
経糸シートを処理するための方法および装置
【課題】 経糸シートを安価に製造できる経糸シートを処理するための方法を提供する。
【解決手段】 経糸シートを処理するための方法では、多数の経糸がクリールから引き出されて糸ロープ15に纏められ、糸ロープ15に処理剤が塗布される。経糸は、前記クリールから引き出された後にワープビーム3に巻取られ、塗布前に該ワープビーム3から繰り出される。このようにワープビーム3からの繰り出した経糸は、処理剤の塗布前において糸ロープ15に纏められる。
【解決手段】 経糸シートを処理するための方法では、多数の経糸がクリールから引き出されて糸ロープ15に纏められ、糸ロープ15に処理剤が塗布される。経糸は、前記クリールから引き出された後にワープビーム3に巻取られ、塗布前に該ワープビーム3から繰り出される。このようにワープビーム3からの繰り出した経糸は、処理剤の塗布前において糸ロープ15に纏められる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、多数の経糸をクリールから引き出して糸ロープに纏め、前記糸ロープに処理剤を塗布する経糸シートを処理するための方法に関する。
【0002】
さらに本発明は、糸ロープの形態になった経糸シートを処理する装置であって、糸ロープ供給機構と糸ロープに処理剤を塗布するための機構とを有するものに関する。
【背景技術】
【0003】
繊維布ウェブは、大抵、事前に処理が施された経糸を用いて製造される。代表的な処理としては、経糸を染色することがある。
【0004】
このような処理の際に経糸を取り扱う方法は、基本的に2つの処理方式に区別される。
【0005】
第1処理方式では、経糸がロープとも称される糸ロープに纏められる。この糸ロープには、それ1本当り300〜700本のオーダーで経糸が含まれる。纏められた後、1本以上の糸ロープが例えば染料浴槽に通されて、それに処理剤が塗布される。処理剤を塗布した後、糸ロープは、缶内に下ろされる。その後、糸ロープは、バッチ式でワープビームに巻かれ、引き続きワープビームとして糊付け機に供給される。
【0006】
第2処理方式では、膨大な本数の経糸(約3000〜10000本)が横方向で並べて配置され、その後、並べた経糸を例えば染浴槽に通すことで経糸に処理剤が塗布される。経糸は、8〜24のワープビームから引き出され、総糸数へと纏められる。経糸は、染色に続いてそのまま糊付け機に供給することもできる。このような方法は、シート染色法又はスラッシャ染色法とも呼ばれる。
【0007】
これら2つの処理方式は、例えば非特許文献1に述べられている。
【先行技術文献】
【特許文献】
【0008】
【非特許文献1】ビーエーエスエフ(BASF) 技術情報 「インディゴによる連続染色(Continuous dyeing with indigo)」、(独国)、1995年9月、p.4
【発明の概要】
【発明が解決しようとする課題】
【0009】
糸ロープで処理を行なうと、同じ処理剤を使用した場合でも、複数の経糸を並べて配置される糸シートで処理を行なった場合と異なる染色結果が生じる。糸シートで処理を行なうシート染色では、すべての経糸が一様(即ち、均一)に処理される。処理剤は、あらゆる方向から同じように経糸に染み込んでいく。
【0010】
糸ロープで処理を行なう、いわゆるロープ染色では、そこにかかる糸張力を変えることにより糸ロープの内部において異なる糸密度が生じる。これにより、異なる色抜け特性が生じる。それ故、不均一な染色が生じるが、これは、流行上望ましい場合もある。
【0011】
また、糸ロープを使用すると、不連続的な方法となってしまう。というのも、まず、それ相応の数のボビンを配置したクリールから多数本の経糸を引き出すことによって、糸ロープを製造しなければならないからである。こうして形成された糸ロープは、次にいわゆるボールワーパー(Ball Warper)において、ボール( Ball)に巻取られる。ボールの軸線方向末端で糸ロープが落下するのを防止するために、糸ロープの巻取りは、交差巻の方式で行なわれる。即ち、糸ロープの巻取りは、回転毎に軸線方向で比較的大きくずらしながら行われる。糸ロープにかかる張力を所要の張力に維持するために、軸線方向末端では、糸ロープを軸線方向において素早く反転しなければならない。糸ロープの各々巻層がボールの軸線方向末端から落下することを防止するために、比較的高い張力を糸ロープにかける必要がある。糸ロープを巻取る際に横方向にずらすとき、及びその中でも特に反転させるときに、軸線方向末端の領域において大きな動的な力が作用する。そのため、糸ロープを巻き取る巻取速度は、制限される。一般的に、300〜500m/分オーダーの巻取速度で糸ロープが巻き取られる。
【0012】
経糸が並べて配置され、並べた後に処理剤が塗布される「シート染色」では、まずワープビームに経糸を整経しなければならない。このワープビームに所望の本数の経糸が並べて巻取られる。ワープビームの軸線方向末端には、側板(エンドプレート)が配置されており、これらの端板は、経糸が軸線方向末端から落下するのを防いでいる。ワープビームは、かなり速い速度で作動させることができる。普通、作動速度は、1000〜1500m/分のオーダーであり、全ての経糸を一様な糸張力で処理を行うことができる。
【0013】
本発明は、経糸シートを安価に製造できる経糸シートを処理するための方法、及び経糸シートを処理する装置を提供することである。
【課題を解決するための手段】
【0014】
本発明に係る経糸シートを処理するための方法は、多数の経糸がクリールから引き出されて糸ロープに纏められ、前記糸ロープに処理剤が塗布される経糸シートを処理するための方法において、前記経糸は、前記クリールから引き出された後にワープビームに巻取られ、塗布前に該ワープビームから繰り出され、該ワープビームからの繰り出しの後で、且つ前記処理剤の塗布前において前記糸ロープに纏められる方法である。
【0015】
本発明によれば、このような処理方式でもって生産速度を著しく高めることができ、一般的に倍化することさえできる。経糸は、比較的速い速度でワープビームに巻取ることができる。その際、経糸にかかる張力を低く抑えられる。特に、ボール(Ball)の軸線方向末端において糸ロープが落下するのを防止するために糸ロープにかけていた極端に高い糸張力は、ここでは必要ではない。これにより、他の加工工程において糸切れしてしまう虞が少なくなる。このように経糸が巻取られたワープビームは、次に繰出スタンドに収納され、再び繰り出される。この際、繰り出しと同時に糸ロープを生成することができる。その後、生成された糸ロープは、処理機構に供給されるので、糸ロープの生成は、処理機構を稼動させながら行なわれる、いわばオンラインで行われる。つまり、糸ロープを生成してから処理剤を塗布するまでの間で、もはや、糸ロープを巻取る必要がない。むしろ、糸ロープは、処理剤塗布後、場合によっては処理剤を塗布した後の乾燥後に、いわゆる缶内に下ろし、缶から別の加工工程に供給することができる。ワープビームは、糸ロープを巻取ったボール又はビームよりもかなり迅速に生成することができるので、繰出スタンド内における糸ロープの生成には、あまり長い時間が必要でない。それ故、かなり時間の節約をすることができ、これにより製造コストを安価にすることができる。
