
結束テープ用布帛及び結束テープ
【課題】結束機能と保護機能とを兼ね備えた上で、手で切ることができるすなわち手切れ性が良く、かつ伸びやすさにも優れた結束テープ用布帛及び結束テープを提供する。
【解決手段】結束テープ10は、基材11と、同基材11における電線束Wの外周面と接触する側である裏面に接着されたホットメルトフィルム12と、このホットメルトフィルム12の裏面に形成された粘着層13とから構成される。基材11は1枚の布帛20から構成され、ポリエステル繊維からなる経糸21と、ナイロン繊維からなる緯糸22とを用い、経編緯糸挿入形式で編まれた編布からなる。経糸21は、太さが10〜100デシテックスで、緯糸22は、引張強度が5.2〜7.8(gf/デシテックス)、ヤング率が420〜620(kgf/mm2)及び太さが2100デシテックス以上である。
【解決手段】結束テープ10は、基材11と、同基材11における電線束Wの外周面と接触する側である裏面に接着されたホットメルトフィルム12と、このホットメルトフィルム12の裏面に形成された粘着層13とから構成される。基材11は1枚の布帛20から構成され、ポリエステル繊維からなる経糸21と、ナイロン繊維からなる緯糸22とを用い、経編緯糸挿入形式で編まれた編布からなる。経糸21は、太さが10〜100デシテックスで、緯糸22は、引張強度が5.2〜7.8(gf/デシテックス)、ヤング率が420〜620(kgf/mm2)及び太さが2100デシテックス以上である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ワイヤハーネス等を結束することに用いる結束テープ用布帛及び結束テープに関する。
【背景技術】
【0002】
従来、自動車等に配設されるワイヤハーネスを構成する電線束を保護する対策として、コルゲートチューブを用いたものが知られている(特許文献1参照)。このものは、電線束に対して、PVC(ポリ塩化ビニル)、不織布等を基材とした粘着テープを巻いて(下巻き)結束し(結束機能)、そののち同電線束を、軸線方向に沿って切られたスリットを開きつつコルゲートチューブ内に収容し(保護機能)、さらにスリットの開き防止のためにコルゲートチューブの外周に上記の粘着テープが巻かれた(上巻き)構造となっている。しかしながらこのものは、作業工程が多く、また部品点数も多いことから、コスト高を招くという問題がある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−353432号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
そのため近年、結束機能と保護機能とを兼ね備えた結束テープが種々提案されるようになったが、いずれもテープ基材の強度が高くて手で切ることができず、はさみ等の道具を用いる必要があるために、結局は作業に手間が掛かるという問題が残っていた。また、この種のワイヤハーネスは、車体内で屈曲されつつ配線される場合が多いが、これまでの結束テープでは伸びやすさに欠ける嫌いがあって、屈曲度の度合いがきつい箇所等では巻き付けられたテープが剥がれやすく、さらなる改良が切望されていた。
本発明は上記のような事情に基づいて完成されたものであって、その目的は、結束機能と保護機能とを兼ね備えた上で、手で切ることができるすなわち手切れ性の良く、かつ伸びやすさにも優れた結束テープ用布帛及び結束テープを提供するところにある。
【課題を解決するための手段】
【0005】
本発明の結束テープ用布帛は、太さが10〜100デシテックスのポリエステル繊維からなる経糸と、引張強度が5.2〜7.8(gf/デシテックス)、ヤング率が420〜620(kgf/mm2)及び太さが2100デシテックス以上の合成樹脂繊維からなる緯糸とにより経編緯糸挿入形式で編まれてなるところに特徴を有する。
ここで、引張強度は単繊維1本当たりの引張強度であって、単位は「gf/デシテックス」である。
ヤング率も同じく単繊維1本のヤング率であって、単位は「kgf/mm2」である。
【0006】
上記構成の布帛によれば、主に緯糸が、引張強度が5.2〜7.8(gf/デシテックス)で、かつ太い(2100デシテックス以上)合成樹脂繊維で形成されているから、曲げ剛性等の適度の剛性を有し、電線束に巻いた場合にも破れることなく結束状態に保持できるすなわち結束機能が担保され、また適度な耐摩耗性を有しすなわち保護機能も担保される。
また、布帛を手で切る場合には、所定箇所における隣り合う緯糸同士の間を、経糸を切りつつ切り裂くことになるが、経糸は剪断強度が制限された太さ(10〜100デシテックス)に抑えられているから、布帛は、各経糸が順次に切られながら、手で切り裂くことができる。すなわち手切れ性に優れている。
さらに、緯糸を形成する合成樹脂繊維が小さいヤング率(420〜620(kgf/mm2))を有し、伸びやすさに優れているから、電線束の屈曲配線にも追従して剥がれや破断等を招くことなく確実に巻き付けることができる。
【0007】
また本発明の結束テープは、上記構成の布帛の片面には、ホットメルトフィルムを介して粘着層が形成されているところに特徴を有する。
