
経編地及びその製造方法
【課題】座席の表皮材に用いる経編地として、長時間着座して使用する場合に、発汗時のべたつきや蒸れを解消し、軽量で機能性に優れたものとする。
【解決手段】少なくとも2枚の筬を備える経編機により、フロント筬により地糸1を給糸してデンビー編組織またはコード編組織を編成し、フロント筬より後方の筬により挿入糸2を給糸して挿入組織を編成し、挿入糸2を、フロント筬による地糸1のアンダーラップと同方向に同針数分アンダーラップさせて編成することにより、挿入糸2を経編地10のシンカーループ側表面11に経方向に断続的に露出させる。
【解決手段】少なくとも2枚の筬を備える経編機により、フロント筬により地糸1を給糸してデンビー編組織またはコード編組織を編成し、フロント筬より後方の筬により挿入糸2を給糸して挿入組織を編成し、挿入糸2を、フロント筬による地糸1のアンダーラップと同方向に同針数分アンダーラップさせて編成することにより、挿入糸2を経編地10のシンカーループ側表面11に経方向に断続的に露出させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車、鉄道車両、航空機、チャイルドシート、ベビーカー、車椅子、家具、事務用などの座席に表皮材として用いる経編地に関するものであり、特には、発汗時のべたつきや蒸れを解消し、軽量で機能性に優れた経編地及びその製造方法に関するものである。
【背景技術】
【0002】
経編地は、衣料、産業資材などの様々な分野に用いられている。
【0003】
なかでも、長時間着座して使用する自動車、鉄道車両、航空機、チャイルドシート、ベビーカー、車椅子、家具、事務用などの座席に表皮材として用いる場合は、発汗時のべたつきや蒸れが問題になっている。
【0004】
このような問題を解決するべく、例えば特許文献1では、一方の地組織のループ数が他方の地組織のループ数よりも少ない立体構造経編地に於いて、ループ数の少ない地組織のループ数がループ数の多い側の地組織の30〜75%であることを特徴とし、ループ数の少ない地組織面を人体(皮膚面)と接触させるように用いることにより、肌に触れる面積が小さくなることから、汗をかいてもべたつきのない立体構造経編地が提供できることを開示している。
【0005】
また、特許文献2では、ネット孔を有するベース編地に、パイル糸が該ネット孔の上を超えてラッピングしたシンカーループを形成し、パイル糸のシンカーループが編地の表面に浮き出たパイル毛羽を構成していることを特徴とすることにより、有毛経編地でありながら、通気性が高く車両椅子張地に使用してドライバーに蒸れを与えない経編地が提供できることを開示している。
【0006】
しかしながら、特許文献1,2のような経編地は、人体と接触する使用において、べたつきや蒸れの解消には効果があるものの、重量が重くなるという問題がある。
【0007】
さらに、特許文献3には、挿入糸(浮遊糸)をアンダーラップする場合に、アンダーラップの方向と数を、別の筬から給糸される地糸のアンダーラップにあわせるとき、挿入糸はニードルループに挿入され、別の筬から給糸される地糸のアンダーラップにあわせないとき、挿入糸はニードルループ面側(ダブルラッセルの外表面)に露出することが開示されている。
【0008】
特許文献4には、挿入糸をアンダーラップする場合に、アンダーラップの方向と数を、別の筬から給糸される地糸のアンダーラップにあわせるとき、挿入糸はシンカーループ面側(ダブルラッセルの内表面)に露出し、別の筬から給糸される地糸のアンダーラップにあわせないとき、挿入糸はニードルループ面側(ダブルラッセルの外表面)に露出することが開示されている。
【0009】
これらの場合も、人体と接触する使用において、べたつきや蒸れの解消に効果を有するものにして、しかも軽量化できるようにするというものではない。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】国際公開WO2004/088021号公報
【特許文献2】特開平06−173147号公報
【特許文献3】特開2005−126884号公報
【特許文献4】特開2006−104620号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、上記の問題を解決するためになしたものであり、主として自動車、鉄道車両、航空機、チャイルドシート、ベビーカー、車椅子、家具、事務用などの座席に表皮材として用いる経編地において、長時間着座して使用する場合に、発汗時のべたつきや蒸れを解消し、軽量で機能性に優れた経編地及びその製造方法を提供するものである。
【課題を解決するための手段】
【0012】
上記の課題を解決する本発明の経編地は、少なくとも2枚の筬を備える経編機により編成されてなり、フロント筬から給糸される地糸によりデンビー編組織またはコード編組織が形成され、フロント筬より後方の筬から給糸される挿入糸により挿入組織が形成される経編地であって、経編地のシンカーループ側表面に挿入糸が経方向に断続的に露出せしめられてなることを特徴とする。特には、前記挿入糸が、フロント筬による地糸のアンダーラップと同方向に同針数分アンダーラップして編成されることにより、経編地のシンカーループ側表面に経方向に断続的に露出せしめられてなるものである。
【0013】
前記発明の経編地において、挿入糸の経方向の露出部分が、編幅方向の所要間隔毎に1もしくは複数列で経方向に並列して、かつ1もしくは複数列毎に交互に位置をずらせて形成されてなるものとすることができる。
【0014】
前記発明の経編地において、挿入糸が地糸とは色違い又は異種の糸であり、その露出部分がシンカーループ側表面において柄模様として表現されてなるものとすることができる。
【0015】
前記発明の経編地において、前記挿入糸を給糸する筬より後方の筬により給糸される別の地糸により鎖編組織、デンビー編組織又はコード編組織の少なくとも1種の編組織が形成され、挿入糸のシンカーループ側表面に露出していない部分が、フロント筬により給糸される地糸により形成される編組織と後方の筬により給糸される別の地糸により形成される編組織とに挟まれているものとすることができる。
【0016】
また、本発明は、前記の経編地の製造方法として、少なくとも2枚の筬を備える経編機により、フロント筬により地糸を給糸してデンビー編組織またはコード編組織を編成し、フロント筬より後方の筬により挿入糸を給糸して挿入組織を編成し、この挿入糸を、フロント筬による地糸のアンダーラップと同方向に同針数分アンダーラップさせて編成することにより、挿入糸を経編地のシンカーループ側表面に経方向に断続的に露出させることを特徴とする。
【0017】
前記の経編地の製造方法において、フロント筬より後方の筬により給糸する挿入糸を、アンダーラップさせて挿入する部分を1もしくは複数コースと、アンダーラップさせずに経方向に挿入する部分を1もしくは複数コースとを、経方向に交互に繰り返して編成することができる。
【0018】
前記の場合において、挿入糸を、アンダーラップさせて挿入する部分の前後のコースで編目形成して編成係止して、アンダーラップさせずに経方向に挿入する部分に連続させることもできる。
【0019】
また本発明は、前記の経編地の製造方法において、フロント筬より後方の筬により給糸する挿入糸を、アンダーラップさせて挿入する部分を1もしくは複数コースと、各コースで編目形成して編成係止した編み込み部分を1もしくは複数コースとを、経方向に交互に繰り返して編成することもできる。
【0020】
前記各発明の経編地の製造方法において、挿入糸を給糸する筬として2枚の筬を使用し、この2枚の筬のそれぞれにより挿入糸を編幅方向で交互に給糸して挿入組織を編成し、両筬の挿入糸を、それぞれフロント筬による地糸のアンダーラップと同方向に同針数分アンダーラップさせて編成することにより、両筬の挿入糸を経編地のシンカーループ側表面に経方向に断続的に露出させることができる。
【0021】
前記各発明の経編地の製造方法において、前記挿入糸を給糸する筬より後方の筬により別の地糸を給糸して、鎖編組織、デンビー編組織又はコード編組織の少なくとも1種の編組織を形成するように編成し、挿入糸のシンカーループ側表面に露出していない部分を、フロント筬により給糸される地糸により形成される編組織と後方の筬により給糸される別の地糸により形成される編組織とで挟んで保持するように編成することができる。
【発明の効果】
【0022】
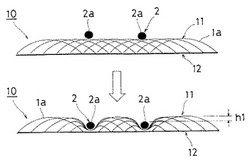
本発明の経編地及びその製造方法によれば、シンカーループ側表面に断続的に露出する挿入糸の露出部分が地糸のシンカーループのふくらみを部分的に押さえることになり、経編地の表面に微凹凸が形成されることになる。そのため、本発明の経編地を、例えば座席の表皮材としてシンカーループ側表面を表にして使用した場合において、着座時における人体との接触面積が小さくなって通気性が向上し、発汗時におけるべたつきや蒸れを解消できる。
【0023】
しかも、シンカーループ側表面に微凹凸を形成するために挿入組織を利用するため、経編地形成に必要な糸長(糸量)が少なくて済み、軽量な経編地とすることができる。
【0024】
さらに、地糸のシンカーループを挿入糸で押さえることにより、物性、特には抗ピリング性や耐摩耗性が向上する。
【0025】
したがって、本発明により得られる経編地は、例えば、自動車、鉄道車両、航空機、チャイルドシート、ベビーカー、車椅子、家具、事務用などの座席に表皮材として、好適に使用でき、軽量で機能性に優れたものとなる。
【図面の簡単な説明】
【0026】
【図1】本発明の経編地の編成に使用する経編機の主要部を示す概略図である。
【図2】本発明の経編地の一例を示す略示斜視図である。
【図3】本発明の経編地の他の例を示す略示斜視図である。
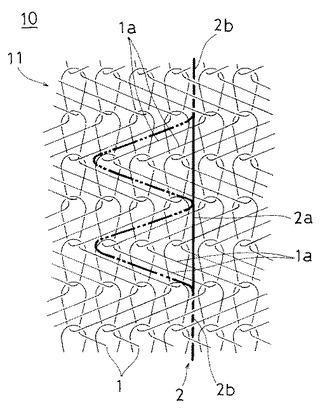
【図4】挿入糸の露出状態の略示説明図である。
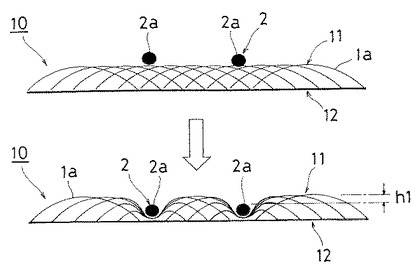
【図5】本発明の経編地の一部の略示拡大断面説明図である。
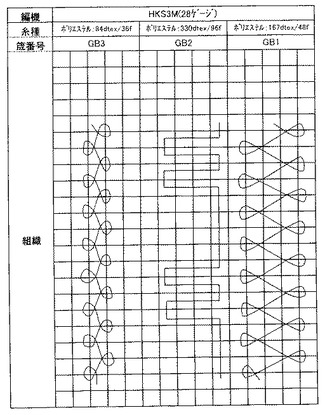
【図6】本発明の経編地の一実施例を示す各筬のラッピング状態の組織図である。
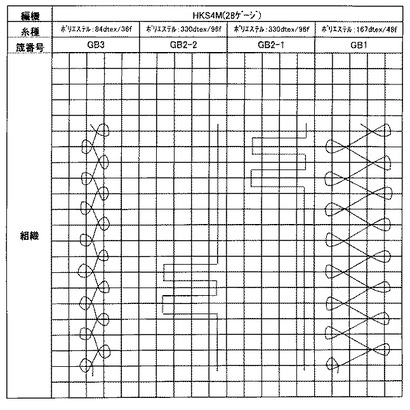
【図7】本発明の経編地の他の実施例を示す各筬のラッピング状態の組織図である。
【図8】本発明の経編地のさらに他の実施例を示す各筬のラッピング状態の組織図である。
【図9】本発明の経編地のさらに他の実施例を示す各筬のラッピング状態の組織図である。
【図10】本発明の経編地のさらに他の実施例を示す各筬のラッピング状態の組織図である。
【図11】本発明の経編地のさらに他の実施例を示す各筬のラッピング状態の組織図である。
【図12】本発明の経編地のさらに他の実施例を示す各筬のラッピング状態の組織図である。
【図13】本発明の経編地のさらに他の実施例を示す各筬のラッピング状態の組織図である。
【図14】本発明の経編地のさらに他の実施例を示す各筬のラッピング状態の組織図である。