【0016】
本発明において、前記糸ロープは、前記処理剤を塗布する際の糸ロープの処理速度と同じ速度で生成されることが好ましい。
【0017】
前記構成によれば、糸ロープを蓄積しておく糸ロープ用蓄積機構を設ける必要はない。また、塗布時、例えば染色時において、糸ロープを比較的ゆっくりとした速度で生成することができる。この速度は、一般的に、30〜60m/分のオーダーである。このような速度では、許容値以上に高い張力が経糸にかかる虞が比較的少ない。それ故、別の加工工程において糸切れする虞が少ない。こうして加工された経糸は、高い品質と後続プロセスにおける優れた加工性とを有する。
【0018】
本発明において、前記ワープビームは、規定の張力が糸ロープにかかるように制動されることが好ましい。
【0019】
前記構成によれば、糸ロープは、比較的ゆっくりとした速度で生成されるので、糸ロープに、より正確に述べるなら糸ロープの経糸に規定された張力をかけることによって、糸ロープを希望する形状、特に希望する太さ又は直径にすることができる。このように糸ロープにかかる糸張力は、その高低により糸ロープの形状を変化させ、形状を変えることによって後続の処理剤の塗布に影響を及ぼしている。糸張力が高ければ高いほど、糸ロープを構成する複数の経糸同士がより密着し、その他の条件が同じである場合、糸張力が低い場合に比べて糸ロープに浸透する染料としての顔料が少なくなる。つまり、ある範囲内において糸ロープの張力を介して処理結果(例えば、染色結果)に影響を及ぼすことができる。
【0020】
本発明において、前記糸ロープは、複数の経糸から纏められた後、方向転換だけが行なわれ、処理剤を塗布されるまで拘束されることなく案内されることが好ましい。
【0021】
前記構成によれば、経糸に対してかかる横方向の張力が防止される。また、糸ロープを纏め、且つ糸ロープを圧縮するトランペットユニットが必要でない。これにより、糸ロープに纏められた経糸にかかる糸張力が低く抑えられ、経糸に対する悪影響を小さく抑えることができる。更に、経糸を過伸長させることなく、一定の予備伸長で継続的に処理することができる。
【0022】
本発明の経糸シートを処理するための装置は、前記糸ロープの形態になっている経糸シートを処理するための装置であって、糸ロープ供給機構と、前記糸ロープに前記処理剤を塗布するための機構とを有するものにおいて、前記糸ロープ供給機構が、前記糸ロープが送出される出口と、ワープビームが配置される少なくとも1つの受容部とを備えた繰出スタンドを有し、前記受容部と、前記出口との間には、ロープ形成機構が配置されているものである。
【0023】
本発明によれば、比較的速い速度で経糸を巻取ることのできるワープビームを使用することができる。このワープビームは、経糸を巻取った後、経糸供給機構から繰り出される。その際、同時に経糸は糸ロープに纏めることができる。それ故、別途、糸ロープを生成する必要がない。経糸を糸ロープにと纏めることが、処理、即ち糸ロープへの処理剤を塗布しながら行なわれる、いわばオンラインで行われる。この塗布は、比較的ゆっくりとした速度で行われるので、経糸を糸ロープに纏めることも同じようなゆっくりとした速度で行うことができる。これにより、経糸にかかる糸張力を低く抑えられる。特に、許容値以上に高い糸張力が糸ロープにかかって経糸が過伸長することを防ぐことができる。
【0024】
本発明において、記ロープ形成機構は、前記ワープビームの上方に配置されていることが好ましい。
【0025】
前記構成によれば、ワープビームに巻取られた経糸から糸ロープを生成するためには、ワープビームに巻き付けられたすべての経糸、つまりワープビームの軸線方向外側にある経糸も、一箇所、例えばワープビームの軸線方向中央領域に運ばなければならない。それ故に、ワープビームとロープ形成機構との間に一定の距離を設け、そこで軸線方向外側の経糸を僅かに横方向にずらしながらワープビームの軸線方向中央に案内できることが望ましい。ワープビームの上方では、ワープビームとロープ形成機構との間に十分長い距離をあけることができる。これにより、ワープビームを不必要に持ち上げて、高い位置に配置する必要がなく、取扱いが容易になる。
【0026】
本発明において、前記受容部は、ワープビームブレーキを有することが好ましい。
【0027】
前記構成によれば、ワープビームブレーキは、ワープビームに制動トルクを与えてワープビームを制動することができる。ワープビームが制動されると、ワープビームから経糸を引き出すのに大きな力が必要となる。この力によって、経糸に対して、即ち糸ロープに対して一定の糸張力がかかることになる。糸ロープに対する張力は、処理結果(例えば、染色結果)に対して一定の影響を与える。前述したように、糸ロープに高い糸張力を与えることによって、個々の経糸がより密に圧縮され、染料としての顔料の浸透しにくくなる。逆に、糸ロープにかかる糸張力が低いと、経糸同士の密着がより緩やかになり、染料顔料がより良好に糸ロープ内に浸透する。
【0028】
本発明において、前記糸ロープは、前記ロープ形成機構と前記出口との間で拘束されておらず、方向転換だけされていることが好ましい。
【0029】
前記構成によれば、ボールワーパー(Ball Warper)において、一般的に用いられる、糸ロープを通過させねばならないトランペットユニットや別の狭隘部が、ロープ形成機構と出口との間の区間に配置されていない。それ故、糸ロープに纏められた経糸にかかる糸張力が低く抑えられる。
【発明の効果】
【0030】
本発明によれば、経糸シートを安価に製造できる経糸シートを処理することができる。
【図面の簡単な説明】
【0031】
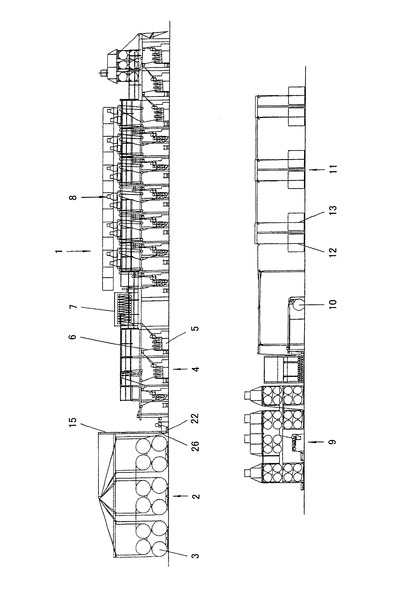
【図1】経糸処理装置の構成の概略を示す正面図である。
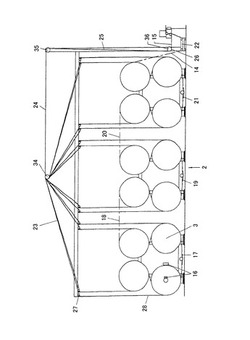
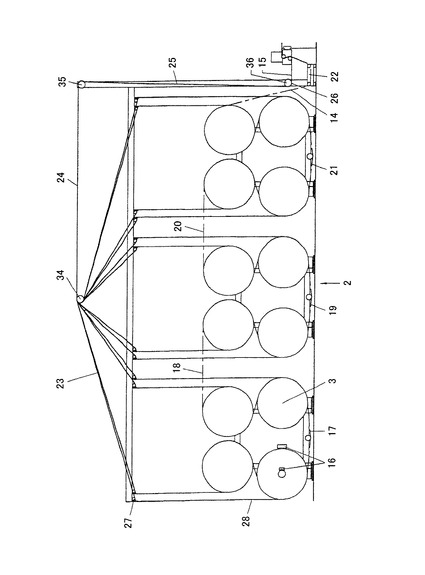
【図2】繰出スタンドを拡大して示す拡大図である。
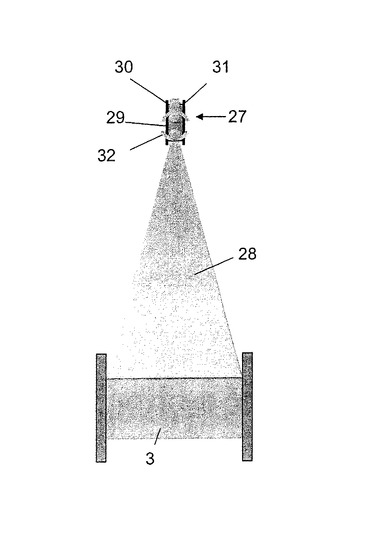
【図3】ロープ形成機構の構成の概略を示す概略図である。
【図4】ロープ形成機構を側方から見た側面図である。
【発明を実施するための形態】
【0032】
以下では、図面を参照しながら、好ましい実施形態に基づいて本発明を説明する。
【0033】