上記した布帛の効果に対応した効果を得ることができる。それに加え、ホットメルトフィルムによって粘着剤が布帛側に浸透することが規制され、粘着層の厚さを所望に維持することができる。また、布帛の片面にホットメルトフィルムが接着されているのであるから、布帛を手で切った場合に、切断部分において経糸の先等がほつれることが防止される。
【発明の効果】
【0008】
本発明によれば、結束機能と保護機能とを兼ね備えた上で、手で切ることができるすなわち手切れ性が良く、かつ伸びやすさにも優れた結束テープ用布帛及び結束テープを得ることができる。
【図面の簡単な説明】
【0009】
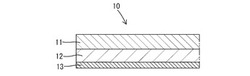
【図1】本発明の実施形態1に係る結束テープの断面図
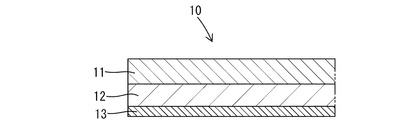
【図2】布帛を構成する編布の模式図
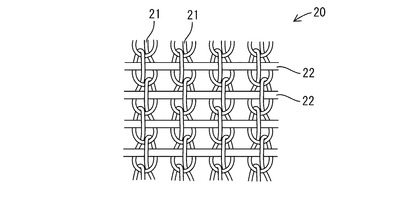
【図3】耐摩耗試験機の概略図
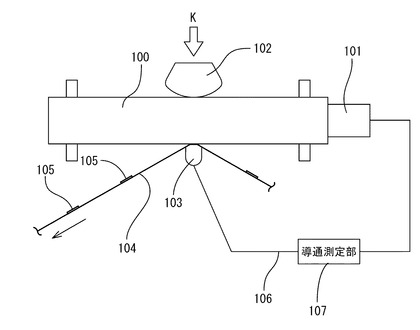
【図4】その試験結果を示すグラフ
【図5】結束テープの巻物の斜視図
【図6】結束テープを電線束に巻き付ける形態を示す側面図
【図7】ワイヤハーネスの配線形態の一例を示す側面図
【図8】実施形態2に係る結束テープを電線束に巻き付ける形態を示す斜視図
【図9】実施形態3に係る結束テープを電線束に巻き付ける形態を示す斜視図
【発明を実施するための形態】
【0010】
<実施形態1>
本発明の実施形態1を図1ないし図7を参照しつつ説明する。
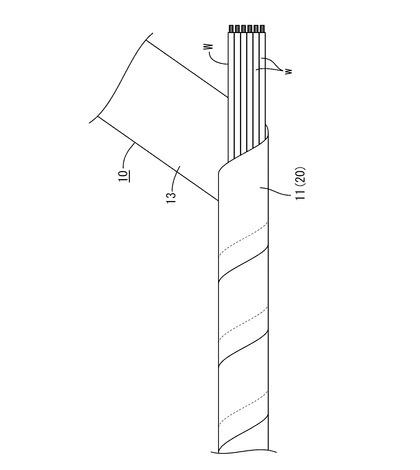
この実施形態では、自動車に配線されるワイヤハーネスWHを構成する電線束Wを結束することに用いられる結束テープ10を例示する。電線束Wは、図6に示すように、複数本の被覆電線wあるいはシールド電線を一束に纏めたものである。
【0011】
結束テープ10は、図1に示すように、基材11と、同基材11における電線束Wの外周面と接触する側である裏面に接着されたホットメルトフィルム12と、このホットメルトフィルム12の裏面に形成された粘着層13とから構成されている。
【0012】
基材11は、1枚の布帛20から構成されている。この布帛20は、ポリエステル繊維からなる経糸21と、ナイロン繊維(ナイロン6,ナイロン66等)からなる緯糸22とを用い、経編緯糸挿入形式で編まれた編布からなる。経編緯糸挿入形式の編布とは、図2に模式的に示すように、経糸21をループが連続した形態とし、緯糸22を同ループに挿通して形成された布である。
【0013】
経糸21は、複数本のポリエステルファイバ(単繊維)を撚った状態でまたは無撚り状態で纏めた糸からなる。経糸21は主に、編布となった場合の手切れ性の良さを担保する機能を果たしており、そのため経糸21の太さとしては、10〜100デシテックス(dtex)が好ましい。10デシテックス未満では、剪断強度が小さ過ぎ、逆に100デシテックスを越えると、剪断強度が大きくなり過ぎる。
【0014】
緯糸22は、複数本のナイロンファイバ(単繊維)を仮撚加工したナイロン仮撚加工糸から構成されている。
緯糸22は主に、編布となった場合において結束機能と保護機能とを果たし、また伸びやすさを担保する機能を果たすものである。
【0015】
保護機能については、耐摩耗性で評価することができる。そこで、編布とした場合の所定の耐摩耗性を得るための緯糸22の条件として、引張強度と太さとを選定することとした。引張強度については、一般的なナイロン繊維が有する引張強度5.2〜7.8(gf/デシテックス)とした。なお、引張強度は単繊維1本当たりの引張強度である。
【0016】
次に、緯糸22の太さを選定するに当たっては、図3に示すように、JISに規定された耐摩耗試験機(自動車用低圧電線用)を使用した。この試験機は、サンプル100がアルミ管からなる導体101の外周に巻着されて上下一対の金属製の挟持体102,103で挟まれるとともに、下側の挟持体103とサンプルとの間に、エンドレスの摩耗テープ104(150AA:JIS C3406 準拠品)が走行可能に配設される。摩耗テープ104には、所定間隔(150mm)を開けて導電部105が設けられているとともに、下側の挟持体103と導体101との間が導電線106で接続されてその途中に導通測定部107が設けられている。
【0017】
そして、上側の挟持体102に荷重K(45gf)を掛けた状態で、摩耗テープ104を所定速度(1500mm/min)で走行させる。摩耗テープ104の走行に伴ってサンプル100が次第に摩耗して遂には孔が開くと、摩耗テープ104の一の導電部105が孔を通して導体101に接触して導電線106に電流が流れ、これが導通測定部107で検知されたところで摩耗テープ104が停止する。
端的には、摩耗テープ104が走行を開始したのちサンプル100に孔が開いたところで走行が停止するのであるから、摩耗テープ104の走行時間が長いほど、すなわち走行距離が長いほど、サンプル100に孔が開き難く、すなわち耐摩耗性に優れていると評価できる。
【0018】
