
絶縁されたパイプ及びその製造方法
【課題】絶縁されたパイプ及びその製造方法を提供する。
【解決手段】本発明は、(a)少なくとも1つの内側パイプと、(b)外側パイプであって、該外側パイプと該内側パイプとの間に環状空間を作るように該少なくとも1つの内側パイプの周りに配置された外側パイプと、(c)該環状空間に配置された多孔質で弾力性の圧縮性物質と、(d)先に該環状空間に配置されており、該環状空間にある前記圧縮性物質の体積よりも小さい体積で該圧縮性物質を先に保持していた容器の残部とを含む、絶縁されたパイプ・イン・パイプ・アセンブリを提供する。本発明はまた、このような絶縁されたパイプ・イン・パイプ・アセンブリを製造する方法を提供する。
【解決手段】本発明は、(a)少なくとも1つの内側パイプと、(b)外側パイプであって、該外側パイプと該内側パイプとの間に環状空間を作るように該少なくとも1つの内側パイプの周りに配置された外側パイプと、(c)該環状空間に配置された多孔質で弾力性の圧縮性物質と、(d)先に該環状空間に配置されており、該環状空間にある前記圧縮性物質の体積よりも小さい体積で該圧縮性物質を先に保持していた容器の残部とを含む、絶縁されたパイプ・イン・パイプ・アセンブリを提供する。本発明はまた、このような絶縁されたパイプ・イン・パイプ・アセンブリを製造する方法を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、絶縁されたパイプ・イン・パイプ・アセンブリ及びそれを製造する方法に関する。
【背景技術】
【0002】
深い水中の炭化水素(例えば、石油、ガス又はそれらの混合物)採取では、原油又はガスが海底地下から採取され、パイプライン・システムによって水面上へ運ばれる。石油又はガスは、通常は高い温度(例えば60〜300℃)で採取されてこのパイプラインを流れるが、その温度を約40℃よりも高く維持して、固体物質や水化物が析出してパイプラインをつまらせ生産を妨げることがないようにすることが決定的に重要になる。深い海中では水温は氷点より少し高い(例えば、約4℃)程度であるから、パイプラインを断熱する手段を講じなければならない。さらに、油井の保守のために、又は水上プラットホームに影響を及ぼしてポンプ作業を中断させる悪天候のために石油又はガスの流れを中断しなければならない場合、パイプライン及びパイプライン・システムの他のコンポーネント(例えば、油井やぐら又はサブシーツリー、ライザーなど)に残留する原油やガスの温度を、採取している特定の原油又はガスの析出温度より高く維持することによって、生産を再開する前のパイプライン・システムのつまり除去及び/又は洗浄という費用がかかり生産が中断される作業の必要を最小にするか、又は完全になくすことが重要になる。
【0003】
このために、水中の石油及びガス・パイプライン・システムの断熱という問題に関して経済的かつ有効な解決方法を得るために多大な努力が払われてきた。特に広く受け入れられている方法は、内側パイプをキャリアーパイプとして外側パイプで囲み、内側パイプと外側パイプで画定される環状空間に断熱材を収容するパイプ・イン・パイプ・システムを含むパイプラインを設けることである。例えば、米国特許第6,145,547号明細書は、内側キャリアーパイプを囲み外側キャリアーパイプに収められたミクロ多孔質物質の自己維持プレートを含み、長手方向のガスの流れのために自由な通路が設けられているパイプ・イン・パイプ・アセンブリを開示している。このアセンブリは、断熱性を高めるために低い圧力に保たれる。米国特許出願公開第2004/0134556号明細書は、管状体(例えば、パイプ・イン・パイプ・アセンブリ)の断熱システムであって、重ねられて排気される少なくとも2つのパネルを含み、その各々がパイプ・イン・パイプ・アセンブリの内側パイプの周りに別々に配置され、少なくとも2つのパネルの各々のギャップを画定する2つの対向エッジが一致しないように配置され、内側パイプと外側パイプの間の熱伝達のための連続した通路をなくすようにした断熱システムを開示している。
【0004】
同様に、液化炭化水素(例えば、液化天然ガス、液化プロパンガス)を輸送するパイプラインにも多大な関心がある。この場合、断熱は、液化天然ガスの温度を低く(約−163℃)維持して、暖かい周囲からの熱伝達によって液体が蒸発するのを防ぐために必要である。
【0005】
さらに、石油及びガス田が枯渇したときに貯蔵部の圧力を維持し、生産量を経済的なレベルに維持するためにスチームの注入がしばしば用いられる。この技術では、スチームを発生地点から遠い生産地点に輸送することがしばしば必要になる。したがって、スチームを運ぶパイプの断熱がスチームの凝縮を防ぐために必要になる。
【0006】
工業プラントにおける高温流体や低温流体(例えば、酸素、窒素、アルゴン、及び水素などの工業ガス)の輸送、HVACシステム、企業、自治体、大学キャンパス、及び建物)のスチーム暖房システム、及び他の多くの環境も断熱を必要とする。そのうちのいくつかでは、外側パイプはアルミニウム・クラッディングなどの物質からなる簡単なカバー又はPVCパイプである。
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、パイプ・イン・パイプ・アセンブリを断熱するための現在の方法にはいろいろな面で欠点がある。予備成形された断熱パネルは、パイプ・イン・パイプ・アセンブリの内部に配設された場合、対向するエッジの間でも、端部と端部を突き合わせて敷設したときの端部の間でも必然的にギャップができ、内側パイプと外側パイプの間で熱伝達を許し、その結果、断熱効率が低下し、より多量の断熱材が必要になる。ある種のパイプ・イン・パイプ・アセンブリの環状空間内部の低圧の維持は真空気密なアセンブリを形成するために厳しい条件を課し、真空が損なわれた場合にアセンブリの性能が危険にさらされる。ポリウレタン発泡材などの断熱材は使用寿命の間に断熱効率及び/又は形状が劣化する。断熱材によっては断熱性能が低いために十分な断熱材を収容するための大きな直径の外側パイプを必要とする。このように、断熱パイプ・イン・パイプ・アセンブリを製造するための改良された方法が必要である。
【課題を解決するための手段】
【0008】
本発明は、(i)(a)少なくとも1つの内側パイプと、(b)外側パイプであって、該少なくとも1つの内側パイプの外側表面と該外側パイプの内側表面との間に環状空間を作るように該少なくとも1つの内側パイプの周りに配置された外側パイプと、(c)多孔質で弾力性の体積圧縮性物質を含む少なくとも1つの容器とを含み、該圧縮性物質が該容器内に拘束されかつ第1の体積を有し、該圧縮性物質の第1の体積が該圧縮性物質の拘束されていない体積よりも小さく、かつ前記少なくとも1つの容器が前記環状空間に配置されたアセンブリを用意する工程、及び(ii)前記少なくとも1つの容器を変容させて前記圧縮性物質の拘束のレベルを減じ、該圧縮性物質の体積を前記第1の体積よりも大きい第2の体積に増加させ、それによって絶縁されたパイプ・イン・パイプ・アセンブリを形成する工程を含む、絶縁されたパイプ・イン・パイプ・アセンブリを製造する方法を提供する。
【0009】
本発明はまた、(i)(a)少なくとも1つの内側パイプと、(b)第1の外側パイプ(又は他の拘束手段)であって、該少なくとも1つの内側パイプの外側表面と該外側パイプの内側表面との間に環状空間を作るように該少なくとも1つの内側パイプの周りに配置された第1の外側パイプ(又は他の拘束手段)と、(c)任意選択で、少なくとも1つの追加の外側パイプであって、前記第1の外側パイプの外側表面と該追加の外側パイプの内側表面との間に環状空間を作るように該第1の外側パイプの周りに配置された少なくとも1つの追加の外側パイプと、(d)多孔質で弾力性の体積圧縮性物質を含む少なくとも1つの容器とを含み、該圧縮性物質が該容器内に拘束されかつ第1の体積を有し、該圧縮性物質の第1の体積が該圧縮性物質の拘束されていない体積よりも小さく、かつ前記少なくとも1つの容器が前記環状空間(の少なくとも一方)に配置されたアセンブリを用意する工程、及び(ii)前記少なくとも1つの容器を変容させて前記圧縮性物質の拘束のレベルを減じ、該圧縮性物質の体積を前記第1の体積よりも大きい第2の体積に増加させ、それによって絶縁されたパイプ・イン・パイプ・アセンブリを形成する工程を含む、絶縁されたパイプ・イン・パイプ・アセンブリを製造する方法を提供する。
【0010】
本発明はまた、(a)外側表面を有する少なくとも1つの内側パイプと、(b)該少なくとも1つの内側パイプの周りに配置された内側表面を有する外側パイプと、(c)該外側パイプの内側表面と該少なくとも1つの内側パイプの外側表面との間の環状空間と、(d)該環状空間に配置された多孔質で弾力性の圧縮性物質と、(e)先に前記環状空間に配置されており、該環状空間にある前記圧縮性物質の体積よりも小さい体積で該圧縮性物質を先に保持していた容器の残部とを含む、絶縁されたパイプ・イン・パイプ・アセンブリを提供する。