図1に略示されるように、経糸シート処理装置1は、繰出スタンド2を備えており、この繰出スタンド2内には、複数のワープビーム3が配置されている。本実施形態では、12本のワープビーム3が繰出スタンド2内に配置されている。しかし、繰出スタンド2内に配置されるワープビーム3は、12本より多く又は12本未満であってもよく、一般にワープビーム3を24本まで設けておくことができる。このように配置されるワープビーム3には、クリールから引出されて巻取った多数の経糸が巻付けられている。
【0034】
繰出スタンド2の下流側に処理機構4、例えば染色機構が設けられている。なお、下流側とは、即ちワープビーム3から繰出された経糸6が送り出される方向において下流側を意味している。染色機構4は、複数の浴槽5を有し、この複数の浴槽5にワープビーム3から繰出された経糸6が通される。染色機構4の下流側には、滞留機構7が続いている。滞留機構7の下流側には、第1反応ユニット8と第2乾燥機構9とが設けられている。第2乾燥機構9の下流側には、整経ビーム10が配置されている。また、第2乾燥機構9の下流側には、複数の缶12,13を備えた缶列11が配置されている。
【0035】
このように構成される経糸シート処理装置1により、経糸6を染色することができる。この経糸シート処理装置1では、2つの処理が可能である。1つ目の処理は、経糸6を幅方向に並べて糸シート14(図2)にして処理機構4に通し、そして整経ビーム10に巻取る。他方、2つ目の処理は、処理機構4で糸ロープ15の形態で処理できるように、糸シート14を一本のロープ状に纏めて糸ロープ15の形態し、その後纏めた糸ロープ15を缶12,13内に下ろす。
【0036】
1つ目の処理では、経糸6は、すべて同一に処理され、糸シート14は、略均一な外観となる。2つ目の処理では、経糸6の処理が不均一になってしまう。例えば、糸ロープ15の内部にある経糸6は、糸ロープ15の周面領域にある経糸(即ち、糸ロープ15の外側にある経糸)よりも一般的に塗布される染料が少なくなってしまう。
【0037】
経糸シート処理装置1では、両方の処理方式、つまりシート染色法もロープ染色法も利用できるようにするために、図2に詳しく示した繰出スタンド2が設けられている。前述したように、繰出スタンド2内には、12本以上のワープビーム3が配置されている。ワープビーム3は、図示しないワープビーム用受容部により回転可能に支承されており、各ワープビーム用受容部は、制動機構16を備えている。図2では、1本のワープビーム3についてだけ制動機構16を図示しており、この制動機構16は、「ワープビームブレーキ」とも称される。図2では、1本のワープビーム3についてだけ制動機構16を図示しているが、各ワープビーム3に対して制動機構16が設けられている。
【0038】
ワープビーム3から引き出された経糸6は、糸シート14になっている。糸シート14内では、経糸6が幅方向で並べて配置されており、いわば平面的なものになっている。糸シート14が引出される際に糸シート14が通るための第1糸シート軌道17〜21がある。この第1糸シート軌道17〜21のうち3つの区間17、19、21は、ワープビーム3の下方にある。糸シート14は、この第1糸シート軌道17〜21を通って第1出口22まで導かれ、更に第1出口22を通って繰出スタンド2から出て行くようになっている。
【0039】
経糸6又は経糸6で形成された糸ロープ15が通るための第2糸シート軌道23〜25は、ワープビーム3の略上方にある。糸ロープ15は、この第2糸シート軌道23〜25を通って第2出口26まで導かれ、更に第2出口26を通って繰出スタンド2から出て行く。一般的に、複数の糸ロープ15は、各ワープビーム3から一本ずつ形成される。
【0040】
図2に示す実施形態では、第2糸シート軌道23〜25の途中に、図3及び図4で構成を詳しく示すロープ形成機構27が配置されており、このロープ形成機構27は、第2糸シート軌道23〜25の途中に形成されるためワープビーム3の上方に設けられる。このように配置されるロープ形成機構27は、ワープビーム3から引き出された複数の経糸6を1つの糸ロープ15へと纏めるようになっている。このように各々のロープ形成機構27で纏められた複数の糸ロープ15は、処理機構4内を互いに平行に並べて通されていき、缶列11の缶12,13内へと下ろされる。このようにロープ形成機構27によって糸ロープ15が生成されるが、糸ロープ15を生成するためには、ワープビーム3に巻き付けられた全ての経糸、つまりワープビーム3の軸線方向外側にある経糸も、一箇所、例えばワープビーム3の軸線方向中央領域に運ばれねばならない。それ故に、ワープビーム3とロープ形成機構27との間に一定の距離を設け、そこで軸線方向外側の経糸を僅かに横方向にずらしながらワープビーム3の軸線方向中央に案内できることが望ましい。ワープビーム3の上方では、ワープビーム3とロープ形成機構27との間に十分長い距離をあけることができる。これにより、ワープビーム3を不必要に持ち上げて、高い位置に配置する必要はなく、取扱いが容易である。
【0041】
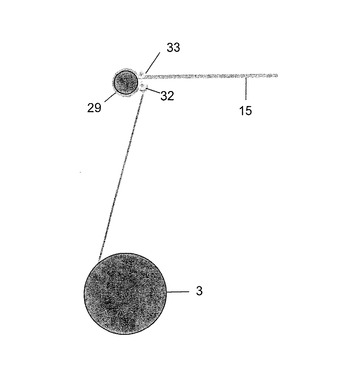
ワープビーム3から糸シート28の形態でどのように引き出されて、ロープ形成機構27にどのようにして供給されるのかが図3及び図4に示してある。ロープ形成機構27は、両端に側板(いわゆる、エンドプレート)30,31を備えたガイドローラ29を有する。側板30,31の間の距離は、その後に形成される糸ロープ15の幅に影響を与える。糸シート28の経糸6を纏めるために、ガイドローラ29の上流側には、第1狭窄部32が設けられている。ガイドローラ29の下流側には、最終的に糸ロープ15を形成するために第2狭窄部33が設けられている。
【0042】
糸シート28は、ロープ形成機構27へと送られ、その後、ガイドローラ34によって案内され、更に扇状に配置されるロッドとによって複数の糸ロープ15が分離される。しかし、糸シート28は、ロープ形成機構27において横方向で纏められるだけである。横方向の張力を糸シート28に加え得るような別の機構(例えば、「トランペット」)を設ける必要がない。第2糸シート軌道の区間24、25でも、糸ロープ15は、せいぜいガイドローラ35、36を介して方向転換されるだけであり、そのため横方向に張力が加わることがない。それ故、糸シート28の経糸、及び糸ロープ15の経糸にかかる横方向の張力を低く抑えることできる。
【0043】
糸ロープ15の形成は、比較的遅い速度で行うことができる。この速度は、繰出スタンド2に後続する組立体4、8、9、つまり染色機構4、第1反応ユニット8及び第2乾燥機構9の速度に合わせており、例えば30〜60m/分のオーダーである。そのため、糸ロープ15を形成する時に、糸シート28に関与する糸にもかかる張力も僅かであり、糸シート28の経糸に過度な負荷がかかるおそれがない。
【0044】
