
経編パイル布帛
【課題】パイル面が平滑で絹様光沢があり、塵埃が付着し難く、椅子張地に好適な経編パイル布帛を得る。
【解決手段】経編パイル布帛のパイル糸に捲縮率の異なる捲縮性繊維を混繊した熱可塑性合成繊維マルチフィラメント糸を使用する。パイル糸に占める低捲縮性繊維の混繊率を35〜75%にする。高捲縮性繊維の繊度を2dtex以上で10dtex以下にする。低捲縮性繊維の繊度を、1.2dtex以下にし、且つ、高捲縮性繊維15の繊度よりも細くする。パイル密度Mを750本/(25.4mm)2 以上にし、パイル密度の2倍とパイル糸の総繊度D(dtex)との積で示されるパイル/デシテックス換算密度ρを180000dtex/(25.4mm)2 以上にし、ベース編地からパイル表面までのパイル層の厚みtを1.2mm以下にする。
【解決手段】経編パイル布帛のパイル糸に捲縮率の異なる捲縮性繊維を混繊した熱可塑性合成繊維マルチフィラメント糸を使用する。パイル糸に占める低捲縮性繊維の混繊率を35〜75%にする。高捲縮性繊維の繊度を2dtex以上で10dtex以下にする。低捲縮性繊維の繊度を、1.2dtex以下にし、且つ、高捲縮性繊維15の繊度よりも細くする。パイル密度Mを750本/(25.4mm)2 以上にし、パイル密度の2倍とパイル糸の総繊度D(dtex)との積で示されるパイル/デシテックス換算密度ρを180000dtex/(25.4mm)2 以上にし、ベース編地からパイル表面までのパイル層の厚みtを1.2mm以下にする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、パイル面が平滑で絹様光沢があり、塵埃が付着し難く、主として椅子張地、即ち座席や椅子の背凭れや座面の表面を被覆する表面材に好適な経編パイル布帛に関するものである。
【背景技術】
【0002】
パイル面が平滑で絹様光沢があり、塵埃が付着し難いパイル布帛を得る方法として、パイル面にヒートシリンダーを当て、パイル繊維の先端を引き延ばして無捲縮にするポリッシャー仕上げ(例えば、特許文献1,2,3参照)と、パイル繊維の溶解剤をパイル面に付与し、パイル繊維の先端を細く尖端形にする減量仕上げ(例えば、特許文献4,5,6,7参照)が知られている。
【0003】
【特許文献1】実開昭54−055962号公報(実公昭59−04007)
【特許文献2】特開平07−252765号公報(特許第2748232号)
【特許文献3】特開平08−260335号公報
【特許文献4】特開昭61−138766号公報(特公平04−47660)
【特許文献5】特開昭62−028477号公報(特公平03−16424)
【特許文献6】特開平02−264067号公報(特許第2582149号)
【特許文献7】特開平08−260342号公報(特許第3295269号)
【発明の開示】
【発明が解決しようとする課題】
【0004】
編物は、織物に比して伸縮性に富み、経編パイル布帛にヒートシリンダーを当てると経編パイル布帛が伸縮挙動し、ヒートシリンダーとパイル面が強く擦れ合わず、特に、パイル層13の厚みtが1.2mm以下の薄手のパイル布帛ではパイル繊維の先端を強く引き延ばし難く、期待される程のポリッシャーによる艶出し効果は得られない。
【0005】
減量仕上げにおいては、特に、パイル層13の厚みtが1.2mm以下の薄手のパイル布帛では溶解剤のパイル面に浸透する深さのコントロールが難しく、品質の安定した経編パイル布帛は得難い。
【0006】
そして、ポリッシャー加工と減量仕上げ加工の何れにおいても、経編パイル布帛の編成後に特別な仕上げ加工を施すことはコスト高となり、特に、減量仕上げ加工では、繊維溶解剤の廃液処理が問題となる。
【0007】
そこで本発明は、コスト高にならず、又、粉塵や廃液処理による公害問題を招くことなく、パイル面が平滑で絹様光沢があり、塵埃が付着し難く、椅子張地に好適な経編パイル布帛を効率的に得ることを目的とする。
【課題を解決するための手段】
【0008】
本発明に係る経編パイル布帛は、(a) パイル密度(M)が750本/(25.4mm)2 以上であり、パイル密度の2倍(2M)とパイル糸の総繊度(D)(dtex)との積(2M×D)で示されるパイル/デシテックス換算密度(ρ)が180000dtex/(25.4mm)2
以上であり、(b) ベース編地11からパイル表面12までのパイル層13の厚みtが1.2mm以下であり、(c) パイル糸が捲縮率の異なる捲縮性繊維を混繊した熱可塑性合成繊維マルチフィラメント糸であり、(d) パイル糸に占める低捲縮性繊維14の混繊率が35〜75%であり、(e) 高捲縮性繊維15の単繊維繊度が2dtex以上で10dtex以下であり、(f) 低捲縮性繊維14の繊度が高捲縮性繊維15の単繊維繊度よりも細く1.2dtex以下であることを第1の特徴とする。
【0009】
本発明に係る経編パイル布帛の第2の特徴は、上記第1の特徴に加えて、(g) 高捲縮性繊維15が物性の異なる複数種類の合成繊維ポリマーに成る複合合成繊維である点にある。
【0010】
本発明に係る経編パイル布帛の第3の特徴は、上記第1および第2の何れかの特徴に加えて、(h) 低捲縮性繊維14が無捲縮合成繊維である点にある。
【0011】
本発明に係る経編パイル布帛の第4の特徴は、上記第1、第2および第3の何れかの特徴に加えて、(i) ベース編地11が、ニットループ17を形成する編糸18と、ニットループを形成することなく隣合う編糸のニットループ間を往復して連結する挿入糸19とで編成されており、(j) その挿入糸19が捲縮性繊維を有する点にある。
【0012】
本発明に係る経編パイル布帛の第5の特徴は、上記第1、第2、第3および第4の何れかの特徴に加えて、(k) パイル表面12の全面に顔料の配合された塗料による図柄・模様が印捺されており、(l) その印捺塗膜の面積のパイル表面全面に占める面積占有率が40%以下であり、(m) その塗料の印捺塗膜と非印捺パイル面との型際の境界線に囲まれる印捺区域において、その境界線に内接する内接円の直径が10mm以下であり、(n) 印捺塗膜と非印捺パイル面との型際の境界線に囲まれる非印捺区域において、その境界線に内接する内接円の直径が2〜12mm以下である点にある。
【発明の効果】
【0013】
捲縮率の異なる繊維が混繊したパイル表面では、高捲縮繊維の先端は捲縮してパイル層に沈み込み、相対して低捲縮繊維の先端はパイル層の表面に浮き出てパイル表面を構成することになる。その低捲縮繊維の側面は、低捲縮であるが故に、高捲縮繊維の側面に比して平滑であり、それ故に強い光沢を有する。
加えて、高捲縮繊維の先端が捲縮してパイル層に沈み込むとき、低捲縮繊維が混繊されて高捲縮繊維に絡み合っているので、その沈み込む高捲縮繊維に低捲縮繊維の先端が引き倒され、低捲縮繊維の側面がパイル表面に露出し、パイル表面に現われる低捲縮繊維の側面の露出度が増え、低捲縮繊維の側面による強い光沢がパイル表面に支配的に現われる。そして、低捲縮繊維の単繊維繊度が高捲縮繊維の繊度よりも細く1.2dtex以下になっている。
このため、本発明の経編パイル布帛のパイル表面は、その表面に浮き出る低捲縮繊維が艶消剤(酸化チタン)の含有量が1.0重量%以上のフルダル繊維であっても、その側面が平滑で強い光沢を有するが故に、ポリッシャー加工や減量仕上げ加工の施されたパイル表面と同様に平滑で絹様光沢があり、塵埃が付着し難くなる。
その表面が低捲縮繊維で構成されるパイル層の下層が、それよりも単繊維繊度が太く捲縮した高捲縮繊維で構成される点でも、本発明の経編パイル布帛は、ポリッシャー加工や減量仕上げ加工の施されたパイル布帛と同等のものとなる。
【0014】
本発明の経編パイル布帛では、パイル密度(M)が750本/(25.4mm)2 以上であり、パイル密度(M)とパイル糸の総繊度(D)(dtex)との積(2M×D)で示されるパイル/デシテックス換算密度(ρ)が180000dtex/(25.4mm)2
以上でパイル層が緻密になっており、パイル層13の厚み(t)も押圧しても更に薄くなり難い厚さの1.2mm以下になっている。
このため、パイル表面を押圧しても、そのパイル表面を構成している平滑で光沢の強い低捲縮繊維をパイル層内に押し込めることは出来ず、その低捲縮繊維に成るパイル表面の平滑で絹様光沢があり、塵埃が付着し難い性状が維持される。
【0015】
パイル層13の厚み(t)も押圧しても更に薄くなり難い厚さの1.2mm以下になっており、その表面に浮き出てパイル表面を構成する低捲縮繊維の先端部分も極く僅かなものとなり、而も、その低捲縮繊維の先端部分が高捲縮繊維によって引き倒された状態にあるので、パイル表面を擦っても、その低捲縮繊維の先端部分の傾倒する方向が大きく変化することはなく、パイルの傾倒する方向が、パイル表面を擦る方向に従って変化し、それに応じてパイル表面の光沢が部分的に変化して生じるチョークマークやフィンガーマークも発生し難くなる。このため、本発明によると、座席や椅子の背凭れや座面の表面を被覆する表面材に使用した場合にチョークマークやフィンガーマークのような座り跡の付き難い経編パイル布帛が得られる。