【0011】
本発明はまた、(a)外側表面を有する少なくとも1つの内側パイプと、(b)該少なくとも1つの内側パイプの周りに配置された内側表面を有する第1の外側パイプ又は他の拘束手段と、(c)該第1の外側パイプの内側表面と該少なくとも1つの内側パイプの外側表面との間の環状空間と、(d)少なくとも1つの追加の外側パイプであって、前記第1の外側パイプの外側表面と該追加の外側パイプの内側表面との間に環状空間を作るように該第1の外側パイプの周りに配置された少なくとも1つの追加の外側パイプと、(e)前記環状空間の1つ又は複数に配置された多孔質で弾力性の圧縮性物質と、(f)先に前記環状空間の1つ又は複数に配置されており、該1つ又は複数の環状空間にある前記圧縮性物質の体積よりも小さい体積で該圧縮性物質を先に保持していた容器の残部とを含む、絶縁されたパイプ・イン・パイプ・アセンブリを提供する。
【0012】
本発明はさらに、(a)外側表面を有する少なくとも1つの内側パイプと、(b)該少なくとも1つの内側パイプの周りに配置された内側表面を有する外側パイプと、(c)該外側パイプの内側表面と該少なくとも1つの内側パイプの外側表面との間の環状空間と、(d)該環状空間に配置されたナノ多孔質シリカとを含み、該ナノ多孔質シリカが80kg/m3〜約140kg/m3の密度を有し、かつ約0℃の表面と約25℃の表面との間で測定した場合に約20mW/m・K以下の熱伝導度を有する、絶縁されたパイプ・イン・パイプ・アセンブリを提供する。
【図面の簡単な説明】
【0013】
【図1】本発明の範囲内で有用な封止された容器の1つの実施態様を示す。
【図2】内側管状部材を囲むように配置された図1の実施態様の2つの封止された容器の断面図を示す。
【図3】内側パイプ5と、外側パイプ6と、内側パイプと外側パイプによって画定される環状空間内に配置された多孔質で弾力性の体積圧縮性物質を含む図1の実施態様の2つの封止された容器とを有するパイプ・イン・パイプ・アセンブリを示す。
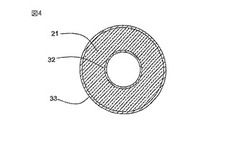
【図4】2つの封止された容器の圧力等化後の図3のパイプ・イン・パイプ・アセンブリを示す。
【図5】本発明の範囲内で有用な封止された容器を成形するプロセスの始めと終わりにおける鋳造装置の概略断面図である。
【図6】スリーブ又はシースを用いて多孔質で弾力性の体積圧縮性物質を拘束してスリーブと外側パイプの間に空き空間が存在するようにしたパイプ・イン・パイプ・アセンブリを示す。
【発明を実施するための形態】
【0014】
本発明は、絶縁されたパイプ・イン・パイプ・アセンブリ及びシステムを製造する方法、並びにパイプ・イン・パイプ・アセンブリ及びシステムを提供する。
【0015】
絶縁されたパイプ・イン・パイプ・アセンブリを製造する本発明の方法は、(i)(a)少なくとも1つの内側パイプと、(b)少なくとも1つの外側パイプであって、該少なくとも1つの内側パイプの外側表面と該外側パイプの内側表面との間に環状空間(及び任意選択で外側パイプの外側表面と追加の外側パイプの内側表面との間に追加の環状空間)を作るように該少なくとも1つの内側パイプの周りに配置された少なくとも1つの外側パイプと、(c)多孔質で弾力性の体積圧縮性物質を含む少なくとも1つの容器とを含み、該圧縮性物質が該容器内に拘束されかつ第1の体積を有し、該圧縮性物質の第1の体積が該圧縮性物質の拘束されていない体積よりも小さく、かつ前記少なくとも1つの容器が前記環状空間(又は2つ以上の外側パイプが用いられる場合には、前記環状空間の1つ又は複数)に配置されたアセンブリを用意する工程、及び(ii)前記少なくとも1つの容器を変容させて前記圧縮性物質の拘束のレベルを減じ、該圧縮性物質の体積を前記第1の体積よりも大きい第2の体積に増加させ、それによって絶縁されたパイプ・イン・パイプ・アセンブリを形成する工程を含む。
【0016】
少なくとも1つの内側パイプ、少なくとも1つの外側パイプ及び少なくとも1つの容器を含むアセンブリは、任意の適切な一連の工程を実行して提供することができる。例えば、1つ又は複数の容器を1つ又は複数の内側パイプの1つ又は複数の外側表面及び/又は外側パイプの内側表面に隣接して配置した後、1つ又は複数の内側パイプ及び外側パイプを配置して環状空間を形成することができる。あるいはまた、1つ又は複数の内側パイプ及び外側パイプを配置して環状空間を形成した後、その環状空間内に1つ又は複数の容器を配置することもできる。本発明の範囲内で、他の変形態様も当業者には容易に明らかであろうし、1つ又は複数の内側パイプ及び/又は1つ又は複数の外側パイプを操作して1つ又は複数の内側パイプ及び1つ又は複数の外側パイプの所望の配置を達成することができる。
【0017】
したがって、絶縁されたパイプ・イン・パイプ・アセンブリを製造する本発明の方法は、(i)外側表面を有する少なくとも1つの内側パイプを用意する工程、(ii)該少なくとも1つの内側パイプ(又は外側パイプ)の周りに配置された内側表面を有する少なくとも1つの外側パイプを用意し、該内側パイプの外側表面と該外側パイプの内側表面との間(及び/又は外側パイプの外側表面と別の外側パイプの内側表面との間)に環状空間を作る工程、(iii)多孔質で弾力性の体積圧縮性物質を含む少なくとも1つの容器であって、該圧縮性物質が該容器内に拘束されかつ第1の体積を有し、該圧縮性物質の第1の体積が該圧縮性物質の拘束されていない体積よりも小さい少なくとも1つの容器を用意する工程、(iv)該少なくとも1つの容器をそれが最終的に前記環状空間の1つ又は複数に配置されるよう位置決めする工程、及び(v)前記少なくとも1つの容器を変容させて前記圧縮性物質の拘束のレベルを減じ、該圧縮性物質の体積を前記第1の体積よりも大きい第2の体積に増加させ、それによって絶縁されたパイプ・イン・パイプ・アセンブリを形成する工程を含み、工程(i)〜(iv)は任意の適切な順序で実施することができる。例えば、工程(i)〜(iv)は上記の順序で実施することができる。あるいはまた、工程(i)〜(iv)は以下の順序、すなわち、(i)外側表面を有する少なくとも1つの内側パイプを用意する工程、(ii)多孔質で弾力性の体積圧縮性物質を含む少なくとも1つの容器であって、該圧縮性物質が該容器内に拘束されかつ第1の体積を有し、該圧縮性物質の第1の体積が該圧縮性物質の拘束されていない体積よりも小さい少なくとも1つの容器を用意する工程、(iii)該少なくとも1つの容器を前記少なくとも1つの内側パイプの外側表面の近くに配置する工程、(iv)該少なくとも1つの内側パイプと該少なくとも1つの容器の周りに配置された内側表面を有する少なくとも1つの外側パイプを用意し、該少なくとも1つの内側パイプの外側表面と該外側パイプの内側表面との間に環状空間を作り、該少なくとも1つの容器が最終的に該環状空間に配置される工程の順序で実施することができる。また、工程(i)〜(iv)は以下の順序、すなわち、(i)内側表面を有する外側パイプを用意する工程、(ii)多孔質で弾力性の体積圧縮性物質を含む少なくとも1つの容器であって、該圧縮性物質が該容器内に拘束されかつ第1の体積を有し、該圧縮性物質の第1の体積が該圧縮性物質の拘束されていない体積よりも小さい少なくとも1つの容器を用意する工程、(iii)該少なくとも1つの容器を前記外側パイプの内側表面の近くに配置する工程、(iv)外側パイプ内に配置された外側表面を有する少なくとも1つの内側パイプを用意し、該少なくとも1つの内側パイプの外側表面と該外側パイプの内側表面との間に環状空間を作り、該少なくとも1つの容器が最終的に該環状空間に配置される工程の順序で実施することができる。追加の外側パイプが用いられる上記方法の変形態様は当業者にとって容易に明らかであろう。
【0018】
絶縁されたパイプ・イン・パイプ・アセンブリは、典型的には、1つ又は複数の内側パイプと周りの環境との間の熱エネルギーの伝達を防止するために絶縁される(例えば、断熱される)。圧縮性物質は任意の適切な熱伝導度を有することができ、望ましくは約0℃の表面と約25℃の表面の間で測定して約20mW/m・K以下の熱伝導度を有する。熱伝導度は、例えば、ASTM C518に準拠して測定することができる。絶縁が他の形態のエネルギーの伝達を防止すること、例えば、1つ又は複数の内側パイプと周りの環境の間の音響エネルギーの伝達を防止することも本発明の範囲に含まれる。
【0019】