制動機構16によってワープビーム3に作用する制動トルクを調整することで、糸ロープ15における経糸6にかかる張力を制動機構16によって調節することができる。これにより、経糸に過度な張力がかかることを防止できる。また、制動トルクを調整することで糸ロープ15の密度を希望する密度にして染色結果に影響を及ぼし、所望の染色結果を達成することができる。
【0045】
本実施形態によれば、経糸がクリールから引き出された後にワープビーム3に巻取られ、塗布前にワープビーム3から繰り出され、処理剤の塗布前において糸ロープ15に纏められることで、生産速度を著しく高めることができ、一般的に倍化することさえできる。経糸は、比較的速い速度でワープビームに巻取ることができる。その際、経糸にかかる張力を小さく抑えられる。特に、ボール(Ball)の軸線方向末端において糸ロープ15が落下するのを防止するために糸ロープ15にかけていた極端に高い糸張力は、ここでは不可欠でない。これにより、他の加工工程において糸切れしてしまう虞が減少する。経糸が巻取られたワープビーム3は、次に繰出スタンド2に収納され、再び繰り出される。この際、繰り出しと同時に糸ロープ15にすることができる。その後、生成された糸ロープ15は、処理機構4に供給されるので、糸ロープ15の生成は、処理機構4を稼動させながら行なわれる、いわばオンラインで行われる。つまり、糸ロープ15にしてから処理剤を塗布するまでの間で、もはや、糸ロープ15を巻取る必要がない。むしろ、糸ロープ15は、処理剤塗布後、場合によっては処理剤を塗布した後の乾燥後に、いわゆる缶内に下ろし、缶12,13から別の加工工程に供給することができる。ワープビーム3は、糸ロープ15を巻取るボール又はビームよりもかなり迅速に生成することができるので、繰出スタンド内における糸ロープの生成には、あまり長い時間が必要でない。それ故、かなり時間節約を達成することができ、かなり時間節約により製造コストを安価にすることができる。
【0046】
また、本実施形態では、ワープビーム3から繰出された糸シートが糸ロープ15にされた後、そのまま処理機構4に送られるので、糸ロープ15を蓄積しておく糸ロープ用蓄積機構を設ける必要はない。また、塗布時、例えば染色時において、糸ロープ15を比較的ゆっくりとした速度で生成することができる。この速度は、一般的に、30〜60m/分のオーダーである。このような速度では、許容値以上に高い張力が経糸にかかる虞が比較的少ない。それ故、別の加工工程において糸切れする虞が少ない。こうして加工された経糸は、高い品質と後続プロセスにおける優れた加工性とを有する。
【0047】
また、糸ロープ15は、比較的ゆっくりとした速度で生成されるので、糸ロープ15に、より正確に述べるなら糸ロープ15の経糸に規定の張力をかけることによって、糸ロープ15を希望する形状、特に希望する太さ又は直径にすることができる。このように糸ロープ15にかかる糸張力は、その高低により糸ロープの形状を変化させ、形状を変えることとで後続の処理剤の塗布に影響を及ぼしている。糸張力が高ければ高いほど、糸ロープ15を構成する複数の経糸同士がより密着し、その他の条件が同じである場合、糸張力が低い場合に比べて糸ロープに浸透する染料としての顔料が少なくなる。つまり、ある範囲内において糸ロープの張力を介して処理結果、つまり染色結果に影響を及ぼすことができる。
【0048】
また、本実施形態では、制動機構16は、ワープビーム3に制動トルクを与えてワープビームを制動することができる。ワープビーム3が制動されると、ワープビーム3から経糸を引き出すのに大きな力が必要となる。この力によって、経糸に対して、即ち糸ロープ15に対して一定の糸張力がかかることになる。糸ロープ15に対する張力は、処理結果(例えば、染色結果)に対して一定の影響を与える。前述したように、糸ロープ15に高い糸張力を与えることによって、個々の経糸がより密に圧縮され、染料としての顔料の浸透しにくくなる。逆に、糸ロープ15にかかる糸張力が低いと、経糸同士の密着がより緩やかになり、染料顔料がより良好に糸ロープ15内に浸透する。
【0049】
なお、本発明は、実施の形態に限定されず、発明の趣旨を逸脱しない範囲で追加、削除、変更が可能である。
【産業上の利用可能性】
【0050】
本発明は、多数の経糸をクリールから引き出して糸ロープに纏め、前記糸ロープに処理剤を塗布する経糸シートを処理するための方法に適用することができる。
【0051】
また、本発明は、糸ロープの形態になった経糸シートを処理する装置であって、糸ロープ供給機構と糸ロープに処理剤を塗布するための機構とを有する装置に適用することができる。
【符号の説明】
【0052】
1 経糸シート処理装置
2 繰出スタンド
3 ワープビーム
4 処理機構
6 経糸
15 糸ロープ
16 制動機構
23〜25 第2糸シート軌道
26 第2出口
27 ロープ形成機構
【技術分野】
【0001】
本発明は、多数の経糸をクリールから引き出して糸ロープに纏め、前記糸ロープに処理剤を塗布する経糸シートを処理するための方法に関する。
【0002】
さらに本発明は、糸ロープの形態になった経糸シートを処理する装置であって、糸ロープ供給機構と糸ロープに処理剤を塗布するための機構とを有するものに関する。
【背景技術】
【0003】
繊維布ウェブは、大抵、事前に処理が施された経糸を用いて製造される。代表的な処理としては、経糸を染色することがある。
【0004】
このような処理の際に経糸を取り扱う方法は、基本的に2つの処理方式に区別される。
【0005】
第1処理方式では、経糸がロープとも称される糸ロープに纏められる。この糸ロープには、それ1本当り300〜700本のオーダーで経糸が含まれる。纏められた後、1本以上の糸ロープが例えば染料浴槽に通されて、それに処理剤が塗布される。処理剤を塗布した後、糸ロープは、缶内に下ろされる。その後、糸ロープは、バッチ式でワープビームに巻かれ、引き続きワープビームとして糊付け機に供給される。
【0006】
第2処理方式では、膨大な本数の経糸(約3000〜10000本)が横方向で並べて配置され、その後、並べた経糸を例えば染浴槽に通すことで経糸に処理剤が塗布される。経糸は、8〜24のワープビームから引き出され、総糸数へと纏められる。経糸は、染色に続いてそのまま糊付け機に供給することもできる。このような方法は、シート染色法又はスラッシャ染色法とも呼ばれる。
【0007】
これら2つの処理方式は、例えば非特許文献1に述べられている。
【先行技術文献】
【特許文献】
【0008】
【非特許文献1】ビーエーエスエフ(BASF) 技術情報 「インディゴによる連続染色(Continuous dyeing with indigo)」、(独国)、1995年9月、p.4
【発明の概要】
【発明が解決しようとする課題】
【0009】