【0016】
単繊維繊度が1.2dtex以下の細い低捲縮性繊維のパイル繊維の先端が僅かながらも突き出るので、パイル面は光沢があって肌触りがよく、その上に触れ衣類の布目や繊維間隙間にパイル繊維(14)の先端が食い込み難く、平滑で衣類との摩擦も少なく、椅子張地として使用して身動きを拘束するようなことはなく、身動きが自由で束縛感や窮屈感を与えず、安らいだ心地よさを感じさせ、パイル/デシテックス換算密度(ρ)が180000dtex/(25.4mm)2
以上であることから、塵埃がパイル層に入り込み難く、防汚性があり、椅子張地に最適の経編パイル布帛が得られる。
【0017】
高捲縮性繊維15が物性の異なる複数種類の合成繊維ポリマーに成る複合合成繊維であれば、パイル繊維がバイメタル状に細かく捲縮するので、その捲縮する高捲縮性繊維に取り残されるように低捲縮性繊維の先端部分(14)だけがパイル面に長く突き出ることはあり得ず、このことは低捲縮性繊維が無捲縮の場合も同様である。
【0018】
経編パイル布帛では、パイル糸と編糸は一体になってニットループを形成しており、特に、パイル糸の総繊度が編糸よりも太ければ、捲縮するパイル糸と一体になってニットループを小さくする。
従って、挿入糸19に捲縮性繊維が使用されていれば、それらの繊維の捲縮によってパイル密度(M)とパイル/デシテックス換算密度(ρ)を緻密にし易くなり、パイル面に座り跡が付き難く、パイル面が平滑で塵埃が付着し難い経編パイル布帛が得易くなる。
【0019】
そのベース編地11を構成する捲縮性繊維が捲縮しても、その長さが実質的に縮まる訳ではなく、所要の張力が作用するときは捲縮前の元の長さに復元する。
従って、本発明の経編パイル布帛は、伸縮性に優れ、ポリウレタンフォーム等の填料の上に重ねて椅子張地に使用するときは、その填料に追随して伸縮し、座り心地のよい座席や椅子が得られる。
【0020】
このように本発明によると、パイル表面に浮き出る低捲縮繊維が艶消剤(酸化チタン)の含有量が1.0重量%以上のフルダル繊維であっても、パイル表面が平滑で強い絹様光沢があり、塵埃が付着し難く、肌触りがよく、強い光沢があるのでチョークマークが付き難く、伸縮性に優れ、椅子張地に好適な経編パイル布帛を、ポリッシャー加工や減量仕上げ加工によらず、従って、ポリッシャー加工に伴う浮遊繊維微粉末や減量仕上げ加工に伴う繊維溶解剤の廃液処理の問題もなく効率的に得ることが出来る。
【0021】
パイル表面に印捺された印捺塗膜は、繊維毛羽に突き上げられて平滑にはならず、又、顔料粒子が艶消剤の役目をなすので無光沢になるのに対し、非印捺パイル面は平滑で絹様光沢を有する。
そして、本発明の図柄・模様が印捺されたパイル布帛では、その印捺区域(印捺塗膜)のパイル表面全面に占める面積占有率が40%以下であるから、パイル表面全面に現われる絹様光沢が印捺区域(印捺塗膜)によって消失することはなく、塗料の印捺された印捺区域内(印捺塗膜)の内接円の直径が10mm以下であり、非印捺区域内(パイル露出面)の内接円の直径が2〜12mm以下になっており、その非印捺区域(パイル露出面)の絹様光沢が無光沢の印捺区域(印捺塗膜)との光沢差によって際立ち、且つ、無光沢の印捺区域(印捺塗膜)に区切られて全面に細かく現われる。
【0022】
そして、パイル表面12は低捲縮性繊維14に覆われていて塗料が塗着し易いものの、パイル表面12から僅かに入ったパイル層内部(13)は高捲縮性繊維15が絡み合っていて塗料が浸透し難く、従って、その印捺塗膜が極薄となり、而も、パイル層13の厚みtが1.2mm以下で元々可撓性に富むこともあって、その印捺塗膜によってパイル布帛の風合いが格別損なわれることもない。
【発明を実施するための最良の形態】
【0023】
パイル層の嵩比重は、パイル布帛の単位面積から刈り取ったパイル繊維の質量とパイル層の厚みによって算定されるが、パイル層の厚みtが1.2mm以下のパイル布帛ではパイル繊維を刈り取ることは極めて困難なことから、パイル密度の2倍(2M)とパイル糸の総繊度(D)(dtex)との積(M×D)で示されるパイル/デシテックス換算密度(ρ)をパイル層の嵩比重に代用している。
ここに、パイル/デシテックス換算密度(ρ)とは、パイル布帛の単位面積(25.42 mm2 )に含まれる全てのパイル繊維を太い一本の繊維に纏めた場合の当該一本の繊維の繊度、即ち、パイル布帛の単位面積内(25.42
mm2 )に植設されている仮想の太い一本のパイル繊維の繊度を意味する。
そのパイル/デシテックス換算密度(ρ)を算定において、パイル密度を2倍(2M)とするのは、パイル糸がU字状を成してベース編地に係止され、そのベース編地に係止されてU字状を成す沈糸部分の両端からそれぞれ1本(合計2本)のパイルが一番(つがい)になって突き出ていることによる。
【0024】
本発明では、パイル/デシテックス換算密度(ρ)を180000dtex/(25.4mm)2 以上としているが、パイル/デシテックス換算密度(ρ)が多い程パイル層が緻密で繊維間隙間が狭く、塵埃がパイル層に入り込み難く、パイル面に付着し難くなる。同時に、パイル繊維の単繊維繊度が細くなるにつれて、パイル層の繊維間隙間も細かくなるので、塵埃がパイル層に入り込み難くなる。
従って、本発明を効果的に実施する上では、パイル/デシテックス換算密度(ρ)を180000dtex/(25.4mm)2 以上にし、パイル表面12に突き出る低捲縮性繊維14の単繊維繊度を0.9dtex以下にすることが望ましい。
更にパイル布帛が所要の厚みtを維持しボリューム感のあるものとするためには、高捲縮繊維の単繊維繊度と低捲縮繊維の単繊維繊度との差を3dtex以上にするとよい。
【0025】
パイル繊維(低捲縮性繊維14と高捲縮性繊維15)にはポリエチレンテレフタレート、ポリトリメチレンテレフタレート、トリブチレンテレフタレート等のポリエステル系繊維を使用するとよい。
混繊による高捲縮性繊維と低捲縮性繊維の交絡点の数は30個/m以上にする。
高捲縮性繊維と低捲縮性繊維の交絡点の数は、JIS−L−1013(8.15)法によって測定される。本発明に使用する低捲縮性繊維は、無捲縮繊維であってもよい。
本発明において、低捲縮性繊維14の混繊率を35〜75%とするのは、低捲縮性繊維14の混繊率が35%未満であればパイル表面に絹様光沢が現われ難く、その混繊率が75%を超えるときは、パイルが傾倒し易く、ボリューム感があって肌触りのよいパイル布帛は得難くなる、との理由によるものである。
【0026】
パイル布帛をボリューム感があって肌触りのよいものとするためには、パイル糸の総繊度を120〜250dtexに、高捲縮性繊維15に捲縮が顕現した加熱処理後の経編パイル布帛のウエール密度が24ウエール/25.4mm以上に、コース密度が30コース/25.4mm以上になるように設計する。
高捲縮性繊維15の捲縮は、加熱処理によって顕現する。その加熱処理は、染色仕上工程での湿熱や沸水によるとよい。
高捲縮性繊維15と低捲縮性繊維14との捲縮率差は12%以上であればよい。
パイル繊維の捲縮率は、JIS−L−1015−(8.12.2)に準じ、0.18mN/dtexの錘のときの繊維の長さを原寸とし、その繊維の4.41mN/dtexの錘のときの伸長と原寸との比率で示される。
【0027】
経編パイル布帛は、ダブルラッシェル経編機において上下に二重に編成されるダブルラッシェル経編地の上側ベース編地11と下側ベース編地11の間を連結しているパイル糸16を上側ベース編地11と下側ベース編地11の間でセンターカットして得られる。
【0028】
パイル表面12に印捺する塗料に配合される顔料は、無機質顔料でも有機質顔料でもよく、又、無彩色顔料でも有彩色顔料でもよく、その無機質顔料は、珪藻土、炭酸カルシウム、酸化チタン、水酸化アルミニウム、水酸化マグネシウム等の一般に充填剤として使用されている無機質微粒子でもよい。
しかし、無光沢の印捺区域(印捺塗膜)と絹様光沢のある非印捺区域(パイル露出面)との光沢差(コントラスト)を強めるために、顔料には、無機質、無彩色で体質顔料でもあり、艶消剤としても汎用されている酸化チタンを他の顔料(微粒子)と混用することが推奨される。
【実施例】
【0029】
[実施例1]
6枚筬L1 ,L2 ,L3 ,L4 ,L5 ,L6
を具備するダブルラッシェル経編機の第1筬L1 と第6筬L6 に単繊維繊度3.5dtex・総繊度84dtexの高捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第1地糸Aとして通し、第2筬L2