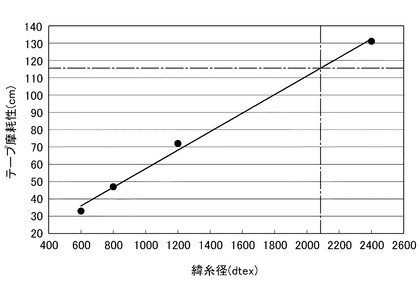
ここで、緯糸22の太さを選定するべくサンプル100として、引張強度6.5(gf/デシテックス)であるポリエステル繊維からなる緯糸と、同じくポリエステル繊維製で、緯糸と同一引張強度かつ同一太さの経糸とを織った織布であって、緯糸の太さを変更した数種類(具体的には、600,800,1200及び2400デシテックス(dtex)の4種類)の織布を準備し、それぞれについて耐摩耗試験を行ったところ、図4に示すような結果が得られた。
【0019】
ここで、本耐摩耗試験に用いたサンプル100は、厳密には本実施形態のような編布とは異なるが、同試験において摩耗テープ104の走行距離が116cm以上であれば、本実施形態のような編布においても所定の耐摩耗性が得られるものと判断することとした。そして、図4の結果から、摩耗テープ104の走行距離が116cmであるのは、サンプル100の緯糸の太さが2100デシテックスであることを受け、本実施形態にように編布とした場合の所定の耐摩耗性を得るための緯糸22の太さの条件として、2100デシテックス以上を採用した。
【0020】
また緯糸22について、上記のように、引張強度が5.2〜7.8(gf/デシテックス)で、かつ太さが2100デシテックス以上であれば、編布となった場合において曲げ剛性等の適度の剛性が確保され、電線束Wに巻いた場合にも破れることなく結束状態に保持でき、すなわち結束機能が担保される。2100デシテックス未満であると、編布となった場合における曲げ剛性等の剛性が不足する。
【0021】
さらに、緯糸22の条件として、ヤング率が420〜620(kgf/mm2)とされている。ヤング率も、同じく単繊維1本のヤング率である。このようなヤング率の条件を備えた緯糸22を用いて編布とした場合は、伸びやすさに優れた特性を示し、電線束Wに巻かれたのち同電線束Wが屈曲配線された場合にも、それに追従しやすい。ヤング率が上記の範囲よりも小さくなると、編布とした場合において過度に伸びやすくなり、編布を手で切る場合に切り難くなる。
【0022】
改めると、以上のような条件になる経糸21と緯糸22とにより経編緯糸挿入形式で編まれて形成された布帛20は、緯糸22がナイロン繊維製であって、引張強度が5.2〜7.8(gf/デシテックス)で、かつ太さが2100デシテックス以上であることから、曲げ剛性等の適度の剛性を有し、電線束Wに巻いた場合にも破れることなく結束状態に保持できる、すなわち結束機能が担保され、また必要な耐摩耗性が得られ、すなわち保護機能も担保される。
また同緯糸22が、ヤング率が420〜620(kgf/mm2)とされていることで、伸びやすさに優れた特性を示し、電線束Wに巻かれたのち同電線束Wが屈曲配線された場合にも、それに追従しやすい。
一方、経糸21については、太さが10〜100デシテックスのポリエステル繊維製としたから、手切れ性の良さが担保される。
【0023】
結束テープ10は、以下のようにして製造される。図1に示すように、上記のように形成された基材11である1枚の布帛20の裏面には、ホットメルトフィルム12を介して粘着層13が形成される。ホットメルトフィルム12を構成するホットメルト接着剤としては、ポリエステル系またはポリオレフィン系が挙げられる。また、粘着層13を構成する粘着剤には、アクリル系粘着剤、ゴム系粘着剤が挙げられる。
各層の厚さは、基材11が0.10〜0.70(mm)、ホットメルトフィルム12が0.20〜0.30(mm)、及び粘着層13が0.05〜1.00(mm)であり、また、結束テープ10全体の厚さは、0.35〜2.00(mm)を想定している。
【0024】
基材11と粘着層13との間にホットメルトフィルム12を介在させた意義は、以下のようである。ホットメルトフィルム12によって粘着剤が布帛20(基材11)側に浸透することが規制され、粘着層13の厚さを所望に維持することが可能となる。また、布帛20の片面にホットメルトフィルム12が接着されているのであるから、布帛20を手で切った場合に、切断部分において経糸21の先等がほつれることを防止できる。
【0025】
このような裏面にホットメルトフィルム12を介して粘着層13が形成された布帛20(基材11)が、緯糸22に沿った方向に所定間隔を開けて、経糸21に沿った方向に切断されることで、経糸21を長さ方向に沿って配した所定幅の結束テープ10が形成される。
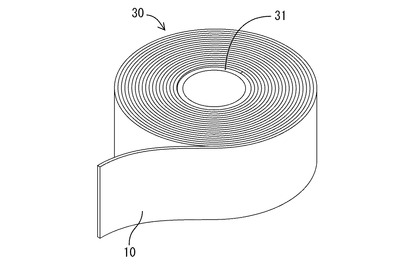
結束テープ10の幅は例えば100mm未満に設定され、同結束テープ10は、図5に示すように、紙製の芯管31に巻き付けられた、いわゆる巻物30として準備される。
【0026】
そして、ワイヤハーネスWHの一部を構成する電線束Wを保護するに当たっては、同電線束Wに結束テープ10が手作業によって巻き付けられる。この実施形態では、図6に示すように、結束テープ10は、巻物30から繰り出されつつ、電線束Wの外周に対して、側縁をラップさせつつ螺旋巻きされ、裏面の粘着層13が電線束Wの外周面に接着される。ラップの形態は、全幅の1/4をラップさせる(1/4ラップ)、あるいは全幅の半分をラップさせる(ハーフラップ)等が挙げられる。