1つ又は複数の内側パイプ及び1つ又は複数の外側パイプは任意の好適な物質で作ることができ、同じ物質又は異なる物質で作ることができる。水中での石油及びガス輸送に用いる場合、パイプは、典型的には、金属又は金属合金、特に炭素鋼、ニッケル鋼、又はステンレス鋼で作られる。しかし、他の実施態様では、非金属物質もまた適している。好適な非金属材料の限定的でない例としては、エラストマー(例えば、シリコーン)、熱硬化性ポリマー(例えば、エポキシ及び樹脂)、熱可塑性ポリマー(例えば、ポリエチレン、アクリル、ポリカーボネート、ポリプロピレン、ポリアミド、ポリ塩化ビニル、ポリスチレン)、ポリマー発泡体(例えば、ポリウレタンフォーム)、ポリマー複合材料(例えば、炭素ファイバー強化ポリマー、グラスファイバー、ガラス微粒子を含むポリマー、ポリマー微粒子を含むポリマー)及びセラミックなどがある。幾つかの実施態様では、シース、同心的に巻かれた材料、又はクラッディングを内側及び/又は外側パイプとして用いることができる。これらは、すぐ上であげたような物質、高密度ポリエチレン(HDPE)、アルミニウム、スチール、亜鉛めっき鋼、又は他の好適な物質及びそれらの組み合わせから作られる。シース装着は特定の物質に依存し、限定的でない例としては、巻き付け、押出、吹き付け、成形又は熱収縮などがある。
【0020】
幾つかの実施態様では、1つ又は複数の外側パイプは、圧力を加えたときに弾性変形が可能な可撓性物質を含む。圧力は、パイプ・イン・パイプ装置を水中に沈めるときなどに、外側パイプの外側表面に加えられることがある。また、圧力は、例えば、パイプ・イン・パイプ装置の環状空間から外側パイプへ圧縮性物質が膨張するときなどに、外側パイプの内側表面に加えられることがある。
【0021】
1つ又は複数の内側パイプも可撓性物質を含むことができる。1つ又は複数の内側パイプと外側パイプが可撓性物質を含む場合、パイプ・イン・パイプ・アセンブリそれ自体が可撓性になり、アセンブリを容易に展開したり、コイルに巻いたりすることが可能になる、及び/又は工業プラントなどの非直線状レイアウトにフィットさせることができる。
【0022】
少なくとも1つの内側パイプと外側パイプの壁厚は任意の適切な値であってもよいが、典型的には、使用時のパイプの十分な強度が得られるように選ばれる。内側パイプは、典型的には、液体又は気体のいずれであれ、流体の流れによって発生される圧力、140MPa(20,000psi)にまで達することがある圧力、に十分耐えられる強度を与える壁厚を有する。外側パイプは、意図する用途に対する任意の強度、例えば壁厚、を有する。例えば、幾つかの深海用途では、外側パイプは、高い水圧の下にあるときにパイプの変形に実質的に十分耐えられる壁厚を有する。浅い水中用途又は大気圧(例えば、陸上)での使用では、外側パイプの壁厚は比較的薄くてもよい。さらに別の用途では、外側パイプは弾性的であってもよく、その場合、壁厚は、外側パイプを製造するのに用いる特定の1つ又は複数の物質又は外側パイプにかかる圧力による。以下で説明するように、本発明の絶縁物質又は方法を用いると内側及び外側パイプの機械的支持を改善できる。それによって、現在必要とされるものよりも薄い内側及び外側パイプを用いることが可能になる。
【0023】
1つ又は複数の内側パイプ及び外側パイプは、任意の好適な長さを有することができる。長さの選択は、少なくとも部分的に、製造技術の制約、及び輸送方法に課せられた制約、によって決められる。外側パイプは、外側表面を有する1つ又は複数の内側パイプの周りに配置される内側表面を有する。あるいはまた、内側パイプは、内側表面を有する外側パイプ内に配置される外側表面を有する。パイプの互いに対する配置は任意の好適な方法によって行ってもよい。例えば一方のパイプを静止した状態に保持し、他方のパイプをその位置に動かしてもよい。外側パイプがプラスチック物質(例えば、熱可塑性又は熱硬化性ポリマー)を含む場合、外側パイプを1つ又は複数の内側パイプの周りに押し出して外側パイプを形成し、同時に外側パイプを1つ又は複数の内側パイプの周りに定位させることができる。1つ又は複数の内側パイプの1つ又は複数の外側表面と外側パイプの内側表面の間、又は外側パイプの外側表面と別の外側パイプの内側表面の間の空き空間が本明細書において環状空間と定義される。環状空間は絶縁されたパイプ・イン・パイプ・アセンブリの製造中又は製造後に任意の適切な気体圧力の下にあってよい。例えば、封止された容器を含み、少なくとも1つの容器中の圧力を環状空間の圧力と等化させて圧縮性物質の体積を増加させる実施態様では、該少なくとも1つの容器を変容させる前の環状空間の気体圧力は、該少なくとも1つの容器内の低い気体圧力より大きい。典型的には、本発明の方法を実行する間、及びその後の環状空間内の気体圧力は大気圧であるが、幾つかの実施態様では、本発明の方法を実行した後、環状空間内の気体圧力は大気圧より低くてもよい。別の実施態様では、本発明の方法を実行する間、及び/又はその後の環状空間内の気体圧力は大気圧より高くなりうる。
【0024】
該環状空間と該少なくとも1つの容器は任意の適切な気体を含むことができる。典型的には、気体は空気である。しかし、実施態様によっては、気体は空気よりも熱伝導度が低い気体である。そのような気体の例としては、アルゴン、クリプトン、二酸化炭素、塩化炭化水素、フッ化炭化水素、塩化フッ化炭化水素、過フッ化炭化水素、エタン、プロパン、ブタン、ペンタン、及びそれらの混合物があげられる。
【0025】
容器は、多孔質で弾力性の体積圧縮性物質を含み、該圧縮性物質は容器内に拘束されて第1の体積を有し、該圧縮性物質の該第1の体積は該圧縮性物質の拘束されていない体積よりも小さい。容器が変容されて該圧縮性物質の拘束のレベルが減少すると、該圧縮性物質は第1の体積よりも大きい第2の体積に膨張する。
【0026】
第1の実施態様では、該少なくとも1つの容器は圧力チャンバ内部に入れられ、チャンバの圧力が大気圧より低く下げられる。容器はチャンバ内で低い圧力に保たれた状態で気体を透過しないように封止される。容器が封止されると、容器は圧力チャンバから取り出され、容器の外側の圧力は大気圧に戻るが、容器内の圧力は容器を封止したときの低い圧力レベルに保たれている。もちろん、封止された容器内の気体圧力が大気圧より低いときには、封止された容器とその中身には、封止された容器の外側の大気圧と封止された容器内部の低い気体圧力の間の圧力差がかかる。封止された容器は多孔質で弾力性の体積圧縮性物質を含む。容器は可撓性であり、圧縮性物質は弾性圧縮率を有するので、外部圧力(この場合、大気圧)が封止された容器と圧縮性物質に加えられると、封止された容器と圧縮性物質の体積は減少する。したがって、この方法の実施態様では、圧縮性物質は封止された容器への大気圧の作用によって封止された容器内で第1の体積で拘束される。
【0027】
該少なくとも1つの封止された容器を変容させて封止された容器内の圧力を環状空間内の圧力と等しくすると、容器が圧縮性物質の膨張を許す場合、圧縮性物質は体積が膨張する。例えば、容器を物理的に破壊して(例えば、穿刺する又は劣化させる)、圧力の等化と圧縮性物質の膨張を可能にすることができる。
【0028】
第2の実施態様では、圧縮性物質は該少なくとも1つの容器内で第1の体積に拘束される。すなわち、容器内の圧力と容器の外側の圧力の間の圧力差の作用なしに(あるいはまた、それに加えて)、容器自体が圧縮性物質を拘束する。容器が単一の一様な物質を含むこともできる、又は容器がさらに少なくとも1つの拘束手段を装備し、その拘束手段が圧縮性物質を圧縮された状態に保つこともできる。拘束手段が容器の少なくとも一部分を囲むようにすることができ、例えば、少なくとも1つのシース又はベルトを含むことができる。シース又はベルトは任意の適切な物質を含んでもよく、容器と同じ又は異なる物質を含むことができる。発明のこの実施態様では、任意選択で、容器が気体不透性シールその他で封止される。
【0029】
該少なくとも1つの容器は、最終的に環状空間に配設されるように配置される。すなわち、1つ又は複数の容器は、外側パイプが1つ又は複数の内側パイプを囲むように配置された後に、直接環状空間に配置することができる。環状空間が形成されたときに1つ又は複数の容器が環状空間にあるように1つ又は複数の容器を1つ又は複数の内側パイプに対して配置した後に、1つ又は複数の内側パイプを囲むように外側パイプを配置することもできる。最後に、環状空間が形成されたときに1つ又は複数の容器が環状空間にあるように1つ又は複数の容器を外側パイプに対して配置した後に、内側パイプを外側パイプの内部に配置することもできる。
【0030】
例えば、1つ又は複数の容器は、1つ又は複数の内側パイプの外側表面に隣接させて配置することができる。望ましい場合には、1つ又は複数の容器は任意の適切な方法で所定の位置に保持することができる。1つ又は複数の容器は、1つ又は複数の内側パイプの外側表面、1つ又は複数の容器の外側表面又はその両方に少なくとも1つの固定具を用いて所定の位置に保持することができる。あるいはまた、少なくとも1つの固定具を用いて1つ又は複数の容器を1つ又は複数の内側パイプの外側表面に隣接させて保持することができる。2つ以上の容器が用いられる場合、容器を任意の適切な仕方で(例えば、少なくとも1つの固定具を用いて)互いに固定することができる。
