
組立体の組立作業方法及びその装置
【課題】複数の組立体毎の組立作業を行った後にこれらの組立体同士を接合する組立作業を行う場合であっても、ライン構成をコンパクトとしてコスト増加が防止でき、高い作業効率を得ることができる組立体の組立作業方法及びその装置を提供する。
【解決手段】第1組立体Aを構成する複数の部品を、部品保持手段2の第1保持フレーム9に保持させると共に、第1組立体Aに組み付けられる第2組立体Bを構成する複数の部品を、部品保持手段2の第2保持フレーム10に保持させる。第1保持フレーム9の第1組立体Aと第2保持フレーム10の第2組立体Bとを組立作業手段により組立てる。第2保持フレーム10を第1保持フレーム9に向かって揺動させ、第2保持フレーム10の第2組立体Bを第1保持フレーム9に受け渡す。その後、組立作業手段により、第1保持フレーム9の第1組立体Aと第2組立体Bとを互いに組立て結合する。
【解決手段】第1組立体Aを構成する複数の部品を、部品保持手段2の第1保持フレーム9に保持させると共に、第1組立体Aに組み付けられる第2組立体Bを構成する複数の部品を、部品保持手段2の第2保持フレーム10に保持させる。第1保持フレーム9の第1組立体Aと第2保持フレーム10の第2組立体Bとを組立作業手段により組立てる。第2保持フレーム10を第1保持フレーム9に向かって揺動させ、第2保持フレーム10の第2組立体Bを第1保持フレーム9に受け渡す。その後、組立作業手段により、第1保持フレーム9の第1組立体Aと第2組立体Bとを互いに組立て結合する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数の部品から組立体を組立てる組立作業方法及びその装置に関する。
【背景技術】
【0002】
従来、自動車の組み付け部品であるリアフェンダを支持具に支持して溶接位置に投入し、溶接ロボットによりリアフェンダに部品を溶接してリアフェンダ組立体を組立てるものが知られている(下記特許文献1参照)。これによれば、リアフェンダとその取り付け部品とを溶接ロボットの組立作業領域内(作業ステーション)に保持することにより、効率よくリアフェンダ組立体を組立てることができる。
【0003】
ところで、例えば、自動車の組み付け部品であるダッシュボード組立体のように、ダッシュボードアッパとウインドシールドとを互いに接合してなるものでは、ダッシュボードアッパとウインドシールドとの夫々に予め構成部品を組み付けておく必要がある。即ち、ダッシュボード組立体の内部となる位置に取り付けられる部品は、ダッシュボードアッパとウインドシールドとを互いに接合した後では取り付けできず、このために、ダッシュボードアッパに部品を取り付けたダッシュボードアッパ組立体(第1組立体)と、ウインドシールドに部品を取り付けたウインドシールド組立体(第2組立体)とを、各別に組立ててから、両者を接合してダッシュボード組立体(第3組立体)とすることが行われる。
【特許文献1】特開平5−169335号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、このように複数の組立体の組立て作業を行う場合、上記特許文献1のものでは1つの組立体のみの組立作業となるため、複数の組立体を組立てる場合には複数の作業ステーションが必要となる。そしてこれに伴い、各作業ステーション毎に部品の投入及び組立体の払い出しが必要となり、更に、各作業ステーション間で組立体を搬送する必要もある。このため、ライン構成が大掛かりとなってコストが増加するだけでなく、投入・払い出し及び搬送に要する時間も増加するので作業効率も悪い。
【0005】
本発明は、上記の点に鑑み、複数の組立体毎の組立作業を行った後にこれらの組立体同士を接合する組立作業を行う場合であっても、ライン構成をコンパクトとしてコスト増加が防止でき、高い作業効率を得ることができる組立体の組立作業方法及びその装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、所定の組立体を構成する複数の部品を、部品保持手段に保持させる部品保持工程と、該部品保持手段に保持された部品に対して組立作業手段による組立作業を行う組立工程とを備える組立体の組立作業方法において、前記部品保持工程は、第1組立体を構成する複数の部品を、前記部品保持手段に設けられた第1保持フレームに保持させる第1保持工程と、第1組立体に組み付けられる第2組立体を構成する複数の部品を、前記部品保持手段に設けられて第1保持フレームに向かって揺動自在の第2保持フレームに保持させる第2保持工程とを備え、前記組立工程は、前記組立作業手段により第1保持フレームの第1組立体の部品を組立結合して第1組立体を形成する第1組立体形成工程と、前記組立作業手段により第2保持フレームの第2組立体の部品を組立結合して第2組立体を形成する第2組立体形成工程と、第2保持フレームを第1保持フレームに向かって揺動させ、第2保持フレームの第2組立体を第1保持フレームに受け渡して第1組立体と第2組立体とを組み付け状態で第1保持フレームに保持させる第3保持工程と、前記組立作業手段により第1保持フレームの第1組立体と第2組立体とを互いに組立結合して第3組立体を形成する第3組立体形成工程とを備えることを特徴とする。
