
結束テープ
【課題】 結束作業が容易で、時間がかからないと共に、表面に商品名等を印刷することができ、適宜位置で切断して使用するもできる結束テープを提供する。
【解決手段】 積層延伸フィルムからなる基材層2と、前記基材層2の表面に形成した印刷可能薄膜層3と、前記基材層2の裏面に形成した熱溶融型樹脂層4とから結束テープ1を構成する。前記印刷可能薄膜層3の不透明度は80〜100%、前記熱溶融型樹脂層4の溶融温度は70〜120℃である。前記印刷可能薄膜層3は、熱溶融型インクによって印刷が可能であり、識別記号、特には、バーコード、二次元コード等が印刷される。
【解決手段】 積層延伸フィルムからなる基材層2と、前記基材層2の表面に形成した印刷可能薄膜層3と、前記基材層2の裏面に形成した熱溶融型樹脂層4とから結束テープ1を構成する。前記印刷可能薄膜層3の不透明度は80〜100%、前記熱溶融型樹脂層4の溶融温度は70〜120℃である。前記印刷可能薄膜層3は、熱溶融型インクによって印刷が可能であり、識別記号、特には、バーコード、二次元コード等が印刷される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、アスパラガス、ニラ、ネギ、ゴボウ等の野菜を結束したり、ユリ、バラ等の草花を結束して花束を制作したり、菓子、工業部品等の内容物を収納した袋体の開口部を結着したりするために使用する結束テープに関する。
【背景技術】
【0002】
従来、この種の結束テープとしては、印刷可能な表面層を有する積層フィルムからなる基材の裏面に、ブチルゴム、アクリル系樹脂等からなる感圧型粘着剤層を形成し、さらに剥離紙を添付した結束テープが知られている(例えば、特許文献1参照)。
【0003】
又、積層フィルムからなる基材層の両面に、プロピレン−エチレン共重合体等からなる感熱型粘着剤層(ヒートシール性フィルム層)を形成した結束テープが知られている(例えば、特許文献2参照)。
【0004】
【特許文献1】特開平10−101128号公報
【特許文献2】特開平10−29262号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
特許文献1に記載の結束テープでは、基材の表面に商品名、バーコード、生産者名等を印刷した後、剥離紙を剥離した上で結束テープを野菜、草花等に巻き回し、感圧型粘着剤層を基材の表面に押圧することによって、結束テープの表裏面を接着し、野菜、草花等を結束することができる。
【0006】
しかし、この結束テープは、感圧型粘着剤層を形成してあるから、保管時には、剥離紙を添付しておく必要があり、使用時には、剥離紙を一々剥離しなければならず、結束作業は面倒であり、時間がかかった。
【0007】
特許文献2に記載の結束テープでは、結束テープを野菜、草花等に巻き回し、結束テープの表裏面が重なった部分に熱を付加し、感熱型粘着剤層同士を溶融接合することによって、結束テープの表裏面を接着し、野菜、草花等を結束することができる。
【0008】
しかし、この結束テープは、両面に感熱型粘着剤層を形成してあるから、通常、結束テープの表面に商品名、バーコード、生産者名等を印刷することができなかった。感熱型粘着剤層を一部にのみ形成すれば、商品名等を印刷することができるが、この場合には、結束テープを適宜位置で切断して使用することができず、極めて不便であった。
【0009】
本発明は、このような従来の問題点に鑑みて為されたものであって、その目的とするところは、剥離紙を必要とせず、よって、これを一々剥離する必要もなく、結束作業が容易で、時間がかからないと共に、表面に商品名等を印刷することができ、しかも、適宜位置で切断して使用するができる結束テープを提供することにある。
【課題を解決するための手段】
【0010】
上記目的を達成するために、本発明の結束テープは、積層延伸フィルムからなる基材層と、前記基材層の表面に形成した印刷可能薄膜層と、前記基材層の裏面に形成した熱溶融型樹脂層とから構成され、前記印刷可能薄膜層の不透明度は80〜100%、前記熱溶融型樹脂層の溶融温度は70〜120℃であることを特徴とする。
【0011】
前記印刷可能薄膜層は、溶融熱転写式プリンターによって鮮明に印刷できるように、熱溶融型インクによって印刷が可能であることが好ましい。
【0012】
又、識別番号読取装置によって自動的に商品名、生産者名等を読み取ることができるように、前記印刷可能薄膜層には、識別記号、特には、バーコード、二次元コード等を印刷するのが好ましい。
【発明を実施するための最良の形態】
【0013】
以下、本発明の結束テープについて、図面を参照して詳細に説明する。
尚、本明細書において、記号「〜」を用いて表記される数値範囲は、記号「〜」の前後に記載された数値を下限値及び上限値とする範囲であることを意味する。
【0014】
本発明の結束テープ1は、図1に示すように、積層延伸フィルムからなる基材層2と、前記基材層2の表面に形成した印刷可能薄膜層3と、前記基材層2の裏面に形成した熱溶融型樹脂層4とから構成される。