【0031】
該少なくとも1つの固定具は、任意の好適な固定具であることができる。固定具の限定的でない例としては、接着組成物、接着テープ、バンド、クリップ、フック&アイレット・アセンブリ、面ファスナーなどがある。接着組成物は、1つ又は複数の内側パイプの外側表面及び/又は1つ又は複数の容器の外側表面に、ブラシ、ローラー、又はスプレーによって塗布することができる。両面接着テープを固定具として用いて、1つ又は複数の内側パイプ又は1つ又は複数の容器に貼り付けることもできる。1つ又は複数の容器自体が接着物質を含んでもよい。固定具は弾性バンド(例えば、ゴム又は他のエラストマー・バンド)、非弾性バンド(例えば、金属、ポリマー、ジップタイ・バンド)、及び非弾性部分と弾性部分を含むバンドで弾性部分がエラストマー又は1つ又は複数のばねを含むものであってもよい。バンドは1つ又は複数の内側パイプに装着したときに1つ又は複数の容器を取り巻くシースを含むことができる。当然ながら、1つ又は複数の容器が、1つ又は複数の内側パイプを配置する前に外側パイプの内側表面に配置されるときにも同様の考察があてはまる。
【0032】
その後、該少なくとも1つの容器を改変させて、圧縮性物質に対する拘束のレベルを減じ、圧縮性物質の体積を第1の体積よりも大きい第2の体積に増加させ、それにより絶縁されたパイプ・イン・パイプ・アセンブリを形成する。本発明の方法の第1の実施態様では、この変容は、該少なくとも1つの容器内の気体圧力を環状空間の気体圧力と等化させることを含む。上述したように、1つ又は複数の容器内の圧縮性物質は、1つ又は複数の容器の外側の高い圧力の効果が、少なくとも部分的に、望ましくは完全に中和されるために、より大きな体積に膨張する。
【0033】
本発明の第2の実施態様では、該少なくとも1つの容器が変容されて、圧縮性物質の体積の増加が可能になり、それにより絶縁されたパイプ・イン・パイプ・アセンブリが形成される。この点で、変容とは、圧縮性物質が膨張することを可能にする任意の操作を指す。好適な変容の例は、容器の完全性の破壊、非弾性容器から弾性容器への変身、又は容器の拘束手段の除去又は変更などである。1つ又は複数の容器を変容させるのに適した方法は、ここで述べたような封止された容器を破壊する方法と同じであってよい。
【0034】
容器を改変した後、圧縮性物質は環状空間内で膨張し、環状空間を実質的に満たして、環状空間内で圧縮性物質の実質的に一様な分布を得られると有利である。その後、環状空間は、実質的に空所やギャップを含まず、特にシステムの熱的性能を低下させるような空所やギャップを含まないことが好ましい。
【0035】
任意選択で、本発明の方法は、パイプ・イン・パイプ・アセンブリの少なくとも1つの端部を封止する工程をさらに含む。パイプ・イン・パイプ・アセンブリの全ての端部は、環状空間を完全に囲むように封止でき、同時に1つ又は複数の内側パイプ内の製品の流れを可能にする。任意の好適な方法を用いて、パイプ・イン・パイプ・アセンブリの1つ又は複数の端部を封止でき、そのいくつかは当業者に周知である。この点で、3つ以上の端部を有するパイプ・イン・パイプ・アセンブリも、例えば、3つの端部を有する「T」又は「Y」形態を有するパイプ・イン・パイプ形態も含め、本発明の範囲内にある。その他の形態、例えば「U」拡張ループなどは、当業者にとって容易に明らかであろう。
【0036】
典型的には、環状空間内の圧力は、本発明の方法の実行の間、実質的に大気圧である。本発明の方法の第1の方法実施態様では、1つ又は複数の容器は低い圧力の下で第1の体積にある封止された1つ又は複数の容器を含み、封止された1つ又は複数の容器内の低い気体圧力と環状空間内の圧力の間の圧力差が最大になり、封止された1つ又は複数の容器内の圧力を環状空間内の圧力と等化させたときに圧縮性物質の最大の膨張を可能にすることが有利である。環状空間がアセンブリの末端で封止されて完全に囲まれた環状空間が得られた場合、好ましくは封止された1つ又は複数の容器内の圧力を環状空間内の圧力と等化させた後で環状空間内の圧力を大気圧より低くすることができる。環状空間内の圧力はまた、アセンブリの末端を封止した後で大気圧に保つことも、大気圧より高く上げることもできる。
【0037】
1つ又は複数の容器を変容させる前の1つ又は複数の容器の体積は環状空間の体積以下である。その結果、環状空間は1つ又は複数の容器を環状空間にはめ込むことを可能にし、環状空間内で圧縮性物質の少なくともある程度の膨張を可能にする。典型的には、1つ又は複数の容器を変容させる前の1つ又は複数の容器の体積は、環状空間の体積の約99%以下(例えば、約95%以下、又は約90%以下、又は約85%以下)である。好ましくは、1つ又は複数の容器を変容させる前の1つ又は複数の容器の体積は、環状空間の体積の約70%以上(例えば、約80%以上、又は約85%以上)である。1つ又は複数の容器の体積は、典型的には、1つ又は複数の容器の形態、及び1つ又は複数の容器の変容後に圧縮性物質が圧縮された状態にとどまる度合に基づいて選ばれる。
【0038】
拘束下の圧縮性物質の第1の体積とその圧縮性物質の拘束されていない体積との間の差は、1つ又は複数の容器内に閉じこめられたときに圧縮性物質が受ける圧縮の両を表す。典型的には、拘束下の圧縮性物質の第1の体積はその圧縮性物質の拘束されていない体積の約80%以下(例えば、約70%以下、又は約60%以下、さらには約50%以下)である。
【0039】
1つ又は複数の容器を変容させて圧縮性物質の拘束レベルを減じた後、圧縮性物質が環状空間を実質的に満たすことが望ましい。上述したように、圧縮性物質が環状空間内で膨張し、環状空間内の全ての空所を満たし、環状空間内に実質的に一様な圧縮性物質の分布を与えることが望ましい。
【0040】
1つの実施態様では、1つ又は複数の容器を変容させた後、圧縮性物質は実質的に拘束されていない圧縮性物質の体積になり、その体積が実質的に環状空間の体積である。
【0041】
別の実施態様では、1つ又は複数の容器を変容させた後、圧縮性物質の拘束されていない体積は、環状空間の体積より約1%以上大きく、好ましくは約10%以上大きい(例えば約20%以上大きい、約30%以上大きい)。言い換えると、1つ又は複数の容器を変容させた後、環状空間内の圧縮性物質の第2の体積は、圧縮性物質の拘束されていない体積より少なくとも約9%(例えば、少なくとも約17%、又は少なくとも約23%)小さい。すなわち、1つ又は複数の容器を変容させた後、内側パイプ及び外側パイプの圧縮性物質に対する拘束がないとした場合、圧縮性物質は環状空間を満たしてあふれることが望ましい。圧縮性物質が環状空間を満たしてあふれることは、1つ又は複数の容器を変容させた後に環状空間内の空所が圧縮性物質で埋められ、さらに圧縮性物質がある程度圧縮されることになって絶縁性能が高められ、パイプ・イン・パイプ・アセンブリの絶縁特性の改善になるので望ましい。環状空間を満たしてあふれることに伴う残留力は、圧縮性物質が環状空間内の空所に移動することを助け、環状空間内の圧縮性物質の分布の一様性を改善する。さらに、以下で説明するように、残留力は、1つ又は複数の内側パイプと外側パイプの間で長手方向及び/又は半径方向の力を伝達する手段として圧縮性物質を用いて機械的な利益を得ることを可能にするので有利である。特に、この残留力は、1つ又は複数の内側パイプと圧縮性物質の間、及び/又は外側パイプと圧縮性物質の間である程度の摩擦を生み出し、パイプ・イン・パイプ・アセンブリ内でのパイプの望ましくない移動を防ぐのに役立つ。好適な多孔質で弾力性の体積圧縮性の絶縁物質、特にエアロゲルなどの好ましい圧縮性物質、さらに詳しくはNanogel(登録商標)エアロゲル(マサチューセッツ州、ボストンのキャボット・コーポレイションから入手できる)は、ばねのような性質を有し、したがって物質中に、特に拘束されていない物質が実質的に環状空間を満たす(又は、満たしてあふれる)ところで内側及び外側パイプに作用する残留力が生ずる。この残留力は、圧縮されたときにばねが及ぼす力と同様のものであるが、この物質の場合、力は一方向性でなく、二方向、三方向、又は全方向性でさえある。この残留力は、絶縁物質が1つ又は複数の内側パイプと外側パイプの間で、又は1つ又は複数の外側パイプの間で、機械的な「結合」を形成することを可能にする。この結合の強度は、環状空間内の物質の量、物質の性質、及びパイプ材料に依存する。言い換えると、圧縮された物質で満たされた環状空間のパーセンテージが高いほど、「結合」は強くなる。