【0007】
本発明の組立作業方法は、前記第1保持工程により第1保持フレームに保持させた部品に対して第1組立体形成工程を行い、前記第2保持工程により第2保持フレームに保持させた部品に対して第2組立体形成工程を行う。そして、前記第3保持工程により第2保持フレームを第1保持フレームに向かって揺動させて第2組立体を第1組立体と共に第1保持フレームに保持させ、組み付け状態の第1組立体と第2組立体とに対して第3組立体形成工程を行う。これにより、1つの部品保持手段に保持した状態のままで第1組立体と第2組立体との両方を形成することができ、更に、第1組立体及び第2組立体の払い出しや搬送を行うことなく第3組立体を形成することができる。従って、各組立体毎に複数の作業ステーションが不要となるので、ライン構成をコンパクトとしてコスト増加が防止でき、高い作業効率を得ることができる。
【0008】
また、本発明は、上記本発明の組立作業方法を実現するものであって、所定の組立体を構成する複数の部品を保持する部品保持手段と、該部品保持手段に保持された部品に対して組立作業を行う組立作業手段とを備える組立体の組立装置において、前記部品保持手段は、第1組立体を構成する複数の部品を前記組立作業手段の組立作業領域内に保持する第1保持フレームと、第1組立体に組み付けられる第2組立体を構成する複数の部品を前記組立作業手段の組立作業領域内に保持する第2保持フレームとを備え、該第2保持フレームに保持された第2組立体を第1保持フレームに受け渡すべく、該第2保持フレームを第1保持フレームに向かって揺動させる揺動手段を設け、前記第1保持フレームは、第2保持フレームから受け渡された第2組立体を第1組立体との組み付け状態でクランプするクランプ手段を備えることを特徴とする。
【0009】
本発明の組立装置によれば、前記部品保持手段が前記第1保持フレームと前記第2保持フレームとを備えることにより、第1組立体を構成する複数の部品と第2組立体を構成する複数の部品とを前記組立作業手段の組立作業領域内に保持することができ、1つの組立作業領域内で第1組立体と第2組立体との組立作業を効率的に行うことができる。更に、前記揺動手段を設けたことにより、第2保持フレームを第1保持フレームに向かって揺動させ、第2組立体を第1保持フレームに受け渡すことができるので、第1組立体と第2組立体とを組立てた組立作業領域から第1組立体や第2組立体の払い出しや搬送を行うことなく同じ組立作業領域で第1組立体と第2組立体とを接合する作業が迅速に行える。これによって、各組立体毎に複数の作業ステーションが不要となるので、ライン構成をコンパクトとしてコスト増加が防止でき、高い作業効率を得ることができる。
【発明を実施するための最良の形態】
【0010】
本発明の一実施形態を図面に基づいて説明する。図1は本実施形態の組立装置を示す平面図、図2は本実施形態における部品保持手段を示す斜視図、図3及び図4はクランプ手段を示す説明図、図5及び図6は部品保持手段の作動説明図である。
【0011】
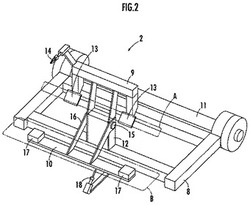
本実施形態の組立装置は、例えば自動車に組み付けるダッシュボード組立体等の組立体を複数の部品を溶接して組立てるものである。本実施形態の組立装置は、図1に示すように、複数の溶接ロボット1(組立作業手段)と、これらの溶接ロボット1による組立作業領域S内に組立体を構成する複数の部品を保持する部品保持手段2とを備えている。
【0012】
各溶接ロボット1は、多関節アーム3とその先端部に連結された溶接ガン4とを備えて何れも略同一の構成とされている。各溶接ロボット1は、それぞれ、移動路5に沿って移動する移動台6に搭載され、移動路5に沿って設けられた複数の作業ステーション間を移動台1cに設けられた駆動モータ7の駆動により移動する。なお、図1においては、1つの作業ステーションを示しており、この作業ステーションに3台の溶接ロボット1が移動路5上に停止して溶接組立作業を行っている状態を示している。
【0013】
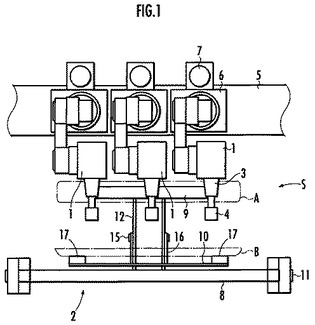