ここで、結束テープ10の基材11を構成する布帛20と粘着層13との間にはホットメルトフィルム12が介在されているから、粘着剤が布帛20(基材11)側に浸透することが規制されて粘着層13の厚さが所望に維持され、よって結束テープ10を強い粘着力を持って電線束Wに巻き付けることができる。
【0027】
電線束Wの所定長さ領域に亘って結束テープ10が巻き付けられたら、同結束テープ10を切る必要がある。結束テープ10は幅方向に沿って切られる、すなわち隣り合う緯糸22同士の間を経糸21を切りつつ切り裂くことになるが、上記したように同方向については手切れ性に優れており、また、緯糸22のヤング率の選定から布帛20の伸び過ぎも抑えられているから、簡単にかつ確実に手で切ることができる。また、布帛20の片面にホットメルトフィルム12が接着されているのであるから、切った後に経糸21の先等がほつれることが回避される。
【0028】
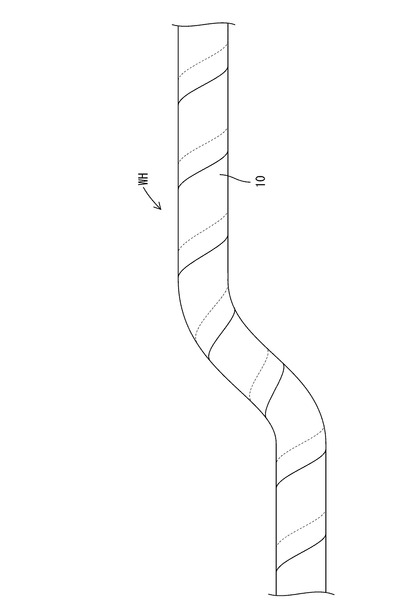
このように、結束テープ10が巻き付けられたワイヤハーネスWHは、車体内で配線される場合に、配線スペースの関係等から、図7に示すように、途中で屈曲されつつ配線される場合もあり得る。ここで結束テープ10は、伸びやすさに優れているから、電線束Wの屈曲配線にも良く追従し、剥がれや破断等を招くことなく確実に巻き付け状態に維持される。
【0029】
本実施形態の結束テープ10を電線束Wに巻き付けた場合は、以下のような利点を得ることができる。
結束テープ10の基材11(布帛20)は、所定の結束機能と保護機能とを有していることで、電線束Wを確実に結束しかつ保護することができる。また、伸びやすさにも優れているから、電線束Wの屈曲配線にも良く追従し、剥がれや破断等を招くことなく確実に巻き付け状態に維持される。
結束テープ10の装着は、同結束テープ10を、巻物30から繰り出しつつ、電線束Wの外周に対して、側縁をラップさせつつ螺旋状に巻き付けるだけでよく、特に同結束テープ10は手切れ性に優れているから、所定の巻き付けが終わって切断する場合も、簡単に手で切ることができ、もって結束テープ10の装着作業を能率良く行うことができる。
また結束テープ10は消音性に優れているから、振動等に伴ってワイヤハーネスWHが周辺の機材等に当たったり、擦れたりした場合の騒音の発生も有効に抑えることができる。
【0030】
結束テープ10について、基材11である布帛20の裏面に、ホットメルトフィルム12を介して粘着層13が形成された構造となっている。このような構造であると、ホットメルトフィルム12により粘着剤が布帛20(基材11)側に浸透することが規制されて、粘着層13の厚さが所望に維持され、また、布帛20の片面にホットメルトフィルム12が接着されているのであるから、布帛20を手で切った場合に切断部分において経糸21の先等がほつれることが防止される。
【0031】
<実施形態2>
図8は本発明の実施形態2を示し、結束テープ10の巻き付けの他の形態を示している。
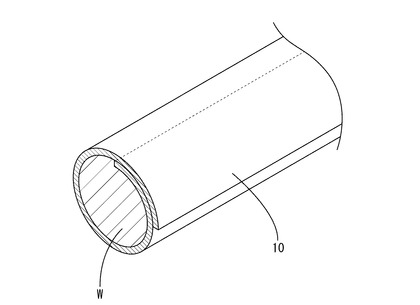
実施形態2では、結束テープ10が、電線束Wの外周に対し、両側縁をラップさせつつ円筒形をなし、いわゆるすし巻き状に巻き付けられている。
より具体的には、結束テープ10は、巻物30(図5参照)から繰り出されつつ電線束Wの長さ方向に沿うようにして当てられ、所定領域に亘って当てられたら手で切られる。そののち、結束テープ10が、両側縁を例えば全幅の1/4程度をラップさせてすし巻きされ、裏面の粘着層13が電線束Wの外周面に接着される。
実施形態2に係る形態で結束テープ10が巻き付けられたワイヤハーネスについても、上記実施形態1と同様の効果を得ることができる。
【0032】
<実施形態3>
図9は、本発明の実施形態3を示し、結束テープ10の巻き付けのさらに他の形態を示している。
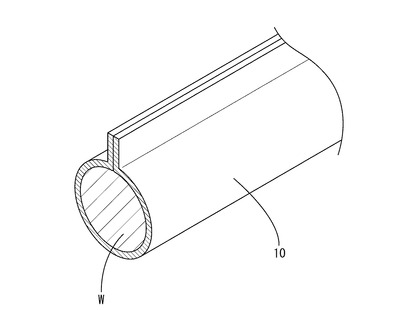
実施形態3では、結束テープ10が、電線束Wの外周に対し、両側縁を合掌貼りしつつ円筒形をなして巻かれている。
より具体的には、結束テープ10は、巻物30(図5参照)から繰り出されつつ電線束Wの長さ方向に沿うようにして当てられ、所定領域に亘って当てられたら手で切られ、そののち結束テープ10が、両側縁を合掌貼りしつつ巻かれ、裏面の粘着層13が電線束Wの外周面に接着される。合掌貼りされる寸法は、例えば結束テープ10の全幅の1/4程度である。
実施形態3に係る形態で結束テープ10が巻き付けられたワイヤハーネスについても、上記実施形態1と同様の効果を得ることができる。
【0033】
<他の実施形態>
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
(1)上記実施形態では、緯糸を構成するナイロン繊維が撚り糸である場合を例示したが、無撚りの糸であってもよい。
(2)上記実施形態では、緯糸の素材としてナイロン繊維を例示したが、特性として、引張強度が5.2〜7.8(gf/デシテックス)、ヤング率が420〜620(kgf/mm2)及び太さが2100デシテックス以上の条件を満たしていれば、ポリエステル繊維等、他の合成樹脂繊維であってもよい。