この「結合」はさらに、パイプ・イン・パイプ・アセンブリが設置されるときに直面する(例えば、いわゆる「リール敷設」の場合のリールの周りの曲げ、いわゆる「J−敷設」の場合にアセンブリが海底に敷設されるときの曲げ、いわゆる「S−敷設」の場合に敷設はしけを離れるときの曲げ、における)長手方向及び/又は半径方向の応力、並びに使用中に直面する(例えば、温度上昇及び下降サイクルのさいの内側パイプの膨張と収縮による)長手方向及び/又は半径方向の応力を伝達する。こういった「結合した」絶縁システムがない場合、長手方向の応力には一般に内側及び外側パイプをまとめて保持する隔壁が対処し、半径方向の応力にはときにはパイプをほぼ同軸に整列させるセントラライザー(スペーサーとしても知られる)が対処する。したがって、本発明の1つの利点は、絶縁物質自体が応力伝達を助けるということであり、それによってパイプ・イン・パイプ・デザインではより薄い及び/又はより少ない数の隔壁及び/又はスペーサーを用いることが可能になる。隔壁及びスペーサーは一般に本発明の絶縁性能に比べて顕著に弱い絶縁体である物質で作られるので、隔壁及びスペーサーの数及び/又は幅をシステムの全長にわたって減らすことは熱的な性能を改善し、同時にコストと複雑さを減少させる。応力伝達のレベルは、隔壁及びスペーサーの建造に典型的に用いられる他の物質(例えば、金属、複合材料)に比べて低くなる。しかし、この実施態様では絶縁物質が完全に環状空間を満たすので、力の伝達は、比較的広く間隔があいた比較的狭いスライバー(sliver)ではなく、パイプの全表面で分担できる。パイプ・イン・パイプ・システムでポリウレタンフォームを使用することは当業者によく知られている。幾つかのポリウレタンフォームのパイプ・イン・パイプ・システムは内側及び外側パイプを接着結合して荷重の伝達を可能にしている。この方法は受容できるものであるが、過大な力で接着結合がこわれると、長手方向の荷重伝達(及び、多分、半径方向の荷重伝達)の価値が失われる。本発明は、接着結合ではなく機械的結合を用いるので、その「跳ね返り(spring back)」性質によって、ポリウレタンフォーム・システムの接着結合を破壊するようなタイプの圧縮を受けた後でも跳ね返って元の形に戻り、したがって、システムを機械的に結合し続ける。このように、本発明のある実施態様は、内側パイプ、外側パイプ、及びその間の絶縁材を含む絶縁されたパイプ・イン・パイプ・システムであって、該絶縁材が該内側パイプと該外側パイプの間で1つ又は複数の長手方向又は半径方向の荷重伝達を可能にし、該絶縁材が該内側パイプにも該外側パイプにも接着的に結合されていないことを特徴とするシステムである。
【0042】
ある好ましい実施態様では、(a)1つ又は複数の容器内の圧縮性物質の第1の体積はその圧縮性物質の拘束されていない体積の約70%以下であり、(b)1つ又は複数の容器内の圧縮性物質の第1の体積は環状空間の体積より小さく(例えば、約99%以下、又は約95%以下)、かつ(c)1つ又は複数の容器を変容させた後の環状空間内の圧縮性物質の第2の体積は、その圧縮性物質の拘束されていない体積より約1%以上(好ましくは10%〜30%)小さい。
【0043】
典型的には、パイプ・イン・パイプ・アセンブリが操業で使用され、流体(例えば、液体又は気体)が1つ又は複数の内側パイプを通して流され、該流体は外側パイプが置かれている温度と異なる温度にあるとき、外側パイプに比べて1つ又は複数の内側パイプに温度差がかかるために、流体の温度が外部温度よりも高いか又は低いかによって、1つ又は複数の内側パイプは外側パイプに対して膨張又は収縮する。この1つ又は複数の内側パイプと外側パイプの膨張差がパイプ間に長手方向の力を生ずる。1つ又は複数の内側パイプと外側パイプが、例えば、結合手段、溶接、又は隔壁、によって結合されていると、1つ又は複数の内側パイプの外側パイプに対する膨張又は収縮の差によって発生する応力が、接合点(例えば、結合手段、溶接、又は隔壁)、又はパイプの弱い箇所、に集中して、構造の変形が生じ、構造に発生する曲率、又はパイプの破裂となって現れる。圧縮性物質が、環状空間を満たしてあふれることにより圧縮されて、1つ又は複数の内側パイプと外側パイプの間で長手方向の力を伝達する手段となり、パイプ間の結合手段や溶接にかかる応力を減じ、半径方向の力を伝達することによってアセンブリの「キンク発生」(例えば、直線からのずれ)にも対処できると有利である。圧縮された圧縮性物質が、外側パイプと1つ又は複数の内側パイプの互いに対する運動を結合することを可能にして、1つ又は複数の内側パイプと外側パイプの間で長手方向の力を伝達する主要な手段となることが望ましい。内側パイプと外側パイプの膨張又は収縮の差によって発生する応力を改善する他に、パイプ・イン・パイプ・アセンブリの取扱いが単純になる、例えば、アセンブリを動かすとき(例えば、アセンブリの操業を始めるとき)に、1つ又は複数の内側パイプと外側パイプの互いに対する望まれないスリップを回避するために1つ又は複数の内側パイプと外側パイプの両方を同時に確保する必要を少なくとも部分的に減らすことによって単純になることが有利である。
【0044】
1つ又は複数の容器は任意の好適な形状を有することができる。例えば、1つ又は複数の容器はほぼ直角平行六面体(例えば、れんが形態)であってもよい。1つ又は複数の容器はまた、球形又は円筒形であってもよい。細長いアーチ形は、細長いアーチ形容器の断面によって定められる略円形の幾何形状を有するカーブを含み、アーチの2つの端部とこうして定められる半円の中心点によって定められる角度はゼロから、極限で、360度まで(例えば、円形の細長いアーチ状容器も考えられる)の間のゼロでないどんな値も取りうることは理解されるであろう。したがって、1つの実施態様では、細長いアーチ状容器のアーチは、ここで前に定めたように180度という角度を含む(例えば、「ハーフシェル」)。別の実施態様では、細長いアーチ状容器のアーチは、360度よりも小さな角度(例えば、約355度以下)を含み、細長いアーチ状容器は一般に「C」形をとり、容器は連続しない細長いエッジを有し、その間にギャップが定められる。
【0045】
1つ又は複数の容器はまた、エッジの「嵌め合わせ」を容易にするように成形された細長いエッジを有することができる。例えば、一対の細長い嵌め合わせエッジは、嵌め合わせ形状が単純な平行面を含む任意の適切な嵌め合わせ形状になるように相補的な形を有することができる。嵌め合わせエッジは「さねはぎ継ぎ」形態及びその変形態様であってもよい。他の好適な幾何形状は当業者にとって容易に明らかであろう。
【0046】
図1は、細長いアーチ形を有する容器の実施態様を示す。容器は、可撓性物質12を含み、外側半径13、内側半径14及び長さ15の容器11で表される。
【0047】
複数の容器が本発明の範囲内で用いられる場合、望ましくは、これらの容器は、容器のエッジによって画定されるギャップが一致しないことで、1つ又は複数の内側パイプと外側パイプの間にエネルギー伝達通路を与えないように互いに対して配置される。一例として、複数の細長いアーチ状容器を本発明の範囲内で用いて端部と端部を突き合わせて内側パイプの外側表面と同じ広がりに配置するとき、内側パイプのあるセクションに沿って配置された容器の隣接する細長いエッジによって定められるギャップが内側パイプの隣接するセクションに沿って配置された容器の隣接する細長いエッジによって定められるギャップに対して互い違いになっていることが望ましい。同様に、1つ又は複数の内側パイプと外側パイプの間に半径方向で複数の層の容器を用いる場合、1つの層の容器のエッジを隣接する層の容器のエッジに対して互い違いにする。このようにして、容器を変容させた後にギャップを圧縮性物質で満たすことが不完全になった場合に生ずるかも知れないチャンネルが、環状空間内でどの方向にも1つの容器の長さよりも大きく伸びることがなくなるであろう。
【0048】
多孔質で弾力性の体積圧縮性物質は、任意の好適な物質であることができる。圧縮性物質は細孔を含むことが望ましい。細孔は任意の好適なサイズであることができ、望ましくは開放している。好ましくは、細孔は平均細孔サイズ(例えば、平均細孔径)が約25μm以下(例えば、約15μm以下、又は約10μm以下、又は約1μm以下)である。弾力性とは、圧縮性物質が弾性圧縮性を有し、バルク量の圧縮性物質に圧力を加えると圧縮性物質が占める体積の減少が生じ、圧力が解除された後に圧縮性物質の体積が増加し、望ましくは圧力を加える前と実質的に同じ値に戻ることを意味する。
【0049】
圧縮性物質は、弾力性及び体積圧縮性である多孔質粒子を含むことができ、圧縮性物質の総量のある割合としての任意の量の多孔質粒子を含むことができる。1つの実施態様では、圧縮性物質は実質的に多孔質粒子を含まない。他の実施態様では、圧縮性物質は少なくとも多少の(例えば、約5%以上の)多孔質粒子を含み、本質的に多孔質粒子から、又は全部(例えば約100%)が多孔質粒子からなるものであってもよい。
【0050】
