
結晶性ビスマス系ガラス組成物および結晶性ビスマス系材料
【課題】結晶化後の熱処理工程、例えば真空排気工程で再流動することがなく、しかも結晶化後に熱膨張係数が不当に上昇しない結晶性ビスマス系ガラス組成物を得ること。
【解決手段】本発明の結晶性ビスマス系ガラス組成物は、ガラス組成として、Bi2O3、B2O3およびZnOを含む結晶性ビスマス系ガラス組成物であって、450〜550℃のいずれかの温度で30分間焼成したときに、熱膨張係数が100×10-7/℃以下の結晶が析出することを特徴とする。
【解決手段】本発明の結晶性ビスマス系ガラス組成物は、ガラス組成として、Bi2O3、B2O3およびZnOを含む結晶性ビスマス系ガラス組成物であって、450〜550℃のいずれかの温度で30分間焼成したときに、熱膨張係数が100×10-7/℃以下の結晶が析出することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プラズマディスプレイパネル(以下、PDPと称する)、フィールドエミッションディスプレイ(以下、FEDと称する)、蛍光表示管(以下、VFDと称する)等の平面表示装置の封着、隔壁形成、サイドフレーム形成等に好適な結晶性ビスマス系ガラス組成物およびこれを用いた結晶性ビスマス系材料に関するものである。また、本発明は、水晶振動子、ICパッケージ等の電子部品の封着、隔壁形成、サイドフレーム形成等に好適な結晶性ビスマス系ガラス組成物およびこれを用いた結晶性ビスマス系材料に関するものである。
【背景技術】
【0002】
従来から、平面表示装置等の封着材料として、ガラスが用いられている。ガラスは、樹脂系の接着剤に比べ、化学的耐久性および耐熱性が優れるとともに、平面表示装置等の気密性を確保するのに適している。
【0003】
これらのガラスは、用途によっては機械的強度、流動性、電気絶縁性等の種々の特性が要求されるが、少なくとも平面表示装置等に使用される蛍光体の蛍光特性等を劣化させない温度で使用可能であることが要求される。それゆえ、上記特性を満足するガラスとして、ガラスの融点を下げる効果が極めて大きいPbOを多量に含有する鉛ホウ酸系ガラス(例えば、特許文献1参照)が広く用いられてきた。
【0004】
ところが、最近、鉛ホウ酸系ガラスに含まれるPbOに対して環境上の問題が指摘されており、鉛ホウ酸系ガラスからPbOを含まないガラスに置き換えることが望まれている。そのため、鉛ホウ酸系ガラスの代替品として、様々な低融点ガラスが開発されている。その中でも、特許文献2等に記載されているビスマス系ガラスは、化学耐久性や機械的強度等の諸特性において鉛ホウ酸系ガラスと同等の特性を有するため、その代替候補として期待されている。
【0005】
ところで、封着材料に使用されるガラスは、用途に応じて結晶性、或いは非結晶性が選択される。一般的に、封着工程後に封着材料が軟化流動してはいけない用途、例えばPDP用排気管の封着用途では、結晶性のガラスが選択される。この用途では、排気管の封着工程後にガラスの軟化点付近まで熱処理温度が上がる真空排気工程がある。このため、非結晶性のガラスを用いると、真空排気工程でガラスが再軟化し、平面表示装置等に気密リークが発生するおそれがある。そこで、このような事態を防止するために、本用途では結晶性のガラスが選択されている(例えば、特許文献3、4参照)。
【特許文献1】特開昭63−315536号公報
【特許文献2】特開平6−24797号公報
【特許文献3】特開2001−122640号公報
【特許文献4】特開2001−10843号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
特許文献2に記載のビスマス系ガラスは、選択したガラス組成によって非結晶性のガラスになったり、結晶性ガラスになる場合がある。さらに、特許文献2に記載のビスマス系ガラスは、結晶性のガラスであっても、析出結晶量が十分でなく、結晶析出後の熱処理工程でガラスが再軟化しやすい性質を有している。
【0007】
一般的に、ビスマス系ガラスは、鉛ホウ酸系ガラスと比べて熱的安定性が乏しく、つまり高温域で失透しやすく、結晶の析出をコントロールすることが困難である。また、析出した結晶の熱膨張係数が結晶化前のビスマス系ガラスの熱膨張係数と整合していない場合、ビスマス系ガラスに結晶が析出すると、析出結晶の影響でビスマス系ガラスの熱膨張係数が変動する。具体的には、析出結晶の熱膨張係数が結晶化前のビスマス系ガラスの熱膨張係数より高ければ、結晶化後のビスマス系ガラスの熱膨張係数は、結晶化前のビスマス系ガラスの熱膨張係数より高くなる。
【0008】
このような事情から、平面表示装置等の用途に結晶性ビスマス系ガラスを用いる場合、結晶化前のビスマス系ガラスの熱膨張係数のみならず、結晶化後のビスマス系ガラスの熱膨張係数を被封着物、例えばガラス基板等と整合させる必要がある。仮に、結晶化前後でビスマス系ガラスの熱膨張係数が不当に上昇すれば、ガラス基板等にクラック等が発生し、平面表示装置等の気密信頼性を確保することができなくなる。また、熱膨張係数の上昇を抑制するために耐火性フィラーを多量に加えると、結晶化前のビスマス系ガラスの熱膨張係数が不当に低下するとともに、流動性が悪化し、気密信頼性の確保が困難となる。
【0009】
そこで、本発明は、結晶化後の熱処理工程、例えば真空排気工程で再流動することがなく、しかも結晶化後に熱膨張係数が不当に上昇しない結晶性ビスマス系ガラス組成物およびこれを用いた結晶性ビスマス系材料を得ることを技術的課題とする。
【課題を解決するための手段】
【0010】
本発明者は、鋭意努力の結果、熱膨張係数が100×10-7/℃以下の結晶が析出する結晶性ビスマス系ガラス組成物を用いることにより、上記技術的課題を解決できることを見出し、本発明として、提案するものである。すなわち、本発明の結晶性ビスマス系ガラス組成物は、ガラス組成として、Bi2O3、B2O3およびZnOを含む結晶性ビスマス系ガラス組成物であって、450〜550℃のいずれかの温度で30分間焼成したときに、熱膨張係数が100×10-7/℃以下の結晶が析出することを特徴とする。
【0011】
ここで、「ガラス組成として、Bi2O3、B2O3およびZnOを含む」とは、ガラス組成中に必須成分としてBi2O3、B2O3およびZnOを含有する場合を指す。なお、必要に応じて、ガラス組成中にCuO等のそれ以外の成分を含有させても差し支えない。「結晶性」とは、示差熱分析(DTA、空気中、昇温速度10℃/分、室温から測定開始)で570℃までに結晶化ピークが発現するものを指す。平面表示装置または電子部品の封着は、通常、550℃以下で行われているため、平面表示装置または電子部品の封着層に結晶が析出していれば、「結晶性」ガラスが使用されたものとして取り扱っても差し支えない。「熱膨張係数」とは、押棒式熱膨張係数測定(TMA)装置で30〜300℃の温度範囲で測定した値を指す。
【0012】
本発明の結晶性ビスマス系ガラス組成物は、ガラス組成として、Bi2O3、B2O3およびZnOを含んでいる。そして、Bi2O3、B2O3およびZnOの含有量を適切に設定すれば、低温で良好に流動した後に、ガラスに十分な結晶を析出させることができる。例えば、Bi2O3を25モル%以上含有させれば、ガラスの軟化点を低下させることができ、低温で封着することが可能になる。さらに、Bi2O3、B2O3およびZnOの含有量を適切に設定すれば、実質的にPbOを含有しなくても、鉛ホウ酸系ガラスと略同等の特性を得ることができる。
【0013】
本発明の結晶性ビスマス系ガラス組成物は、450〜550℃のいずれかの温度で30分間焼成したときに、結晶が析出する。通常、平面表示装置または電子部品の封着は、450〜550℃の温度域で行われている。よって、本発明の結晶性ビスマス系ガラス組成物は、平面表示装置または電子部品の封着工程で適切に結晶を析出させることができ、結果として、真空排気工程の排気効率を高めることでき、ひいては平面表示装置または電子部品の製造コストの低廉化を図ることができる。
【0014】
結晶性ビスマス系ガラスは、熱処理工程後に種々の結晶、具体的にはα−Bi2O3等のBi2O3系結晶、2Bi2O3・B2O3、12Bi2O3・B2O3等のBi2O3−B2O3系結晶、2Bi2O3・B2O3・ZnO、Bi2O3・B2O3・2ZnO等のBi2O3−B2O3−ZnO系結晶、ZnO・B2O3等のB2O3−ZnO系結晶等が析出する。その中でも、12Bi2O3・B2O3結晶は、熱膨張係数が約160×10-7/℃であり、通常、結晶化前のビスマス系ガラスの熱膨張係数よりも遥かに大きい。よって、一旦、この結晶が析出すると、結晶化後にビスマス系材料の熱膨張係数が不当に上昇し、結果として、結晶性ビスマス系材料とガラス基板等の熱膨張係数が整合せず、封着後のガラス基板等にクラック等が生じやすくなるとともに、平面表示装置等の気密性を確保し難くなる。
【0015】
本発明の結晶性ビスマス系ガラス組成物によれば、450〜550℃のいずれかの温度で30分間焼成したときに、熱膨張係数が100×10-7/℃以下の結晶が析出することから、結晶化後にビスマス系材料の熱膨張係数が不当に上昇する事態を抑制し、平面表示装置等の気密性を確実に維持することができる。これらの結晶を析出させるためには、ガラス組成として、Bi2O3、B2O3およびZnOの含有量を適正な値に設定すればよく、例えば、ガラス組成中のZnOの含有量を10モル%以上、且つBi2O3の含有量を47.5モル%以下にすると、熱膨張係数が100×10-7/℃以下の結晶が析出しやすくなる。
【0016】
第二に、本発明の結晶性ビスマス系ガラス組成物は、前記結晶の熱膨張係数が100×10-7/℃以下であり、且つ前記結晶が、Bi2O3、B2O3、ZnOから選ばれた一種または二種以上の成分で構成されていることに特徴付けられる。ここで、結晶の同定は、X線回折法を用いて行う。X線回折法による測定に際し、焼成体は、アルミナ乳鉢を用いて、平均粒子径D50が約5μmとなるように粉砕する。X線回折は、スキャンスピード4°/分、スキャン幅0.01°、電圧40kV、電流40mA、測定角度5〜60°とする(以下同様)。
【0017】
結晶が、Bi2O3、B2O3、ZnOから選ばれた一種または二種以上の成分で構成されていると、熱膨張係数が100×10-7/℃以下の結晶が析出しやすくなる。これらの結晶を析出させるためには、ガラス組成として、Bi2O3、B2O3およびZnOの含有量を適切に設定すればよく、例えば、ガラス組成のモル比でZnO/Bi2O3の値を0.5より大きくすると、熱膨張係数が100×10-7/℃以下の結晶が析出しやすくなる。なお、既述の通り、12Bi2O3・B2O3結晶は、熱膨張係数が約160×10-7/℃であり、100×10-7/℃より大きいが、ガラス組成中のZnOの含有量を10モル%以上、或いはモル比でZnO/Bi2O3の値を0.5より大きくすると、12Bi2O3・B2O3結晶の析出を抑制することができる。
【0018】
第三に、本発明の結晶性ビスマス系ガラス組成物は、前記結晶が、Bi2O3・B2O3・2ZnOであることに特徴付けられる。Bi2O3・B2O3・2ZnO結晶の同定は、X線回折法を用いて行う。Bi2O3・B2O3・2ZnO結晶は、熱膨張係数が約65×10-7/℃であり、結晶化後のビスマス系ガラスの熱膨張係数を的確に低下させることができる。よって、結晶性ビスマス系ガラスに熱膨張係数が100×10-7/℃より大きい結晶、例えば12Bi2O3・B2O3が析出したとしても、Bi2O3・B2O3・2ZnOの存在によって、結晶化後にビスマス系ガラスの熱膨張係数が上昇しにくくなる。この結晶を効率よく析出させるためには、ガラス組成において、モル比でZnO/Bi2O3の値を0.5より大きくすればよい。参考のため、Bi2O3・B2O3・2ZnO結晶のX線回折データを図1に示す。
【0019】
第四に、本発明の結晶性ビスマス系ガラス組成物は、ガラス組成として、モル%で、Bi2O3 25〜50%、B2O3 15〜50%、ZnO 10〜50%、CuO 0〜20%、Fe2O3 0〜5%、SiO2+Al2O3 0〜7%、BaO+SrO+MgO+CaO 0〜6%、Sb2O3 0〜5%、WO3 0〜5%、In2O3+Ga2O3 0〜5%含有し、且つ実質的にPbOを含有しないことに特徴付けられる。ここで、「実質的にPbOを含有しない」とは、ガラス組成中のPbOの含有量が1000ppm以下の場合を指す。
【0020】
本発明の結晶性ビスマス系ガラス組成物において、ガラス組成範囲を上記のように規制すれば、結晶の析出(結晶析出のタイミング、結晶化温度等)を容易にコントロールすることができる。その上、軟化流動後に十分な量の結晶が析出するため、結晶化後の熱処理工程でガラスが再軟化し難く、例えば真空排気工程でガラスが再軟化し難く、平面表示装置等の気密性が損なわれることがない。
【0021】