【符号の説明】
【0034】
10…結束テープ
11…基材
12…ホットメルトフィルム
12…粘着層
20…布帛
21…経糸
22…緯糸
W…電線束
WH…ワイヤハーネス
【技術分野】
【0001】
本発明は、ワイヤハーネス等を結束することに用いる結束テープ用布帛及び結束テープに関する。
【背景技術】
【0002】
従来、自動車等に配設されるワイヤハーネスを構成する電線束を保護する対策として、コルゲートチューブを用いたものが知られている(特許文献1参照)。このものは、電線束に対して、PVC(ポリ塩化ビニル)、不織布等を基材とした粘着テープを巻いて(下巻き)結束し(結束機能)、そののち同電線束を、軸線方向に沿って切られたスリットを開きつつコルゲートチューブ内に収容し(保護機能)、さらにスリットの開き防止のためにコルゲートチューブの外周に上記の粘着テープが巻かれた(上巻き)構造となっている。しかしながらこのものは、作業工程が多く、また部品点数も多いことから、コスト高を招くという問題がある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2000−353432号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
そのため近年、結束機能と保護機能とを兼ね備えた結束テープが種々提案されるようになったが、いずれもテープ基材の強度が高くて手で切ることができず、はさみ等の道具を用いる必要があるために、結局は作業に手間が掛かるという問題が残っていた。また、この種のワイヤハーネスは、車体内で屈曲されつつ配線される場合が多いが、これまでの結束テープでは伸びやすさに欠ける嫌いがあって、屈曲度の度合いがきつい箇所等では巻き付けられたテープが剥がれやすく、さらなる改良が切望されていた。
本発明は上記のような事情に基づいて完成されたものであって、その目的は、結束機能と保護機能とを兼ね備えた上で、手で切ることができるすなわち手切れ性の良く、かつ伸びやすさにも優れた結束テープ用布帛及び結束テープを提供するところにある。
【課題を解決するための手段】
【0005】
本発明の結束テープ用布帛は、太さが10〜100デシテックスのポリエステル繊維からなる経糸と、引張強度が5.2〜7.8(gf/デシテックス)、ヤング率が420〜620(kgf/mm2)及び太さが2100デシテックス以上の合成樹脂繊維からなる緯糸とにより経編緯糸挿入形式で編まれてなるところに特徴を有する。
ここで、引張強度は単繊維1本当たりの引張強度であって、単位は「gf/デシテックス」である。
ヤング率も同じく単繊維1本のヤング率であって、単位は「kgf/mm2」である。
【0006】
上記構成の布帛によれば、主に緯糸が、引張強度が5.2〜7.8(gf/デシテックス)で、かつ太い(2100デシテックス以上)合成樹脂繊維で形成されているから、曲げ剛性等の適度の剛性を有し、電線束に巻いた場合にも破れることなく結束状態に保持できるすなわち結束機能が担保され、また適度な耐摩耗性を有しすなわち保護機能も担保される。
また、布帛を手で切る場合には、所定箇所における隣り合う緯糸同士の間を、経糸を切りつつ切り裂くことになるが、経糸は剪断強度が制限された太さ(10〜100デシテックス)に抑えられているから、布帛は、各経糸が順次に切られながら、手で切り裂くことができる。すなわち手切れ性に優れている。
さらに、緯糸を形成する合成樹脂繊維が小さいヤング率(420〜620(kgf/mm2))を有し、伸びやすさに優れているから、電線束の屈曲配線にも追従して剥がれや破断等を招くことなく確実に巻き付けることができる。
【0007】
また本発明の結束テープは、上記構成の布帛の片面には、ホットメルトフィルムを介して粘着層が形成されているところに特徴を有する。
上記した布帛の効果に対応した効果を得ることができる。それに加え、ホットメルトフィルムによって粘着剤が布帛側に浸透することが規制され、粘着層の厚さを所望に維持することができる。また、布帛の片面にホットメルトフィルムが接着されているのであるから、布帛を手で切った場合に、切断部分において経糸の先等がほつれることが防止される。
【発明の効果】
【0008】
本発明によれば、結束機能と保護機能とを兼ね備えた上で、手で切ることができるすなわち手切れ性が良く、かつ伸びやすさにも優れた結束テープ用布帛及び結束テープを得ることができる。
【図面の簡単な説明】
【0009】
【図1】本発明の実施形態1に係る結束テープの断面図
【図2】布帛を構成する編布の模式図
【図3】耐摩耗試験機の概略図
【図4】その試験結果を示すグラフ
【図5】結束テープの巻物の斜視図
【図6】結束テープを電線束に巻き付ける形態を示す側面図
【図7】ワイヤハーネスの配線形態の一例を示す側面図
【図8】実施形態2に係る結束テープを電線束に巻き付ける形態を示す斜視図
【図9】実施形態3に係る結束テープを電線束に巻き付ける形態を示す斜視図
【発明を実施するための形態】
【0010】
<実施形態1>
本発明の実施形態1を図1ないし図7を参照しつつ説明する。