多孔質粒子は、任意の好適な多孔質粒子であることができる。好適な多孔質粒子は、ナノ多孔質粒子、特にナノ多孔質シリカ粒子を含む。ナノ多孔質シリカ粒子は細孔サイズ(例えば平均細孔径)が約1nm〜約100nmであることが望ましい。細孔サイズは、水銀圧入ポロシメトリー又は顕微鏡測定など、当業者に周知の方法によって決定される。ナノ多孔質シリカ粒子の限定的でない例としては、ゾル−ゲル法によって作られるシリカ・エアロゲル、同時燻しプロセスによって作られるナノ多孔質シリカ、及びシリカをカーボンブラックと同時燻しした後に炭素を熱分解して作られるナノ多孔質シリカなどがある。好ましくは、ナノ多孔質シリカ粒子は疎水性である。ナノ多孔質シリカ粒子は任意の好適なプロセスによって疎水性にしてもよく、多くのプロセスが当業者には周知である。
【0051】
望ましくは、多孔質粒子はエアロゲル粒子である。エアロゲルは、空気(例えば、ある気体)を分散媒質とするゲルと特徴付けられる。好適なエアロゲルの例は、シリカ・エアロゲル及び有機エアロゲルなどであり、シリカ・エアロゲル(例えば、マサチューセッツ州、ボストンのキャボット・コーポレイションから「Nanogel(登録商標)」という商品名で入手できる)が好ましい。
【0052】
多孔質粒子は、任意の好適な粒子サイズ(例えば、平均粒径)を有することができる。例えば、多孔質粒子は、平均粒子サイズが約1μm〜約5mm(例えば、約5μm〜約3mm)であってよく、ここで粒子サイズとは粒子を包含する最小の球の直径と定義される。多孔質粒子は、任意の好適な粒子形状(例えば、不規則、球形、など)を有することができる。
【0053】
圧縮性物質は、全体として弾力性で体積圧縮性であり、任意選択で多孔質である限り、非粒状物質を含むことができる。弾力性で体積圧縮性である非粒状物質の限定的でない例としては、発泡体、ファイバーを含む物質、及びそれらの複合材料がある。ファイバーを含む圧縮性物質の限定的でない例としては、ファイバーとエアロゲル、及び、任意選択で、少なくとも1つの結合剤を含む複合材料(例えば、ファイバー強化エアロゲル)がある。ファイバーは任意の好適な構造を有することができる。例えば、ファイバーは何も構造がなくてもよい(例えば、非結合繊維(unassociated fiber))。ファイバーは、マトリクス構造又は同様のマット状構造を有してもよく、それはパターンがあっても、不規則でランダムであってもよい。ファイバーを含む好ましい複合材料は、エアロゲルとファイバーからなる複合材料であって、ファイバーがかさ高な繊維構造、バッティング、又はスチールウール・パッドに似た形を有するものであってよい。かさ高な繊維構造は、圧力を受けるとかさ高な繊維構造の体積が減少し、圧力が取り去られるとかさ高な繊維構造がリバウンドして少なくとも圧力の下にあるときの体積より大きな体積に、望ましくは最初の拘束されていない体積に戻るということで特徴づけられる。かさ高な繊維構造の調製で使用するのに適した物質の例としては、グラスファイバー、有機ポリマーファイバー、シリカファイバー、石英ファイバー、有機樹脂ベース・ファイバー、炭素ファイバーなどがある。かさ高な繊維構造を有する物質は、それだけで本発明の方法で使用するのに適しているが、かさ高な繊維構造を有する物質はさらに第2の開放気泡物質を含むことが好ましい。本発明の方法で用いるのに好ましい開放気泡物質の例としてはエアロゲルがある。第2の開放気泡物質(例えば、シリカ・エアロゲル)をかさ高な繊維構造を有する物質と共に用いた場合、得られる複合材料が圧縮性であり弾力性であることが望ましい。しかし、圧縮性の多孔質粒子と合わせて使用する場合、組み合わせた物が圧縮性で弾力性である限り、非粒状の圧縮性物質の圧縮性と弾力性に関する要求は減少する。
【0054】
好ましい非粒状の多孔質で弾力性の体積圧縮性物質は、かさ高な繊維構造とその中に分散されたシリカ・エアロゲルを有する物質からなるブランケットである。
【0055】
圧縮性物質は、乳白剤をさらに含むことができる。乳白剤の機能は、赤外線を吸収することによって内側パイプと外側パイプの間の熱エネルギーの赤外線による伝達を阻止するか又は最小にすることである。好適な乳白剤の限定的でない例としては、カーボンブラック、二酸化チタン、ケイ酸ジルコニウム及びそれらの混合物が挙げられる。任意の適切な装荷量の乳白剤を用いることができるが、乳白剤の好ましい装荷量は1vol%〜50vol%である。
【0056】
上述のように、本発明の第1の方法の実施態様では、1つ又は複数の容器は封止され、空気不透性物質で構成される。空気不透性物質はどんな空気不透性物質であってもよい。一般に、空気不透性物質は少なくとも数ヶ月(例えば、3ヶ月)低い空気圧を維持するのに十分な空気不透性を有し、例えば発送や取扱いの間、又はパイプ・イン・パイプ・アセンブリに設置する際に起こりうる偶発的な破損を生ずることなく取り扱うのに十分な機械的耐久性を有するように選ばれる。空気不透性物質は可撓性であることが望ましい。1つの実施態様では、空気不透性物質は可撓性であるが、実質的に非弾性的である。他の実施態様では、空気不透性物質は弾性的であって、その完全性を保ちながら圧縮性物質の膨張を可能にする。好ましくは、空気不透性物質は、金属、ポリマー(例えば、共押出されたナイロン・ポリエチレン)、布、及びそれらの組み合わせからなる膜を含む。
【0057】
本発明の第2の方法実施態様では、1つ又は複数の容器に関する必要条件は、1つ又は複数の容器が空気不透性であるということ以外は、第1の方法実施態様と同じである。この実施態様では、容器は機械的に圧縮できる。
【0058】
1つ又は複数の容器は、空気不透性物質の形態に関して何も特別な制限がない。容器を構成する物質は、拘束の下にある圧縮性物質、すなわち第1の体積を完全に囲むような寸法に設計される。容器を構成する物質は、第2の体積又は拘束されていない体積での圧縮性物質を完全に囲むような寸法に設計することができる。圧縮性物質を圧縮した後、過剰な物質は単にランダムに1つ又は複数の容器にまといつくことができる。物質にひだ又は折り畳みを設けて、容器を圧縮したときに物質が畳まれて、ひだや折り畳み部分がないときに比べてなめらかな外側表面が得られるようにすることができる。
【0059】
1つ又は複数の容器はスリーブ内に部分的に又は完全に囲まれるか又は閉じこめられるようにすることができる。スリーブの機能は、1つ又は複数の容器の定位を助けること、本発明の方法を実行するときに1つ又は複数の容器を機械的損傷から守ること、パイプ・イン・パイプ・アセンブリにさらに絶縁性質を追加することなどであるが、それだけに限定されない。スリーブは任意の好適な材料から作ることができる。スリーブ材料の限定的でない例は、アルミニウム、スチール、亜鉛めっき鋼、ステンレス鋼、エラストマー(例えば、シリコーン)、熱硬化性ポリマー(例えば、エポキシ及び樹脂)、熱可塑性ポリマー(例えば、ポリエチレン、アクリル、ポリカーボネート、ポリプロピレン、ポリアミド、ポリ塩化ビニル、ポリスチレン)、ポリマー発泡体(例えば、ポリウレタンフォーム)及び複合材料(例えば、炭素ファイバー強化ポリマー、グラスファイバー)などである。幾つかの実施態様では、スリーブは弾性物質を含み、変容後の1つ又は複数の容器の膨張にスリーブの損傷なしに対処する。スリーブは、また、1つ又は複数の容器によって囲むこともできる。そのような実施態様では、スリーブを圧縮性物質の周りに配置した後に容器を構成する物質をスリーブの周りに配置する。このように、本発明は、パイプ・イン・パイプ・アセンブリが外側表面を有する少なくとも1つの内側パイプ;該少なくとも1つの内側パイプの周りに配置された内側表面を有する外側パイプ;該外側パイプの内側表面と該少なくとも1つの内側パイプの外側表面の間の環状空間;及び圧縮された多孔質で弾力性の圧縮性物質を含む少なくとも1つの容器を含み、前記容器が環状空間に配置され、該容器が部分的に又は完全にスリーブ内に囲まれている実施態様を含む。上記の実施態様に代わるものとして、スリーブを容器と圧縮性物質の間に配置することもできる。
【0060】
図6に示されている別の実施態様では、スリーブ(又はシース)61が、容器が改変されたときも圧縮性物質21の膨張に対する拘束として機能する。この絶縁されたアセンブリは、スリーブ61の外側表面と外側パイプ33の内側表面の間の環状空間31に空所があることが好ましい。この環状空所31は、空気などの気体で満たすことができる。空き空間は、隔壁又は(種々の形態の)スペーサー62を用いて維持することができる。空き空間が存在することによって、内側パイプと外側パイプが互いに独立に動くことができ、これは展開方法又は操業条件によって有利になる。
【0061】