また、本発明の結晶性ビスマス系ガラス組成物は、Bi2O3を一定量以上含有させている。このようにすれば、ガラスの軟化点を効果的に下げることができるため、低温で封着を行うことができる。さらに、本発明の結晶性ビスマス系ガラス組成物は、実質的にPbOを含有しない。このようにすれば、近年の環境的要請を的確に満たすことができる。
【0022】
第五に、本発明の結晶性ビスマス系ガラス組成物は、ガラス組成として、モル比ZnO/Bi2O3の値が0.5より大きいことに特徴付けられる。
【0023】
第六に、本発明の結晶性ビスマス系ガラス材料は、前記の結晶性ビスマス系ガラス組成物からなるガラス粉末40〜100体積%と、耐火性フィラー粉末0〜60体積%とを含有することに特徴付けられる。なお、本発明の結晶性ビスマス系材料は、耐火性フィラー粉末を添加することなく、上記の結晶性ビスマス系ガラス粉末のみで構成されていてもよい。
【0024】
第七に、本発明の結晶性ビスマス系ガラス材料は、前記耐火性フィラー粉末が、ウイレマイト、ガーナイト、ZnO、Al2O3、SiO2から選ばれた一種または二種以上であることに特徴付けられる。
【0025】
第八に、本発明の結晶性ビスマス系ガラス材料は、平面表示装置または電子部品の封着に使用することに特徴付けられる。
【0026】
第九に、本発明の結晶性ビスマス系ガラス材料は、平面表示装置または電子部品の隔壁形成に使用することに特徴付けられる。
【0027】
第十に、本発明の結晶性ビスマス系ガラス材料は、平面表示装置または電子部品のサイドフレーム形成に使用することに特徴付けられる。
【0028】
第十一に、本発明の結晶性タブレットは、結晶性ビスマス系材料を所定形状に焼結させた結晶性タブレットであって、結晶性ビスマス系材料が前記の結晶性ビスマス系材料であることに特徴付けられる。なお、本発明の結晶性タブレットは、特に形状は限定されないが、排気管の固定を想定した場合、リング状であることが好ましい。
【0029】
第十二に、本発明のタブレット一体型排気管は、拡径された排気管の先端部に、前記の結晶性タブレットが取り付けられていることに特徴付けられる。ここで、「排気管の先端部」とは、拡径化された排気管の表面部位を指し、拡径化された部分においてガラス基板と接する側の排気管底面および排気管外周側面を指す。また、結晶性タブレットは、排気管の先端部のみに接着される態様だけでなく、排気管の先端部の一部に接着される態様を含む。
【0030】
第十三に、本発明のタブレット一体型排気管は、拡径された排気管の先端部に、前記の結晶性タブレットと、高融点タブレットとが取り付けられており、且つ結晶性タブレットが拡径された排気管の先端部側に取り付けられ、高融点タブレットが結晶性タブレットよりも後端部側に取り付けられていることに特徴付けられる。ここで、「高融点タブレット」とは、520℃以下の温度で軟化変形しないタブレット、つまりDTA装置で測定した軟化点が520℃以上のタブレットを指す。
【0031】
第十四に、本発明の平面表示装置は、平面表示装置のガラス基板と排気管が結晶性ビスマス系材料により封着されている平面表示装置であって、結晶性ビスマス系材料から形成される封着部位の外表面にBi2O3・B2O3・2ZnO結晶が析出していることに特徴付けられる。
【発明を実施するための最良の形態】
【0032】
本発明の結晶性ビスマス系ガラス組成物は、ガラス組成として、Bi2O3、B2O3およびZnOを含んでいる。これらの成分を含有する結晶性ビスマス系ガラス組成物は、熱処理工程で種々の結晶が析出する。具体的にはα−Bi2O3等のBi2O3系結晶、2Bi2O3・B2O3、12Bi2O3・B2O3等のBi2O3−B2O3系結晶、2Bi2O3・B2O3・ZnO、Bi2O3・B2O3・2ZnO等のBi2O3−B2O3−ZnO系結晶、ZnO・B2O3等のB2O3−ZnO系結晶等が析出する。本発明の結晶性ビスマス系ガラス組成物は、450〜550℃のいずれかの温度で30分間焼成したときに、熱膨張係数が100×10-7/℃以下(好ましくは96×10-7/℃以下、より好ましくは85×10-7/℃以下、更に好ましくは76×10-7/℃以下、最も好ましくは69×10-7/℃以下)の結晶が析出する。結晶の熱膨張係数が100×10-7/℃より高いと、結晶化後に所望の熱膨張係数が得られないことに加えて、結晶性ビスマス系ガラスの熱膨張係数が不当に上昇しやすくなる。
【0033】
熱膨張係数が100×10-7/℃以下の結晶は、主結晶であることが好ましい。このようにすれば、結晶化後にビスマス系ガラスの熱膨張係数が上昇しにくくなる。なお、本発明では、X線回折法で測定したときに、ピーク強度が一番大きい結晶を主結晶として取り扱う。
【0034】
熱膨張係数が100×10-7/℃以下の結晶として、Bi2O3(α≒75×10-7/℃)、2Bi2O3・B2O3(α≒84×10-7/℃)、Bi2O3・B2O3・2ZnO(α≒65×10-7/℃)、Bi2O3・CuO(α≒95×10-7/℃)が好ましい。これらの結晶が析出すると、結晶化後にビスマス系ガラスの熱膨張係数が上昇しにくくなる。特に、Bi2O3・B2O3・2ZnO結晶が析出すると、結晶化後にビスマス系ガラスの熱膨張係数が低下するため、結晶化後にガラス基板等にクラック等が発生する事態を抑制することができるとともに、封着層にかかる応力がコンプレッション(圧縮)になりやすく、封着層の機械的強度を高めることができる。
【0035】
結晶の熱膨張係数は、以下のような手順で測定することができる。まず、結晶の理論組成となるように原料を調合し、得られたバッチをらいかい器等で粉砕混合する。次に、得られた混合物を油圧式のプレス機で所定形状にプレスする。その後、得られたプレス体を焼成炉で焼成する。焼成は、結晶の融点より僅かに低い温度で5時間程度行えばよい。最後に、得られた焼成体を所定形状に加工し、TMA装置を用いて、30〜300℃の温度範囲で熱膨張係数を測定する。
【0036】
本発明の結晶性ビスマス系ガラス組成物は、ガラス組成として、モル%で、Bi2O3 25〜50%、B2O3 15〜50%、ZnO 10〜50%、CuO 0〜20%、Fe2O3 0〜5%、SiO2+Al2O3 0〜7%、BaO+SrO+MgO+CaO 0〜6%、Sb2O3 0〜5%、WO3 0〜5%、In2O3+Ga2O3 0〜5%含有し、且つ実質的にPbOを含有しないことを特徴とする。ガラス組成範囲を上記のように限定した理由は下記の通りである。なお、以下の%表示は、特に断りがある場合を除き、モル%を指す。
【0037】
Bi2O3は、ガラスの軟化点を下げるための主要成分であり、また析出結晶の結晶構成成分となる。その含有量は25〜50%、好ましくは30〜50%、より好ましくは35〜45%である。Bi2O3の含有量が25%より少ないと、ガラスの軟化点が上昇し、低温で封着しにくくなることに加えて、結晶化が起こりにくくなる。Bi2O3の含有量が50%より多いと、ガラス化しなかったり、12Bi2O3・B2O3結晶が析出しやすくなる。
【0038】
B2O3は、ビスマス系ガラスのガラスネットワークを構成するために必須の成分である。その含有量は15〜50%、好ましくは15〜40%、より好ましくは25〜30%である。B2O3の含有量が15%より少ないと、ガラス化しないおそれが生じる。B2O3の含有量が50%より多いと、ガラスが熱的に安定になりすぎ、結晶化が起こりにくくなる。
【0039】
ZnOは、溶融時にガラスの失透を抑制する効果があり、また低膨張の結晶を析出させるために必須の成分である。その含有量は10〜50%、好ましくは20〜40%、より好ましくは20〜35%である。ZnOの含有量が10%より少ないと、熱処理時にビスマス系ガラスに低膨張の結晶が析出し難くなる。ZnOの含有量が50%より多いと、ガラス組成のバランスを欠き、逆に溶融時にガラスが失透しやすくなる。
【0040】
モル比ZnO/Bi2O3の値は0.5より大きいことが好ましく、0.7より大きいことがより好ましい。このようにすれば、低膨張の結晶が析出しやすくなる。一方、モル比ZnO/Bi2O3の値が0.5以下であると、低膨張の結晶が析出しにくくなる。
【0041】
CuOは、ガラス溶融時の失透を抑制する効果がある。その含有量は0〜20%、好ましくは0〜5%である。CuOの含有量が20%より多いと、ガラス組成のバランスを欠き、逆に溶融時にガラスが失透しやすくなる。
【0042】
Fe2O3は、溶融時にガラスの失透を抑制する成分であり、その含有量は0〜5%、好ましくは0〜3%、より好ましくは0.1〜3%である。Fe2O3の含有量が5%より多いと、ガラス組成のバランスを欠き、逆にガラスが熱的に不安定になる傾向がある。
【0043】
SiO2およびAl2O3は、ガラスの耐候性を高める効果があり、その含有量は合量(SiO2+Al2O3)で0〜7%、好ましくは0〜5%、より好ましくは0〜1%である。これらの成分の合量が7%よりも多いと、ガラスの軟化点が上昇し、低温で封着しにくくなることに加えて、結晶化が起こりにくくなる。
【0044】
BaO、SrO、MgOおよびCaOは、ガラスの溶融時の失透を抑制する効果があり、その含有量は、合量(BaO+SrO+MgO+CaO)で6%以内、好ましくは5%以内、より好ましくは4%以内である。これらの成分の合量が6%より多いと、ガラスの軟化点が上昇し、低温で封着しにくくなることに加えて、結晶化が起こりにくくなる。
【0045】
Sb2O3は、結晶の析出時期をコントロールしやすくする成分であり、その含有量は0〜5%、好ましくは0〜3%、より好ましくは0〜1%である。Sb2O3の含有量が5%より多いと、ガラス組成のバランスを欠き、ガラスの失透傾向が顕著になり、逆に結晶の析出時期をコントロールし難くなる。
【0046】
WO3は、結晶の析出時期をコントロールしやすくする成分であり、その含有量は0〜5%、好ましくは0〜3%、より好ましくは0〜1%である。WO3の含有量が5%より多いと、ガラス組成のバランスを欠き、ガラスの失透傾向が顕著になり、逆に結晶の析出時期をコントロールし難くなる。
【0047】
In2O3およびGa2O3は、結晶の析出時期をコントロールしやすくする成分であり、その含有量は合量(In2O3+Ga2O3)で0〜5%、好ましくは0〜3%、より好ましくは0〜1%である。これらの成分の合量が5%より多いと、ガラス組成のバランスを欠き、ガラスの失透傾向が顕著になり、逆に結晶の析出時期をコントロールし難くなる。
【0048】
また、本発明の結晶性ビスマス系ガラス組成物は、任意成分として、さらに種々の成分を添加させることができる。例えば、Li2O、Na2O、K2O、Cs2O、MoO3、La2O3、Gd2O3、Y2O5、CeO2等を10%まで添加可能である。Li2O、Na2O、K2OおよびCs2O等のアルカリ金属酸化物は、ガラスの軟化点を低くする成分である。ただし、アルカリ金属酸化物は、ガラスの失透を促進する作用を有するため、その添加量は合量で2%以下に制限するのが好ましい。La2O3、Gd2O3、Y2O3およびCeO2等の希土類酸化物は、ガラスを熱的に安定化する成分であるが、これらの成分の合量が5%より多いと、ガラスの軟化点が高くなり、500℃以下で焼成しにくくなる。
【0049】
以上のガラス組成を有する結晶性ビスマス系ガラス組成物は、550℃以下で良好な流動性を示す結晶性のガラスであり、30〜300℃における熱膨張係数が約77〜110×10-7/℃である。
【0050】
本発明の結晶性ビスマス系ガラス組成物は、その粒度を調整することで結晶化温度を調節することができる。また、粒度を適切に規制すれば、二段階焼成(焼成工程が2回の場合)に対応することができる。例えば、460℃程度の低温で行う一次焼成で、ガラスの結晶化を完了させる場合には粒度を小さくすればよく、例えば平均粒子径D50を0.1〜15μm、好ましくは0.2〜100μmにすればよい。また、一次焼成で被封着物に融着させた後、二次焼成で他方の被封着物に封着しながら結晶化を完了させる場合、逆に結晶性ビスマス系ガラス組成物のガラス粉末の粒度を大きくすれば良く、例えば平均粒子径D50を10超〜100μm、好ましくは15〜100μmとすればよい。ここで、「平均粒子径D50」は、周知のレーザー回折法で測定した値を指す。
【0051】
本発明の結晶性ビスマス系ガラス組成物は、ガラス粉末単独でも、結晶化させることができるとともに、結晶化後に熱膨張係数を低下させることができる。よって、ガラス粉末単独で封着材料として使用することができる。また、ガラス基板との熱膨張係数差が適切である場合には、ガラス粉末単独で隔壁形成材料、サイドフレーム形成材料等として使用することもできる。
【0052】
