
経編生地の製造方法、経編生地及び作業着
【課題】 経編生地において、長手方向の伸び率が200%となる生地を安定して生産することが可能な経編生地の製造方法を提供する。
【解決手段】 伸縮性の経糸2にて編目を作りながら伸縮性の挿入糸3を経方向に編み込むとともに緯糸4をコース方向に編み込んで長手方向の伸び率を大きくした帯状の経編組織を形成する経編生地の製造方法において、経糸2と挿入糸3の伸長率をそれぞれ大きくしながら経編機に送り出すため、経糸2と挿入糸3の経路に、2つの駆動ローラ321,322上に1つの従動ローラ323を配してなる積極的送り手段30をそれぞれ配置し、これら積極的送り手段30によって経糸2と挿入糸3の送り量をそれぞれ一定に保ちながらクロッシェ経編機40に送り出す。
【解決手段】 伸縮性の経糸2にて編目を作りながら伸縮性の挿入糸3を経方向に編み込むとともに緯糸4をコース方向に編み込んで長手方向の伸び率を大きくした帯状の経編組織を形成する経編生地の製造方法において、経糸2と挿入糸3の伸長率をそれぞれ大きくしながら経編機に送り出すため、経糸2と挿入糸3の経路に、2つの駆動ローラ321,322上に1つの従動ローラ323を配してなる積極的送り手段30をそれぞれ配置し、これら積極的送り手段30によって経糸2と挿入糸3の送り量をそれぞれ一定に保ちながらクロッシェ経編機40に送り出す。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、経編生地の製造方法、経編生地及び作業着に関する。
【背景技術】
【0002】
経編生地は、長手方向の伸縮性に富み、一般に、補強やデザイン上のアクセント等として衣服の一部に用いられ、広く普及されている。身体、特に胴周り、首周り、手首や足首のサイズは人によって個体差があるが、既定サイズの衣服である程度対応させることが合理的である。また、衣服を着用したときに適度な着圧となることが好ましい場合があり、良く伸び、しかも元に戻る性質(伸長弾性回復性、ストレッチ性)に優れた経編生地の要望が高まりつつある。
【0003】
特許文献1は、弾性経編生地とスポーツウエアに関し、ポリウレタン弾性糸を用いて、ラッセル編みによって伸度80%の経編生地とすることが記載されている。
【0004】
特許文献2は、伸縮性経編生地に関し、パワーを発揮させるために2種類の弾性糸と非弾性糸を用いて、ラッセル編みによって伸縮性経編生地とすることが記載されている。
【0005】
特許文献3には、ポリウレタン弾性糸および非弾性糸から編成され、弾性糸による編み目が形成されたソフトストレッチ弾性編地が記載されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3000444号公報
【特許文献2】特許第2718441号公報
【特許文献3】特開2005−213662号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
上述のように、手首や足首のサイズは人によって異なるが、既定サイズの衣服である程度対応させることが合理的である。しかしながら、特許文献1から3記載のストレッチ生地は、身体を圧迫することを主目的としており、人によっては手首や足首が締め付けられて痛く感じる場合がある。この課題を解決する方法としては、従来よりも伸長率が大きくて、かつ、大きな伸長率を得るためのパワーが小さくて済む経編生地を形成する必要がある。例えば、グラフの横軸を伸長率とし、グラフの縦軸をパワーとしたときの、伸長曲線及び収縮曲線(回復曲線)からなるヒステリシス曲線の傾斜を小さくして、伸長率(長手方向の伸び率)が最大200%となるようにすればよいと考えられる。ここで、経編生地の長手方向の伸び率が200%であるとは、パワーを加えない状態での経編生地の長手方向の長さを基準とすると、パワーを加えたときに経編生地の長さがその長手方向に3.0倍になるということである。
【0008】
最近、食品業界や電子部品業界等では、身体の体毛が落下することを防止する作業着の要求が高まっている。より具体的には、ひとつの既定サイズで、従来よりも良く伸び、しかも元に戻る性質に優れた経編生地が工業生産できないか、との要望がある。
【0009】
経編生地は緯編生地に比べて長手方向の伸び率が大きいという特徴がある。しかしながら、経編生地においても、長手方向の伸び率が最大200%となるような生地を工業生産することは難しいとされている。つまり、既知の経編み方法では、下流側の経編機が上流側のビームからの糸(弾性糸や非弾性糸)を引き込みながら編み込んでおり、一般に、糸の張力が設定値を超えると上流側のビームから糸が供給され、糸の張力が設定値以下になると上流側のビームからの糸の供給が停止される仕組みとなっている。非弾性糸を用いる場合は、糸が伸び縮みしないので一定供給することが比較的容易である。しかし、弾性糸を用いる場合には、弾性糸の伸長と収縮とが繰り返されながら糸が編み込まれて行くこととなり、編み込まれる弾性糸の伸び縮みのばらつきが大きくなってしまう。そして、ゴムの性質上、弾性糸が伸び縮みする挙動はゆっくりとした動きであるため、糸の供給と停止を素早く行なうことができず、タイムラグがあることから、弾性糸を一定張力で安定して送ることができない。また、前記タイムラグがあることで、経編機の動作を早くすると、場合によっては、弾性糸が切れてしまうことがある。
【0010】
そこで、本発明の目的は、経編生地において、長手方向の伸び率が200%となる生地を安定して生産することが可能な経編生地の製造方法と、長手方向の伸び率が最大200%となる経編生地及び作業着を提供することにある。
【課題を解決するための手段】
【0011】
本発明の経編生地の製造方法は、伸縮性の経糸にて編目を作りながら伸縮性の挿入糸を経方向に編み込むとともに緯糸をコース方向に編み込んで長手方向の伸び率を大きくした帯状の経編組織を形成する経編生地の製造方法において、経糸と挿入糸の伸長率をそれぞれ大きくしながら経編機に送り出すため、経糸と挿入糸の経路に、2つの駆動ローラ上に1つの従動ローラを配してなる積極的送り手段をそれぞれ配置し、これら積極的送り手段によって経糸と挿入糸の送り量をそれぞれ一定に保ちながら経編機に送り出すことを特徴とする。
【0012】
本発明によれば、経糸と挿入糸の経路に、2つの駆動ローラ上に1つの従動ローラを配してなる積極的送り手段をそれぞれ配置し、これら積極的送り手段によって経糸と挿入糸の送り量をそれぞれ一定に保ちながら経編機に送り出すため、これら弾性糸を一定張力で安定して送ることが可能となり、長手方向の伸び率を大きくした帯状の経編組織を形成することができる。
【0013】
前記積極的送り手段は、経編機に近い位置に配されていることが好ましい。前記弾性糸にかける張力を高くした状態で経編機に受け渡すことが容易となる。 前記積極的送り手段は、経編機と非同期で作動させても良いし、同期運転させても良い。
【0014】
前記積極的送り手段は、間隔をおいて配された2つの駆動ローラの間の地点の上方の位置に1つの従動ローラを配してなり、これら駆動ローラは1つの電動モータから動力伝達機構を介して同期回転する構成や、2つの電動モータからそれぞれ動力伝達機構を介して同期回転する構成等が挙げられる。前記電動モータは、経編機に備わっている電動モータを利用しても良いし、別個独立した電動モータを設けても良い。前記動力伝達機構としては、チェーン駆動機構、ギヤ駆動機構、ベルト駆動機構等が挙げられる。これら駆動ローラと従動ローラには、弾性糸が架け渡されており、従動ローラは、これら駆動ローラと同期回転することとなる。例えば、前記駆動ローラは、弾性糸を積極的に送り出し耐摩耗性を高めるためにステンレス製や鋼鉄製、セラミックス製等からなり、前記従動ローラは、摩擦抵抗を高めるためにゴム製となっている。前記積極的送り手段は、その配置構成から三点ローラとも呼称される。
【0015】
前記経編機としては、クロッシェ機、ラッセル機、トリコット機等が挙げられる。
【0016】
本発明は、前記経編機としてクロッシェ経編機を用いるとともに、前記積極的送り手段の上流側に経糸と挿入糸にかかる張力がそれぞれ上限を超えないよう制御する張力制御手段をそれぞれ配置し、これら張力制御手段によって、経糸と挿入糸への張力を一定範囲内としながら前記積極的送り手段に送り出すことを特徴とする。
【0017】