【図15】比較例の経編地の例を示す各筬のラッピング状態の組織図である。
【発明を実施するための形態】
【0027】
次に、本発明の実施の形態を図面に示す実施例に基づいて説明する。
【0028】
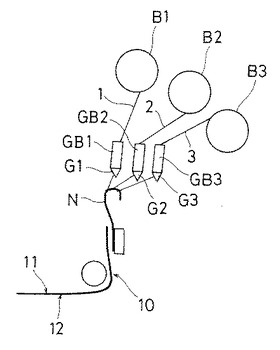
本発明の経編地10は、少なくとも2枚の筬、例えば図1に略示するように1枚のミドル筬を含む3枚の筬GB1,GB2,GB3を備える14〜36ゲージの経編機により編成される。特には、18〜32ゲージの経編機が好ましい。14ゲージ未満の場合は、幅方向のループの間隔が大きく挿入糸が固定されにくくなる虞がある。36ゲージを超える場合は、編地の強度が十分でない虞がある。前記の経編機としては、トリコット編機、ラッセル編機、ダブルラッセル編機が挙げられる。
【0029】
図1はトリコット編機の主要部を示し、Nは編機幅方向に多数並列してなる編針、GB1〜GB3はそれぞれ編成に使用する筬、G1〜G3は地糸1,3及び挿入糸2としての編糸を通糸するガイド部、B1〜B3は各編糸のビームを示す。
【0030】
本発明の経編地10の編成において、例えば3枚の筬GB1〜GB3を備える前記経編機により編成する場合、3枚の筬GB1〜GB3のうち、編機前方側(アンダーラップ時の筬位置が編針列から最も遠くなる側)の所謂フロント筬GB1を地糸1を給糸する地筬として、各コース毎に交互に左右にアンダーラップしながら編目形成(ルーピング)するデンビー編組織又はコード編組織を編成し、また、前記フロント筬GB1より後方に配された少なくとも1枚の筬GB2、例えば図のようにミドル筬を、挿入糸2を給糸する挿入筬として挿入組織を編成する。
【0031】
さらに、前記挿入筬としての筬(ミドル筬)GB2より後方に配されたバック筬GB3を前記とは別の地糸3を給糸する別の地筬として、鎖編組織、デンビー編組織又はコード編組織の少なくとも1種の編組織を編成する。製造する経編地10の編組織によっては、前記バック筬GB3による別の地糸3の編組織を含まない場合がある。この場合、フロント筬GB1の地糸1の編組織が経編地10の地組織となる。前記のように、バック筬GB3による別の地糸3の編組織を重ねることにより、挿入糸2のアンダーラップせずに経方向に挿入されてニードルループ側表面に露出する部分が固定されやすく、また、得られる経編地の強度や伸び特性が向上するため、実施上はバック筬GB3による別の地糸3の編組織を含む態様が好ましい。
【0032】
本発明の場合は、前記の編成において、1枚の筬(ミドル筬)GB2により給糸する前記挿入糸2については、編方向の数コースにわたって交互に左右(編幅方向)にアンダーラップさせるとともに、この挿入糸2のアンダーラップの方向および針数を、フロント筬GB1による地糸1のアンダーラップに合わせて、該地糸1のアンダーラップと同方向で同針数分アンダーラップさせて編成することにより、地糸1のシンカーループ1aをまたいでシンカーループ側表面11に露出させた部分2aと、シンカーループ側表面11に露出させずにニードルループ側表面12に露出させるか、あるいは経編地10の地組織に保持させた部分とを、経方向に交互に断続的に形成するように編成する。
【0033】
すなわち、挿入糸2を地糸1のアンダーラップの方向及び針数に合わせて、該地糸1と同方向に同針数分アンダーラップさせることで、図4のように、アンダーラップして挿入される部分(2点鎖線)が、地糸1のシンカーループ1aによっては押さえられずに、同図の実線のように、該シンカーループ1aをまたいでシンカーループ側表面11に露出し、この露出部分2aが地糸1のシンカーループ1aを押さえることになる。これが、仮に、挿入糸2のアンダーラップの方向及び針数を、地糸1のアンダーラップの方向と針数に合わせなければ、挿入糸2がアンダーラップして挿入される部分は、これに交差する地糸1のシンカーループ1aにより押さえられてシンカーループ側表面11には露出されず、経編地10の地組織を構成する地糸1の編組織に隠蔽されることになり、本発明の経編地10が得られないことになる。
【0034】
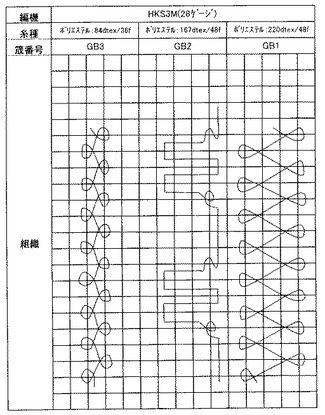
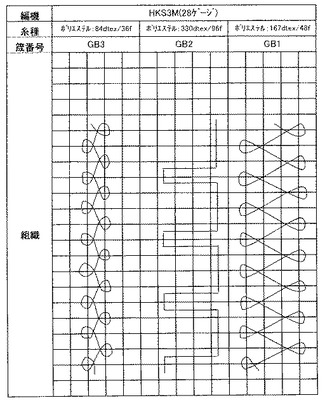
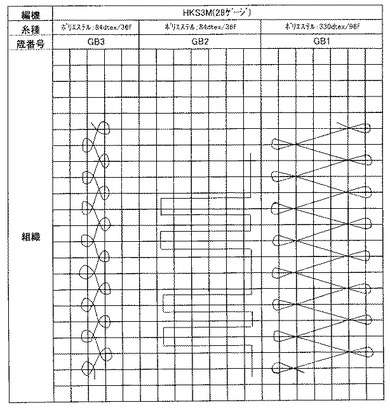
例えば、図6の編組織においては、フロント筬GB1による地糸1を3針分アンダーラップするコード編組織、バック筬GB3による別の地糸3を1針分アンダーラップするデンビー編組織で編成するとともに、挿入筬としての筬(ミドル筬)GB2による挿入糸2については、所要のコース位置で、フロント筬GB1による地糸1のアンダーラップに合わせて、該地糸1のアンダーラップと同方向に同針数分(3針分)アンダーラップさせる編成を4コースにわたって行い、その後、アンダーラップしない編成を所要のコース数にわたって行って経方向に挿入することを繰り返すようにして編成している。
【0035】
これにより、挿入糸2は、4コースのアンダーラップして挿入される部分が、フロント筬GB1による地糸1のシンカーループ1aには押さえられずに、フロント筬GB1の地糸1による経編地のシンカーループ側表面11に前記シンカーループ1aをまたいで露出することになり、また、挿入糸2の他の部分、すなわちアンダーラップしないで経方向に挿入される部分(図4の2bの部分)が、所要のコース数にわたってシンカーループ側表面11に露出することなく、例えばフロント筬GB1による地糸1の編組織とバック筬GB3による別の地糸3の編組織との間に挟まれて保持され固定される。その結果、挿入糸2のシンカーループ側表面11の露出部分2aが、経方向(編方向)に所定の間隔をおいて断続的に形成されることになる。
【0036】
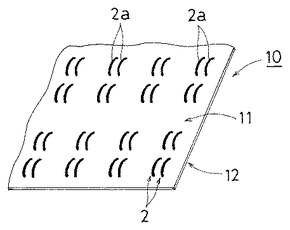
したがって、前記シンカーループ側表面11における挿入糸2の露出部分2aのコース数(アンダーラップさせるコース数)と、露出させないコース数とを適宜設定して編成することにより、前記露出部分2aを経方向に任意の長さで、任意の間隔をおいて列をなすように断続させて形成することができる。また、前記筬(ミドル筬)GB2により給糸する挿入糸2を、適宜糸抜きを行って、例えば2in4outで導糸して編成することにより、図2に略示するように、挿入糸2の露出部分2aが編幅方向に間隔をおいて2列一組で経方向に列をなすように形成することができる。
【0037】
しかも、シンカーループ側表面11に露出する挿入糸2の露出部分2aは、編成上の張力によりシンカーループ側表面11を形成する地糸1のシンカーループ1aのふくらみを部分的に押さえることになる(図5)。その結果、経編地のシンカーループ側表面11に全面にわたって微凹凸が形成されることになる。
【0038】
例えば、フロント筬GB1による地糸1が図6のように3針分のアンダーラップを行うコード編組織の場合は、図4のように、前記挿入糸2のアンダーラップによる2コースにわたる露出部分2aで、6本の地糸1のシンカーループ1aを押さえることになり、4コース分の連続した露出部分2aでは、12本のシンカーループ1aを押さえることになる。また、フロント筬GB1による地糸1がデンビー編組織の場合は、図示していないが、挿入糸のアンダーラップによる2コースにわたる露出部分で2本のシンカーループを押さえ、4コース分の連続した露出部分では、4本のシンカーループを押さえることになる。したがって、挿入糸2の露出部分2aによる押さえの効果の点からは、地糸1が2針以上のアンダーラップを行うコード編組織であるのが好ましい。
【0039】
前記挿入糸2は、1枚の筬(ミドル筬)GB2にてフルセットで導糸して編成することもできるが、この場合、挿入糸2の露出部分2aが幅方向に間隔をあけずに形成されることになり、微凹凸形成の効果が小さくなるので、実施上は、前記のように糸抜きを適宜行って編成するのが好ましい。
【0040】
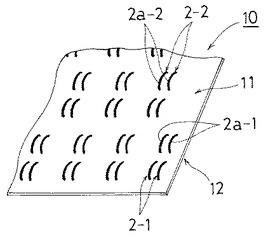
前記の挿入糸2を給糸する挿入筬としては、1枚の筬(ミドル筬)GB2を使用するものには限らず、2枚の筬を挿入筬に使用して編成することもできる。例えば、図7の編組織の例に示すように、2枚のミドル筬を有する4枚筬の経編機(図7では、4枚の筬の番号を、通常とは異なり、挿入筬に使用するミドル筬を枝番付きの同番号で示している)による編成において、2枚の筬(ミドル筬)GB2−1,GB2−2を挿入筬として使用し、この2枚の筬(ミドル筬)GB2−1,GB2−2により、それぞれ挿入糸2−1,2−2を例えば2in10outで交互に導糸し、フロント筬GB1による地糸1の3針分のアンダーラップを行うコード編組織に対して、それぞれ経方向(編方向)の所要コース間隔おきに、アンダーラップのコース位置を異にして交互に4コースにわたって、地糸1のアンダーラップと同方向に同針数分(3針分)のアンダーラップを行い、他のコースでは、アンダーラップせずに経方向に挿入することを繰り返して、本発明の経編地を編成することができる。この場合、図3に略示するように、経編地10のシンカーループ側表面11には両挿入糸2−1,2−2の二つずつの露出部分2a−1,2a−2が2列一組で、互い違いの位置で経方向に列をなすように形成されることになる。
【0041】
この実施例においても、バック筬GB3により給糸される地糸3により鎖編組織、デンビー編組織またはコード編組織で編成することにより、前記挿入糸2−1,2−2のアンダーラップせずに経方向に挿入された部分が、フロント筬GB1による地糸1の編組織と、バック筬GB3による地糸3の編組織に挟まれることで、挿入糸2−1,2−2が固定されやすくなる。
【0042】
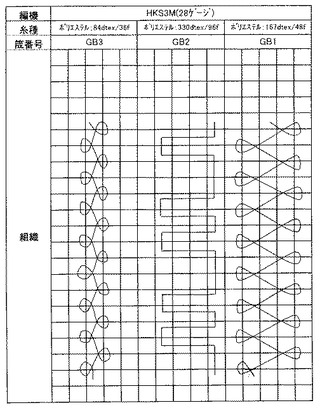
また、前記挿入糸2をアンダーラップさせてシンカーループ側表面11に露出させる部分の前後のコース、すなわちアンダーラップせずに経方向に挿入される部分の編方向の両端部のコースでの地組織(地糸1,3の編組織)への係止方法は、編目形成(ルーピング)しないで挿入係止するものであっても、また編目形成(ルーピング)して編成係止するものであってもよいが、物性、特には抗ピリング性や耐摩耗性の観点から、編成係止するのが好ましい。図8の編組織はその一例を示しており、図6の編組織における挿入筬としての筬(ミドル筬)GB2による挿入糸2について、アンダーラップさせてシンカーループ側表面11に露出させる部分の前後のコースで編目形成(ルーピング)した場合を示している。この場合は、挿入糸2は編目形成した部分で地組織と一体化して安定性よく固定される。これは図7の2枚の筬(ミドル筬)GB2−1,GB2−2を挿入筬として使用する場合も同様である。
【0043】
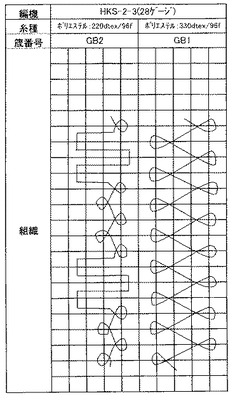