この実施形態では、自動車に配線されるワイヤハーネスWHを構成する電線束Wを結束することに用いられる結束テープ10を例示する。電線束Wは、図6に示すように、複数本の被覆電線wあるいはシールド電線を一束に纏めたものである。
【0011】
結束テープ10は、図1に示すように、基材11と、同基材11における電線束Wの外周面と接触する側である裏面に接着されたホットメルトフィルム12と、このホットメルトフィルム12の裏面に形成された粘着層13とから構成されている。
【0012】
基材11は、1枚の布帛20から構成されている。この布帛20は、ポリエステル繊維からなる経糸21と、ナイロン繊維(ナイロン6,ナイロン66等)からなる緯糸22とを用い、経編緯糸挿入形式で編まれた編布からなる。経編緯糸挿入形式の編布とは、図2に模式的に示すように、経糸21をループが連続した形態とし、緯糸22を同ループに挿通して形成された布である。
【0013】
経糸21は、複数本のポリエステルファイバ(単繊維)を撚った状態でまたは無撚り状態で纏めた糸からなる。経糸21は主に、編布となった場合の手切れ性の良さを担保する機能を果たしており、そのため経糸21の太さとしては、10〜100デシテックス(dtex)が好ましい。10デシテックス未満では、剪断強度が小さ過ぎ、逆に100デシテックスを越えると、剪断強度が大きくなり過ぎる。
【0014】
緯糸22は、複数本のナイロンファイバ(単繊維)を仮撚加工したナイロン仮撚加工糸から構成されている。
緯糸22は主に、編布となった場合において結束機能と保護機能とを果たし、また伸びやすさを担保する機能を果たすものである。
【0015】
保護機能については、耐摩耗性で評価することができる。そこで、編布とした場合の所定の耐摩耗性を得るための緯糸22の条件として、引張強度と太さとを選定することとした。引張強度については、一般的なナイロン繊維が有する引張強度5.2〜7.8(gf/デシテックス)とした。なお、引張強度は単繊維1本当たりの引張強度である。
【0016】
次に、緯糸22の太さを選定するに当たっては、図3に示すように、JISに規定された耐摩耗試験機(自動車用低圧電線用)を使用した。この試験機は、サンプル100がアルミ管からなる導体101の外周に巻着されて上下一対の金属製の挟持体102,103で挟まれるとともに、下側の挟持体103とサンプルとの間に、エンドレスの摩耗テープ104(150AA:JIS C3406 準拠品)が走行可能に配設される。摩耗テープ104には、所定間隔(150mm)を開けて導電部105が設けられているとともに、下側の挟持体103と導体101との間が導電線106で接続されてその途中に導通測定部107が設けられている。
【0017】
そして、上側の挟持体102に荷重K(45gf)を掛けた状態で、摩耗テープ104を所定速度(1500mm/min)で走行させる。摩耗テープ104の走行に伴ってサンプル100が次第に摩耗して遂には孔が開くと、摩耗テープ104の一の導電部105が孔を通して導体101に接触して導電線106に電流が流れ、これが導通測定部107で検知されたところで摩耗テープ104が停止する。
端的には、摩耗テープ104が走行を開始したのちサンプル100に孔が開いたところで走行が停止するのであるから、摩耗テープ104の走行時間が長いほど、すなわち走行距離が長いほど、サンプル100に孔が開き難く、すなわち耐摩耗性に優れていると評価できる。
【0018】
ここで、緯糸22の太さを選定するべくサンプル100として、引張強度6.5(gf/デシテックス)であるポリエステル繊維からなる緯糸と、同じくポリエステル繊維製で、緯糸と同一引張強度かつ同一太さの経糸とを織った織布であって、緯糸の太さを変更した数種類(具体的には、600,800,1200及び2400デシテックス(dtex)の4種類)の織布を準備し、それぞれについて耐摩耗試験を行ったところ、図4に示すような結果が得られた。
【0019】
ここで、本耐摩耗試験に用いたサンプル100は、厳密には本実施形態のような編布とは異なるが、同試験において摩耗テープ104の走行距離が116cm以上であれば、本実施形態のような編布においても所定の耐摩耗性が得られるものと判断することとした。そして、図4の結果から、摩耗テープ104の走行距離が116cmであるのは、サンプル100の緯糸の太さが2100デシテックスであることを受け、本実施形態にように編布とした場合の所定の耐摩耗性を得るための緯糸22の太さの条件として、2100デシテックス以上を採用した。
【0020】
また緯糸22について、上記のように、引張強度が5.2〜7.8(gf/デシテックス)で、かつ太さが2100デシテックス以上であれば、編布となった場合において曲げ剛性等の適度の剛性が確保され、電線束Wに巻いた場合にも破れることなく結束状態に保持でき、すなわち結束機能が担保される。2100デシテックス未満であると、編布となった場合における曲げ剛性等の剛性が不足する。
【0021】