本発明によれば、前記経編機としてクロッシェ経編機を用いることで、ラッセル機やトリコット機に比べて挿入糸に高い張力をかけることが容易となる。また、前記積極的送り手段の上流側に経糸と挿入糸にかかる張力がそれぞれ上限を超えないよう制御する張力制御手段をそれぞれ配置し、これら張力制御手段によって、経糸と挿入糸への張力を一定範囲内としながら前記積極的送り手段に送り出すことで、経糸と挿入糸への張力を安定させることが容易となる。前記張力制御手段は、前記積極的送り手段から離れた位置に配されていることが好ましい。前記弾性糸にかける張力のばらつきがさらに小さくなる。
【0018】
前記張力制御手段は、例えば、てこの原理(又はやじろべぇの原理)を用いて制御する制御機構となっている。例えば、前記張力制御手段は、糸送りローラが備わった制御枠と、リミットスイッチと、電動式糸送りローラからなり、外力(張力)によってシーソー(又はやじろべぇ)のように上昇したり下降したりする配置構成となっている。より具体的に例示するならば、弾性糸が張ってその張力が高くなるに従って制御枠先端側のローラが上昇し、その張力の上限でリミットスイッチがONとなり、電動式糸送りローラが回転して弾性糸が供給され、弾性糸が緩んでその張力が低下すると制御枠先端側のローラが下降し、弾性糸の張力の下限でリミットスイッチがOFFとなり、電動式糸送りローラが停止して弾性糸の供給が停止する。
【0019】
前記経糸並びに前記挿入糸には、伸縮性の糸(弾性糸)が適用され、弾性糸としては、ポリウレタン、ラテックス、エラストマー、天然ゴムなどからなる伸縮性の糸や、これらを複合した糸や、撚り合わせた糸等が挙げられる。前記緯糸には、非伸縮性の糸が適用されるが、前記伸縮性の糸を適用することもある。非伸縮性の糸としては、レーヨン、ポリエステル、ナイロン、アクリル、天然繊維等からなる非伸縮性の糸や、これらを複合した糸や、撚り合わせた糸等が挙げられる。
【0020】
本発明は、経糸と挿入糸にはポリウレタン弾性糸を用いるとともに、経糸と挿入糸の伸長率を200%以上500%未満とし、かつ、挿入糸の伸長率を経糸の伸長率よりも大きく設定することが好ましい。
【0021】
本発明によれば、経糸と挿入糸にはポリウレタン弾性糸を用いるとともに、経糸と挿入糸の伸長率を200%以上500%未満とし、かつ、挿入糸の伸長率を経糸の伸長率よりも大きく設定することで、長手方向の伸び率が50%のときのパワーをN1とし、長手方向の伸び率が150%のときのパワーをN2としたときに、N2がN1の3倍未満となる経編組織となり、大きな伸び率を得るためのパワーが小さくて済む経編生地を形成することが容易に出来る。
【0022】
本発明は、前記経編組織を形成した後、浸水、蒸気加熱、洗浄、乾燥を行い、その後、前記編組織の長手方向を所定間隔で押さえながら加熱して熱収縮させることを特徴とする。
【0023】
本発明によれば、前記経編組織を形成した後、浸水、蒸気加熱、洗浄、乾燥を行い、その後、前記編組織の長手方向を所定間隔で押さえながら加熱して熱収縮させることで、従来よりも伸び率が大きくて、かつ、大きな伸び率を得るためのパワーが小さくて済む経編生地を形成することが容易に出来る。
【0024】
本発明の経編生地は、伸縮性の経糸にて編目を作りながら伸縮性の挿入糸を経方向に編み込むとともに緯糸をコース方向に編み込んで形成された帯状の経編組織を有し、経糸と挿入糸がポリウレタン、ラテックス、エラストマー、天然ゴムのいずれかないしはいずれか2種以上を組み合わせた弾性糸からなり、経糸と挿入糸の伸長率が200%以上500%未満に設定されてクロッシェ経編機にて編成され、長手方向の伸び率が50%のときのパワーをN1とし、長手方向の伸び率が150%のときのパワーをN2としたときに、N2がN1の3倍未満であることを特徴とする。
【0025】
本発明によれば、ひとつの既定サイズで長さが1倍〜2.5倍までの範囲をカバーすることができて身体への圧力も小さくて済むので、従来よりも良く伸びる経編生地となり、着け易くて着け心地も好ましい衣服が出来る。
【0026】
本発明の作業着は、上述した本発明に係る経編生地を、その長手方向が周方向となるように袖口又は裾口のいずれかないしは両方に用いたことを特徴とする。
【0027】
本発明によれば、ひとつの既定サイズで手首や足首の外周長さが1倍〜2.5倍までの範囲をカバーすることができて身体への圧力も小さくて済むため、体毛の落下が防止され、かつ、手首や足首が締め付けられて痛く感じることが軽減される。また、足腰や腕の力が弱い場合においても、着け易くて着け心地も好ましい作業着となる。
【発明の効果】
【0028】
本発明の経編生地の製造方法によれば、経糸と挿入糸の経路に、2つの駆動ローラ上に1つの従動ローラを配してなる積極的送り手段をそれぞれ配置し、これら積極的送り手段によって経糸と挿入糸の送り量をそれぞれ一定に保ちながら経編機に送り出すため、これら弾性糸を一定張力で安定して送ることが可能となり、長手方向の伸び率を大きくした帯状の経編組織を形成することができる。そして、本発明によれば、クロッシェ経編機を用いるとともに、前記積極的送り手段の上流側に張力制御手段を配置することで、経糸と挿入糸への張力を安定させることが容易となる。
【0029】
本発明の経編生地からなる作業着は、ひとつの既定サイズで手首や足首の外周長さが1倍〜2.5倍までの範囲をカバーすることができて身体への圧力も小さくて済むため、体毛の落下が防止され、かつ、手首や足首が締め付けられて痛く感じることが軽減される。また、足腰や腕の力が弱い場合においても、着け易くて着け心地も好ましい作業着となる。
【図面の簡単な説明】
【0030】
【図1】本発明の実施形態の経編生地の製編工程を機能的に示す図である。
【図2】上記実施形態の製編工程の積極的送り手段を示す斜視図である。
【図3】上記実施形態の製編工程の張力制御手段を示す図であり、(a)は張力が高くなった状態を示す図であり、(b)は張力が低くなった状態を示す図である。
【図4】本発明の実施形態の経編生地の浸水、蒸気加熱、洗浄、乾燥工程を機能的に示す図である。
【図5】本発明の実施形態の経編生地の加熱工程を機能的に示す図である。
【図6】本発明の実施形態の経編生地の製造手順を例示するフローチャート図である。
【図7】本発明の実施形態の経編生地の編組織を例示する組織図である。
【図8】本発明の実施形態の経編生地を用いた作業着の袖口部分を例示する図である。
【図9】本発明品と従来品とで、それぞれ経編生地の伸長率とパワーの関係を比較して示すグラフ図である。
【発明を実施するための形態】
【0031】
以下、本発明を実施するための形態を図面を引用しながら説明する。
【0032】
(経編生地)
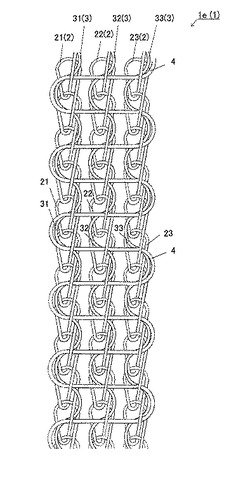
図1は本発明を適用した経編生地1e(1)の編組織を例示する組織図である。本実施形態の経編生地1は帯状のテープ生地であり、その長手方向には高い伸縮性を示し、その幅方向には非伸縮性を示す。符号2(21,22,23)は編目を形成した伸縮性の経糸であり、符号3(31,32,33)は経方向に編み込まれた伸縮性の挿入糸であり、符号4はコース方向に編み込まれた緯糸であり、これらの糸によって帯状の経編組織が形成されている。ここでは、経糸2と挿入糸3は、伸縮性の糸であり、より具体的にはポリウレタン、ラテックス、エラストマー、天然ゴムのいずれかないしはいずれか2種以上を用いた弾性糸からなる。緯糸4は、非伸縮性の糸であり、例えばレーヨン、ポリエステル、ナイロン、アクリル、天然繊維等が用いられる。そして、経糸2と挿入糸3の伸長率が200%以上500%未満に設定されてクロッシェ経編機にて編成されている。これによって、テープ生地1の長手方向への伸縮が一様となり、ほつれ難くストレッチ性の高い経編生地1となっている。
【0033】
(経編生地の製造方法)
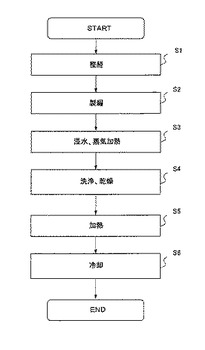
図6は、本発明の実施形態の経編生地1の製造手順を例示するフローチャート図である。本実施形態の経編生地1の製造手順は、製経(符号S1)、製編(符号S2)、浸水と蒸気加熱(符号S3)、洗浄と乾燥(符号S4)、加熱(符号S5)、巻き取り(符号S6)の各工程からなる(図6)。図6に示すフローチャートに基づき、以下に説明する。
【0034】
製経(符号S1)は、製編の準備工程であり、経糸2と挿入糸3のそれぞれについて、芯糸の弾性糸を伸長した状態で側糸を巻き付ける。カバーリングする際の伸長率設定の目安は、経糸2が350%〜450%であり、挿入糸が400%〜600%である。使用する経糸2の番手(太さ)の目安は、芯糸が20〜40デニールであり、側糸が30〜100デニールである。また、使用する挿入糸3の番手(太さ)の目安は、芯糸が140〜1680デニールであり、側糸が30〜300デニールである。なお、カバーリングした糸を購入する場合や、用途によっては、カバーリングしない場合もある。次に、上記糸の供給量のばらつきを軽減するため、複数本揃えてビームに巻き取るビーム製経を行なう。
