
給油管およびその製造方法
【課題】廉価で塩害耐食性に優れた給油管およびその製造方法を提供する。
【解決手段】質量%で、C≦0.015%、Si:0.01〜0.50%、Mn:0.01〜0.50%、P≦0.050%、S≦0.010%、N≦0.015%、Al:0.010〜0.100%、Cr:13.0〜18.0%、更に、Ti:0.03〜0.30%およびNb:0.03〜0.30%の1種または2種を含有し、さらに必要に応じてB:0.0002〜0.0050%、Sn:0.01〜0.50%の1種または2種以上を含有するフェライト系ステンレス鋼の鋼管から成型した鋼管部材1と、鋼管部材1に取り付けられた結束部品2からなる給油管であって、結束部品2と鋼管部材1との間の塩害環境に曝される表面に隙間構造部3を有し、隙間構造部内部の全面積に対してカチオン電着塗膜が形成されていることを特徴とする給油管およびその製造方法。
【解決手段】質量%で、C≦0.015%、Si:0.01〜0.50%、Mn:0.01〜0.50%、P≦0.050%、S≦0.010%、N≦0.015%、Al:0.010〜0.100%、Cr:13.0〜18.0%、更に、Ti:0.03〜0.30%およびNb:0.03〜0.30%の1種または2種を含有し、さらに必要に応じてB:0.0002〜0.0050%、Sn:0.01〜0.50%の1種または2種以上を含有するフェライト系ステンレス鋼の鋼管から成型した鋼管部材1と、鋼管部材1に取り付けられた結束部品2からなる給油管であって、結束部品2と鋼管部材1との間の塩害環境に曝される表面に隙間構造部3を有し、隙間構造部内部の全面積に対してカチオン電着塗膜が形成されていることを特徴とする給油管およびその製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車用の給油管に関する。特に、現用のSUS436Lより廉価な素材より成り、かつ現用材相当の耐食性を確保した給油管に関する。
【背景技術】
【0002】
自動車用の給油管には、米国の法規制で15年間もしくは15万マイル走行の寿命保証が義務付けられており、ステンレス鋼(SUS436L:17Cr−1.2Mo)を素材とした給油管が既に実用化されている。
【0003】
北米地区を走行する自動車は融雪塩環境に曝されるので給油管に適用される素材には優れた塩害耐食性が求められ、従来SUS436Lが適用されてきたが、昨今の資源価格高騰を背景として素材コスト低減の要求が生じてきている。SUS436Lは高価なMoを1%程度含有しており、Moを含まないAISI439鋼(17Cr)に代替するだけでも大きなコスト低減効果が得られる。
【0004】
しかしながら、素材の合金元素削減は耐食性劣化を招来する。そこで、素材の低級化による弱点を別の方法で補う必要がある。
【0005】
給油管における腐食懸念部位は、塩害環境に曝される給油管外面側の隙間構造部である。従来、隙間部の塩害耐食性を向上させる手段としてカチオン電着塗装が用いられてきた。
【0006】
例えば、特許文献1では、SUS436パイプを素材としてプロジェクション溶接を用いて組み立てた給油管にカチオン電着塗装を施す製造方法が開示されている。しかしながら、この技術ではSUS436を素材としたものであり、発明者らの知見によればSUS436においても防錆が完全とはいえない。従って、より低級な素材を用いた場合に、この技術で充分な防錆効果が得られるとは確認できない。
【0007】
また、特許文献2では、SUS436を素材として組み立てた給油管に静電塗装を施して隙間腐食を防止する技術が開示されている。あるいは、特許文献3では、ステンレス鋼製給油管に耐チップ塗装を施し、チッピングを受けても十分な防錆性を確保する技術が示されている。しかしながら、これらの技術は電着塗装の場合よりも塗装コストがかかる。一方、隙間内部には塗装できないため、十分な防錆効果が得られる保証はない。
【0008】
一方、塗装以外の防錆方法についても提示されている。例えば、特許文献4では、ステンレス鋼製給油管の組み立てにおける溶接、ろう付け、塑性加工などによって不働態皮膜が損なわれた部位や隙間部位に亜鉛の犠牲陽極を配して犠牲防食する技術が開示されている。しかしながら、腐食懸念部位の全てに亜鉛を配するのは煩雑であるし手間がかかる。また、亜鉛も高価な金属である。更に、亜鉛は塩害環境で消耗し易いので必要量が嵩むとの問題がある。これらのことから、給油管において犠牲防食は現実的な技術とは言い難い。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2002−242779号公報
【特許文献2】特開2004−210003号公報
【特許文献3】特開2006−231207号公報
【特許文献4】特開2005−206064号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、SUS436Lより低級な素材を用いることを前提とし、ステンレス鋼の弱点である塩害耐食性、特に隙間構造部における耐食性を確保することを目的とする。
【課題を解決するための手段】
【0011】
本発明者らは、廉価であることを目的とする場合の防食法としては従来からも実績のあるカチオン電着塗装が最適であることを想起し、電着塗装およびその対象を工夫することで防食性を高め、その効果を素材低級化に還付できると考えた。そこで、先ず、電着塗装を施したSUS436L製給油管の隙間内部の塗膜形成状況を調査すると共に、給油管全体を塩害腐食試験に供して腐食状況を詳細に観察した。その結果、隙間内部に塗膜が形成されていなかった部位の腐食は、僅かでも塗膜が形成された部位よりも腐食損傷が激しいことを知見した。そして、隙間構造を形成させる前に、隙間内部を形成する部位に予め塗膜を形成させておけば腐食問題は生じないことも明らかにした。
【0012】
本発明は前記知見に基づいて構成したものであり、その要旨は以下の通りである。
(1)質量%で、C:≦0.015%、Si:0.01〜0.50%、Mn:0.01〜0.50%、P≦0.050%、S:≦0.010%、N:≦0.015%、Al:0.010〜0.100%、Cr:13.0〜18.0%、を含有し、更に、Ti:0.03〜0.30%およびNb:0.03〜0.30%の1種または2種を含有し、残部がFeおよび不可避的不純物より成るフェライト系ステンレス鋼を素材とした鋼管から成型した鋼管部材と、前記鋼管部材に取り付けられた結束部品からなる給油管であって、前記鋼管部材に取り付けられる結束部品と鋼管部材との間において、塩害環境に曝される表面に隙間構造部を有し、前記隙間構造部内部の結束部品と鋼管部材の両方または鋼管部材のみの全面積に対してカチオン電着塗膜が形成されていることを特徴とする給油管。
