
給湯機およびその製造方法
【課題】貯湯タンクの保温性能の経年的低下を抑制し得る給湯機およびその製造方法を提供する。
【解決手段】本発明の給湯機は、給湯用の温水を貯留する貯湯タンク1を有する給湯機Dであって、円筒形状を有する貯湯タンク1の周りに非真空断熱材である断熱材20a、20bが設けられ、さらに、該断熱材20a、20bの外側に貯湯タンク1の外周形状に沿って湾曲した真空断熱材19が設けられる。
また、本発明の給湯機の製造方法は、給湯用の温水を貯留する貯湯タンク1を有する給湯機Dの製造方法であって、円筒形状を有する貯湯タンク1の周りに非真空断熱材である断熱材20a、20bを設け、さらに、該断熱材20a、20bの外側に貯湯タンク1の外周形状に沿って湾曲した真空断熱材19を設けている。
【解決手段】本発明の給湯機は、給湯用の温水を貯留する貯湯タンク1を有する給湯機Dであって、円筒形状を有する貯湯タンク1の周りに非真空断熱材である断熱材20a、20bが設けられ、さらに、該断熱材20a、20bの外側に貯湯タンク1の外周形状に沿って湾曲した真空断熱材19が設けられる。
また、本発明の給湯機の製造方法は、給湯用の温水を貯留する貯湯タンク1を有する給湯機Dの製造方法であって、円筒形状を有する貯湯タンク1の周りに非真空断熱材である断熱材20a、20bを設け、さらに、該断熱材20a、20bの外側に貯湯タンク1の外周形状に沿って湾曲した真空断熱材19を設けている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、給湯用の加熱した温水を貯留する真空断熱材を設置した貯湯タンクを有する給湯機およびその製造方法に関する。
【背景技術】
【0002】
従来の給湯機として、例えば、特許文献1に記載される貯湯タンクは、最高約90℃の温水が貯湯されることから、内部の温水が冷めないように保温性能を向上させることを目的として、貯湯タンクの廻りに真空断熱材を密着させて取り付けている。
また、特許文献2に記載される貯湯タンクにおいては、円筒形状を有する貯湯タンクと真空断熱材との間にラミネート紙を取り付けて、その外側に平坦な真空断熱材を設けることにより、真空断熱材を貯湯タンクに直接密着させない構成として、断熱性能の向上を図っている。その他にも、特許文献2では、貯湯タンクと真空断熱材とを僅かに離間させて、その間に硬質発泡ウレタン部材を介装させることも提案されている。
【特許文献1】特許4001184号公報(段落0031〜0035、図1、図2等)
【特許文献2】特開2008−107015号公報(段落0012、0013、0027、図1、図2、図12等)
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところで、上述の特許文献1の真空断熱材を貯湯タンクに直接密着させ取り付ける構成は、真空断熱材が熱に弱く熱劣化するため、最高約90℃の温水を貯湯するヒートポンプ式給湯機等では、経年変化により、真空断熱材の保温性能が年々低下するという問題がある。
【0004】
また、特許文献2の構成は、貯湯タンクと平坦な真空断熱材との間に取り付けられるラミネート紙や僅かな隙間に介装される硬質発泡ウレタン部材等により、真空断熱材の貯湯タンクからの熱負荷を軽減させる程度であり、高温の貯湯タンクによる真空断熱材の熱劣化を抑制する確実性は低く、真空断熱材の経年変化で、貯湯タンクの保温性能が年々低下するおそれがある。
【0005】
本発明は上記実状に鑑み、貯湯タンクの保温性能の経年的低下を抑制し得る給湯機およびその製造方法の提供を目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成すべく、第1の本発明に関わる給湯機は、給湯用の温水を貯留する貯湯タンクを有する給湯機であって、円筒形状を有する貯湯タンクの周りに非真空断熱材である断熱材が設けられ、さらに、該断熱材の外側に貯湯タンクの外周形状に沿って湾曲した真空断熱材が設けられている。
【0007】
第2の本発明に関わる給湯機は、給湯用の温水を貯留する貯湯タンクを有する給湯機であって、貯湯タンクの周りに設けられる発泡スチロール又はグラスウールからなる断熱材の外側に、真空断熱材が設けられている。
【0008】
第3の本発明に関わる給湯機の製造方法は、給湯用の温水を貯留する貯湯タンクを有する給湯機の製造方法であって、円筒形状を有する貯湯タンクの周りに非真空断熱材である断熱材を設け、さらに、該断熱材の外側に貯湯タンクの外周形状に沿って湾曲した真空断熱材を設けている。
【0009】
第4の本発明に関わる給湯機の製造方法は、給湯用の温水を貯留する貯湯タンクを有する給湯機の製造方法であって、貯湯タンクの周りに発泡スチロール又はグラスウールからなる断熱材を設け、該断熱材の外側に真空断熱材を設けている。
【発明の効果】
【0010】
本発明によれば、貯湯タンクの保温性能の経年的低下を抑制し得る給湯機およびその製造方法を実現できる。
【発明を実施するための最良の形態】
【0011】
以下、本発明の実施形態について添付図面を参照して説明する。
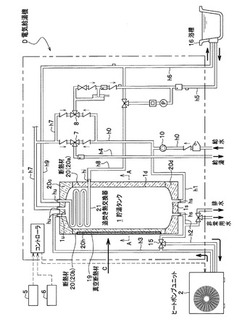
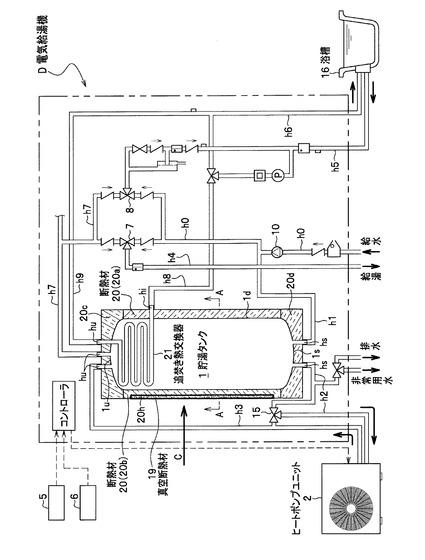
図1は、本発明に係る実施形態の給湯機Dの貯湯タンク1を縦断面で示す全体構成図であり、図2は、図1に示す貯湯タンク1のA−A線断面図である。
【0012】
<<給湯機Dの概要>>
図1、図2に示すように、実施形態の給湯機Dは、高温のお湯(温水)が貯湯される貯湯タンク1の廻りに直接一般の断熱材20を密着させ、この断熱材20の外側に真空断熱材19を取り付けている。
真空断熱材19が直接貯湯タンク1に密着しないことにより、真空断熱材19の熱劣化が防止でき、真空断熱材19の熱伝導率が時間の経過に拘わらず殆ど変化しなくなり、保温性能の低下が防げる。そのため、何時までも高断熱性能が維持できる貯湯タンク1を備えた給湯機Dを提供できる。
【0013】
具体的には、図1に示すヒートポンプユニット2のガスクーラ(図示せず)で加熱した湯を貯湯する貯湯タンク1の周りに、保温性能向上のため、貯湯タンク1側に形成した凹部20hを外周部に有する発泡スチロールなどの一般の断熱材20を、取り付けた後、この断熱材20の凹部20hに真空断熱材19を取り付けている。
【0014】
以下、実施形態の給湯機Dについて詳細に説明する。
<給湯機Dのシステム>
図1に示す給湯機Dは、ヒートポンプユニット2のガスクーラ(図示せず)において加熱した湯(温水)を貯湯タンク1に貯留し、この貯留した湯を給湯、浴槽16への湯張り、およびお風呂(浴槽16)の追焚きで利用するようにしたヒートポンプ式給湯機である。
【0015】
次に、給湯機Dのシステムについて説明する。
給湯機Dは、給湯源となる水道水などの給水を配管h0の減圧弁10を介して配管h1を通して貯湯タンク1の下部に導入し、この貯湯タンク1に導入された水道水を三方弁15を介して配管h2を通してヒートポンプユニット2に導入する。そして、この給水をヒートポンプユニット2のガスクーラ(図示せず)で加熱し、温水として、配管h3を通して貯湯タンク1の上部に導入し、貯湯タンク1内に貯留する。
こうして、貯湯タンク1に貯留された温水を、給湯用の配管h4、湯はり用のh5、h6等を介して使用箇所、例えば、給湯や浴槽16等に供給している。
【0016】
この給湯機Dにおける浴槽16への湯張りは、貯湯タンク1内から配管h7で取り出した温水を、減圧弁10を介して配管h0を通って導入した給水(水道水)とふろ混合弁8で合流させ、ふろリモコン5、台所リモコン6等のリモコンで設定された所定のふろ温度になるようにふろ混合弁8で混合度合いを変えて温水の温度調節を行い、浴槽16の湯張りを行っている。
【0017】
浴槽16内の湯または水の追い焚きは、貯湯タンク1内の上部に配設された追い焚き熱交換器21で、貯湯タンク1内の高温の湯(温水)と配管h8、h9等を通って循環させる浴槽16の湯または水とで熱交換を行い、浴槽16の湯または水を間接的に加熱するようにしている。
【0018】
給湯機Dにおける給湯は、貯湯タンク1内の湯を配管h7で取り出し、減圧弁10を介して配管h0を通って導入した給水(水道水)と給湯混合弁7で合流させ、台所リモコン6、ふろリモコン5等のリモコンで設定された所定の給湯温度になるように、給湯混合弁7で混合度合いを変えて温水の温度調節を行い、給湯を行っている。
【0019】
ここで、給湯機Dは、省電力化のために夜間の安い電力を使用して、夜間にヒートポンプユニット2を運転し、ヒートポンプユニット2での外気との熱交換により水道水等からお湯をつくり、そのお湯を貯湯タンク1に貯湯し、その貯湯したお湯を朝昼晩、使用している。
このため、貯湯タンク1は、貯湯される湯が冷却されての温度低下が少ないように、高断熱性が要求されている。
【0020】
次に、貯湯タンク1の断熱構造について説明する。
<貯湯タンク1およびその断熱構造>
図1に縦断面図で示す貯湯タンク1は、例えば、板厚の薄いステンレス鋼板を用いて、鉛直方向に延在する縦長の円筒形状に形成され、370リットル、460リットルなどの容量を有している。
この貯湯タンク1の周りには、貯湯タンク1の保温性能を向上するために、外周部(図2参照)に貯湯タンク1側に凹んで形成された凹部20hを有する発泡スチロールなどの一般の断熱材20を取り付け、更に、断熱材20より熱伝導率の低い真空断熱材19を、断熱材20の凹部である凹部20hに設けている。
【0021】
このように、真空断熱材19を断熱材20を介して貯湯タンク1に取り付けることにより、高温になる貯湯タンク1の熱で真空断熱材19が経年劣化しない構成である。
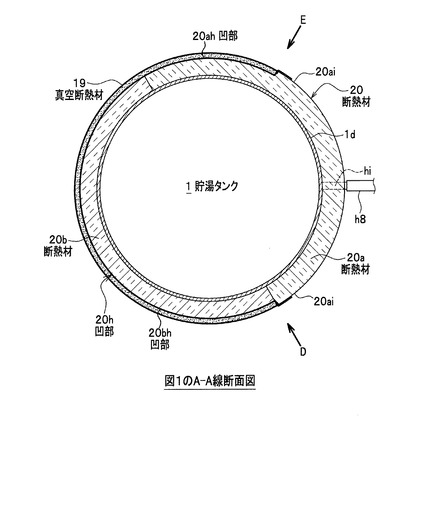