【0015】
基材層
基材層2は、少なくとも熱可塑性樹脂を含む層である。基材層2に用いられる熱可塑性樹脂としては、ポリプロピレン系樹脂、高密度ポリエチレン、中密度ポリエチレン、ポリメチル−1−ペンテン、エチレン−環状オレフィン共重合体等のポリオレフィン系樹脂、ポリエチレンテレフタレート樹脂、ポリ塩化ビニル樹脂、ナイロン−6、ナイロン−6,6、ナイロン−6,10、ナイロン−6,12等のポリアミド系樹脂、ABS樹脂、アイオノマー樹脂等を挙げることができる。好ましくは、ポリプロピレン系樹脂、高密度ポリエチレン、ポリエチレンテレフタレート樹脂等の融点が130〜280℃の範囲にある熱可塑性樹脂である。
又、これらの樹脂を2種以上混合して用いてもよい。
【0016】
基材層2の主成分を構成する熱可塑性樹脂は、熱溶融型樹脂層4を構成するポリエチレン系樹脂の融点よりも15℃以上高い融点を有することが好ましい。
特には、ポリプロピレン系樹脂が、耐薬品性、コストの観点から好ましい。かかるポリプロピレン系樹脂としては、アイソタクティック又はシンジオタクティックな立体規則性を示すプロピレン単独重合体、若しくはプロピレンを主成分とするものと、これとエチレン、ブテン−1、ヘキセン−1、ヘプテン−1,4−メチルペンテン−1等のα−オレフィンとの共重合体を使用することができる。
これら共重合体は、2元系、3元系、若しくは4元系でもよく、又、ランダム共重合体でもブロック共重合体であってもよい。
さらに、これら樹脂に、必要に応じて、酸化防止剤、紫外線安定剤、分散剤、滑剤、相溶化剤、難燃剤、着色顔料等を添加してもよい。
【0017】
基材層2には、熱可塑性樹脂の他に、無機微細粉末及び有機フィラーの少なくとも1つを含み、ボイドを含有するこが好ましい。
無機微細粉末としては、平均粒径が通常0.01〜15μm、好ましくは0.01〜8μm、さらに好ましくは0.03〜4μmのものを使用することができる。具体的には、炭酸カルシウム、焼成クレイ、シリカ、けいそう土、タルク、酸化チタン、硫酸バリウム、アルミナ等を使用することができる。
有機フィラーとしては、分散後の平均粒径が通常0.01〜15μm、好ましくは0.01〜8μm、さらに好ましくは0.03〜4μmのものを使用することができる。有機フィラーとしては、主成分であるオレフィン系樹脂とは異なる種類の樹脂を選択することが好ましい。例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリカーボネート、ナイロン−6,ナイロン−6,6、環状オレフィンの単独重合体や環状オレフィンとエチレンとの共重合体等であって、融点が120℃〜300℃、乃至はガラス転移温度が120℃〜280℃であるものを用いるのが好ましい。
【0018】
上述の如く、基材層2としては、種々構成のものを用いることができるが、特には、寸法安定性、供給性、熱収縮防止性等の観点から、無機微細粉末を5〜30重量%、エチレン系樹脂を3〜20重量%及びプロピレン系樹脂を92〜50重量%の割合で含有する樹脂組成物の二軸延伸フィルムを用いるのが好ましい。
【0019】
さらに、基材層2には、酸化防止剤や紫外線安定剤等を添加してもよい。
酸化防止剤を添加する場合は、通常0.001〜1重量%の範囲内で添加する。具体的には、立体障害フェノール系、リン系、アミン系等の安定剤等を使用することができる。
紫外線安定剤を添加する場合は、通常0.001〜1重量%の範囲内で添加する。具体的には、立体障害アミンやベンゾトリアゾール系、ベンゾフェノン系の光安定剤等を使用することができる。
【0020】
基材層2の密度は、0.84〜1.02g/cm3 の範囲であることが好ましい。
【0021】
印刷可能薄膜層
印刷可能薄膜層3としては、基材層2に使用できると同様の熱可塑性樹脂を使用することができる。又、基材層2について挙げた無機微細粉末、有機フィラーを含有することもできる。
印刷可能薄膜層3は、無機微細粉末及び/又は有機フィラーを35〜65重量%、エチレン系樹脂0〜10重量%及びプロピレン系樹脂を55〜35重量%の割合で含有する樹脂組成物の一軸延伸フィルムであることが好ましい。
必要に応じて、酸化防止剤、紫外線安定剤、分散剤、滑剤、相溶化剤、難燃剤、着色顔料等を添加してもよい。
【0022】
印刷可能薄膜層3の肉厚は、1〜30μm、好ましくは5〜20μmの範囲である。1μm未満では、インキ密着性が劣り、30μmを越えると、結束テープがカールし、ハンドリングが困難となるので好ましくない。
【0023】
熱溶融型樹脂層
熱溶融型樹脂層4は、エチレン系熱可塑性樹脂を含む層である。熱溶融型樹脂層4を構成するポリエチレン系樹脂としては、密度が0.940〜0.970g/cm3 の高密度ポリエチレン、密度が0.900〜0.935g/cm3 の低密度乃至中密度の高圧法ポリエチレン、密度が0.857〜0.940g/cm3 の直鎖線状ポリエチレン、エチレン・酢酸ビニル共重合体、エチレン・アクリル酸共重合体、エチレン・アクリル酸アルキルエステル共重合体、エチレン・メタクリル酸アルキルエステル共重合体(アルキル基の炭素数は1〜8)、エチレン・メタクリル酸共重合体の金属塩(Zn、Al、Li、K、Na等)等の融点が70〜115℃のポリエチレン系樹脂が好ましい。