さらに、本発明は、前記バック筬GB3による地糸3を使用しないで本発明の経編地を編成することもできる。この場合、挿入糸がアンダーラップしないで経方向に直線状に挿入されていると、該直線状の挿入部分が、ニードルループ側表面12に露出することになり、この部分では地組織内部に保持されないことになるので、例えば、図9の編組織に示すように、シンカーループ側表面11に露出させるためにアンダーラップする部分の間のコース(前記経方向に直線状に挿入される部分に相当するコース)の少なくとも一部のコース、好ましくは全部のコースで、デンビー編組織のように編目形成(ルーピング)して地組織に編み込むように編成するのが好ましい。
【0044】
また、図8の組織図のミドル筬GB2のように、挿入糸をアンダーラップさせてシンカーループ側表面に露出させる部分の前後のコースでのみ編目形成(ルーピング)し、それ以外の挿入部分をニードルループ側表面に露出させることもできる。
【0045】
なお、本発明は、前記の各実施例のほか、枚筬以上の経編機において、別の地糸を給糸する後方の地筬を複数枚にしても、地糸を給糸するフロント筬と、挿入糸を給糸する筬(ミドル筬)を上記と同様にして、挿入糸をシンカーループ側表面に断続的に露出させるように編成して実施することができる。さらに、地糸1を給糸する前方の地筬についても、1枚のフロント筬だけでなく、複数枚の筬を地筬に使用して編成すことも可能である。
【0046】
いずれの実施例の場合も、シンカーループ側表面11における挿入糸2の露出部分2aが、シンカーループ側表面11を形成するフロント筬GB1による地糸1のシンカーループ1aのふくらみを部分的に押さえることになるので、上記と同様に、経編地10のシンカーループ側表面11には全面にわたって微凹凸が形成されることになる。
【0047】
前記挿入糸2の露出部分2aによる押さえによる微凹凸の程度は、挿入糸2の張力及び糸種や糸の太さ、並びに、地糸1のアンダーラップ数及び糸種や太さなどに関係し、これらの組み合わせにより適宜設定することができるが、実施上は、挿入糸2の露出部分2aと地糸1のシンカーループの頂点(弧を描いている頂点)との高低差h1(図5)が、0.1mm以上であることが好ましく、0.1〜0.6mmであることがより好ましく、さらには0.1〜0.3mmであることが好ましい。前記高低差h1が0.1mm未満の場合、べたつきや蒸れが解消されない虞がある。
【0048】
前記挿入糸2がシンカーループ側表面11に露出している割合は、5〜35%であることが好ましく、さらには5〜20%であることが好ましい。5%未満の場合、べたつきや蒸れが解消されない虞がある。35%を超える場合、物性、特には抗ピリング性や耐摩耗性が悪くなる虞がある。
【0049】
挿入糸2がシンカーループ側表面11に露出している割合の算出方法は、以下の通りである。
割合=[c×w×{A/(A+B)}×{C/(C+D)}]/(c×w)×100
c:コース密度
w:ウエル密度
A:挿入糸の本数(AinBout)
B:挿入糸の糸抜き数(AinBout)
C:挿入糸がシンカーループ側表面に経方向に連続して露出しているコース数
D:挿入糸がシンカーループ側表面に経方向に連続して露出していないコース数
【0050】
ここで、前記Dの挿入糸がシンカーループ側表面に露出していない状態としては、アンダーラップせずに経方向に挿入される部分が、フロント筬の地糸による編組織とバック筬の別の地糸による編組織の間に挟まれて保持されている態様のほか、ニードルループ側表面に露出する態様、及び編目形成して地組織に保持されている態様を含むものとする。
【0051】
前記のように、本発明の経編地10は、シンカーループ側表面11に微凹凸が形成されるため、この経編地10を座席の表皮材として使用した場合に、着座時における人体(皮膚面)との接触面積が小さくなり、発汗時のべたつきや蒸れを解消することができるものとなる。しかも、前記表面に微凹凸を形成するために挿入糸を利用しているため、経編地形成に必要な糸長が少なくて済み、軽量な経編地とすることができる。さらに、地糸のシンカーループを挿入糸で押さえることにより、物性、特には抗ピリング性や耐摩耗性が向上する。
【0052】
挿入糸2がシンカーループ側表面11に連続して露出しているコース数は、2〜12コースであることが好ましく、さらには2〜8コースであることが好ましい。2コース未満の場合、挿入糸2の露出部分2aと地糸1のシンカーループの頂点との高低差h1が小さくなり、べたつきや蒸れが解消されない虞がある。12コースを超える場合、物性、特には抗ピリング性や耐摩耗性が悪くなる虞がある。
【0053】
また、本発明の経編地10は、前記のシンカーループ側表面の微凹凸により、着座時の前後左右のツイスト防止(着座時に臀部で表面を前後左右にこすることによって、シンカーループが捻れ、外観が変化するのを防止する)や、騒音軽減等の効果もある。
【0054】
本発明において、挿入糸に用いられる繊維は特に限定されない。物性の観点からポリエステル繊維が好ましい。
【0055】
挿入糸に用いられる糸条の形態も特に限定されない。スパン糸、フィラメント糸(モノ、マルチ)のどちらでもよい。またフィラメント糸に後加工をした加工糸であってもよい。目的に応じて適宜設定すればよい。また、機能性を有する糸条(吸水性のある糸など)を用いれば機能性が、意匠性の高い糸条(ラメ糸やモール糸など)を用いれば意匠性が付与できる。挿入糸としては、地糸とは色違い又は異種の糸を用いることができる。これにより、挿入糸の露出部分をシンカーループ側表面において柄模様として表現することができる。
【0056】
挿入糸の繊度は、56〜550dtexであることが好ましく、さらには84〜330dtexであることが好ましい。56dtex未満の場合、挿入糸とシンカーループの高低差が小さくなり、べたつきや蒸れが解消されない虞がある。550dtexを超える場合、物性、特には抗ピリング性や耐摩耗性が悪くなる虞がある。
【0057】
地糸に用いられる繊維は特に限定されない。物性の観点からポリエステル繊維が好ましい。
【0058】
地糸に用いられる糸条の形態も特に限定されない。スパン糸、フィラメント糸(モノ、マルチ)のどちらでもよい。またフィラメント糸に後加工をした加工糸であってもよい。目的に応じて適宜設定すればよい。
【0059】
地糸の繊度は、56〜550dtexであることが好ましく、さらには84〜330dtexであることが好ましい。56dtex未満の場合、シンカーループのふくらみが十分でなく、挿入糸とシンカーループの高低差が小さくなり、べたつきや蒸れが解消されなかったり、得られる経編地の強度や伸び特性が悪くなったりする虞がある。550dtexを超える場合、得られる経編地の風合いが粗硬になったり、伸び特性が悪くなったりする虞がある。
【0060】
地糸の幅方向のアンダーラップの間隔は、2〜8針であることが好ましく、特には3〜6針であることが好ましい。2針未満の場合、シンカーループのふくらみが十分でなく、挿入糸とシンカーループの高低差が小さくなり、べたつきや蒸れが解消されない虞がある。8針を超える場合、編地の風合いが粗硬になったり、物性、特には抗ピリング性や耐摩耗性が悪くなったりする虞がある。
【0061】
得られた経編地10には、従来公知の後加工(染色、熱セットなど)を行うことができる。さらに、シンカーループ側表面11に、起毛加工を行うと、挿入糸2の露出部分2aとシンカーループ1aによる高低差が顕著になり好ましい。
【実施例】
【0062】
[評価項目]
<挿入糸とシンカーループとの高低差>
サンプルの幅方向断面をマイクロスコープにて観察し、挿入糸とシンカーループの頂点との高低差を測定する。
【0063】
<抗ピリング性>
JIS L1018 8.18.3 C法(テーバ形法)に準じて磨耗し、外観変化を下記のように評価した。
○ ・・・ 異常なし
△ ・・・ やや損傷している
× ・・・ 地糸又は挿入糸が切断している
【0064】
<べたつき・蒸れ>
試験布でシートカバーを作製し、カーシートに被せた状態で、室温25℃、湿度60%RHの環境下で1時間着座したときのべたつき・蒸れの官能評価を以下の基準に従って行った。
○ ・・・ べたつき・蒸れを感じない。
【0065】
△ ・・・ べたつき・蒸れをやや感じる。
【0066】
× ・・・ べたつき・蒸れを感じる。
【0067】
[実施例1]
28ゲージのトリコット編機(HKS3M:日本マイヤー社製)を用いて、図6のように、フロント筬GB1に地糸として167dtex/48fのポリエステルマルチフィラメント糸をフルセットで導糸してコード組織(3針間アンダーラップ)を、ミドル筬GB2に挿入糸として330dtex/96fのポリエステルマルチフィラメント糸を2in4outで導糸して挿入組織を、バック筬GB3に別の地糸として84dtex/36fのポリエステルマルチフィラメント糸をフルセットで導糸してデンビー組織を形成して経編地を編成した。このとき挿入糸がシンカーループ側表面に経方向に連続して露出するコース数は4、露出せずに隠蔽されるコース数は4であった。
【0068】
得られた経編地を190℃で1分間プレセットした後、130℃にて染色、乾燥し、150℃で1分間仕上げセットして、仕上がり45コース/インチ、30ウエル/インチの経編地を作成した。
【0069】
挿入糸がシンカーループ側表面に露出する割合は16.7%、挿入糸とシンカーループとの高低差は0.2mmであった。
【0070】
得られた経編地の評価結果を表1に記す。抗ピリング性、べたつき・蒸れはともに問題のないものであった。
【0071】
[実施例2]
4枚の筬を備える実施例1と同じトリコット編機を用いて、図7のように、フロント筬GB1及びバック筬GB3については、実施例1と同様に地糸を導糸して編成するとともに、2枚のミドル筬GB2−1,GB2−2を挿入筬として使用し、ミドル筬GB2−1に挿入糸として330dtex/96fのポリエステルマルチフィラメント赤原着糸を,ミドル筬GB2−2に挿入糸として330dtex/96fのポリエステルマルチフィラメント青原着糸をそれぞれ2in8outで交互に導糸してアンダーラップコース位置を異にして挿入組織を形成して経編地を編成した。このとき挿入糸がシンカーループ側表面に経方向に連続して露出するコース数は4、露出せずに隠蔽されるコース数は8であった。
【0072】
得られた経編地を実施例1と同様に仕上加工処理して、仕上がり45コース/インチ、32ウエル/インチの経編地を作成した。
【0073】
挿入糸がシンカーループ側表面に露出する割合は13.3%、挿入糸とシンカーループとの高低差は0.2mmであった。
【0074】
得られた経編地の評価結果を表1に記す。抗ピリング性、べたつき・蒸れはともに問題のないものであった。また、意匠性に優れたものであった。
【0075】
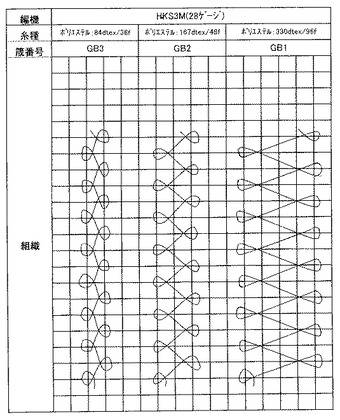
[実施例3]
実施例1と同じトリコット編機を用いて、図8のように、フロント筬GB1に地糸として220dtex/48fのポリエステルマルチフィラメント糸をフルセットで導糸してコード組織(3針間アンダーラップ)を、ミドル筬GB2に挿入糸として167dtex/48fのポリエステルマルチフィラメント糸を2in4outで導糸してアンダーラップさせる部分の前後のコースでのみ編目形成(ルーピング)した挿入組織を、バック筬GB3に別の地糸として84dtex/36fのポリエステルマルチフィラメント糸をフルセットで導糸してデンビー組織を形成して経編地を編成した。このとき挿入糸がシンカーループ側表面に経方向に連続して露出するコース数は4、露出せずに隠蔽されるコース数は4であった。