部品保持手段2は、図2に示すように、メインフレーム8と、第1保持フレーム9と、第2保持フレーム10とを備えている。メインフレーム8は、矩形状の枠組みで構成されており、一側に揺動軸11が設けられて床面に対して揺動自在に設けられている。なお、図示省略したが、メインフレーム8の揺動は、減速ギヤ等の回転伝達機構を介して揺動軸11に連結された駆動モータにより駆動される。
【0014】
第1保持フレーム9は、メインフレーム8に立設された連結アーム12の先端に設けられている。また、第1保持フレーム9は、第1組立体A(本実施形態においてはダッシュボードアッパとその取り付け部品)を支持する支持パッド13を備え、支持パッド13に支持された第1組立体Aは、第1保持フレーム9に設けられたクランプ手段14により固定支持される。なお、図2においてはクランプ手段14を1つだけ示したが、適宜位置に図示省略した多数のクランプ手段が設けられている。これらのクランプ手段により第1組立体Aやそれを構成する多数の構成部品を未溶接状態であっても脱落することなく第1保持フレーム9に保持できるようになっている。
【0015】
第2保持フレーム10は、メインフレーム8に立設された前記連結アーム12に軸15を介して揺動自在に連結された揺動アーム16の先端に設けられている。揺動アーム16は、第2保持フレーム10が第1保持フレーム9に対して重合する方向に揺動する。なお、揺動アーム16と軸15は本発明の揺動手段を構成するものである。
【0016】
また、第2保持フレーム10は、第2組立体B(本実施形態においてはウインドシールドとその取り付け部品)を支持する支持パッド17を備え、支持パッド17に支持された第2組立体Bは、第2保持フレーム10に設けられたクランプ手段18により固定支持される。なお、図2においては第2保持フレーム10に設けられたクランプ手段18を1つだけ示したが、適宜位置に図示省略した多数のクランプ手段が設けられている。これらのクランプ手段により第2組立体Bやそれを構成する多数の構成部品を未溶接状態であっても脱落することなく第2保持フレーム10に保持できるようになっている。また、図示省略したが、揺動アーム16の揺動は、連結アーム12と揺動アーム16との間に連結されたシリンダにより駆動される。
【0017】
第1組立体Aと第2組立体Bとは、その夫々が複数の部品を溶接により組立結合することで形成される。そして、第1組立体Aと第2組立体Bとを溶接により互いに組立結合することで後述の第3組立体C(本実施形態においてはダッシュボードアッパとウインドシールドとを接合してなるダッシュボード組立体)を形成する。
【0018】
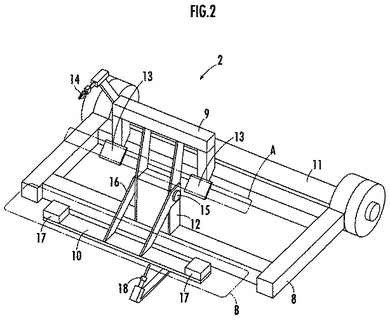
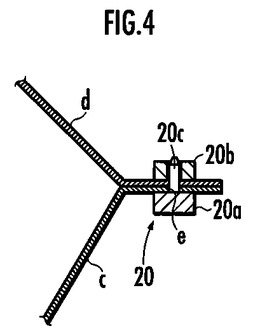
また、前記第1保持フレーム9及び第2保持フレーム10に多数設けられているクランプ手段としては、図3に示すように、第1組立体A或いは第2組立体Bを構成する部品aの位置決め孔b(水抜き孔等の予め設けられている孔を利用する)に挿入するピン19aと、クランプ時にピン19aから突出し非クランプ時にピン19a内に収納される押さえ爪19bとを備えるピンタイプのクランプ手段19を挙げることができる。クランプ手段19は、図3において1つの部品aをクランプした状態を示したが、複数の部品を重ねてもクランプすることができる。また、他のクランプ手段としては、図4に示すように、一対の挟み部材20a,20bで部品c,dを挟むもので、部品c,dの位置決め孔eに挿入するピン20cを一方の挟み部材20aに備える挟持タイプのクランプ手段20を挙げることができる。
【0019】
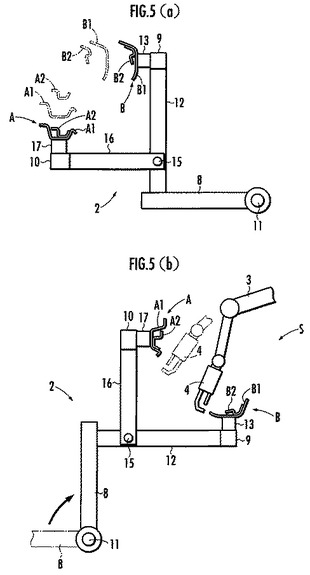
次に、本実施形態の組立装置による組立作業を説明する。先ず、部品保持手段2を図2に示す状態とし、図5(a)に模式的に示すように、第1保持フレーム9に第1組立体Aを構成する複数の部品A1,A2を保持させ(第1保持工程)、第2保持フレーム10に第2組立体Bを構成する複数の部品B1,B2を保持させる(第2保持工程)。これらの部品A1,A2,B1,B2は、夫々が前述したクランプ手段により位置決め状態で固定支持される、第1保持フレーム9及び第2保持フレーム10からの脱落が防止される。
【0020】
続いて、図5(b)に模式的に示すように、メインフレーム8が揺動軸11を介して揺動し、これに伴って、第1組立体Aを構成する複数の部品A1,A2を保持した第1保持フレーム9と、第2組立体Bを構成する複数の部品B1,B2を保持した第2保持フレーム10とが、溶接ロボット1の組立作業領域S内に位置される(図1示の状態を参照)。