【0024】
熱溶融型樹脂層4には、目的とするヒートシール性を阻害しない範囲で公知の他の樹脂用添加剤を任意に添加することができる。
添加剤としては、帯電防止剤、染料、核剤、可塑剤、離型剤、酸化防止剤、難燃剤、紫外線吸収剤等を挙げることができる。
【0025】
熱溶融型樹脂層4の肉厚は、1〜30μm、好ましくは5〜20μmの範囲である。結束テープが強固に融着するためには1μm以上は必要であり、一方、30μmを越えると結束テープがカールし、ハンドリングが困難となるので好ましくない。
【0026】
本発明の結束テープ1を構成する成分の混合方法としては、公知の種々の混合方法を適用でき、特に限定されるものではないが、混合の温度や時間も使用する成分の性状に応じて適宜選択される。
溶剤に溶解乃至は分散させた状態での混合や、溶融混練法が挙げられるが、溶融混練法は生産効率がよく好ましい。粉体やペレット状態の熱可塑性樹脂や添加剤をヘンシェルミキサー、リボンブレンダー、スーパーミキサー等で混合した後、単軸押出機または二軸混練押出機にて溶融混練し、ストランドダイより押し出してカッティングし、ペレットとする方法や、ストランドダイより水中に押し出し、ダイ先端に取り付けられた回転刃でカッティングする方法等が挙げられる。
【0027】
本発明の結束テープ1は、当業者に公知の種々の方法を組み合わせることによって製造することができる。
如何なる方法により製造された樹脂フィルムであっても、本発明に記載される結束テープ1の要件を満たす樹脂フィルムである限り、全て本発明の範囲内に包含される。
【0028】
本発明の結束テープ1の製造方法としては、公知の種々のフィルム製造技術やそれらの組合せによるものが可能である。
例えば、スクリュー型押出機に接続された単層又は多層のT−ダイを使用して溶融樹脂をシート状とする押出成形法、延伸による空孔発生を利用した延伸フィルム法、圧延時に空孔を発生させる圧延成形法、カレンダー成形法、発泡剤を使用する発泡成形法、空孔含有粒子を使用する方法、インフレーション成形法、溶剤抽出法、混合成分を溶解抽出する方法などが挙げられる。これらのうちで、好ましくは延伸フィルム法である。
【0029】
本発明の結束テープ1は、必要であれば、活性化処理によって印刷可能薄膜層3の表面の印刷性を改善することができる。活性化処理としては、コロナ放電処理、フレーム処理、プラズマ放電処理、グロー放電処理、オゾン処理より選ばれた少なくとも一種の処理方法を採用することができ、好ましくはコロナ放電処理、フレーム処理である。
処理量については、コロナ放電処理の場合は、通常600〜12, 000J/m2 (10〜200W・分/m2 )、好ましくは1200〜9000J/m2 (20〜150W・分/m2 )である。600J/m2 (10W・分/m2 )以上であれば、コロナ放電処理の効果を十分に得ることができ、その後の表面改質剤の塗工時にはじきが生じることもない。一方、12, 000J/m2 (200W・分/m2 )を超えると、処理の効果が頭打ちとなるので、12, 000J/m2 (200W・分/m2)以下で十分である。
フレーム処理の場合は、通常8,000〜200,000J/m2 、好ましくは20,000〜100,000J/m2 である。8,000J/m2 以上であれば、フレーム処理の効果を十分に得ることができ、その後の表面改質剤の塗工時にはじきが生じることもない。一方、200,000J/m2 を超えると、処理の効果が頭打ちとなるので、200,000J/m2
以下で十分である。
【0030】
本発明の結束テープ1の印刷可能薄膜層3への印刷方法としては、レター印刷、グラビア印刷、オフセット印刷、フレキソ印刷、スクリーン印刷、溶融熱転写印刷等から適宜選択して採用することができる。
又、印刷する文字、記号、図形等としては、例えば、バーコード、二次元コード、製造者名、販売会社名、キャラクター、商品名、使用方法に関する説明等を適宜選択して、印刷することができる。
【実施例】
【0031】
以下、本発明の結束テープ1について、その実施例及び比較例を挙げて、更に具体的に説明する。
【0032】
[実施例1]
結束テープの製造
プロピレン単独重合体(商品名「ノバテックPP MA−8」、融点164℃、日本ポリプロ(株)製)67重量%、高密度ポリエチレン(商品名「ノバテックHD
HJ580」、融点134℃、日本ポリエチレン(株)製)10重量%及び平均粒径1.5μmの炭酸カルシウム粉末23重量%よりなる樹脂組成物を、押出機を用いて250℃で溶融混練した後、ダイよりフィルム状に押し出し、約50℃の温度となるまでフィルムを冷却した。
このフィルムを約150℃に再度加熱した後、ロール群の周速度を利用して縦方向に4倍延伸して、基材層2となる一軸延伸フィルムを得た。
【0033】
一方、プロピレン単独重合体(商品名「ノバテックPP