【0076】
得られた経編地を実施例1と同様に仕上加工処理して、仕上がり45コース/インチ、30ウエル/インチの経編地を作成した。
【0077】
挿入糸がシンカーループ側表面に露出する割合は16.7%、挿入糸とシンカーループとの高低差は0.2mmであった。
【0078】
得られた経編地の評価結果を表1に記す。抗ピリング性、べたつき・蒸れはともに問題のないものであった。
【0079】
[実施例4]
2枚の筬を備える28ゲージのトリコット編機(HKS−2−3:日本マイヤー社製)を用いて、図9のように、フロント筬GB1に地糸として330dtex/96fのポリエステルマルチフィラメント糸をフルセットで導糸してコード組織(3針間アンダーラップ)を、他の1枚の筬GB2に挿入糸として220dtex/96fのポリエステルマルチフィラメント糸を2in4outで導糸してアンダーラップして挿入するコース以外の各コースでは、デンビー編組織を形成して経編地を編成した。このとき挿入糸は、アンダーラップしてシンカーループ側表面に経方向に連続して露出する部分以外は経編地と一体化したものとなった。このとき挿入糸がシンカーループ側表面に経方向に連続して露出するコース数は4、露出せずに隠蔽されるコース数は4であった。
【0080】
得られた経編地を実施例1と同様に仕上加工処理して、仕上がり38コース/インチ、36ウエル/インチの経編地を作成した。
【0081】
挿入糸がシンカーループ側表面に露出する割合は16.7%、挿入糸とシンカーループとの高低差は0.2mmであった。
【0082】
得られた経編地の評価結果を表1に記す。抗ピリング性、べたつき・蒸れはともに問題のないものであった。
【0083】
[実施例5]
図10のように、ミドル筬GB2に挿入糸を3in1outで導糸し、挿入糸がシンカーループ側表面に経方向に連続して露出するコース数を4、露出せずに隠蔽されるコース数を2とする以外、実施例1と同様に編成した。
【0084】
得られた経編地を実施例1と同様に仕上加工処理して、仕上がり45コース/インチ、30ウエル/インチの経編地を作成した。
【0085】
挿入糸がシンカーループ側表面に露出する割合は50%、挿入糸とシンカーループとの高低差は0.2mmであった。
【0086】
得られた経編地の評価結果を表1に記す。挿入糸の露出割合が好適範囲の上限を超えることにより、抗ピリング性がやや劣っていた。
【0087】
[実施例6]
図11のように、ミドル筬GB2に挿入糸を1in5outで導糸し、挿入糸がシンカーループ側表面に経方向に連続して露出するコース数を1、露出せずに隠蔽されるコース数を3とする以外、実施例1と同様に編成した。
【0088】
得られた経編地を実施例1と同様に仕上加工処理して、仕上がり45コース/インチ、30ウエル/インチの経編地を作成した。
【0089】
挿入糸がシンカーループ側表面に露出する割合は4.2%、挿入糸とシンカーループとの高低差は0.2mmであった。
【0090】
得られた経編地の評価結果を表1に記す。挿入糸の露出割合が好適範囲の下限に満たないことにより、べたつき・蒸れがやや劣っていた。
【0091】
[実施例7]
実施例1と同じトリコット編機を用いて、図12のように、フロント筬GB1に地糸として330dtex/96fのポリエステルマルチフィラメント糸をフルセットで導糸してコード組織(5針間アンダーラップ)を、ミドル筬GB2に挿入糸として84dtex/36fのポリエステルマルチフィラメント糸を2in2outで導糸して挿入組織を、バック筬GB3に別の地糸として84dtex/36fのポリエステルマルチフィラメント糸をフルセットで導糸してデンビー組織を形成して経編地を編成した。このとき挿入糸がシンカーループ側表面に経方向に連続して露出するコース数は4、露出せずに隠蔽されるコース数は2であった。
【0092】
得られた経編地を実施例1と同様に仕上加工処理して、仕上がり42コース/インチ、32ウエル/インチの経編地を作成した。
【0093】
挿入糸がシンカーループ側表面に露出する割合は33.3%、挿入糸とシンカーループとの高低差は0.4mmであった。
【0094】
得られた経編地の評価結果を表1に記す。挿入糸の露出割合が好適範囲の上限に近いものの、抗ピリング性、べたつき・蒸れはともに問題のないものであった。
【0095】
[実施例8]
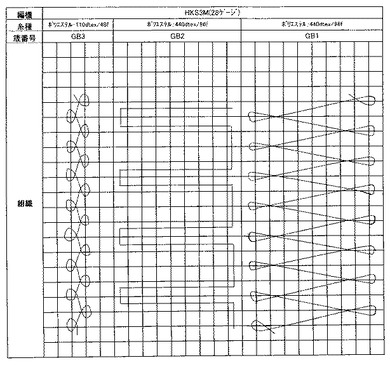
実施例1と同じトリコット編機を用いて、図13のように、フロント筬GB1に地糸として440dtex/96fのポリエステルマルチフィラメント糸をフルセットで導糸してコード組織(8針間アンダーラップ)を、ミドル筬GB2に挿入糸として440dtex/96fのポリエステルマルチフィラメント糸を1in4outで導糸して挿入組織を、バック筬GB3に別の地糸として110dtex/48fのポリエステルマルチフィラメント糸をフルセットで導糸してデンビー組織を形成して経編地を編成した。このとき挿入糸がシンカーループ側表面に経方向に連続して露出するコース数は1、露出せずに隠蔽されるコース数は3であった。
【0096】
得られた経編地を実施例1と同様に仕上加工処理して、仕上がり45コース/インチ、34ウエル/インチの経編地を作成した。
【0097】
挿入糸がシンカーループ側表面に露出する割合は5%、挿入糸とシンカーループとの高低差は0.6mmであった。
【0098】
得られた経編地の評価結果を表1に記す。挿入糸の露出割合が好適範囲の下限であるものの、抗ピリング性、べたつき・蒸れはともに問題のないものであった。
【0099】
[実施例9]
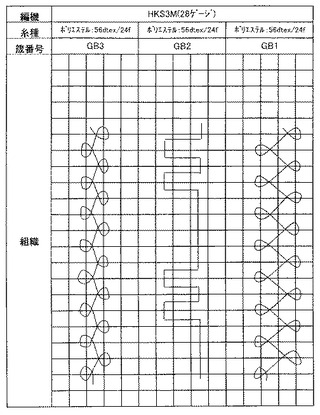
実施例1と同じトリコット編機を用いて、図14のように、フロント筬GB1に地糸として56dtex/24fのポリエステルマルチフィラメント糸をフルセットで導糸してコード組織(2針間アンダーラップ)を、ミドル筬GB2に挿入糸として56dtex/24fのポリエステルマルチフィラメント糸を2in4outで導糸して挿入組織を、バック筬GB3に別の地糸として56dtex/24fのポリエステルマルチフィラメント糸をフルセットで導糸してデンビー組織を形成して経編地を編成した。このとき挿入糸がシンカーループ側表面に経方向に連続して露出するコース数は4、露出せずに隠蔽されるコース数は4であった。
【0100】
得られた経編地を実施例1と同様に仕上加工処理して、仕上がり40コース/インチ、30ウエル/インチの経編地を作成した。
【0101】
挿入糸がシンカーループ側表面に露出する割合は16.7%、挿入糸とシンカーループとの高低差は0.05mmであった。
【0102】
得られた経編地の評価結果を表1に記す。挿入糸とシンカーループとの高低差が好適範囲の下限に満たないことにより、べたつき・蒸れがやや劣っていた。
【0103】
[比較例1]
実施例1と同じ3枚筬のトリコット編機を用いて、図15のように、フロント筬GB1に330dtex/96fのポリエステルマルチフィラメント糸をフルセットで導糸してコード組織(3針間アンダーラップ)を、GB2に167dtex/48fのポリエステルマルチフィラメント糸をフルセットで導糸してコード組織(2針間のアンダーラップ)を、バック筬GB3に84dtex/36fのポリエステルマルチフィラメント糸をフルセットで導糸してデンビー編組織を形成して経編地を編成した。
【0104】
得られた経編地を実施例1と同様に仕上加工処理して、仕上がり40コース/インチ、36ウエル/インチの経編地を作成した。
【0105】
得られた経編地の評価結果を表1に記す。抗ピリング性、べたつき・蒸れはいずれも劣っていた。
【表1】

【産業上の利用可能性】
【0106】
本発明の経編地は、自動車、鉄道車両、航空機、チャイルドシート、ベビーカー、車椅子、家具、事務用などの座席に表皮材として好適に使用することができる。
【符号の説明】
【0107】
10…経編地
11…シンカーループ側表面
12…ニードルループ側表面
1…地糸
2;2−1,2−2…挿入糸
3…別の地糸
1a…シンカーループ
2a;2a−1,2a−2…挿入糸の露出部分
2b…挿入糸のアンダーラップせずに経方向に挿入される部分
【技術分野】
【0001】
本発明は、自動車、鉄道車両、航空機、チャイルドシート、ベビーカー、車椅子、家具、事務用などの座席に表皮材として用いる経編地に関するものであり、特には、発汗時のべたつきや蒸れを解消し、軽量で機能性に優れた経編地及びその製造方法に関するものである。
【背景技術】
【0002】
経編地は、衣料、産業資材などの様々な分野に用いられている。
【0003】
なかでも、長時間着座して使用する自動車、鉄道車両、航空機、チャイルドシート、ベビーカー、車椅子、家具、事務用などの座席に表皮材として用いる場合は、発汗時のべたつきや蒸れが問題になっている。
【0004】
このような問題を解決するべく、例えば特許文献1では、一方の地組織のループ数が他方の地組織のループ数よりも少ない立体構造経編地に於いて、ループ数の少ない地組織のループ数がループ数の多い側の地組織の30〜75%であることを特徴とし、ループ数の少ない地組織面を人体(皮膚面)と接触させるように用いることにより、肌に触れる面積が小さくなることから、汗をかいてもべたつきのない立体構造経編地が提供できることを開示している。
【0005】
また、特許文献2では、ネット孔を有するベース編地に、パイル糸が該ネット孔の上を超えてラッピングしたシンカーループを形成し、パイル糸のシンカーループが編地の表面に浮き出たパイル毛羽を構成していることを特徴とすることにより、有毛経編地でありながら、通気性が高く車両椅子張地に使用してドライバーに蒸れを与えない経編地が提供できることを開示している。
【0006】
しかしながら、特許文献1,2のような経編地は、人体と接触する使用において、べたつきや蒸れの解消には効果があるものの、重量が重くなるという問題がある。
【0007】
さらに、特許文献3には、挿入糸(浮遊糸)をアンダーラップする場合に、アンダーラップの方向と数を、別の筬から給糸される地糸のアンダーラップにあわせるとき、挿入糸はニードルループに挿入され、別の筬から給糸される地糸のアンダーラップにあわせないとき、挿入糸はニードルループ面側(ダブルラッセルの外表面)に露出することが開示されている。
【0008】
特許文献4には、挿入糸をアンダーラップする場合に、アンダーラップの方向と数を、別の筬から給糸される地糸のアンダーラップにあわせるとき、挿入糸はシンカーループ面側(ダブルラッセルの内表面)に露出し、別の筬から給糸される地糸のアンダーラップにあわせないとき、挿入糸はニードルループ面側(ダブルラッセルの外表面)に露出することが開示されている。
【0009】
これらの場合も、人体と接触する使用において、べたつきや蒸れの解消に効果を有するものにして、しかも軽量化できるようにするというものではない。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】国際公開WO2004/088021号公報