糸ロープで処理を行なうと、同じ処理剤を使用した場合でも、複数の経糸を並べて配置される糸シートで処理を行なった場合と異なる染色結果が生じる。糸シートで処理を行なうシート染色では、すべての経糸が一様(即ち、均一)に処理される。処理剤は、あらゆる方向から同じように経糸に染み込んでいく。
【0010】
糸ロープで処理を行なう、いわゆるロープ染色では、そこにかかる糸張力を変えることにより糸ロープの内部において異なる糸密度が生じる。これにより、異なる色抜け特性が生じる。それ故、不均一な染色が生じるが、これは、流行上望ましい場合もある。
【0011】
また、糸ロープを使用すると、不連続的な方法となってしまう。というのも、まず、それ相応の数のボビンを配置したクリールから多数本の経糸を引き出すことによって、糸ロープを製造しなければならないからである。こうして形成された糸ロープは、次にいわゆるボールワーパー(Ball Warper)において、ボール( Ball)に巻取られる。ボールの軸線方向末端で糸ロープが落下するのを防止するために、糸ロープの巻取りは、交差巻の方式で行なわれる。即ち、糸ロープの巻取りは、回転毎に軸線方向で比較的大きくずらしながら行われる。糸ロープにかかる張力を所要の張力に維持するために、軸線方向末端では、糸ロープを軸線方向において素早く反転しなければならない。糸ロープの各々巻層がボールの軸線方向末端から落下することを防止するために、比較的高い張力を糸ロープにかける必要がある。糸ロープを巻取る際に横方向にずらすとき、及びその中でも特に反転させるときに、軸線方向末端の領域において大きな動的な力が作用する。そのため、糸ロープを巻き取る巻取速度は、制限される。一般的に、300〜500m/分オーダーの巻取速度で糸ロープが巻き取られる。
【0012】
経糸が並べて配置され、並べた後に処理剤が塗布される「シート染色」では、まずワープビームに経糸を整経しなければならない。このワープビームに所望の本数の経糸が並べて巻取られる。ワープビームの軸線方向末端には、側板(エンドプレート)が配置されており、これらの端板は、経糸が軸線方向末端から落下するのを防いでいる。ワープビームは、かなり速い速度で作動させることができる。普通、作動速度は、1000〜1500m/分のオーダーであり、全ての経糸を一様な糸張力で処理を行うことができる。
【0013】
本発明は、経糸シートを安価に製造できる経糸シートを処理するための方法、及び経糸シートを処理する装置を提供することである。
【課題を解決するための手段】
【0014】
本発明に係る経糸シートを処理するための方法は、多数の経糸がクリールから引き出されて糸ロープに纏められ、前記糸ロープに処理剤が塗布される経糸シートを処理するための方法において、前記経糸は、前記クリールから引き出された後にワープビームに巻取られ、塗布前に該ワープビームから繰り出され、該ワープビームからの繰り出しの後で、且つ前記処理剤の塗布前において前記糸ロープに纏められる方法である。
【0015】
本発明によれば、このような処理方式でもって生産速度を著しく高めることができ、一般的に倍化することさえできる。経糸は、比較的速い速度でワープビームに巻取ることができる。その際、経糸にかかる張力を低く抑えられる。特に、ボール(Ball)の軸線方向末端において糸ロープが落下するのを防止するために糸ロープにかけていた極端に高い糸張力は、ここでは必要ではない。これにより、他の加工工程において糸切れしてしまう虞が少なくなる。このように経糸が巻取られたワープビームは、次に繰出スタンドに収納され、再び繰り出される。この際、繰り出しと同時に糸ロープを生成することができる。その後、生成された糸ロープは、処理機構に供給されるので、糸ロープの生成は、処理機構を稼動させながら行なわれる、いわばオンラインで行われる。つまり、糸ロープを生成してから処理剤を塗布するまでの間で、もはや、糸ロープを巻取る必要がない。むしろ、糸ロープは、処理剤塗布後、場合によっては処理剤を塗布した後の乾燥後に、いわゆる缶内に下ろし、缶から別の加工工程に供給することができる。ワープビームは、糸ロープを巻取ったボール又はビームよりもかなり迅速に生成することができるので、繰出スタンド内における糸ロープの生成には、あまり長い時間が必要でない。それ故、かなり時間の節約をすることができ、これにより製造コストを安価にすることができる。
【0016】
本発明において、前記糸ロープは、前記処理剤を塗布する際の糸ロープの処理速度と同じ速度で生成されることが好ましい。
【0017】
前記構成によれば、糸ロープを蓄積しておく糸ロープ用蓄積機構を設ける必要はない。また、塗布時、例えば染色時において、糸ロープを比較的ゆっくりとした速度で生成することができる。この速度は、一般的に、30〜60m/分のオーダーである。このような速度では、許容値以上に高い張力が経糸にかかる虞が比較的少ない。それ故、別の加工工程において糸切れする虞が少ない。こうして加工された経糸は、高い品質と後続プロセスにおける優れた加工性とを有する。
【0018】
本発明において、前記ワープビームは、規定の張力が糸ロープにかかるように制動されることが好ましい。
【0019】
前記構成によれば、糸ロープは、比較的ゆっくりとした速度で生成されるので、糸ロープに、より正確に述べるなら糸ロープの経糸に規定された張力をかけることによって、糸ロープを希望する形状、特に希望する太さ又は直径にすることができる。このように糸ロープにかかる糸張力は、その高低により糸ロープの形状を変化させ、形状を変えることによって後続の処理剤の塗布に影響を及ぼしている。糸張力が高ければ高いほど、糸ロープを構成する複数の経糸同士がより密着し、その他の条件が同じである場合、糸張力が低い場合に比べて糸ロープに浸透する染料としての顔料が少なくなる。つまり、ある範囲内において糸ロープの張力を介して処理結果(例えば、染色結果)に影響を及ぼすことができる。
【0020】
本発明において、前記糸ロープは、複数の経糸から纏められた後、方向転換だけが行なわれ、処理剤を塗布されるまで拘束されることなく案内されることが好ましい。
【0021】
前記構成によれば、経糸に対してかかる横方向の張力が防止される。また、糸ロープを纏め、且つ糸ロープを圧縮するトランペットユニットが必要でない。これにより、糸ロープに纏められた経糸にかかる糸張力が低く抑えられ、経糸に対する悪影響を小さく抑えることができる。更に、経糸を過伸長させることなく、一定の予備伸長で継続的に処理することができる。
【0022】
本発明の経糸シートを処理するための装置は、前記糸ロープの形態になっている経糸シートを処理するための装置であって、糸ロープ供給機構と、前記糸ロープに前記処理剤を塗布するための機構とを有するものにおいて、前記糸ロープ供給機構が、前記糸ロープが送出される出口と、ワープビームが配置される少なくとも1つの受容部とを備えた繰出スタンドを有し、前記受容部と、前記出口との間には、ロープ形成機構が配置されているものである。