【0035】
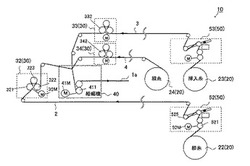
図1は、本実施形態の経編生地1の製編工程(製編装置10)(符号S2)を機能的に示す図である。本実施形態の製編装置10は、上流側に配されたビーム20から供給される糸を、下流側に配された経編機40にて製編する構成となっている(図1)。
【0036】
本実施形態では、前記経編機40としてクロッシェ経編機を用いている。クロッシェ経編機を用いることで、挿入糸に高い張力をかけることが容易となるからである。
【0037】
本実施形態では、経糸2と挿入糸3の伸長率をそれぞれ大きくしながら経編機40に送り出すため、経糸2と挿入糸3の経路に、積極的送り手段30をそれぞれ配置し、これら積極的送り手段30によって経糸2と挿入糸3の送り量をそれぞれ一定に保ちながら経編機40に送り出す構成となっている。積極的送り手段30は、経糸2や挿入糸3にかける張力を高くした状態で経編機40に受け渡すことを容易とするため、経編機40に近い位置の上流側に配されている。
【0038】
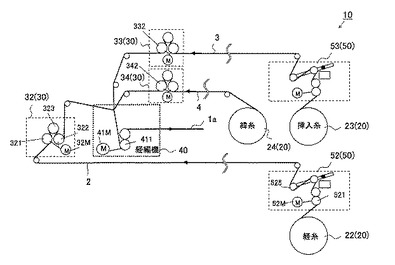
図2は、前記積極的送り手段30(32)を示す斜視図である。積極的送り手段32は、上流側の駆動ローラ321と下流側の駆動ローラ322との中間地点の真上に従動ローラ323が配される構成となっている。駆動ローラ321,322は、電動モータ32Mからチェーン駆動機構などの動力伝達機構を介して同期回転する構成である。駆動ローラ321,322は、立設したフレーム325,323の側壁の間にベアリング等を介して回転自在に取り付けられている。駆動ローラ321,322は、位置固定となっている。一方、従動ローラ323は、その軸3231が、立設したフレーム325,323の内側の側壁上に形成された窪み3251に載置され、回転自在かつ揺動自在となっている。ここでは、従動ローラ323は、駆動ローラ321,322とは直接的には接していないが、これら駆動ローラ321,322と従動ローラ323には、経糸2(又は挿入糸3)が架け渡されており、弾性糸2には高い張力がかかっているので、従動ローラ323は、これら駆動ローラ321,322と同期回転することとなる。例えば、駆動ローラ321,322は、弾性糸2,3を積極的に送り出し耐摩耗性を高めるためにステンレス製や鋼鉄製、セラミックス製等からなり、従動ローラ323は、摩擦抵抗を高めるためにゴム製となっている。前記積極的送り手段30は、経編機40と非同期で作動させても良いし、同期運転させても良い。符号41Mは、経編機40内の生地巻き取りローラ411を駆動する電動モータである。なお、本実施形態は上記の構成に限られず、前記従動ローラ323が、駆動ローラ321,322と接触する構成としても良い。
【0039】
本実施形態によれば、経糸2と挿入糸3の経路に、積極的送り手段30をそれぞれ配置し、これら積極的送り手段30によって経糸2と挿入糸3の送り量をそれぞれ一定に保ちながら経編機40に送り出すため、これら弾性糸2,3を一定張力で安定して送ることが可能となり、長手方向の伸び率を大きくした帯状の経編組織を形成することができる。
【0040】
本実施形態の経編生地1を得るためには、図1に示す前記駆動ローラ322,332,342と前記クロッシェ経編機40内の生地巻き取りローラ411との速度比は、概ね、次のように設定される。すなわち、生地巻き取りローラ411の糸送り出し速度を基準値の1とすると、経糸2の駆動ローラ322の速度が4〜5倍の速度に設定され、挿入糸3の駆動ローラ332の速度が0.2〜0.3倍の速度に設定される。こうすることによって、経編生地1が無伸長状態のときに、構成する緯糸と挿入糸を経糸がホールドする効果によって、糸抜けや経編生地の繰り返し伸縮時の型崩れが軽減されることが期待できる。なお、緯糸4の駆動ローラ342の速度については、個別の編み組織の緯糸の振り巾(使用量)によって適宜設定される。
【0041】
本実施形態の経編生地1を得るためには、経糸2と挿入糸3の伸長率を200%以上500%未満とし、かつ、挿入糸の伸長率を経糸の伸長率よりも大きく設定する。
【0042】
本実施形態では、前記積極的送り手段30の上流側で、ビーム20に近い側に、経糸2と挿入糸3にかかる張力がそれぞれ上限を超えないよう制御する張力制御手段50がそれぞれ配置されている。前記弾性糸2,3にかける張力のばらつきを出来るだけ小さくするために、張力制御手段50は、積極的送り手段30から離れた位置に配されており、図1に示す例では、3mないしは5m離れた位置に配されている。
【0043】
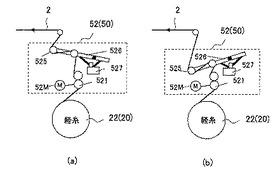
図3は、前記張力制御手段50を例示する図である。張力制御手段50は、糸送りローラ525が備わった制御枠526と、リミットスイッチ527と、電動式糸送りローラ521からなる。符号52Mは電動モータである。張力制御手段50は、外力(張力)によってシーソー(又はやじろべぇ)のように上昇したり下降したりする配置構成となっている。前記張力制御手段50は、糸送りローラ525が備わった制御枠526がやじろべぇのような動作をすることによってリミットスイッチ527をON/OFFして電動式糸送りローラ521を制御する。つまり、弾性糸2が張ってその張力が高くなるに従って制御枠先端側のローラ525が上昇し、その張力の上限でリミットスイッチ525がONとなり(図3(a))、電動モータ52Mが始動し電動式糸送りローラ521が回転して弾性糸2が供給され、弾性糸2が緩んでその張力が低下すると制御枠先端側のローラ525が下降し、弾性糸2の張力の下限でリミットスイッチ527がOFFとなり、電動モータ52Mが停止し電動式糸送りローラ525が停止して弾性糸2の供給が停止する(図3(b))。弾性糸2の張力の上限と下限は、リミットスイッチ527がON/OFFする位置で調節することができ、制御枠526の先端側や後端側に重りを付加することによっても弾性糸2の張力の上限と下限が調節可能である。
【0044】
本実施形態によれば、前記張力制御手段50によって、経糸2と挿入糸3への張力を一定範囲内としながら積極的送り手段30に送り出すことで、経糸2と挿入糸3への張力を安定させることが容易となる。なお、前記張力制御手段50は、弾性糸2の張力の上限でリミットスイッチ525がONとなり、電動式糸送りローラ521が回転して弾性糸2が供給され、弾性糸2の張力の下限でリミットスイッチ527がOFFとなり、電動式糸送りローラ525が停止して弾性糸2の供給が停止する構成となっていれば良く、上述の実施形態に限定されるものではない。
【0045】
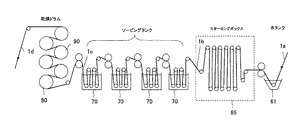
図4は、本実施形態の経編生地1の浸水と蒸気加熱(符号S3)と、その次工程の洗浄と乾燥(符号S4)を機能的に示す図である。前記製編工程(符号S2)で製編された経編生地1aは、水タンク61にて浸水され、スチーミングボックス65にて高温蒸気で蒸して生地を熱収縮させて経編生地1bとする(符号S3)。水タンク61内の水温は10〜30℃の常温である。スチーミングボックス65内の高温蒸気の温度は104〜106℃である。ここで、水タンク61内の水を染色液とすれば、上記と同じ工程にて、染色された経編生地1とすることができる。
【0046】
前記浸水と蒸気加熱(符号S3)で蒸気加熱された経編生地1bは、複数のソーピングタンク70にて洗浄液に浸漬されて経編生地1cとなり、乾燥ドラム80にて乾燥されて経編生地1dとなる(符号S4)。前記ソーピングは、経編生地1bを構成する糸に付着している油分や汚れを既知の洗浄液で洗浄する工程であり、それら洗浄液の温度は40〜60℃である。そして、洗浄された経編生地1cは、乾燥温度が100〜120℃の温度で乾燥ドラム80によって乾燥されて経編生地1dとなる。上述の温度条件は、弾性糸2,3をポリウレタン糸とした場合を例示するものであり、上述の温度条件に限定されるものではないが、経編生地1を構成する糸のいずれかが熱可塑性を発現する温度領域まで温度を上げないようにしなければならない。これは、次工程の加熱工程で生地を更に収縮させる際の妨げとならないようにするためである。