MA−3」、日本ポリプロ(株)製)51.5重量%、高密度ポリエチレン(商品名「ノバテックHD HJ580」、日本ポリエチレン(株)製)3.5重量%、平均粒径1.5μmの炭酸カルシウム粉末42重量%、平均粒径0.8μmの酸化チタン粉末3重量%よりなる樹脂組成物を、別の押出機を用いて240℃で溶融混練した後、前記一軸延伸フィルムの表面にダイよりフィルム状に押し出し、積層して、印刷可能薄膜層3/基材層2という積層体を得た。
【0034】
さらに、融点87℃のポリエチレン(日本ポリエチレン(株)製、カーネル:KF560T)70重量%と、融点103℃の低密度ポリエチレン(日本ポリエチレン(株)製、LJ902)30重量%との混合物を、別の押出機を用いて200℃で溶融混練した後、ダイよりフィルム状に押し出し、前記積層体の裏面側に熱溶融型樹脂層4として積層し、三層構造の積層体を得た。
【0035】
この三層構造の積層体をテンターオーブンに導入し、155℃に加熱した後、テンターを用いて横方向に7倍延伸し、次いで164℃で熱セットし、さらに55℃まで冷却し、耳部をスリットした。
その後、印刷可能薄膜層3側に50W/m2/分の強度でコロナ放電処理を施し、印刷可能薄膜層3/基材層2/熱溶融型樹脂層4が厚さ10μm/80μm/10μmの三層構造の多層延伸フィルムを得た。
【0036】
得られた多層延伸フィルムを幅20mm、長さ20mに断裁し、多層延伸フィルムよりなる結束テープ1のロールを作製した。
この多層延伸フィルムよりなる結束テープ1の不透明度(JIS P−8149に準拠)は93%であった。
【0037】
結束テープの評価
本発明の結束テープ1の評価は、以下に説明する方法によって行なった。
先ず、三和ニューテック社製の結束テーププリンターMS100Tに結束テープ1のロールを装着し、印刷可能薄膜層3側の表面に、花の名称、生産者名、生産日等の生産者情報を二次元バーコードにして、溶融熱転写方式によって印刷した。
【0038】
次に、結束テーププリンターから排出された印刷後の結束テープ1の熱溶融型樹脂層4側の表面に、複数本の花の茎部を纏めて載置し、結束テーププリンターのヒートシール機構部(設定温度は約100℃)によってヒートシールし、熱溶融型樹脂層4側の面同士を接着した後、結束テープ1を適宜長さに断裁して花束を作製した。
【0039】
本発明の結束テープ1によれば、剥離紙を必要とせず、よって、これを一々剥離する必要はないから、結束作業は容易であり、時間がかからなかった。
又、表面に商品名等を容易かつ確実に印刷することができ、裏面同士の接着も十分強固であり、しかも、適宜位置で切断して使用するができた。
【0040】
[比較例1]
結束テープの製造
実施例1と同様の組成を有する樹脂組成物を使用し、実施例1と同様の工程によって、基材層2となる一軸延伸フィルムを作製した。
次いで、実施例1と同様の組成を有する混合物を使用し、実施例1と同様の工程によって、前記基材層2の表裏面に熱溶融型樹脂層4を積層し、三層構造の積層体を作製した。
【0041】
その後、実施例1と同様の工程によって、熱溶融型樹脂層4/基材層2/熱溶融型樹脂層4が厚さ10μm/80μm/10μmの三層構造の多層延伸フィルムを作製した。
そして、この多層延伸フィルムを、実施例1と同様に、幅20mm、長さ20mに断裁し、多層延伸フィルムよりなる結束テープのロールを作製した。
【0042】
結束テープの評価
実施例1と同様に、先ず、三和ニューテック社製の結束テーププリンターMS100Tに結束テープのロールを装着し、結束テープの表面に、花の名称、生産者名、生産日等の生産者情報を二次元バーコードにして、溶融熱転写方式によって印刷した。
【0043】
次に、印刷後の結束テープの裏面に、複数本の花の茎部を纏めて載置し、ヒートシール機構部(設定温度は約100℃)によってヒートシールし、結束テープの裏面同士を接着した後、結束テープを適宜長さに断裁して花束を作製した。
【0044】
かかる従来の結束テープによれば、結束作業は容易であり、時間がかからないと共に、表裏面の接着も十分強固ではあるが、ヒートシール時にラベル表裏面の熱溶融型樹脂層4が溶融するため、その表面に商品名等を鮮明に印刷することはできなかった。さらに、二次元バーコード部分の印刷が流れて、読み取りが困難であった。
【図面の簡単な説明】
【0045】
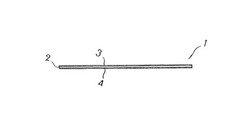
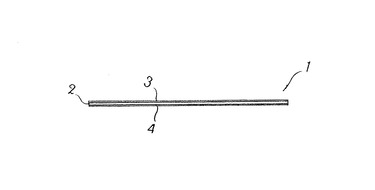
【図1】本発明の結束テープの断面図である。
【図2】本発明の結束テープを結束して制作した花束の斜視図である。
【符号の説明】
【0046】
1 結束テープ
2 基材層
3 印刷可能薄膜層
4 熱溶融型樹脂層
【技術分野】
【0001】
本発明は、アスパラガス、ニラ、ネギ、ゴボウ等の野菜を結束したり、ユリ、バラ等の草花を結束して花束を制作したり、菓子、工業部品等の内容物を収納した袋体の開口部を結着したりするために使用する結束テープに関する。
【背景技術】
【0002】