図2に示すように、断熱材20における凹部20hは、貯湯タンク1に溶接され配管hiが配置される領域を除く領域に形成されている。なお、断熱材20には、貯湯タンク1の側面板1dに溶接される配管hiが挿通するための貫通孔(図示せず)が形成されている。
貯湯タンク1に断熱材20aを取り付け後、貯湯タンク1に溶接される配管hiに、循環用の配管h8(図1参照)が接続される。
【0022】
<断熱材20(20a、20b)>
断熱材20は、発泡スチロールなどの真空断熱材以外の一般の断熱材であり、好ましくは、発泡性の断熱材が用いられる。
また、断熱材20は、図2に示すように、凹部20hが径方向の所定の角度範囲に亘って形成される。具体的には、約240°の角度範囲に亘って形成される。ただし、凹部20hが形成される角度範囲は、これより大きいものであってもよく、小さいものであってもよい。
より具体的には、貯湯タンク1の外周側面を形成する側面板1dを覆う2分割の断熱材(若しくは、断熱材片)20aおよび断熱材(若しくは、断熱材片)20bとを有している。
断熱材20aには、径方向の全体に亘って(具体的には、約180°に亘って)凹部20ahが設けられる。一方、断熱材20bには、径方向の一部に(具体的には、約60°に亘って)凹部20bhが設けられる。
【0023】
なお、図1に示すように、貯湯タンク1の上面は、一般の断熱材である上面断熱材20cで覆われ、また、貯湯タンク1の下面は、一般の断熱材である下面断熱材20dで覆われる。
図1に示す上面断熱材20cには、貯湯タンク1の上面板1uに溶接される配管huが挿通する挿通孔が形成されており、上面断熱材20cを貯湯タンク1の上面板1u上に設置後、貯湯タンク1に溶接される配管huに貯湯タンク1上部の配管h3、h7、h9が接続される。
同様に、下面断熱材20dには、貯湯タンク1の下面板1sに溶接される配管hsが挿通する挿通孔が形成されており、貯湯タンク1の下方に下面断熱材20dを設置後、貯湯タンク1に溶接される配管hsに貯湯タンク1下部の配管h1、h2が接続される。
【0024】
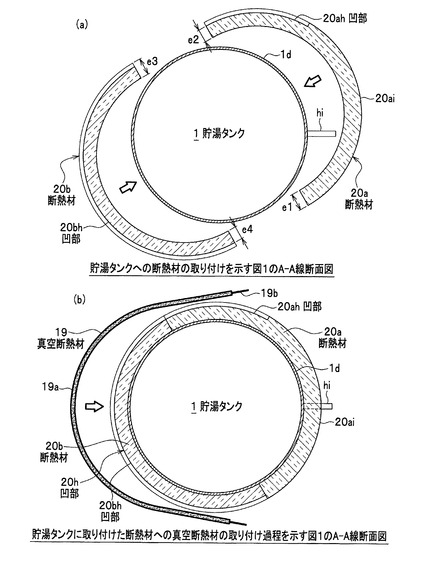
図3(a)は、貯湯タンク1への断熱材20a、20bの取り付け過程を示す図1のA−A線断面図であり、図3(b)は、貯湯タンク1に取り付けた断熱材20a、20bに真空断熱材19を取り付ける過程を示す図1のA−A線断面図である。
断熱材20aは、例えば、図3(a)に示すように、厚み寸法e1が50mmの鉛直方向の軸をもつ半円筒状の形状を有しており(図1参照)、真空断熱材19が装着されるための凹部である凹部20hを構成する凹部20ah(図3(a)参照)が外周部に形成されている。
なお、断熱材20aにおける凹部20ahの箇所の厚み寸法e2は、例えば40mmで形成されている。
【0025】
ここで、図3(a)に示す断熱材20aにおける肉厚部20aiには、前記したように、貯湯タンク1(図1参照)の側部の配管h8が接続される貯湯タンク1の側面板1dに溶接される配管hiが挿通するための挿通孔(図示せず)が形成されている。
図3(a)に示す断熱材20bは、例えば、厚み寸法e3が50mmの鉛直方向の軸をもつ半円筒状の形状を有しており(図1参照)、真空断熱材19が装着されるための凹部20hを構成する凹部20bhが外周部に形成されている。
なお、断熱材20bにおける凹部20bhの箇所の厚み寸法e4は、例えば40mmに形成されている。
【0026】
このような形状の断熱材20aは、この断熱材20aに対応する形状を有する型を用い、凹部20ahが形成された状態に成形される。ただし、これに限定されるものではなく、断熱材20aの概略形状を有する材料を成形した後、それに対して凹部20ahとなる部分を掘り込むことにより形成されるものであってもよい。
【0027】
この半円筒状の断熱材20aの凹部20ahと、半円筒状の断熱材20bの凹部20bhとで、凹部20h(図1参照)が構成されている。
この断熱材20(20a、20b)の凹部20hに、厚み寸法f1が、例えば10mmの真空断熱材19が後記するように取り付けられる。
これにより、貯湯タンク1の側面板1d上に、断熱材20a、20b、真空断熱材19で成る同一厚さ寸法50mmの断熱材層が形成される。
なお、断熱材20(20a、20b)には、貯湯タンク1に、鉛直方向に沿って設置されるサーミスタ等の温度センサ(図示せず)の逃げとなる収容孔(図示せず)または収容溝(図示せず)が形成されている。
【0028】
<真空断熱材19>
次に、真空断熱材19について説明する。
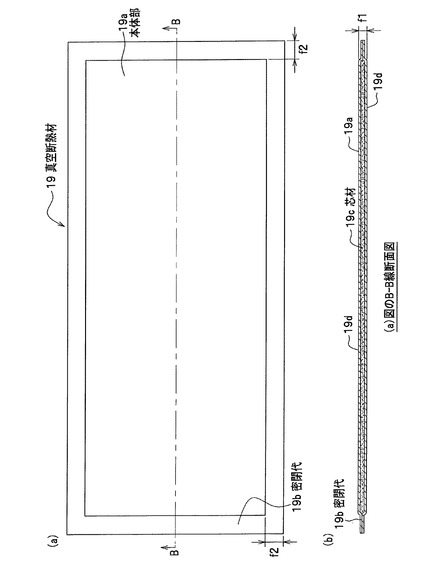
図4(a)は、実施形態の真空断熱材19の平面図であり、図4(b)は、図4(a)のB−B線断面図である。
図4(a)に示すように、真空断熱材19は、例えば、厚み寸法f1(図4(b)参照)が10mmの長方形状の本体部19aを有しており、その周囲に亘って幅寸法f2が50mm前後の密閉代19bを有している。なお、真空断熱材19の形状、寸法は、上記形状、寸法に限定されないことは言うまでもない。
真空断熱材19は、図4(b)に示すように、その内部に芯材19cとしてのグラスウールなどをアルミ製ガスバリアー性フィルム19dで包み、芯材19cがある内部を真空排気し、周囲を溶着した密閉代19bで密閉した板状の断熱材である。
【0029】
ところで、真空断熱材には、内部に配置される芯材としてのグラスウールをバインダ等で接着硬化させるものがあるが、真空断熱材19としては、芯材19cとしてのグラスウールをバインダ等の接着剤で接着硬化させないいわゆる「バインダレス」と呼ばれるタイプの真空断熱材が用いられる。かかる真空断熱材19は柔軟性を有するものであるため、真空断熱材19を容易に湾曲させることができる。
真空断熱材19では、バインダを用いない代わりに、グラスウールをポリエチレンフィルム等の袋に収容することにより、グラスウールが散らばらないように工夫されている。また、真空断熱材には、グラスウールの繊維同士を熱融着させるものもあるが、真空断熱材19としては、柔軟性を確保すべく、熱融着を行っていないものが用いられる。
【0030】
<<貯湯タンク1への断熱材20(20a、20b)、真空断熱材19の取り付け>>
図3(a)に示すように、貯湯タンク1の側面板1d(図1参照)に、凹部20ahを有する半円筒状の断熱材20aと、凹部20bhを有する半円筒状の断熱材20bとを、図3(a)の白抜き矢印で示すように、貯湯タンク1に、90℃の高温にも耐える耐熱性のホットメルト、両面テープ等で取り付ける。
【0031】
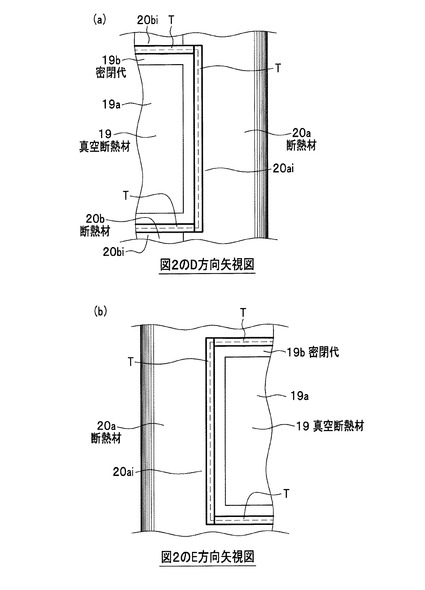
続いて、図3(b)に示すように、貯湯タンク1に取り付けた断熱材20a、20bの凹部20ah、20bhで構成される凹部20hに、図3(b)の白抜き矢印で示すように、真空断熱材19の本体部19aを配置し、図2のD方向矢視図である図5(a)、図2のE方向矢視図である図5(b)に示すように、真空断熱材19の密閉代19bを工業用テープ等のテープTで断熱材20a、20bの肉厚部20ai、20biに貼り付け、真空断熱材19を断熱材20(20a、20b)に取り付ける。
【0032】
なお、真空断熱材19を断熱材20(20a、20b)に取り付けるに当たっては、平坦な真空断熱材19を断熱材20に沿って湾曲させながら取り付けが行われる。ただし、これに限定されるものではなく、治具等を用いて先に平坦な真空断熱材19を湾曲させた後、断熱材20に取り付けるものであってもよい。
【0033】
こうして、真空断熱材19の本体部19aが断熱材20a、20bの凹部20ah、20bhで構成される凹部20hに取り付けられ、真空断熱材19の四方の密閉代19bが、断熱材20a、20bの肉厚部20ai、20biに取り付けられる。
これにより、断熱材20a、20bの凹部20hは、真空断熱材19の断熱性能が高い本体部19aで覆われるので、高断熱性能をもつ貯湯タンク1が得られる。
なお、真空断熱材19の密閉代19bを含む全体を断熱材20a、20bの凹部20hに取り付ける構成としてもよい。
【0034】
以上は、1枚の真空断熱材19を断熱材20(20a、20b)の凹部20h(図3(b)参照)に取り付ける場合を例示して説明したが、次に、複数枚の真空断熱材19を断熱材20(20a、20b)の凹部20hに取り付ける場合について説明する。
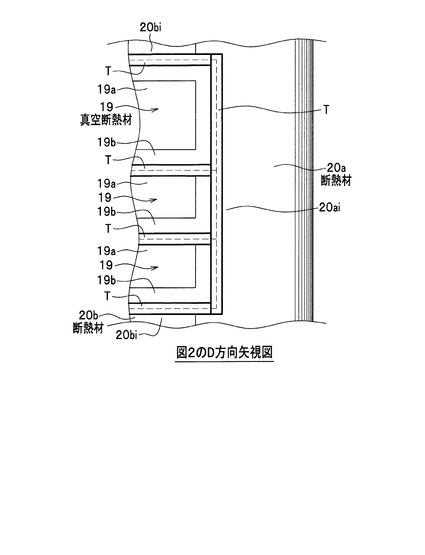
図6は、断熱材20(20a、20b)の凹部20hに、3枚の真空断熱材19を取り付けた状態を示す図2のD方向矢視図である。
【0035】
図6に示すように、3枚の真空断熱材19の本体部19aを断熱材20(20a、20b)の凹部20hに配置して真空断熱材19の密閉代19bを工業用テープ等のテープTで断熱材20a、20bの肉厚部20ai、20biに貼り付けるとともに、真空断熱材19の密閉代19bを隣接する真空断熱材19の本体部19aの上に重ねて真空断熱材19の密閉代19bと隣接する真空断熱材19の本体部19aとを工業用テープ等のテープTで貼り付け、3枚の真空断熱材19を断熱材20(20a、20b)の凹部20hに取り付けたものである。
【0036】
なお、3枚の密閉代19bを含む真空断熱材19全体を断熱材20(20a、20b)の凹部20h内に工業用テープ等のテープTで取り付ける構成としてもよい。
また、隣接する真空断熱材19の密閉代19bを互いに重ね、隣接する真空断熱材19同士を工業用テープ等のテープTで貼り付ける構成としてもよい。
このようにして、任意の枚数の真空断熱材19を断熱材20(20a、20b)の凹部20hに取り付けることができる。
【0037】