【特許文献2】特開平06−173147号公報
【特許文献3】特開2005−126884号公報
【特許文献4】特開2006−104620号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、上記の問題を解決するためになしたものであり、主として自動車、鉄道車両、航空機、チャイルドシート、ベビーカー、車椅子、家具、事務用などの座席に表皮材として用いる経編地において、長時間着座して使用する場合に、発汗時のべたつきや蒸れを解消し、軽量で機能性に優れた経編地及びその製造方法を提供するものである。
【課題を解決するための手段】
【0012】
上記の課題を解決する本発明の経編地は、少なくとも2枚の筬を備える経編機により編成されてなり、フロント筬から給糸される地糸によりデンビー編組織またはコード編組織が形成され、フロント筬より後方の筬から給糸される挿入糸により挿入組織が形成される経編地であって、経編地のシンカーループ側表面に挿入糸が経方向に断続的に露出せしめられてなることを特徴とする。特には、前記挿入糸が、フロント筬による地糸のアンダーラップと同方向に同針数分アンダーラップして編成されることにより、経編地のシンカーループ側表面に経方向に断続的に露出せしめられてなるものである。
【0013】
前記発明の経編地において、挿入糸の経方向の露出部分が、編幅方向の所要間隔毎に1もしくは複数列で経方向に並列して、かつ1もしくは複数列毎に交互に位置をずらせて形成されてなるものとすることができる。
【0014】
前記発明の経編地において、挿入糸が地糸とは色違い又は異種の糸であり、その露出部分がシンカーループ側表面において柄模様として表現されてなるものとすることができる。
【0015】
前記発明の経編地において、前記挿入糸を給糸する筬より後方の筬により給糸される別の地糸により鎖編組織、デンビー編組織又はコード編組織の少なくとも1種の編組織が形成され、挿入糸のシンカーループ側表面に露出していない部分が、フロント筬により給糸される地糸により形成される編組織と後方の筬により給糸される別の地糸により形成される編組織とに挟まれているものとすることができる。
【0016】
また、本発明は、前記の経編地の製造方法として、少なくとも2枚の筬を備える経編機により、フロント筬により地糸を給糸してデンビー編組織またはコード編組織を編成し、フロント筬より後方の筬により挿入糸を給糸して挿入組織を編成し、この挿入糸を、フロント筬による地糸のアンダーラップと同方向に同針数分アンダーラップさせて編成することにより、挿入糸を経編地のシンカーループ側表面に経方向に断続的に露出させることを特徴とする。
【0017】
前記の経編地の製造方法において、フロント筬より後方の筬により給糸する挿入糸を、アンダーラップさせて挿入する部分を1もしくは複数コースと、アンダーラップさせずに経方向に挿入する部分を1もしくは複数コースとを、経方向に交互に繰り返して編成することができる。
【0018】
前記の場合において、挿入糸を、アンダーラップさせて挿入する部分の前後のコースで編目形成して編成係止して、アンダーラップさせずに経方向に挿入する部分に連続させることもできる。
【0019】
また本発明は、前記の経編地の製造方法において、フロント筬より後方の筬により給糸する挿入糸を、アンダーラップさせて挿入する部分を1もしくは複数コースと、各コースで編目形成して編成係止した編み込み部分を1もしくは複数コースとを、経方向に交互に繰り返して編成することもできる。
【0020】
前記各発明の経編地の製造方法において、挿入糸を給糸する筬として2枚の筬を使用し、この2枚の筬のそれぞれにより挿入糸を編幅方向で交互に給糸して挿入組織を編成し、両筬の挿入糸を、それぞれフロント筬による地糸のアンダーラップと同方向に同針数分アンダーラップさせて編成することにより、両筬の挿入糸を経編地のシンカーループ側表面に経方向に断続的に露出させることができる。
【0021】
前記各発明の経編地の製造方法において、前記挿入糸を給糸する筬より後方の筬により別の地糸を給糸して、鎖編組織、デンビー編組織又はコード編組織の少なくとも1種の編組織を形成するように編成し、挿入糸のシンカーループ側表面に露出していない部分を、フロント筬により給糸される地糸により形成される編組織と後方の筬により給糸される別の地糸により形成される編組織とで挟んで保持するように編成することができる。
【発明の効果】
【0022】
本発明の経編地及びその製造方法によれば、シンカーループ側表面に断続的に露出する挿入糸の露出部分が地糸のシンカーループのふくらみを部分的に押さえることになり、経編地の表面に微凹凸が形成されることになる。そのため、本発明の経編地を、例えば座席の表皮材としてシンカーループ側表面を表にして使用した場合において、着座時における人体との接触面積が小さくなって通気性が向上し、発汗時におけるべたつきや蒸れを解消できる。
【0023】
しかも、シンカーループ側表面に微凹凸を形成するために挿入組織を利用するため、経編地形成に必要な糸長(糸量)が少なくて済み、軽量な経編地とすることができる。
【0024】
さらに、地糸のシンカーループを挿入糸で押さえることにより、物性、特には抗ピリング性や耐摩耗性が向上する。
【0025】
したがって、本発明により得られる経編地は、例えば、自動車、鉄道車両、航空機、チャイルドシート、ベビーカー、車椅子、家具、事務用などの座席に表皮材として、好適に使用でき、軽量で機能性に優れたものとなる。
【図面の簡単な説明】
【0026】
【図1】本発明の経編地の編成に使用する経編機の主要部を示す概略図である。
【図2】本発明の経編地の一例を示す略示斜視図である。
【図3】本発明の経編地の他の例を示す略示斜視図である。
【図4】挿入糸の露出状態の略示説明図である。
【図5】本発明の経編地の一部の略示拡大断面説明図である。
【図6】本発明の経編地の一実施例を示す各筬のラッピング状態の組織図である。
【図7】本発明の経編地の他の実施例を示す各筬のラッピング状態の組織図である。
【図8】本発明の経編地のさらに他の実施例を示す各筬のラッピング状態の組織図である。
【図9】本発明の経編地のさらに他の実施例を示す各筬のラッピング状態の組織図である。
【図10】本発明の経編地のさらに他の実施例を示す各筬のラッピング状態の組織図である。
【図11】本発明の経編地のさらに他の実施例を示す各筬のラッピング状態の組織図である。
【図12】本発明の経編地のさらに他の実施例を示す各筬のラッピング状態の組織図である。
【図13】本発明の経編地のさらに他の実施例を示す各筬のラッピング状態の組織図である。
【図14】本発明の経編地のさらに他の実施例を示す各筬のラッピング状態の組織図である。
【図15】比較例の経編地の例を示す各筬のラッピング状態の組織図である。
【発明を実施するための形態】
【0027】
次に、本発明の実施の形態を図面に示す実施例に基づいて説明する。
【0028】
本発明の経編地10は、少なくとも2枚の筬、例えば図1に略示するように1枚のミドル筬を含む3枚の筬GB1,GB2,GB3を備える14〜36ゲージの経編機により編成される。特には、18〜32ゲージの経編機が好ましい。14ゲージ未満の場合は、幅方向のループの間隔が大きく挿入糸が固定されにくくなる虞がある。36ゲージを超える場合は、編地の強度が十分でない虞がある。前記の経編機としては、トリコット編機、ラッセル編機、ダブルラッセル編機が挙げられる。
【0029】
図1はトリコット編機の主要部を示し、Nは編機幅方向に多数並列してなる編針、GB1〜GB3はそれぞれ編成に使用する筬、G1〜G3は地糸1,3及び挿入糸2としての編糸を通糸するガイド部、B1〜B3は各編糸のビームを示す。
【0030】
本発明の経編地10の編成において、例えば3枚の筬GB1〜GB3を備える前記経編機により編成する場合、3枚の筬GB1〜GB3のうち、編機前方側(アンダーラップ時の筬位置が編針列から最も遠くなる側)の所謂フロント筬GB1を地糸1を給糸する地筬として、各コース毎に交互に左右にアンダーラップしながら編目形成(ルーピング)するデンビー編組織又はコード編組織を編成し、また、前記フロント筬GB1より後方に配された少なくとも1枚の筬GB2、例えば図のようにミドル筬を、挿入糸2を給糸する挿入筬として挿入組織を編成する。
【0031】
さらに、前記挿入筬としての筬(ミドル筬)GB2より後方に配されたバック筬GB3を前記とは別の地糸3を給糸する別の地筬として、鎖編組織、デンビー編組織又はコード編組織の少なくとも1種の編組織を編成する。製造する経編地10の編組織によっては、前記バック筬GB3による別の地糸3の編組織を含まない場合がある。この場合、フロント筬GB1の地糸1の編組織が経編地10の地組織となる。前記のように、バック筬GB3による別の地糸3の編組織を重ねることにより、挿入糸2のアンダーラップせずに経方向に挿入されてニードルループ側表面に露出する部分が固定されやすく、また、得られる経編地の強度や伸び特性が向上するため、実施上はバック筬GB3による別の地糸3の編組織を含む態様が好ましい。
【0032】
本発明の場合は、前記の編成において、1枚の筬(ミドル筬)GB2により給糸する前記挿入糸2については、編方向の数コースにわたって交互に左右(編幅方向)にアンダーラップさせるとともに、この挿入糸2のアンダーラップの方向および針数を、フロント筬GB1による地糸1のアンダーラップに合わせて、該地糸1のアンダーラップと同方向で同針数分アンダーラップさせて編成することにより、地糸1のシンカーループ1aをまたいでシンカーループ側表面11に露出させた部分2aと、シンカーループ側表面11に露出させずにニードルループ側表面12に露出させるか、あるいは経編地10の地組織に保持させた部分とを、経方向に交互に断続的に形成するように編成する。
【0033】
すなわち、挿入糸2を地糸1のアンダーラップの方向及び針数に合わせて、該地糸1と同方向に同針数分アンダーラップさせることで、図4のように、アンダーラップして挿入される部分(2点鎖線)が、地糸1のシンカーループ1aによっては押さえられずに、同図の実線のように、該シンカーループ1aをまたいでシンカーループ側表面11に露出し、この露出部分2aが地糸1のシンカーループ1aを押さえることになる。これが、仮に、挿入糸2のアンダーラップの方向及び針数を、地糸1のアンダーラップの方向と針数に合わせなければ、挿入糸2がアンダーラップして挿入される部分は、これに交差する地糸1のシンカーループ1aにより押さえられてシンカーループ側表面11には露出されず、経編地10の地組織を構成する地糸1の編組織に隠蔽されることになり、本発明の経編地10が得られないことになる。
【0034】