【0021】
次いで、図5(b)に示すように、溶接ロボット1の溶接ガン4により、第1組立体Aの部品を部品A1,A2を溶接して組立結合し(第1組立体形成工程)、同様にして第2組立体Bを構成する複数の部品B1,B2を溶接して組立結合する(第2組立体形成工程)。これにより、第1保持フレーム9には複数の部品A1,A2により一体に組立てられた第1組立体Aが保持された状態となり、第2保持フレーム10には複数の部品B1,B2により一体に組立てられた第2組立体Bが保持された状態となる。
【0022】
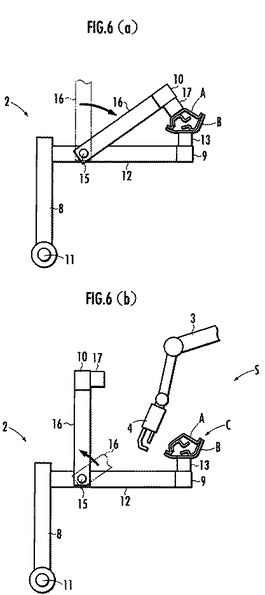
続いて、図6(a)に模式的に示すように、第2組立体Bを保持した状態の第2保持フレーム10を揺動アーム16を介して第1保持フレーム9に向かって揺動させる。これにより、第1保持フレーム9に保持されている第1組立体Aに第2組立体Bが組み付け状態(未溶接)で重ねられる。そして、図示しないが、第2保持フレーム10のクランプ手段がクランプを解除すると共に、第1保持フレーム9のクランプ手段が第1組立体Aと第2組立体Bとを共に一体的にクランプする(第3保持工程)。
【0023】
次いで、図6(b)に模式的に示すように、第2組立体Bの保持を解除した第2保持フレーム10を揺動アーム16を介して元の位置(第1保持フレーム9から離反する方向)に揺動させる。そして、溶接ロボット1の溶接ガン4により、第1組立体Aと第2組立体Bとを互いに溶接して組立結合する(第3組立体形成工程)。これにより、第1組立体Aと第2組立体Bとを一体に組立てた第3組立体Cが形成される。その後、図1を参照して、溶接ロボット1が当該作業ステーションから移動し、第1保持フレーム9から第3組立体Cを払い出す。
【0024】
以上のように、本実施形態の組立装置によれば、前記部品保持手段2を備えることによって、単一の作業ステーション(同一の溶接ロボット1の組立作業領域S内)で第1組立体Aの組立作業と、第1組立体Aとは構成部品が異なる第2組立体Bの組立作業と、第1組立体Aに第2組立体Bを結合した第3組立体Cの組立作業とが行えるので、作業効率が向上するだけでなく、その夫々の組立を行うための複数の作業ステーションが不要となり、ライン構成をコンパクト化することができる。
【0025】
なお、本実施形態においては、溶接ロボット1によって複数の部品に対して溶接組立を行う例を挙げたが、それに限らず、例えば、カシメ加工やリベット止め等を行う組立作業手段を用いても同様の効果を得ることができる。
【図面の簡単な説明】
【0026】
【図1】本発明の一実施形態の組立装置を示す平面図。
【図2】本実施形態における部品保持手段を示す斜視図。
【図3】クランプ手段の一例を示す説明図。
【図4】クランプ手段の他の例を示す説明図。
【図5】部品保持手段の作動を模式的に示す説明図。
【図6】図5に続く部品保持手段の作動を模式的に示す説明図。
【符号の説明】
【0027】
1…溶接ロボット(組立作業手段)、2…部品保持手段、9…第1保持フレーム、10…第2保持フレーム、14,18,19,20…クランプ手段、S…組立作業領域、A…第1組立体、A1,A2,B1,B2…部品、B…第2組立体、C…第3組立体。
【技術分野】
【0001】
本発明は、複数の部品から組立体を組立てる組立作業方法及びその装置に関する。
【背景技術】
【0002】
従来、自動車の組み付け部品であるリアフェンダを支持具に支持して溶接位置に投入し、溶接ロボットによりリアフェンダに部品を溶接してリアフェンダ組立体を組立てるものが知られている(下記特許文献1参照)。これによれば、リアフェンダとその取り付け部品とを溶接ロボットの組立作業領域内(作業ステーション)に保持することにより、効率よくリアフェンダ組立体を組立てることができる。
【0003】
ところで、例えば、自動車の組み付け部品であるダッシュボード組立体のように、ダッシュボードアッパとウインドシールドとを互いに接合してなるものでは、ダッシュボードアッパとウインドシールドとの夫々に予め構成部品を組み付けておく必要がある。即ち、ダッシュボード組立体の内部となる位置に取り付けられる部品は、ダッシュボードアッパとウインドシールドとを互いに接合した後では取り付けできず、このために、ダッシュボードアッパに部品を取り付けたダッシュボードアッパ組立体(第1組立体)と、ウインドシールドに部品を取り付けたウインドシールド組立体(第2組立体)とを、各別に組立ててから、両者を接合してダッシュボード組立体(第3組立体)とすることが行われる。