なお、断熱材20の凹部20hの肉厚は、図2及び図3に示すように、いずれの位置においても一定とされる。このため、その外周に配置される真空断熱材19は、図3に示すように、平面視円弧状となっている。ただし、これに限定されるものではなく、断熱材20の凹部20hの肉厚が位置ごとに異なるものであってもよく、その場合には、真空断熱材19は、完全な円弧状とはならず、貯湯タンク1の外面からの距離も場所ごとに異なることとなる。
【0038】
<<変形形態1>>
次に、変形形態1について説明する。
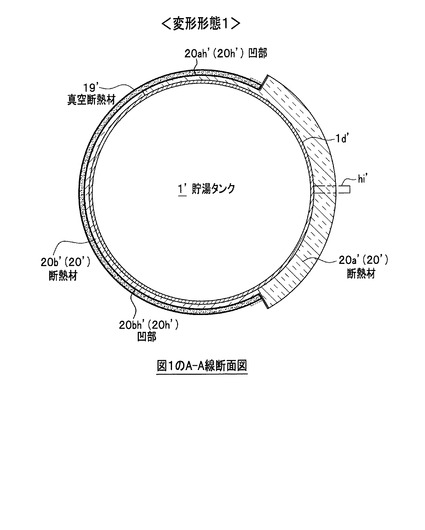
図7は、変形形態1の貯湯タンク1′の断熱構造を示す図1のA−A線断面図である。
図7に示すように、変形形態1は、断熱材20′(20a′、20b′)の外周部の貯湯タンク1′に向けて掘り込んで形成される凹部20h′を、断熱材20a′に可能な限り貯湯タンク1′に向けて掘り込んで形成した凹部20ah′と、断熱材20b′に可能な限り貯湯タンク1′に向けて掘り込んで形成した凹部20bh′とにより構成している。
これ以外の構成は、前記実施形態と同様であるので、同様な構成要素には実施形態の符号に′(ダッシュ)を付して示し、詳細な説明は省略する。
【0039】
ここで、断熱材20a′に可能な限り貯湯タンク1′に向けて掘り込んだ凹部20ah′を形成し、また、断熱材20b′に可能な限り貯湯タンク1′に向けて掘り込んだ凹部20bh′を形成するとは、真空断熱材19′の経年的低下を抑制できるとともに、断熱材20′(20a′、20b′)として構成し機能し得る断熱材20a′の凹部20ah′の箇所の肉厚および断熱材20b′の凹部20bh′の箇所の肉厚まで、貯湯タンク1′に向けて掘り込んで凹部20ah′、20bh′を形成することを意味する。
【0040】
なお、例えば、断熱材20′(20a′、20b′)として使用される発泡スチロール等の発泡材のビーズを発泡させるためには、発泡材の厚みとして、最低10mm程度が必要となる。そのため、断熱材20′(20a′、20b′)の凹部20h′(20ah′、20bh′)が形成される箇所の厚みは、発泡スチロール等を用いる場合、最低10mm程度の厚みをとっている。
こうして、貯湯タンク1′の周りに取り付けた断熱材20′(20a′、20b′)の貯湯タンク1′に向けて可能な限り掘り込んで形成した凹部20h′に、真空断熱材19′を取り付けるようにしている。
【0041】
すなわち、真空断熱材19′の本体部19a′を断熱材20′(20a′、20b′)の凹部20h′に配置し、真空断熱材19′の四方の密閉代19b′を、工業用テープ等のテープTで断熱材20′(20a′、20b′)に貼り付け、真空断熱材19′を断熱材20′(20a′、20b′)に取り付けている
なお、真空断熱材19′の密閉代19b′を真空断熱材19′の本体部19a′に折り返し(図7中、二点鎖線)、真空断熱材19′を断熱材20′(20a′、20b′)に取り付けてもよい。
【0042】
この構成によれば、断熱材20′に貯湯タンク1′に向けて可能な限り掘り込んだ凹部20h′が形成されるので、断熱材20′の材料の量が低減でき、製造コストの削減が可能である。
加えて、真空断熱材19′の断熱性能は、断熱材20′に比較し、極めて高いので、断熱材20′の凹部20h′による断熱材20′の材料の削減(図7参照)に拘らず、断熱性能が高い貯湯タンク1′が得られる。
【0043】
<<変形形態2>>
次に、変形形態2について説明する。
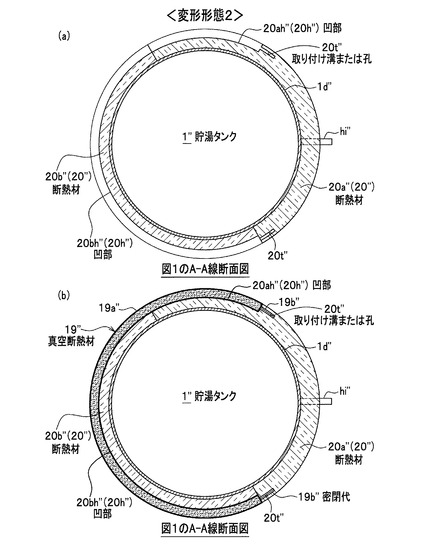
図8(a)は、変形形態2の貯湯タンク1′′の周りに断熱材20′′を取り付けた状態を示す図1のA−A線断面図であり、図8(b)は、変形形態2の貯湯タンク1′′の周りに設置した断熱材20′′の外側に真空断熱材19′′を取り付けた状態を示す図1のA−A線断面図である。
図8に示すように、変形形態2は、貯湯タンク1′′の廻りに取り付ける断熱材20′′に真空断熱材19′′の密閉代19b′′が挿入される取り付け溝または孔20t′′を形成し、真空断熱材19′′を断熱材20′′に取り付けるための工業用テープ等のテープを不要とし、真空断熱材19′′の取り付け作業を容易にするとともに、部品点数を削減したものである。
これ以外の構成は、前記実施形態と同様であるので、同様な構成要素には実施形態の符号に′′(ダブルダッシュ)を付して示し、詳細な説明は省略する。
【0044】
図8(a)に示すように、断熱材20a′′は、第1実施形態の断熱材20aと同様に、鉛直方向の軸をもつ半円筒形状を有しており、貯湯タンク1′′側に掘り込んで形成した凹部20ah′′が形成されるとともに、真空断熱材19′′の長手方向の端縁部の密閉代19b′′(図4(a)、(b)の紙面の上下の端縁の密閉代19b参照)が挿入される形状を有する2つの取り付け溝または孔20t′′が断熱材20′′(20a′′)の上端縁まで連続した形状に形成されている。
【0045】
一方、断熱材20b′′は、第1実施形態の断熱材20bと同様に、鉛直方向の軸をもつ半円筒形状を有しており、貯湯タンク1′′側に掘り込んで形成した凹部20bh′′が形成されている。
そして、図3(a)と同様に、貯湯タンク1′′の円筒状の側面板1d′′を挟み込む態様で、図8(a)に示すように、貯湯タンク1′′の円筒状の側面板1d′′に、半円筒形状の断熱材20a′′と半円筒形状の断熱材20b′′とが、耐熱性のホットメルト、両面テープ等で、取り付けられる。なお、貯湯タンク1′′の下面には、下面断熱材20d(図1参照)が設けられている。
【0046】
続いて、貯湯タンク1′′の円筒状の側面板1d′′に取り付けた断熱材20′′(20a′′、20b′′)の凹部20h′(20ah′′、20bh′′)の上方から(図8(a)の紙面表側から紙面裏側に向けて)、真空断熱材19′′を、その長手方向の両端縁部の密閉代19b′′を断熱材20′′(20a′′)の2つの取り付け溝または孔20t′′にそれぞれ挿入して、真空断熱材19′′を断熱材20′′(20a′′、20b′′)の凹部20hに取り付ける。
【0047】
なお、この場合、断熱材20′′(20a′′)の2つの取り付け溝または孔20t′は、断熱材20′′(20a′′)の上端縁まで連続して形成されるので、真空断熱材19′′を、貯湯タンク1′′に取り付けた断熱材20′′(20a′′、20b′′)の上方から円滑かつ容易に付けることができる。
続いて、断熱材20′′、真空断熱材19′′を取り付けた貯湯タンク1′′の上から、上面断熱材20c(図1参照)を、工業用テープ等のテープで貯湯タンク1′′に取り付けた断熱材20′′、真空断熱材19′′等に取り付ける。
【0048】
この構成によれば、真空断熱材19′′の長手方向の両端縁部の密閉代19b′′が、断熱材20′′の2つの取り付け溝または孔20t′′に挿入されて、真空断熱材19′′を断熱材20′′に取り付けるので、組み付け作業が容易化し、組み立てコストの低減を図れる。
また、真空断熱材19′′を断熱材20′′に取り付けるための工業用テープ等のテープが不要になるので、部品点数が削減され、部品コストの削減が可能である。
従って、給湯機Dのコストの低減を図ることができる。
なお、上記実施形態、変形形態1、2においては、円筒形状を有する貯湯タンクの場合について説明したが、本発明は、平面視四角形状を有する直方体形状の貯湯タンクに対しても適用することができる。また、その他の形状の貯湯タンクにも適用可能であり、貯湯タンクの形状に拘わらず、本発明を幅広く適用できる。
【0049】
<<まとめ>>
本実施形態のヒートポンプ式給湯機の給湯機Dは、貯湯タンク1の周りに、外周部に貯湯タンク1側に掘り込んで凹部20hが形成された一般の断熱材20を取り付けた後に、断熱材20の凹部20hに真空断熱材19を取り付けている。
【0050】
そして、減圧弁を介して導入した水道水をヒートポンプユニット2のガスクーラにおいて加熱し、その湯を、真空断熱材19が直接貯湯タンク1に密着しないようにして保温性能の経年的低下を防止した貯湯タンク1内に貯留し、貯留した湯を各給湯機器で利用するようにし、該貯湯タンク1の温水と減圧弁10を介して導入した水道水とを給湯混合弁7またはふろ混合弁8で所定の設定温度になるように混合し、その混合した湯を給湯または湯張りに使用する一方、貯湯タンク1上部に追い焚き熱交換器21を配設し、この追い焚き熱交換器21に浴槽16内の湯を循環することにより、貯湯タンク1上部の高温湯との間で間接的に熱交換を行い、浴槽16内の湯を追い焚き加熱するようにした循環回路を設けている。
【0051】
<<作用効果>>
従来のように、真空断熱材を貯湯タンクに直接密着させる場合、加速試験の結果から、当初の真空断熱材の熱伝導率0.003W(ワット)/m(メートル)・K(ケルビン)が10年後相当の加速試験で熱伝導率が0.018W/m・Kまで増加し、保温性能が低下することが明らかになっている。
【0052】
そこで、本実施形態の給湯機Dによれば、貯湯タンク1の周りに、外周部に貯湯タンク1側に向けた凹部20hを形成した断熱材20を取り付けた後に、真空断熱材19を、外側から断熱材20の凹部20hに取り付ける。
これにより、真空断熱材19が高温部位の貯湯タンク1に直接接触しないため、真空断熱材19の熱劣化が防止でき、真空断熱材19の熱伝導率の増加がなくなる。
また、図2、図7、図8に示すように、断熱材20の外側に貯湯タンク1の外周形状に沿って湾曲した真空断熱材が設けられるので、例えば、前記特許文献2のように、円筒形状の貯湯タンクに該貯湯タンクの円筒形状に沿わない平坦な形状の真空断熱材を配置するものに比べて、貯湯タンク1と真空断熱材19との距離が任意の位置ごとに同一か若しくは大きく変わらないものとなるため、真空断熱材19が局所的に熱劣化するのを防止することができ、真空断熱材の耐久性を向上させることができる。
【0053】