と第5筬L5 に単繊維繊度3.5dtex・総繊度167dtexの無捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第2地糸Bとして通し、第3筬L3
と第4筬L4 に単繊維繊度0.5dtex・総繊度72dtexの無捲縮性ポリエステル繊維マルチフィラメント糸と単繊維繊度4.7dtex・総繊度56dtexの高捲縮性ポリエステル繊維マルチフィラメント糸を混繊した混繊交絡点個数95±10個/m、合計繊度128dtexの複合マルチフィラメント糸をパイル糸として通し、第1筬L1
を編パターン/5−5/5−5/0−0/0−0/………の順に操作し、第2筬L2 を編パターン/0−1/1−1/1−0/0−0/………の順に操作し、第3筬L3
を編パターン/0−1/2−3/3−2/1−0/………の順に操作し、第4筬L4 を編パターン/0−1/2−3/3−2/1−0/………の順に操作し、第5筬L5
を編パターン/0−0/0−1/1−1/1−0/………の順に操作し、第6筬L6 を編パターン/0−0/5−5/5−5/0−0/………の順に操作して編成したダブルラッシェル経編地の上下に重なる上側ベース編地11と下側ベース編地11の間を連結しているパイル糸16を上側ベース編地11と下側ベース編地11の間でセンターカットして得られた経編パイル布帛を沸騰水にて処理して高捲縮性ポリエステル繊維に捲縮を顕現させ、ウェール密度31W/25.4mm、コース密度59C/25.4mm、目付け506g/m2
、パイル密度1829個/(25.4mm)2 、パイル/デシテックス換算密度468224dtex/(25.4mm)2
、全厚1.3mmの経編パイル布帛に仕上げた。
【0030】
[実施例2]
6枚筬L1 ,L2 ,L3 ,L4 ,L5 ,L6
を具備するダブルラッシェル経編機の第1筬L1 と第6筬L6 に単繊維繊度3.5dtex・総繊度84dtexの高捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第1地糸Aとして通し、第2筬L2
と第5筬L5 に単繊維繊度3.5dtex・総繊度167dtexの無捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第2地糸Bとして通し、第3筬L3
と第4筬L4 に単繊維繊度0.5dtex・総繊度72dtexの無捲縮性ポリエステル繊維マルチフィラメント糸と単繊維繊度4.7dtex・総繊度112dtexの高捲縮性ポリエステル繊維マルチフィラメント糸を混繊した混繊交絡点個数95±10個/m、合計繊度184dtexの複合マルチフィラメント糸をパイル糸として通し、第1筬L1
を編パターン/5−5/5−5/0−0/0−0/………の順に操作し、第2筬L2 を編パターン/0−1/1−1/1−0/0−0/………の順に操作し、第3筬L3
を編パターン/0−1/1−2/1−0/2−1/………の順に操作し、第4筬L4 を編パターン/1−2/0−1/2−1/1−0/………の順に操作し、第5筬L5
を編パターン/0−0/0−1/1−1/1−0/………の順に操作し、第6筬L6 を編パターン/0−0/5−5/5−5/0−0/………の順に操作して編成したダブルラッシェル経編地の上下に重なる上側ベース編地11と下側ベース編地11の間を連結しているパイル糸16を上側ベース編地11と下側ベース編地11の間でセンターカットして得られた経編パイル布帛を沸騰水にて処理して高捲縮性ポリエステル繊維に捲縮を顕現させ、ウェール密度27W/25.4mm、コース密度50C/25.4mm、目付け775g/m2
、パイル密度1350個/(25.4mm)2 、パイル/デシテックス換算密度496800dtex/(25.4mm)2
、全厚1.5mmの経編パイル布帛に仕上げた。
【0031】
[実施例3]
6枚筬L1 ,L2 ,L3 ,L4 ,L5 ,L6
を具備するダブルラッシェル経編機の第1筬L1 と第6筬L6 に単繊維繊度4.6dtex・総繊度110dtexの高捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第1地糸Aとして通し、第2筬L2
と第5筬L5 に単繊維繊度3.5dtex・総繊度167dtexの高捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第2地糸Bとして通し、第3筬L3
と第4筬L4 に単繊維繊度0.5dtex・総繊度72dtexの無捲縮性ポリエステル繊維マルチフィラメント糸と単繊維繊度4.7dtex・総繊度56dtexの高捲縮性ポリエステル繊維マルチフィラメント糸を混繊した混繊交絡点個数95±10個/m、合計繊度128dtexの複合マルチフィラメント糸をパイル糸として通し、第1筬L1
を編パターン/5−5/5−5/0−0/0−0/………の順に操作し、第2筬L2 を編パターン/0−1/1−1/2−1/1−1/………の順に操作し、第3筬L3
を編パターン/0−1/2−3/3−2/1−0/………の順に操作し、第4筬L4 を編パターン/0−1/2−3/3−2/1−0/………の順に操作し、第5筬L5
を編パターン/1−1/0−1/1−1/2−1/………の順に操作し、第6筬L6 を編パターン/0−0/5−5/5−5/0−0/………の順に操作して編成したダブルラッシェル経編地の上下に重なる上側ベース編地11と下側ベース編地11の間を連結しているパイル糸16を上側ベース編地11と下側ベース編地11の間でセンターカットして得られた経編パイル布帛を沸騰水にて処理して高捲縮性ポリエステル繊維に捲縮を顕現させ、ウェール密度29.5W/25.4mm、コース密度44C/25.4mm、目付け426g/m2
、パイル密度1298個/(25.4mm)2 、パイル/デシテックス換算密度332288dtex/(25.4mm)2
、全厚1.3mmの経編パイル布帛に仕上げた。
【0032】
[実施例4]
6枚筬L1 ,L2 ,L3 ,L4 ,L5 ,L6
を具備するダブルラッシェル経編機の第1筬L1 と第6筬L6 に単繊維繊度4.6dtex・総繊度110dtexの高捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第1地糸Aとして通し、第2筬L2
と第5筬L5 に単繊維繊度3.5dtex・総繊度167dtexの高捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第2地糸Bとして通し、第3筬L3
と第4筬L4 に単繊維繊度0.5dtex・総繊度144dtexの無捲縮性ポリエステル繊維マルチフィラメント糸と単繊維繊度4.7dtex・総繊度56dtexの高捲縮性ポリエステル繊維マルチフィラメント糸を混繊した混繊交絡点個数40±10個/m、合計繊度200dtexの複合マルチフィラメント糸をパイル糸として通し、第1筬L1
を編パターン/5−5/5−5/0−0/0−0/………の順に操作し、第2筬L2 を編パターン/0−1/1−1/2−1/1−1/………の順に操作し、第3筬L3
を編パターン/0−1/2−3/3−2/1−0/………の順に操作し、第4筬L4 を編パターン/0−1/2−3/3−2/1−0/………の順に操作し、第5筬L5
を編パターン/1−1/0−1/1−1/2−1/………の順に操作し、第6筬L6 を編パターン/0−0/5−5/5−5/0−0/………の順に操作して編成したダブルラッシェル経編地の上下に重なる上側ベース編地11と下側ベース編地11の間を連結しているパイル糸16を上側ベース編地11と下側ベース編地11の間でセンターカットして得られた経編パイル布帛を沸騰水にて処理して高捲縮性ポリエステル繊維に捲縮を顕現させ、ウェール密度29W/25.4mm、コース密度38C/25.4mm、目付け471g/m2
、パイル密度1102個/(25.4mm)2 、パイル/デシテックス換算密度440800dtex/(25.4mm)2
、全厚1.5mmの経編パイル布帛に仕上げた。
【0033】
[実施例5]
6枚筬L1 ,L2 ,L3 ,L4 ,L5 ,L6
を具備するダブルラッシェル経編機の第1筬L1 と第6筬L6 に単繊維繊度4.6dtex・総繊度110dtexの高捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第1地糸Aとして通し、第2筬L2
と第5筬L5 に単繊維繊度3.5dtex・総繊度167dtexの高捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第2地糸Bとして通し、第3筬L3
と第4筬L4 に単繊維繊度0.5dtex・総繊度72dtexの無捲縮性ポリエステル繊維マルチフィラメント糸と単繊維繊度4.7dtex・総繊度56dtexの高捲縮性ポリエステル繊維マルチフィラメント糸を混繊した混繊交絡点個数95±10個/m、合計繊度128dtexの複合マルチフィラメント糸をパイル糸として通し、第1筬L1