被封着物の熱膨張係数が低い場合、或いは低温で結晶化させる場合には、本発明の結晶性ビスマス系ガラス組成物からなるガラス粉末に耐火性フィラー粉末を添加し、結晶性ビスマス系材料とするのが好ましい。ガラス粉末と耐火性フィラー粉末の混合割合は、結晶性ビスマス系ガラス粉末40〜99.9体積%、耐火性フィラー粉末0.1〜60体積%であることが好ましく、結晶性ビスマス系ガラス粉末40〜99体積%、耐火性フィラー粉末1〜60体積%であることがより好ましく、結晶性ビスマス系ガラス粉末50〜95体積%、耐火性フィラー粉末5〜45体積%であることが更に好ましく、結晶性ビスマス系ガラス粉末60体積%以上90体積%未満、耐火性フィラー粉末10体積%超40体積%以下であることが特に好ましい。耐火性フィラー粉末の含有量が0.1体積%より少ないと、耐火性フィラー粉末を添加することによる効果が得難くなる。耐火性フィラー粉末の含有量が60体積%より多いと、相対的に融材であるガラス粉末の含有量が少なくなり、結晶性ビスマス系材料の流動性が損なわれやすくなる。
【0053】
本発明の結晶性ビスマス系材料において、耐火性フィラー粉末として、ウイレマイト、ガーナイト、ZnO、Al2O3、SiO2、β−ユークリプタイト、ジルコン、酸化スズ、ムライト、石英ガラス、アルミナ等を一種または二種以上組み合わせて使用することができる。
【0054】
その中でも、ZnO含有耐火性フィラー粉末を添加すれば、熱膨張係数が低い結晶の析出を促進させることができるとともに、結晶化温度をより低温側にシフト、つまり結晶化温度を低温側にコントロールすることができる。ZnO含有耐火性フィラーとしては、例えばウイレマイト(2ZnO・SiO2)、ガーナイト(ZnO・Al2O3)、ZnO等を一種または二種以上組み合わせて使用すればよい。特に、ウイレマイトは、熱膨張係数が小さく、上記の効果が顕著であるため、好ましい。また、結晶核として作用する耐火性フィラー粉末、例えば酸化チタン、酸化鉄等を少量(例えば、0.1〜2体積%)添加すれば、結晶性ビスマス系ガラスの結晶化度を調整することができる。さらに、上記の耐火性フィラー粉末以外にも、結晶性ビスマス系材料の熱膨張係数の調整、流動性の調整および機械的強度の改善のために、ジルコン、ジルコニア等の耐火性フィラー粉末を添加することができる。
【0055】
結晶性ビスマス系材料の熱膨張係数は、被封着物に対して10〜30×10-7/℃程度低く設計することが重要である。これは、封着工程後に封着材料にかかる歪を圧縮側にして封着材料の破壊を防ぐためである。例えば、PDP用高歪点ガラス基板(熱膨張係数75〜90×10-7/℃)の場合、封着材料の好適な熱膨張係数は55〜80×10-7/℃である。また、VFD用ソーダガラス基板(熱膨張係数85〜100×10-7/℃)の場合、封着材料の好適な熱膨張係数は70〜90×10-7/℃である。なお、結晶性ビスマス系材料の熱膨張係数は、結晶化前後のいずれにおいても上記範囲内であることが好ましい。
【0056】
本発明の結晶性ビスマス系材料において、焼成体を粉末試料としてX線回折法で測定したときに、結晶析出前のビスマス系ガラスより熱膨張係数が小さい結晶が析出することが好ましく、この結晶が主結晶であることがより好ましい。また、結晶化後のビスマス系ガラスに12Bi2O3・B2O3結晶が析出していない、或いは他の結晶のピーク強度に比べて十分小さい、つまり12Bi2O3・B2O3等のピーク強度が50%未満であることが好ましい。このようにすれば、結晶化後にビスマス系材料の熱膨張係数が上昇し難くなるため、被封着物のガラス基板等にクラックが生じにくくなるとともに、形成される封着層に引張応力が残留し難くなり、平面表示装置等の気密信頼性等を確保しやすくなる。
【0057】
本発明の結晶性ビスマス系材料において、結晶性ビスマス系材料は、結晶化温度よりも20℃以上低い温度で30分間焼成した焼成体を試料とし、TMA装置で測定したときに、ガラス転移点および屈伏点が認められないことが好ましい。このようにすれば、結晶性ビスマス系材料の結晶化度を飛躍的に高めることができるとともに、結晶性ビスマス系材料が流動した後の熱処理工程でガラスが軟化変形し難くなる。なお、本発明でいう「結晶化温度」は、DTAで測定した値を指す。また、焼成体を焼成する際の昇降温速度は、10℃/分とする。
【0058】
本発明の結晶性ビスマス系材料において、結晶性ビスマス系材料の軟化点をT1(℃)、結晶性ビスマス系材料の結晶化温度をT2(℃)としたときに、(T2−T1)>50℃の関係を満たすことが好ましく、(T2−T1)>70℃の関係を満たすことがより好ましい。このようにすれば、結晶性ビスマス系ガラスが結晶化する前に、結晶性ビスマス系材料が十分に軟化変形することから、結晶性ビスマス系材料の流動性を向上させることができるとともに、結晶性ビスマス系材料の封着強度を向上させることができる。また、結晶性ビスマス系材料が軟化流動した後に、適切に結晶を析出させるためには、(T2−T1)<200℃の関係を満たすことが好ましく、(T2−T1)<170℃の関係を満たすことがより好ましい。なお、(T2−T1)≧200℃であっても、更に結晶性ビスマス系材料に結晶核を適量添加し、結晶析出温度を低下させればよい。ここで、「軟化点」とは、DTAで測定した値を指す。
【0059】
結晶性ビスマス系材料は、粉末のまま使用しても良いが、ビークルと均一に混練し、ペーストとして使用すると取り扱いやすい。ビークルは、主に有機溶媒と樹脂とからなり、樹脂はペーストの粘性を調整する目的で添加される。また、必要に応じて、界面活性剤、増粘剤等を添加することもできる。作製されたペーストは、ディスペンサーやスクリーン印刷機等の塗布機を用いて塗布される。
【0060】
樹脂としては、アクリル酸エステル(アクリル樹脂)、エチルセルロース、ポリエチレングリコール誘導体、ニトロセルロース、ポリメチルスチレン、ポリエチレンカーボネート、メタクリル酸エステル等が使用可能である。特に、アクリル酸エステル、ニトロセルロースは、熱分解性が良好であるため、好ましい。
【0061】
有機溶媒としては、N、N’−ジメチルホルムアミド(DMF)、α−ターピネオール、高級アルコール、γ−ブチルラクトン(γ−BL)、テトラリン、ブチルカルビトールアセテート、酢酸エチル、酢酸イソアミル、ジエチレングリコールモノエチルエーテル、ジエチレングリコールモノエチルエーテルアセテート、ベンジルアルコール、トルエン、3−メトキシ−3−メチルブタノール、トリエチレングリコールモノメチルエーテル、トリエチレングリコールジメチルエーテル、ジプロピレングリコールモノメチルエーテル、ジプロピレングリコールモノブチルエーテル、トリプロピレングリコールモノメチルエーテル、トリプロピレングリコールモノブチルエーテル、プロピレンカーボネート、ジメチルスルホキシド(DMSO)、N−メチル−2−ピロリドン等が使用可能である。特に、α−ターピネオールは、高粘性であり、樹脂等の溶解性も良好であるため、好ましい。
【0062】
本発明の結晶性ビスマス系材料は、所定形状に焼結し、結晶性タブレットとするのが好ましい。PDP等の平面表示装置において、排気管をガラス基板に封着させるために、リング状に成形加工された結晶性タブレット(プレスフリット・ガラス焼結体・ガラス成形体等とも称される)が用いられている。結晶性タブレットには、排気管を挿入するための挿入孔が形成されており、この挿入孔に排気管を挿入し、排気管の先端部をガラス基板の排気孔の位置に合わせ、クリップ等で固定される。その後、結晶性タブレットの封着温度で焼成を行い、結晶性タブレットを軟化させることにより、排気管がガラス基板に取り付けられる。本発明の結晶性ビスマス系材料をタブレットに加工すれば、排気管の取り付けにあたって、排気設備への接続を容易にできるとともに、排気管の傾きをガラス基板に対して低減することができ、すなわちガラス基板の表裏面に対し垂直に取り付けることができ、更には平面表示装置の発光能力を維持しつつ気密性が保たれるように取り付けることができる。特に、本発明の結晶性タブレットは、結晶化後の耐熱性が良好であるため、PDPの排気管の固定に好適である。
【0063】
本発明の結晶性ビスマス系材料は、平面表示装置の封着に使用することが好ましい。低温で封着できれば、それだけ製造効率が向上するとともに、蛍光体等の他部材の特性劣化を防止できる。一般的に、本発明のビスマス系材料は、低温で封着可能であるため、平面表示装置に好適に使用することができる。また、本発明の結晶性ビスマス系材料は、電子部品の封着に使用することが好ましい。また、電子部品は、高温で特性が劣化する部材(例えば、導電性樹脂等)を使用する場合がある。この点、本発明の結晶性ビスマス系材料は、低温で封着可能であるため、耐熱性が乏しい部材の特性を劣化させにくい。
【0064】
本発明の結晶性ビスマス系材料は、PDPの封着に使用することが好ましい。PDPの製造工程では、封着工程の後、排気管を通してPDP内部を真空排気した後、希ガスを必要量注入して排気管を封止する。この真空排気工程は、排気効率を上げるため、できるだけ高温で行うことが好ましい。この点、本発明の結晶性ビスマス系材料は、真空排気工程で再軟化し難く、排気温度を上昇させることができる。また、本発明の結晶性ビスマス系材料は、前面ガラス基板と背面ガラス基板の封着材料としても使用することもできる。
【0065】
本発明の結晶性ビスマス系材料は、平面表示装置または電子部品の隔壁形成に使用することが好ましい。本発明の結晶性ビスマス系材料は、低温で焼結できることに加えて、焼結後に十分な量の結晶が析出するため、その後の熱処理工程で寸法変化が生じ難い。さらに、フィラー粉末を一定量含有させれば、隔壁の機械的強度や寸法安定性を更に高めることができる。なお、本発明の結晶性ビスマス系材料は、低温で焼結可能であるとともに、結晶化後の耐熱性に優れることから、隔壁の一部を形成する目的、つまり隔壁の欠損部分を修復する目的で使用することもできる。
【0066】
本発明の結晶性ビスマス系材料は、平面表示装置または電子部品のサイドフレーム(支持枠、側面スペーサー)の形成に使用することが好ましい。このようにすれば、ガラス基板の表面にサイドフレームを直接形成できるため、平面表示装置等のコストダウンを図ることができる。
【0067】
本発明の結晶性ビスマス系材料は、ガラス粉末に耐火物フィラー粉末を添加させ得るため、サイドフレームの熱膨張係数を調整しやすく、サイドフレームの機械的強度を容易に高めることができる。それ故、平面表示装置の装置内部が真空状態であっても、平面表示装置を確実に支持することができるとともに、平面表示装置に機械的衝撃が与えられても、サイドフレームを起点にクラックが発生し難くなる。また、本発明の結晶性ビスマス系材料は、高歪点ガラス基板の歪点以下の温度(例えば、570℃以下)で焼結させて、サイドフレームを形成することができる。更には、高歪点ガラス基板の歪点以下の温度で背面ガラス基板とサイドフレームを強固に融着できるとともに、その後の熱処理工程(封着工程、真空排気工程)でサイドフレームが軟化変形し難く、寸法変化が生じ難い。
【0068】
特に、本発明の結晶性ビスマス系材料は、FEDのサイドフレームに使用することが好ましい。本発明の結晶性ビスマス系材料は、ガラス組成範囲を規制すれば、結晶の析出を制御しやすくなるため、サイドフレームの寸法精度を容易に向上させることができる。その結果、前面ガラス基板と背面ガラス基板の間隔を均一にすることができ、FEDの装置内部で前面ガラス基板と背面ガラス基板の間に印加される加速電圧にばらつきが生じたり、蛍光体に衝突する電子の速度が変化したりして、FEDの輝度特性に悪影響を及ぼす事態が生じ難い。本発明でいうFEDには、各種の電子放出素子を有する各種形式のFEDがすべて含まれる点は言うまでもない。
【0069】
本発明の結晶性タブレットは、以下のように複数回の熱工程を別途独立に経て、製造される。まず、結晶性ビスマス系材料にバインダーや溶剤を添加し、スラリーを作製する。次に、このスラリーをスプレードライヤー等の造粒装置に投入し、顆粒を作製する。その際、顆粒は、溶剤が揮発する程度の温度(100〜200℃程度)で熱処理される。さらに、作製された顆粒は、所定の寸法に設計された金型に投入され、リング状に乾式プレス成型され、プレス体が作製される。その後、ベルト炉等の焼成炉にて、このプレス体に残存するバインダーを分解揮発させるとともに、結晶性ビスマス系ガラスの軟化点程度の温度で焼成し、結晶性タブレットが作製される。また、焼成炉での焼成は、複数回行われる場合がある。焼成を複数回行うと、結晶性タブレットの強度が向上し、結晶性タブレットの欠損や破壊等を効果的に防止できる。
【0070】
本発明の結晶性タブレットは、拡径された排気管の先端部に取り付けてタブレット一体型排気管として用いることが好ましい。このような構成にすれば、ガラス基板、結晶性タブレットおよび排気管の3つの部品を排気孔での中心位置合わせを同時に行う必要がなく、排気管取り付け作業を簡略化することができる。このようなタブレット一体型排気管を製造するためには、排気管の一端に結晶性タブレットを接触させた状態で焼成し、結晶性タブレットを排気管の先端部に接着させておく必要がある。この場合、排気管を治具により固定し、この状態の排気管に結晶性タブレットを挿入し焼成する方法を採用することができる。排気管を固定する治具は、結晶性タブレットが融着しない材質を用いることが好ましく、例えば、カーボン治具等が使用可能である。また、排気管と結晶性タブレットの接着は、ビスマス系ガラスの軟化点付近で5〜10分程度の短時間で行えばよい。さらに、本発明の結晶性タブレットは、熱処理工程で十分な量の結晶が析出するため、熱処理工程で結晶性タブレットが軟化変形することがない。なお、結晶性ビスマス系ガラスのガラス組成を所定範囲に規制すれば、結晶性タブレットの流動性を高めることができ、結果として、被封着物との封着強度を高めることができる。