また、断熱材20の最低肉厚として10mmあれば、真空断熱材19の表面温度は、約40〜50℃となり、貯湯タンク1の熱による経年劣化はなく、保温性能を維持できる。
加えて、真空断熱材19を用いることで高い保温性を実現しつつも、貯湯タンク1と真空断熱材19との間には高い耐熱性を長期に亘って発揮することができる発泡スチロール、後記のグラスウール等の断熱材20が配置されるため、真空断熱材19が熱劣化するのを好適に防止することができる。
そして、発泡スチロール等の断熱材20も一定の断熱性能を発揮する。
これにより、保温性能の低下が防げ、何時までも高断熱性能が維持できる。
【0054】
更に、真空断熱材19を設ける箇所の断熱材20の肉厚を一様な最低肉厚として、真空断熱材19を設けることにより、断熱材20の量を低減して低コスト化を図りつつも、高い断熱性能を発揮できる貯湯タンク1が得られる。
また、真空断熱材19を断熱材20の凹部20hに取り付けるので、円筒状の分割された断熱材20を貯湯タンク1に取り付けたと同様な円筒形状を維持でき、取扱性に優れる。
【0055】
なお、本実施形態では、真空断熱材19を断熱材20(20a、20b)の凹部20hに取り付ける場合を例示して説明したが、断熱材20(20a、20b)に凹部20hを形成することなく、真空断熱材19を断熱材20の外側に取り付ける構成としてもよい。
この場合にも、真空断熱材19が、高温となる貯湯タンク1に直接接触せず、断熱材20を介して配設されるので、真空断熱材19が貯湯タンク1の熱による経年変化の熱劣化が抑制され、貯湯タンク1の断熱性能の低下が抑制される。
【0056】
なお、貯湯タンク1内の温水は上部ほど高温であるので、外気温との温度差が上部ほど大きくなり、貯湯タンク1の熱は、上部からの放熱が下部からの放熱に比較して大きい。そこで、真空断熱材19を貯湯タンク1の上部にいくに従って多く配置するようにすれば、コスト上、より熱効率のよい貯湯タンク1が得られる。
例えば、複数枚の真空断熱材19を使用する場合に一般の断熱材で覆われた貯湯タンク1の上部を優先して配置する、或いは、1枚の真空断熱材19を一般の断熱材で覆われた貯湯タンク1の上部に配置する。
或いは、貯湯タンク1の断熱材を、上部を下部より厚くする、例えば、貯湯タンク1の上部に複数の真空断熱材19を設け、貯湯タンク1の上部には、上部より少ない枚数の真空断熱材19を設ける等々である。
【0057】
前記したように、真空断熱材が直接貯湯タンクに密着しないことにより、真空断熱材の熱劣化が防止でき、真空断熱材の熱伝導率はほとんど変化せず、保温性能の低下が抑制される。そのため、何時までも高断熱性能が維持できる貯湯タンクを備えた給湯機を実現できる。
なお、本実施形態では、給湯機として、ヒートポンプ式給湯機を例示して説明したが、本発明は、ヒートポンプ式給湯機以外のヒータ式給湯機等、ヒートポンプ式給湯機以外の給湯機にも幅広く有効に適用可能である。
【0058】
以上、本発明について、実施形態に基づいて説明したが、本発明は上記実施形態に記載した構成に限定されるものではなく、その趣旨を逸脱しない範囲において適宜その構成を変更することができる。
【0059】
例えば、前記断熱材20は、それぞれ半円筒状を有する2分割の断熱材20aおよび断熱材20bによって構成されるものであったが、これに限定されるものではなく、3つ以上に分割される複数の断熱材によって構成されるものであってもよい。また、各断熱材は、それぞれ異なる角度範囲を有して形成されるものであってもよい。この場合、径方向の全体に亘って凹部が形成される断熱材片と、凹部を有しない(即ち、肉厚部20aiのみ有する断熱材片)とによって断熱材を構成することが考えられる。
【0060】
また、前記断熱材20としては、発泡性の断熱材が用いられるものであったが、これに限定されるものではなく、例えば、グラスウールを用いることができる。ただし、グラスウールは繊維質のものであり、通常定形性を有しない。このため、真空断熱材を取り付ける際の利便性を考慮して、テープ、袋等の任意の保形手段によってグラスウールを(例えば、凹部20hを有する断熱材20の形状に)保形するものであってもよい。
【図面の簡単な説明】
【0061】
【図1】本発明に係る実施形態の給湯機の貯湯タンクを縦断面で示す全体構成図である。
【図2】図1に示す貯湯タンクのA−A線断面図である。
【図3】(a)は、実施形態の貯湯タンクへの断熱材の取り付け過程を示す図1のA−A線断面図であり、(b)は、実施形態の貯湯タンクに取り付けた断熱材に真空断熱材を取り付ける過程を示す図1のA−A線断面図である。
【図4】(a)は、実施形態の真空断熱材の平面図であり、(b)は、(a)のB−B線断面図である。
【図5】(a)は、図2のD方向矢視図であり、(b)は、図2のE方向矢視図である。
【図6】実施形態の断熱材の凹部に、3枚の真空断熱材を取り付けた状態を示す図2のD方向矢視図である。
【図7】変形形態1の貯湯タンクの断熱構造を示す図1のA−A線断面図である。
【図8】(a)は、変形形態2の貯湯タンクの周りに断熱材を取り付けた状態を示す図1のA−A線断面図であり、(b)は、変形形態2の貯湯タンクの周りに設置した断熱材の外側に真空断熱材を取り付けた状態を示す図1のA−A線断面図である。
【符号の説明】
【0062】
1 貯湯タンク
1′ 貯湯タンク
1′′ 貯湯タンク
2 ヒートポンプユニット(ヒートポンプ部)
7 給湯混合弁
8 ふろ混合弁
10 減圧弁
16 浴槽
19 真空断熱材
19′ 真空断熱材
19′′ 真空断熱材
19b′′ 密閉代
20 断熱材
20a 断熱材
20b 断熱材
20′ 断熱材
20a′ 断熱材
20b′ 断熱材
20′′ 断熱材
20a′′ 断熱材
20b′′ 断熱材
20h 凹部
20ah 凹部
20bh 凹部
20h′ 凹部
20ah′ 凹部
20bh′ 凹状
20h′′ 凹部
20ah′′ 凹部
20bh′′ 凹部
20t′′ 取り付け溝または孔(取り付け溝または取り付け孔)
21 追焚き熱交換器
D 給湯機
【技術分野】
【0001】
本発明は、給湯用の加熱した温水を貯留する真空断熱材を設置した貯湯タンクを有する給湯機およびその製造方法に関する。
【背景技術】
【0002】
従来の給湯機として、例えば、特許文献1に記載される貯湯タンクは、最高約90℃の温水が貯湯されることから、内部の温水が冷めないように保温性能を向上させることを目的として、貯湯タンクの廻りに真空断熱材を密着させて取り付けている。
また、特許文献2に記載される貯湯タンクにおいては、円筒形状を有する貯湯タンクと真空断熱材との間にラミネート紙を取り付けて、その外側に平坦な真空断熱材を設けることにより、真空断熱材を貯湯タンクに直接密着させない構成として、断熱性能の向上を図っている。その他にも、特許文献2では、貯湯タンクと真空断熱材とを僅かに離間させて、その間に硬質発泡ウレタン部材を介装させることも提案されている。
【特許文献1】特許4001184号公報(段落0031〜0035、図1、図2等)
【特許文献2】特開2008−107015号公報(段落0012、0013、0027、図1、図2、図12等)
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところで、上述の特許文献1の真空断熱材を貯湯タンクに直接密着させ取り付ける構成は、真空断熱材が熱に弱く熱劣化するため、最高約90℃の温水を貯湯するヒートポンプ式給湯機等では、経年変化により、真空断熱材の保温性能が年々低下するという問題がある。
【0004】
また、特許文献2の構成は、貯湯タンクと平坦な真空断熱材との間に取り付けられるラミネート紙や僅かな隙間に介装される硬質発泡ウレタン部材等により、真空断熱材の貯湯タンクからの熱負荷を軽減させる程度であり、高温の貯湯タンクによる真空断熱材の熱劣化を抑制する確実性は低く、真空断熱材の経年変化で、貯湯タンクの保温性能が年々低下するおそれがある。
【0005】
本発明は上記実状に鑑み、貯湯タンクの保温性能の経年的低下を抑制し得る給湯機およびその製造方法の提供を目的とする。
【課題を解決するための手段】
【0006】
上記目的を達成すべく、第1の本発明に関わる給湯機は、給湯用の温水を貯留する貯湯タンクを有する給湯機であって、円筒形状を有する貯湯タンクの周りに非真空断熱材である断熱材が設けられ、さらに、該断熱材の外側に貯湯タンクの外周形状に沿って湾曲した真空断熱材が設けられている。
【0007】
第2の本発明に関わる給湯機は、給湯用の温水を貯留する貯湯タンクを有する給湯機であって、貯湯タンクの周りに設けられる発泡スチロール又はグラスウールからなる断熱材の外側に、真空断熱材が設けられている。
【0008】
第3の本発明に関わる給湯機の製造方法は、給湯用の温水を貯留する貯湯タンクを有する給湯機の製造方法であって、円筒形状を有する貯湯タンクの周りに非真空断熱材である断熱材を設け、さらに、該断熱材の外側に貯湯タンクの外周形状に沿って湾曲した真空断熱材を設けている。
【0009】
第4の本発明に関わる給湯機の製造方法は、給湯用の温水を貯留する貯湯タンクを有する給湯機の製造方法であって、貯湯タンクの周りに発泡スチロール又はグラスウールからなる断熱材を設け、該断熱材の外側に真空断熱材を設けている。
【発明の効果】
【0010】
本発明によれば、貯湯タンクの保温性能の経年的低下を抑制し得る給湯機およびその製造方法を実現できる。
【発明を実施するための最良の形態】
【0011】
以下、本発明の実施形態について添付図面を参照して説明する。
図1は、本発明に係る実施形態の給湯機Dの貯湯タンク1を縦断面で示す全体構成図であり、図2は、図1に示す貯湯タンク1のA−A線断面図である。
【0012】
<<給湯機Dの概要>>