【特許文献1】特開平5−169335号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかし、このように複数の組立体の組立て作業を行う場合、上記特許文献1のものでは1つの組立体のみの組立作業となるため、複数の組立体を組立てる場合には複数の作業ステーションが必要となる。そしてこれに伴い、各作業ステーション毎に部品の投入及び組立体の払い出しが必要となり、更に、各作業ステーション間で組立体を搬送する必要もある。このため、ライン構成が大掛かりとなってコストが増加するだけでなく、投入・払い出し及び搬送に要する時間も増加するので作業効率も悪い。
【0005】
本発明は、上記の点に鑑み、複数の組立体毎の組立作業を行った後にこれらの組立体同士を接合する組立作業を行う場合であっても、ライン構成をコンパクトとしてコスト増加が防止でき、高い作業効率を得ることができる組立体の組立作業方法及びその装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明は、所定の組立体を構成する複数の部品を、部品保持手段に保持させる部品保持工程と、該部品保持手段に保持された部品に対して組立作業手段による組立作業を行う組立工程とを備える組立体の組立作業方法において、前記部品保持工程は、第1組立体を構成する複数の部品を、前記部品保持手段に設けられた第1保持フレームに保持させる第1保持工程と、第1組立体に組み付けられる第2組立体を構成する複数の部品を、前記部品保持手段に設けられて第1保持フレームに向かって揺動自在の第2保持フレームに保持させる第2保持工程とを備え、前記組立工程は、前記組立作業手段により第1保持フレームの第1組立体の部品を組立結合して第1組立体を形成する第1組立体形成工程と、前記組立作業手段により第2保持フレームの第2組立体の部品を組立結合して第2組立体を形成する第2組立体形成工程と、第2保持フレームを第1保持フレームに向かって揺動させ、第2保持フレームの第2組立体を第1保持フレームに受け渡して第1組立体と第2組立体とを組み付け状態で第1保持フレームに保持させる第3保持工程と、前記組立作業手段により第1保持フレームの第1組立体と第2組立体とを互いに組立結合して第3組立体を形成する第3組立体形成工程とを備えることを特徴とする。
【0007】
本発明の組立作業方法は、前記第1保持工程により第1保持フレームに保持させた部品に対して第1組立体形成工程を行い、前記第2保持工程により第2保持フレームに保持させた部品に対して第2組立体形成工程を行う。そして、前記第3保持工程により第2保持フレームを第1保持フレームに向かって揺動させて第2組立体を第1組立体と共に第1保持フレームに保持させ、組み付け状態の第1組立体と第2組立体とに対して第3組立体形成工程を行う。これにより、1つの部品保持手段に保持した状態のままで第1組立体と第2組立体との両方を形成することができ、更に、第1組立体及び第2組立体の払い出しや搬送を行うことなく第3組立体を形成することができる。従って、各組立体毎に複数の作業ステーションが不要となるので、ライン構成をコンパクトとしてコスト増加が防止でき、高い作業効率を得ることができる。
【0008】
また、本発明は、上記本発明の組立作業方法を実現するものであって、所定の組立体を構成する複数の部品を保持する部品保持手段と、該部品保持手段に保持された部品に対して組立作業を行う組立作業手段とを備える組立体の組立装置において、前記部品保持手段は、第1組立体を構成する複数の部品を前記組立作業手段の組立作業領域内に保持する第1保持フレームと、第1組立体に組み付けられる第2組立体を構成する複数の部品を前記組立作業手段の組立作業領域内に保持する第2保持フレームとを備え、該第2保持フレームに保持された第2組立体を第1保持フレームに受け渡すべく、該第2保持フレームを第1保持フレームに向かって揺動させる揺動手段を設け、前記第1保持フレームは、第2保持フレームから受け渡された第2組立体を第1組立体との組み付け状態でクランプするクランプ手段を備えることを特徴とする。
【0009】
本発明の組立装置によれば、前記部品保持手段が前記第1保持フレームと前記第2保持フレームとを備えることにより、第1組立体を構成する複数の部品と第2組立体を構成する複数の部品とを前記組立作業手段の組立作業領域内に保持することができ、1つの組立作業領域内で第1組立体と第2組立体との組立作業を効率的に行うことができる。更に、前記揺動手段を設けたことにより、第2保持フレームを第1保持フレームに向かって揺動させ、第2組立体を第1保持フレームに受け渡すことができるので、第1組立体と第2組立体とを組立てた組立作業領域から第1組立体や第2組立体の払い出しや搬送を行うことなく同じ組立作業領域で第1組立体と第2組立体とを接合する作業が迅速に行える。これによって、各組立体毎に複数の作業ステーションが不要となるので、ライン構成をコンパクトとしてコスト増加が防止でき、高い作業効率を得ることができる。