さらに、緯糸22の条件として、ヤング率が420〜620(kgf/mm2)とされている。ヤング率も、同じく単繊維1本のヤング率である。このようなヤング率の条件を備えた緯糸22を用いて編布とした場合は、伸びやすさに優れた特性を示し、電線束Wに巻かれたのち同電線束Wが屈曲配線された場合にも、それに追従しやすい。ヤング率が上記の範囲よりも小さくなると、編布とした場合において過度に伸びやすくなり、編布を手で切る場合に切り難くなる。
【0022】
改めると、以上のような条件になる経糸21と緯糸22とにより経編緯糸挿入形式で編まれて形成された布帛20は、緯糸22がナイロン繊維製であって、引張強度が5.2〜7.8(gf/デシテックス)で、かつ太さが2100デシテックス以上であることから、曲げ剛性等の適度の剛性を有し、電線束Wに巻いた場合にも破れることなく結束状態に保持できる、すなわち結束機能が担保され、また必要な耐摩耗性が得られ、すなわち保護機能も担保される。
また同緯糸22が、ヤング率が420〜620(kgf/mm2)とされていることで、伸びやすさに優れた特性を示し、電線束Wに巻かれたのち同電線束Wが屈曲配線された場合にも、それに追従しやすい。
一方、経糸21については、太さが10〜100デシテックスのポリエステル繊維製としたから、手切れ性の良さが担保される。
【0023】
結束テープ10は、以下のようにして製造される。図1に示すように、上記のように形成された基材11である1枚の布帛20の裏面には、ホットメルトフィルム12を介して粘着層13が形成される。ホットメルトフィルム12を構成するホットメルト接着剤としては、ポリエステル系またはポリオレフィン系が挙げられる。また、粘着層13を構成する粘着剤には、アクリル系粘着剤、ゴム系粘着剤が挙げられる。
各層の厚さは、基材11が0.10〜0.70(mm)、ホットメルトフィルム12が0.20〜0.30(mm)、及び粘着層13が0.05〜1.00(mm)であり、また、結束テープ10全体の厚さは、0.35〜2.00(mm)を想定している。
【0024】
基材11と粘着層13との間にホットメルトフィルム12を介在させた意義は、以下のようである。ホットメルトフィルム12によって粘着剤が布帛20(基材11)側に浸透することが規制され、粘着層13の厚さを所望に維持することが可能となる。また、布帛20の片面にホットメルトフィルム12が接着されているのであるから、布帛20を手で切った場合に、切断部分において経糸21の先等がほつれることを防止できる。
【0025】
このような裏面にホットメルトフィルム12を介して粘着層13が形成された布帛20(基材11)が、緯糸22に沿った方向に所定間隔を開けて、経糸21に沿った方向に切断されることで、経糸21を長さ方向に沿って配した所定幅の結束テープ10が形成される。
結束テープ10の幅は例えば100mm未満に設定され、同結束テープ10は、図5に示すように、紙製の芯管31に巻き付けられた、いわゆる巻物30として準備される。
【0026】
そして、ワイヤハーネスWHの一部を構成する電線束Wを保護するに当たっては、同電線束Wに結束テープ10が手作業によって巻き付けられる。この実施形態では、図6に示すように、結束テープ10は、巻物30から繰り出されつつ、電線束Wの外周に対して、側縁をラップさせつつ螺旋巻きされ、裏面の粘着層13が電線束Wの外周面に接着される。ラップの形態は、全幅の1/4をラップさせる(1/4ラップ)、あるいは全幅の半分をラップさせる(ハーフラップ)等が挙げられる。
ここで、結束テープ10の基材11を構成する布帛20と粘着層13との間にはホットメルトフィルム12が介在されているから、粘着剤が布帛20(基材11)側に浸透することが規制されて粘着層13の厚さが所望に維持され、よって結束テープ10を強い粘着力を持って電線束Wに巻き付けることができる。
【0027】
電線束Wの所定長さ領域に亘って結束テープ10が巻き付けられたら、同結束テープ10を切る必要がある。結束テープ10は幅方向に沿って切られる、すなわち隣り合う緯糸22同士の間を経糸21を切りつつ切り裂くことになるが、上記したように同方向については手切れ性に優れており、また、緯糸22のヤング率の選定から布帛20の伸び過ぎも抑えられているから、簡単にかつ確実に手で切ることができる。また、布帛20の片面にホットメルトフィルム12が接着されているのであるから、切った後に経糸21の先等がほつれることが回避される。
【0028】
このように、結束テープ10が巻き付けられたワイヤハーネスWHは、車体内で配線される場合に、配線スペースの関係等から、図7に示すように、途中で屈曲されつつ配線される場合もあり得る。ここで結束テープ10は、伸びやすさに優れているから、電線束Wの屈曲配線にも良く追従し、剥がれや破断等を招くことなく確実に巻き付け状態に維持される。
【0029】
本実施形態の結束テープ10を電線束Wに巻き付けた場合は、以下のような利点を得ることができる。
結束テープ10の基材11(布帛20)は、所定の結束機能と保護機能とを有していることで、電線束Wを確実に結束しかつ保護することができる。また、伸びやすさにも優れているから、電線束Wの屈曲配線にも良く追従し、剥がれや破断等を招くことなく確実に巻き付け状態に維持される。