例えば、図6の編組織においては、フロント筬GB1による地糸1を3針分アンダーラップするコード編組織、バック筬GB3による別の地糸3を1針分アンダーラップするデンビー編組織で編成するとともに、挿入筬としての筬(ミドル筬)GB2による挿入糸2については、所要のコース位置で、フロント筬GB1による地糸1のアンダーラップに合わせて、該地糸1のアンダーラップと同方向に同針数分(3針分)アンダーラップさせる編成を4コースにわたって行い、その後、アンダーラップしない編成を所要のコース数にわたって行って経方向に挿入することを繰り返すようにして編成している。
【0035】
これにより、挿入糸2は、4コースのアンダーラップして挿入される部分が、フロント筬GB1による地糸1のシンカーループ1aには押さえられずに、フロント筬GB1の地糸1による経編地のシンカーループ側表面11に前記シンカーループ1aをまたいで露出することになり、また、挿入糸2の他の部分、すなわちアンダーラップしないで経方向に挿入される部分(図4の2bの部分)が、所要のコース数にわたってシンカーループ側表面11に露出することなく、例えばフロント筬GB1による地糸1の編組織とバック筬GB3による別の地糸3の編組織との間に挟まれて保持され固定される。その結果、挿入糸2のシンカーループ側表面11の露出部分2aが、経方向(編方向)に所定の間隔をおいて断続的に形成されることになる。
【0036】
したがって、前記シンカーループ側表面11における挿入糸2の露出部分2aのコース数(アンダーラップさせるコース数)と、露出させないコース数とを適宜設定して編成することにより、前記露出部分2aを経方向に任意の長さで、任意の間隔をおいて列をなすように断続させて形成することができる。また、前記筬(ミドル筬)GB2により給糸する挿入糸2を、適宜糸抜きを行って、例えば2in4outで導糸して編成することにより、図2に略示するように、挿入糸2の露出部分2aが編幅方向に間隔をおいて2列一組で経方向に列をなすように形成することができる。
【0037】
しかも、シンカーループ側表面11に露出する挿入糸2の露出部分2aは、編成上の張力によりシンカーループ側表面11を形成する地糸1のシンカーループ1aのふくらみを部分的に押さえることになる(図5)。その結果、経編地のシンカーループ側表面11に全面にわたって微凹凸が形成されることになる。
【0038】
例えば、フロント筬GB1による地糸1が図6のように3針分のアンダーラップを行うコード編組織の場合は、図4のように、前記挿入糸2のアンダーラップによる2コースにわたる露出部分2aで、6本の地糸1のシンカーループ1aを押さえることになり、4コース分の連続した露出部分2aでは、12本のシンカーループ1aを押さえることになる。また、フロント筬GB1による地糸1がデンビー編組織の場合は、図示していないが、挿入糸のアンダーラップによる2コースにわたる露出部分で2本のシンカーループを押さえ、4コース分の連続した露出部分では、4本のシンカーループを押さえることになる。したがって、挿入糸2の露出部分2aによる押さえの効果の点からは、地糸1が2針以上のアンダーラップを行うコード編組織であるのが好ましい。
【0039】
前記挿入糸2は、1枚の筬(ミドル筬)GB2にてフルセットで導糸して編成することもできるが、この場合、挿入糸2の露出部分2aが幅方向に間隔をあけずに形成されることになり、微凹凸形成の効果が小さくなるので、実施上は、前記のように糸抜きを適宜行って編成するのが好ましい。
【0040】
前記の挿入糸2を給糸する挿入筬としては、1枚の筬(ミドル筬)GB2を使用するものには限らず、2枚の筬を挿入筬に使用して編成することもできる。例えば、図7の編組織の例に示すように、2枚のミドル筬を有する4枚筬の経編機(図7では、4枚の筬の番号を、通常とは異なり、挿入筬に使用するミドル筬を枝番付きの同番号で示している)による編成において、2枚の筬(ミドル筬)GB2−1,GB2−2を挿入筬として使用し、この2枚の筬(ミドル筬)GB2−1,GB2−2により、それぞれ挿入糸2−1,2−2を例えば2in10outで交互に導糸し、フロント筬GB1による地糸1の3針分のアンダーラップを行うコード編組織に対して、それぞれ経方向(編方向)の所要コース間隔おきに、アンダーラップのコース位置を異にして交互に4コースにわたって、地糸1のアンダーラップと同方向に同針数分(3針分)のアンダーラップを行い、他のコースでは、アンダーラップせずに経方向に挿入することを繰り返して、本発明の経編地を編成することができる。この場合、図3に略示するように、経編地10のシンカーループ側表面11には両挿入糸2−1,2−2の二つずつの露出部分2a−1,2a−2が2列一組で、互い違いの位置で経方向に列をなすように形成されることになる。
【0041】
この実施例においても、バック筬GB3により給糸される地糸3により鎖編組織、デンビー編組織またはコード編組織で編成することにより、前記挿入糸2−1,2−2のアンダーラップせずに経方向に挿入された部分が、フロント筬GB1による地糸1の編組織と、バック筬GB3による地糸3の編組織に挟まれることで、挿入糸2−1,2−2が固定されやすくなる。
【0042】
また、前記挿入糸2をアンダーラップさせてシンカーループ側表面11に露出させる部分の前後のコース、すなわちアンダーラップせずに経方向に挿入される部分の編方向の両端部のコースでの地組織(地糸1,3の編組織)への係止方法は、編目形成(ルーピング)しないで挿入係止するものであっても、また編目形成(ルーピング)して編成係止するものであってもよいが、物性、特には抗ピリング性や耐摩耗性の観点から、編成係止するのが好ましい。図8の編組織はその一例を示しており、図6の編組織における挿入筬としての筬(ミドル筬)GB2による挿入糸2について、アンダーラップさせてシンカーループ側表面11に露出させる部分の前後のコースで編目形成(ルーピング)した場合を示している。この場合は、挿入糸2は編目形成した部分で地組織と一体化して安定性よく固定される。これは図7の2枚の筬(ミドル筬)GB2−1,GB2−2を挿入筬として使用する場合も同様である。
【0043】
さらに、本発明は、前記バック筬GB3による地糸3を使用しないで本発明の経編地を編成することもできる。この場合、挿入糸がアンダーラップしないで経方向に直線状に挿入されていると、該直線状の挿入部分が、ニードルループ側表面12に露出することになり、この部分では地組織内部に保持されないことになるので、例えば、図9の編組織に示すように、シンカーループ側表面11に露出させるためにアンダーラップする部分の間のコース(前記経方向に直線状に挿入される部分に相当するコース)の少なくとも一部のコース、好ましくは全部のコースで、デンビー編組織のように編目形成(ルーピング)して地組織に編み込むように編成するのが好ましい。
【0044】
また、図8の組織図のミドル筬GB2のように、挿入糸をアンダーラップさせてシンカーループ側表面に露出させる部分の前後のコースでのみ編目形成(ルーピング)し、それ以外の挿入部分をニードルループ側表面に露出させることもできる。
【0045】
なお、本発明は、前記の各実施例のほか、枚筬以上の経編機において、別の地糸を給糸する後方の地筬を複数枚にしても、地糸を給糸するフロント筬と、挿入糸を給糸する筬(ミドル筬)を上記と同様にして、挿入糸をシンカーループ側表面に断続的に露出させるように編成して実施することができる。さらに、地糸1を給糸する前方の地筬についても、1枚のフロント筬だけでなく、複数枚の筬を地筬に使用して編成すことも可能である。
【0046】
いずれの実施例の場合も、シンカーループ側表面11における挿入糸2の露出部分2aが、シンカーループ側表面11を形成するフロント筬GB1による地糸1のシンカーループ1aのふくらみを部分的に押さえることになるので、上記と同様に、経編地10のシンカーループ側表面11には全面にわたって微凹凸が形成されることになる。
【0047】
前記挿入糸2の露出部分2aによる押さえによる微凹凸の程度は、挿入糸2の張力及び糸種や糸の太さ、並びに、地糸1のアンダーラップ数及び糸種や太さなどに関係し、これらの組み合わせにより適宜設定することができるが、実施上は、挿入糸2の露出部分2aと地糸1のシンカーループの頂点(弧を描いている頂点)との高低差h1(図5)が、0.1mm以上であることが好ましく、0.1〜0.6mmであることがより好ましく、さらには0.1〜0.3mmであることが好ましい。前記高低差h1が0.1mm未満の場合、べたつきや蒸れが解消されない虞がある。
【0048】
前記挿入糸2がシンカーループ側表面11に露出している割合は、5〜35%であることが好ましく、さらには5〜20%であることが好ましい。5%未満の場合、べたつきや蒸れが解消されない虞がある。35%を超える場合、物性、特には抗ピリング性や耐摩耗性が悪くなる虞がある。
【0049】
挿入糸2がシンカーループ側表面11に露出している割合の算出方法は、以下の通りである。
割合=[c×w×{A/(A+B)}×{C/(C+D)}]/(c×w)×100
c:コース密度
w:ウエル密度
A:挿入糸の本数(AinBout)
B:挿入糸の糸抜き数(AinBout)
C:挿入糸がシンカーループ側表面に経方向に連続して露出しているコース数
D:挿入糸がシンカーループ側表面に経方向に連続して露出していないコース数
【0050】
ここで、前記Dの挿入糸がシンカーループ側表面に露出していない状態としては、アンダーラップせずに経方向に挿入される部分が、フロント筬の地糸による編組織とバック筬の別の地糸による編組織の間に挟まれて保持されている態様のほか、ニードルループ側表面に露出する態様、及び編目形成して地組織に保持されている態様を含むものとする。
【0051】
前記のように、本発明の経編地10は、シンカーループ側表面11に微凹凸が形成されるため、この経編地10を座席の表皮材として使用した場合に、着座時における人体(皮膚面)との接触面積が小さくなり、発汗時のべたつきや蒸れを解消することができるものとなる。しかも、前記表面に微凹凸を形成するために挿入糸を利用しているため、経編地形成に必要な糸長が少なくて済み、軽量な経編地とすることができる。さらに、地糸のシンカーループを挿入糸で押さえることにより、物性、特には抗ピリング性や耐摩耗性が向上する。
【0052】
挿入糸2がシンカーループ側表面11に連続して露出しているコース数は、2〜12コースであることが好ましく、さらには2〜8コースであることが好ましい。2コース未満の場合、挿入糸2の露出部分2aと地糸1のシンカーループの頂点との高低差h1が小さくなり、べたつきや蒸れが解消されない虞がある。12コースを超える場合、物性、特には抗ピリング性や耐摩耗性が悪くなる虞がある。
【0053】
また、本発明の経編地10は、前記のシンカーループ側表面の微凹凸により、着座時の前後左右のツイスト防止(着座時に臀部で表面を前後左右にこすることによって、シンカーループが捻れ、外観が変化するのを防止する)や、騒音軽減等の効果もある。
【0054】
本発明において、挿入糸に用いられる繊維は特に限定されない。物性の観点からポリエステル繊維が好ましい。
【0055】