1つ又は複数の容器に1つ又は複数の熱シールドを設けることができる。1つ又は複数の熱シールドの機能は、本発明の方法を実行するときに用いられる溶接プロセスで発生する熱から1つ又は複数の容器を守ることである。1つ又は複数の熱シールドはスリーブと同じであっても、又はスリーブとは別で異なるものであってもよい。1つ又は複数の熱シールドは任意の好適な物質から作ることができ、例えば金属又は熱的に安定なポリマーから作ることができる。幾つかの実施態様では、1つ又は複数の熱シールドは容器とは別である。そのような実施態様では、1つ又は複数の熱シールドは自由に浮いていてもよい、又は1つ又は複数の熱シールドはパイプ・イン・パイプ・アセンブリの外側パイプの内側表面又は1つ又は複数の内側パイプの外側表面に、任意の好適な手段によって、例えば好適な固定具又は溶接によって取り付けてもよい。固定具の限定的でない例は、接着組成物、接着テープ、フック&アイレット・アセンブリ、及び面ファスナーなどである。
【0062】
1つ又は複数の容器は、任意選択で、潤滑剤を含むコーティングを有することができる。潤滑剤はパイプ・イン・パイプ装置の組立を容易にする、例えば、環状空間内に1つ又は複数の容器を定位することを助けることができる。
【0063】
本発明の第1の方法実施態様で、そして任意選択で本発明の第2の方法実施態様で、1つ又は複数の容器は封止され、封止された1つ又は複数の容器はその中が低圧になる。低圧は、大気圧より低い任意の圧力であることができる。典型的には、低圧とは、約1kPa以上(例えば、約10kPa以上、又は約20kPa以上)である。好ましくは、低圧は約100kPa以下(例えば、約75kPa以下、又は約50kPa以下)である。
【0064】
本発明はさらに図2、3及び4に示されている。図2は、多孔質で弾力性の体積圧縮性物質21を囲む可撓性物質12からなる2つの半円形「ハーフシェル」容器を備えた実施態様を示す。図3に示されたパイプ・イン・パイプ装置には、容器材料12内に入れられた圧縮性物質21を含む容器は、内側パイプ32によって画定され外側パイプ33によって囲まれた環状空間31に同じ広がりで配置されている。容器は、環状空間を100%まで満たすことができる。容器の改変後、図4に示されるように、圧縮性物質21は内側パイプ32と外側パイプ33によって画定される環状空間を実質的に満たすように可能な限り膨張する。
【0065】
1つ又は複数の容器は任意の好適なプロセスによって調製することができる。図1に示される封止された容器としての細長いアーチ状容器の実施態様を調製するのに特に適したプロセスを図5を参照して説明する。図5は、ナノ多孔質シリカ粒子を含む容器を形成する鋳造装置の断面図を示す。鋳造装置は、上方鋳型部材51と下方鋳型部材52を含む。図5に示されているように、圧縮性物質21をその中に含む空気不透性の可撓性材料12の封止されていない容器が外側鋳型部材51の表面53と内側鋳型部材52の表面54に接触して配置される。外側鋳型部材が距離55だけ動かされ、表面53が位置56へ移動し、同時に真空が流体接続部57を通して加えられる。次に、封止手段58が流体接続部57に適用され、流体接続部57が、封止手段58をその場所に残して、又は封止手段58の先で流体接続部57の端部を封止した後に封止手段58を取り去って封止され、細長いアーチ状の封止された容器11が作成される。同様の実施態様では、外側鋳型部材51が静止して保持され、内側鋳型部材52が外側鋳型部材51に近い位置に動かされる、又は外側鋳型部材51と内側鋳型部材52の両方を同時に互いの方へ動かすこともできる。あるいはまた、内側鋳型部材52も外側鋳型部材51も動かされない。
【0066】
上述したプロセスの他の変形態様を以下で説明する。これらのプロセス及び上記のプロセスはすべてパイプ・イン・パイプ組立プロセスの際にその場で実行できる。
a.一点又は多点吸引を用いる鋳型による可撓性容器での吸引真空パッキング。気密容器を鋳型に置き、真空ポンプに結合し、容器内側の圧力を減少させる。容器内側の圧力が所望のレベルに達したら、容器を封止子、結合を取り除く。容器の外側と内側の圧力差で物質が圧縮され、それが鋳型によって成形される。
b.硬質の鋳型内での可撓性容器の圧縮。粒子が満たされた容器を、硬いが動かすことのできる境界部を有する鋳型に入れる。気体、液体又は他の好適な圧縮手段を用いて容器を所望の形に圧縮し、容器を気密に封止する。その後、容器を機械的圧縮用鋳型から取り出す。
c.可撓性鋳型(例えば、浮嚢)による可撓性容器の圧縮。粒子が満たされた容器を、可撓性境界部を有する鋳型に入れる。可撓性境界部に圧力を加えることにより粒子を含む容器を所望の形に圧縮する。気体、液体又は他の圧縮手段を用いて容器に圧力を加えることができる。所望の形の容器が作成されたら、容器を封止して鋳型から取り出す。
d.硬質の可撓性鋳型による可撓性容器の圧縮。可動の硬質境界部と可撓性境界部の両方を有する鋳型を用い、プロセス(b)と(c)の組み合わせを用いる容器の機械的圧縮。
e.真空パッキングの後に可撓性容器を硬質の鋳型で圧縮。ここで述べたように真空によって圧縮された容器を作成し、次に硬質の鋳型を用いて容器を所望の形に圧縮する。
f.真空パッキングの後に可撓性容器を可撓性鋳型で圧縮。本明細書で述べたように真空によって圧縮された容器を作成し、次に可撓性境界部の鋳型(例えば、浮嚢による鋳型)を用いて圧力を加えて容器を所望の形に圧縮する。
g.真空パッキングと同時に可撓性容器の硬質及び/又は可撓性鋳型による機械的圧縮。本明細書で述べたように真空を用い、同時に上のプロセス(b)、(c)又は(d)で述べたように機械的圧縮を加えて圧縮された容器を作成する。
h.別の実施態様では、1つ又は複数の容器を所望の寸法に圧縮する駆動されたローラーのシステムに1つ又は複数の容器を通過させることによって1つ又は複数の容器を圧縮及び/又は成形する。最も簡単な場合、容器は直角平行六面体の形状(例えば、れんが形態)を有する。容器は次に間にギャップを有する平行な円筒ローラーの間を通され、ギャップは1つ又は複数の容器の厚さよりも小さく、それにより1つ又は複数の容器を所望の厚さに圧縮する。1つ又は複数の容器は大気圧であっても、低い圧力にあってもよい。あるいはまた、1つ又は複数の容器をローラーの間に通すときに1つ又は複数の容器内の圧力を減少させ、1つ又は複数の容器をローラーの間に通した後に1つ又は複数の容器が低い圧力にあるようにすることもできる。別の実施態様では、多数のローラーを構成して1つ又は複数の容器にある形を生成することができる。例えば、3対のローラーを、端部と端部を突き合わせ、隣接する対のローラーの間の角度が60°になるように構成したものを用いて1つ又は複数の容器をほぼ半円形に成形することができる。他の実施態様は当業者にとって容易に明らかであろう。
i.高圧チャンバ設備。ここで述べたような真空プロセス、(a)又は(b)を用いて圧縮された容器が作成され、次に、容器をチャンバに入れ、そこで圧力を大気圧より高く維持する。圧力の増加によりパックの圧縮レベルが高められる。
j.半硬質容器の圧縮。この方法は鋳型を必要としない。硬質の機械的プレスを用いて容器を所望の形に圧縮する。容器が所望の形になったら、機械的な拘束又は気密シールを施して容器をその形にロックする。
k.半硬質容器の外部空気圧圧縮。容器に圧縮性物質を満たし、真空チャンバに入れる。チャンバを排気したら、容器を気密シールで封止し、チャンバの圧力を大気圧に高める。容器の内側と外側の圧力差を用いて容器を圧縮する。あるいはまた、満たされた容器を真空に結合して容器内の圧力を下げる。圧力が所望のレベルになったら、吸引ポートを封止する。
【0067】
1つ又は複数の容器が封止されない場合(すなわち、気密でない場合)、容器は任意の好適な方法によって調製することができる。圧縮性物質で容器を圧縮充填する多くの方法が当業者には周知である。1つの実施態様では、細長いアーチ状の封止された容器の調製に関してここで述べたプロセスを、真空の印加を除き、圧縮性物質を圧縮された状態で保持するために圧縮された位置で取り巻いて固定する少なくとも1つのシース又はベルトを含めることによって(非)封止容器の調製に適合させることができる。
【0068】
1つ又は複数の容器の改変は、任意の好適な方法で達成することができる。1つの実施態様では、1つ又は複数の容器は封止され、弁又は閉じたポートを有し、それを開くと気体を1つ又は複数の容器に導入して封止された1つ又は複数の容器内の圧力を環状空間内の圧力と等しくすることが可能になり、その他の点で封止された1つ又は複数の容器の完全性は保たれる。
【0069】