結束テープ10の装着は、同結束テープ10を、巻物30から繰り出しつつ、電線束Wの外周に対して、側縁をラップさせつつ螺旋状に巻き付けるだけでよく、特に同結束テープ10は手切れ性に優れているから、所定の巻き付けが終わって切断する場合も、簡単に手で切ることができ、もって結束テープ10の装着作業を能率良く行うことができる。
また結束テープ10は消音性に優れているから、振動等に伴ってワイヤハーネスWHが周辺の機材等に当たったり、擦れたりした場合の騒音の発生も有効に抑えることができる。
【0030】
結束テープ10について、基材11である布帛20の裏面に、ホットメルトフィルム12を介して粘着層13が形成された構造となっている。このような構造であると、ホットメルトフィルム12により粘着剤が布帛20(基材11)側に浸透することが規制されて、粘着層13の厚さが所望に維持され、また、布帛20の片面にホットメルトフィルム12が接着されているのであるから、布帛20を手で切った場合に切断部分において経糸21の先等がほつれることが防止される。
【0031】
<実施形態2>
図8は本発明の実施形態2を示し、結束テープ10の巻き付けの他の形態を示している。
実施形態2では、結束テープ10が、電線束Wの外周に対し、両側縁をラップさせつつ円筒形をなし、いわゆるすし巻き状に巻き付けられている。
より具体的には、結束テープ10は、巻物30(図5参照)から繰り出されつつ電線束Wの長さ方向に沿うようにして当てられ、所定領域に亘って当てられたら手で切られる。そののち、結束テープ10が、両側縁を例えば全幅の1/4程度をラップさせてすし巻きされ、裏面の粘着層13が電線束Wの外周面に接着される。
実施形態2に係る形態で結束テープ10が巻き付けられたワイヤハーネスについても、上記実施形態1と同様の効果を得ることができる。
【0032】
<実施形態3>
図9は、本発明の実施形態3を示し、結束テープ10の巻き付けのさらに他の形態を示している。
実施形態3では、結束テープ10が、電線束Wの外周に対し、両側縁を合掌貼りしつつ円筒形をなして巻かれている。
より具体的には、結束テープ10は、巻物30(図5参照)から繰り出されつつ電線束Wの長さ方向に沿うようにして当てられ、所定領域に亘って当てられたら手で切られ、そののち結束テープ10が、両側縁を合掌貼りしつつ巻かれ、裏面の粘着層13が電線束Wの外周面に接着される。合掌貼りされる寸法は、例えば結束テープ10の全幅の1/4程度である。
実施形態3に係る形態で結束テープ10が巻き付けられたワイヤハーネスについても、上記実施形態1と同様の効果を得ることができる。
【0033】
<他の実施形態>
本発明は上記記述及び図面によって説明した実施形態に限定されるものではなく、例えば次のような実施形態も本発明の技術的範囲に含まれる。
(1)上記実施形態では、緯糸を構成するナイロン繊維が撚り糸である場合を例示したが、無撚りの糸であってもよい。
(2)上記実施形態では、緯糸の素材としてナイロン繊維を例示したが、特性として、引張強度が5.2〜7.8(gf/デシテックス)、ヤング率が420〜620(kgf/mm2)及び太さが2100デシテックス以上の条件を満たしていれば、ポリエステル繊維等、他の合成樹脂繊維であってもよい。
【符号の説明】
【0034】
10…結束テープ
11…基材
12…ホットメルトフィルム
12…粘着層
20…布帛
21…経糸
22…緯糸
W…電線束
WH…ワイヤハーネス
【特許請求の範囲】
【請求項1】
太さが10〜100デシテックスのポリエステル繊維からなる経糸と、引張強度が5.2〜7.8(gf/デシテックス)、ヤング率が420〜620(kgf/mm2)及び太さが2100デシテックス以上の合成樹脂繊維からなる緯糸とにより経編緯糸挿入形式で編まれてなることを特徴とする結束テープ用布帛。
【請求項2】
請求項1記載の布帛の片面には、ホットメルトフィルムを介して粘着層が形成されていることを特徴とする結束テープ。
【請求項1】
太さが10〜100デシテックスのポリエステル繊維からなる経糸と、引張強度が5.2〜7.8(gf/デシテックス)、ヤング率が420〜620(kgf/mm2)及び太さが2100デシテックス以上の合成樹脂繊維からなる緯糸とにより経編緯糸挿入形式で編まれてなることを特徴とする結束テープ用布帛。
【請求項2】
請求項1記載の布帛の片面には、ホットメルトフィルムを介して粘着層が形成されていることを特徴とする結束テープ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−36516(P2012−36516A)
【公開日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願番号】特願2010−175411(P2010−175411)
【出願日】平成22年8月4日(2010.8.4)
【出願人】(000183406)住友電装株式会社 (6,135)
【Fターム(参考)】
【公開日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願日】平成22年8月4日(2010.8.4)
【出願人】(000183406)住友電装株式会社 (6,135)
【Fターム(参考)】
[ Back to top ]