【発明を実施するための最良の形態】
【0010】
本発明の一実施形態を図面に基づいて説明する。図1は本実施形態の組立装置を示す平面図、図2は本実施形態における部品保持手段を示す斜視図、図3及び図4はクランプ手段を示す説明図、図5及び図6は部品保持手段の作動説明図である。
【0011】
本実施形態の組立装置は、例えば自動車に組み付けるダッシュボード組立体等の組立体を複数の部品を溶接して組立てるものである。本実施形態の組立装置は、図1に示すように、複数の溶接ロボット1(組立作業手段)と、これらの溶接ロボット1による組立作業領域S内に組立体を構成する複数の部品を保持する部品保持手段2とを備えている。
【0012】
各溶接ロボット1は、多関節アーム3とその先端部に連結された溶接ガン4とを備えて何れも略同一の構成とされている。各溶接ロボット1は、それぞれ、移動路5に沿って移動する移動台6に搭載され、移動路5に沿って設けられた複数の作業ステーション間を移動台1cに設けられた駆動モータ7の駆動により移動する。なお、図1においては、1つの作業ステーションを示しており、この作業ステーションに3台の溶接ロボット1が移動路5上に停止して溶接組立作業を行っている状態を示している。
【0013】
部品保持手段2は、図2に示すように、メインフレーム8と、第1保持フレーム9と、第2保持フレーム10とを備えている。メインフレーム8は、矩形状の枠組みで構成されており、一側に揺動軸11が設けられて床面に対して揺動自在に設けられている。なお、図示省略したが、メインフレーム8の揺動は、減速ギヤ等の回転伝達機構を介して揺動軸11に連結された駆動モータにより駆動される。
【0014】
第1保持フレーム9は、メインフレーム8に立設された連結アーム12の先端に設けられている。また、第1保持フレーム9は、第1組立体A(本実施形態においてはダッシュボードアッパとその取り付け部品)を支持する支持パッド13を備え、支持パッド13に支持された第1組立体Aは、第1保持フレーム9に設けられたクランプ手段14により固定支持される。なお、図2においてはクランプ手段14を1つだけ示したが、適宜位置に図示省略した多数のクランプ手段が設けられている。これらのクランプ手段により第1組立体Aやそれを構成する多数の構成部品を未溶接状態であっても脱落することなく第1保持フレーム9に保持できるようになっている。
【0015】
第2保持フレーム10は、メインフレーム8に立設された前記連結アーム12に軸15を介して揺動自在に連結された揺動アーム16の先端に設けられている。揺動アーム16は、第2保持フレーム10が第1保持フレーム9に対して重合する方向に揺動する。なお、揺動アーム16と軸15は本発明の揺動手段を構成するものである。
【0016】
また、第2保持フレーム10は、第2組立体B(本実施形態においてはウインドシールドとその取り付け部品)を支持する支持パッド17を備え、支持パッド17に支持された第2組立体Bは、第2保持フレーム10に設けられたクランプ手段18により固定支持される。なお、図2においては第2保持フレーム10に設けられたクランプ手段18を1つだけ示したが、適宜位置に図示省略した多数のクランプ手段が設けられている。これらのクランプ手段により第2組立体Bやそれを構成する多数の構成部品を未溶接状態であっても脱落することなく第2保持フレーム10に保持できるようになっている。また、図示省略したが、揺動アーム16の揺動は、連結アーム12と揺動アーム16との間に連結されたシリンダにより駆動される。
【0017】
第1組立体Aと第2組立体Bとは、その夫々が複数の部品を溶接により組立結合することで形成される。そして、第1組立体Aと第2組立体Bとを溶接により互いに組立結合することで後述の第3組立体C(本実施形態においてはダッシュボードアッパとウインドシールドとを接合してなるダッシュボード組立体)を形成する。
【0018】
また、前記第1保持フレーム9及び第2保持フレーム10に多数設けられているクランプ手段としては、図3に示すように、第1組立体A或いは第2組立体Bを構成する部品aの位置決め孔b(水抜き孔等の予め設けられている孔を利用する)に挿入するピン19aと、クランプ時にピン19aから突出し非クランプ時にピン19a内に収納される押さえ爪19bとを備えるピンタイプのクランプ手段19を挙げることができる。クランプ手段19は、図3において1つの部品aをクランプした状態を示したが、複数の部品を重ねてもクランプすることができる。また、他のクランプ手段としては、図4に示すように、一対の挟み部材20a,20bで部品c,dを挟むもので、部品c,dの位置決め孔eに挿入するピン20cを一方の挟み部材20aに備える挟持タイプのクランプ手段20を挙げることができる。