を編パターン/5−5/5−5/0−0/0−0/………の順に操作し、第2筬L2 を編パターン/0−1/1−1/2−1/1−1/………の順に操作し、第3筬L3
を編パターン/0−1/2−3/3−2/1−0/………の順に操作し、第4筬L4 を編パターン/0−1/2−3/3−2/1−0/………の順に操作し、第5筬L5
を編パターン/1−1/0−1/1−1/2−1/………の順に操作し、第6筬L6 を編パターン/0−0/5−5/5−5/0−0/………の順に操作して編成したダブルラッシェル経編地の上下に重なる上側ベース編地11と下側ベース編地11の間を連結しているパイル糸16を上側ベース編地11と下側ベース編地11の間でセンターカットして得られた経編パイル布帛を沸騰水にて処理して高捲縮性ポリエステル繊維に捲縮を顕現させ、ウェール密度26W/25.4mm、コース密度38C/25.4mm、目付け330g/m2
、パイル密度988個/(25.4mm)2 、パイル/デシテックス換算密度252928dtex/(25.4mm)2 、全厚1.3mmの経編パイル布帛に仕上げた。
【0034】
[実施例6]
6枚筬L1 ,L2 ,L3 ,L4 ,L5 ,L6
を具備するダブルラッシェル経編機の第1筬L1 と第6筬L6 に単繊維繊度4.6dtex・総繊度110dtexの高捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第1地糸Aとして通し、第2筬L2
と第5筬L5 に単繊維繊度3.5dtex・総繊度167dtexの高捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第2地糸Bとして通し、第3筬L3
と第4筬L4 に単繊維繊度0.52dtex・総繊度56dtexの無捲縮性ポリエステル繊維マルチフィラメント糸と単繊維繊度4.7dtex・総繊度56dtexの高捲縮性ポリエステル繊維マルチフィラメント糸を混繊した混繊交絡点個数100±10個/m、合計繊度112dtexの複合マルチフィラメント糸をパイル糸として通し、第1筬L1
を編パターン/5−5/5−5/0−0/0−0/………の順に操作し、第2筬L2 を編パターン/0−1/1−1/2−1/1−1/………の順に操作し、第3筬L3
を編パターン/0−1/2−3/3−2/1−0/………の順に操作し、第4筬L4 を編パターン/0−1/2−3/3−2/1−0/………の順に操作し、第5筬L5
を編パターン/1−1/0−1/1−1/2−1/………の順に操作し、第6筬L6 を編パターン/0−0/5−5/5−5/0−0/………の順に操作して編成したダブルラッシェル経編地の上下に重なる上側ベース編地11と下側ベース編地11の間を連結しているパイル糸16を上側ベース編地11と下側ベース編地11の間でセンターカットして得られた経編パイル布帛を沸騰水にて処理して高捲縮性ポリエステル繊維に捲縮を顕現させ、ウェール密度29W/25.4mm、コース密度41C/25.4mm、目付け350g/m2
、パイル密度1189個/(25.4mm)2 、パイル/デシテックス換算密度266336dtex/(25.4mm)2
、全厚1.2mmの経編パイル布帛に仕上げた。
【0035】
[比較例]
6枚筬L1 ,L2 ,L3 ,L4 ,L5 ,L6
を具備するダブルラッシェル経編機の第1筬L1 と第6筬L6 に単繊維繊度2.29dtex・総繊度110dtexの無捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第1地糸Aとして通し、第2筬L2
と第5筬L5 に単繊維繊度2.29dtex・総繊度110dtexの無捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第1地糸Bとして通し、第3筬L3
と第4筬L4 に単繊維繊度3.1dtex・総繊度110dtexの無捲縮性ポリエステル繊維マルチフィラメント糸と単繊維繊度1.1dtex・総繊度110dtexの高捲縮性ポリエステル繊維マルチフィラメント糸を混繊した混繊交絡点個数100±10個/m、合計繊度220dtexの複合マルチフィラメント糸をパイル糸として通し、第1筬L1
を編パターン/3−2/1−1/0−1/2−2/………の順に操作し、第2筬L2 を編パターン/0−1/1−1/2−1/1−1/………の順に操作し、第3筬L3
を編パターン/0−1/1−2/1−0/2−1/………の順に操作し、第4筬L4 を編パターン/1−2/0−1/2−1/1−0/………の順に操作し、第5筬L5
を編パターン/1−1/0−1/1−1/2−1/………の順に操作し、第6筬L6 を編パターン/2−2/3−2/1−1/0−1/………の順に操作して編成したダブルラッシェル経編地の上下に重なる上側ベース編地11と下側ベース編地11の間を連結しているパイル糸16を上側ベース編地11と下側ベース編地11の間でセンターカットして得られた経編パイル布帛を沸騰水にて処理して高捲縮性ポリエステル繊維に捲縮を顕現させ、ウェール密度23W/25.4mm、コース密度39C/25.4mm、目付け693g/m2
、パイル密度897個/(25.4mm)2 、パイル/デシテックス換算密度394680dtex/(25.4mm)2 、全厚2.2mmの経編パイル布帛に仕上げた。
【0036】
[評価方法]
実施例1〜6と比較例の経編パイル布帛の風合いおよび光沢・艶観については、3名の検査員(パネル)が実施例1〜6および比較例の経編パイル布帛を一対比較する毎に『風合い良好』と認めたパイル布帛については評価点1点とし、『風合い不良』と認めたパイル布帛については評価点0点とし、そのそれぞれの評価点の総合点の多い順に実施例1〜4および比較例の経編パイル布帛に順位を付けた。
同様に、実施例1〜6と比較例の経編パイル布帛の塵埃付着度については、それらのパイル布帛のパイル表面を脱脂綿で擦り、付着した脱脂綿の繊維が付着して汚れたパイル表面の汚れの程度を3名の検査員(パネル)が一対比較し、それぞれの評価点の総合点の多い順に実施例1〜6および比較例の経編パイル布帛に順位を付けた。
実施例1〜6と比較例の経編パイル布帛の伸縮性については、それらのパイル布帛の定荷重伸び率をJIS−L−1018(8.14.2)法によって測定し、伸び率の多い順に実施例1〜6および比較例の経編パイル布帛に順位を付けた。
実施例1〜6と比較例の経編パイル布帛の仕様と評価は、表1に示す通りである。
【0037】
[総合評価]
比較例の経編パイル布帛は、パイル面に低捲縮性繊維の先端部分(14)が浮き出て肌触りは良好であるが、パイル面に浮き出る低捲縮性繊維の単繊維繊度が実施例1〜6に比して太いことからパイル面の細やかな艶観(光沢)が実施例1〜6に比して少なく、ベース編地11の編糸18・19が無捲縮性繊維に成るので、実施例1〜6に比して伸縮性を欠くものであった。
【0038】
【表1】

【図面の簡単な説明】
【0039】
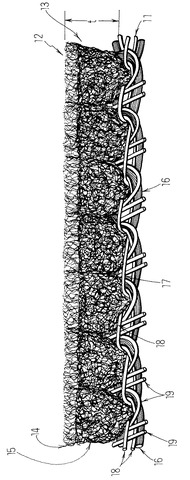
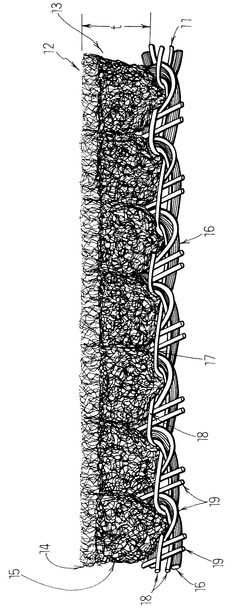
【図1】本発明に係る経編パイル布帛の断面側面図である。
【符号の説明】
【0040】
11:ベース編地
12:パイル表面
13:パイル層
14:低捲縮性繊維
15:高捲縮性繊維
16:パイル糸
17:ニットループ
18:編糸
19:挿入糸
【技術分野】
【0001】
本発明は、パイル面が平滑で絹様光沢があり、塵埃が付着し難く、主として椅子張地、即ち座席や椅子の背凭れや座面の表面を被覆する表面材に好適な経編パイル布帛に関するものである。
【背景技術】
【0002】
パイル面が平滑で絹様光沢があり、塵埃が付着し難いパイル布帛を得る方法として、パイル面にヒートシリンダーを当て、パイル繊維の先端を引き延ばして無捲縮にするポリッシャー仕上げ(例えば、特許文献1,2,3参照)と、パイル繊維の溶解剤をパイル面に付与し、パイル繊維の先端を細く尖端形にする減量仕上げ(例えば、特許文献4,5,6,7参照)が知られている。
【0003】
【特許文献1】実開昭54−055962号公報(実公昭59−04007)
【特許文献2】特開平07−252765号公報(特許第2748232号)
【特許文献3】特開平08−260335号公報
【特許文献4】特開昭61−138766号公報(特公平04−47660)
【特許文献5】特開昭62−028477号公報(特公平03−16424)
【特許文献6】特開平02−264067号公報(特許第2582149号)
【特許文献7】特開平08−260342号公報(特許第3295269号)
【発明の開示】
【発明が解決しようとする課題】
【0004】