挿入糸に用いられる糸条の形態も特に限定されない。スパン糸、フィラメント糸(モノ、マルチ)のどちらでもよい。またフィラメント糸に後加工をした加工糸であってもよい。目的に応じて適宜設定すればよい。また、機能性を有する糸条(吸水性のある糸など)を用いれば機能性が、意匠性の高い糸条(ラメ糸やモール糸など)を用いれば意匠性が付与できる。挿入糸としては、地糸とは色違い又は異種の糸を用いることができる。これにより、挿入糸の露出部分をシンカーループ側表面において柄模様として表現することができる。
【0056】
挿入糸の繊度は、56〜550dtexであることが好ましく、さらには84〜330dtexであることが好ましい。56dtex未満の場合、挿入糸とシンカーループの高低差が小さくなり、べたつきや蒸れが解消されない虞がある。550dtexを超える場合、物性、特には抗ピリング性や耐摩耗性が悪くなる虞がある。
【0057】
地糸に用いられる繊維は特に限定されない。物性の観点からポリエステル繊維が好ましい。
【0058】
地糸に用いられる糸条の形態も特に限定されない。スパン糸、フィラメント糸(モノ、マルチ)のどちらでもよい。またフィラメント糸に後加工をした加工糸であってもよい。目的に応じて適宜設定すればよい。
【0059】
地糸の繊度は、56〜550dtexであることが好ましく、さらには84〜330dtexであることが好ましい。56dtex未満の場合、シンカーループのふくらみが十分でなく、挿入糸とシンカーループの高低差が小さくなり、べたつきや蒸れが解消されなかったり、得られる経編地の強度や伸び特性が悪くなったりする虞がある。550dtexを超える場合、得られる経編地の風合いが粗硬になったり、伸び特性が悪くなったりする虞がある。
【0060】
地糸の幅方向のアンダーラップの間隔は、2〜8針であることが好ましく、特には3〜6針であることが好ましい。2針未満の場合、シンカーループのふくらみが十分でなく、挿入糸とシンカーループの高低差が小さくなり、べたつきや蒸れが解消されない虞がある。8針を超える場合、編地の風合いが粗硬になったり、物性、特には抗ピリング性や耐摩耗性が悪くなったりする虞がある。
【0061】
得られた経編地10には、従来公知の後加工(染色、熱セットなど)を行うことができる。さらに、シンカーループ側表面11に、起毛加工を行うと、挿入糸2の露出部分2aとシンカーループ1aによる高低差が顕著になり好ましい。
【実施例】
【0062】
[評価項目]
<挿入糸とシンカーループとの高低差>
サンプルの幅方向断面をマイクロスコープにて観察し、挿入糸とシンカーループの頂点との高低差を測定する。
【0063】
<抗ピリング性>
JIS L1018 8.18.3 C法(テーバ形法)に準じて磨耗し、外観変化を下記のように評価した。
○ ・・・ 異常なし
△ ・・・ やや損傷している
× ・・・ 地糸又は挿入糸が切断している
【0064】
<べたつき・蒸れ>
試験布でシートカバーを作製し、カーシートに被せた状態で、室温25℃、湿度60%RHの環境下で1時間着座したときのべたつき・蒸れの官能評価を以下の基準に従って行った。
○ ・・・ べたつき・蒸れを感じない。
【0065】
△ ・・・ べたつき・蒸れをやや感じる。
【0066】
× ・・・ べたつき・蒸れを感じる。
【0067】
[実施例1]
28ゲージのトリコット編機(HKS3M:日本マイヤー社製)を用いて、図6のように、フロント筬GB1に地糸として167dtex/48fのポリエステルマルチフィラメント糸をフルセットで導糸してコード組織(3針間アンダーラップ)を、ミドル筬GB2に挿入糸として330dtex/96fのポリエステルマルチフィラメント糸を2in4outで導糸して挿入組織を、バック筬GB3に別の地糸として84dtex/36fのポリエステルマルチフィラメント糸をフルセットで導糸してデンビー組織を形成して経編地を編成した。このとき挿入糸がシンカーループ側表面に経方向に連続して露出するコース数は4、露出せずに隠蔽されるコース数は4であった。
【0068】
得られた経編地を190℃で1分間プレセットした後、130℃にて染色、乾燥し、150℃で1分間仕上げセットして、仕上がり45コース/インチ、30ウエル/インチの経編地を作成した。
【0069】
挿入糸がシンカーループ側表面に露出する割合は16.7%、挿入糸とシンカーループとの高低差は0.2mmであった。
【0070】
得られた経編地の評価結果を表1に記す。抗ピリング性、べたつき・蒸れはともに問題のないものであった。
【0071】
[実施例2]
4枚の筬を備える実施例1と同じトリコット編機を用いて、図7のように、フロント筬GB1及びバック筬GB3については、実施例1と同様に地糸を導糸して編成するとともに、2枚のミドル筬GB2−1,GB2−2を挿入筬として使用し、ミドル筬GB2−1に挿入糸として330dtex/96fのポリエステルマルチフィラメント赤原着糸を,ミドル筬GB2−2に挿入糸として330dtex/96fのポリエステルマルチフィラメント青原着糸をそれぞれ2in8outで交互に導糸してアンダーラップコース位置を異にして挿入組織を形成して経編地を編成した。このとき挿入糸がシンカーループ側表面に経方向に連続して露出するコース数は4、露出せずに隠蔽されるコース数は8であった。
【0072】
得られた経編地を実施例1と同様に仕上加工処理して、仕上がり45コース/インチ、32ウエル/インチの経編地を作成した。
【0073】
挿入糸がシンカーループ側表面に露出する割合は13.3%、挿入糸とシンカーループとの高低差は0.2mmであった。
【0074】
得られた経編地の評価結果を表1に記す。抗ピリング性、べたつき・蒸れはともに問題のないものであった。また、意匠性に優れたものであった。
【0075】
[実施例3]
実施例1と同じトリコット編機を用いて、図8のように、フロント筬GB1に地糸として220dtex/48fのポリエステルマルチフィラメント糸をフルセットで導糸してコード組織(3針間アンダーラップ)を、ミドル筬GB2に挿入糸として167dtex/48fのポリエステルマルチフィラメント糸を2in4outで導糸してアンダーラップさせる部分の前後のコースでのみ編目形成(ルーピング)した挿入組織を、バック筬GB3に別の地糸として84dtex/36fのポリエステルマルチフィラメント糸をフルセットで導糸してデンビー組織を形成して経編地を編成した。このとき挿入糸がシンカーループ側表面に経方向に連続して露出するコース数は4、露出せずに隠蔽されるコース数は4であった。
【0076】
得られた経編地を実施例1と同様に仕上加工処理して、仕上がり45コース/インチ、30ウエル/インチの経編地を作成した。
【0077】
挿入糸がシンカーループ側表面に露出する割合は16.7%、挿入糸とシンカーループとの高低差は0.2mmであった。
【0078】
得られた経編地の評価結果を表1に記す。抗ピリング性、べたつき・蒸れはともに問題のないものであった。
【0079】
[実施例4]
2枚の筬を備える28ゲージのトリコット編機(HKS−2−3:日本マイヤー社製)を用いて、図9のように、フロント筬GB1に地糸として330dtex/96fのポリエステルマルチフィラメント糸をフルセットで導糸してコード組織(3針間アンダーラップ)を、他の1枚の筬GB2に挿入糸として220dtex/96fのポリエステルマルチフィラメント糸を2in4outで導糸してアンダーラップして挿入するコース以外の各コースでは、デンビー編組織を形成して経編地を編成した。このとき挿入糸は、アンダーラップしてシンカーループ側表面に経方向に連続して露出する部分以外は経編地と一体化したものとなった。このとき挿入糸がシンカーループ側表面に経方向に連続して露出するコース数は4、露出せずに隠蔽されるコース数は4であった。
【0080】
得られた経編地を実施例1と同様に仕上加工処理して、仕上がり38コース/インチ、36ウエル/インチの経編地を作成した。
【0081】
挿入糸がシンカーループ側表面に露出する割合は16.7%、挿入糸とシンカーループとの高低差は0.2mmであった。
【0082】
得られた経編地の評価結果を表1に記す。抗ピリング性、べたつき・蒸れはともに問題のないものであった。
【0083】
[実施例5]
図10のように、ミドル筬GB2に挿入糸を3in1outで導糸し、挿入糸がシンカーループ側表面に経方向に連続して露出するコース数を4、露出せずに隠蔽されるコース数を2とする以外、実施例1と同様に編成した。
【0084】
得られた経編地を実施例1と同様に仕上加工処理して、仕上がり45コース/インチ、30ウエル/インチの経編地を作成した。
【0085】
挿入糸がシンカーループ側表面に露出する割合は50%、挿入糸とシンカーループとの高低差は0.2mmであった。
【0086】
得られた経編地の評価結果を表1に記す。挿入糸の露出割合が好適範囲の上限を超えることにより、抗ピリング性がやや劣っていた。
【0087】
[実施例6]
図11のように、ミドル筬GB2に挿入糸を1in5outで導糸し、挿入糸がシンカーループ側表面に経方向に連続して露出するコース数を1、露出せずに隠蔽されるコース数を3とする以外、実施例1と同様に編成した。
【0088】
得られた経編地を実施例1と同様に仕上加工処理して、仕上がり45コース/インチ、30ウエル/インチの経編地を作成した。
【0089】
挿入糸がシンカーループ側表面に露出する割合は4.2%、挿入糸とシンカーループとの高低差は0.2mmであった。
【0090】
得られた経編地の評価結果を表1に記す。挿入糸の露出割合が好適範囲の下限に満たないことにより、べたつき・蒸れがやや劣っていた。
【0091】
[実施例7]
実施例1と同じトリコット編機を用いて、図12のように、フロント筬GB1に地糸として330dtex/96fのポリエステルマルチフィラメント糸をフルセットで導糸してコード組織(5針間アンダーラップ)を、ミドル筬GB2に挿入糸として84dtex/36fのポリエステルマルチフィラメント糸を2in2outで導糸して挿入組織を、バック筬GB3に別の地糸として84dtex/36fのポリエステルマルチフィラメント糸をフルセットで導糸してデンビー組織を形成して経編地を編成した。このとき挿入糸がシンカーループ側表面に経方向に連続して露出するコース数は4、露出せずに隠蔽されるコース数は2であった。
【0092】
得られた経編地を実施例1と同様に仕上加工処理して、仕上がり42コース/インチ、32ウエル/インチの経編地を作成した。
【0093】
挿入糸がシンカーループ側表面に露出する割合は33.3%、挿入糸とシンカーループとの高低差は0.4mmであった。
【0094】
得られた経編地の評価結果を表1に記す。挿入糸の露出割合が好適範囲の上限に近いものの、抗ピリング性、べたつき・蒸れはともに問題のないものであった。
【0095】
[実施例8]
実施例1と同じトリコット編機を用いて、図13のように、フロント筬GB1に地糸として440dtex/96fのポリエステルマルチフィラメント糸をフルセットで導糸してコード組織(8針間アンダーラップ)を、ミドル筬GB2に挿入糸として440dtex/96fのポリエステルマルチフィラメント糸を1in4outで導糸して挿入組織を、バック筬GB3に別の地糸として110dtex/48fのポリエステルマルチフィラメント糸をフルセットで導糸してデンビー組織を形成して経編地を編成した。このとき挿入糸がシンカーループ側表面に経方向に連続して露出するコース数は1、露出せずに隠蔽されるコース数は3であった。