図1、図2に示すように、実施形態の給湯機Dは、高温のお湯(温水)が貯湯される貯湯タンク1の廻りに直接一般の断熱材20を密着させ、この断熱材20の外側に真空断熱材19を取り付けている。
真空断熱材19が直接貯湯タンク1に密着しないことにより、真空断熱材19の熱劣化が防止でき、真空断熱材19の熱伝導率が時間の経過に拘わらず殆ど変化しなくなり、保温性能の低下が防げる。そのため、何時までも高断熱性能が維持できる貯湯タンク1を備えた給湯機Dを提供できる。
【0013】
具体的には、図1に示すヒートポンプユニット2のガスクーラ(図示せず)で加熱した湯を貯湯する貯湯タンク1の周りに、保温性能向上のため、貯湯タンク1側に形成した凹部20hを外周部に有する発泡スチロールなどの一般の断熱材20を、取り付けた後、この断熱材20の凹部20hに真空断熱材19を取り付けている。
【0014】
以下、実施形態の給湯機Dについて詳細に説明する。
<給湯機Dのシステム>
図1に示す給湯機Dは、ヒートポンプユニット2のガスクーラ(図示せず)において加熱した湯(温水)を貯湯タンク1に貯留し、この貯留した湯を給湯、浴槽16への湯張り、およびお風呂(浴槽16)の追焚きで利用するようにしたヒートポンプ式給湯機である。
【0015】
次に、給湯機Dのシステムについて説明する。
給湯機Dは、給湯源となる水道水などの給水を配管h0の減圧弁10を介して配管h1を通して貯湯タンク1の下部に導入し、この貯湯タンク1に導入された水道水を三方弁15を介して配管h2を通してヒートポンプユニット2に導入する。そして、この給水をヒートポンプユニット2のガスクーラ(図示せず)で加熱し、温水として、配管h3を通して貯湯タンク1の上部に導入し、貯湯タンク1内に貯留する。
こうして、貯湯タンク1に貯留された温水を、給湯用の配管h4、湯はり用のh5、h6等を介して使用箇所、例えば、給湯や浴槽16等に供給している。
【0016】
この給湯機Dにおける浴槽16への湯張りは、貯湯タンク1内から配管h7で取り出した温水を、減圧弁10を介して配管h0を通って導入した給水(水道水)とふろ混合弁8で合流させ、ふろリモコン5、台所リモコン6等のリモコンで設定された所定のふろ温度になるようにふろ混合弁8で混合度合いを変えて温水の温度調節を行い、浴槽16の湯張りを行っている。
【0017】
浴槽16内の湯または水の追い焚きは、貯湯タンク1内の上部に配設された追い焚き熱交換器21で、貯湯タンク1内の高温の湯(温水)と配管h8、h9等を通って循環させる浴槽16の湯または水とで熱交換を行い、浴槽16の湯または水を間接的に加熱するようにしている。
【0018】
給湯機Dにおける給湯は、貯湯タンク1内の湯を配管h7で取り出し、減圧弁10を介して配管h0を通って導入した給水(水道水)と給湯混合弁7で合流させ、台所リモコン6、ふろリモコン5等のリモコンで設定された所定の給湯温度になるように、給湯混合弁7で混合度合いを変えて温水の温度調節を行い、給湯を行っている。
【0019】
ここで、給湯機Dは、省電力化のために夜間の安い電力を使用して、夜間にヒートポンプユニット2を運転し、ヒートポンプユニット2での外気との熱交換により水道水等からお湯をつくり、そのお湯を貯湯タンク1に貯湯し、その貯湯したお湯を朝昼晩、使用している。
このため、貯湯タンク1は、貯湯される湯が冷却されての温度低下が少ないように、高断熱性が要求されている。
【0020】
次に、貯湯タンク1の断熱構造について説明する。
<貯湯タンク1およびその断熱構造>
図1に縦断面図で示す貯湯タンク1は、例えば、板厚の薄いステンレス鋼板を用いて、鉛直方向に延在する縦長の円筒形状に形成され、370リットル、460リットルなどの容量を有している。
この貯湯タンク1の周りには、貯湯タンク1の保温性能を向上するために、外周部(図2参照)に貯湯タンク1側に凹んで形成された凹部20hを有する発泡スチロールなどの一般の断熱材20を取り付け、更に、断熱材20より熱伝導率の低い真空断熱材19を、断熱材20の凹部である凹部20hに設けている。
【0021】
このように、真空断熱材19を断熱材20を介して貯湯タンク1に取り付けることにより、高温になる貯湯タンク1の熱で真空断熱材19が経年劣化しない構成である。
図2に示すように、断熱材20における凹部20hは、貯湯タンク1に溶接され配管hiが配置される領域を除く領域に形成されている。なお、断熱材20には、貯湯タンク1の側面板1dに溶接される配管hiが挿通するための貫通孔(図示せず)が形成されている。
貯湯タンク1に断熱材20aを取り付け後、貯湯タンク1に溶接される配管hiに、循環用の配管h8(図1参照)が接続される。
【0022】
<断熱材20(20a、20b)>
断熱材20は、発泡スチロールなどの真空断熱材以外の一般の断熱材であり、好ましくは、発泡性の断熱材が用いられる。
また、断熱材20は、図2に示すように、凹部20hが径方向の所定の角度範囲に亘って形成される。具体的には、約240°の角度範囲に亘って形成される。ただし、凹部20hが形成される角度範囲は、これより大きいものであってもよく、小さいものであってもよい。
より具体的には、貯湯タンク1の外周側面を形成する側面板1dを覆う2分割の断熱材(若しくは、断熱材片)20aおよび断熱材(若しくは、断熱材片)20bとを有している。
断熱材20aには、径方向の全体に亘って(具体的には、約180°に亘って)凹部20ahが設けられる。一方、断熱材20bには、径方向の一部に(具体的には、約60°に亘って)凹部20bhが設けられる。
【0023】
なお、図1に示すように、貯湯タンク1の上面は、一般の断熱材である上面断熱材20cで覆われ、また、貯湯タンク1の下面は、一般の断熱材である下面断熱材20dで覆われる。
図1に示す上面断熱材20cには、貯湯タンク1の上面板1uに溶接される配管huが挿通する挿通孔が形成されており、上面断熱材20cを貯湯タンク1の上面板1u上に設置後、貯湯タンク1に溶接される配管huに貯湯タンク1上部の配管h3、h7、h9が接続される。
同様に、下面断熱材20dには、貯湯タンク1の下面板1sに溶接される配管hsが挿通する挿通孔が形成されており、貯湯タンク1の下方に下面断熱材20dを設置後、貯湯タンク1に溶接される配管hsに貯湯タンク1下部の配管h1、h2が接続される。
【0024】
図3(a)は、貯湯タンク1への断熱材20a、20bの取り付け過程を示す図1のA−A線断面図であり、図3(b)は、貯湯タンク1に取り付けた断熱材20a、20bに真空断熱材19を取り付ける過程を示す図1のA−A線断面図である。
断熱材20aは、例えば、図3(a)に示すように、厚み寸法e1が50mmの鉛直方向の軸をもつ半円筒状の形状を有しており(図1参照)、真空断熱材19が装着されるための凹部である凹部20hを構成する凹部20ah(図3(a)参照)が外周部に形成されている。
なお、断熱材20aにおける凹部20ahの箇所の厚み寸法e2は、例えば40mmで形成されている。
【0025】
ここで、図3(a)に示す断熱材20aにおける肉厚部20aiには、前記したように、貯湯タンク1(図1参照)の側部の配管h8が接続される貯湯タンク1の側面板1dに溶接される配管hiが挿通するための挿通孔(図示せず)が形成されている。
図3(a)に示す断熱材20bは、例えば、厚み寸法e3が50mmの鉛直方向の軸をもつ半円筒状の形状を有しており(図1参照)、真空断熱材19が装着されるための凹部20hを構成する凹部20bhが外周部に形成されている。
なお、断熱材20bにおける凹部20bhの箇所の厚み寸法e4は、例えば40mmに形成されている。
【0026】
このような形状の断熱材20aは、この断熱材20aに対応する形状を有する型を用い、凹部20ahが形成された状態に成形される。ただし、これに限定されるものではなく、断熱材20aの概略形状を有する材料を成形した後、それに対して凹部20ahとなる部分を掘り込むことにより形成されるものであってもよい。
【0027】
この半円筒状の断熱材20aの凹部20ahと、半円筒状の断熱材20bの凹部20bhとで、凹部20h(図1参照)が構成されている。
この断熱材20(20a、20b)の凹部20hに、厚み寸法f1が、例えば10mmの真空断熱材19が後記するように取り付けられる。
これにより、貯湯タンク1の側面板1d上に、断熱材20a、20b、真空断熱材19で成る同一厚さ寸法50mmの断熱材層が形成される。
なお、断熱材20(20a、20b)には、貯湯タンク1に、鉛直方向に沿って設置されるサーミスタ等の温度センサ(図示せず)の逃げとなる収容孔(図示せず)または収容溝(図示せず)が形成されている。
【0028】
<真空断熱材19>
次に、真空断熱材19について説明する。
図4(a)は、実施形態の真空断熱材19の平面図であり、図4(b)は、図4(a)のB−B線断面図である。
図4(a)に示すように、真空断熱材19は、例えば、厚み寸法f1(図4(b)参照)が10mmの長方形状の本体部19aを有しており、その周囲に亘って幅寸法f2が50mm前後の密閉代19bを有している。なお、真空断熱材19の形状、寸法は、上記形状、寸法に限定されないことは言うまでもない。
真空断熱材19は、図4(b)に示すように、その内部に芯材19cとしてのグラスウールなどをアルミ製ガスバリアー性フィルム19dで包み、芯材19cがある内部を真空排気し、周囲を溶着した密閉代19bで密閉した板状の断熱材である。
【0029】
ところで、真空断熱材には、内部に配置される芯材としてのグラスウールをバインダ等で接着硬化させるものがあるが、真空断熱材19としては、芯材19cとしてのグラスウールをバインダ等の接着剤で接着硬化させないいわゆる「バインダレス」と呼ばれるタイプの真空断熱材が用いられる。かかる真空断熱材19は柔軟性を有するものであるため、真空断熱材19を容易に湾曲させることができる。