(2)前記鋼管部材は質量%で、さらにB:0.0002〜0.0050%、Sn:0.01〜0.50%、Ni:0.5%以下、Cu:0.5%以下、Mo:0.5%以下、V:0.5%以下、Co:0.5%以下、Mg:0.005%以下、Ca:0.005%以下、Zr:0.1%以下,La:0.1%以下,Y:0.1%以下,Hf:0.1%以下,REM:0.1%以下の1種または2種以上を含有することを特徴とする上記(1)に記載の給油管。
(3)前記隙間構造部において、前記鋼管部材と結束部品それぞれの表面にカチオン電着塗膜を有し、隙間構造部において当該カチオン電着塗膜同士が接触していることを特徴とする上記(1)又は(2)に記載の給油管。
(4)前記結束部品は、ボルトナットによって鋼管部材に締結されていることを特徴とする上記(1)乃至(3)のいずれかに記載の給油管。
(5)結束部品の鋼管部材への取り付け方法がボルトナットによる機械的締結であり、予め結束部品と鋼管部材に対して別々にまたは鋼管部材のみにカチオン電着塗装を施した後に締結することを特徴とする上記(1)、(2)又は(4)に記載の給油管の製造方法。
【発明の効果】
【0013】
本発明によって、塩害耐食性を安定的に確保しつつ廉価な給油管が提供できるので、産業上の効果は大きい。
【図面の簡単な説明】
【0014】
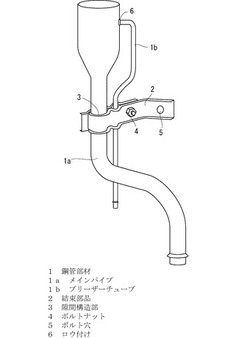
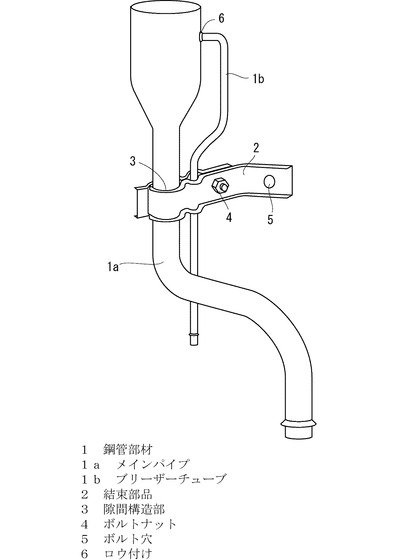
【図1】ボルトナットによって給油管本体に結束部品が締結された状態を示す図である。
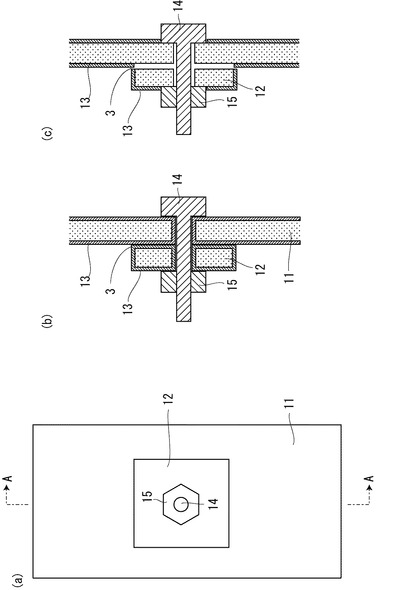
【図2】隙間サンプルを示す図であり、(a)は上面図、(b)(c)はA−A矢視部分断面図であり、(b)は隙間形成前に塗装した例、(c)は隙間形成後に塗装した比較例である。
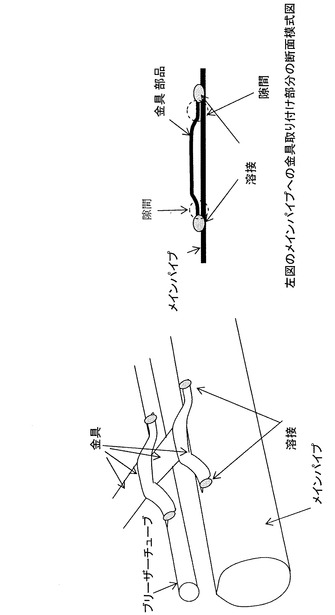
【図3】従来の給油管に存在する隙間構造の例を示す図である。
【発明を実施するための形態】
【0015】
以下、本発明について詳細に説明する。
【0016】
従来の給油管には、図3に例示するような隙間構造部が含まれる。図3は、鋼管部材であるメインパイプとブリーザーチューブを結束して車体に固定するための結束部品(金具部品)が溶接によって取り付けられている様子を示しており、結束部品(金具部品)とメインパイプあるいはブリーザーチューブの溶接部近傍に隙間が形成されている様子を示す。このような隙間の内部に電着塗膜を形成させるのは通常は困難である。隙間開口量が小さすぎるため、電着塗料液が隙間内部に侵入し得ないためである。本発明において、結束部品としては後述のように金属材料と非金属材料のいずれを用いても良い。結束部品として金属材料を用いる場合、結束部品を金具部品ともいう。
【0017】
本発明においては、鋼管部材を結束する結束部品(金具部品)について、溶接によって取り付けることをしない。そして図1に例示するように、隙間構造部3において、鋼管部材1と結束部品(金具部品)2それぞれの表面にカチオン電着塗膜を有し、隙間構造部3において当該カチオン電着塗膜同士が接触している構造とすることにより、この問題を解決した。結束部品を非金属材料で構成する場合には、隙間構成部にカチオン電着塗膜を有するのは鋼管部材のみとし、結束部品にはカチオン電着塗膜を形成しなくても良い。鋼管部材1と結束部品(金具部品)2とを結合して隙間構造部を形成する前に、鋼管部材1と結束部品(金具部品)2のそれぞれ又は鋼管部材1のみの表面にカチオン電着塗膜を形成する。特に、鋼管部材1と結束部品(金具部品)2の表面であって隙間構造部3を形成する部分についてカチオン電着塗膜を形成する。その後、鋼管部材1と結束部品(金具部品)2とを結合して隙間構造部3を形成することにより、隙間構造部3内部の結束部品と鋼管部材の両方または鋼管部材のみの全面積に対してカチオン電着塗膜が形成されていることとなる。鋼管部材1と結束部品(金具部品)2両方の表面であって隙間構造部3を形成する部分についてカチオン電着塗膜を形成した後に鋼管部材1と結束部品(金具部品)2とを結合して隙間構造部3を形成することにより、隙間構造部3において、鋼管部材1と結束部品2のそれぞれの表面にカチオン電着塗膜を有し、隙間構造部3においてカチオン電着塗膜同士が接触していることとなる。また、本発明の給油管は、図1に示すように、結束部品(金具部品)2は、ボルトナット4によって締結されていると好ましい。
【0018】
また、本発明の給油管の製造方法において、図1に例示するような、ボルトナット4を用いて結束部品(金具部品)2を給油管本体の鋼管部材1に機械的に締結する場合は、予め結束部品(金具部品)2と鋼管部材1を別々にまたは鋼管部材のみに塗装した後に締結する方法を採ることによって隙間構造部3内部の全面積(隙間構造部3内部を形成する全ての部位)にわたってカチオン電着塗膜を確実に形成させることができるので、上記本発明の給油管とすることができる。結束部品が金属材料で構成される場合には結束部品と鋼管部材の両方に別々にカチオン電着塗装を施した後に結束する。結束部材が非金属材料で構成される場合には鋼管部材のみにカチオン電着塗装を施した後に結束しても良い。
【0019】
次に、鋼管部材の素材について説明する。ここで言う鋼管部材とは、内部に燃料ガスが充満するメインパイプとブリーザーチューブのことを意味する。
【0020】
本発明では、SUS436Lより合金元素含有量が少なく、Moは無論、Ni,Cuなどの耐食性向上元素を含有せず、廉価な素材であることに特長を持たせる。具体的には、以下の組成より成るフェライト系ステンレス鋼を素材とする。
【0021】
C、N:CおよびNは、溶接熱影響部における粒界腐食の原因となる元素であり、耐食性を劣化させる。また、冷間加工性を劣化させる。このため、C,Nの含有量は可及的低レベルに制限すべきであり、C、Nの上限は0.015%とするのが望ましく、より望ましは0.010%である。なお、下限値は特に規定するものではないが、精錬コストを考慮して、C:0.0010%、N:0.0050%とするのが良い。
【0022】