編物は、織物に比して伸縮性に富み、経編パイル布帛にヒートシリンダーを当てると経編パイル布帛が伸縮挙動し、ヒートシリンダーとパイル面が強く擦れ合わず、特に、パイル層13の厚みtが1.2mm以下の薄手のパイル布帛ではパイル繊維の先端を強く引き延ばし難く、期待される程のポリッシャーによる艶出し効果は得られない。
【0005】
減量仕上げにおいては、特に、パイル層13の厚みtが1.2mm以下の薄手のパイル布帛では溶解剤のパイル面に浸透する深さのコントロールが難しく、品質の安定した経編パイル布帛は得難い。
【0006】
そして、ポリッシャー加工と減量仕上げ加工の何れにおいても、経編パイル布帛の編成後に特別な仕上げ加工を施すことはコスト高となり、特に、減量仕上げ加工では、繊維溶解剤の廃液処理が問題となる。
【0007】
そこで本発明は、コスト高にならず、又、粉塵や廃液処理による公害問題を招くことなく、パイル面が平滑で絹様光沢があり、塵埃が付着し難く、椅子張地に好適な経編パイル布帛を効率的に得ることを目的とする。
【課題を解決するための手段】
【0008】
本発明に係る経編パイル布帛は、(a) パイル密度(M)が750本/(25.4mm)2 以上であり、パイル密度の2倍(2M)とパイル糸の総繊度(D)(dtex)との積(2M×D)で示されるパイル/デシテックス換算密度(ρ)が180000dtex/(25.4mm)2
以上であり、(b) ベース編地11からパイル表面12までのパイル層13の厚みtが1.2mm以下であり、(c) パイル糸が捲縮率の異なる捲縮性繊維を混繊した熱可塑性合成繊維マルチフィラメント糸であり、(d) パイル糸に占める低捲縮性繊維14の混繊率が35〜75%であり、(e) 高捲縮性繊維15の単繊維繊度が2dtex以上で10dtex以下であり、(f) 低捲縮性繊維14の繊度が高捲縮性繊維15の単繊維繊度よりも細く1.2dtex以下であることを第1の特徴とする。
【0009】
本発明に係る経編パイル布帛の第2の特徴は、上記第1の特徴に加えて、(g) 高捲縮性繊維15が物性の異なる複数種類の合成繊維ポリマーに成る複合合成繊維である点にある。
【0010】
本発明に係る経編パイル布帛の第3の特徴は、上記第1および第2の何れかの特徴に加えて、(h) 低捲縮性繊維14が無捲縮合成繊維である点にある。
【0011】
本発明に係る経編パイル布帛の第4の特徴は、上記第1、第2および第3の何れかの特徴に加えて、(i) ベース編地11が、ニットループ17を形成する編糸18と、ニットループを形成することなく隣合う編糸のニットループ間を往復して連結する挿入糸19とで編成されており、(j) その挿入糸19が捲縮性繊維を有する点にある。
【0012】
本発明に係る経編パイル布帛の第5の特徴は、上記第1、第2、第3および第4の何れかの特徴に加えて、(k) パイル表面12の全面に顔料の配合された塗料による図柄・模様が印捺されており、(l) その印捺塗膜の面積のパイル表面全面に占める面積占有率が40%以下であり、(m) その塗料の印捺塗膜と非印捺パイル面との型際の境界線に囲まれる印捺区域において、その境界線に内接する内接円の直径が10mm以下であり、(n) 印捺塗膜と非印捺パイル面との型際の境界線に囲まれる非印捺区域において、その境界線に内接する内接円の直径が2〜12mm以下である点にある。
【発明の効果】
【0013】
捲縮率の異なる繊維が混繊したパイル表面では、高捲縮繊維の先端は捲縮してパイル層に沈み込み、相対して低捲縮繊維の先端はパイル層の表面に浮き出てパイル表面を構成することになる。その低捲縮繊維の側面は、低捲縮であるが故に、高捲縮繊維の側面に比して平滑であり、それ故に強い光沢を有する。
加えて、高捲縮繊維の先端が捲縮してパイル層に沈み込むとき、低捲縮繊維が混繊されて高捲縮繊維に絡み合っているので、その沈み込む高捲縮繊維に低捲縮繊維の先端が引き倒され、低捲縮繊維の側面がパイル表面に露出し、パイル表面に現われる低捲縮繊維の側面の露出度が増え、低捲縮繊維の側面による強い光沢がパイル表面に支配的に現われる。そして、低捲縮繊維の単繊維繊度が高捲縮繊維の繊度よりも細く1.2dtex以下になっている。
このため、本発明の経編パイル布帛のパイル表面は、その表面に浮き出る低捲縮繊維が艶消剤(酸化チタン)の含有量が1.0重量%以上のフルダル繊維であっても、その側面が平滑で強い光沢を有するが故に、ポリッシャー加工や減量仕上げ加工の施されたパイル表面と同様に平滑で絹様光沢があり、塵埃が付着し難くなる。
その表面が低捲縮繊維で構成されるパイル層の下層が、それよりも単繊維繊度が太く捲縮した高捲縮繊維で構成される点でも、本発明の経編パイル布帛は、ポリッシャー加工や減量仕上げ加工の施されたパイル布帛と同等のものとなる。
【0014】
本発明の経編パイル布帛では、パイル密度(M)が750本/(25.4mm)2 以上であり、パイル密度(M)とパイル糸の総繊度(D)(dtex)との積(2M×D)で示されるパイル/デシテックス換算密度(ρ)が180000dtex/(25.4mm)2
以上でパイル層が緻密になっており、パイル層13の厚み(t)も押圧しても更に薄くなり難い厚さの1.2mm以下になっている。
このため、パイル表面を押圧しても、そのパイル表面を構成している平滑で光沢の強い低捲縮繊維をパイル層内に押し込めることは出来ず、その低捲縮繊維に成るパイル表面の平滑で絹様光沢があり、塵埃が付着し難い性状が維持される。
【0015】
パイル層13の厚み(t)も押圧しても更に薄くなり難い厚さの1.2mm以下になっており、その表面に浮き出てパイル表面を構成する低捲縮繊維の先端部分も極く僅かなものとなり、而も、その低捲縮繊維の先端部分が高捲縮繊維によって引き倒された状態にあるので、パイル表面を擦っても、その低捲縮繊維の先端部分の傾倒する方向が大きく変化することはなく、パイルの傾倒する方向が、パイル表面を擦る方向に従って変化し、それに応じてパイル表面の光沢が部分的に変化して生じるチョークマークやフィンガーマークも発生し難くなる。このため、本発明によると、座席や椅子の背凭れや座面の表面を被覆する表面材に使用した場合にチョークマークやフィンガーマークのような座り跡の付き難い経編パイル布帛が得られる。
【0016】
単繊維繊度が1.2dtex以下の細い低捲縮性繊維のパイル繊維の先端が僅かながらも突き出るので、パイル面は光沢があって肌触りがよく、その上に触れ衣類の布目や繊維間隙間にパイル繊維(14)の先端が食い込み難く、平滑で衣類との摩擦も少なく、椅子張地として使用して身動きを拘束するようなことはなく、身動きが自由で束縛感や窮屈感を与えず、安らいだ心地よさを感じさせ、パイル/デシテックス換算密度(ρ)が180000dtex/(25.4mm)2
以上であることから、塵埃がパイル層に入り込み難く、防汚性があり、椅子張地に最適の経編パイル布帛が得られる。
【0017】
高捲縮性繊維15が物性の異なる複数種類の合成繊維ポリマーに成る複合合成繊維であれば、パイル繊維がバイメタル状に細かく捲縮するので、その捲縮する高捲縮性繊維に取り残されるように低捲縮性繊維の先端部分(14)だけがパイル面に長く突き出ることはあり得ず、このことは低捲縮性繊維が無捲縮の場合も同様である。
【0018】
経編パイル布帛では、パイル糸と編糸は一体になってニットループを形成しており、特に、パイル糸の総繊度が編糸よりも太ければ、捲縮するパイル糸と一体になってニットループを小さくする。
従って、挿入糸19に捲縮性繊維が使用されていれば、それらの繊維の捲縮によってパイル密度(M)とパイル/デシテックス換算密度(ρ)を緻密にし易くなり、パイル面に座り跡が付き難く、パイル面が平滑で塵埃が付着し難い経編パイル布帛が得易くなる。
【0019】
そのベース編地11を構成する捲縮性繊維が捲縮しても、その長さが実質的に縮まる訳ではなく、所要の張力が作用するときは捲縮前の元の長さに復元する。
従って、本発明の経編パイル布帛は、伸縮性に優れ、ポリウレタンフォーム等の填料の上に重ねて椅子張地に使用するときは、その填料に追随して伸縮し、座り心地のよい座席や椅子が得られる。
【0020】
このように本発明によると、パイル表面に浮き出る低捲縮繊維が艶消剤(酸化チタン)の含有量が1.0重量%以上のフルダル繊維であっても、パイル表面が平滑で強い絹様光沢があり、塵埃が付着し難く、肌触りがよく、強い光沢があるのでチョークマークが付き難く、伸縮性に優れ、椅子張地に好適な経編パイル布帛を、ポリッシャー加工や減量仕上げ加工によらず、従って、ポリッシャー加工に伴う浮遊繊維微粉末や減量仕上げ加工に伴う繊維溶解剤の廃液処理の問題もなく効率的に得ることが出来る。
【0021】
パイル表面に印捺された印捺塗膜は、繊維毛羽に突き上げられて平滑にはならず、又、顔料粒子が艶消剤の役目をなすので無光沢になるのに対し、非印捺パイル面は平滑で絹様光沢を有する。
