剤顆粒に加えられる圧力は25〜5000 kg/cm2、好ましくは100〜1000 kg/cm2である、請求項1に記載の方法。
【請求項3】
前記未圧縮の薬剤顆粒の密度は0.1〜0.1 g/cm3である、請求項2に記載の方法。
【請求項4】
前記キャビティーは前記第一のローラに形成されたポケットキャビティーである、請求項1〜3の何れか1項に記載の方法。
【請求項5】
前記ポケットキャビティーは前記第一のローラの突出部分に形成される、請求項4に記載の方法。
【請求項6】
前記表面は少なくとも一つの副キャビティーを備えており、前記剤形の形状は前記ポケットキャビティーおよび副キャビティーによって定義される、請求項4または5に記載の方法。
【請求項7】
前記細長の剤形は実質的に円形の断面を有し、前記処方の直径は0.2〜1.0mmである、請求項1〜6の何れか1項に記載の方法。
【請求項8】
前記薬剤顆粒の平均直径:剤形の断面直径に対する比が1:2以下、好ましくは1:4である、請求項1〜7の何れか1項に記載の方法。
【請求項9】
前記剤形の平均直径が10〜250μm、好ましくは250〜150μm、より好ましくは25〜100μmである、請求項1〜8の何れか1項に記載の方法。
【請求項10】
前記圧縮された薬剤書方位の密度は、前記未圧縮の薬剤顆粒の密度の少なくとも2倍、好ましくは少なくとも2.5倍である、請求項1〜9の何れか1項に記載の方法。
【請求項11】
前記細長の剤形の長さ:細長の剤形の直径の比は、100:1〜3:1、好ましくは20:1〜5:1である、請求項1〜10の何れか1項に記載の方法。
【請求項12】
前記細長の剤形の長さは好ましくは1〜20 mm、より好ましくは2〜10 mmである、請求項1〜11の何れか1項に記載の方法。
【請求項13】
前記細長の剤形は尖端を具備する、請求項1〜12の何れか1項に記載の方法。
【請求項14】
前記尖端は90°未満、好ましくは75°未満、より好ましくは60°未満の角度でテーパする、請求項13に記載の方法。
【請求項15】
前記尖端の一端から他端へと、半径が少なくとも30%だけ減少される、請求項14に記載の方法。
【請求項16】
前記副キャビティーの内部形状は、前記ポケットキャビティーの内部形状と実質的に同一である、請求項6〜15の何れか1項に記載の方法。
【請求項17】
前記ポケットキャビティーの内部形状は、前記剤形の外部形状の半分を超える部分を画定する、請求項6〜15の何れか1項に記載の方法。
【請求項18】
前記ポケットキャビティーの内部形状の一部が、前記剤形における尖端の外部形状の半分を超える部分を画定する、請求項1〜17の何れか1項に記載の方法。
【請求項19】
前記表面は第二のローラの表面であり、それによって、前記第一のローラおよび第二のローラは二重ロールプレスとして機能する、請求項1〜18の何れか1項に記載の方法。
【請求項20】
前記表面は搬送ベルトの一部である、請求項4〜18の何れか1項に記載の方法。
【請求項21】
前記圧力は、供給される前の前記薬剤顆粒に加えられる、請求項1〜20の何れか1項に記載の方法。
【請求項22】
前記圧力は、供給される間に前記剤形に加えられる、請求項1〜21の何れか1項に記載の方法。
【請求項23】
前記圧力はスクリューフィーダまたは圧力ピストンによって加えられる、請求項21または22に記載の方法。
【請求項24】
前記薬剤顆粒は、前記ギャップに供給される前にロッドに圧縮される、請求項21、22または23に記載の方法。
【請求項25】
前記第一のローラは、前記表面に当接して連続的に回転される、請求項1〜24の何れか1項に記載の方法。
【請求項26】
前記第一のローラは段階的に回転され、それによって供給工程の後に回転/圧縮工程が行われる、請求項1〜24の何れか1項に記載の方法。
【請求項27】
前記圧縮された剤形は真空吸引によって離型される、請求項1〜26の何れか1項に記載の方法。
【請求項28】
前記圧縮された剤形を前記キャビティーから離型するために、前記ポケットキャビティーの内部に駆逐体が設けられる、請求項1〜27の何れか1項に記載の方法。
【請求項29】
前記駆逐体は前記キャビティーの中央に配置される、請求項28に記載の方法。
【請求項30】
前記駆逐体は前記キャビティーの一端に配置される、請求項28に記載の方法。
【請求項31】
前記圧縮された薬剤書方位は、夫々のポケットキャビティーまたは副キャビティーをライニングする連続的なバンドによって離型される、請求項1〜26の何れか1項に記載の方法。
【請求項32】
前記第一のローラは少なくとも二つ、好ましくは10以上のポケットキャビティーを具備する、請求項1〜31の何れか1項に記載の方法。
【請求項33】
前記二つの隣接するキャビティーの中心間の最短距離は、少なくとも前記剤形の直径、好ましくは前記剤形の直径の少なくとも1.2倍に対応する、請求項32に記載の方法。
【請求項34】
前記第一のローラの直径は少なくとも1 cm、より好ましくは少なくとも4 cmである、請求項1〜33の何れか1項に記載の方法。
【請求項35】
前記キャビティーは、剤形の製造の際に室温を超える温度に加熱される、請求項1〜34の何れか1項に記載の方法。
【請求項36】
剤形の製造の際に、前記キャビティーは加熱され続いて冷却される、請求項35に記載の方法。
【請求項37】
細長の剤形を製造するための装置であって:
表面との間にキャビティーを形成するように、前記表面に隣接して配置された第一のローラと、
前記第一のローラと前記表面との間のギャップに薬剤顆粒を供給するための手段と、
前記ローラを前記表面に当接させて回転させて、前記キャビティーの中で剤形を圧縮するための手段と、
前記第一のローラを前記表面から外すための手段と、