Si:Siは精錬工程における脱酸元素として有用であり、0.01%以上を含有させるが、加工性を劣化させるため多量に含有させるべきではなく上限を0.50%に制限するのがよい。好ましい範囲は0.10〜0.30%である。
【0023】
Mn:Mnも脱酸元素、S固定元素として0.01%以上を含有させるが、Mnも加工性を劣化させるため多量に含有させるべきではなく上限を0.50%に制限するのがよい。好ましい範囲は、0.10〜0.30%である。
【0024】
P:Pは加工性を著しく劣化させる元素である。このため、Pの含有量は可及的低レベルが望ましい。許容可能な含有量の上限を0.050%とする。望ましいPの上限値は0.030%である。
【0025】
S:Sは耐食性を劣化させる元素であるため、Sの含有量は可及的低レベルが望ましい。許容可能な含有量の上限を0.010%とする。望ましいS含有量の上限値は0.0050%である。
【0026】
Cr:Crは耐食性を確保する基本的元素であり適量の含有が必須であり、Cr含有量の下限を13.0%とする必要がある。一方、加工性を劣化させる元素であることと合金コスト抑制の観点から上限含有量を18.0%に設定するのがよい。Cr含有量の好ましい範囲は15.0%〜17.5%であり、より好ましくは16.5%〜17.5%である。
【0027】
Al:Alは脱酸元素として有用であり、脱酸に必要な最小量として0.010%を含有させるが、加工性を劣化させるため多量に含有させるべきではなく上限を0.100%に制限するのがよい。好ましくは、含有量の上限を0.070%とするのが良い。
【0028】
本発明においては、TiとNbの1種又は2種を含有する。
【0029】
Ti:TiはC,Nを炭窒化物として固定して粒界腐食を抑制する作用を有する。このため0.03%を下限として含有させるが、過剰に含有させても効果は飽和し加工性を損なうため、含有量の上限を0.30%とする。なお、Tiの適正含有量としてC,N合計含有量の5倍量以上かつ30倍量以下が望ましい。Tiは、CとNの合計量の10倍〜25倍の範囲で含有させるのが好ましい。
【0030】
Nb:NbはTiと同様に、NbはC,Nを炭窒化物として固定して粒界腐食を抑制する作用を有するので0.03%を下限として含有させるが、過剰に含有させると加工性を損なうため含有量の上限を0.30%とする。なお、Nbの適正含有量としてC,N合計含有量の5倍量以上かつ30倍量以下がよい。Nbは、CとNの合計量の10倍〜20倍の範囲で含有させるのが好ましい。
【0031】
B:Bは2次加工脆化や熱間加工性劣化を防止するのに有用な元素であり、耐食性には影響を与えない元素である。このため必要に応じて0.0002%を下限として含有させるが、0.0050%を超えるとかえって熱間加工性が劣化するので、上限を0.0050%とするのが良い。好ましくは、B含有量の上限を0.0020%とするのが良い。
【0032】
Sn:Snは微量の含有で耐食性を向上させるのに有用な元素であり、必要に応じて廉価性を損なわない範囲で含有させる。含有量0.01%未満では耐食性向上効果は発現されず、0.50%を超えるとコスト増が顕在化すると共に加工性も低下するので、含有量0.01〜0.50%を適正範囲とする。好ましくは0.05%から0.40%とするのが良い。
【0033】
Ni、Cu、Mo、V、Co:これら元素は耐銹性を向上させる元素であり、本発明においては含有しない。ただし、必要に応じて廉価性を損なわない範囲で含有させることができる。Snとの相乗効果によりその効果がより顕著になる。Ni、Cu、Moは、含有される場合、それぞれその効果が発現する0.05%以上とする。Ni、Cuの好ましい範囲は0.1〜0.4%、Moの好ましい範囲は0.1〜0.3%である。V、Coは、含有させる場合、それぞれその効果が発現する0.01%以上とする。但し、過度な添加は合金コストの上昇や製造性の低下に繋がるため、上限を0.5%とする。
【0034】
Mg:Mgは溶鋼中でAlとともにMg酸化物を形成し脱酸剤として作用する他、TiNの晶出核として作用する。TiNは凝固過程においてフェライト相の凝固核となり、TiNの晶出を促進させることで、凝固時にフェライト相を微細生成させることができる。凝固組織を微細化させることにより、製品のリジングやロ−ピングなどの粗大凝固組織に起因した表面欠陥を防止できる他、加工性の向上をもたらすため、廉価性を損なわない範囲で、必要に応じて含有させることができる。含有する場合は、これら効果を発現する0.0001%とする。但し、0.005%を超えると製造性が劣化するため、上限を0.005%とする。好ましくは、製造性を考慮して0.0003〜0.002%とする。
【0035】
Ca:Caは熱間加工性や鋼の清浄度を向上させる元素であり、必要に応じて廉価性を損なわない範囲で含有させることができる。含有する場合は、これら効果を発現する0.0003%以上とする。しかし、過度の添加は、製造性の低下やCaSなどの水溶性介在物による耐銹性の低下に繋がるため、上限を0.005%とする。好ましくは、製造性や耐銹性を考慮して0.0003〜0.0015%とする。
【0036】
Zr、La、Y、Hf、REM:これら元素は熱間加工性や鋼の清浄度を向上させ、耐酸化性や熱間加工性を著しく向上させる効果を持つため、必要に応じて廉価性を損なわない範囲で含有させることができる。含有させる場合は、それぞれその効果が発現する0.001%以上とする。しかし、過度の添加は、合金コストの上昇と製造性の低下に繋がるため、上限をそれぞれ0.1%とする。好ましくは、効果と経済性および製造性を考慮して、1種または2種以上で0.001〜0.05%とする。
【0037】
残部Feおよび不可避的不純物:上記に記載の元素以外は、Feと不可避的不純物からなる。
【0038】
前記組成より成るステンレス鋼は、転炉や電気炉などで溶製、精錬された鋼片を熱間圧延、酸洗、冷延、焼鈍、仕上酸洗等を施す通常のステンレス鋼板の製造方法によって鋼板として製造され、さらに、この鋼板を素材として電気抵抗溶接、TIG溶接、レーザー溶接などの通常のステンレス鋼管の製造方法によって溶接管として製造される。
【0039】
このステンレス鋼管は、曲げ加工、拡管加工、絞り加工といった冷間での塑性加工やスポット溶接、プロジェクション溶接、MIG溶接、TIG溶接といった溶接やろう付け、あるいはボルトナットによる種々の金具の取り付けなどの通常の成型、組立工程を経て給油管に成型される。