そして、本発明の図柄・模様が印捺されたパイル布帛では、その印捺区域(印捺塗膜)のパイル表面全面に占める面積占有率が40%以下であるから、パイル表面全面に現われる絹様光沢が印捺区域(印捺塗膜)によって消失することはなく、塗料の印捺された印捺区域内(印捺塗膜)の内接円の直径が10mm以下であり、非印捺区域内(パイル露出面)の内接円の直径が2〜12mm以下になっており、その非印捺区域(パイル露出面)の絹様光沢が無光沢の印捺区域(印捺塗膜)との光沢差によって際立ち、且つ、無光沢の印捺区域(印捺塗膜)に区切られて全面に細かく現われる。
【0022】
そして、パイル表面12は低捲縮性繊維14に覆われていて塗料が塗着し易いものの、パイル表面12から僅かに入ったパイル層内部(13)は高捲縮性繊維15が絡み合っていて塗料が浸透し難く、従って、その印捺塗膜が極薄となり、而も、パイル層13の厚みtが1.2mm以下で元々可撓性に富むこともあって、その印捺塗膜によってパイル布帛の風合いが格別損なわれることもない。
【発明を実施するための最良の形態】
【0023】
パイル層の嵩比重は、パイル布帛の単位面積から刈り取ったパイル繊維の質量とパイル層の厚みによって算定されるが、パイル層の厚みtが1.2mm以下のパイル布帛ではパイル繊維を刈り取ることは極めて困難なことから、パイル密度の2倍(2M)とパイル糸の総繊度(D)(dtex)との積(M×D)で示されるパイル/デシテックス換算密度(ρ)をパイル層の嵩比重に代用している。
ここに、パイル/デシテックス換算密度(ρ)とは、パイル布帛の単位面積(25.42 mm2 )に含まれる全てのパイル繊維を太い一本の繊維に纏めた場合の当該一本の繊維の繊度、即ち、パイル布帛の単位面積内(25.42
mm2 )に植設されている仮想の太い一本のパイル繊維の繊度を意味する。
そのパイル/デシテックス換算密度(ρ)を算定において、パイル密度を2倍(2M)とするのは、パイル糸がU字状を成してベース編地に係止され、そのベース編地に係止されてU字状を成す沈糸部分の両端からそれぞれ1本(合計2本)のパイルが一番(つがい)になって突き出ていることによる。
【0024】
本発明では、パイル/デシテックス換算密度(ρ)を180000dtex/(25.4mm)2 以上としているが、パイル/デシテックス換算密度(ρ)が多い程パイル層が緻密で繊維間隙間が狭く、塵埃がパイル層に入り込み難く、パイル面に付着し難くなる。同時に、パイル繊維の単繊維繊度が細くなるにつれて、パイル層の繊維間隙間も細かくなるので、塵埃がパイル層に入り込み難くなる。
従って、本発明を効果的に実施する上では、パイル/デシテックス換算密度(ρ)を180000dtex/(25.4mm)2 以上にし、パイル表面12に突き出る低捲縮性繊維14の単繊維繊度を0.9dtex以下にすることが望ましい。
更にパイル布帛が所要の厚みtを維持しボリューム感のあるものとするためには、高捲縮繊維の単繊維繊度と低捲縮繊維の単繊維繊度との差を3dtex以上にするとよい。
【0025】
パイル繊維(低捲縮性繊維14と高捲縮性繊維15)にはポリエチレンテレフタレート、ポリトリメチレンテレフタレート、トリブチレンテレフタレート等のポリエステル系繊維を使用するとよい。
混繊による高捲縮性繊維と低捲縮性繊維の交絡点の数は30個/m以上にする。
高捲縮性繊維と低捲縮性繊維の交絡点の数は、JIS−L−1013(8.15)法によって測定される。本発明に使用する低捲縮性繊維は、無捲縮繊維であってもよい。
本発明において、低捲縮性繊維14の混繊率を35〜75%とするのは、低捲縮性繊維14の混繊率が35%未満であればパイル表面に絹様光沢が現われ難く、その混繊率が75%を超えるときは、パイルが傾倒し易く、ボリューム感があって肌触りのよいパイル布帛は得難くなる、との理由によるものである。
【0026】
パイル布帛をボリューム感があって肌触りのよいものとするためには、パイル糸の総繊度を120〜250dtexに、高捲縮性繊維15に捲縮が顕現した加熱処理後の経編パイル布帛のウエール密度が24ウエール/25.4mm以上に、コース密度が30コース/25.4mm以上になるように設計する。
高捲縮性繊維15の捲縮は、加熱処理によって顕現する。その加熱処理は、染色仕上工程での湿熱や沸水によるとよい。
高捲縮性繊維15と低捲縮性繊維14との捲縮率差は12%以上であればよい。
パイル繊維の捲縮率は、JIS−L−1015−(8.12.2)に準じ、0.18mN/dtexの錘のときの繊維の長さを原寸とし、その繊維の4.41mN/dtexの錘のときの伸長と原寸との比率で示される。
【0027】
経編パイル布帛は、ダブルラッシェル経編機において上下に二重に編成されるダブルラッシェル経編地の上側ベース編地11と下側ベース編地11の間を連結しているパイル糸16を上側ベース編地11と下側ベース編地11の間でセンターカットして得られる。
【0028】
パイル表面12に印捺する塗料に配合される顔料は、無機質顔料でも有機質顔料でもよく、又、無彩色顔料でも有彩色顔料でもよく、その無機質顔料は、珪藻土、炭酸カルシウム、酸化チタン、水酸化アルミニウム、水酸化マグネシウム等の一般に充填剤として使用されている無機質微粒子でもよい。
しかし、無光沢の印捺区域(印捺塗膜)と絹様光沢のある非印捺区域(パイル露出面)との光沢差(コントラスト)を強めるために、顔料には、無機質、無彩色で体質顔料でもあり、艶消剤としても汎用されている酸化チタンを他の顔料(微粒子)と混用することが推奨される。
【実施例】
【0029】
[実施例1]
6枚筬L1 ,L2 ,L3 ,L4 ,L5 ,L6
を具備するダブルラッシェル経編機の第1筬L1 と第6筬L6 に単繊維繊度3.5dtex・総繊度84dtexの高捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第1地糸Aとして通し、第2筬L2
と第5筬L5 に単繊維繊度3.5dtex・総繊度167dtexの無捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第2地糸Bとして通し、第3筬L3
と第4筬L4 に単繊維繊度0.5dtex・総繊度72dtexの無捲縮性ポリエステル繊維マルチフィラメント糸と単繊維繊度4.7dtex・総繊度56dtexの高捲縮性ポリエステル繊維マルチフィラメント糸を混繊した混繊交絡点個数95±10個/m、合計繊度128dtexの複合マルチフィラメント糸をパイル糸として通し、第1筬L1
を編パターン/5−5/5−5/0−0/0−0/………の順に操作し、第2筬L2 を編パターン/0−1/1−1/1−0/0−0/………の順に操作し、第3筬L3
を編パターン/0−1/2−3/3−2/1−0/………の順に操作し、第4筬L4 を編パターン/0−1/2−3/3−2/1−0/………の順に操作し、第5筬L5
を編パターン/0−0/0−1/1−1/1−0/………の順に操作し、第6筬L6 を編パターン/0−0/5−5/5−5/0−0/………の順に操作して編成したダブルラッシェル経編地の上下に重なる上側ベース編地11と下側ベース編地11の間を連結しているパイル糸16を上側ベース編地11と下側ベース編地11の間でセンターカットして得られた経編パイル布帛を沸騰水にて処理して高捲縮性ポリエステル繊維に捲縮を顕現させ、ウェール密度31W/25.4mm、コース密度59C/25.4mm、目付け506g/m2
、パイル密度1829個/(25.4mm)2 、パイル/デシテックス換算密度468224dtex/(25.4mm)2
、全厚1.3mmの経編パイル布帛に仕上げた。
【0030】
[実施例2]
6枚筬L1 ,L2 ,L3 ,L4 ,L5 ,L6
を具備するダブルラッシェル経編機の第1筬L1 と第6筬L6 に単繊維繊度3.5dtex・総繊度84dtexの高捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第1地糸Aとして通し、第2筬L2
と第5筬L5 に単繊維繊度3.5dtex・総繊度167dtexの無捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第2地糸Bとして通し、第3筬L3
と第4筬L4 に単繊維繊度0.5dtex・総繊度72dtexの無捲縮性ポリエステル繊維マルチフィラメント糸と単繊維繊度4.7dtex・総繊度112dtexの高捲縮性ポリエステル繊維マルチフィラメント糸を混繊した混繊交絡点個数95±10個/m、合計繊度184dtexの複合マルチフィラメント糸をパイル糸として通し、第1筬L1
を編パターン/5−5/5−5/0−0/0−0/………の順に操作し、第2筬L2 を編パターン/0−1/1−1/1−0/0−0/………の順に操作し、第3筬L3
を編パターン/0−1/1−2/1−0/2−1/………の順に操作し、第4筬L4 を編パターン/1−2/0−1/2−1/1−0/………の順に操作し、第5筬L5