真空断熱材19では、バインダを用いない代わりに、グラスウールをポリエチレンフィルム等の袋に収容することにより、グラスウールが散らばらないように工夫されている。また、真空断熱材には、グラスウールの繊維同士を熱融着させるものもあるが、真空断熱材19としては、柔軟性を確保すべく、熱融着を行っていないものが用いられる。
【0030】
<<貯湯タンク1への断熱材20(20a、20b)、真空断熱材19の取り付け>>
図3(a)に示すように、貯湯タンク1の側面板1d(図1参照)に、凹部20ahを有する半円筒状の断熱材20aと、凹部20bhを有する半円筒状の断熱材20bとを、図3(a)の白抜き矢印で示すように、貯湯タンク1に、90℃の高温にも耐える耐熱性のホットメルト、両面テープ等で取り付ける。
【0031】
続いて、図3(b)に示すように、貯湯タンク1に取り付けた断熱材20a、20bの凹部20ah、20bhで構成される凹部20hに、図3(b)の白抜き矢印で示すように、真空断熱材19の本体部19aを配置し、図2のD方向矢視図である図5(a)、図2のE方向矢視図である図5(b)に示すように、真空断熱材19の密閉代19bを工業用テープ等のテープTで断熱材20a、20bの肉厚部20ai、20biに貼り付け、真空断熱材19を断熱材20(20a、20b)に取り付ける。
【0032】
なお、真空断熱材19を断熱材20(20a、20b)に取り付けるに当たっては、平坦な真空断熱材19を断熱材20に沿って湾曲させながら取り付けが行われる。ただし、これに限定されるものではなく、治具等を用いて先に平坦な真空断熱材19を湾曲させた後、断熱材20に取り付けるものであってもよい。
【0033】
こうして、真空断熱材19の本体部19aが断熱材20a、20bの凹部20ah、20bhで構成される凹部20hに取り付けられ、真空断熱材19の四方の密閉代19bが、断熱材20a、20bの肉厚部20ai、20biに取り付けられる。
これにより、断熱材20a、20bの凹部20hは、真空断熱材19の断熱性能が高い本体部19aで覆われるので、高断熱性能をもつ貯湯タンク1が得られる。
なお、真空断熱材19の密閉代19bを含む全体を断熱材20a、20bの凹部20hに取り付ける構成としてもよい。
【0034】
以上は、1枚の真空断熱材19を断熱材20(20a、20b)の凹部20h(図3(b)参照)に取り付ける場合を例示して説明したが、次に、複数枚の真空断熱材19を断熱材20(20a、20b)の凹部20hに取り付ける場合について説明する。
図6は、断熱材20(20a、20b)の凹部20hに、3枚の真空断熱材19を取り付けた状態を示す図2のD方向矢視図である。
【0035】
図6に示すように、3枚の真空断熱材19の本体部19aを断熱材20(20a、20b)の凹部20hに配置して真空断熱材19の密閉代19bを工業用テープ等のテープTで断熱材20a、20bの肉厚部20ai、20biに貼り付けるとともに、真空断熱材19の密閉代19bを隣接する真空断熱材19の本体部19aの上に重ねて真空断熱材19の密閉代19bと隣接する真空断熱材19の本体部19aとを工業用テープ等のテープTで貼り付け、3枚の真空断熱材19を断熱材20(20a、20b)の凹部20hに取り付けたものである。
【0036】
なお、3枚の密閉代19bを含む真空断熱材19全体を断熱材20(20a、20b)の凹部20h内に工業用テープ等のテープTで取り付ける構成としてもよい。
また、隣接する真空断熱材19の密閉代19bを互いに重ね、隣接する真空断熱材19同士を工業用テープ等のテープTで貼り付ける構成としてもよい。
このようにして、任意の枚数の真空断熱材19を断熱材20(20a、20b)の凹部20hに取り付けることができる。
【0037】
なお、断熱材20の凹部20hの肉厚は、図2及び図3に示すように、いずれの位置においても一定とされる。このため、その外周に配置される真空断熱材19は、図3に示すように、平面視円弧状となっている。ただし、これに限定されるものではなく、断熱材20の凹部20hの肉厚が位置ごとに異なるものであってもよく、その場合には、真空断熱材19は、完全な円弧状とはならず、貯湯タンク1の外面からの距離も場所ごとに異なることとなる。
【0038】
<<変形形態1>>
次に、変形形態1について説明する。
図7は、変形形態1の貯湯タンク1′の断熱構造を示す図1のA−A線断面図である。
図7に示すように、変形形態1は、断熱材20′(20a′、20b′)の外周部の貯湯タンク1′に向けて掘り込んで形成される凹部20h′を、断熱材20a′に可能な限り貯湯タンク1′に向けて掘り込んで形成した凹部20ah′と、断熱材20b′に可能な限り貯湯タンク1′に向けて掘り込んで形成した凹部20bh′とにより構成している。
これ以外の構成は、前記実施形態と同様であるので、同様な構成要素には実施形態の符号に′(ダッシュ)を付して示し、詳細な説明は省略する。
【0039】
ここで、断熱材20a′に可能な限り貯湯タンク1′に向けて掘り込んだ凹部20ah′を形成し、また、断熱材20b′に可能な限り貯湯タンク1′に向けて掘り込んだ凹部20bh′を形成するとは、真空断熱材19′の経年的低下を抑制できるとともに、断熱材20′(20a′、20b′)として構成し機能し得る断熱材20a′の凹部20ah′の箇所の肉厚および断熱材20b′の凹部20bh′の箇所の肉厚まで、貯湯タンク1′に向けて掘り込んで凹部20ah′、20bh′を形成することを意味する。
【0040】
なお、例えば、断熱材20′(20a′、20b′)として使用される発泡スチロール等の発泡材のビーズを発泡させるためには、発泡材の厚みとして、最低10mm程度が必要となる。そのため、断熱材20′(20a′、20b′)の凹部20h′(20ah′、20bh′)が形成される箇所の厚みは、発泡スチロール等を用いる場合、最低10mm程度の厚みをとっている。
こうして、貯湯タンク1′の周りに取り付けた断熱材20′(20a′、20b′)の貯湯タンク1′に向けて可能な限り掘り込んで形成した凹部20h′に、真空断熱材19′を取り付けるようにしている。
【0041】
すなわち、真空断熱材19′の本体部19a′を断熱材20′(20a′、20b′)の凹部20h′に配置し、真空断熱材19′の四方の密閉代19b′を、工業用テープ等のテープTで断熱材20′(20a′、20b′)に貼り付け、真空断熱材19′を断熱材20′(20a′、20b′)に取り付けている
なお、真空断熱材19′の密閉代19b′を真空断熱材19′の本体部19a′に折り返し(図7中、二点鎖線)、真空断熱材19′を断熱材20′(20a′、20b′)に取り付けてもよい。
【0042】
この構成によれば、断熱材20′に貯湯タンク1′に向けて可能な限り掘り込んだ凹部20h′が形成されるので、断熱材20′の材料の量が低減でき、製造コストの削減が可能である。
加えて、真空断熱材19′の断熱性能は、断熱材20′に比較し、極めて高いので、断熱材20′の凹部20h′による断熱材20′の材料の削減(図7参照)に拘らず、断熱性能が高い貯湯タンク1′が得られる。
【0043】
<<変形形態2>>
次に、変形形態2について説明する。
図8(a)は、変形形態2の貯湯タンク1′′の周りに断熱材20′′を取り付けた状態を示す図1のA−A線断面図であり、図8(b)は、変形形態2の貯湯タンク1′′の周りに設置した断熱材20′′の外側に真空断熱材19′′を取り付けた状態を示す図1のA−A線断面図である。
図8に示すように、変形形態2は、貯湯タンク1′′の廻りに取り付ける断熱材20′′に真空断熱材19′′の密閉代19b′′が挿入される取り付け溝または孔20t′′を形成し、真空断熱材19′′を断熱材20′′に取り付けるための工業用テープ等のテープを不要とし、真空断熱材19′′の取り付け作業を容易にするとともに、部品点数を削減したものである。
これ以外の構成は、前記実施形態と同様であるので、同様な構成要素には実施形態の符号に′′(ダブルダッシュ)を付して示し、詳細な説明は省略する。
【0044】
図8(a)に示すように、断熱材20a′′は、第1実施形態の断熱材20aと同様に、鉛直方向の軸をもつ半円筒形状を有しており、貯湯タンク1′′側に掘り込んで形成した凹部20ah′′が形成されるとともに、真空断熱材19′′の長手方向の端縁部の密閉代19b′′(図4(a)、(b)の紙面の上下の端縁の密閉代19b参照)が挿入される形状を有する2つの取り付け溝または孔20t′′が断熱材20′′(20a′′)の上端縁まで連続した形状に形成されている。
【0045】
一方、断熱材20b′′は、第1実施形態の断熱材20bと同様に、鉛直方向の軸をもつ半円筒形状を有しており、貯湯タンク1′′側に掘り込んで形成した凹部20bh′′が形成されている。
そして、図3(a)と同様に、貯湯タンク1′′の円筒状の側面板1d′′を挟み込む態様で、図8(a)に示すように、貯湯タンク1′′の円筒状の側面板1d′′に、半円筒形状の断熱材20a′′と半円筒形状の断熱材20b′′とが、耐熱性のホットメルト、両面テープ等で、取り付けられる。なお、貯湯タンク1′′の下面には、下面断熱材20d(図1参照)が設けられている。
【0046】
続いて、貯湯タンク1′′の円筒状の側面板1d′′に取り付けた断熱材20′′(20a′′、20b′′)の凹部20h′(20ah′′、20bh′′)の上方から(図8(a)の紙面表側から紙面裏側に向けて)、真空断熱材19′′を、その長手方向の両端縁部の密閉代19b′′を断熱材20′′(20a′′)の2つの取り付け溝または孔20t′′にそれぞれ挿入して、真空断熱材19′′を断熱材20′′(20a′′、20b′′)の凹部20hに取り付ける。
【0047】