従来、この種の結束テープとしては、印刷可能な表面層を有する積層フィルムからなる基材の裏面に、ブチルゴム、アクリル系樹脂等からなる感圧型粘着剤層を形成し、さらに剥離紙を添付した結束テープが知られている(例えば、特許文献1参照)。
【0003】
又、積層フィルムからなる基材層の両面に、プロピレン−エチレン共重合体等からなる感熱型粘着剤層(ヒートシール性フィルム層)を形成した結束テープが知られている(例えば、特許文献2参照)。
【0004】
【特許文献1】特開平10−101128号公報
【特許文献2】特開平10−29262号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
特許文献1に記載の結束テープでは、基材の表面に商品名、バーコード、生産者名等を印刷した後、剥離紙を剥離した上で結束テープを野菜、草花等に巻き回し、感圧型粘着剤層を基材の表面に押圧することによって、結束テープの表裏面を接着し、野菜、草花等を結束することができる。
【0006】
しかし、この結束テープは、感圧型粘着剤層を形成してあるから、保管時には、剥離紙を添付しておく必要があり、使用時には、剥離紙を一々剥離しなければならず、結束作業は面倒であり、時間がかかった。
【0007】
特許文献2に記載の結束テープでは、結束テープを野菜、草花等に巻き回し、結束テープの表裏面が重なった部分に熱を付加し、感熱型粘着剤層同士を溶融接合することによって、結束テープの表裏面を接着し、野菜、草花等を結束することができる。
【0008】
しかし、この結束テープは、両面に感熱型粘着剤層を形成してあるから、通常、結束テープの表面に商品名、バーコード、生産者名等を印刷することができなかった。感熱型粘着剤層を一部にのみ形成すれば、商品名等を印刷することができるが、この場合には、結束テープを適宜位置で切断して使用することができず、極めて不便であった。
【0009】
本発明は、このような従来の問題点に鑑みて為されたものであって、その目的とするところは、剥離紙を必要とせず、よって、これを一々剥離する必要もなく、結束作業が容易で、時間がかからないと共に、表面に商品名等を印刷することができ、しかも、適宜位置で切断して使用するができる結束テープを提供することにある。
【課題を解決するための手段】
【0010】
上記目的を達成するために、本発明の結束テープは、積層延伸フィルムからなる基材層と、前記基材層の表面に形成した印刷可能薄膜層と、前記基材層の裏面に形成した熱溶融型樹脂層とから構成され、前記印刷可能薄膜層の不透明度は80〜100%、前記熱溶融型樹脂層の溶融温度は70〜120℃であることを特徴とする。
【0011】
前記印刷可能薄膜層は、溶融熱転写式プリンターによって鮮明に印刷できるように、熱溶融型インクによって印刷が可能であることが好ましい。
【0012】
又、識別番号読取装置によって自動的に商品名、生産者名等を読み取ることができるように、前記印刷可能薄膜層には、識別記号、特には、バーコード、二次元コード等を印刷するのが好ましい。
【発明を実施するための最良の形態】
【0013】
以下、本発明の結束テープについて、図面を参照して詳細に説明する。
尚、本明細書において、記号「〜」を用いて表記される数値範囲は、記号「〜」の前後に記載された数値を下限値及び上限値とする範囲であることを意味する。
【0014】
本発明の結束テープ1は、図1に示すように、積層延伸フィルムからなる基材層2と、前記基材層2の表面に形成した印刷可能薄膜層3と、前記基材層2の裏面に形成した熱溶融型樹脂層4とから構成される。
【0015】
基材層
基材層2は、少なくとも熱可塑性樹脂を含む層である。基材層2に用いられる熱可塑性樹脂としては、ポリプロピレン系樹脂、高密度ポリエチレン、中密度ポリエチレン、ポリメチル−1−ペンテン、エチレン−環状オレフィン共重合体等のポリオレフィン系樹脂、ポリエチレンテレフタレート樹脂、ポリ塩化ビニル樹脂、ナイロン−6、ナイロン−6,6、ナイロン−6,10、ナイロン−6,12等のポリアミド系樹脂、ABS樹脂、アイオノマー樹脂等を挙げることができる。好ましくは、ポリプロピレン系樹脂、高密度ポリエチレン、ポリエチレンテレフタレート樹脂等の融点が130〜280℃の範囲にある熱可塑性樹脂である。
又、これらの樹脂を2種以上混合して用いてもよい。
【0016】
基材層2の主成分を構成する熱可塑性樹脂は、熱溶融型樹脂層4を構成するポリエチレン系樹脂の融点よりも15℃以上高い融点を有することが好ましい。
特には、ポリプロピレン系樹脂が、耐薬品性、コストの観点から好ましい。かかるポリプロピレン系樹脂としては、アイソタクティック又はシンジオタクティックな立体規則性を示すプロピレン単独重合体、若しくはプロピレンを主成分とするものと、これとエチレン、ブテン−1、ヘキセン−1、ヘプテン−1,4−メチルペンテン−1等のα−オレフィンとの共重合体を使用することができる。
これら共重合体は、2元系、3元系、若しくは4元系でもよく、又、ランダム共重合体でもブロック共重合体であってもよい。