を編パターン/0−0/0−1/1−1/1−0/………の順に操作し、第6筬L6 を編パターン/0−0/5−5/5−5/0−0/………の順に操作して編成したダブルラッシェル経編地の上下に重なる上側ベース編地11と下側ベース編地11の間を連結しているパイル糸16を上側ベース編地11と下側ベース編地11の間でセンターカットして得られた経編パイル布帛を沸騰水にて処理して高捲縮性ポリエステル繊維に捲縮を顕現させ、ウェール密度27W/25.4mm、コース密度50C/25.4mm、目付け775g/m2
、パイル密度1350個/(25.4mm)2 、パイル/デシテックス換算密度496800dtex/(25.4mm)2
、全厚1.5mmの経編パイル布帛に仕上げた。
【0031】
[実施例3]
6枚筬L1 ,L2 ,L3 ,L4 ,L5 ,L6
を具備するダブルラッシェル経編機の第1筬L1 と第6筬L6 に単繊維繊度4.6dtex・総繊度110dtexの高捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第1地糸Aとして通し、第2筬L2
と第5筬L5 に単繊維繊度3.5dtex・総繊度167dtexの高捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第2地糸Bとして通し、第3筬L3
と第4筬L4 に単繊維繊度0.5dtex・総繊度72dtexの無捲縮性ポリエステル繊維マルチフィラメント糸と単繊維繊度4.7dtex・総繊度56dtexの高捲縮性ポリエステル繊維マルチフィラメント糸を混繊した混繊交絡点個数95±10個/m、合計繊度128dtexの複合マルチフィラメント糸をパイル糸として通し、第1筬L1
を編パターン/5−5/5−5/0−0/0−0/………の順に操作し、第2筬L2 を編パターン/0−1/1−1/2−1/1−1/………の順に操作し、第3筬L3
を編パターン/0−1/2−3/3−2/1−0/………の順に操作し、第4筬L4 を編パターン/0−1/2−3/3−2/1−0/………の順に操作し、第5筬L5
を編パターン/1−1/0−1/1−1/2−1/………の順に操作し、第6筬L6 を編パターン/0−0/5−5/5−5/0−0/………の順に操作して編成したダブルラッシェル経編地の上下に重なる上側ベース編地11と下側ベース編地11の間を連結しているパイル糸16を上側ベース編地11と下側ベース編地11の間でセンターカットして得られた経編パイル布帛を沸騰水にて処理して高捲縮性ポリエステル繊維に捲縮を顕現させ、ウェール密度29.5W/25.4mm、コース密度44C/25.4mm、目付け426g/m2
、パイル密度1298個/(25.4mm)2 、パイル/デシテックス換算密度332288dtex/(25.4mm)2
、全厚1.3mmの経編パイル布帛に仕上げた。
【0032】
[実施例4]
6枚筬L1 ,L2 ,L3 ,L4 ,L5 ,L6
を具備するダブルラッシェル経編機の第1筬L1 と第6筬L6 に単繊維繊度4.6dtex・総繊度110dtexの高捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第1地糸Aとして通し、第2筬L2
と第5筬L5 に単繊維繊度3.5dtex・総繊度167dtexの高捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第2地糸Bとして通し、第3筬L3
と第4筬L4 に単繊維繊度0.5dtex・総繊度144dtexの無捲縮性ポリエステル繊維マルチフィラメント糸と単繊維繊度4.7dtex・総繊度56dtexの高捲縮性ポリエステル繊維マルチフィラメント糸を混繊した混繊交絡点個数40±10個/m、合計繊度200dtexの複合マルチフィラメント糸をパイル糸として通し、第1筬L1
を編パターン/5−5/5−5/0−0/0−0/………の順に操作し、第2筬L2 を編パターン/0−1/1−1/2−1/1−1/………の順に操作し、第3筬L3
を編パターン/0−1/2−3/3−2/1−0/………の順に操作し、第4筬L4 を編パターン/0−1/2−3/3−2/1−0/………の順に操作し、第5筬L5
を編パターン/1−1/0−1/1−1/2−1/………の順に操作し、第6筬L6 を編パターン/0−0/5−5/5−5/0−0/………の順に操作して編成したダブルラッシェル経編地の上下に重なる上側ベース編地11と下側ベース編地11の間を連結しているパイル糸16を上側ベース編地11と下側ベース編地11の間でセンターカットして得られた経編パイル布帛を沸騰水にて処理して高捲縮性ポリエステル繊維に捲縮を顕現させ、ウェール密度29W/25.4mm、コース密度38C/25.4mm、目付け471g/m2
、パイル密度1102個/(25.4mm)2 、パイル/デシテックス換算密度440800dtex/(25.4mm)2
、全厚1.5mmの経編パイル布帛に仕上げた。
【0033】
[実施例5]
6枚筬L1 ,L2 ,L3 ,L4 ,L5 ,L6
を具備するダブルラッシェル経編機の第1筬L1 と第6筬L6 に単繊維繊度4.6dtex・総繊度110dtexの高捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第1地糸Aとして通し、第2筬L2
と第5筬L5 に単繊維繊度3.5dtex・総繊度167dtexの高捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第2地糸Bとして通し、第3筬L3
と第4筬L4 に単繊維繊度0.5dtex・総繊度72dtexの無捲縮性ポリエステル繊維マルチフィラメント糸と単繊維繊度4.7dtex・総繊度56dtexの高捲縮性ポリエステル繊維マルチフィラメント糸を混繊した混繊交絡点個数95±10個/m、合計繊度128dtexの複合マルチフィラメント糸をパイル糸として通し、第1筬L1
を編パターン/5−5/5−5/0−0/0−0/………の順に操作し、第2筬L2 を編パターン/0−1/1−1/2−1/1−1/………の順に操作し、第3筬L3
を編パターン/0−1/2−3/3−2/1−0/………の順に操作し、第4筬L4 を編パターン/0−1/2−3/3−2/1−0/………の順に操作し、第5筬L5
を編パターン/1−1/0−1/1−1/2−1/………の順に操作し、第6筬L6 を編パターン/0−0/5−5/5−5/0−0/………の順に操作して編成したダブルラッシェル経編地の上下に重なる上側ベース編地11と下側ベース編地11の間を連結しているパイル糸16を上側ベース編地11と下側ベース編地11の間でセンターカットして得られた経編パイル布帛を沸騰水にて処理して高捲縮性ポリエステル繊維に捲縮を顕現させ、ウェール密度26W/25.4mm、コース密度38C/25.4mm、目付け330g/m2
、パイル密度988個/(25.4mm)2 、パイル/デシテックス換算密度252928dtex/(25.4mm)2 、全厚1.3mmの経編パイル布帛に仕上げた。
【0034】
[実施例6]
6枚筬L1 ,L2 ,L3 ,L4 ,L5 ,L6
を具備するダブルラッシェル経編機の第1筬L1 と第6筬L6 に単繊維繊度4.6dtex・総繊度110dtexの高捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第1地糸Aとして通し、第2筬L2
と第5筬L5 に単繊維繊度3.5dtex・総繊度167dtexの高捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第2地糸Bとして通し、第3筬L3
と第4筬L4 に単繊維繊度0.52dtex・総繊度56dtexの無捲縮性ポリエステル繊維マルチフィラメント糸と単繊維繊度4.7dtex・総繊度56dtexの高捲縮性ポリエステル繊維マルチフィラメント糸を混繊した混繊交絡点個数100±10個/m、合計繊度112dtexの複合マルチフィラメント糸をパイル糸として通し、第1筬L1
を編パターン/5−5/5−5/0−0/0−0/………の順に操作し、第2筬L2 を編パターン/0−1/1−1/2−1/1−1/………の順に操作し、第3筬L3
を編パターン/0−1/2−3/3−2/1−0/………の順に操作し、第4筬L4 を編パターン/0−1/2−3/3−2/1−0/………の順に操作し、第5筬L5
を編パターン/1−1/0−1/1−1/2−1/………の順に操作し、第6筬L6 を編パターン/0−0/5−5/5−5/0−0/………の順に操作して編成したダブルラッシェル経編地の上下に重なる上側ベース編地11と下側ベース編地11の間を連結しているパイル糸16を上側ベース編地11と下側ベース編地11の間でセンターカットして得られた経編パイル布帛を沸騰水にて処理して高捲縮性ポリエステル繊維に捲縮を顕現させ、ウェール密度29W/25.4mm、コース密度41C/25.4mm、目付け350g/m2