なお、この場合、断熱材20′′(20a′′)の2つの取り付け溝または孔20t′は、断熱材20′′(20a′′)の上端縁まで連続して形成されるので、真空断熱材19′′を、貯湯タンク1′′に取り付けた断熱材20′′(20a′′、20b′′)の上方から円滑かつ容易に付けることができる。
続いて、断熱材20′′、真空断熱材19′′を取り付けた貯湯タンク1′′の上から、上面断熱材20c(図1参照)を、工業用テープ等のテープで貯湯タンク1′′に取り付けた断熱材20′′、真空断熱材19′′等に取り付ける。
【0048】
この構成によれば、真空断熱材19′′の長手方向の両端縁部の密閉代19b′′が、断熱材20′′の2つの取り付け溝または孔20t′′に挿入されて、真空断熱材19′′を断熱材20′′に取り付けるので、組み付け作業が容易化し、組み立てコストの低減を図れる。
また、真空断熱材19′′を断熱材20′′に取り付けるための工業用テープ等のテープが不要になるので、部品点数が削減され、部品コストの削減が可能である。
従って、給湯機Dのコストの低減を図ることができる。
なお、上記実施形態、変形形態1、2においては、円筒形状を有する貯湯タンクの場合について説明したが、本発明は、平面視四角形状を有する直方体形状の貯湯タンクに対しても適用することができる。また、その他の形状の貯湯タンクにも適用可能であり、貯湯タンクの形状に拘わらず、本発明を幅広く適用できる。
【0049】
<<まとめ>>
本実施形態のヒートポンプ式給湯機の給湯機Dは、貯湯タンク1の周りに、外周部に貯湯タンク1側に掘り込んで凹部20hが形成された一般の断熱材20を取り付けた後に、断熱材20の凹部20hに真空断熱材19を取り付けている。
【0050】
そして、減圧弁を介して導入した水道水をヒートポンプユニット2のガスクーラにおいて加熱し、その湯を、真空断熱材19が直接貯湯タンク1に密着しないようにして保温性能の経年的低下を防止した貯湯タンク1内に貯留し、貯留した湯を各給湯機器で利用するようにし、該貯湯タンク1の温水と減圧弁10を介して導入した水道水とを給湯混合弁7またはふろ混合弁8で所定の設定温度になるように混合し、その混合した湯を給湯または湯張りに使用する一方、貯湯タンク1上部に追い焚き熱交換器21を配設し、この追い焚き熱交換器21に浴槽16内の湯を循環することにより、貯湯タンク1上部の高温湯との間で間接的に熱交換を行い、浴槽16内の湯を追い焚き加熱するようにした循環回路を設けている。
【0051】
<<作用効果>>
従来のように、真空断熱材を貯湯タンクに直接密着させる場合、加速試験の結果から、当初の真空断熱材の熱伝導率0.003W(ワット)/m(メートル)・K(ケルビン)が10年後相当の加速試験で熱伝導率が0.018W/m・Kまで増加し、保温性能が低下することが明らかになっている。
【0052】
そこで、本実施形態の給湯機Dによれば、貯湯タンク1の周りに、外周部に貯湯タンク1側に向けた凹部20hを形成した断熱材20を取り付けた後に、真空断熱材19を、外側から断熱材20の凹部20hに取り付ける。
これにより、真空断熱材19が高温部位の貯湯タンク1に直接接触しないため、真空断熱材19の熱劣化が防止でき、真空断熱材19の熱伝導率の増加がなくなる。
また、図2、図7、図8に示すように、断熱材20の外側に貯湯タンク1の外周形状に沿って湾曲した真空断熱材が設けられるので、例えば、前記特許文献2のように、円筒形状の貯湯タンクに該貯湯タンクの円筒形状に沿わない平坦な形状の真空断熱材を配置するものに比べて、貯湯タンク1と真空断熱材19との距離が任意の位置ごとに同一か若しくは大きく変わらないものとなるため、真空断熱材19が局所的に熱劣化するのを防止することができ、真空断熱材の耐久性を向上させることができる。
【0053】
また、断熱材20の最低肉厚として10mmあれば、真空断熱材19の表面温度は、約40〜50℃となり、貯湯タンク1の熱による経年劣化はなく、保温性能を維持できる。
加えて、真空断熱材19を用いることで高い保温性を実現しつつも、貯湯タンク1と真空断熱材19との間には高い耐熱性を長期に亘って発揮することができる発泡スチロール、後記のグラスウール等の断熱材20が配置されるため、真空断熱材19が熱劣化するのを好適に防止することができる。
そして、発泡スチロール等の断熱材20も一定の断熱性能を発揮する。
これにより、保温性能の低下が防げ、何時までも高断熱性能が維持できる。
【0054】
更に、真空断熱材19を設ける箇所の断熱材20の肉厚を一様な最低肉厚として、真空断熱材19を設けることにより、断熱材20の量を低減して低コスト化を図りつつも、高い断熱性能を発揮できる貯湯タンク1が得られる。
また、真空断熱材19を断熱材20の凹部20hに取り付けるので、円筒状の分割された断熱材20を貯湯タンク1に取り付けたと同様な円筒形状を維持でき、取扱性に優れる。
【0055】
なお、本実施形態では、真空断熱材19を断熱材20(20a、20b)の凹部20hに取り付ける場合を例示して説明したが、断熱材20(20a、20b)に凹部20hを形成することなく、真空断熱材19を断熱材20の外側に取り付ける構成としてもよい。
この場合にも、真空断熱材19が、高温となる貯湯タンク1に直接接触せず、断熱材20を介して配設されるので、真空断熱材19が貯湯タンク1の熱による経年変化の熱劣化が抑制され、貯湯タンク1の断熱性能の低下が抑制される。
【0056】
なお、貯湯タンク1内の温水は上部ほど高温であるので、外気温との温度差が上部ほど大きくなり、貯湯タンク1の熱は、上部からの放熱が下部からの放熱に比較して大きい。そこで、真空断熱材19を貯湯タンク1の上部にいくに従って多く配置するようにすれば、コスト上、より熱効率のよい貯湯タンク1が得られる。
例えば、複数枚の真空断熱材19を使用する場合に一般の断熱材で覆われた貯湯タンク1の上部を優先して配置する、或いは、1枚の真空断熱材19を一般の断熱材で覆われた貯湯タンク1の上部に配置する。
或いは、貯湯タンク1の断熱材を、上部を下部より厚くする、例えば、貯湯タンク1の上部に複数の真空断熱材19を設け、貯湯タンク1の上部には、上部より少ない枚数の真空断熱材19を設ける等々である。
【0057】
前記したように、真空断熱材が直接貯湯タンクに密着しないことにより、真空断熱材の熱劣化が防止でき、真空断熱材の熱伝導率はほとんど変化せず、保温性能の低下が抑制される。そのため、何時までも高断熱性能が維持できる貯湯タンクを備えた給湯機を実現できる。
なお、本実施形態では、給湯機として、ヒートポンプ式給湯機を例示して説明したが、本発明は、ヒートポンプ式給湯機以外のヒータ式給湯機等、ヒートポンプ式給湯機以外の給湯機にも幅広く有効に適用可能である。
【0058】
以上、本発明について、実施形態に基づいて説明したが、本発明は上記実施形態に記載した構成に限定されるものではなく、その趣旨を逸脱しない範囲において適宜その構成を変更することができる。
【0059】
例えば、前記断熱材20は、それぞれ半円筒状を有する2分割の断熱材20aおよび断熱材20bによって構成されるものであったが、これに限定されるものではなく、3つ以上に分割される複数の断熱材によって構成されるものであってもよい。また、各断熱材は、それぞれ異なる角度範囲を有して形成されるものであってもよい。この場合、径方向の全体に亘って凹部が形成される断熱材片と、凹部を有しない(即ち、肉厚部20aiのみ有する断熱材片)とによって断熱材を構成することが考えられる。
【0060】
また、前記断熱材20としては、発泡性の断熱材が用いられるものであったが、これに限定されるものではなく、例えば、グラスウールを用いることができる。ただし、グラスウールは繊維質のものであり、通常定形性を有しない。このため、真空断熱材を取り付ける際の利便性を考慮して、テープ、袋等の任意の保形手段によってグラスウールを(例えば、凹部20hを有する断熱材20の形状に)保形するものであってもよい。
【図面の簡単な説明】
【0061】
【図1】本発明に係る実施形態の給湯機の貯湯タンクを縦断面で示す全体構成図である。
【図2】図1に示す貯湯タンクのA−A線断面図である。
【図3】(a)は、実施形態の貯湯タンクへの断熱材の取り付け過程を示す図1のA−A線断面図であり、(b)は、実施形態の貯湯タンクに取り付けた断熱材に真空断熱材を取り付ける過程を示す図1のA−A線断面図である。
【図4】(a)は、実施形態の真空断熱材の平面図であり、(b)は、(a)のB−B線断面図である。
【図5】(a)は、図2のD方向矢視図であり、(b)は、図2のE方向矢視図である。
【図6】実施形態の断熱材の凹部に、3枚の真空断熱材を取り付けた状態を示す図2のD方向矢視図である。
【図7】変形形態1の貯湯タンクの断熱構造を示す図1のA−A線断面図である。
【図8】(a)は、変形形態2の貯湯タンクの周りに断熱材を取り付けた状態を示す図1のA−A線断面図であり、(b)は、変形形態2の貯湯タンクの周りに設置した断熱材の外側に真空断熱材を取り付けた状態を示す図1のA−A線断面図である。
【符号の説明】
【0062】
1 貯湯タンク
1′ 貯湯タンク
1′′ 貯湯タンク
2 ヒートポンプユニット(ヒートポンプ部)
7 給湯混合弁
8 ふろ混合弁
10 減圧弁
16 浴槽
19 真空断熱材
19′ 真空断熱材
19′′ 真空断熱材
19b′′ 密閉代
20 断熱材
20a 断熱材
20b 断熱材
20′ 断熱材
20a′ 断熱材
20b′ 断熱材
20′′ 断熱材
20a′′ 断熱材
20b′′ 断熱材
20h 凹部
20ah 凹部
20bh 凹部
20h′ 凹部
20ah′ 凹部
20bh′ 凹状
20h′′ 凹部
20ah′′ 凹部
20bh′′ 凹部
20t′′ 取り付け溝または孔(取り付け溝または取り付け孔)
21 追焚き熱交換器
D 給湯機
【特許請求の範囲】
【請求項1】
給湯用の温水を貯留する貯湯タンクを有する給湯機であって、