【0047】
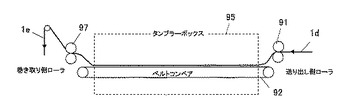
前記洗浄と乾燥工程(符号S4)で洗浄され乾燥された経編生地1dは、タンブラーボックス95にて加熱収縮され(符号S5)、自然冷却又は送風ファン等で強制冷却されて経編生地1eとなる(符号S6)。前記タンブラーボックス95は、トンネル形状で、加熱ヒータが備わったベルトコンベヤ92が配されている。前記タンブラーボックス95の入口側には送り出し側ローラ91が配置されており、タンブラーボックス95の出口側には巻き取り側ローラ97が配置されている。経編生地1dは、送り出し側ローラ91と巻き取り側ローラ97とで張力がほぼゼロの状態で狭持されてベルトコンベヤ92で加熱されながら送り出される。つまり、経編生地1dは、ある程度緩んだ状態を維持しつつ加熱収縮されて経編生地1eとなる。前記ベルトコンベヤ92による加熱温度は190〜195℃であり、加熱時間は60〜90秒である。上述の温度条件は、弾性糸2,3をポリウレタン糸とした場合を例示するものであり、上述の温度条件に限定されるものではないが、経編生地1を構成する糸のいずれかが熱可塑性を発現する温度領域ないしはそれに近い領域まで温度を上げて糸を熱合着させることで、糸同士がほつれ難くしている。ここでは、例えば、送り出し側ローラ91の回転速度に対して、巻き取り側ローラ97の回転速度を減速させることで、経編生地1dにかかる張力をゼロにしており、経編生地1dの緩み方が大きくならない程度に巻き取り側ローラ97の回転速度を調節している。出来上がった経編生地1eは、巻き取られるか、所定長さで裁断される等して、衣服の一部となる。
【0048】
(実施例)
経糸2と挿入糸3として市販のポリウレタン糸を用い、緯糸4として市販のポリエステル糸を用いて、経編生地1を作製した。本発明品と同種の糸材料からなる従来品とについて、それぞれ伸長時と収縮時のパワー試験を行なった。パワー試験は、一般財団法人日本遷移製品品質技術センター高松試験室にて行い、試験方法は、定速伸長引張試験機を使用して、つかみ間隔10cmで全幅について、引張速度が30cm/分とした。結果を次の表1に示す。
【0049】
【表1】

【0050】
表1より、本発明品は、従来品よりも良く伸びる経編生地となっている。例えば、伸長率が80%のときに必要な伸長時のパワーが、従来品では26.32[N]であるのに対して、本発明品では11.18[N]であり、半分以下のパワーで済む。そして例えば、従来品と同じ程度のパワーで伸長させた場合、従来品の伸長率が80%であるのに対して、本発明品の伸長率は190%となっており、同じパワーで2倍以上伸びることが判った。
【0051】
図9は、表1に示す本発明品と従来品とで、それぞれ経編生地の伸長率とパワーの関係を比較して示したグラフである。グラフの横軸は伸長率[%]であり、グラフの縦軸はパワー[N]である。グラフ中のヒステリシス曲線は、ピーク点を境目として、上側の線が伸長曲線であり、下側の線が収縮曲線(回復曲線)である。
【0052】
表1と図9によれば、本発明品は、伸長率(長手方向の伸び率)が40%のときのパワーが6.93[N]であり、伸長率が80%のときのパワーが11.18[N]であるから、伸長率を2倍とするために、必要なパワーが約1.6倍と小さい。しかし、従来品は、伸長率(長手方向の伸び率)が40%のときのパワーが9.12[N]であり、伸長率が80%のときのパワーが26.32[N]であるから、伸長率を2倍とするために、必要なパワーが約2.9倍と大きい。また、本発明品は、経糸と挿入糸の伸長率が200%以上500%未満に設定されてクロッシェ経編機にて編成されており、伸長率(長手方向の伸び率)が50%のときのパワーが7.96[N]であり、伸長率が150%のときのパワーが20.44[N]であるから、伸長率が3倍なのに対して、必要なパワーが約2.6倍で済んでいる。すなわち、伸長率(長手方向の伸び率)が50%のときのパワーをN1とし、伸長率が150%のときのパワーをN2としたときに、N2がN1の3倍未満となっている。実施例(本発明品)は、比較例(従来品)と比較して、上記ヒステリシス曲線の傾斜が小さい。また、本発明品は、その伸長率が200%となる時点で必要なパワーが28.56[N]であり、従来品の伸長率が90%となる時点で必要なパワーが35.36[N]である。このことから、伸長率を最大とするために必要なパワーについても、本発明品は従来品よりも小さなパワーで済むとみなすことができる。よって、例えば、本発明品を35[N]のパワーで引っ張ると、本発明品の伸長率は200%を超えることとなる。本発明によれば、経編生地において、長手方向の伸び率が200%以上となるような生地を安定して生産することができ、さらには、長手方向の伸び率が最大300%となるような生地を安定して生産することも可能となる。
【0053】
(作業着への応用)
図8は、本発明の実施形態の経編生地を用いた作業着100の袖口部分101を例示する図である。袖口部分の幅は50〜100mm程度である。体毛の落下を防止するためには、袖口と手首との隙間を出来るだけ少なくする必要がある。従来の経編生地を用いた場合は、単位パワーあたりの伸長率範囲が狭いため、手首を圧迫していた。本発明品の経編生地を用いた場合は、単位パワーあたりの伸長率範囲が広いため、手首を圧迫することがなく着用感に優れた構成となる(図8)。 本発明によれば、ひとつの既定サイズで手首や足首の外周長さが1倍〜2.5倍までの範囲をカバーすることができて身体への圧力も小さくて済むため、体毛の落下が防止され、かつ、手首や足首が締め付けられて痛く感じることが軽減される。また、足腰や腕の力が弱い場合においても、着け易くて着け心地も好ましい作業着となる。
【0054】
前記経糸2と挿入糸3とは同じ材質の糸でもよいし、異なる材質、径、色合いの糸とすることができ、同様に前記緯糸4と挿入糸3とは同じ材質の糸でもよいし、異なる材質、径、色合いの糸とすることができる。前記挿入糸3と緯糸4との位置関係は実施例に限定されない。経編の編み方は、上述の実施例に限定されず、いわゆるシングル・デンピー、ヴァンダイク、シングル・コードが適用できる。このように、本発明は、その趣旨を逸脱しない範囲で適宜変更が可能であることはいうまでもない。
【符号の説明】
【0055】
1,1a,1b,1c,1d 経編生地、
2 経糸、
3 挿入糸、
4 緯糸、
20 ビーム、
30 積極的送り手段、
321,322 駆動ローラ、
323 従動ローラ、
50 張力制御手段
【技術分野】
【0001】
本発明は、経編生地の製造方法、経編生地及び作業着に関する。
【背景技術】
【0002】
経編生地は、長手方向の伸縮性に富み、一般に、補強やデザイン上のアクセント等として衣服の一部に用いられ、広く普及されている。身体、特に胴周り、首周り、手首や足首のサイズは人によって個体差があるが、既定サイズの衣服である程度対応させることが合理的である。また、衣服を着用したときに適度な着圧となることが好ましい場合があり、良く伸び、しかも元に戻る性質(伸長弾性回復性、ストレッチ性)に優れた経編生地の要望が高まりつつある。
【0003】
特許文献1は、弾性経編生地とスポーツウエアに関し、ポリウレタン弾性糸を用いて、ラッセル編みによって伸度80%の経編生地とすることが記載されている。
【0004】
特許文献2は、伸縮性経編生地に関し、パワーを発揮させるために2種類の弾性糸と非弾性糸を用いて、ラッセル編みによって伸縮性経編生地とすることが記載されている。
【0005】
特許文献3には、ポリウレタン弾性糸および非弾性糸から編成され、弾性糸による編み目が形成されたソフトストレッチ弾性編地が記載されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3000444号公報
【特許文献2】特許第2718441号公報
【特許文献3】特開2005−213662号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
上述のように、手首や足首のサイズは人によって異なるが、既定サイズの衣服である程度対応させることが合理的である。しかしながら、特許文献1から3記載のストレッチ生地は、身体を圧迫することを主目的としており、人によっては手首や足首が締め付けられて痛く感じる場合がある。この課題を解決する方法としては、従来よりも伸長率が大きくて、かつ、大きな伸長率を得るためのパワーが小さくて済む経編生地を形成する必要がある。例えば、グラフの横軸を伸長率とし、グラフの縦軸をパワーとしたときの、伸長曲線及び収縮曲線(回復曲線)からなるヒステリシス曲線の傾斜を小さくして、伸長率(長手方向の伸び率)が最大200%となるようにすればよいと考えられる。ここで、経編生地の長手方向の伸び率が200%であるとは、パワーを加えない状態での経編生地の長手方向の長さを基準とすると、パワーを加えたときに経編生地の長さがその長手方向に3.0倍になるということである。