【0023】
本発明によれば、比較的速い速度で経糸を巻取ることのできるワープビームを使用することができる。このワープビームは、経糸を巻取った後、経糸供給機構から繰り出される。その際、同時に経糸は糸ロープに纏めることができる。それ故、別途、糸ロープを生成する必要がない。経糸を糸ロープにと纏めることが、処理、即ち糸ロープへの処理剤を塗布しながら行なわれる、いわばオンラインで行われる。この塗布は、比較的ゆっくりとした速度で行われるので、経糸を糸ロープに纏めることも同じようなゆっくりとした速度で行うことができる。これにより、経糸にかかる糸張力を低く抑えられる。特に、許容値以上に高い糸張力が糸ロープにかかって経糸が過伸長することを防ぐことができる。
【0024】
本発明において、記ロープ形成機構は、前記ワープビームの上方に配置されていることが好ましい。
【0025】
前記構成によれば、ワープビームに巻取られた経糸から糸ロープを生成するためには、ワープビームに巻き付けられたすべての経糸、つまりワープビームの軸線方向外側にある経糸も、一箇所、例えばワープビームの軸線方向中央領域に運ばなければならない。それ故に、ワープビームとロープ形成機構との間に一定の距離を設け、そこで軸線方向外側の経糸を僅かに横方向にずらしながらワープビームの軸線方向中央に案内できることが望ましい。ワープビームの上方では、ワープビームとロープ形成機構との間に十分長い距離をあけることができる。これにより、ワープビームを不必要に持ち上げて、高い位置に配置する必要がなく、取扱いが容易になる。
【0026】
本発明において、前記受容部は、ワープビームブレーキを有することが好ましい。
【0027】
前記構成によれば、ワープビームブレーキは、ワープビームに制動トルクを与えてワープビームを制動することができる。ワープビームが制動されると、ワープビームから経糸を引き出すのに大きな力が必要となる。この力によって、経糸に対して、即ち糸ロープに対して一定の糸張力がかかることになる。糸ロープに対する張力は、処理結果(例えば、染色結果)に対して一定の影響を与える。前述したように、糸ロープに高い糸張力を与えることによって、個々の経糸がより密に圧縮され、染料としての顔料の浸透しにくくなる。逆に、糸ロープにかかる糸張力が低いと、経糸同士の密着がより緩やかになり、染料顔料がより良好に糸ロープ内に浸透する。
【0028】
本発明において、前記糸ロープは、前記ロープ形成機構と前記出口との間で拘束されておらず、方向転換だけされていることが好ましい。
【0029】
前記構成によれば、ボールワーパー(Ball Warper)において、一般的に用いられる、糸ロープを通過させねばならないトランペットユニットや別の狭隘部が、ロープ形成機構と出口との間の区間に配置されていない。それ故、糸ロープに纏められた経糸にかかる糸張力が低く抑えられる。
【発明の効果】
【0030】
本発明によれば、経糸シートを安価に製造できる経糸シートを処理することができる。
【図面の簡単な説明】
【0031】
【図1】経糸処理装置の構成の概略を示す正面図である。
【図2】繰出スタンドを拡大して示す拡大図である。
【図3】ロープ形成機構の構成の概略を示す概略図である。
【図4】ロープ形成機構を側方から見た側面図である。
【発明を実施するための形態】
【0032】
以下では、図面を参照しながら、好ましい実施形態に基づいて本発明を説明する。
【0033】
図1に略示されるように、経糸シート処理装置1は、繰出スタンド2を備えており、この繰出スタンド2内には、複数のワープビーム3が配置されている。本実施形態では、12本のワープビーム3が繰出スタンド2内に配置されている。しかし、繰出スタンド2内に配置されるワープビーム3は、12本より多く又は12本未満であってもよく、一般にワープビーム3を24本まで設けておくことができる。このように配置されるワープビーム3には、クリールから引出されて巻取った多数の経糸が巻付けられている。
【0034】
繰出スタンド2の下流側に処理機構4、例えば染色機構が設けられている。なお、下流側とは、即ちワープビーム3から繰出された経糸6が送り出される方向において下流側を意味している。染色機構4は、複数の浴槽5を有し、この複数の浴槽5にワープビーム3から繰出された経糸6が通される。染色機構4の下流側には、滞留機構7が続いている。滞留機構7の下流側には、第1反応ユニット8と第2乾燥機構9とが設けられている。第2乾燥機構9の下流側には、整経ビーム10が配置されている。また、第2乾燥機構9の下流側には、複数の缶12,13を備えた缶列11が配置されている。
【0035】
このように構成される経糸シート処理装置1により、経糸6を染色することができる。この経糸シート処理装置1では、2つの処理が可能である。1つ目の処理は、経糸6を幅方向に並べて糸シート14(図2)にして処理機構4に通し、そして整経ビーム10に巻取る。他方、2つ目の処理は、処理機構4で糸ロープ15の形態で処理できるように、糸シート14を一本のロープ状に纏めて糸ロープ15の形態し、その後纏めた糸ロープ15を缶12,13内に下ろす。
【0036】
1つ目の処理では、経糸6は、すべて同一に処理され、糸シート14は、略均一な外観となる。2つ目の処理では、経糸6の処理が不均一になってしまう。例えば、糸ロープ15の内部にある経糸6は、糸ロープ15の周面領域にある経糸(即ち、糸ロープ15の外側にある経糸)よりも一般的に塗布される染料が少なくなってしまう。
【0037】
経糸シート処理装置1では、両方の処理方式、つまりシート染色法もロープ染色法も利用できるようにするために、図2に詳しく示した繰出スタンド2が設けられている。前述したように、繰出スタンド2内には、12本以上のワープビーム3が配置されている。ワープビーム3は、図示しないワープビーム用受容部により回転可能に支承されており、各ワープビーム用受容部は、制動機構16を備えている。図2では、1本のワープビーム3についてだけ制動機構16を図示しており、この制動機構16は、「ワープビームブレーキ」とも称される。図2では、1本のワープビーム3についてだけ制動機構16を図示しているが、各ワープビーム3に対して制動機構16が設けられている。
【0038】
ワープビーム3から引き出された経糸6は、糸シート14になっている。糸シート14内では、経糸6が幅方向で並べて配置されており、いわば平面的なものになっている。糸シート14が引出される際に糸シート14が通るための第1糸シート軌道17〜21がある。この第1糸シート軌道17〜21のうち3つの区間17、19、21は、ワープビーム3の下方にある。糸シート14は、この第1糸シート軌道17〜21を通って第1出口22まで導かれ、更に第1出口22を通って繰出スタンド2から出て行くようになっている。
【0039】