円筒形状を有する前記貯湯タンクの周りに非真空断熱材である断熱材が設けられ、さらに、該断熱材の外側に前記貯湯タンクの外周形状に沿って湾曲した真空断熱材が設けられる
ことを特徴とする給湯機。
【請求項2】
給湯用の温水を貯留する貯湯タンクを有する給湯機であって、
前記貯湯タンクの周りに設けられる発泡スチロール又はグラスウールからなる断熱材の外側に、真空断熱材が設けられる
ことを特徴とする給湯機。
【請求項3】
前記断熱材における前記貯湯タンクが配置される側の反対側の外周部に前記貯湯タンク側に向けて凹む凹部が形成され、
前記真空断熱材が、前記断熱材の凹部に設置され、該断熱材を介して前記貯湯タンクに設けられる
ことを特徴とする請求項1または請求項2に記載の給湯機。
【請求項4】
前記断熱材における前記凹部に連続して取り付け溝部または取り付け孔が形成され、
前記真空断熱材は、その周辺部の密閉代が前記取り付け溝部または前記取り付け孔に挿入されることで前記断熱材の凹部に設置され、該断熱材を介して前記貯湯タンクに設けられる
ことを特徴とする請求項3に記載の給湯機。
【請求項5】
前記真空断熱材が前記断熱材の外側に設けられる箇所の前記断熱材および前記真空断熱材の厚みが、前記断熱材のみ設けられる箇所の前記断熱材の厚みより薄く形成される
ことを特徴とする請求項1または請求項2に記載の給湯機。
【請求項6】
前記真空断熱材は、前記貯湯タンクの下側より上側に多く設けられる
ことを特徴とする請求項1から請求項5のうちの何れか一項に記載の給湯機。
【請求項7】
前記給湯機は、ヒートポンプ部のガスクーラにおいて加熱した温水を前記貯湯タンクに貯留するヒートポンプ式給湯機である
ことを特徴とする請求項1から請求項6のうちの何れか一項に記載の給湯機。
【請求項8】
前記ヒートポンプ式給湯機は、
前記真空断熱材を前記断熱材を介して取り付けた前記貯湯タンクに、減圧弁を介して導入した水道水等の水を前記ヒートポンプ部のガスクーラにおいて加熱し、該加熱した温水を前記貯湯タンク内に貯留し、該貯留した温水を各給湯機器で利用するようにしたヒートポンプ式給湯機であり、
前記貯湯タンク内の温水と減圧弁を介して導入した水道水等の水を給湯混合弁またはふろ混合弁で所定の設定温度になるように混合し、該混合した温水を給湯または浴槽の湯張りに使用する一方、前記貯湯タンク上部に追い焚き熱交換器を配設し、該追い焚き熱交換器に前記浴槽内の水または温水を循環することにより、前記貯湯タンク上部の高温の温水との間で間接的に熱交換を行い、前記浴槽内の水または温水を追い焚き加熱するようにした循環回路を設けた
ことを特徴とする請求項7に記載の給湯機。
【請求項9】
給湯用の温水を貯留する貯湯タンクを有する給湯機の製造方法であって、
円筒形状を有する前記貯湯タンクの周りに非真空断熱材である断熱材を設け、さらに、該断熱材の外側に前記貯湯タンクの外周形状に沿って湾曲した真空断熱材を設ける
ことを特徴とする給湯機の製造方法。
【請求項10】
給湯用の温水を貯留する貯湯タンクを有する給湯機の製造方法であって、
前記貯湯タンクの周りに発泡スチロール又はグラスウールからなる断熱材を設け、該断熱材の外側に真空断熱材を設ける
ことを特徴とする給湯機の製造方法。
【請求項11】
前記断熱材は、前記貯湯タンクが配置される側の反対側の外周部に前記貯湯タンク側に向けて凹む凹部が形成され、
前記真空断熱材が、前記断熱材の凹部に設けられる
ことを特徴とする請求項9または請求項10に記載の給湯機の製造方法。
【請求項12】
前記断熱材における前記凹部に連続して取り付け溝部または取り付け孔が形成され、
前記真空断熱材は、その周辺部の密閉代が前記取り付け溝部または前記取り付け孔に挿入されることで前記断熱材の凹部に設けられる
ことを特徴とする請求項11に記載の給湯機の製造方法。
【請求項13】
前記真空断熱材を前記断熱材の外側に設ける箇所の前記断熱材および前記真空断熱材の厚みが前記断熱材のみ設ける箇所の前記断熱材の厚みより薄く形成される
ことを特徴とする請求項9または請求項10に記載の給湯機の製造方法。
【請求項14】
前記真空断熱材は、前記貯湯タンクの下側より上側に多く設けられる
ことを特徴とする請求項9から請求項13のうちの何れか一項に記載の給湯機の製造方法。
【請求項15】
前記給湯機は、ヒートポンプ部のガスクーラにおいて加熱した温水を前記貯湯タンクに貯留するヒートポンプ式給湯機である
ことを特徴とする請求項9から請求項14のうちの何れか一項に記載の給湯機の製造方法。
【請求項1】
給湯用の温水を貯留する貯湯タンクを有する給湯機であって、
円筒形状を有する前記貯湯タンクの周りに非真空断熱材である断熱材が設けられ、さらに、該断熱材の外側に前記貯湯タンクの外周形状に沿って湾曲した真空断熱材が設けられる
ことを特徴とする給湯機。
【請求項2】
給湯用の温水を貯留する貯湯タンクを有する給湯機であって、
前記貯湯タンクの周りに設けられる発泡スチロール又はグラスウールからなる断熱材の外側に、真空断熱材が設けられる
ことを特徴とする給湯機。
【請求項3】
前記断熱材における前記貯湯タンクが配置される側の反対側の外周部に前記貯湯タンク側に向けて凹む凹部が形成され、
前記真空断熱材が、前記断熱材の凹部に設置され、該断熱材を介して前記貯湯タンクに設けられる
ことを特徴とする請求項1または請求項2に記載の給湯機。
【請求項4】
前記断熱材における前記凹部に連続して取り付け溝部または取り付け孔が形成され、
前記真空断熱材は、その周辺部の密閉代が前記取り付け溝部または前記取り付け孔に挿入されることで前記断熱材の凹部に設置され、該断熱材を介して前記貯湯タンクに設けられる
ことを特徴とする請求項3に記載の給湯機。
【請求項5】
前記真空断熱材が前記断熱材の外側に設けられる箇所の前記断熱材および前記真空断熱材の厚みが、前記断熱材のみ設けられる箇所の前記断熱材の厚みより薄く形成される
ことを特徴とする請求項1または請求項2に記載の給湯機。
【請求項6】
前記真空断熱材は、前記貯湯タンクの下側より上側に多く設けられる
ことを特徴とする請求項1から請求項5のうちの何れか一項に記載の給湯機。
【請求項7】
前記給湯機は、ヒートポンプ部のガスクーラにおいて加熱した温水を前記貯湯タンクに貯留するヒートポンプ式給湯機である
ことを特徴とする請求項1から請求項6のうちの何れか一項に記載の給湯機。
【請求項8】
前記ヒートポンプ式給湯機は、
前記真空断熱材を前記断熱材を介して取り付けた前記貯湯タンクに、減圧弁を介して導入した水道水等の水を前記ヒートポンプ部のガスクーラにおいて加熱し、該加熱した温水を前記貯湯タンク内に貯留し、該貯留した温水を各給湯機器で利用するようにしたヒートポンプ式給湯機であり、
前記貯湯タンク内の温水と減圧弁を介して導入した水道水等の水を給湯混合弁またはふろ混合弁で所定の設定温度になるように混合し、該混合した温水を給湯または浴槽の湯張りに使用する一方、前記貯湯タンク上部に追い焚き熱交換器を配設し、該追い焚き熱交換器に前記浴槽内の水または温水を循環することにより、前記貯湯タンク上部の高温の温水との間で間接的に熱交換を行い、前記浴槽内の水または温水を追い焚き加熱するようにした循環回路を設けた
ことを特徴とする請求項7に記載の給湯機。
【請求項9】
給湯用の温水を貯留する貯湯タンクを有する給湯機の製造方法であって、
円筒形状を有する前記貯湯タンクの周りに非真空断熱材である断熱材を設け、さらに、該断熱材の外側に前記貯湯タンクの外周形状に沿って湾曲した真空断熱材を設ける
ことを特徴とする給湯機の製造方法。
【請求項10】
給湯用の温水を貯留する貯湯タンクを有する給湯機の製造方法であって、
前記貯湯タンクの周りに発泡スチロール又はグラスウールからなる断熱材を設け、該断熱材の外側に真空断熱材を設ける
ことを特徴とする給湯機の製造方法。
【請求項11】
前記断熱材は、前記貯湯タンクが配置される側の反対側の外周部に前記貯湯タンク側に向けて凹む凹部が形成され、
前記真空断熱材が、前記断熱材の凹部に設けられる
ことを特徴とする請求項9または請求項10に記載の給湯機の製造方法。
【請求項12】
前記断熱材における前記凹部に連続して取り付け溝部または取り付け孔が形成され、
前記真空断熱材は、その周辺部の密閉代が前記取り付け溝部または前記取り付け孔に挿入されることで前記断熱材の凹部に設けられる
ことを特徴とする請求項11に記載の給湯機の製造方法。
【請求項13】
前記真空断熱材を前記断熱材の外側に設ける箇所の前記断熱材および前記真空断熱材の厚みが前記断熱材のみ設ける箇所の前記断熱材の厚みより薄く形成される
ことを特徴とする請求項9または請求項10に記載の給湯機の製造方法。
【請求項14】
前記真空断熱材は、前記貯湯タンクの下側より上側に多く設けられる
ことを特徴とする請求項9から請求項13のうちの何れか一項に記載の給湯機の製造方法。
【請求項15】
前記給湯機は、ヒートポンプ部のガスクーラにおいて加熱した温水を前記貯湯タンクに貯留するヒートポンプ式給湯機である
ことを特徴とする請求項9から請求項14のうちの何れか一項に記載の給湯機の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2010−91134(P2010−91134A)
【公開日】平成22年4月22日(2010.4.22)
【国際特許分類】
【出願番号】特願2008−258562(P2008−258562)
【出願日】平成20年10月3日(2008.10.3)
【出願人】(399048917)日立アプライアンス株式会社 (3,043)
【Fターム(参考)】
【公開日】平成22年4月22日(2010.4.22)
【国際特許分類】
【出願日】平成20年10月3日(2008.10.3)
【出願人】(399048917)日立アプライアンス株式会社 (3,043)
【Fターム(参考)】
[ Back to top ]