【0040】
結束部品としては、炭素鋼、低合金鋼、ステンレス鋼などの鉄系金属材料やアルミ、アルミ合金、チタン、チタン合金、銅合金、マグネシウム合金などの非鉄金属材料からなる金属材料で構成した金具のほか、金具以外の非金属材料で構成した結束部品として、エポキシ、ポリカーボネートなどの樹脂あるいはガラス繊維、炭素繊維などで強化したFRPを用いた成型品等を使用してかまわない。
【0041】
結束部品に金具を使用する場合、素材としては、鋼管部材と同一素材であることが望ましい。金具が腐食されても給油管内部の燃料が漏れることはないと考えられがちであるが、金具部品の腐食は隙間内部の環境を過酷化させ、その結果として鋼管部材側の隙間腐食を誘起・加速させることになるからである。
【実施例】
【0042】
実施例に基づいて、本発明をより詳細に説明する。
【0043】
表1に示す組成のフェライト系ステンレス鋼を150kg真空溶解炉で溶製し、50kg鋼塊に鋳造した後、熱延−熱延板焼鈍−酸洗−冷延−焼鈍−仕上酸洗の工程を通して板厚0.8mmの鋼板を作製した。
【0044】
【表1−1】

【表1−2】
【0045】
<隙間サンプルの作製>
前記鋼板素材より、t0.8×70×70サイズの大板およびt0.8×40×40サイズの小板を採取した(大板は鋼管部材、小板は結束部品(金具部品)を模擬したものである)。これら2枚の中央部にφ5mmのボルトナット締結用の穴を開け、大板と小板のそれぞれについてカチオン電着塗装を施した。塗料は、日本ペイント(株)製PN−110を用い、浴温28℃、塗装電圧170Vで通電し、塗膜厚みが一般部において20〜25μmになるように条件選定した。焼付条件は、170℃×20分とした。その後、φ4mmのポリカーボネート製のボルト14とナット15を用いて大板11と小板12を締結し、図2(a)(b)に示すような隙間サンプルを作製した(本発明例20〜55、比較例102、103)。大板11と小板12との隙間構造部3は両者の塗膜13で接している。また、比較例101については、大板11と小板12に電着塗装を行う前にボルト14とナット15を用いて2枚を締結し、その後カチオン電着塗装を施した。その結果、図2(a)(c)に示すように、隙間構造部3にわずかな隙間が形成され、隙間構造部3については塗膜を有しない大板11と小板12が対面することとなった。なお、図2(c)において、隙間構造部3については違いを明確にするために実際よりも大きな隙間を描いている。
【0046】
一部の隙間サンプルの作成においては、大板に表1に示す組成E01のフェライト系ステンレス鋼を用い、小板を非金属材料(ポリカーボネート樹脂)で構成した。本発明例No.56は、大板のみカチオン電着塗装を施し、その後、φ4mmのポリカーボネート製のボルトとナットを用いて大板と小板を締結し、隙間サンプルを作成した。比較例No.104については、カチオン電着塗装を施す前に、ボルトとナットを用いて大板と子板の2枚を締結し、その後カチオン電着塗装を施した。
【0047】
これらの隙間サンプルについて、大板の裏端面をシールした後、塩害環境を模擬したJASO−M609−91規定のサイクル腐食試験(塩水噴霧:5%NaCl噴霧35℃×2Hr、乾燥:相対湿度20%、60℃×4Hr、湿潤:相対湿度90%、50℃×2Hrの繰り返し)に供した。試験期間は300サイクルとした。300サイクル経過後にボルトナットを外して塗膜剥離剤に浸漬して塗膜を剥離した後、隙間内部における腐食深さを顕微鏡焦点深度法により測定した。10点の測定を行い、その最大値をサンプルの代表値とした。最大腐食深さ400μm以下を良好とした。
【0048】
サンプルの履歴、評価方法、評価結果を表2に示す。
【0049】
【表2】
【0050】
本発明No.20〜55は隙間内部の全面積にわたって確実に隙間外の一般部と同等の塗膜が確実に形成されているため、また本発明例No.56は小板にポリカーボネート樹脂を用いるとともに隙間の大板側に確実に隙間外の一般部と同等の塗膜が確実に形成されているため、極めて優れた耐食性が得られた。
【0051】
比較例No.101及び104については、素材は本発明の条件を満たすが、隙間部を形成した後に電着塗装を行ったため、満足すべき耐隙間腐食性が得られていない。比較例No.102は現用素材であるX01(SUS436L)を用いた場合の試験結果である。SUS436Lを用いているので耐隙間腐食性は良好であったが、素材が高価なためにコスト低減効果を得ることができなかった。比較例No.103は素材が本発明範囲外の11Cr鋼の結果である。隙間部形成前に電着塗装を行って塗膜を形成させても、素材の耐食性が不十分であり、塗膜下腐食が進行してやがて激しい隙間腐食に至る。本発明例No.24(素材E05)と比較例No.103を対比すると、隙間内に塗膜が形成された場合、Cr量11%から13%の間で耐食性が急激に遷移することがわかる。
【符号の説明】
【0052】
1 鋼管部材
1a メインパイプ
1b ブリーザーチューブ
2 結束部品
3 隙間構造部
4 ボルトナット
5 ボルト穴
6 ロウ付け
11 大板
12 小板
13 塗膜
14 ボルト
15 ナット
【技術分野】
【0001】
本発明は、自動車用の給油管に関する。特に、現用のSUS436Lより廉価な素材より成り、かつ現用材相当の耐食性を確保した給油管に関する。
【背景技術】
【0002】
自動車用の給油管には、米国の法規制で15年間もしくは15万マイル走行の寿命保証が義務付けられており、ステンレス鋼(SUS436L:17Cr−1.2Mo)を素材とした給油管が既に実用化されている。
【0003】
北米地区を走行する自動車は融雪塩環境に曝されるので給油管に適用される素材には優れた塩害耐食性が求められ、従来SUS436Lが適用されてきたが、昨今の資源価格高騰を背景として素材コスト低減の要求が生じてきている。SUS436Lは高価なMoを1%程度含有しており、Moを含まないAISI439鋼(17Cr)に代替するだけでも大きなコスト低減効果が得られる。
【0004】
しかしながら、素材の合金元素削減は耐食性劣化を招来する。そこで、素材の低級化による弱点を別の方法で補う必要がある。
【0005】
給油管における腐食懸念部位は、塩害環境に曝される給油管外面側の隙間構造部である。従来、隙間部の塩害耐食性を向上させる手段としてカチオン電着塗装が用いられてきた。
【0006】