【0071】
排気管としては、アルカリ金属酸化物を所定量含有させたSiO2−Al2O3−B2O3系ガラスが好適であり、特に日本電気硝子株式会社製のガラスコード「FE−2」が好適である。この排気管は、熱膨張係数が85×10-7/℃、耐熱温度が550℃であり、寸法が、例えば外径5mm、内径3.5mmである。また、排気管の先端部分を拡径化するのが好ましく、先端部にフレア部またはフランジ部を形成するのが好ましい。排気管の先端部分を拡径化する方法として、種々の方法を採用することができる。特に、排気管の先端部を回転させながらガスバーナーを用いて加熱し、数種類の治具を用いて所定の形状に加工する方法が量産性に優れるため好ましい。
【0072】
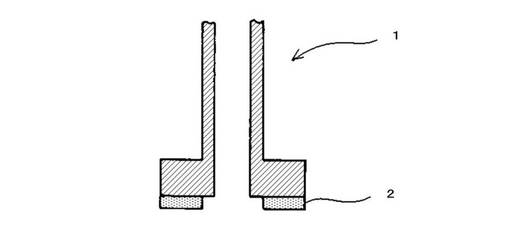
このような構成のタブレット一体型排気管の一例を図2に示す。図2は、タブレット一体型排気管の断面概略図であり、排気管1の先端部が拡径化されており、排気管のガラス基板側の先端部分に結晶性タブレット2が接着されている。
【0073】
本発明のタブレット一体型排気管は、拡径された排気管の先端部に結晶性タブレットと、高融点タブレットとが取り付けられており、且つ結晶性タブレットを拡径された排気管の先端部側に取り付けて、高融点タブレットを結晶性タブレットよりも後端部側に取り付けることが好ましい。このような構成にすれば、結晶性タブレットが排気管の先端部側に取り付けられているので、ガラス基板等に排気管を取り付ける際にガラス基板等と接触する面積は、排気管だけの場合よりも広くなり、安定してガラス基板等の上に排気管を自立させることができ、ガラス基板等に対して傾くことなく垂直に取り付けることが容易となる。さらに、このような構成にすれば、タブレット一体型排気管の製造工程において、結晶性タブレットを排気管に固着させる際、治具と結晶性タブレットの間に高融点タブレットを配置させることにより、タブレット一体型排気管を製造することができ、つまりタブレット一体型排気管の製造において、特殊な治具を使用する必要がなくなり、製造工程を簡略化することができる。
【0074】
上記構成のタブレット一体型排気管において、結晶性タブレットは、好ましくはガラス管の先端部の外周面に固着され、さらに好ましくはガラス管の先端部の外周面のみに固着され、ガラス管先端部の先端面、すなわちガラス基板等と接着する面には固着されない。このようにすれば、ガラス基板等に形成された排気孔へガラスが流れ込む事態を容易に防止できる。また、高融点タブレットは、排気管に直接接着せず、結晶性タブレットを介して排気管に固定すれば、封着工程で高融点タブレット部分をクリップで固定した状態で排気管を加圧封着できるため、好ましい。
【0075】
高融点タブレットとしては、日本電気硝子株式会社製のガラスコード「ST−4」、「FN−13」を材料として用いるのが好ましい。高融点タブレットは、上述の結晶性タブレットと同様の方法で作製することができる。また、高融点タブレットの材質として、セラミックス、金属等を用いることもできる。
【0076】
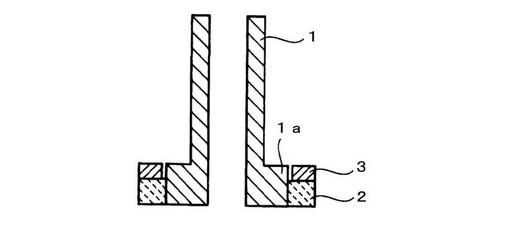
このような構成のタブレット一体型排気管の一例を図3に示す。図3は、タブレット一体型排気管の断面概略図であり、排気管1の先端部が拡径化されており、排気管1のフランジ部分1a外周面側の先端部分に結晶性タブレット2が接着している。一方、高融点タブレット3は排気管1の外周面側に接着していない。また、結晶性タブレット2は、フランジ部分1aの先端部側に取り付けられて、高融点タブレット3が結晶性タブレット2よりもフランジ部分1aの後端部側に取り付けられている。
【0077】
本発明の平面表示装置は、平面表示装置のガラス基板と排気管が結晶性ビスマス系材料により封着されている平面表示装置であって、結晶性ビスマス系材料から形成される封着部位の外表面にBi2O3・B2O3・2ZnO結晶が析出していることを特徴とする。なお、封着部位の外表面にBi2O3・B2O3・2ZnO結晶を析出させることによる作用効果は、既述であるため、ここでは、便宜上、その記載を省略する。
【実施例】
【0078】
以下、実施例に基づいて本発明を詳細に説明する。
【0079】
表1、2は、本発明の実施例に係る結晶性ビスマス系ガラス組成物(試料a〜g)を示している。一方、表3は、本発明の比較例に係る結晶性ビスマス系ガラス組成物(試料h)を示している。
【0080】
【表1】

【0081】
【表2】
【0082】
【表3】
【0083】
表1〜3に記載の各試料は次のようにして調製した。まず、表中に示したガラス組成となるように各種酸化物、炭酸塩等の原料を調合したガラスバッチを準備し、これを白金坩堝に入れて900〜1200℃で1〜2時間溶融した。次に、溶融ガラスの一部をステンレス製の金型に流し出し、熱膨張係数、ガラス転移点、屈伏点の測定用試料とした。その他の溶融ガラスは、水冷ローラーにより、薄片状に成形した。最後に、薄片状のガラスをボールミルにて粉砕後、目開き200メッシュの篩いを通過させて、平均粒径約10μmとし、軟化点、結晶化温度の測定用試料とした。
【0084】
以上の試料を用いて熱膨張係数、ガラス転移点、屈伏点、軟化点、結晶化温度について評価した。
【0085】
熱膨張係数、ガラス転移点、屈伏点は、TMA装置により求めた。熱膨張係数は、30〜300℃の温度範囲で測定した。
【0086】
軟化点、結晶化温度は、マクロ型DTA装置により求めた。なお、DTAは空気中で行い、昇温速度は10℃/分、測定は室温から開始した。
【0087】
表4、5は、本発明の実施例に係る結晶性ビスマス系材料(試料No.1〜10)を示している。一方、表6は、本発明の比較例に係る結晶性ビスマス系材料(試料No.11)を示している。また、表7は、析出結晶の組成および熱膨張係数を示している。なお、表7に示された析出結晶A〜Dは、表4〜6の析出結晶A〜Dと対応している。
【0088】
【表4】
【0089】
【表5】
【0090】
【表6】
【0091】
【表7】
【0092】
表4〜6に示す割合でガラス粉末と耐火性フィラー粉末を混合し、結晶性ビスマス系材料(試料No.1〜11)を作製した。耐火物フィラーとして、ウイレマイト、アルミナおよび酸化亜鉛を用いた。ウイレマイトの平均粒子径D50は14μm、二酸化スズの平均粒子径D50は13μm、アルミナの平均粒子径D50は5μm、酸化亜鉛の平均粒子径D50は5μmであった。
【0093】
以上の試料を用いて、軟化点、結晶化温度、熱膨張係数、ガラス転移点、屈伏点を評価した。
【0094】
軟化点、結晶化温度は、マクロ型DTAにより求めた。なお、DTAは空気中で行い、昇温速度は10℃/分、測定は室温から開始した。
【0095】
熱膨張係数、ガラス転移点および屈伏点は、表中に記載の焼成温度で20分間焼成した試料を用いて、TMA装置により求めた。熱膨張係数は、30〜300℃の温度範囲で測定した。なお、焼成は室温から昇温した後、表中に記載の焼成温度で20分間焼成した上で、室温まで降温した。また、昇降温速度は10℃/分とした。
【0096】
析出結晶は、X線回折装置を用いて測定した。測定条件は、既述の条件と同様である。また、主結晶のピーク強度を100とし、その他の結晶のピーク強度は、これに対する相対値が示されている。
【0097】
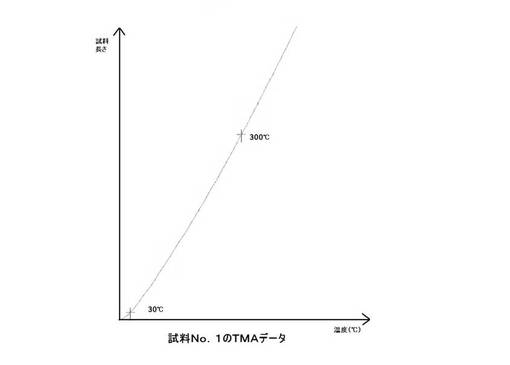
試料No.1のTMAデータを図4に示す。図4から明らかなように、試料No.1は、焼成後にガラス転移点、屈伏点が測定できなかったことが分かる。同様に、試料No.2〜10も焼成後にガラス転移点、屈伏点が測定できなかった。
【0098】
表4、5から明らかなように、試料No.1〜10は、熱膨張係数が100×10-7/℃以下の結晶が主結晶として析出しており、ソーダガラス基板や高歪点ガラス基板等の熱膨張係数と整合しており、封着材料として好適であると考えられる。また、試料No.1〜10は、結晶化温度に比べ、軟化点が低いことから、表中の焼成条件で良好に流動し、封着性能も優れていると考えられる。さらに、試料No.1〜10は、非結晶性ガラスに特有の性質であるガラス転移点や屈伏点が500℃以下の温度領域で観察されなかった。よって、試料No.1〜10は、高密度に結晶化している(結晶化度が高い)と考えられる。
【0099】
一方、表6に示す試料No.11は、ガラスの熱膨張係数117.7×10-7/℃に対して、焼成後の熱膨張係数は126.0×10-7/℃となっている。これは熱膨張係数の大きな結晶が析出したことが原因である。
【産業上の利用可能性】
【0100】
以上の説明から明らかなように、本発明の結晶性ビスマス系材料は、PDP、FED、VFDおよび陰極線管(CRT)の封着材料、PDPの隔壁形成材料、PDP、FEDおよびVFDのサイドフレーム形成材料、水晶振動子およびICパッケージ等の電子部品の封着材料、磁気ヘッド−コア同士またはコアとスライダーの封着材料として好適である。
【図面の簡単な説明】
【0101】
【図1】Bi2O3・B2O3・2ZnO結晶のX線回折データである。
【図2】本発明のタブレット一体型排気管を示す断面概略図である。
【図3】本発明のタブレット一体型排気管を示す断面概略図である。
【図4】本発明の結晶性ビスマス系材料(試料No.1、焼成後)のTMAデータである。
【符号の説明】
【0102】
1 排気管
2 結晶性タブレット
3 高融点タブレット
【技術分野】
【0001】
本発明は、プラズマディスプレイパネル(以下、PDPと称する)、フィールドエミッションディスプレイ(以下、FEDと称する)、蛍光表示管(以下、VFDと称する)等の平面表示装置の封着、隔壁形成、サイドフレーム形成等に好適な結晶性ビスマス系ガラス組成物およびこれを用いた結晶性ビスマス系材料に関するものである。また、本発明は、水晶振動子、ICパッケージ等の電子部品の封着、隔壁形成、サイドフレーム形成等に好適な結晶性ビスマス系ガラス組成物およびこれを用いた結晶性ビスマス系材料に関するものである。
【背景技術】
【0002】
従来から、平面表示装置等の封着材料として、ガラスが用いられている。ガラスは、樹脂系の接着剤に比べ、化学的耐久性および耐熱性が優れるとともに、平面表示装置等の気密性を確保するのに適している。
【0003】
これらのガラスは、用途によっては機械的強度、流動性、電気絶縁性等の種々の特性が要求されるが、少なくとも平面表示装置等に使用される蛍光体の蛍光特性等を劣化させない温度で使用可能であることが要求される。それゆえ、上記特性を満足するガラスとして、ガラスの融点を下げる効果が極めて大きいPbOを多量に含有する鉛ホウ酸系ガラス(例えば、特許文献1参照)が広く用いられてきた。
【0004】
ところが、最近、鉛ホウ酸系ガラスに含まれるPbOに対して環境上の問題が指摘されており、鉛ホウ酸系ガラスからPbOを含まないガラスに置き換えることが望まれている。そのため、鉛ホウ酸系ガラスの代替品として、様々な低融点ガラスが開発されている。その中でも、特許文献2等に記載されているビスマス系ガラスは、化学耐久性や機械的強度等の諸特性において鉛ホウ酸系ガラスと同等の特性を有するため、その代替候補として期待されている。
【0005】
ところで、封着材料に使用されるガラスは、用途に応じて結晶性、或いは非結晶性が選択される。一般的に、封着工程後に封着材料が軟化流動してはいけない用途、例えばPDP用排気管の封着用途では、結晶性のガラスが選択される。この用途では、排気管の封着工程後にガラスの軟化点付近まで熱処理温度が上がる真空排気工程がある。このため、非結晶性のガラスを用いると、真空排気工程でガラスが再軟化し、平面表示装置等に気密リークが発生するおそれがある。そこで、このような事態を防止するために、本用途では結晶性のガラスが選択されている(例えば、特許文献3、4参照)。
【特許文献1】特開昭63−315536号公報
【特許文献2】特開平6−24797号公報
【特許文献3】特開2001−122640号公報
【特許文献4】特開2001−10843号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
特許文献2に記載のビスマス系ガラスは、選択したガラス組成によって非結晶性のガラスになったり、結晶性ガラスになる場合がある。さらに、特許文献2に記載のビスマス系ガラスは、結晶性のガラスであっても、析出結晶量が十分でなく、結晶析出後の熱処理工程でガラスが再軟化しやすい性質を有している。