【0008】
最近、食品業界や電子部品業界等では、身体の体毛が落下することを防止する作業着の要求が高まっている。より具体的には、ひとつの既定サイズで、従来よりも良く伸び、しかも元に戻る性質に優れた経編生地が工業生産できないか、との要望がある。
【0009】
経編生地は緯編生地に比べて長手方向の伸び率が大きいという特徴がある。しかしながら、経編生地においても、長手方向の伸び率が最大200%となるような生地を工業生産することは難しいとされている。つまり、既知の経編み方法では、下流側の経編機が上流側のビームからの糸(弾性糸や非弾性糸)を引き込みながら編み込んでおり、一般に、糸の張力が設定値を超えると上流側のビームから糸が供給され、糸の張力が設定値以下になると上流側のビームからの糸の供給が停止される仕組みとなっている。非弾性糸を用いる場合は、糸が伸び縮みしないので一定供給することが比較的容易である。しかし、弾性糸を用いる場合には、弾性糸の伸長と収縮とが繰り返されながら糸が編み込まれて行くこととなり、編み込まれる弾性糸の伸び縮みのばらつきが大きくなってしまう。そして、ゴムの性質上、弾性糸が伸び縮みする挙動はゆっくりとした動きであるため、糸の供給と停止を素早く行なうことができず、タイムラグがあることから、弾性糸を一定張力で安定して送ることができない。また、前記タイムラグがあることで、経編機の動作を早くすると、場合によっては、弾性糸が切れてしまうことがある。
【0010】
そこで、本発明の目的は、経編生地において、長手方向の伸び率が200%となる生地を安定して生産することが可能な経編生地の製造方法と、長手方向の伸び率が最大200%となる経編生地及び作業着を提供することにある。
【課題を解決するための手段】
【0011】
本発明の経編生地の製造方法は、伸縮性の経糸にて編目を作りながら伸縮性の挿入糸を経方向に編み込むとともに緯糸をコース方向に編み込んで長手方向の伸び率を大きくした帯状の経編組織を形成する経編生地の製造方法において、経糸と挿入糸の伸長率をそれぞれ大きくしながら経編機に送り出すため、経糸と挿入糸の経路に、2つの駆動ローラ上に1つの従動ローラを配してなる積極的送り手段をそれぞれ配置し、これら積極的送り手段によって経糸と挿入糸の送り量をそれぞれ一定に保ちながら経編機に送り出すことを特徴とする。
【0012】
本発明によれば、経糸と挿入糸の経路に、2つの駆動ローラ上に1つの従動ローラを配してなる積極的送り手段をそれぞれ配置し、これら積極的送り手段によって経糸と挿入糸の送り量をそれぞれ一定に保ちながら経編機に送り出すため、これら弾性糸を一定張力で安定して送ることが可能となり、長手方向の伸び率を大きくした帯状の経編組織を形成することができる。
【0013】
前記積極的送り手段は、経編機に近い位置に配されていることが好ましい。前記弾性糸にかける張力を高くした状態で経編機に受け渡すことが容易となる。 前記積極的送り手段は、経編機と非同期で作動させても良いし、同期運転させても良い。
【0014】
前記積極的送り手段は、間隔をおいて配された2つの駆動ローラの間の地点の上方の位置に1つの従動ローラを配してなり、これら駆動ローラは1つの電動モータから動力伝達機構を介して同期回転する構成や、2つの電動モータからそれぞれ動力伝達機構を介して同期回転する構成等が挙げられる。前記電動モータは、経編機に備わっている電動モータを利用しても良いし、別個独立した電動モータを設けても良い。前記動力伝達機構としては、チェーン駆動機構、ギヤ駆動機構、ベルト駆動機構等が挙げられる。これら駆動ローラと従動ローラには、弾性糸が架け渡されており、従動ローラは、これら駆動ローラと同期回転することとなる。例えば、前記駆動ローラは、弾性糸を積極的に送り出し耐摩耗性を高めるためにステンレス製や鋼鉄製、セラミックス製等からなり、前記従動ローラは、摩擦抵抗を高めるためにゴム製となっている。前記積極的送り手段は、その配置構成から三点ローラとも呼称される。
【0015】
前記経編機としては、クロッシェ機、ラッセル機、トリコット機等が挙げられる。
【0016】
本発明は、前記経編機としてクロッシェ経編機を用いるとともに、前記積極的送り手段の上流側に経糸と挿入糸にかかる張力がそれぞれ上限を超えないよう制御する張力制御手段をそれぞれ配置し、これら張力制御手段によって、経糸と挿入糸への張力を一定範囲内としながら前記積極的送り手段に送り出すことを特徴とする。
【0017】
本発明によれば、前記経編機としてクロッシェ経編機を用いることで、ラッセル機やトリコット機に比べて挿入糸に高い張力をかけることが容易となる。また、前記積極的送り手段の上流側に経糸と挿入糸にかかる張力がそれぞれ上限を超えないよう制御する張力制御手段をそれぞれ配置し、これら張力制御手段によって、経糸と挿入糸への張力を一定範囲内としながら前記積極的送り手段に送り出すことで、経糸と挿入糸への張力を安定させることが容易となる。前記張力制御手段は、前記積極的送り手段から離れた位置に配されていることが好ましい。前記弾性糸にかける張力のばらつきがさらに小さくなる。
【0018】
前記張力制御手段は、例えば、てこの原理(又はやじろべぇの原理)を用いて制御する制御機構となっている。例えば、前記張力制御手段は、糸送りローラが備わった制御枠と、リミットスイッチと、電動式糸送りローラからなり、外力(張力)によってシーソー(又はやじろべぇ)のように上昇したり下降したりする配置構成となっている。より具体的に例示するならば、弾性糸が張ってその張力が高くなるに従って制御枠先端側のローラが上昇し、その張力の上限でリミットスイッチがONとなり、電動式糸送りローラが回転して弾性糸が供給され、弾性糸が緩んでその張力が低下すると制御枠先端側のローラが下降し、弾性糸の張力の下限でリミットスイッチがOFFとなり、電動式糸送りローラが停止して弾性糸の供給が停止する。
【0019】
前記経糸並びに前記挿入糸には、伸縮性の糸(弾性糸)が適用され、弾性糸としては、ポリウレタン、ラテックス、エラストマー、天然ゴムなどからなる伸縮性の糸や、これらを複合した糸や、撚り合わせた糸等が挙げられる。前記緯糸には、非伸縮性の糸が適用されるが、前記伸縮性の糸を適用することもある。非伸縮性の糸としては、レーヨン、ポリエステル、ナイロン、アクリル、天然繊維等からなる非伸縮性の糸や、これらを複合した糸や、撚り合わせた糸等が挙げられる。
【0020】
本発明は、経糸と挿入糸にはポリウレタン弾性糸を用いるとともに、経糸と挿入糸の伸長率を200%以上500%未満とし、かつ、挿入糸の伸長率を経糸の伸長率よりも大きく設定することが好ましい。
【0021】
本発明によれば、経糸と挿入糸にはポリウレタン弾性糸を用いるとともに、経糸と挿入糸の伸長率を200%以上500%未満とし、かつ、挿入糸の伸長率を経糸の伸長率よりも大きく設定することで、長手方向の伸び率が50%のときのパワーをN1とし、長手方向の伸び率が150%のときのパワーをN2としたときに、N2がN1の3倍未満となる経編組織となり、大きな伸び率を得るためのパワーが小さくて済む経編生地を形成することが容易に出来る。
【0022】
本発明は、前記経編組織を形成した後、浸水、蒸気加熱、洗浄、乾燥を行い、その後、前記編組織の長手方向を所定間隔で押さえながら加熱して熱収縮させることを特徴とする。
【0023】
本発明によれば、前記経編組織を形成した後、浸水、蒸気加熱、洗浄、乾燥を行い、その後、前記編組織の長手方向を所定間隔で押さえながら加熱して熱収縮させることで、従来よりも伸び率が大きくて、かつ、大きな伸び率を得るためのパワーが小さくて済む経編生地を形成することが容易に出来る。
【0024】
本発明の経編生地は、伸縮性の経糸にて編目を作りながら伸縮性の挿入糸を経方向に編み込むとともに緯糸をコース方向に編み込んで形成された帯状の経編組織を有し、経糸と挿入糸がポリウレタン、ラテックス、エラストマー、天然ゴムのいずれかないしはいずれか2種以上を組み合わせた弾性糸からなり、経糸と挿入糸の伸長率が200%以上500%未満に設定されてクロッシェ経編機にて編成され、長手方向の伸び率が50%のときのパワーをN1とし、長手方向の伸び率が150%のときのパワーをN2としたときに、N2がN1の3倍未満であることを特徴とする。