例えば、特許文献1では、SUS436パイプを素材としてプロジェクション溶接を用いて組み立てた給油管にカチオン電着塗装を施す製造方法が開示されている。しかしながら、この技術ではSUS436を素材としたものであり、発明者らの知見によればSUS436においても防錆が完全とはいえない。従って、より低級な素材を用いた場合に、この技術で充分な防錆効果が得られるとは確認できない。
【0007】
また、特許文献2では、SUS436を素材として組み立てた給油管に静電塗装を施して隙間腐食を防止する技術が開示されている。あるいは、特許文献3では、ステンレス鋼製給油管に耐チップ塗装を施し、チッピングを受けても十分な防錆性を確保する技術が示されている。しかしながら、これらの技術は電着塗装の場合よりも塗装コストがかかる。一方、隙間内部には塗装できないため、十分な防錆効果が得られる保証はない。
【0008】
一方、塗装以外の防錆方法についても提示されている。例えば、特許文献4では、ステンレス鋼製給油管の組み立てにおける溶接、ろう付け、塑性加工などによって不働態皮膜が損なわれた部位や隙間部位に亜鉛の犠牲陽極を配して犠牲防食する技術が開示されている。しかしながら、腐食懸念部位の全てに亜鉛を配するのは煩雑であるし手間がかかる。また、亜鉛も高価な金属である。更に、亜鉛は塩害環境で消耗し易いので必要量が嵩むとの問題がある。これらのことから、給油管において犠牲防食は現実的な技術とは言い難い。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2002−242779号公報
【特許文献2】特開2004−210003号公報
【特許文献3】特開2006−231207号公報
【特許文献4】特開2005−206064号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、SUS436Lより低級な素材を用いることを前提とし、ステンレス鋼の弱点である塩害耐食性、特に隙間構造部における耐食性を確保することを目的とする。
【課題を解決するための手段】
【0011】
本発明者らは、廉価であることを目的とする場合の防食法としては従来からも実績のあるカチオン電着塗装が最適であることを想起し、電着塗装およびその対象を工夫することで防食性を高め、その効果を素材低級化に還付できると考えた。そこで、先ず、電着塗装を施したSUS436L製給油管の隙間内部の塗膜形成状況を調査すると共に、給油管全体を塩害腐食試験に供して腐食状況を詳細に観察した。その結果、隙間内部に塗膜が形成されていなかった部位の腐食は、僅かでも塗膜が形成された部位よりも腐食損傷が激しいことを知見した。そして、隙間構造を形成させる前に、隙間内部を形成する部位に予め塗膜を形成させておけば腐食問題は生じないことも明らかにした。
【0012】
本発明は前記知見に基づいて構成したものであり、その要旨は以下の通りである。
(1)質量%で、C:≦0.015%、Si:0.01〜0.50%、Mn:0.01〜0.50%、P≦0.050%、S:≦0.010%、N:≦0.015%、Al:0.010〜0.100%、Cr:13.0〜18.0%、を含有し、更に、Ti:0.03〜0.30%およびNb:0.03〜0.30%の1種または2種を含有し、残部がFeおよび不可避的不純物より成るフェライト系ステンレス鋼を素材とした鋼管から成型した鋼管部材と、前記鋼管部材に取り付けられた結束部品からなる給油管であって、前記鋼管部材に取り付けられる結束部品と鋼管部材との間において、塩害環境に曝される表面に隙間構造部を有し、前記隙間構造部内部の結束部品と鋼管部材の両方または鋼管部材のみの全面積に対してカチオン電着塗膜が形成されていることを特徴とする給油管。
(2)前記鋼管部材は質量%で、さらにB:0.0002〜0.0050%、Sn:0.01〜0.50%、Ni:0.5%以下、Cu:0.5%以下、Mo:0.5%以下、V:0.5%以下、Co:0.5%以下、Mg:0.005%以下、Ca:0.005%以下、Zr:0.1%以下,La:0.1%以下,Y:0.1%以下,Hf:0.1%以下,REM:0.1%以下の1種または2種以上を含有することを特徴とする上記(1)に記載の給油管。
(3)前記隙間構造部において、前記鋼管部材と結束部品それぞれの表面にカチオン電着塗膜を有し、隙間構造部において当該カチオン電着塗膜同士が接触していることを特徴とする上記(1)又は(2)に記載の給油管。
(4)前記結束部品は、ボルトナットによって鋼管部材に締結されていることを特徴とする上記(1)乃至(3)のいずれかに記載の給油管。
(5)結束部品の鋼管部材への取り付け方法がボルトナットによる機械的締結であり、予め結束部品と鋼管部材に対して別々にまたは鋼管部材のみにカチオン電着塗装を施した後に締結することを特徴とする上記(1)、(2)又は(4)に記載の給油管の製造方法。
【発明の効果】
【0013】
本発明によって、塩害耐食性を安定的に確保しつつ廉価な給油管が提供できるので、産業上の効果は大きい。
【図面の簡単な説明】
【0014】
【図1】ボルトナットによって給油管本体に結束部品が締結された状態を示す図である。
【図2】隙間サンプルを示す図であり、(a)は上面図、(b)(c)はA−A矢視部分断面図であり、(b)は隙間形成前に塗装した例、(c)は隙間形成後に塗装した比較例である。
【図3】従来の給油管に存在する隙間構造の例を示す図である。
【発明を実施するための形態】
【0015】
以下、本発明について詳細に説明する。
【0016】
従来の給油管には、図3に例示するような隙間構造部が含まれる。図3は、鋼管部材であるメインパイプとブリーザーチューブを結束して車体に固定するための結束部品(金具部品)が溶接によって取り付けられている様子を示しており、結束部品(金具部品)とメインパイプあるいはブリーザーチューブの溶接部近傍に隙間が形成されている様子を示す。このような隙間の内部に電着塗膜を形成させるのは通常は困難である。隙間開口量が小さすぎるため、電着塗料液が隙間内部に侵入し得ないためである。本発明において、結束部品としては後述のように金属材料と非金属材料のいずれを用いても良い。結束部品として金属材料を用いる場合、結束部品を金具部品ともいう。
【0017】