前記ポケットキャビティーから前記圧縮された剤形を離型するための手段と、
を具備する装置。
【請求項38】
前記キャビティーは、前記第一のローラの中に設けられたポケットキャビティーである、請求項37に記載の装置。
【請求項39】
前記ポケットキャビティーは、前記第一のローラにおける突出部分の中に配置される、請求項38に記載の装置。
【請求項40】
前記表面は少なくとも一つの副キャビティーを備えており、前記剤形の形状は前記ポケットキャビティーおよび前記副キャビティーによって画定される、請求項39または40に記載の装置。
【請求項41】
前記細長の剤形は実質的に円形の断面を有し、前記処方の直径は0.2〜1.0mmである、請求項37〜40の何れか1項に記載の装置。
【請求項42】
前記細長の剤形の長さ:細長の剤形の直径の比は、100:1〜3:1、好ましくは20:1〜5:1である、請求項37〜41の何れか1項に記載の装置。
【請求項43】
前記細長の剤形の長さは好ましくは1〜20 mm、より好ましくは2〜10 mmである、請求項37〜41の何れか1項に記載の装置。
【請求項44】
前記細長の剤形は尖端を具備する、請求項37〜43の何れか1項に記載の装置。
【請求項45】
前記尖端は90°未満、好ましくは75°未満、より好ましくは60°未満の角度でテーパする、請求項44に記載の装置。
【請求項46】
前記尖端の一端から他端へと、半径が少なくとも30%だけ減少される、請求項44に記載の装置。
【請求項47】
前記副キャビティーの内部形状は、前記ポケットキャビティーの内部形状と実質的に同一である、請求項40〜46の何れか1項に記載の装置。
【請求項48】
前記ポケットキャビティーの内部形状は、前記剤形の外部形状の半分を超える部分を画定する、請求項40〜46の何れか1項に記載の装置。
【請求項49】
前記ポケットキャビティーの内部形状の一部が、前記剤形における尖端の外部形状の半分を超える部分を画定する、請求項40〜46の何れか1項に記載の装置。
【請求項50】
前記表面は第二のローラの表面であり、それによって、前記第一のローラおよび第二のローラは二重ロールプレスとして機能する、請求項37〜49の何れか1項に記載の装置。
【請求項51】
前記表面は搬送ベルトの一部である、請求項37〜48の何れか1項に記載の装置。
【請求項52】
前記ギャップに供給する前に、前記薬剤顆粒に圧力を加えるための手段が配置される、請求項37〜51の何れか1項に記載の装置。
【請求項53】
前記圧力はスクリューフィーダまたは圧力ピストンによって加えられる、請求項52に記載の装置。
【請求項54】
前記薬剤顆粒は、前記ギャップに供給される前にロッドに圧縮される、請求項52または53に記載の装置。
【請求項55】
前記第一のローラは、前記表面に当接して連続的に回転されるように配置される、請求項37〜54の何れか1項に記載の装置。
【請求項56】
前記第一のローラは段階的に回転するように配置される、請求項37〜54の何れか1項に記載の装置。
【請求項57】
駆逐体として真空吸引の手段が配置される、請求項37〜56の何れか1項に記載の装置。
【請求項58】
前記キャビティーから前記圧縮された剤形を離型するために、前記ポケットキャビティーの中に駆逐体が設けられる、請求項37〜56の何れか1項に記載の装置。
【請求項59】
前記駆逐体は前記キャビティーの中央に配置される、請求項58に記載の装置。
【請求項60】
前記駆逐体は前記キャビティーの一端に配置される、請求項58に記載の装置。
【請求項61】
連続的なバンドが夫々のポケットキャビティーまたは副キャビティーをライニングしている、請求項37〜60の何れか1項に記載の装置。
【請求項62】
前記第一のローラは少なくとも二つ、好ましくは10以上のポケットキャビティーを具備する、請求項37〜61の何れか1項に記載の装置。
【請求項63】
前記二つの隣接するキャビティーの中心間の最短距離は、少なくとも前記剤形の直径、好ましくは前記剤形の直径の少なくとも1.2倍に対応する、請求項62に記載の装置。
【請求項64】
前記第一のローラの直径は少なくとも1 cm、より好ましくは少なくとも4 cmである、請求項57〜63の何れか1項に記載の装置。
【請求項65】
前記キャビティーは、剤形の製造の際に室温を超える温度に更に加熱される、請求項37〜64の何れか1項に記載の装置。
【請求項66】
前記キャビティーは、剤形の製造の際に加熱され、続いて冷却されるために適合される、請求項65に記載の装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−51913(P2012−51913A)
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【外国語出願】
【出願番号】特願2011−222997(P2011−222997)
【出願日】平成23年10月7日(2011.10.7)
【分割の表示】特願2001−529394(P2001−529394)の分割
【原出願日】平成12年10月10日(2000.10.10)
【出願人】(509091848)ノヴォ ノルディスク アー/エス (42)
【Fターム(参考)】
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願番号】特願2011−222997(P2011−222997)
【出願日】平成23年10月7日(2011.10.7)
【分割の表示】特願2001−529394(P2001−529394)の分割
【原出願日】平成12年10月10日(2000.10.10)
【出願人】(509091848)ノヴォ ノルディスク アー/エス (42)
【Fターム(参考)】
[ Back to top ]