経糸6又は経糸6で形成された糸ロープ15が通るための第2糸シート軌道23〜25は、ワープビーム3の略上方にある。糸ロープ15は、この第2糸シート軌道23〜25を通って第2出口26まで導かれ、更に第2出口26を通って繰出スタンド2から出て行く。一般的に、複数の糸ロープ15は、各ワープビーム3から一本ずつ形成される。
【0040】
図2に示す実施形態では、第2糸シート軌道23〜25の途中に、図3及び図4で構成を詳しく示すロープ形成機構27が配置されており、このロープ形成機構27は、第2糸シート軌道23〜25の途中に形成されるためワープビーム3の上方に設けられる。このように配置されるロープ形成機構27は、ワープビーム3から引き出された複数の経糸6を1つの糸ロープ15へと纏めるようになっている。このように各々のロープ形成機構27で纏められた複数の糸ロープ15は、処理機構4内を互いに平行に並べて通されていき、缶列11の缶12,13内へと下ろされる。このようにロープ形成機構27によって糸ロープ15が生成されるが、糸ロープ15を生成するためには、ワープビーム3に巻き付けられた全ての経糸、つまりワープビーム3の軸線方向外側にある経糸も、一箇所、例えばワープビーム3の軸線方向中央領域に運ばれねばならない。それ故に、ワープビーム3とロープ形成機構27との間に一定の距離を設け、そこで軸線方向外側の経糸を僅かに横方向にずらしながらワープビーム3の軸線方向中央に案内できることが望ましい。ワープビーム3の上方では、ワープビーム3とロープ形成機構27との間に十分長い距離をあけることができる。これにより、ワープビーム3を不必要に持ち上げて、高い位置に配置する必要はなく、取扱いが容易である。
【0041】
ワープビーム3から糸シート28の形態でどのように引き出されて、ロープ形成機構27にどのようにして供給されるのかが図3及び図4に示してある。ロープ形成機構27は、両端に側板(いわゆる、エンドプレート)30,31を備えたガイドローラ29を有する。側板30,31の間の距離は、その後に形成される糸ロープ15の幅に影響を与える。糸シート28の経糸6を纏めるために、ガイドローラ29の上流側には、第1狭窄部32が設けられている。ガイドローラ29の下流側には、最終的に糸ロープ15を形成するために第2狭窄部33が設けられている。
【0042】
糸シート28は、ロープ形成機構27へと送られ、その後、ガイドローラ34によって案内され、更に扇状に配置されるロッドとによって複数の糸ロープ15が分離される。しかし、糸シート28は、ロープ形成機構27において横方向で纏められるだけである。横方向の張力を糸シート28に加え得るような別の機構(例えば、「トランペット」)を設ける必要がない。第2糸シート軌道の区間24、25でも、糸ロープ15は、せいぜいガイドローラ35、36を介して方向転換されるだけであり、そのため横方向に張力が加わることがない。それ故、糸シート28の経糸、及び糸ロープ15の経糸にかかる横方向の張力を低く抑えることできる。
【0043】
糸ロープ15の形成は、比較的遅い速度で行うことができる。この速度は、繰出スタンド2に後続する組立体4、8、9、つまり染色機構4、第1反応ユニット8及び第2乾燥機構9の速度に合わせており、例えば30〜60m/分のオーダーである。そのため、糸ロープ15を形成する時に、糸シート28に関与する糸にもかかる張力も僅かであり、糸シート28の経糸に過度な負荷がかかるおそれがない。
【0044】
制動機構16によってワープビーム3に作用する制動トルクを調整することで、糸ロープ15における経糸6にかかる張力を制動機構16によって調節することができる。これにより、経糸に過度な張力がかかることを防止できる。また、制動トルクを調整することで糸ロープ15の密度を希望する密度にして染色結果に影響を及ぼし、所望の染色結果を達成することができる。
【0045】
本実施形態によれば、経糸がクリールから引き出された後にワープビーム3に巻取られ、塗布前にワープビーム3から繰り出され、処理剤の塗布前において糸ロープ15に纏められることで、生産速度を著しく高めることができ、一般的に倍化することさえできる。経糸は、比較的速い速度でワープビームに巻取ることができる。その際、経糸にかかる張力を小さく抑えられる。特に、ボール(Ball)の軸線方向末端において糸ロープ15が落下するのを防止するために糸ロープ15にかけていた極端に高い糸張力は、ここでは不可欠でない。これにより、他の加工工程において糸切れしてしまう虞が減少する。経糸が巻取られたワープビーム3は、次に繰出スタンド2に収納され、再び繰り出される。この際、繰り出しと同時に糸ロープ15にすることができる。その後、生成された糸ロープ15は、処理機構4に供給されるので、糸ロープ15の生成は、処理機構4を稼動させながら行なわれる、いわばオンラインで行われる。つまり、糸ロープ15にしてから処理剤を塗布するまでの間で、もはや、糸ロープ15を巻取る必要がない。むしろ、糸ロープ15は、処理剤塗布後、場合によっては処理剤を塗布した後の乾燥後に、いわゆる缶内に下ろし、缶12,13から別の加工工程に供給することができる。ワープビーム3は、糸ロープ15を巻取るボール又はビームよりもかなり迅速に生成することができるので、繰出スタンド内における糸ロープの生成には、あまり長い時間が必要でない。それ故、かなり時間節約を達成することができ、かなり時間節約により製造コストを安価にすることができる。
【0046】
また、本実施形態では、ワープビーム3から繰出された糸シートが糸ロープ15にされた後、そのまま処理機構4に送られるので、糸ロープ15を蓄積しておく糸ロープ用蓄積機構を設ける必要はない。また、塗布時、例えば染色時において、糸ロープ15を比較的ゆっくりとした速度で生成することができる。この速度は、一般的に、30〜60m/分のオーダーである。このような速度では、許容値以上に高い張力が経糸にかかる虞が比較的少ない。それ故、別の加工工程において糸切れする虞が少ない。こうして加工された経糸は、高い品質と後続プロセスにおける優れた加工性とを有する。
【0047】
また、糸ロープ15は、比較的ゆっくりとした速度で生成されるので、糸ロープ15に、より正確に述べるなら糸ロープ15の経糸に規定の張力をかけることによって、糸ロープ15を希望する形状、特に希望する太さ又は直径にすることができる。このように糸ロープ15にかかる糸張力は、その高低により糸ロープの形状を変化させ、形状を変えることとで後続の処理剤の塗布に影響を及ぼしている。糸張力が高ければ高いほど、糸ロープ15を構成する複数の経糸同士がより密着し、その他の条件が同じである場合、糸張力が低い場合に比べて糸ロープに浸透する染料としての顔料が少なくなる。つまり、ある範囲内において糸ロープの張力を介して処理結果、つまり染色結果に影響を及ぼすことができる。
【0048】