本発明においては、鋼管部材を結束する結束部品(金具部品)について、溶接によって取り付けることをしない。そして図1に例示するように、隙間構造部3において、鋼管部材1と結束部品(金具部品)2それぞれの表面にカチオン電着塗膜を有し、隙間構造部3において当該カチオン電着塗膜同士が接触している構造とすることにより、この問題を解決した。結束部品を非金属材料で構成する場合には、隙間構成部にカチオン電着塗膜を有するのは鋼管部材のみとし、結束部品にはカチオン電着塗膜を形成しなくても良い。鋼管部材1と結束部品(金具部品)2とを結合して隙間構造部を形成する前に、鋼管部材1と結束部品(金具部品)2のそれぞれ又は鋼管部材1のみの表面にカチオン電着塗膜を形成する。特に、鋼管部材1と結束部品(金具部品)2の表面であって隙間構造部3を形成する部分についてカチオン電着塗膜を形成する。その後、鋼管部材1と結束部品(金具部品)2とを結合して隙間構造部3を形成することにより、隙間構造部3内部の結束部品と鋼管部材の両方または鋼管部材のみの全面積に対してカチオン電着塗膜が形成されていることとなる。鋼管部材1と結束部品(金具部品)2両方の表面であって隙間構造部3を形成する部分についてカチオン電着塗膜を形成した後に鋼管部材1と結束部品(金具部品)2とを結合して隙間構造部3を形成することにより、隙間構造部3において、鋼管部材1と結束部品2のそれぞれの表面にカチオン電着塗膜を有し、隙間構造部3においてカチオン電着塗膜同士が接触していることとなる。また、本発明の給油管は、図1に示すように、結束部品(金具部品)2は、ボルトナット4によって締結されていると好ましい。
【0018】
また、本発明の給油管の製造方法において、図1に例示するような、ボルトナット4を用いて結束部品(金具部品)2を給油管本体の鋼管部材1に機械的に締結する場合は、予め結束部品(金具部品)2と鋼管部材1を別々にまたは鋼管部材のみに塗装した後に締結する方法を採ることによって隙間構造部3内部の全面積(隙間構造部3内部を形成する全ての部位)にわたってカチオン電着塗膜を確実に形成させることができるので、上記本発明の給油管とすることができる。結束部品が金属材料で構成される場合には結束部品と鋼管部材の両方に別々にカチオン電着塗装を施した後に結束する。結束部材が非金属材料で構成される場合には鋼管部材のみにカチオン電着塗装を施した後に結束しても良い。
【0019】
次に、鋼管部材の素材について説明する。ここで言う鋼管部材とは、内部に燃料ガスが充満するメインパイプとブリーザーチューブのことを意味する。
【0020】
本発明では、SUS436Lより合金元素含有量が少なく、Moは無論、Ni,Cuなどの耐食性向上元素を含有せず、廉価な素材であることに特長を持たせる。具体的には、以下の組成より成るフェライト系ステンレス鋼を素材とする。
【0021】
C、N:CおよびNは、溶接熱影響部における粒界腐食の原因となる元素であり、耐食性を劣化させる。また、冷間加工性を劣化させる。このため、C,Nの含有量は可及的低レベルに制限すべきであり、C、Nの上限は0.015%とするのが望ましく、より望ましは0.010%である。なお、下限値は特に規定するものではないが、精錬コストを考慮して、C:0.0010%、N:0.0050%とするのが良い。
【0022】
Si:Siは精錬工程における脱酸元素として有用であり、0.01%以上を含有させるが、加工性を劣化させるため多量に含有させるべきではなく上限を0.50%に制限するのがよい。好ましい範囲は0.10〜0.30%である。
【0023】
Mn:Mnも脱酸元素、S固定元素として0.01%以上を含有させるが、Mnも加工性を劣化させるため多量に含有させるべきではなく上限を0.50%に制限するのがよい。好ましい範囲は、0.10〜0.30%である。
【0024】
P:Pは加工性を著しく劣化させる元素である。このため、Pの含有量は可及的低レベルが望ましい。許容可能な含有量の上限を0.050%とする。望ましいPの上限値は0.030%である。
【0025】
S:Sは耐食性を劣化させる元素であるため、Sの含有量は可及的低レベルが望ましい。許容可能な含有量の上限を0.010%とする。望ましいS含有量の上限値は0.0050%である。
【0026】
Cr:Crは耐食性を確保する基本的元素であり適量の含有が必須であり、Cr含有量の下限を13.0%とする必要がある。一方、加工性を劣化させる元素であることと合金コスト抑制の観点から上限含有量を18.0%に設定するのがよい。Cr含有量の好ましい範囲は15.0%〜17.5%であり、より好ましくは16.5%〜17.5%である。
【0027】
Al:Alは脱酸元素として有用であり、脱酸に必要な最小量として0.010%を含有させるが、加工性を劣化させるため多量に含有させるべきではなく上限を0.100%に制限するのがよい。好ましくは、含有量の上限を0.070%とするのが良い。
【0028】
本発明においては、TiとNbの1種又は2種を含有する。
【0029】
Ti:TiはC,Nを炭窒化物として固定して粒界腐食を抑制する作用を有する。このため0.03%を下限として含有させるが、過剰に含有させても効果は飽和し加工性を損なうため、含有量の上限を0.30%とする。なお、Tiの適正含有量としてC,N合計含有量の5倍量以上かつ30倍量以下が望ましい。Tiは、CとNの合計量の10倍〜25倍の範囲で含有させるのが好ましい。
【0030】
Nb:NbはTiと同様に、NbはC,Nを炭窒化物として固定して粒界腐食を抑制する作用を有するので0.03%を下限として含有させるが、過剰に含有させると加工性を損なうため含有量の上限を0.30%とする。なお、Nbの適正含有量としてC,N合計含有量の5倍量以上かつ30倍量以下がよい。Nbは、CとNの合計量の10倍〜20倍の範囲で含有させるのが好ましい。
【0031】
B:Bは2次加工脆化や熱間加工性劣化を防止するのに有用な元素であり、耐食性には影響を与えない元素である。このため必要に応じて0.0002%を下限として含有させるが、0.0050%を超えるとかえって熱間加工性が劣化するので、上限を0.0050%とするのが良い。好ましくは、B含有量の上限を0.0020%とするのが良い。
【0032】
Sn:Snは微量の含有で耐食性を向上させるのに有用な元素であり、必要に応じて廉価性を損なわない範囲で含有させる。含有量0.01%未満では耐食性向上効果は発現されず、0.50%を超えるとコスト増が顕在化すると共に加工性も低下するので、含有量0.01〜0.50%を適正範囲とする。好ましくは0.05%から0.40%とするのが良い。
【0033】