さらに、これら樹脂に、必要に応じて、酸化防止剤、紫外線安定剤、分散剤、滑剤、相溶化剤、難燃剤、着色顔料等を添加してもよい。
【0017】
基材層2には、熱可塑性樹脂の他に、無機微細粉末及び有機フィラーの少なくとも1つを含み、ボイドを含有するこが好ましい。
無機微細粉末としては、平均粒径が通常0.01〜15μm、好ましくは0.01〜8μm、さらに好ましくは0.03〜4μmのものを使用することができる。具体的には、炭酸カルシウム、焼成クレイ、シリカ、けいそう土、タルク、酸化チタン、硫酸バリウム、アルミナ等を使用することができる。
有機フィラーとしては、分散後の平均粒径が通常0.01〜15μm、好ましくは0.01〜8μm、さらに好ましくは0.03〜4μmのものを使用することができる。有機フィラーとしては、主成分であるオレフィン系樹脂とは異なる種類の樹脂を選択することが好ましい。例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリカーボネート、ナイロン−6,ナイロン−6,6、環状オレフィンの単独重合体や環状オレフィンとエチレンとの共重合体等であって、融点が120℃〜300℃、乃至はガラス転移温度が120℃〜280℃であるものを用いるのが好ましい。
【0018】
上述の如く、基材層2としては、種々構成のものを用いることができるが、特には、寸法安定性、供給性、熱収縮防止性等の観点から、無機微細粉末を5〜30重量%、エチレン系樹脂を3〜20重量%及びプロピレン系樹脂を92〜50重量%の割合で含有する樹脂組成物の二軸延伸フィルムを用いるのが好ましい。
【0019】
さらに、基材層2には、酸化防止剤や紫外線安定剤等を添加してもよい。
酸化防止剤を添加する場合は、通常0.001〜1重量%の範囲内で添加する。具体的には、立体障害フェノール系、リン系、アミン系等の安定剤等を使用することができる。
紫外線安定剤を添加する場合は、通常0.001〜1重量%の範囲内で添加する。具体的には、立体障害アミンやベンゾトリアゾール系、ベンゾフェノン系の光安定剤等を使用することができる。
【0020】
基材層2の密度は、0.84〜1.02g/cm3 の範囲であることが好ましい。
【0021】
印刷可能薄膜層
印刷可能薄膜層3としては、基材層2に使用できると同様の熱可塑性樹脂を使用することができる。又、基材層2について挙げた無機微細粉末、有機フィラーを含有することもできる。
印刷可能薄膜層3は、無機微細粉末及び/又は有機フィラーを35〜65重量%、エチレン系樹脂0〜10重量%及びプロピレン系樹脂を55〜35重量%の割合で含有する樹脂組成物の一軸延伸フィルムであることが好ましい。
必要に応じて、酸化防止剤、紫外線安定剤、分散剤、滑剤、相溶化剤、難燃剤、着色顔料等を添加してもよい。
【0022】
印刷可能薄膜層3の肉厚は、1〜30μm、好ましくは5〜20μmの範囲である。1μm未満では、インキ密着性が劣り、30μmを越えると、結束テープがカールし、ハンドリングが困難となるので好ましくない。
【0023】
熱溶融型樹脂層
熱溶融型樹脂層4は、エチレン系熱可塑性樹脂を含む層である。熱溶融型樹脂層4を構成するポリエチレン系樹脂としては、密度が0.940〜0.970g/cm3 の高密度ポリエチレン、密度が0.900〜0.935g/cm3 の低密度乃至中密度の高圧法ポリエチレン、密度が0.857〜0.940g/cm3 の直鎖線状ポリエチレン、エチレン・酢酸ビニル共重合体、エチレン・アクリル酸共重合体、エチレン・アクリル酸アルキルエステル共重合体、エチレン・メタクリル酸アルキルエステル共重合体(アルキル基の炭素数は1〜8)、エチレン・メタクリル酸共重合体の金属塩(Zn、Al、Li、K、Na等)等の融点が70〜115℃のポリエチレン系樹脂が好ましい。
【0024】
熱溶融型樹脂層4には、目的とするヒートシール性を阻害しない範囲で公知の他の樹脂用添加剤を任意に添加することができる。
添加剤としては、帯電防止剤、染料、核剤、可塑剤、離型剤、酸化防止剤、難燃剤、紫外線吸収剤等を挙げることができる。
【0025】
熱溶融型樹脂層4の肉厚は、1〜30μm、好ましくは5〜20μmの範囲である。結束テープが強固に融着するためには1μm以上は必要であり、一方、30μmを越えると結束テープがカールし、ハンドリングが困難となるので好ましくない。
【0026】
本発明の結束テープ1を構成する成分の混合方法としては、公知の種々の混合方法を適用でき、特に限定されるものではないが、混合の温度や時間も使用する成分の性状に応じて適宜選択される。
溶剤に溶解乃至は分散させた状態での混合や、溶融混練法が挙げられるが、溶融混練法は生産効率がよく好ましい。粉体やペレット状態の熱可塑性樹脂や添加剤をヘンシェルミキサー、リボンブレンダー、スーパーミキサー等で混合した後、単軸押出機または二軸混練押出機にて溶融混練し、ストランドダイより押し出してカッティングし、ペレットとする方法や、ストランドダイより水中に押し出し、ダイ先端に取り付けられた回転刃でカッティングする方法等が挙げられる。
【0027】