【0019】
次に、本実施形態の組立装置による組立作業を説明する。先ず、部品保持手段2を図2に示す状態とし、図5(a)に模式的に示すように、第1保持フレーム9に第1組立体Aを構成する複数の部品A1,A2を保持させ(第1保持工程)、第2保持フレーム10に第2組立体Bを構成する複数の部品B1,B2を保持させる(第2保持工程)。これらの部品A1,A2,B1,B2は、夫々が前述したクランプ手段により位置決め状態で固定支持される、第1保持フレーム9及び第2保持フレーム10からの脱落が防止される。
【0020】
続いて、図5(b)に模式的に示すように、メインフレーム8が揺動軸11を介して揺動し、これに伴って、第1組立体Aを構成する複数の部品A1,A2を保持した第1保持フレーム9と、第2組立体Bを構成する複数の部品B1,B2を保持した第2保持フレーム10とが、溶接ロボット1の組立作業領域S内に位置される(図1示の状態を参照)。
【0021】
次いで、図5(b)に示すように、溶接ロボット1の溶接ガン4により、第1組立体Aの部品を部品A1,A2を溶接して組立結合し(第1組立体形成工程)、同様にして第2組立体Bを構成する複数の部品B1,B2を溶接して組立結合する(第2組立体形成工程)。これにより、第1保持フレーム9には複数の部品A1,A2により一体に組立てられた第1組立体Aが保持された状態となり、第2保持フレーム10には複数の部品B1,B2により一体に組立てられた第2組立体Bが保持された状態となる。
【0022】
続いて、図6(a)に模式的に示すように、第2組立体Bを保持した状態の第2保持フレーム10を揺動アーム16を介して第1保持フレーム9に向かって揺動させる。これにより、第1保持フレーム9に保持されている第1組立体Aに第2組立体Bが組み付け状態(未溶接)で重ねられる。そして、図示しないが、第2保持フレーム10のクランプ手段がクランプを解除すると共に、第1保持フレーム9のクランプ手段が第1組立体Aと第2組立体Bとを共に一体的にクランプする(第3保持工程)。
【0023】
次いで、図6(b)に模式的に示すように、第2組立体Bの保持を解除した第2保持フレーム10を揺動アーム16を介して元の位置(第1保持フレーム9から離反する方向)に揺動させる。そして、溶接ロボット1の溶接ガン4により、第1組立体Aと第2組立体Bとを互いに溶接して組立結合する(第3組立体形成工程)。これにより、第1組立体Aと第2組立体Bとを一体に組立てた第3組立体Cが形成される。その後、図1を参照して、溶接ロボット1が当該作業ステーションから移動し、第1保持フレーム9から第3組立体Cを払い出す。
【0024】
以上のように、本実施形態の組立装置によれば、前記部品保持手段2を備えることによって、単一の作業ステーション(同一の溶接ロボット1の組立作業領域S内)で第1組立体Aの組立作業と、第1組立体Aとは構成部品が異なる第2組立体Bの組立作業と、第1組立体Aに第2組立体Bを結合した第3組立体Cの組立作業とが行えるので、作業効率が向上するだけでなく、その夫々の組立を行うための複数の作業ステーションが不要となり、ライン構成をコンパクト化することができる。
【0025】
なお、本実施形態においては、溶接ロボット1によって複数の部品に対して溶接組立を行う例を挙げたが、それに限らず、例えば、カシメ加工やリベット止め等を行う組立作業手段を用いても同様の効果を得ることができる。
【図面の簡単な説明】
【0026】
【図1】本発明の一実施形態の組立装置を示す平面図。
【図2】本実施形態における部品保持手段を示す斜視図。
【図3】クランプ手段の一例を示す説明図。
【図4】クランプ手段の他の例を示す説明図。
【図5】部品保持手段の作動を模式的に示す説明図。
【図6】図5に続く部品保持手段の作動を模式的に示す説明図。
【符号の説明】
【0027】
1…溶接ロボット(組立作業手段)、2…部品保持手段、9…第1保持フレーム、10…第2保持フレーム、14,18,19,20…クランプ手段、S…組立作業領域、A…第1組立体、A1,A2,B1,B2…部品、B…第2組立体、C…第3組立体。
【特許請求の範囲】
【請求項1】
所定の組立体を構成する複数の部品を、部品保持手段に保持させる部品保持工程と、該部品保持手段に保持された部品に対して組立作業手段による組立作業を行う組立工程とを備える組立体の組立作業方法において、