Ni、Cu、Mo、V、Co:これら元素は耐銹性を向上させる元素であり、本発明においては含有しない。ただし、必要に応じて廉価性を損なわない範囲で含有させることができる。Snとの相乗効果によりその効果がより顕著になる。Ni、Cu、Moは、含有される場合、それぞれその効果が発現する0.05%以上とする。Ni、Cuの好ましい範囲は0.1〜0.4%、Moの好ましい範囲は0.1〜0.3%である。V、Coは、含有させる場合、それぞれその効果が発現する0.01%以上とする。但し、過度な添加は合金コストの上昇や製造性の低下に繋がるため、上限を0.5%とする。
【0034】
Mg:Mgは溶鋼中でAlとともにMg酸化物を形成し脱酸剤として作用する他、TiNの晶出核として作用する。TiNは凝固過程においてフェライト相の凝固核となり、TiNの晶出を促進させることで、凝固時にフェライト相を微細生成させることができる。凝固組織を微細化させることにより、製品のリジングやロ−ピングなどの粗大凝固組織に起因した表面欠陥を防止できる他、加工性の向上をもたらすため、廉価性を損なわない範囲で、必要に応じて含有させることができる。含有する場合は、これら効果を発現する0.0001%とする。但し、0.005%を超えると製造性が劣化するため、上限を0.005%とする。好ましくは、製造性を考慮して0.0003〜0.002%とする。
【0035】
Ca:Caは熱間加工性や鋼の清浄度を向上させる元素であり、必要に応じて廉価性を損なわない範囲で含有させることができる。含有する場合は、これら効果を発現する0.0003%以上とする。しかし、過度の添加は、製造性の低下やCaSなどの水溶性介在物による耐銹性の低下に繋がるため、上限を0.005%とする。好ましくは、製造性や耐銹性を考慮して0.0003〜0.0015%とする。
【0036】
Zr、La、Y、Hf、REM:これら元素は熱間加工性や鋼の清浄度を向上させ、耐酸化性や熱間加工性を著しく向上させる効果を持つため、必要に応じて廉価性を損なわない範囲で含有させることができる。含有させる場合は、それぞれその効果が発現する0.001%以上とする。しかし、過度の添加は、合金コストの上昇と製造性の低下に繋がるため、上限をそれぞれ0.1%とする。好ましくは、効果と経済性および製造性を考慮して、1種または2種以上で0.001〜0.05%とする。
【0037】
残部Feおよび不可避的不純物:上記に記載の元素以外は、Feと不可避的不純物からなる。
【0038】
前記組成より成るステンレス鋼は、転炉や電気炉などで溶製、精錬された鋼片を熱間圧延、酸洗、冷延、焼鈍、仕上酸洗等を施す通常のステンレス鋼板の製造方法によって鋼板として製造され、さらに、この鋼板を素材として電気抵抗溶接、TIG溶接、レーザー溶接などの通常のステンレス鋼管の製造方法によって溶接管として製造される。
【0039】
このステンレス鋼管は、曲げ加工、拡管加工、絞り加工といった冷間での塑性加工やスポット溶接、プロジェクション溶接、MIG溶接、TIG溶接といった溶接やろう付け、あるいはボルトナットによる種々の金具の取り付けなどの通常の成型、組立工程を経て給油管に成型される。
【0040】
結束部品としては、炭素鋼、低合金鋼、ステンレス鋼などの鉄系金属材料やアルミ、アルミ合金、チタン、チタン合金、銅合金、マグネシウム合金などの非鉄金属材料からなる金属材料で構成した金具のほか、金具以外の非金属材料で構成した結束部品として、エポキシ、ポリカーボネートなどの樹脂あるいはガラス繊維、炭素繊維などで強化したFRPを用いた成型品等を使用してかまわない。
【0041】
結束部品に金具を使用する場合、素材としては、鋼管部材と同一素材であることが望ましい。金具が腐食されても給油管内部の燃料が漏れることはないと考えられがちであるが、金具部品の腐食は隙間内部の環境を過酷化させ、その結果として鋼管部材側の隙間腐食を誘起・加速させることになるからである。
【実施例】
【0042】
実施例に基づいて、本発明をより詳細に説明する。
【0043】
表1に示す組成のフェライト系ステンレス鋼を150kg真空溶解炉で溶製し、50kg鋼塊に鋳造した後、熱延−熱延板焼鈍−酸洗−冷延−焼鈍−仕上酸洗の工程を通して板厚0.8mmの鋼板を作製した。
【0044】
【表1−1】
【表1−2】
【0045】
<隙間サンプルの作製>
前記鋼板素材より、t0.8×70×70サイズの大板およびt0.8×40×40サイズの小板を採取した(大板は鋼管部材、小板は結束部品(金具部品)を模擬したものである)。これら2枚の中央部にφ5mmのボルトナット締結用の穴を開け、大板と小板のそれぞれについてカチオン電着塗装を施した。塗料は、日本ペイント(株)製PN−110を用い、浴温28℃、塗装電圧170Vで通電し、塗膜厚みが一般部において20〜25μmになるように条件選定した。焼付条件は、170℃×20分とした。その後、φ4mmのポリカーボネート製のボルト14とナット15を用いて大板11と小板12を締結し、図2(a)(b)に示すような隙間サンプルを作製した(本発明例20〜55、比較例102、103)。大板11と小板12との隙間構造部3は両者の塗膜13で接している。また、比較例101については、大板11と小板12に電着塗装を行う前にボルト14とナット15を用いて2枚を締結し、その後カチオン電着塗装を施した。その結果、図2(a)(c)に示すように、隙間構造部3にわずかな隙間が形成され、隙間構造部3については塗膜を有しない大板11と小板12が対面することとなった。なお、図2(c)において、隙間構造部3については違いを明確にするために実際よりも大きな隙間を描いている。
【0046】
一部の隙間サンプルの作成においては、大板に表1に示す組成E01のフェライト系ステンレス鋼を用い、小板を非金属材料(ポリカーボネート樹脂)で構成した。本発明例No.56は、大板のみカチオン電着塗装を施し、その後、φ4mmのポリカーボネート製のボルトとナットを用いて大板と小板を締結し、隙間サンプルを作成した。比較例No.104については、カチオン電着塗装を施す前に、ボルトとナットを用いて大板と子板の2枚を締結し、その後カチオン電着塗装を施した。
【0047】
これらの隙間サンプルについて、大板の裏端面をシールした後、塩害環境を模擬したJASO−M609−91規定のサイクル腐食試験(塩水噴霧:5%NaCl噴霧35℃×2Hr、乾燥:相対湿度20%、60℃×4Hr、湿潤:相対湿度90%、50℃×2Hrの繰り返し)に供した。試験期間は300サイクルとした。300サイクル経過後にボルトナットを外して塗膜剥離剤に浸漬して塗膜を剥離した後、隙間内部における腐食深さを顕微鏡焦点深度法により測定した。10点の測定を行い、その最大値をサンプルの代表値とした。最大腐食深さ400μm以下を良好とした。