本発明の結束テープ1は、当業者に公知の種々の方法を組み合わせることによって製造することができる。
如何なる方法により製造された樹脂フィルムであっても、本発明に記載される結束テープ1の要件を満たす樹脂フィルムである限り、全て本発明の範囲内に包含される。
【0028】
本発明の結束テープ1の製造方法としては、公知の種々のフィルム製造技術やそれらの組合せによるものが可能である。
例えば、スクリュー型押出機に接続された単層又は多層のT−ダイを使用して溶融樹脂をシート状とする押出成形法、延伸による空孔発生を利用した延伸フィルム法、圧延時に空孔を発生させる圧延成形法、カレンダー成形法、発泡剤を使用する発泡成形法、空孔含有粒子を使用する方法、インフレーション成形法、溶剤抽出法、混合成分を溶解抽出する方法などが挙げられる。これらのうちで、好ましくは延伸フィルム法である。
【0029】
本発明の結束テープ1は、必要であれば、活性化処理によって印刷可能薄膜層3の表面の印刷性を改善することができる。活性化処理としては、コロナ放電処理、フレーム処理、プラズマ放電処理、グロー放電処理、オゾン処理より選ばれた少なくとも一種の処理方法を採用することができ、好ましくはコロナ放電処理、フレーム処理である。
処理量については、コロナ放電処理の場合は、通常600〜12, 000J/m2 (10〜200W・分/m2 )、好ましくは1200〜9000J/m2 (20〜150W・分/m2 )である。600J/m2 (10W・分/m2 )以上であれば、コロナ放電処理の効果を十分に得ることができ、その後の表面改質剤の塗工時にはじきが生じることもない。一方、12, 000J/m2 (200W・分/m2 )を超えると、処理の効果が頭打ちとなるので、12, 000J/m2 (200W・分/m2)以下で十分である。
フレーム処理の場合は、通常8,000〜200,000J/m2 、好ましくは20,000〜100,000J/m2 である。8,000J/m2 以上であれば、フレーム処理の効果を十分に得ることができ、その後の表面改質剤の塗工時にはじきが生じることもない。一方、200,000J/m2 を超えると、処理の効果が頭打ちとなるので、200,000J/m2
以下で十分である。
【0030】
本発明の結束テープ1の印刷可能薄膜層3への印刷方法としては、レター印刷、グラビア印刷、オフセット印刷、フレキソ印刷、スクリーン印刷、溶融熱転写印刷等から適宜選択して採用することができる。
又、印刷する文字、記号、図形等としては、例えば、バーコード、二次元コード、製造者名、販売会社名、キャラクター、商品名、使用方法に関する説明等を適宜選択して、印刷することができる。
【実施例】
【0031】
以下、本発明の結束テープ1について、その実施例及び比較例を挙げて、更に具体的に説明する。
【0032】
[実施例1]
結束テープの製造
プロピレン単独重合体(商品名「ノバテックPP MA−8」、融点164℃、日本ポリプロ(株)製)67重量%、高密度ポリエチレン(商品名「ノバテックHD
HJ580」、融点134℃、日本ポリエチレン(株)製)10重量%及び平均粒径1.5μmの炭酸カルシウム粉末23重量%よりなる樹脂組成物を、押出機を用いて250℃で溶融混練した後、ダイよりフィルム状に押し出し、約50℃の温度となるまでフィルムを冷却した。
このフィルムを約150℃に再度加熱した後、ロール群の周速度を利用して縦方向に4倍延伸して、基材層2となる一軸延伸フィルムを得た。
【0033】
一方、プロピレン単独重合体(商品名「ノバテックPP
MA−3」、日本ポリプロ(株)製)51.5重量%、高密度ポリエチレン(商品名「ノバテックHD HJ580」、日本ポリエチレン(株)製)3.5重量%、平均粒径1.5μmの炭酸カルシウム粉末42重量%、平均粒径0.8μmの酸化チタン粉末3重量%よりなる樹脂組成物を、別の押出機を用いて240℃で溶融混練した後、前記一軸延伸フィルムの表面にダイよりフィルム状に押し出し、積層して、印刷可能薄膜層3/基材層2という積層体を得た。
【0034】
さらに、融点87℃のポリエチレン(日本ポリエチレン(株)製、カーネル:KF560T)70重量%と、融点103℃の低密度ポリエチレン(日本ポリエチレン(株)製、LJ902)30重量%との混合物を、別の押出機を用いて200℃で溶融混練した後、ダイよりフィルム状に押し出し、前記積層体の裏面側に熱溶融型樹脂層4として積層し、三層構造の積層体を得た。
【0035】
この三層構造の積層体をテンターオーブンに導入し、155℃に加熱した後、テンターを用いて横方向に7倍延伸し、次いで164℃で熱セットし、さらに55℃まで冷却し、耳部をスリットした。
その後、印刷可能薄膜層3側に50W/m2/分の強度でコロナ放電処理を施し、印刷可能薄膜層3/基材層2/熱溶融型樹脂層4が厚さ10μm/80μm/10μmの三層構造の多層延伸フィルムを得た。
【0036】
得られた多層延伸フィルムを幅20mm、長さ20mに断裁し、多層延伸フィルムよりなる結束テープ1のロールを作製した。