【0025】
本発明によれば、ひとつの既定サイズで長さが1倍〜2.5倍までの範囲をカバーすることができて身体への圧力も小さくて済むので、従来よりも良く伸びる経編生地となり、着け易くて着け心地も好ましい衣服が出来る。
【0026】
本発明の作業着は、上述した本発明に係る経編生地を、その長手方向が周方向となるように袖口又は裾口のいずれかないしは両方に用いたことを特徴とする。
【0027】
本発明によれば、ひとつの既定サイズで手首や足首の外周長さが1倍〜2.5倍までの範囲をカバーすることができて身体への圧力も小さくて済むため、体毛の落下が防止され、かつ、手首や足首が締め付けられて痛く感じることが軽減される。また、足腰や腕の力が弱い場合においても、着け易くて着け心地も好ましい作業着となる。
【発明の効果】
【0028】
本発明の経編生地の製造方法によれば、経糸と挿入糸の経路に、2つの駆動ローラ上に1つの従動ローラを配してなる積極的送り手段をそれぞれ配置し、これら積極的送り手段によって経糸と挿入糸の送り量をそれぞれ一定に保ちながら経編機に送り出すため、これら弾性糸を一定張力で安定して送ることが可能となり、長手方向の伸び率を大きくした帯状の経編組織を形成することができる。そして、本発明によれば、クロッシェ経編機を用いるとともに、前記積極的送り手段の上流側に張力制御手段を配置することで、経糸と挿入糸への張力を安定させることが容易となる。
【0029】
本発明の経編生地からなる作業着は、ひとつの既定サイズで手首や足首の外周長さが1倍〜2.5倍までの範囲をカバーすることができて身体への圧力も小さくて済むため、体毛の落下が防止され、かつ、手首や足首が締め付けられて痛く感じることが軽減される。また、足腰や腕の力が弱い場合においても、着け易くて着け心地も好ましい作業着となる。
【図面の簡単な説明】
【0030】
【図1】本発明の実施形態の経編生地の製編工程を機能的に示す図である。
【図2】上記実施形態の製編工程の積極的送り手段を示す斜視図である。
【図3】上記実施形態の製編工程の張力制御手段を示す図であり、(a)は張力が高くなった状態を示す図であり、(b)は張力が低くなった状態を示す図である。
【図4】本発明の実施形態の経編生地の浸水、蒸気加熱、洗浄、乾燥工程を機能的に示す図である。
【図5】本発明の実施形態の経編生地の加熱工程を機能的に示す図である。
【図6】本発明の実施形態の経編生地の製造手順を例示するフローチャート図である。
【図7】本発明の実施形態の経編生地の編組織を例示する組織図である。
【図8】本発明の実施形態の経編生地を用いた作業着の袖口部分を例示する図である。
【図9】本発明品と従来品とで、それぞれ経編生地の伸長率とパワーの関係を比較して示すグラフ図である。
【発明を実施するための形態】
【0031】
以下、本発明を実施するための形態を図面を引用しながら説明する。
【0032】
(経編生地)
図1は本発明を適用した経編生地1e(1)の編組織を例示する組織図である。本実施形態の経編生地1は帯状のテープ生地であり、その長手方向には高い伸縮性を示し、その幅方向には非伸縮性を示す。符号2(21,22,23)は編目を形成した伸縮性の経糸であり、符号3(31,32,33)は経方向に編み込まれた伸縮性の挿入糸であり、符号4はコース方向に編み込まれた緯糸であり、これらの糸によって帯状の経編組織が形成されている。ここでは、経糸2と挿入糸3は、伸縮性の糸であり、より具体的にはポリウレタン、ラテックス、エラストマー、天然ゴムのいずれかないしはいずれか2種以上を用いた弾性糸からなる。緯糸4は、非伸縮性の糸であり、例えばレーヨン、ポリエステル、ナイロン、アクリル、天然繊維等が用いられる。そして、経糸2と挿入糸3の伸長率が200%以上500%未満に設定されてクロッシェ経編機にて編成されている。これによって、テープ生地1の長手方向への伸縮が一様となり、ほつれ難くストレッチ性の高い経編生地1となっている。
【0033】
(経編生地の製造方法)
図6は、本発明の実施形態の経編生地1の製造手順を例示するフローチャート図である。本実施形態の経編生地1の製造手順は、製経(符号S1)、製編(符号S2)、浸水と蒸気加熱(符号S3)、洗浄と乾燥(符号S4)、加熱(符号S5)、巻き取り(符号S6)の各工程からなる(図6)。図6に示すフローチャートに基づき、以下に説明する。
【0034】
製経(符号S1)は、製編の準備工程であり、経糸2と挿入糸3のそれぞれについて、芯糸の弾性糸を伸長した状態で側糸を巻き付ける。カバーリングする際の伸長率設定の目安は、経糸2が350%〜450%であり、挿入糸が400%〜600%である。使用する経糸2の番手(太さ)の目安は、芯糸が20〜40デニールであり、側糸が30〜100デニールである。また、使用する挿入糸3の番手(太さ)の目安は、芯糸が140〜1680デニールであり、側糸が30〜300デニールである。なお、カバーリングした糸を購入する場合や、用途によっては、カバーリングしない場合もある。次に、上記糸の供給量のばらつきを軽減するため、複数本揃えてビームに巻き取るビーム製経を行なう。
【0035】
図1は、本実施形態の経編生地1の製編工程(製編装置10)(符号S2)を機能的に示す図である。本実施形態の製編装置10は、上流側に配されたビーム20から供給される糸を、下流側に配された経編機40にて製編する構成となっている(図1)。
【0036】
本実施形態では、前記経編機40としてクロッシェ経編機を用いている。クロッシェ経編機を用いることで、挿入糸に高い張力をかけることが容易となるからである。
【0037】
本実施形態では、経糸2と挿入糸3の伸長率をそれぞれ大きくしながら経編機40に送り出すため、経糸2と挿入糸3の経路に、積極的送り手段30をそれぞれ配置し、これら積極的送り手段30によって経糸2と挿入糸3の送り量をそれぞれ一定に保ちながら経編機40に送り出す構成となっている。積極的送り手段30は、経糸2や挿入糸3にかける張力を高くした状態で経編機40に受け渡すことを容易とするため、経編機40に近い位置の上流側に配されている。
【0038】
図2は、前記積極的送り手段30(32)を示す斜視図である。積極的送り手段32は、上流側の駆動ローラ321と下流側の駆動ローラ322との中間地点の真上に従動ローラ323が配される構成となっている。駆動ローラ321,322は、電動モータ32Mからチェーン駆動機構などの動力伝達機構を介して同期回転する構成である。駆動ローラ321,322は、立設したフレーム325,323の側壁の間にベアリング等を介して回転自在に取り付けられている。駆動ローラ321,322は、位置固定となっている。一方、従動ローラ323は、その軸3231が、立設したフレーム325,323の内側の側壁上に形成された窪み3251に載置され、回転自在かつ揺動自在となっている。ここでは、従動ローラ323は、駆動ローラ321,322とは直接的には接していないが、これら駆動ローラ321,322と従動ローラ323には、経糸2(又は挿入糸3)が架け渡されており、弾性糸2には高い張力がかかっているので、従動ローラ323は、これら駆動ローラ321,322と同期回転することとなる。例えば、駆動ローラ321,322は、弾性糸2,3を積極的に送り出し耐摩耗性を高めるためにステンレス製や鋼鉄製、セラミックス製等からなり、従動ローラ323は、摩擦抵抗を高めるためにゴム製となっている。前記積極的送り手段30は、経編機40と非同期で作動させても良いし、同期運転させても良い。符号41Mは、経編機40内の生地巻き取りローラ411を駆動する電動モータである。なお、本実施形態は上記の構成に限られず、前記従動ローラ323が、駆動ローラ321,322と接触する構成としても良い。
【0039】
本実施形態によれば、経糸2と挿入糸3の経路に、積極的送り手段30をそれぞれ配置し、これら積極的送り手段30によって経糸2と挿入糸3の送り量をそれぞれ一定に保ちながら経編機40に送り出すため、これら弾性糸2,3を一定張力で安定して送ることが可能となり、長手方向の伸び率を大きくした帯状の経編組織を形成することができる。
【0040】