【0048】
サンプルの履歴、評価方法、評価結果を表2に示す。
【0049】
【表2】
【0050】
本発明No.20〜55は隙間内部の全面積にわたって確実に隙間外の一般部と同等の塗膜が確実に形成されているため、また本発明例No.56は小板にポリカーボネート樹脂を用いるとともに隙間の大板側に確実に隙間外の一般部と同等の塗膜が確実に形成されているため、極めて優れた耐食性が得られた。
【0051】
比較例No.101及び104については、素材は本発明の条件を満たすが、隙間部を形成した後に電着塗装を行ったため、満足すべき耐隙間腐食性が得られていない。比較例No.102は現用素材であるX01(SUS436L)を用いた場合の試験結果である。SUS436Lを用いているので耐隙間腐食性は良好であったが、素材が高価なためにコスト低減効果を得ることができなかった。比較例No.103は素材が本発明範囲外の11Cr鋼の結果である。隙間部形成前に電着塗装を行って塗膜を形成させても、素材の耐食性が不十分であり、塗膜下腐食が進行してやがて激しい隙間腐食に至る。本発明例No.24(素材E05)と比較例No.103を対比すると、隙間内に塗膜が形成された場合、Cr量11%から13%の間で耐食性が急激に遷移することがわかる。
【符号の説明】
【0052】
1 鋼管部材
1a メインパイプ
1b ブリーザーチューブ
2 結束部品
3 隙間構造部
4 ボルトナット
5 ボルト穴
6 ロウ付け
11 大板
12 小板
13 塗膜
14 ボルト
15 ナット
【特許請求の範囲】
【請求項1】
質量%で、C:≦0.015%、Si:0.01〜0.50%、Mn:0.01〜0.50%、P≦0.050%、S:≦0.010%、N:≦0.015%、Al:0.010〜0.100%、Cr:13.0〜18.0%、を含有し、更に、Ti:0.03〜0.30%およびNb:0.03〜0.30%の1種または2種を含有し、残部がFeおよび不可避的不純物より成るフェライト系ステンレス鋼を素材とした鋼管から成型した鋼管部材と、前記鋼管部材に取り付けられた結束部品からなる給油管であって、前記鋼管部材に取り付けられる結束部品と鋼管部材との間において、塩害環境に曝される表面に隙間構造部を有し、前記隙間構造部内部の結束部品と鋼管部材の両方または鋼管部材のみの全面積に対してカチオン電着塗膜が形成されていることを特徴とする給油管。
【請求項2】
前記鋼管部材は質量%で、さらにB:0.0002〜0.0050%、Sn:0.01〜0.50%、Ni:0.5%以下、Cu:0.5%以下、Mo:0.5%以下、V:0.5%以下、Co:0.5%以下、Mg:0.005%以下、Ca:0.005%以下、Zr:0.1%以下,La:0.1%以下,Y:0.1%以下,Hf:0.1%以下,REM:0.1%以下の1種または2種以上を含有することを特徴とする請求項1に記載の給油管。
【請求項3】
前記隙間構造部において、前記鋼管部材と結束部品のそれぞれの表面にカチオン電着塗膜を有し、隙間構造部において当該カチオン電着塗膜同士が接触していることを特徴とする請求項1又は2に記載の給油管。
【請求項4】
前記結束部品は、ボルトナットによって鋼管部材に締結されていることを特徴とする請求項1乃至3のいずれかに記載の給油管。
【請求項5】
結束部品の鋼管部材への取り付け方法がボルトナットによる機械的締結であり、予め結束部品と鋼管部材に対して別々にまたは鋼管部材のみにカチオン電着塗装を施した後に締結することを特徴とする請求項1、2又は4に記載の給油管の製造方法。
【請求項1】
質量%で、C:≦0.015%、Si:0.01〜0.50%、Mn:0.01〜0.50%、P≦0.050%、S:≦0.010%、N:≦0.015%、Al:0.010〜0.100%、Cr:13.0〜18.0%、を含有し、更に、Ti:0.03〜0.30%およびNb:0.03〜0.30%の1種または2種を含有し、残部がFeおよび不可避的不純物より成るフェライト系ステンレス鋼を素材とした鋼管から成型した鋼管部材と、前記鋼管部材に取り付けられた結束部品からなる給油管であって、前記鋼管部材に取り付けられる結束部品と鋼管部材との間において、塩害環境に曝される表面に隙間構造部を有し、前記隙間構造部内部の結束部品と鋼管部材の両方または鋼管部材のみの全面積に対してカチオン電着塗膜が形成されていることを特徴とする給油管。
【請求項2】
前記鋼管部材は質量%で、さらにB:0.0002〜0.0050%、Sn:0.01〜0.50%、Ni:0.5%以下、Cu:0.5%以下、Mo:0.5%以下、V:0.5%以下、Co:0.5%以下、Mg:0.005%以下、Ca:0.005%以下、Zr:0.1%以下,La:0.1%以下,Y:0.1%以下,Hf:0.1%以下,REM:0.1%以下の1種または2種以上を含有することを特徴とする請求項1に記載の給油管。
【請求項3】
前記隙間構造部において、前記鋼管部材と結束部品のそれぞれの表面にカチオン電着塗膜を有し、隙間構造部において当該カチオン電着塗膜同士が接触していることを特徴とする請求項1又は2に記載の給油管。
【請求項4】
前記結束部品は、ボルトナットによって鋼管部材に締結されていることを特徴とする請求項1乃至3のいずれかに記載の給油管。
【請求項5】
結束部品の鋼管部材への取り付け方法がボルトナットによる機械的締結であり、予め結束部品と鋼管部材に対して別々にまたは鋼管部材のみにカチオン電着塗装を施した後に締結することを特徴とする請求項1、2又は4に記載の給油管の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2012−197071(P2012−197071A)
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2011−277173(P2011−277173)
【出願日】平成23年12月19日(2011.12.19)
【出願人】(503378420)新日鐵住金ステンレス株式会社 (247)
【Fターム(参考)】
【公開日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成23年12月19日(2011.12.19)
【出願人】(503378420)新日鐵住金ステンレス株式会社 (247)
【Fターム(参考)】
[ Back to top ]