この多層延伸フィルムよりなる結束テープ1の不透明度(JIS P−8149に準拠)は93%であった。
【0037】
結束テープの評価
本発明の結束テープ1の評価は、以下に説明する方法によって行なった。
先ず、三和ニューテック社製の結束テーププリンターMS100Tに結束テープ1のロールを装着し、印刷可能薄膜層3側の表面に、花の名称、生産者名、生産日等の生産者情報を二次元バーコードにして、溶融熱転写方式によって印刷した。
【0038】
次に、結束テーププリンターから排出された印刷後の結束テープ1の熱溶融型樹脂層4側の表面に、複数本の花の茎部を纏めて載置し、結束テーププリンターのヒートシール機構部(設定温度は約100℃)によってヒートシールし、熱溶融型樹脂層4側の面同士を接着した後、結束テープ1を適宜長さに断裁して花束を作製した。
【0039】
本発明の結束テープ1によれば、剥離紙を必要とせず、よって、これを一々剥離する必要はないから、結束作業は容易であり、時間がかからなかった。
又、表面に商品名等を容易かつ確実に印刷することができ、裏面同士の接着も十分強固であり、しかも、適宜位置で切断して使用するができた。
【0040】
[比較例1]
結束テープの製造
実施例1と同様の組成を有する樹脂組成物を使用し、実施例1と同様の工程によって、基材層2となる一軸延伸フィルムを作製した。
次いで、実施例1と同様の組成を有する混合物を使用し、実施例1と同様の工程によって、前記基材層2の表裏面に熱溶融型樹脂層4を積層し、三層構造の積層体を作製した。
【0041】
その後、実施例1と同様の工程によって、熱溶融型樹脂層4/基材層2/熱溶融型樹脂層4が厚さ10μm/80μm/10μmの三層構造の多層延伸フィルムを作製した。
そして、この多層延伸フィルムを、実施例1と同様に、幅20mm、長さ20mに断裁し、多層延伸フィルムよりなる結束テープのロールを作製した。
【0042】
結束テープの評価
実施例1と同様に、先ず、三和ニューテック社製の結束テーププリンターMS100Tに結束テープのロールを装着し、結束テープの表面に、花の名称、生産者名、生産日等の生産者情報を二次元バーコードにして、溶融熱転写方式によって印刷した。
【0043】
次に、印刷後の結束テープの裏面に、複数本の花の茎部を纏めて載置し、ヒートシール機構部(設定温度は約100℃)によってヒートシールし、結束テープの裏面同士を接着した後、結束テープを適宜長さに断裁して花束を作製した。
【0044】
かかる従来の結束テープによれば、結束作業は容易であり、時間がかからないと共に、表裏面の接着も十分強固ではあるが、ヒートシール時にラベル表裏面の熱溶融型樹脂層4が溶融するため、その表面に商品名等を鮮明に印刷することはできなかった。さらに、二次元バーコード部分の印刷が流れて、読み取りが困難であった。
【図面の簡単な説明】
【0045】
【図1】本発明の結束テープの断面図である。
【図2】本発明の結束テープを結束して制作した花束の斜視図である。
【符号の説明】
【0046】
1 結束テープ
2 基材層
3 印刷可能薄膜層
4 熱溶融型樹脂層
【特許請求の範囲】
【請求項1】
積層延伸フィルムからなる基材層と、前記基材層の表面に形成した印刷可能薄膜層と、前記基材層の裏面に形成した熱溶融型樹脂層とから構成され、前記印刷可能薄膜層の不透明度は80〜100%、前記熱溶融型樹脂層の溶融温度は70〜120℃であることを特徴とする結束テープ。
【請求項2】
前記印刷可能薄膜層は、熱溶融型インクによって印刷が可能であることを特徴とする請求項1に記載の結束テープ。
【請求項3】
前記印刷可能薄膜層には、バーコード、二次元コード等の識別記号を印刷したことを特徴とする請求項1又は2に記載の結束テープ。
【請求項1】
積層延伸フィルムからなる基材層と、前記基材層の表面に形成した印刷可能薄膜層と、前記基材層の裏面に形成した熱溶融型樹脂層とから構成され、前記印刷可能薄膜層の不透明度は80〜100%、前記熱溶融型樹脂層の溶融温度は70〜120℃であることを特徴とする結束テープ。
【請求項2】
前記印刷可能薄膜層は、熱溶融型インクによって印刷が可能であることを特徴とする請求項1に記載の結束テープ。
【請求項3】
前記印刷可能薄膜層には、バーコード、二次元コード等の識別記号を印刷したことを特徴とする請求項1又は2に記載の結束テープ。
【図1】


【図2】

【図2】
【公開番号】特開2007−261638(P2007−261638A)
【公開日】平成19年10月11日(2007.10.11)
【国際特許分類】
【出願番号】特願2006−89654(P2006−89654)
【出願日】平成18年3月28日(2006.3.28)
【出願人】(000122313)株式会社ユポ・コーポレーション (73)
【Fターム(参考)】
【公開日】平成19年10月11日(2007.10.11)
【国際特許分類】
【出願日】平成18年3月28日(2006.3.28)
【出願人】(000122313)株式会社ユポ・コーポレーション (73)
【Fターム(参考)】
[ Back to top ]