【0007】
一般的に、ビスマス系ガラスは、鉛ホウ酸系ガラスと比べて熱的安定性が乏しく、つまり高温域で失透しやすく、結晶の析出をコントロールすることが困難である。また、析出した結晶の熱膨張係数が結晶化前のビスマス系ガラスの熱膨張係数と整合していない場合、ビスマス系ガラスに結晶が析出すると、析出結晶の影響でビスマス系ガラスの熱膨張係数が変動する。具体的には、析出結晶の熱膨張係数が結晶化前のビスマス系ガラスの熱膨張係数より高ければ、結晶化後のビスマス系ガラスの熱膨張係数は、結晶化前のビスマス系ガラスの熱膨張係数より高くなる。
【0008】
このような事情から、平面表示装置等の用途に結晶性ビスマス系ガラスを用いる場合、結晶化前のビスマス系ガラスの熱膨張係数のみならず、結晶化後のビスマス系ガラスの熱膨張係数を被封着物、例えばガラス基板等と整合させる必要がある。仮に、結晶化前後でビスマス系ガラスの熱膨張係数が不当に上昇すれば、ガラス基板等にクラック等が発生し、平面表示装置等の気密信頼性を確保することができなくなる。また、熱膨張係数の上昇を抑制するために耐火性フィラーを多量に加えると、結晶化前のビスマス系ガラスの熱膨張係数が不当に低下するとともに、流動性が悪化し、気密信頼性の確保が困難となる。
【0009】
そこで、本発明は、結晶化後の熱処理工程、例えば真空排気工程で再流動することがなく、しかも結晶化後に熱膨張係数が不当に上昇しない結晶性ビスマス系ガラス組成物およびこれを用いた結晶性ビスマス系材料を得ることを技術的課題とする。
【課題を解決するための手段】
【0010】
本発明者は、鋭意努力の結果、熱膨張係数が100×10-7/℃以下の結晶が析出する結晶性ビスマス系ガラス組成物を用いることにより、上記技術的課題を解決できることを見出し、本発明として、提案するものである。すなわち、本発明の結晶性ビスマス系ガラス組成物は、ガラス組成として、Bi2O3、B2O3およびZnOを含む結晶性ビスマス系ガラス組成物であって、450〜550℃のいずれかの温度で30分間焼成したときに、熱膨張係数が100×10-7/℃以下の結晶が析出することを特徴とする。
【0011】
ここで、「ガラス組成として、Bi2O3、B2O3およびZnOを含む」とは、ガラス組成中に必須成分としてBi2O3、B2O3およびZnOを含有する場合を指す。なお、必要に応じて、ガラス組成中にCuO等のそれ以外の成分を含有させても差し支えない。「結晶性」とは、示差熱分析(DTA、空気中、昇温速度10℃/分、室温から測定開始)で570℃までに結晶化ピークが発現するものを指す。平面表示装置または電子部品の封着は、通常、550℃以下で行われているため、平面表示装置または電子部品の封着層に結晶が析出していれば、「結晶性」ガラスが使用されたものとして取り扱っても差し支えない。「熱膨張係数」とは、押棒式熱膨張係数測定(TMA)装置で30〜300℃の温度範囲で測定した値を指す。
【0012】
本発明の結晶性ビスマス系ガラス組成物は、ガラス組成として、Bi2O3、B2O3およびZnOを含んでいる。そして、Bi2O3、B2O3およびZnOの含有量を適切に設定すれば、低温で良好に流動した後に、ガラスに十分な結晶を析出させることができる。例えば、Bi2O3を25モル%以上含有させれば、ガラスの軟化点を低下させることができ、低温で封着することが可能になる。さらに、Bi2O3、B2O3およびZnOの含有量を適切に設定すれば、実質的にPbOを含有しなくても、鉛ホウ酸系ガラスと略同等の特性を得ることができる。
【0013】
本発明の結晶性ビスマス系ガラス組成物は、450〜550℃のいずれかの温度で30分間焼成したときに、結晶が析出する。通常、平面表示装置または電子部品の封着は、450〜550℃の温度域で行われている。よって、本発明の結晶性ビスマス系ガラス組成物は、平面表示装置または電子部品の封着工程で適切に結晶を析出させることができ、結果として、真空排気工程の排気効率を高めることでき、ひいては平面表示装置または電子部品の製造コストの低廉化を図ることができる。
【0014】
結晶性ビスマス系ガラスは、熱処理工程後に種々の結晶、具体的にはα−Bi2O3等のBi2O3系結晶、2Bi2O3・B2O3、12Bi2O3・B2O3等のBi2O3−B2O3系結晶、2Bi2O3・B2O3・ZnO、Bi2O3・B2O3・2ZnO等のBi2O3−B2O3−ZnO系結晶、ZnO・B2O3等のB2O3−ZnO系結晶等が析出する。その中でも、12Bi2O3・B2O3結晶は、熱膨張係数が約160×10-7/℃であり、通常、結晶化前のビスマス系ガラスの熱膨張係数よりも遥かに大きい。よって、一旦、この結晶が析出すると、結晶化後にビスマス系材料の熱膨張係数が不当に上昇し、結果として、結晶性ビスマス系材料とガラス基板等の熱膨張係数が整合せず、封着後のガラス基板等にクラック等が生じやすくなるとともに、平面表示装置等の気密性を確保し難くなる。
【0015】
本発明の結晶性ビスマス系ガラス組成物によれば、450〜550℃のいずれかの温度で30分間焼成したときに、熱膨張係数が100×10-7/℃以下の結晶が析出することから、結晶化後にビスマス系材料の熱膨張係数が不当に上昇する事態を抑制し、平面表示装置等の気密性を確実に維持することができる。これらの結晶を析出させるためには、ガラス組成として、Bi2O3、B2O3およびZnOの含有量を適正な値に設定すればよく、例えば、ガラス組成中のZnOの含有量を10モル%以上、且つBi2O3の含有量を47.5モル%以下にすると、熱膨張係数が100×10-7/℃以下の結晶が析出しやすくなる。
【0016】
第二に、本発明の結晶性ビスマス系ガラス組成物は、前記結晶の熱膨張係数が100×10-7/℃以下であり、且つ前記結晶が、Bi2O3、B2O3、ZnOから選ばれた一種または二種以上の成分で構成されていることに特徴付けられる。ここで、結晶の同定は、X線回折法を用いて行う。X線回折法による測定に際し、焼成体は、アルミナ乳鉢を用いて、平均粒子径D50が約5μmとなるように粉砕する。X線回折は、スキャンスピード4°/分、スキャン幅0.01°、電圧40kV、電流40mA、測定角度5〜60°とする(以下同様)。
【0017】
結晶が、Bi2O3、B2O3、ZnOから選ばれた一種または二種以上の成分で構成されていると、熱膨張係数が100×10-7/℃以下の結晶が析出しやすくなる。これらの結晶を析出させるためには、ガラス組成として、Bi2O3、B2O3およびZnOの含有量を適切に設定すればよく、例えば、ガラス組成のモル比でZnO/Bi2O3の値を0.5より大きくすると、熱膨張係数が100×10-7/℃以下の結晶が析出しやすくなる。なお、既述の通り、12Bi2O3・B2O3結晶は、熱膨張係数が約160×10-7/℃であり、100×10-7/℃より大きいが、ガラス組成中のZnOの含有量を10モル%以上、或いはモル比でZnO/Bi2O3の値を0.5より大きくすると、12Bi2O3・B2O3結晶の析出を抑制することができる。
【0018】
第三に、本発明の結晶性ビスマス系ガラス組成物は、前記結晶が、Bi2O3・B2O3・2ZnOであることに特徴付けられる。Bi2O3・B2O3・2ZnO結晶の同定は、X線回折法を用いて行う。Bi2O3・B2O3・2ZnO結晶は、熱膨張係数が約65×10-7/℃であり、結晶化後のビスマス系ガラスの熱膨張係数を的確に低下させることができる。よって、結晶性ビスマス系ガラスに熱膨張係数が100×10-7/℃より大きい結晶、例えば12Bi2O3・B2O3が析出したとしても、Bi2O3・B2O3・2ZnOの存在によって、結晶化後にビスマス系ガラスの熱膨張係数が上昇しにくくなる。この結晶を効率よく析出させるためには、ガラス組成において、モル比でZnO/Bi2O3の値を0.5より大きくすればよい。参考のため、Bi2O3・B2O3・2ZnO結晶のX線回折データを図1に示す。
【0019】
第四に、本発明の結晶性ビスマス系ガラス組成物は、ガラス組成として、モル%で、Bi2O3 25〜50%、B2O3 15〜50%、ZnO 10〜50%、CuO 0〜20%、Fe2O3 0〜5%、SiO2+Al2O3 0〜7%、BaO+SrO+MgO+CaO 0〜6%、Sb2O3 0〜5%、WO3 0〜5%、In2O3+Ga2O3 0〜5%含有し、且つ実質的にPbOを含有しないことに特徴付けられる。ここで、「実質的にPbOを含有しない」とは、ガラス組成中のPbOの含有量が1000ppm以下の場合を指す。
【0020】
本発明の結晶性ビスマス系ガラス組成物において、ガラス組成範囲を上記のように規制すれば、結晶の析出(結晶析出のタイミング、結晶化温度等)を容易にコントロールすることができる。その上、軟化流動後に十分な量の結晶が析出するため、結晶化後の熱処理工程でガラスが再軟化し難く、例えば真空排気工程でガラスが再軟化し難く、平面表示装置等の気密性が損なわれることがない。
【0021】
また、本発明の結晶性ビスマス系ガラス組成物は、Bi2O3を一定量以上含有させている。このようにすれば、ガラスの軟化点を効果的に下げることができるため、低温で封着を行うことができる。さらに、本発明の結晶性ビスマス系ガラス組成物は、実質的にPbOを含有しない。このようにすれば、近年の環境的要請を的確に満たすことができる。
【0022】
第五に、本発明の結晶性ビスマス系ガラス組成物は、ガラス組成として、モル比ZnO/Bi2O3の値が0.5より大きいことに特徴付けられる。
【0023】
第六に、本発明の結晶性ビスマス系ガラス材料は、前記の結晶性ビスマス系ガラス組成物からなるガラス粉末40〜100体積%と、耐火性フィラー粉末0〜60体積%とを含有することに特徴付けられる。なお、本発明の結晶性ビスマス系材料は、耐火性フィラー粉末を添加することなく、上記の結晶性ビスマス系ガラス粉末のみで構成されていてもよい。
【0024】
第七に、本発明の結晶性ビスマス系ガラス材料は、前記耐火性フィラー粉末が、ウイレマイト、ガーナイト、ZnO、Al2O3、SiO2から選ばれた一種または二種以上であることに特徴付けられる。
【0025】
第八に、本発明の結晶性ビスマス系ガラス材料は、平面表示装置または電子部品の封着に使用することに特徴付けられる。
【0026】
第九に、本発明の結晶性ビスマス系ガラス材料は、平面表示装置または電子部品の隔壁形成に使用することに特徴付けられる。
【0027】
第十に、本発明の結晶性ビスマス系ガラス材料は、平面表示装置または電子部品のサイドフレーム形成に使用することに特徴付けられる。
【0028】
第十一に、本発明の結晶性タブレットは、結晶性ビスマス系材料を所定形状に焼結させた結晶性タブレットであって、結晶性ビスマス系材料が前記の結晶性ビスマス系材料であることに特徴付けられる。なお、本発明の結晶性タブレットは、特に形状は限定されないが、排気管の固定を想定した場合、リング状であることが好ましい。
【0029】
第十二に、本発明のタブレット一体型排気管は、拡径された排気管の先端部に、前記の結晶性タブレットが取り付けられていることに特徴付けられる。ここで、「排気管の先端部」とは、拡径化された排気管の表面部位を指し、拡径化された部分においてガラス基板と接する側の排気管底面および排気管外周側面を指す。また、結晶性タブレットは、排気管の先端部のみに接着される態様だけでなく、排気管の先端部の一部に接着される態様を含む。
【0030】
第十三に、本発明のタブレット一体型排気管は、拡径された排気管の先端部に、前記の結晶性タブレットと、高融点タブレットとが取り付けられており、且つ結晶性タブレットが拡径された排気管の先端部側に取り付けられ、高融点タブレットが結晶性タブレットよりも後端部側に取り付けられていることに特徴付けられる。ここで、「高融点タブレット」とは、520℃以下の温度で軟化変形しないタブレット、つまりDTA装置で測定した軟化点が520℃以上のタブレットを指す。
【0031】
第十四に、本発明の平面表示装置は、平面表示装置のガラス基板と排気管が結晶性ビスマス系材料により封着されている平面表示装置であって、結晶性ビスマス系材料から形成される封着部位の外表面にBi2O3・B2O3・2ZnO結晶が析出していることに特徴付けられる。
【発明を実施するための最良の形態】
【0032】
本発明の結晶性ビスマス系ガラス組成物は、ガラス組成として、Bi2O3、B2O3およびZnOを含んでいる。これらの成分を含有する結晶性ビスマス系ガラス組成物は、熱処理工程で種々の結晶が析出する。具体的にはα−Bi2O3等のBi2O3系結晶、2Bi2O3・B2O3、12Bi2O3・B2O3等のBi2O3−B2O3系結晶、2Bi2O3・B2O3・ZnO、Bi2O3・B2O3・2ZnO等のBi2O3−B2O3−ZnO系結晶、ZnO・B2O3等のB2O3−ZnO系結晶等が析出する。本発明の結晶性ビスマス系ガラス組成物は、450〜550℃のいずれかの温度で30分間焼成したときに、熱膨張係数が100×10-7/℃以下(好ましくは96×10-7/℃以下、より好ましくは85×10-7/℃以下、更に好ましくは76×10-7/℃以下、最も好ましくは69×10-7/℃以下)の結晶が析出する。結晶の熱膨張係数が100×10-7/℃より高いと、結晶化後に所望の熱膨張係数が得られないことに加えて、結晶性ビスマス系ガラスの熱膨張係数が不当に上昇しやすくなる。