本実施形態の経編生地1を得るためには、図1に示す前記駆動ローラ322,332,342と前記クロッシェ経編機40内の生地巻き取りローラ411との速度比は、概ね、次のように設定される。すなわち、生地巻き取りローラ411の糸送り出し速度を基準値の1とすると、経糸2の駆動ローラ322の速度が4〜5倍の速度に設定され、挿入糸3の駆動ローラ332の速度が0.2〜0.3倍の速度に設定される。こうすることによって、経編生地1が無伸長状態のときに、構成する緯糸と挿入糸を経糸がホールドする効果によって、糸抜けや経編生地の繰り返し伸縮時の型崩れが軽減されることが期待できる。なお、緯糸4の駆動ローラ342の速度については、個別の編み組織の緯糸の振り巾(使用量)によって適宜設定される。
【0041】
本実施形態の経編生地1を得るためには、経糸2と挿入糸3の伸長率を200%以上500%未満とし、かつ、挿入糸の伸長率を経糸の伸長率よりも大きく設定する。
【0042】
本実施形態では、前記積極的送り手段30の上流側で、ビーム20に近い側に、経糸2と挿入糸3にかかる張力がそれぞれ上限を超えないよう制御する張力制御手段50がそれぞれ配置されている。前記弾性糸2,3にかける張力のばらつきを出来るだけ小さくするために、張力制御手段50は、積極的送り手段30から離れた位置に配されており、図1に示す例では、3mないしは5m離れた位置に配されている。
【0043】
図3は、前記張力制御手段50を例示する図である。張力制御手段50は、糸送りローラ525が備わった制御枠526と、リミットスイッチ527と、電動式糸送りローラ521からなる。符号52Mは電動モータである。張力制御手段50は、外力(張力)によってシーソー(又はやじろべぇ)のように上昇したり下降したりする配置構成となっている。前記張力制御手段50は、糸送りローラ525が備わった制御枠526がやじろべぇのような動作をすることによってリミットスイッチ527をON/OFFして電動式糸送りローラ521を制御する。つまり、弾性糸2が張ってその張力が高くなるに従って制御枠先端側のローラ525が上昇し、その張力の上限でリミットスイッチ525がONとなり(図3(a))、電動モータ52Mが始動し電動式糸送りローラ521が回転して弾性糸2が供給され、弾性糸2が緩んでその張力が低下すると制御枠先端側のローラ525が下降し、弾性糸2の張力の下限でリミットスイッチ527がOFFとなり、電動モータ52Mが停止し電動式糸送りローラ525が停止して弾性糸2の供給が停止する(図3(b))。弾性糸2の張力の上限と下限は、リミットスイッチ527がON/OFFする位置で調節することができ、制御枠526の先端側や後端側に重りを付加することによっても弾性糸2の張力の上限と下限が調節可能である。
【0044】
本実施形態によれば、前記張力制御手段50によって、経糸2と挿入糸3への張力を一定範囲内としながら積極的送り手段30に送り出すことで、経糸2と挿入糸3への張力を安定させることが容易となる。なお、前記張力制御手段50は、弾性糸2の張力の上限でリミットスイッチ525がONとなり、電動式糸送りローラ521が回転して弾性糸2が供給され、弾性糸2の張力の下限でリミットスイッチ527がOFFとなり、電動式糸送りローラ525が停止して弾性糸2の供給が停止する構成となっていれば良く、上述の実施形態に限定されるものではない。
【0045】
図4は、本実施形態の経編生地1の浸水と蒸気加熱(符号S3)と、その次工程の洗浄と乾燥(符号S4)を機能的に示す図である。前記製編工程(符号S2)で製編された経編生地1aは、水タンク61にて浸水され、スチーミングボックス65にて高温蒸気で蒸して生地を熱収縮させて経編生地1bとする(符号S3)。水タンク61内の水温は10〜30℃の常温である。スチーミングボックス65内の高温蒸気の温度は104〜106℃である。ここで、水タンク61内の水を染色液とすれば、上記と同じ工程にて、染色された経編生地1とすることができる。
【0046】
前記浸水と蒸気加熱(符号S3)で蒸気加熱された経編生地1bは、複数のソーピングタンク70にて洗浄液に浸漬されて経編生地1cとなり、乾燥ドラム80にて乾燥されて経編生地1dとなる(符号S4)。前記ソーピングは、経編生地1bを構成する糸に付着している油分や汚れを既知の洗浄液で洗浄する工程であり、それら洗浄液の温度は40〜60℃である。そして、洗浄された経編生地1cは、乾燥温度が100〜120℃の温度で乾燥ドラム80によって乾燥されて経編生地1dとなる。上述の温度条件は、弾性糸2,3をポリウレタン糸とした場合を例示するものであり、上述の温度条件に限定されるものではないが、経編生地1を構成する糸のいずれかが熱可塑性を発現する温度領域まで温度を上げないようにしなければならない。これは、次工程の加熱工程で生地を更に収縮させる際の妨げとならないようにするためである。
【0047】
前記洗浄と乾燥工程(符号S4)で洗浄され乾燥された経編生地1dは、タンブラーボックス95にて加熱収縮され(符号S5)、自然冷却又は送風ファン等で強制冷却されて経編生地1eとなる(符号S6)。前記タンブラーボックス95は、トンネル形状で、加熱ヒータが備わったベルトコンベヤ92が配されている。前記タンブラーボックス95の入口側には送り出し側ローラ91が配置されており、タンブラーボックス95の出口側には巻き取り側ローラ97が配置されている。経編生地1dは、送り出し側ローラ91と巻き取り側ローラ97とで張力がほぼゼロの状態で狭持されてベルトコンベヤ92で加熱されながら送り出される。つまり、経編生地1dは、ある程度緩んだ状態を維持しつつ加熱収縮されて経編生地1eとなる。前記ベルトコンベヤ92による加熱温度は190〜195℃であり、加熱時間は60〜90秒である。上述の温度条件は、弾性糸2,3をポリウレタン糸とした場合を例示するものであり、上述の温度条件に限定されるものではないが、経編生地1を構成する糸のいずれかが熱可塑性を発現する温度領域ないしはそれに近い領域まで温度を上げて糸を熱合着させることで、糸同士がほつれ難くしている。ここでは、例えば、送り出し側ローラ91の回転速度に対して、巻き取り側ローラ97の回転速度を減速させることで、経編生地1dにかかる張力をゼロにしており、経編生地1dの緩み方が大きくならない程度に巻き取り側ローラ97の回転速度を調節している。出来上がった経編生地1eは、巻き取られるか、所定長さで裁断される等して、衣服の一部となる。
【0048】
(実施例)
経糸2と挿入糸3として市販のポリウレタン糸を用い、緯糸4として市販のポリエステル糸を用いて、経編生地1を作製した。本発明品と同種の糸材料からなる従来品とについて、それぞれ伸長時と収縮時のパワー試験を行なった。パワー試験は、一般財団法人日本遷移製品品質技術センター高松試験室にて行い、試験方法は、定速伸長引張試験機を使用して、つかみ間隔10cmで全幅について、引張速度が30cm/分とした。結果を次の表1に示す。
【0049】
【表1】
【0050】
表1より、本発明品は、従来品よりも良く伸びる経編生地となっている。例えば、伸長率が80%のときに必要な伸長時のパワーが、従来品では26.32[N]であるのに対して、本発明品では11.18[N]であり、半分以下のパワーで済む。そして例えば、従来品と同じ程度のパワーで伸長させた場合、従来品の伸長率が80%であるのに対して、本発明品の伸長率は190%となっており、同じパワーで2倍以上伸びることが判った。
【0051】
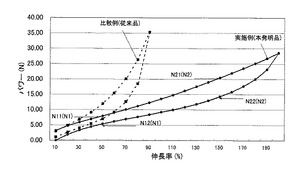
図9は、表1に示す本発明品と従来品とで、それぞれ経編生地の伸長率とパワーの関係を比較して示したグラフである。グラフの横軸は伸長率[%]であり、グラフの縦軸はパワー[N]である。グラフ中のヒステリシス曲線は、ピーク点を境目として、上側の線が伸長曲線であり、下側の線が収縮曲線(回復曲線)である。
【0052】
表1と図9によれば、本発明品は、伸長率(長手方向の伸び率)が40%のときのパワーが6.93[N]であり、伸長率が80%のときのパワーが11.18[N]であるから、伸長率を2倍とするために、必要なパワーが約1.6倍と小さい。しかし、従来品は、伸長率(長手方向の伸び率)が40%のときのパワーが9.12[N]であり、伸長率が80%のときのパワーが26.32[N]であるから、伸長率を2倍とするために、必要なパワーが約2.9倍と大きい。また、本発明品は、経糸と挿入糸の伸長率が200%以上500%未満に設定されてクロッシェ経編機にて編成されており、伸長率(長手方向の伸び率)が50%のときのパワーが7.96[N]であり、伸長率が150%のときのパワーが20.44[N]であるから、伸長率が3倍なのに対して、必要なパワーが約2.6倍で済んでいる。すなわち、伸長率(長手方向の伸び率)が50%のときのパワーをN1とし、伸長率が150%のときのパワーをN2としたときに、N2がN1の3倍未満となっている。実施例(本発明品)は、比較例(従来品)と比較して、上記ヒステリシス曲線の傾斜が小さい。また、本発明品は、その伸長率が200%となる時点で必要なパワーが28.56[N]であり、従来品の伸長率が90%となる時点で必要なパワーが35.36[N]である。このことから、伸長率を最大とするために必要なパワーについても、本発明品は従来品よりも小さなパワーで済むとみなすことができる。よって、例えば、本発明品を35[N]のパワーで引っ張ると、本発明品の伸長率は200%を超えることとなる。本発明によれば、経編生地において、長手方向の伸び率が200%以上となるような生地を安定して生産することができ、さらには、長手方向の伸び率が最大300%となるような生地を安定して生産することも可能となる。