、パイル密度1189個/(25.4mm)2 、パイル/デシテックス換算密度266336dtex/(25.4mm)2
、全厚1.2mmの経編パイル布帛に仕上げた。
【0035】
[比較例]
6枚筬L1 ,L2 ,L3 ,L4 ,L5 ,L6
を具備するダブルラッシェル経編機の第1筬L1 と第6筬L6 に単繊維繊度2.29dtex・総繊度110dtexの無捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第1地糸Aとして通し、第2筬L2
と第5筬L5 に単繊維繊度2.29dtex・総繊度110dtexの無捲縮性ポリエステル繊維マルチフィラメント糸をベース編地用第1地糸Bとして通し、第3筬L3
と第4筬L4 に単繊維繊度3.1dtex・総繊度110dtexの無捲縮性ポリエステル繊維マルチフィラメント糸と単繊維繊度1.1dtex・総繊度110dtexの高捲縮性ポリエステル繊維マルチフィラメント糸を混繊した混繊交絡点個数100±10個/m、合計繊度220dtexの複合マルチフィラメント糸をパイル糸として通し、第1筬L1
を編パターン/3−2/1−1/0−1/2−2/………の順に操作し、第2筬L2 を編パターン/0−1/1−1/2−1/1−1/………の順に操作し、第3筬L3
を編パターン/0−1/1−2/1−0/2−1/………の順に操作し、第4筬L4 を編パターン/1−2/0−1/2−1/1−0/………の順に操作し、第5筬L5
を編パターン/1−1/0−1/1−1/2−1/………の順に操作し、第6筬L6 を編パターン/2−2/3−2/1−1/0−1/………の順に操作して編成したダブルラッシェル経編地の上下に重なる上側ベース編地11と下側ベース編地11の間を連結しているパイル糸16を上側ベース編地11と下側ベース編地11の間でセンターカットして得られた経編パイル布帛を沸騰水にて処理して高捲縮性ポリエステル繊維に捲縮を顕現させ、ウェール密度23W/25.4mm、コース密度39C/25.4mm、目付け693g/m2
、パイル密度897個/(25.4mm)2 、パイル/デシテックス換算密度394680dtex/(25.4mm)2 、全厚2.2mmの経編パイル布帛に仕上げた。
【0036】
[評価方法]
実施例1〜6と比較例の経編パイル布帛の風合いおよび光沢・艶観については、3名の検査員(パネル)が実施例1〜6および比較例の経編パイル布帛を一対比較する毎に『風合い良好』と認めたパイル布帛については評価点1点とし、『風合い不良』と認めたパイル布帛については評価点0点とし、そのそれぞれの評価点の総合点の多い順に実施例1〜4および比較例の経編パイル布帛に順位を付けた。
同様に、実施例1〜6と比較例の経編パイル布帛の塵埃付着度については、それらのパイル布帛のパイル表面を脱脂綿で擦り、付着した脱脂綿の繊維が付着して汚れたパイル表面の汚れの程度を3名の検査員(パネル)が一対比較し、それぞれの評価点の総合点の多い順に実施例1〜6および比較例の経編パイル布帛に順位を付けた。
実施例1〜6と比較例の経編パイル布帛の伸縮性については、それらのパイル布帛の定荷重伸び率をJIS−L−1018(8.14.2)法によって測定し、伸び率の多い順に実施例1〜6および比較例の経編パイル布帛に順位を付けた。
実施例1〜6と比較例の経編パイル布帛の仕様と評価は、表1に示す通りである。
【0037】
[総合評価]
比較例の経編パイル布帛は、パイル面に低捲縮性繊維の先端部分(14)が浮き出て肌触りは良好であるが、パイル面に浮き出る低捲縮性繊維の単繊維繊度が実施例1〜6に比して太いことからパイル面の細やかな艶観(光沢)が実施例1〜6に比して少なく、ベース編地11の編糸18・19が無捲縮性繊維に成るので、実施例1〜6に比して伸縮性を欠くものであった。
【0038】
【表1】
【図面の簡単な説明】
【0039】
【図1】本発明に係る経編パイル布帛の断面側面図である。
【符号の説明】
【0040】
11:ベース編地
12:パイル表面
13:パイル層
14:低捲縮性繊維
15:高捲縮性繊維
16:パイル糸
17:ニットループ
18:編糸
19:挿入糸
【特許請求の範囲】
【請求項1】
(a) パイル密度(M)が750本/(25.4mm)2 以上であり、パイル密度の2倍(2M)とパイル糸の総繊度(D)(dtex)との積(2M×D)で示されるパイル/デシテックス換算密度(ρ)が180000dtex/(25.4mm)2 以上であり、
(b) ベース編地(11)からパイル表面(12)までのパイル層(13)の厚み(t)が1.2mm以下であり、
(c) パイル糸が捲縮率の異なる捲縮性繊維を混繊した熱可塑性合成繊維マルチフィラメント糸であり、
(d) パイル糸に占める低捲縮性繊維(14)の混繊率が35〜75%であり、
(e) 高捲縮性繊維(15)の単繊維繊度が2dtex以上で10dtex以下であり、
(f) 低捲縮性繊維(14)の単繊維繊度が高捲縮性繊維(15)の繊度よりも細く1.2dtex以下である経編パイル布帛。
【請求項2】
高捲縮性繊維(15)が物性の異なる複数種類の合成繊維ポリマーに成る複合合成繊維である前掲請求項1に記載の経編パイル布帛。
【請求項3】
低捲縮性繊維(14)が無捲縮合成繊維である前掲請求項1と2の何れかに記載の経編パイル布帛。
【請求項4】
ベース編地(11)が、ニットループ(17)を形成する編糸(18)と、ニットループを形成することなく隣合う編糸のニットループ間を往復して連結する挿入糸(19)とで編成されており、その挿入糸(19)が捲縮性繊維を有する前掲請求項1と2と3の何れかに記載の経編パイル布帛。
【請求項5】
パイル表面(12)の全面に顔料の配合された塗料による図柄・模様が印捺されており、その印捺塗膜の面積のパイル表面全面に占める面積占有率が40%以下であり、その塗料の印捺塗膜と非印捺パイル面との型際の境界線に囲まれる印捺区域において、その境界線に内接する内接円の直径が10mm以下であり、印捺塗膜と非印捺パイル面との型際の境界線に囲まれる非印捺区域において、その境界線に内接する内接円の直径が2〜12mm以下である前掲請求項1と2と3と4の何れかに記載の経編パイル布帛。
【請求項1】
(a) パイル密度(M)が750本/(25.4mm)2 以上であり、パイル密度の2倍(2M)とパイル糸の総繊度(D)(dtex)との積(2M×D)で示されるパイル/デシテックス換算密度(ρ)が180000dtex/(25.4mm)2 以上であり、
(b) ベース編地(11)からパイル表面(12)までのパイル層(13)の厚み(t)が1.2mm以下であり、
(c) パイル糸が捲縮率の異なる捲縮性繊維を混繊した熱可塑性合成繊維マルチフィラメント糸であり、
(d) パイル糸に占める低捲縮性繊維(14)の混繊率が35〜75%であり、
(e) 高捲縮性繊維(15)の単繊維繊度が2dtex以上で10dtex以下であり、
(f) 低捲縮性繊維(14)の単繊維繊度が高捲縮性繊維(15)の繊度よりも細く1.2dtex以下である経編パイル布帛。
【請求項2】
高捲縮性繊維(15)が物性の異なる複数種類の合成繊維ポリマーに成る複合合成繊維である前掲請求項1に記載の経編パイル布帛。
【請求項3】
低捲縮性繊維(14)が無捲縮合成繊維である前掲請求項1と2の何れかに記載の経編パイル布帛。
【請求項4】
ベース編地(11)が、ニットループ(17)を形成する編糸(18)と、ニットループを形成することなく隣合う編糸のニットループ間を往復して連結する挿入糸(19)とで編成されており、その挿入糸(19)が捲縮性繊維を有する前掲請求項1と2と3の何れかに記載の経編パイル布帛。
【請求項5】
パイル表面(12)の全面に顔料の配合された塗料による図柄・模様が印捺されており、その印捺塗膜の面積のパイル表面全面に占める面積占有率が40%以下であり、その塗料の印捺塗膜と非印捺パイル面との型際の境界線に囲まれる印捺区域において、その境界線に内接する内接円の直径が10mm以下であり、印捺塗膜と非印捺パイル面との型際の境界線に囲まれる非印捺区域において、その境界線に内接する内接円の直径が2〜12mm以下である前掲請求項1と2と3と4の何れかに記載の経編パイル布帛。
【図1】

【公開番号】特開2008−179933(P2008−179933A)
【公開日】平成20年8月7日(2008.8.7)
【国際特許分類】
【出願番号】特願2007−321348(P2007−321348)
【出願日】平成19年12月12日(2007.12.12)
【出願人】(000148151)株式会社川島織物セルコン (104)
【Fターム(参考)】
【公開日】平成20年8月7日(2008.8.7)
【国際特許分類】
【出願日】平成19年12月12日(2007.12.12)
【出願人】(000148151)株式会社川島織物セルコン (104)
【Fターム(参考)】
[ Back to top ]