【0033】
熱膨張係数が100×10-7/℃以下の結晶は、主結晶であることが好ましい。このようにすれば、結晶化後にビスマス系ガラスの熱膨張係数が上昇しにくくなる。なお、本発明では、X線回折法で測定したときに、ピーク強度が一番大きい結晶を主結晶として取り扱う。
【0034】
熱膨張係数が100×10-7/℃以下の結晶として、Bi2O3(α≒75×10-7/℃)、2Bi2O3・B2O3(α≒84×10-7/℃)、Bi2O3・B2O3・2ZnO(α≒65×10-7/℃)、Bi2O3・CuO(α≒95×10-7/℃)が好ましい。これらの結晶が析出すると、結晶化後にビスマス系ガラスの熱膨張係数が上昇しにくくなる。特に、Bi2O3・B2O3・2ZnO結晶が析出すると、結晶化後にビスマス系ガラスの熱膨張係数が低下するため、結晶化後にガラス基板等にクラック等が発生する事態を抑制することができるとともに、封着層にかかる応力がコンプレッション(圧縮)になりやすく、封着層の機械的強度を高めることができる。
【0035】
結晶の熱膨張係数は、以下のような手順で測定することができる。まず、結晶の理論組成となるように原料を調合し、得られたバッチをらいかい器等で粉砕混合する。次に、得られた混合物を油圧式のプレス機で所定形状にプレスする。その後、得られたプレス体を焼成炉で焼成する。焼成は、結晶の融点より僅かに低い温度で5時間程度行えばよい。最後に、得られた焼成体を所定形状に加工し、TMA装置を用いて、30〜300℃の温度範囲で熱膨張係数を測定する。
【0036】
本発明の結晶性ビスマス系ガラス組成物は、ガラス組成として、モル%で、Bi2O3 25〜50%、B2O3 15〜50%、ZnO 10〜50%、CuO 0〜20%、Fe2O3 0〜5%、SiO2+Al2O3 0〜7%、BaO+SrO+MgO+CaO 0〜6%、Sb2O3 0〜5%、WO3 0〜5%、In2O3+Ga2O3 0〜5%含有し、且つ実質的にPbOを含有しないことを特徴とする。ガラス組成範囲を上記のように限定した理由は下記の通りである。なお、以下の%表示は、特に断りがある場合を除き、モル%を指す。
【0037】
Bi2O3は、ガラスの軟化点を下げるための主要成分であり、また析出結晶の結晶構成成分となる。その含有量は25〜50%、好ましくは30〜50%、より好ましくは35〜45%である。Bi2O3の含有量が25%より少ないと、ガラスの軟化点が上昇し、低温で封着しにくくなることに加えて、結晶化が起こりにくくなる。Bi2O3の含有量が50%より多いと、ガラス化しなかったり、12Bi2O3・B2O3結晶が析出しやすくなる。
【0038】
B2O3は、ビスマス系ガラスのガラスネットワークを構成するために必須の成分である。その含有量は15〜50%、好ましくは15〜40%、より好ましくは25〜30%である。B2O3の含有量が15%より少ないと、ガラス化しないおそれが生じる。B2O3の含有量が50%より多いと、ガラスが熱的に安定になりすぎ、結晶化が起こりにくくなる。
【0039】
ZnOは、溶融時にガラスの失透を抑制する効果があり、また低膨張の結晶を析出させるために必須の成分である。その含有量は10〜50%、好ましくは20〜40%、より好ましくは20〜35%である。ZnOの含有量が10%より少ないと、熱処理時にビスマス系ガラスに低膨張の結晶が析出し難くなる。ZnOの含有量が50%より多いと、ガラス組成のバランスを欠き、逆に溶融時にガラスが失透しやすくなる。
【0040】
モル比ZnO/Bi2O3の値は0.5より大きいことが好ましく、0.7より大きいことがより好ましい。このようにすれば、低膨張の結晶が析出しやすくなる。一方、モル比ZnO/Bi2O3の値が0.5以下であると、低膨張の結晶が析出しにくくなる。
【0041】
CuOは、ガラス溶融時の失透を抑制する効果がある。その含有量は0〜20%、好ましくは0〜5%である。CuOの含有量が20%より多いと、ガラス組成のバランスを欠き、逆に溶融時にガラスが失透しやすくなる。
【0042】
Fe2O3は、溶融時にガラスの失透を抑制する成分であり、その含有量は0〜5%、好ましくは0〜3%、より好ましくは0.1〜3%である。Fe2O3の含有量が5%より多いと、ガラス組成のバランスを欠き、逆にガラスが熱的に不安定になる傾向がある。
【0043】
SiO2およびAl2O3は、ガラスの耐候性を高める効果があり、その含有量は合量(SiO2+Al2O3)で0〜7%、好ましくは0〜5%、より好ましくは0〜1%である。これらの成分の合量が7%よりも多いと、ガラスの軟化点が上昇し、低温で封着しにくくなることに加えて、結晶化が起こりにくくなる。
【0044】
BaO、SrO、MgOおよびCaOは、ガラスの溶融時の失透を抑制する効果があり、その含有量は、合量(BaO+SrO+MgO+CaO)で6%以内、好ましくは5%以内、より好ましくは4%以内である。これらの成分の合量が6%より多いと、ガラスの軟化点が上昇し、低温で封着しにくくなることに加えて、結晶化が起こりにくくなる。
【0045】
Sb2O3は、結晶の析出時期をコントロールしやすくする成分であり、その含有量は0〜5%、好ましくは0〜3%、より好ましくは0〜1%である。Sb2O3の含有量が5%より多いと、ガラス組成のバランスを欠き、ガラスの失透傾向が顕著になり、逆に結晶の析出時期をコントロールし難くなる。
【0046】
WO3は、結晶の析出時期をコントロールしやすくする成分であり、その含有量は0〜5%、好ましくは0〜3%、より好ましくは0〜1%である。WO3の含有量が5%より多いと、ガラス組成のバランスを欠き、ガラスの失透傾向が顕著になり、逆に結晶の析出時期をコントロールし難くなる。
【0047】
In2O3およびGa2O3は、結晶の析出時期をコントロールしやすくする成分であり、その含有量は合量(In2O3+Ga2O3)で0〜5%、好ましくは0〜3%、より好ましくは0〜1%である。これらの成分の合量が5%より多いと、ガラス組成のバランスを欠き、ガラスの失透傾向が顕著になり、逆に結晶の析出時期をコントロールし難くなる。
【0048】
また、本発明の結晶性ビスマス系ガラス組成物は、任意成分として、さらに種々の成分を添加させることができる。例えば、Li2O、Na2O、K2O、Cs2O、MoO3、La2O3、Gd2O3、Y2O5、CeO2等を10%まで添加可能である。Li2O、Na2O、K2OおよびCs2O等のアルカリ金属酸化物は、ガラスの軟化点を低くする成分である。ただし、アルカリ金属酸化物は、ガラスの失透を促進する作用を有するため、その添加量は合量で2%以下に制限するのが好ましい。La2O3、Gd2O3、Y2O3およびCeO2等の希土類酸化物は、ガラスを熱的に安定化する成分であるが、これらの成分の合量が5%より多いと、ガラスの軟化点が高くなり、500℃以下で焼成しにくくなる。
【0049】
以上のガラス組成を有する結晶性ビスマス系ガラス組成物は、550℃以下で良好な流動性を示す結晶性のガラスであり、30〜300℃における熱膨張係数が約77〜110×10-7/℃である。
【0050】
本発明の結晶性ビスマス系ガラス組成物は、その粒度を調整することで結晶化温度を調節することができる。また、粒度を適切に規制すれば、二段階焼成(焼成工程が2回の場合)に対応することができる。例えば、460℃程度の低温で行う一次焼成で、ガラスの結晶化を完了させる場合には粒度を小さくすればよく、例えば平均粒子径D50を0.1〜15μm、好ましくは0.2〜100μmにすればよい。また、一次焼成で被封着物に融着させた後、二次焼成で他方の被封着物に封着しながら結晶化を完了させる場合、逆に結晶性ビスマス系ガラス組成物のガラス粉末の粒度を大きくすれば良く、例えば平均粒子径D50を10超〜100μm、好ましくは15〜100μmとすればよい。ここで、「平均粒子径D50」は、周知のレーザー回折法で測定した値を指す。
【0051】
本発明の結晶性ビスマス系ガラス組成物は、ガラス粉末単独でも、結晶化させることができるとともに、結晶化後に熱膨張係数を低下させることができる。よって、ガラス粉末単独で封着材料として使用することができる。また、ガラス基板との熱膨張係数差が適切である場合には、ガラス粉末単独で隔壁形成材料、サイドフレーム形成材料等として使用することもできる。
【0052】
被封着物の熱膨張係数が低い場合、或いは低温で結晶化させる場合には、本発明の結晶性ビスマス系ガラス組成物からなるガラス粉末に耐火性フィラー粉末を添加し、結晶性ビスマス系材料とするのが好ましい。ガラス粉末と耐火性フィラー粉末の混合割合は、結晶性ビスマス系ガラス粉末40〜99.9体積%、耐火性フィラー粉末0.1〜60体積%であることが好ましく、結晶性ビスマス系ガラス粉末40〜99体積%、耐火性フィラー粉末1〜60体積%であることがより好ましく、結晶性ビスマス系ガラス粉末50〜95体積%、耐火性フィラー粉末5〜45体積%であることが更に好ましく、結晶性ビスマス系ガラス粉末60体積%以上90体積%未満、耐火性フィラー粉末10体積%超40体積%以下であることが特に好ましい。耐火性フィラー粉末の含有量が0.1体積%より少ないと、耐火性フィラー粉末を添加することによる効果が得難くなる。耐火性フィラー粉末の含有量が60体積%より多いと、相対的に融材であるガラス粉末の含有量が少なくなり、結晶性ビスマス系材料の流動性が損なわれやすくなる。
【0053】
本発明の結晶性ビスマス系材料において、耐火性フィラー粉末として、ウイレマイト、ガーナイト、ZnO、Al2O3、SiO2、β−ユークリプタイト、ジルコン、酸化スズ、ムライト、石英ガラス、アルミナ等を一種または二種以上組み合わせて使用することができる。
【0054】
その中でも、ZnO含有耐火性フィラー粉末を添加すれば、熱膨張係数が低い結晶の析出を促進させることができるとともに、結晶化温度をより低温側にシフト、つまり結晶化温度を低温側にコントロールすることができる。ZnO含有耐火性フィラーとしては、例えばウイレマイト(2ZnO・SiO2)、ガーナイト(ZnO・Al2O3)、ZnO等を一種または二種以上組み合わせて使用すればよい。特に、ウイレマイトは、熱膨張係数が小さく、上記の効果が顕著であるため、好ましい。また、結晶核として作用する耐火性フィラー粉末、例えば酸化チタン、酸化鉄等を少量(例えば、0.1〜2体積%)添加すれば、結晶性ビスマス系ガラスの結晶化度を調整することができる。さらに、上記の耐火性フィラー粉末以外にも、結晶性ビスマス系材料の熱膨張係数の調整、流動性の調整および機械的強度の改善のために、ジルコン、ジルコニア等の耐火性フィラー粉末を添加することができる。
【0055】
結晶性ビスマス系材料の熱膨張係数は、被封着物に対して10〜30×10-7/℃程度低く設計することが重要である。これは、封着工程後に封着材料にかかる歪を圧縮側にして封着材料の破壊を防ぐためである。例えば、PDP用高歪点ガラス基板(熱膨張係数75〜90×10-7/℃)の場合、封着材料の好適な熱膨張係数は55〜80×10-7/℃である。また、VFD用ソーダガラス基板(熱膨張係数85〜100×10-7/℃)の場合、封着材料の好適な熱膨張係数は70〜90×10-7/℃である。なお、結晶性ビスマス系材料の熱膨張係数は、結晶化前後のいずれにおいても上記範囲内であることが好ましい。
【0056】
本発明の結晶性ビスマス系材料において、焼成体を粉末試料としてX線回折法で測定したときに、結晶析出前のビスマス系ガラスより熱膨張係数が小さい結晶が析出することが好ましく、この結晶が主結晶であることがより好ましい。また、結晶化後のビスマス系ガラスに12Bi2O3・B2O3結晶が析出していない、或いは他の結晶のピーク強度に比べて十分小さい、つまり12Bi2O3・B2O3等のピーク強度が50%未満であることが好ましい。このようにすれば、結晶化後にビスマス系材料の熱膨張係数が上昇し難くなるため、被封着物のガラス基板等にクラックが生じにくくなるとともに、形成される封着層に引張応力が残留し難くなり、平面表示装置等の気密信頼性等を確保しやすくなる。
【0057】
本発明の結晶性ビスマス系材料において、結晶性ビスマス系材料は、結晶化温度よりも20℃以上低い温度で30分間焼成した焼成体を試料とし、TMA装置で測定したときに、ガラス転移点および屈伏点が認められないことが好ましい。このようにすれば、結晶性ビスマス系材料の結晶化度を飛躍的に高めることができるとともに、結晶性ビスマス系材料が流動した後の熱処理工程でガラスが軟化変形し難くなる。なお、本発明でいう「結晶化温度」は、DTAで測定した値を指す。また、焼成体を焼成する際の昇降温速度は、10℃/分とする。