また、本実施形態では、制動機構16は、ワープビーム3に制動トルクを与えてワープビームを制動することができる。ワープビーム3が制動されると、ワープビーム3から経糸を引き出すのに大きな力が必要となる。この力によって、経糸に対して、即ち糸ロープ15に対して一定の糸張力がかかることになる。糸ロープ15に対する張力は、処理結果(例えば、染色結果)に対して一定の影響を与える。前述したように、糸ロープ15に高い糸張力を与えることによって、個々の経糸がより密に圧縮され、染料としての顔料の浸透しにくくなる。逆に、糸ロープ15にかかる糸張力が低いと、経糸同士の密着がより緩やかになり、染料顔料がより良好に糸ロープ15内に浸透する。
【0049】
なお、本発明は、実施の形態に限定されず、発明の趣旨を逸脱しない範囲で追加、削除、変更が可能である。
【産業上の利用可能性】
【0050】
本発明は、多数の経糸をクリールから引き出して糸ロープに纏め、前記糸ロープに処理剤を塗布する経糸シートを処理するための方法に適用することができる。
【0051】
また、本発明は、糸ロープの形態になった経糸シートを処理する装置であって、糸ロープ供給機構と糸ロープに処理剤を塗布するための機構とを有する装置に適用することができる。
【符号の説明】
【0052】
1 経糸シート処理装置
2 繰出スタンド
3 ワープビーム
4 処理機構
6 経糸
15 糸ロープ
16 制動機構
23〜25 第2糸シート軌道
26 第2出口
27 ロープ形成機構
【特許請求の範囲】
【請求項1】
多数の経糸がクリールから引き出されて糸ロープ(15)に纏められ、前記糸ロープ(15)に処理剤が塗布される経糸シートを処理するための方法において、
前記経糸は、前記クリールから引き出された後にワープビーム(3)に巻取られ、塗布前に該ワープビーム(3)から繰り出され、該ワープビーム(3)からの繰り出しの後で、且つ前記処理剤の塗布前において前記糸ロープ(15)に纏められることを特徴とする方法。
【請求項2】
前記糸ロープ(15)は、前記処理剤を塗布する際の糸ロープ(15)の処理速度と同じ速度で生成されることを特徴とする、請求項1に記載の方法。
【請求項3】
前記ワープビーム(3)は、規定の張力が糸ロープ(15)にかかるように制動されることを特徴とする、請求項1又は2に記載の方法。
【請求項4】
前記糸ロープ(15)は、複数の経糸から纏められた後、方向転換だけが行なわれ、処理剤を塗布されるまで拘束されることなく案内されることを特徴とする、請求項1〜3のいずれか1項に記載の方法。
【請求項5】
前記糸ロープ(15)の形態になっている経糸シートを処理するための装置(1)であって、糸ロープ供給機構と、前記糸ロープ(15)に前記処理剤を塗布するための機構(4)とを有するものにおいて、
前記糸ロープ供給機構が、前記糸ロープ(15)が送出される出口(26)と、ワープビーム(3)が配置される少なくとも1つの受容部とを備えた繰出スタンド(2)を有し、
前記受容部と、前記出口(26)との間には、ロープ形成機構(27)が配置されていることを特徴とする装置。
【請求項6】
前記ロープ形成機構(27)は、前記ワープビーム(3)の上方に配置されていることを特徴とする、請求項5に記載の装置。
【請求項7】
前記受容部は、ワープビームブレーキ(16)を有することを特徴とする、請求項5又は6に記載の装置。
【請求項8】
前記糸ロープ(15)は、前記ロープ形成機構(27)と前記出口(26)との間で拘束されておらず、方向転換だけされていることを特徴とする、請求項5〜7のいずれか1項に記載の装置。
【請求項1】
多数の経糸がクリールから引き出されて糸ロープ(15)に纏められ、前記糸ロープ(15)に処理剤が塗布される経糸シートを処理するための方法において、
前記経糸は、前記クリールから引き出された後にワープビーム(3)に巻取られ、塗布前に該ワープビーム(3)から繰り出され、該ワープビーム(3)からの繰り出しの後で、且つ前記処理剤の塗布前において前記糸ロープ(15)に纏められることを特徴とする方法。
【請求項2】
前記糸ロープ(15)は、前記処理剤を塗布する際の糸ロープ(15)の処理速度と同じ速度で生成されることを特徴とする、請求項1に記載の方法。
【請求項3】
前記ワープビーム(3)は、規定の張力が糸ロープ(15)にかかるように制動されることを特徴とする、請求項1又は2に記載の方法。
【請求項4】
前記糸ロープ(15)は、複数の経糸から纏められた後、方向転換だけが行なわれ、処理剤を塗布されるまで拘束されることなく案内されることを特徴とする、請求項1〜3のいずれか1項に記載の方法。
【請求項5】
前記糸ロープ(15)の形態になっている経糸シートを処理するための装置(1)であって、糸ロープ供給機構と、前記糸ロープ(15)に前記処理剤を塗布するための機構(4)とを有するものにおいて、
前記糸ロープ供給機構が、前記糸ロープ(15)が送出される出口(26)と、ワープビーム(3)が配置される少なくとも1つの受容部とを備えた繰出スタンド(2)を有し、
前記受容部と、前記出口(26)との間には、ロープ形成機構(27)が配置されていることを特徴とする装置。
【請求項6】
前記ロープ形成機構(27)は、前記ワープビーム(3)の上方に配置されていることを特徴とする、請求項5に記載の装置。
【請求項7】
前記受容部は、ワープビームブレーキ(16)を有することを特徴とする、請求項5又は6に記載の装置。
【請求項8】
前記糸ロープ(15)は、前記ロープ形成機構(27)と前記出口(26)との間で拘束されておらず、方向転換だけされていることを特徴とする、請求項5〜7のいずれか1項に記載の装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−106428(P2010−106428A)
【公開日】平成22年5月13日(2010.5.13)
【国際特許分類】
【出願番号】特願2009−246499(P2009−246499)
【出願日】平成21年10月27日(2009.10.27)
【出願人】(591008465)カール マイヤー テクスティルマシーネンファブリーク ゲゼルシャフト ミット ベシュレンクター ハフツング (45)
【氏名又は名称原語表記】KARL MAYER TEXTILMASCHINENFABRIK GESELLSCHAFT MIT BESCHRANKTER HAFTUNG
【Fターム(参考)】
【公開日】平成22年5月13日(2010.5.13)
【国際特許分類】
【出願日】平成21年10月27日(2009.10.27)
【出願人】(591008465)カール マイヤー テクスティルマシーネンファブリーク ゲゼルシャフト ミット ベシュレンクター ハフツング (45)
【氏名又は名称原語表記】KARL MAYER TEXTILMASCHINENFABRIK GESELLSCHAFT MIT BESCHRANKTER HAFTUNG
【Fターム(参考)】
[ Back to top ]