【0053】
(作業着への応用)
図8は、本発明の実施形態の経編生地を用いた作業着100の袖口部分101を例示する図である。袖口部分の幅は50〜100mm程度である。体毛の落下を防止するためには、袖口と手首との隙間を出来るだけ少なくする必要がある。従来の経編生地を用いた場合は、単位パワーあたりの伸長率範囲が狭いため、手首を圧迫していた。本発明品の経編生地を用いた場合は、単位パワーあたりの伸長率範囲が広いため、手首を圧迫することがなく着用感に優れた構成となる(図8)。 本発明によれば、ひとつの既定サイズで手首や足首の外周長さが1倍〜2.5倍までの範囲をカバーすることができて身体への圧力も小さくて済むため、体毛の落下が防止され、かつ、手首や足首が締め付けられて痛く感じることが軽減される。また、足腰や腕の力が弱い場合においても、着け易くて着け心地も好ましい作業着となる。
【0054】
前記経糸2と挿入糸3とは同じ材質の糸でもよいし、異なる材質、径、色合いの糸とすることができ、同様に前記緯糸4と挿入糸3とは同じ材質の糸でもよいし、異なる材質、径、色合いの糸とすることができる。前記挿入糸3と緯糸4との位置関係は実施例に限定されない。経編の編み方は、上述の実施例に限定されず、いわゆるシングル・デンピー、ヴァンダイク、シングル・コードが適用できる。このように、本発明は、その趣旨を逸脱しない範囲で適宜変更が可能であることはいうまでもない。
【符号の説明】
【0055】
1,1a,1b,1c,1d 経編生地、
2 経糸、
3 挿入糸、
4 緯糸、
20 ビーム、
30 積極的送り手段、
321,322 駆動ローラ、
323 従動ローラ、
50 張力制御手段
【特許請求の範囲】
【請求項1】
伸縮性の経糸にて編目を作りながら伸縮性の挿入糸を経方向に編み込むとともに緯糸をコース方向に編み込んで長手方向の伸び率を大きくした帯状の経編組織を形成する経編生地の製造方法において、経糸と挿入糸の伸長率をそれぞれ大きくしながら経編機に送り出すため、経糸と挿入糸の経路に、2つの駆動ローラ上に1つの従動ローラを配してなる積極的送り手段をそれぞれ配置し、これら積極的送り手段によって経糸と挿入糸の送り量をそれぞれ一定に保ちながら経編機に送り出すことを特徴とする経編生地の製造方法。
【請求項2】
前記経編機としてクロッシェ経編機を用いるとともに、前記積極的送り手段の上流側に経糸と挿入糸にかかる張力がそれぞれ上限を超えないよう制御する張力制御手段をそれぞれ配置し、これら張力制御手段によって、経糸と挿入糸への張力を一定範囲内としながら前記積極的送り手段に送り出すことを特徴とする請求項1記載の経編生地の製造方法。
【請求項3】
経糸と挿入糸にはポリウレタン弾性糸を用いるとともに、経糸と挿入糸の伸長率を200%以上500%未満とし、かつ、挿入糸の伸長率を経糸の伸長率よりも大きく設定することを特徴とする請求項1または2記載の経編生地の製造方法。
【請求項4】
前記経編組織を形成した後、浸水、蒸気加熱、洗浄、乾燥を行い、その後、前記編組織の長手方向を所定間隔で押さえながら加熱して熱収縮させることを特徴とする請求項1から3のいずれか一項記載の経編生地の製造方法。
【請求項5】
前記請求項1から4のいずれか一項記載の経編生地の製造方法によって製造された経編生地。
【請求項6】
伸縮性の経糸にて編目を作りながら伸縮性の挿入糸を経方向に編み込むとともに緯糸をコース方向に編み込んで形成された帯状の経編組織を有し、経糸と挿入糸がポリウレタン、ラテックス、エラストマー、天然ゴムのいずれかないしはいずれか2種以上を用いた弾性糸からなり、経糸と挿入糸の伸長率が200%以上500%未満に設定されてクロッシェ経編機にて編成され、長手方向の伸び率が50%のときのパワーをN1とし、長手方向の伸び率が150%のときのパワーをN2としたときに、N2がN1の3倍未満であることを特徴とする経編生地。
【請求項7】
前記請求項5または6記載の経編生地を、その長手方向が周方向となるように袖口又は裾口のいずれかないしは両方に用いたことを特徴とする作業着。
【請求項1】
伸縮性の経糸にて編目を作りながら伸縮性の挿入糸を経方向に編み込むとともに緯糸をコース方向に編み込んで長手方向の伸び率を大きくした帯状の経編組織を形成する経編生地の製造方法において、経糸と挿入糸の伸長率をそれぞれ大きくしながら経編機に送り出すため、経糸と挿入糸の経路に、2つの駆動ローラ上に1つの従動ローラを配してなる積極的送り手段をそれぞれ配置し、これら積極的送り手段によって経糸と挿入糸の送り量をそれぞれ一定に保ちながら経編機に送り出すことを特徴とする経編生地の製造方法。
【請求項2】
前記経編機としてクロッシェ経編機を用いるとともに、前記積極的送り手段の上流側に経糸と挿入糸にかかる張力がそれぞれ上限を超えないよう制御する張力制御手段をそれぞれ配置し、これら張力制御手段によって、経糸と挿入糸への張力を一定範囲内としながら前記積極的送り手段に送り出すことを特徴とする請求項1記載の経編生地の製造方法。
【請求項3】
経糸と挿入糸にはポリウレタン弾性糸を用いるとともに、経糸と挿入糸の伸長率を200%以上500%未満とし、かつ、挿入糸の伸長率を経糸の伸長率よりも大きく設定することを特徴とする請求項1または2記載の経編生地の製造方法。
【請求項4】
前記経編組織を形成した後、浸水、蒸気加熱、洗浄、乾燥を行い、その後、前記編組織の長手方向を所定間隔で押さえながら加熱して熱収縮させることを特徴とする請求項1から3のいずれか一項記載の経編生地の製造方法。
【請求項5】
前記請求項1から4のいずれか一項記載の経編生地の製造方法によって製造された経編生地。
【請求項6】
伸縮性の経糸にて編目を作りながら伸縮性の挿入糸を経方向に編み込むとともに緯糸をコース方向に編み込んで形成された帯状の経編組織を有し、経糸と挿入糸がポリウレタン、ラテックス、エラストマー、天然ゴムのいずれかないしはいずれか2種以上を用いた弾性糸からなり、経糸と挿入糸の伸長率が200%以上500%未満に設定されてクロッシェ経編機にて編成され、長手方向の伸び率が50%のときのパワーをN1とし、長手方向の伸び率が150%のときのパワーをN2としたときに、N2がN1の3倍未満であることを特徴とする経編生地。
【請求項7】
前記請求項5または6記載の経編生地を、その長手方向が周方向となるように袖口又は裾口のいずれかないしは両方に用いたことを特徴とする作業着。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−91879(P2013−91879A)
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願番号】特願2011−235820(P2011−235820)
【出願日】平成23年10月27日(2011.10.27)
【特許番号】特許第5038525号(P5038525)
【特許公報発行日】平成24年10月3日(2012.10.3)
【出願人】(503328399)竹中繊維株式会社 (3)
【出願人】(503126740)小泉ブレード株式会社 (1)
【出願人】(591115279)株式会社アイリス (16)
【Fターム(参考)】
【公開日】平成25年5月16日(2013.5.16)
【国際特許分類】
【出願日】平成23年10月27日(2011.10.27)
【特許番号】特許第5038525号(P5038525)
【特許公報発行日】平成24年10月3日(2012.10.3)
【出願人】(503328399)竹中繊維株式会社 (3)
【出願人】(503126740)小泉ブレード株式会社 (1)
【出願人】(591115279)株式会社アイリス (16)
【Fターム(参考)】
[ Back to top ]