【0058】
本発明の結晶性ビスマス系材料において、結晶性ビスマス系材料の軟化点をT1(℃)、結晶性ビスマス系材料の結晶化温度をT2(℃)としたときに、(T2−T1)>50℃の関係を満たすことが好ましく、(T2−T1)>70℃の関係を満たすことがより好ましい。このようにすれば、結晶性ビスマス系ガラスが結晶化する前に、結晶性ビスマス系材料が十分に軟化変形することから、結晶性ビスマス系材料の流動性を向上させることができるとともに、結晶性ビスマス系材料の封着強度を向上させることができる。また、結晶性ビスマス系材料が軟化流動した後に、適切に結晶を析出させるためには、(T2−T1)<200℃の関係を満たすことが好ましく、(T2−T1)<170℃の関係を満たすことがより好ましい。なお、(T2−T1)≧200℃であっても、更に結晶性ビスマス系材料に結晶核を適量添加し、結晶析出温度を低下させればよい。ここで、「軟化点」とは、DTAで測定した値を指す。
【0059】
結晶性ビスマス系材料は、粉末のまま使用しても良いが、ビークルと均一に混練し、ペーストとして使用すると取り扱いやすい。ビークルは、主に有機溶媒と樹脂とからなり、樹脂はペーストの粘性を調整する目的で添加される。また、必要に応じて、界面活性剤、増粘剤等を添加することもできる。作製されたペーストは、ディスペンサーやスクリーン印刷機等の塗布機を用いて塗布される。
【0060】
樹脂としては、アクリル酸エステル(アクリル樹脂)、エチルセルロース、ポリエチレングリコール誘導体、ニトロセルロース、ポリメチルスチレン、ポリエチレンカーボネート、メタクリル酸エステル等が使用可能である。特に、アクリル酸エステル、ニトロセルロースは、熱分解性が良好であるため、好ましい。
【0061】
有機溶媒としては、N、N’−ジメチルホルムアミド(DMF)、α−ターピネオール、高級アルコール、γ−ブチルラクトン(γ−BL)、テトラリン、ブチルカルビトールアセテート、酢酸エチル、酢酸イソアミル、ジエチレングリコールモノエチルエーテル、ジエチレングリコールモノエチルエーテルアセテート、ベンジルアルコール、トルエン、3−メトキシ−3−メチルブタノール、トリエチレングリコールモノメチルエーテル、トリエチレングリコールジメチルエーテル、ジプロピレングリコールモノメチルエーテル、ジプロピレングリコールモノブチルエーテル、トリプロピレングリコールモノメチルエーテル、トリプロピレングリコールモノブチルエーテル、プロピレンカーボネート、ジメチルスルホキシド(DMSO)、N−メチル−2−ピロリドン等が使用可能である。特に、α−ターピネオールは、高粘性であり、樹脂等の溶解性も良好であるため、好ましい。
【0062】
本発明の結晶性ビスマス系材料は、所定形状に焼結し、結晶性タブレットとするのが好ましい。PDP等の平面表示装置において、排気管をガラス基板に封着させるために、リング状に成形加工された結晶性タブレット(プレスフリット・ガラス焼結体・ガラス成形体等とも称される)が用いられている。結晶性タブレットには、排気管を挿入するための挿入孔が形成されており、この挿入孔に排気管を挿入し、排気管の先端部をガラス基板の排気孔の位置に合わせ、クリップ等で固定される。その後、結晶性タブレットの封着温度で焼成を行い、結晶性タブレットを軟化させることにより、排気管がガラス基板に取り付けられる。本発明の結晶性ビスマス系材料をタブレットに加工すれば、排気管の取り付けにあたって、排気設備への接続を容易にできるとともに、排気管の傾きをガラス基板に対して低減することができ、すなわちガラス基板の表裏面に対し垂直に取り付けることができ、更には平面表示装置の発光能力を維持しつつ気密性が保たれるように取り付けることができる。特に、本発明の結晶性タブレットは、結晶化後の耐熱性が良好であるため、PDPの排気管の固定に好適である。
【0063】
本発明の結晶性ビスマス系材料は、平面表示装置の封着に使用することが好ましい。低温で封着できれば、それだけ製造効率が向上するとともに、蛍光体等の他部材の特性劣化を防止できる。一般的に、本発明のビスマス系材料は、低温で封着可能であるため、平面表示装置に好適に使用することができる。また、本発明の結晶性ビスマス系材料は、電子部品の封着に使用することが好ましい。また、電子部品は、高温で特性が劣化する部材(例えば、導電性樹脂等)を使用する場合がある。この点、本発明の結晶性ビスマス系材料は、低温で封着可能であるため、耐熱性が乏しい部材の特性を劣化させにくい。
【0064】
本発明の結晶性ビスマス系材料は、PDPの封着に使用することが好ましい。PDPの製造工程では、封着工程の後、排気管を通してPDP内部を真空排気した後、希ガスを必要量注入して排気管を封止する。この真空排気工程は、排気効率を上げるため、できるだけ高温で行うことが好ましい。この点、本発明の結晶性ビスマス系材料は、真空排気工程で再軟化し難く、排気温度を上昇させることができる。また、本発明の結晶性ビスマス系材料は、前面ガラス基板と背面ガラス基板の封着材料としても使用することもできる。
【0065】
本発明の結晶性ビスマス系材料は、平面表示装置または電子部品の隔壁形成に使用することが好ましい。本発明の結晶性ビスマス系材料は、低温で焼結できることに加えて、焼結後に十分な量の結晶が析出するため、その後の熱処理工程で寸法変化が生じ難い。さらに、フィラー粉末を一定量含有させれば、隔壁の機械的強度や寸法安定性を更に高めることができる。なお、本発明の結晶性ビスマス系材料は、低温で焼結可能であるとともに、結晶化後の耐熱性に優れることから、隔壁の一部を形成する目的、つまり隔壁の欠損部分を修復する目的で使用することもできる。
【0066】
本発明の結晶性ビスマス系材料は、平面表示装置または電子部品のサイドフレーム(支持枠、側面スペーサー)の形成に使用することが好ましい。このようにすれば、ガラス基板の表面にサイドフレームを直接形成できるため、平面表示装置等のコストダウンを図ることができる。
【0067】
本発明の結晶性ビスマス系材料は、ガラス粉末に耐火物フィラー粉末を添加させ得るため、サイドフレームの熱膨張係数を調整しやすく、サイドフレームの機械的強度を容易に高めることができる。それ故、平面表示装置の装置内部が真空状態であっても、平面表示装置を確実に支持することができるとともに、平面表示装置に機械的衝撃が与えられても、サイドフレームを起点にクラックが発生し難くなる。また、本発明の結晶性ビスマス系材料は、高歪点ガラス基板の歪点以下の温度(例えば、570℃以下)で焼結させて、サイドフレームを形成することができる。更には、高歪点ガラス基板の歪点以下の温度で背面ガラス基板とサイドフレームを強固に融着できるとともに、その後の熱処理工程(封着工程、真空排気工程)でサイドフレームが軟化変形し難く、寸法変化が生じ難い。
【0068】
特に、本発明の結晶性ビスマス系材料は、FEDのサイドフレームに使用することが好ましい。本発明の結晶性ビスマス系材料は、ガラス組成範囲を規制すれば、結晶の析出を制御しやすくなるため、サイドフレームの寸法精度を容易に向上させることができる。その結果、前面ガラス基板と背面ガラス基板の間隔を均一にすることができ、FEDの装置内部で前面ガラス基板と背面ガラス基板の間に印加される加速電圧にばらつきが生じたり、蛍光体に衝突する電子の速度が変化したりして、FEDの輝度特性に悪影響を及ぼす事態が生じ難い。本発明でいうFEDには、各種の電子放出素子を有する各種形式のFEDがすべて含まれる点は言うまでもない。
【0069】
本発明の結晶性タブレットは、以下のように複数回の熱工程を別途独立に経て、製造される。まず、結晶性ビスマス系材料にバインダーや溶剤を添加し、スラリーを作製する。次に、このスラリーをスプレードライヤー等の造粒装置に投入し、顆粒を作製する。その際、顆粒は、溶剤が揮発する程度の温度(100〜200℃程度)で熱処理される。さらに、作製された顆粒は、所定の寸法に設計された金型に投入され、リング状に乾式プレス成型され、プレス体が作製される。その後、ベルト炉等の焼成炉にて、このプレス体に残存するバインダーを分解揮発させるとともに、結晶性ビスマス系ガラスの軟化点程度の温度で焼成し、結晶性タブレットが作製される。また、焼成炉での焼成は、複数回行われる場合がある。焼成を複数回行うと、結晶性タブレットの強度が向上し、結晶性タブレットの欠損や破壊等を効果的に防止できる。
【0070】
本発明の結晶性タブレットは、拡径された排気管の先端部に取り付けてタブレット一体型排気管として用いることが好ましい。このような構成にすれば、ガラス基板、結晶性タブレットおよび排気管の3つの部品を排気孔での中心位置合わせを同時に行う必要がなく、排気管取り付け作業を簡略化することができる。このようなタブレット一体型排気管を製造するためには、排気管の一端に結晶性タブレットを接触させた状態で焼成し、結晶性タブレットを排気管の先端部に接着させておく必要がある。この場合、排気管を治具により固定し、この状態の排気管に結晶性タブレットを挿入し焼成する方法を採用することができる。排気管を固定する治具は、結晶性タブレットが融着しない材質を用いることが好ましく、例えば、カーボン治具等が使用可能である。また、排気管と結晶性タブレットの接着は、ビスマス系ガラスの軟化点付近で5〜10分程度の短時間で行えばよい。さらに、本発明の結晶性タブレットは、熱処理工程で十分な量の結晶が析出するため、熱処理工程で結晶性タブレットが軟化変形することがない。なお、結晶性ビスマス系ガラスのガラス組成を所定範囲に規制すれば、結晶性タブレットの流動性を高めることができ、結果として、被封着物との封着強度を高めることができる。
【0071】
排気管としては、アルカリ金属酸化物を所定量含有させたSiO2−Al2O3−B2O3系ガラスが好適であり、特に日本電気硝子株式会社製のガラスコード「FE−2」が好適である。この排気管は、熱膨張係数が85×10-7/℃、耐熱温度が550℃であり、寸法が、例えば外径5mm、内径3.5mmである。また、排気管の先端部分を拡径化するのが好ましく、先端部にフレア部またはフランジ部を形成するのが好ましい。排気管の先端部分を拡径化する方法として、種々の方法を採用することができる。特に、排気管の先端部を回転させながらガスバーナーを用いて加熱し、数種類の治具を用いて所定の形状に加工する方法が量産性に優れるため好ましい。
【0072】
このような構成のタブレット一体型排気管の一例を図2に示す。図2は、タブレット一体型排気管の断面概略図であり、排気管1の先端部が拡径化されており、排気管のガラス基板側の先端部分に結晶性タブレット2が接着されている。
【0073】
本発明のタブレット一体型排気管は、拡径された排気管の先端部に結晶性タブレットと、高融点タブレットとが取り付けられており、且つ結晶性タブレットを拡径された排気管の先端部側に取り付けて、高融点タブレットを結晶性タブレットよりも後端部側に取り付けることが好ましい。このような構成にすれば、結晶性タブレットが排気管の先端部側に取り付けられているので、ガラス基板等に排気管を取り付ける際にガラス基板等と接触する面積は、排気管だけの場合よりも広くなり、安定してガラス基板等の上に排気管を自立させることができ、ガラス基板等に対して傾くことなく垂直に取り付けることが容易となる。さらに、このような構成にすれば、タブレット一体型排気管の製造工程において、結晶性タブレットを排気管に固着させる際、治具と結晶性タブレットの間に高融点タブレットを配置させることにより、タブレット一体型排気管を製造することができ、つまりタブレット一体型排気管の製造において、特殊な治具を使用する必要がなくなり、製造工程を簡略化することができる。
【0074】
上記構成のタブレット一体型排気管において、結晶性タブレットは、好ましくはガラス管の先端部の外周面に固着され、さらに好ましくはガラス管の先端部の外周面のみに固着され、ガラス管先端部の先端面、すなわちガラス基板等と接着する面には固着されない。このようにすれば、ガラス基板等に形成された排気孔へガラスが流れ込む事態を容易に防止できる。また、高融点タブレットは、排気管に直接接着せず、結晶性タブレットを介して排気管に固定すれば、封着工程で高融点タブレット部分をクリップで固定した状態で排気管を加圧封着できるため、好ましい。
【0075】
高融点タブレットとしては、日本電気硝子株式会社製のガラスコード「ST−4」、「FN−13」を材料として用いるのが好ましい。高融点タブレットは、上述の結晶性タブレットと同様の方法で作製することができる。また、高融点タブレットの材質として、セラミックス、金属等を用いることもできる。
【0076】
このような構成のタブレット一体型排気管の一例を図3に示す。図3は、タブレット一体型排気管の断面概略図であり、排気管1の先端部が拡径化されており、排気管1のフランジ部分1a外周面側の先端部分に結晶性タブレット2が接着している。一方、高融点タブレット3は排気管1の外周面側に接着していない。また、結晶性タブレット2は、フランジ部分1aの先端部側に取り付けられて、高融点タブレット3が結晶性タブレット2よりもフランジ部分1aの後端部側に取り付けられている。