前記部品保持工程は、第1組立体を構成する複数の部品を、前記部品保持手段に設けられた第1保持フレームに保持させる第1保持工程と、第1組立体に組み付けられる第2組立体を構成する複数の部品を、前記部品保持手段に設けられて第1保持フレームに向かって揺動自在の第2保持フレームに保持させる第2保持工程とを備え、
前記組立工程は、前記組立作業手段により第1保持フレームの第1組立体の部品を組立結合して第1組立体を形成する第1組立体形成工程と、前記組立作業手段により第2保持フレームの第2組立体の部品を組立結合して第2組立体を形成する第2組立体形成工程と、第2保持フレームを第1保持フレームに向かって揺動させ、第2保持フレームの第2組立体を第1保持フレームに受け渡して第1組立体と第2組立体とを組み付け状態で第1保持フレームに保持させる第3保持工程と、前記組立作業手段により第1保持フレームの第1組立体と第2組立体とを互いに組立結合して第3組立体を形成する第3組立体形成工程とを備えることを特徴とする組立体の組立作業方法。
【請求項2】
所定の組立体を構成する複数の部品を保持する部品保持手段と、該部品保持手段に保持された部品に対して組立作業を行う組立作業手段とを備える組立体の組立装置において、
前記部品保持手段は、第1組立体を構成する複数の部品を前記組立作業手段の組立作業領域内に保持する第1保持フレームと、第1組立体に組み付けられる第2組立体を構成する複数の部品を前記組立作業手段の組立作業領域内に保持する第2保持フレームとを備え、
該第2保持フレームに保持された第2組立体を第1保持フレームに受け渡すべく、該第2保持フレームを第1保持フレームに向かって揺動させる揺動手段を設け、
前記第1保持フレームは、第2保持フレームから受け渡された第2組立体を第1組立体との組み付け状態でクランプするクランプ手段を備えることを特徴とする組立体の組立装置。
【請求項1】
所定の組立体を構成する複数の部品を、部品保持手段に保持させる部品保持工程と、該部品保持手段に保持された部品に対して組立作業手段による組立作業を行う組立工程とを備える組立体の組立作業方法において、
前記部品保持工程は、第1組立体を構成する複数の部品を、前記部品保持手段に設けられた第1保持フレームに保持させる第1保持工程と、第1組立体に組み付けられる第2組立体を構成する複数の部品を、前記部品保持手段に設けられて第1保持フレームに向かって揺動自在の第2保持フレームに保持させる第2保持工程とを備え、
前記組立工程は、前記組立作業手段により第1保持フレームの第1組立体の部品を組立結合して第1組立体を形成する第1組立体形成工程と、前記組立作業手段により第2保持フレームの第2組立体の部品を組立結合して第2組立体を形成する第2組立体形成工程と、第2保持フレームを第1保持フレームに向かって揺動させ、第2保持フレームの第2組立体を第1保持フレームに受け渡して第1組立体と第2組立体とを組み付け状態で第1保持フレームに保持させる第3保持工程と、前記組立作業手段により第1保持フレームの第1組立体と第2組立体とを互いに組立結合して第3組立体を形成する第3組立体形成工程とを備えることを特徴とする組立体の組立作業方法。
【請求項2】
所定の組立体を構成する複数の部品を保持する部品保持手段と、該部品保持手段に保持された部品に対して組立作業を行う組立作業手段とを備える組立体の組立装置において、
前記部品保持手段は、第1組立体を構成する複数の部品を前記組立作業手段の組立作業領域内に保持する第1保持フレームと、第1組立体に組み付けられる第2組立体を構成する複数の部品を前記組立作業手段の組立作業領域内に保持する第2保持フレームとを備え、
該第2保持フレームに保持された第2組立体を第1保持フレームに受け渡すべく、該第2保持フレームを第1保持フレームに向かって揺動させる揺動手段を設け、
前記第1保持フレームは、第2保持フレームから受け渡された第2組立体を第1組立体との組み付け状態でクランプするクランプ手段を備えることを特徴とする組立体の組立装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−42457(P2010−42457A)
【公開日】平成22年2月25日(2010.2.25)
【国際特許分類】
【出願番号】特願2008−206235(P2008−206235)
【出願日】平成20年8月8日(2008.8.8)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成22年2月25日(2010.2.25)
【国際特許分類】
【出願日】平成20年8月8日(2008.8.8)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]