【0096】
得られた経編地を実施例1と同様に仕上加工処理して、仕上がり45コース/インチ、34ウエル/インチの経編地を作成した。
【0097】
挿入糸がシンカーループ側表面に露出する割合は5%、挿入糸とシンカーループとの高低差は0.6mmであった。
【0098】
得られた経編地の評価結果を表1に記す。挿入糸の露出割合が好適範囲の下限であるものの、抗ピリング性、べたつき・蒸れはともに問題のないものであった。
【0099】
[実施例9]
実施例1と同じトリコット編機を用いて、図14のように、フロント筬GB1に地糸として56dtex/24fのポリエステルマルチフィラメント糸をフルセットで導糸してコード組織(2針間アンダーラップ)を、ミドル筬GB2に挿入糸として56dtex/24fのポリエステルマルチフィラメント糸を2in4outで導糸して挿入組織を、バック筬GB3に別の地糸として56dtex/24fのポリエステルマルチフィラメント糸をフルセットで導糸してデンビー組織を形成して経編地を編成した。このとき挿入糸がシンカーループ側表面に経方向に連続して露出するコース数は4、露出せずに隠蔽されるコース数は4であった。
【0100】
得られた経編地を実施例1と同様に仕上加工処理して、仕上がり40コース/インチ、30ウエル/インチの経編地を作成した。
【0101】
挿入糸がシンカーループ側表面に露出する割合は16.7%、挿入糸とシンカーループとの高低差は0.05mmであった。
【0102】
得られた経編地の評価結果を表1に記す。挿入糸とシンカーループとの高低差が好適範囲の下限に満たないことにより、べたつき・蒸れがやや劣っていた。
【0103】
[比較例1]
実施例1と同じ3枚筬のトリコット編機を用いて、図15のように、フロント筬GB1に330dtex/96fのポリエステルマルチフィラメント糸をフルセットで導糸してコード組織(3針間アンダーラップ)を、GB2に167dtex/48fのポリエステルマルチフィラメント糸をフルセットで導糸してコード組織(2針間のアンダーラップ)を、バック筬GB3に84dtex/36fのポリエステルマルチフィラメント糸をフルセットで導糸してデンビー編組織を形成して経編地を編成した。
【0104】
得られた経編地を実施例1と同様に仕上加工処理して、仕上がり40コース/インチ、36ウエル/インチの経編地を作成した。
【0105】
得られた経編地の評価結果を表1に記す。抗ピリング性、べたつき・蒸れはいずれも劣っていた。
【表1】
【産業上の利用可能性】
【0106】
本発明の経編地は、自動車、鉄道車両、航空機、チャイルドシート、ベビーカー、車椅子、家具、事務用などの座席に表皮材として好適に使用することができる。
【符号の説明】
【0107】
10…経編地
11…シンカーループ側表面
12…ニードルループ側表面
1…地糸
2;2−1,2−2…挿入糸
3…別の地糸
1a…シンカーループ
2a;2a−1,2a−2…挿入糸の露出部分
2b…挿入糸のアンダーラップせずに経方向に挿入される部分
【特許請求の範囲】
【請求項1】
少なくとも2枚の筬を備える経編機により編成されてなり、フロント筬から給糸される地糸によりデンビー編組織またはコード編組織が形成され、フロント筬より後方の筬から給糸される挿入糸により挿入組織が形成される経編地であって、経編地のシンカーループ側表面に挿入糸が経方向に断続的に露出せしめられてなることを特徴とする経編地。
【請求項2】
挿入糸が、フロント筬による地糸のアンダーラップと同方向に同針数分アンダーラップして編成されることにより、経編地のシンカーループ側表面に経方向に断続的に露出せしめられてなる請求項1に記載の経編地。
【請求項3】
挿入糸の経方向の露出部分が、編幅方向の所要間隔毎に1もしくは複数列で経方向に並列して、かつ1もしくは複数列毎に交互に位置をずらせて形成されてなる請求項1又は2に記載の経編地。
【請求項4】
挿入糸が地糸とは色違い又は異種の糸であり、その露出部分がシンカーループ側表面において柄模様として表現されてなる請求項1〜3のいずれか1項に記載の経編地。
【請求項5】
前記挿入糸を給糸する筬より後方の筬により給糸される別の地糸により鎖編組織、デンビー編組織又はコード編組織の少なくとも1種の編組織が形成され、挿入糸のシンカーループ側表面に露出していない部分が、フロント筬により給糸される地糸により形成される編組織と後方の筬により給糸される別の地糸により形成される編組織とに挟まれている請求項1〜4のいずれか1項に記載の経編地。
【請求項6】
少なくとも2枚の筬を備える経編機により、フロント筬により地糸を給糸してデンビー編組織またはコード編組織を編成し、フロント筬より後方の筬により挿入糸を給糸して挿入組織を編成し、この挿入糸を、フロント筬による地糸のアンダーラップと同方向に同針数分アンダーラップさせて編成することにより、挿入糸を経編地のシンカーループ側表面に経方向に断続的に露出させることを特徴とする経編地の製造方法。
【請求項7】
フロント筬より後方の筬により給糸する挿入糸を、アンダーラップさせて挿入する部分を1もしくは複数コースと、アンダーラップさせずに経方向に挿入する部分を1もしくは複数コースとを、経方向に交互に繰り返して編成する請求項6に記載の経編地の製造方法。
【請求項8】
挿入糸を、アンダーラップさせて挿入する部分の前後のコースで編目形成して編成係止して、アンダーラップさせずに経方向に挿入する部分に連続させる請求項7に記載の経編地の製造方法。
【請求項9】
フロント筬より後方の筬により給糸する挿入糸を、アンダーラップさせて挿入する部分を1もしくは複数コースと、各コースで編目形成して編成係止した編み込み部分を1もしくは複数コースとを、経方向に交互に繰り返して編成する請求項6に記載の経編地の製造方法。
【請求項10】
挿入糸を給糸する筬として2枚の筬を使用し、この2枚の筬のそれぞれにより挿入糸を編幅方向で交互に給糸して挿入組織を編成し、両筬の挿入糸を、それぞれフロント筬による地糸のアンダーラップと同方向に同針数分アンダーラップさせて編成することにより、両筬の挿入糸を経編地のシンカーループ側表面に経方向に断続的に露出させる請求項6〜9のいずれか1項に記載の経編地の製造方法。
【請求項11】
前記挿入糸を給糸する筬より後方の筬により別の地糸を給糸して、鎖編組織、デンビー編組織又はコード編組織の少なくとも1種の編組織を形成するように編成し、挿入糸のシンカーループ側表面に露出していない部分を、フロント筬により給糸される地糸により形成される編組織と後方の筬により給糸される別の地糸により形成される編組織とで挟んで保持するように編成する請求項6〜10のいずれか1項に記載の経編地の製造方法。
【請求項1】
少なくとも2枚の筬を備える経編機により編成されてなり、フロント筬から給糸される地糸によりデンビー編組織またはコード編組織が形成され、フロント筬より後方の筬から給糸される挿入糸により挿入組織が形成される経編地であって、経編地のシンカーループ側表面に挿入糸が経方向に断続的に露出せしめられてなることを特徴とする経編地。
【請求項2】
挿入糸が、フロント筬による地糸のアンダーラップと同方向に同針数分アンダーラップして編成されることにより、経編地のシンカーループ側表面に経方向に断続的に露出せしめられてなる請求項1に記載の経編地。
【請求項3】
挿入糸の経方向の露出部分が、編幅方向の所要間隔毎に1もしくは複数列で経方向に並列して、かつ1もしくは複数列毎に交互に位置をずらせて形成されてなる請求項1又は2に記載の経編地。
【請求項4】
挿入糸が地糸とは色違い又は異種の糸であり、その露出部分がシンカーループ側表面において柄模様として表現されてなる請求項1〜3のいずれか1項に記載の経編地。
【請求項5】
前記挿入糸を給糸する筬より後方の筬により給糸される別の地糸により鎖編組織、デンビー編組織又はコード編組織の少なくとも1種の編組織が形成され、挿入糸のシンカーループ側表面に露出していない部分が、フロント筬により給糸される地糸により形成される編組織と後方の筬により給糸される別の地糸により形成される編組織とに挟まれている請求項1〜4のいずれか1項に記載の経編地。
【請求項6】
少なくとも2枚の筬を備える経編機により、フロント筬により地糸を給糸してデンビー編組織またはコード編組織を編成し、フロント筬より後方の筬により挿入糸を給糸して挿入組織を編成し、この挿入糸を、フロント筬による地糸のアンダーラップと同方向に同針数分アンダーラップさせて編成することにより、挿入糸を経編地のシンカーループ側表面に経方向に断続的に露出させることを特徴とする経編地の製造方法。
【請求項7】
フロント筬より後方の筬により給糸する挿入糸を、アンダーラップさせて挿入する部分を1もしくは複数コースと、アンダーラップさせずに経方向に挿入する部分を1もしくは複数コースとを、経方向に交互に繰り返して編成する請求項6に記載の経編地の製造方法。
【請求項8】
挿入糸を、アンダーラップさせて挿入する部分の前後のコースで編目形成して編成係止して、アンダーラップさせずに経方向に挿入する部分に連続させる請求項7に記載の経編地の製造方法。
【請求項9】
フロント筬より後方の筬により給糸する挿入糸を、アンダーラップさせて挿入する部分を1もしくは複数コースと、各コースで編目形成して編成係止した編み込み部分を1もしくは複数コースとを、経方向に交互に繰り返して編成する請求項6に記載の経編地の製造方法。
【請求項10】
挿入糸を給糸する筬として2枚の筬を使用し、この2枚の筬のそれぞれにより挿入糸を編幅方向で交互に給糸して挿入組織を編成し、両筬の挿入糸を、それぞれフロント筬による地糸のアンダーラップと同方向に同針数分アンダーラップさせて編成することにより、両筬の挿入糸を経編地のシンカーループ側表面に経方向に断続的に露出させる請求項6〜9のいずれか1項に記載の経編地の製造方法。
【請求項11】
前記挿入糸を給糸する筬より後方の筬により別の地糸を給糸して、鎖編組織、デンビー編組織又はコード編組織の少なくとも1種の編組織を形成するように編成し、挿入糸のシンカーループ側表面に露出していない部分を、フロント筬により給糸される地糸により形成される編組織と後方の筬により給糸される別の地糸により形成される編組織とで挟んで保持するように編成する請求項6〜10のいずれか1項に記載の経編地の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2012−140724(P2012−140724A)
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願番号】特願2010−294542(P2010−294542)
【出願日】平成22年12月29日(2010.12.29)
【出願人】(000107907)セーレン株式会社 (462)
【Fターム(参考)】
【公開日】平成24年7月26日(2012.7.26)
【国際特許分類】
【出願日】平成22年12月29日(2010.12.29)
【出願人】(000107907)セーレン株式会社 (462)
【Fターム(参考)】
[ Back to top ]