【0077】
本発明の平面表示装置は、平面表示装置のガラス基板と排気管が結晶性ビスマス系材料により封着されている平面表示装置であって、結晶性ビスマス系材料から形成される封着部位の外表面にBi2O3・B2O3・2ZnO結晶が析出していることを特徴とする。なお、封着部位の外表面にBi2O3・B2O3・2ZnO結晶を析出させることによる作用効果は、既述であるため、ここでは、便宜上、その記載を省略する。
【実施例】
【0078】
以下、実施例に基づいて本発明を詳細に説明する。
【0079】
表1、2は、本発明の実施例に係る結晶性ビスマス系ガラス組成物(試料a〜g)を示している。一方、表3は、本発明の比較例に係る結晶性ビスマス系ガラス組成物(試料h)を示している。
【0080】
【表1】
【0081】
【表2】
【0082】
【表3】
【0083】
表1〜3に記載の各試料は次のようにして調製した。まず、表中に示したガラス組成となるように各種酸化物、炭酸塩等の原料を調合したガラスバッチを準備し、これを白金坩堝に入れて900〜1200℃で1〜2時間溶融した。次に、溶融ガラスの一部をステンレス製の金型に流し出し、熱膨張係数、ガラス転移点、屈伏点の測定用試料とした。その他の溶融ガラスは、水冷ローラーにより、薄片状に成形した。最後に、薄片状のガラスをボールミルにて粉砕後、目開き200メッシュの篩いを通過させて、平均粒径約10μmとし、軟化点、結晶化温度の測定用試料とした。
【0084】
以上の試料を用いて熱膨張係数、ガラス転移点、屈伏点、軟化点、結晶化温度について評価した。
【0085】
熱膨張係数、ガラス転移点、屈伏点は、TMA装置により求めた。熱膨張係数は、30〜300℃の温度範囲で測定した。
【0086】
軟化点、結晶化温度は、マクロ型DTA装置により求めた。なお、DTAは空気中で行い、昇温速度は10℃/分、測定は室温から開始した。
【0087】
表4、5は、本発明の実施例に係る結晶性ビスマス系材料(試料No.1〜10)を示している。一方、表6は、本発明の比較例に係る結晶性ビスマス系材料(試料No.11)を示している。また、表7は、析出結晶の組成および熱膨張係数を示している。なお、表7に示された析出結晶A〜Dは、表4〜6の析出結晶A〜Dと対応している。
【0088】
【表4】
【0089】
【表5】
【0090】
【表6】
【0091】
【表7】
【0092】
表4〜6に示す割合でガラス粉末と耐火性フィラー粉末を混合し、結晶性ビスマス系材料(試料No.1〜11)を作製した。耐火物フィラーとして、ウイレマイト、アルミナおよび酸化亜鉛を用いた。ウイレマイトの平均粒子径D50は14μm、二酸化スズの平均粒子径D50は13μm、アルミナの平均粒子径D50は5μm、酸化亜鉛の平均粒子径D50は5μmであった。
【0093】
以上の試料を用いて、軟化点、結晶化温度、熱膨張係数、ガラス転移点、屈伏点を評価した。
【0094】
軟化点、結晶化温度は、マクロ型DTAにより求めた。なお、DTAは空気中で行い、昇温速度は10℃/分、測定は室温から開始した。
【0095】
熱膨張係数、ガラス転移点および屈伏点は、表中に記載の焼成温度で20分間焼成した試料を用いて、TMA装置により求めた。熱膨張係数は、30〜300℃の温度範囲で測定した。なお、焼成は室温から昇温した後、表中に記載の焼成温度で20分間焼成した上で、室温まで降温した。また、昇降温速度は10℃/分とした。
【0096】
析出結晶は、X線回折装置を用いて測定した。測定条件は、既述の条件と同様である。また、主結晶のピーク強度を100とし、その他の結晶のピーク強度は、これに対する相対値が示されている。
【0097】
試料No.1のTMAデータを図4に示す。図4から明らかなように、試料No.1は、焼成後にガラス転移点、屈伏点が測定できなかったことが分かる。同様に、試料No.2〜10も焼成後にガラス転移点、屈伏点が測定できなかった。
【0098】
表4、5から明らかなように、試料No.1〜10は、熱膨張係数が100×10-7/℃以下の結晶が主結晶として析出しており、ソーダガラス基板や高歪点ガラス基板等の熱膨張係数と整合しており、封着材料として好適であると考えられる。また、試料No.1〜10は、結晶化温度に比べ、軟化点が低いことから、表中の焼成条件で良好に流動し、封着性能も優れていると考えられる。さらに、試料No.1〜10は、非結晶性ガラスに特有の性質であるガラス転移点や屈伏点が500℃以下の温度領域で観察されなかった。よって、試料No.1〜10は、高密度に結晶化している(結晶化度が高い)と考えられる。
【0099】
一方、表6に示す試料No.11は、ガラスの熱膨張係数117.7×10-7/℃に対して、焼成後の熱膨張係数は126.0×10-7/℃となっている。これは熱膨張係数の大きな結晶が析出したことが原因である。
【産業上の利用可能性】
【0100】
以上の説明から明らかなように、本発明の結晶性ビスマス系材料は、PDP、FED、VFDおよび陰極線管(CRT)の封着材料、PDPの隔壁形成材料、PDP、FEDおよびVFDのサイドフレーム形成材料、水晶振動子およびICパッケージ等の電子部品の封着材料、磁気ヘッド−コア同士またはコアとスライダーの封着材料として好適である。
【図面の簡単な説明】
【0101】
【図1】Bi2O3・B2O3・2ZnO結晶のX線回折データである。
【図2】本発明のタブレット一体型排気管を示す断面概略図である。
【図3】本発明のタブレット一体型排気管を示す断面概略図である。
【図4】本発明の結晶性ビスマス系材料(試料No.1、焼成後)のTMAデータである。
【符号の説明】
【0102】
1 排気管
2 結晶性タブレット
3 高融点タブレット
【特許請求の範囲】
【請求項1】
ガラス組成として、Bi2O3、B2O3およびZnOを含む結晶性ビスマス系ガラス組成物であって、450〜550℃のいずれかの温度で30分間焼成したときに、熱膨張係数が100×10-7/℃以下の結晶が析出することを特徴とする結晶性ビスマス系ガラス組成物。
【請求項2】
結晶が、Bi2O3、B2O3、ZnOから選ばれた一種または二種以上の成分で構成されていることを特徴とする請求項1に記載の結晶性ビスマス系ガラス組成物。
【請求項3】
結晶が、Bi2O3・B2O3・2ZnOであることを特徴とする請求項1または2に記載の結晶性ビスマス系ガラス組成物。
【請求項4】
ガラス組成として、モル%で、Bi2O3 25〜50%、B2O3 15〜50%、ZnO 10〜50%、CuO 0〜20%、Fe2O3 0〜5%、SiO2+Al2O3 0〜7%、BaO+SrO+MgO+CaO 0〜6%、Sb2O3 0〜5%、WO3 0〜5%、In2O3+Ga2O3 0〜5%含有し、且つ実質的にPbOを含有しないことを特徴とする結晶性ビスマス系ガラス組成物。
【請求項5】
ガラス組成として、モル比ZnO/Bi2O3の値が0.5より大きいことを特徴とする請求項1〜4のいずれかに記載の結晶性ビスマス系ガラス組成物。
【請求項6】
請求項1〜5のいずれかに記載の結晶性ビスマス系ガラス組成物からなるガラス粉末40〜100体積%と、耐火性フィラー粉末0〜60体積%とを含有することを特徴とする結晶性ビスマス系材料。
【請求項7】
耐火性フィラー粉末が、ウイレマイト、ガーナイト、ZnO、Al2O3、SiO2から選ばれた一種または二種以上であることを特徴とする請求項6に記載の結晶性ビスマス系材料。
【請求項8】
平面表示装置または電子部品の封着に使用することを特徴とする請求項1〜7のいずれかに記載の結晶性ビスマス系材料。
【請求項9】
平面表示装置または電子部品の隔壁形成に使用することを特徴とする請求項1〜7のいずれかに記載の結晶性ビスマス系材料。
【請求項10】
平面表示装置または電子部品のサイドフレーム形成に使用することを特徴とする請求項1〜7のいずれかに記載の結晶性ビスマス系材料。
【請求項11】
結晶性ビスマス系材料を所定形状に焼結させた結晶性タブレットであって、結晶性ビスマス系材料が請求項1〜10のいずれかに記載の結晶性ビスマス系材料であることを特徴とする結晶性タブレット。
【請求項12】
拡径された排気管の先端部に、請求項11に記載の結晶性タブレットが取り付けられていることを特徴とするタブレット一体型排気管。
【請求項13】
拡径された排気管の先端部に、請求項11に記載の結晶性タブレットと、高融点タブレットとが取り付けられており、且つ結晶性タブレットが拡径された排気管の先端部側に取り付けられ、高融点タブレットが結晶性タブレットよりも後端部側に取り付けられていることを特徴とするタブレット一体型排気管。
【請求項14】
平面表示装置のガラス基板と排気管が結晶性ビスマス系材料により封着されている平面表示装置であって、結晶性ビスマス系材料から形成される封着部位の外表面にBi2O3・B2O3・2ZnO結晶が析出していることを特徴とする平面表示装置。
【請求項1】
ガラス組成として、Bi2O3、B2O3およびZnOを含む結晶性ビスマス系ガラス組成物であって、450〜550℃のいずれかの温度で30分間焼成したときに、熱膨張係数が100×10-7/℃以下の結晶が析出することを特徴とする結晶性ビスマス系ガラス組成物。
【請求項2】
結晶が、Bi2O3、B2O3、ZnOから選ばれた一種または二種以上の成分で構成されていることを特徴とする請求項1に記載の結晶性ビスマス系ガラス組成物。
【請求項3】
結晶が、Bi2O3・B2O3・2ZnOであることを特徴とする請求項1または2に記載の結晶性ビスマス系ガラス組成物。
【請求項4】
ガラス組成として、モル%で、Bi2O3 25〜50%、B2O3 15〜50%、ZnO 10〜50%、CuO 0〜20%、Fe2O3 0〜5%、SiO2+Al2O3 0〜7%、BaO+SrO+MgO+CaO 0〜6%、Sb2O3 0〜5%、WO3 0〜5%、In2O3+Ga2O3 0〜5%含有し、且つ実質的にPbOを含有しないことを特徴とする結晶性ビスマス系ガラス組成物。
【請求項5】
ガラス組成として、モル比ZnO/Bi2O3の値が0.5より大きいことを特徴とする請求項1〜4のいずれかに記載の結晶性ビスマス系ガラス組成物。
【請求項6】
請求項1〜5のいずれかに記載の結晶性ビスマス系ガラス組成物からなるガラス粉末40〜100体積%と、耐火性フィラー粉末0〜60体積%とを含有することを特徴とする結晶性ビスマス系材料。
【請求項7】
耐火性フィラー粉末が、ウイレマイト、ガーナイト、ZnO、Al2O3、SiO2から選ばれた一種または二種以上であることを特徴とする請求項6に記載の結晶性ビスマス系材料。
【請求項8】
平面表示装置または電子部品の封着に使用することを特徴とする請求項1〜7のいずれかに記載の結晶性ビスマス系材料。
【請求項9】
平面表示装置または電子部品の隔壁形成に使用することを特徴とする請求項1〜7のいずれかに記載の結晶性ビスマス系材料。
【請求項10】
平面表示装置または電子部品のサイドフレーム形成に使用することを特徴とする請求項1〜7のいずれかに記載の結晶性ビスマス系材料。
【請求項11】
結晶性ビスマス系材料を所定形状に焼結させた結晶性タブレットであって、結晶性ビスマス系材料が請求項1〜10のいずれかに記載の結晶性ビスマス系材料であることを特徴とする結晶性タブレット。
【請求項12】
拡径された排気管の先端部に、請求項11に記載の結晶性タブレットが取り付けられていることを特徴とするタブレット一体型排気管。
【請求項13】
拡径された排気管の先端部に、請求項11に記載の結晶性タブレットと、高融点タブレットとが取り付けられており、且つ結晶性タブレットが拡径された排気管の先端部側に取り付けられ、高融点タブレットが結晶性タブレットよりも後端部側に取り付けられていることを特徴とするタブレット一体型排気管。
【請求項14】
平面表示装置のガラス基板と排気管が結晶性ビスマス系材料により封着されている平面表示装置であって、結晶性ビスマス系材料から形成される封着部位の外表面にBi2O3・B2O3・2ZnO結晶が析出していることを特徴とする平面表示装置。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2008−230943(P2008−230943A)
【公開日】平成20年10月2日(2008.10.2)
【国際特許分類】
【出願番号】特願2007−77129(P2007−77129)
【出願日】平成19年3月23日(2007.3.23)
【出願人】(000232243)日本電気硝子株式会社 (1,447)
【Fターム(参考)】
【公開日】平成20年10月2日(2008.10.2)
【国際特許分類】
【出願日】平成19年3月23日(2007.3.23)
【出願人】(000232243)日本電気硝子株式会社 (1,447)
【Fターム(参考)】
[ Back to top ]