別の実施態様では、1つ又は複数の容器は封止され、それが破られて封止された1つ又は複数の容器の少なくとも一部の完全性が破壊される。1つ又は複数の容器を破るのに任意の好適な方法を使用することができる。1つ又は複数の容器を破ることは1つ又は複数の容器を加熱することで遂行できる。1つ又は複数の容器を構成する物質に相転移を(例えば、融解、又はガラス転移を)引き起こすのに、又は1つ又は複数の容器を構成する物質の分解を引き起こすのに十分な温度まで1つ又は複数の容器を加熱することができる。例えば、1つ又は複数の容器は、パイプ・イン・パイプ・アセンブリの1つ又は複数の内側又は外側パイプで行われる溶接作業の結果として加熱されることがある。あるいはまた、又はそれに加えて、パイプ・イン・パイプ・アセンブリの1つ又は複数の内側又は外側パイプには、溶接作業と無関係に熱を加えることができ、1つ又は複数の内側又は外側パイプの任意のセクションに選択的に熱を加えて、パイプ・イン・パイプ・アセンブリの任意の予め選択された1つ又は複数の場所に容器の破れを引き起こすことができる。
【0070】
1つ又は複数の容器の加熱は、任意の適切な固定周波数を有するか又は所定の方法で変えられる周波数を有するレーザー光線を用いて達成することができる。レーザー光線は1つ又は複数の容器の少なくとも一部分に直接ぶつかって、1つ又は複数の容器の少なくとも一部分を加熱し1つ又は複数の容器の破れを生ずることができる。パイプ・イン・パイプ・アセンブリが複数の(例えば、2つ以上の)容器を含む場合、レーザー光線を各容器の表面の少なくとも一部を横切るように動かすことができる。あるいはまた、レーザー光線を用いて環を定める1つの表面の少なくとも一部を局所加熱し、加熱された表面がその後1つ又は複数の容器を加熱するようにしてもよい。レーザー源を環の外に保持しても、又は環の内部に配置、又は環を通して動かすこともできる。
【0071】
1つ又は複数の容器の表面を直接加熱して1つ又は複数の容器の破れを引き起こすことができる。加熱手段を含む加熱部材が摺動可能に結合されたガイドロッド又はガイドラインを含むアセンブリをパイプ・イン・パイプ装置の環に導入できる。好適な加熱手段の例としては、電気抵抗加熱エレメント、オープンフレーム、及び高温気体を1つ又は複数の容器の表面に送る手段などがあるが、それだけに限定されない。使用時に、加熱手段をガイドロッドに沿って環を通して一方の端部から他方の端部へ1つ又は複数の容器の表面に接触しながら動かしてその破れを引き起こすことができる。ガイドロッドと加熱部材は、任意選択で、環から取り出して他のアセンブリで使用できる。加熱部材は環を通して一定の速度又は可変速度で動かすことができる。加熱部材をロッド又はバーに固定し、手動又は機械的に環を通して動かして1つ又は複数の容器の破れを引き起こすことができる。あるいはまた、加熱部材はパイプ・イン・パイプ・アセンブリと同じ又は実質的に同じ長さを有するように構成して環全体にわたって同時に熱を供給するようにできる。このような実施態様の一例は、ヒーテッドパイプであり、パイプはその中に収められた高温流体によって加熱される。高温流体は使用前にパイプに導入するか、ポンプによってパイプを通って循環させることができる。ヒーテッドパイプは内側パイプ自体であってもよく、その場合高温流体はポンプによって内側パイプに通され、パイプ・イン・パイプ・アセンブリ全体を容器の他ぶれを生ずるのに十分な温度に十分な時間加熱する。
【0072】
1つ又は複数の容器の加熱は超音波加熱によって遂行できる。超音波加熱装置を環内に導入し、それを用いて1つ又は複数の容器の少なくとも一部を加熱してその破れを引き起こすことができる。外側及び/又は内側パイプが金属を含む場合、1つ又は複数の金属パイプ・イン・パイプの誘導加熱を用いて1つ又は複数の容器を加熱してその破れを引き起こすことができる。
【0073】
1つ又は複数の容器は、電気抵抗エレメントをその外側又は内側表面に取り付けて、又は1つ又は複数の容器を構成する物質に組み込んで製造することができる。電気抵抗エレメントはワイヤ、プレート、又は同様の形態をとることができる。電気抵抗エレメントに電流が流れると、エレメントが熱を発生し、それが1つ又は複数の容器の破れにつながる。電気抵抗エレメントがワイヤである場合、所定のパターンで1つ又は複数の容器を破るようにワイヤを1つ又は複数の容器の表面に構成することができる。例えば、ワイヤを1つ又は複数の容器の周りにらせん状に巻き付けて、1つ又は複数の容器をその外側表面の周りで一様な仕方で破るようにすることができる。
【0074】
1つ又は複数の容器の局所加熱の他に、1つ又は複数の容器を破ることは、環内の温度を上げ、1つ又は複数の容器の満足できる破れが確実に得られるように高い温度を適切な長さの時間にわたって維持することによって遂行できる。例えば、高温気体の流れを環に通して1つ又は複数の容器を軟化、融解又は他の方法で劣化させることができる。
【0075】
1つ又は複数の容器を破ることは、機械的な手段を用いて遂行できる。例えば、少なくとも1つの鋭いエッジを含む切断アセンブリをパイプ・イン・パイプ・アセンブリの環内に配置して、任意選択でそれを通して動かし、該少なくとも1つの鋭いエッジで裂くか切るかして1つ又は複数の容器を破ることを遂行できる。少なくとも1つの鋭いエッジは、ナイフ、ピン又はスパイク、鋸歯、鋭い物質(ガラス破片など)が固定されたひも又はワイヤ、及びそれらの組み合わせであってよい。切断アセンブリをガイドロッド又はガイドワイヤに摺動可能に結合し、ガイドロッド又はガイドワイヤを環内に配置し、切断アセンブリをガイドロッド又はガイドワイヤに沿って動かして容器を破ることができる。切断アセンブリをガイドロッドに固定し、ガイドロッドと切断アセンブリを環内で動かして容器を破ることもできる。
【0076】
1つ又は複数の容器は、加熱アセンブリ又は切断アセンブリを、1つ又は複数の容器を確実に破るために1つ又は複数の容器の表面の近くで環を通ってガイドするための手段を含むことができる。例えば、1つ又は複数の容器は、その表面に取り付けたガイド・チューブ又はフェルールを備え、ガイドロッドをそれに挿入することができる。加熱又は切断アセンブリをそのガイドロッドに沿って摺動させて1つ又は複数の容器の破裂を遂行できる。破裂のために加熱アセンブリを用いる場合、ガイド・チューブに熱の良導体(例えば、金属)を用いて加熱アセンブリから1つ又は複数の容器の表面への熱伝達を容易にすることができる。
【0077】
1つ又は複数の容器は、組み立てられたパイプ・イン・パイプ・アセンブリの曲げに対する圧縮によって機械的に破裂させることができる。ここで説明しているパイプ・イン・パイプ・アセンブリは端部と端部を結合してパイプラインを形成することができる。実際には、組み立てられたパイプラインは、しばしば、長いパイプラインをパイプライン敷設船で輸送できるようにスプールに巻き取られる。スプール巻き取りのプロセスは、パイプライン及びそのセグメントの曲げを必要とする。曲げは外側と内側パイプの間で1つ又は複数の容器を破るような1つ又は複数の容器の圧縮を生ずる。
【0078】
1つ又は複数の容器が気体不透性に封止されて大気圧よりも低い圧力にあるとき、1つ又は複数の容器は、1つ又は複数の容器が完全に膨張するまでにパイプ・イン・パイプ・アセンブリを完成することが可能な時間スケールで1つ又は複数の容器の膨張が起こるように、設置する前に破ることができる。例えば、パイプ・イン・パイプ・アセンブリが完成される前に、1つ又は複数の容器に小さい孔をあけることができる。あるいはまた、1つ又は複数の容器自体に弁又はその他の封止された開口などの破るための手段を組み込んで、その弁又は開口がコントロールされた速度で気体を1つ又は複数の容器に導入して1つ又は複数の容器の完全な膨張が起こる前にパイプ・イン・パイプ・アセンブリが完成する十分な時間が有るように設計することができる。
【0079】
1つ又は複数の容器は、化学的手段を用いて破ることができる。1つの方法は、1つ又は複数の容器を構成する物質を溶解する又はそれと反応する溶媒又は化学物質を放出するようなデバイスを用いて1つ又は複数の容器の完全性を低下させて1つ又は複数の容器の破裂を引き起こすことである。このデバイスを接着剤又は他の適切な手段で容器の表面に取り付け、パイプ・イン・パイプ装置の組立の前、その間、及びその後固定しておくことができる。デバイスはまた、1つ又は複数の容器を構成する物質と発熱的に反応する反応物質、又は1つ又は複数の容器を構成する物質と及び/又は互いに反応する反応物質の混合物、を含み、それによって1つ又は複数の容器の表面を局所的にかねつしてその破裂を引き起こすことができる。デバイスは、爆発物質(例えば、爆発キャップ又は同様のデバイス)を含み、爆発で生ずる衝撃波が1つ又は複数の容器を機械的に破ってその破裂を引き起こすようにすることができる。デバイスは、フューズなどの点火コードを含み、そのコードを1つ又は複数の容器の内側又は外側表面に固定することができる。点火されると、点火コードは1つ又は複数の容器の表面を通って燃えてそれを破裂させる。
【0080】
さらに別の実施態様では、1つ又は複数の容器は封止されない。(封止されない)容器の改変は、封止された1つ又は複数の容器に関してこれまでに述べたように行われるが、封止された1つ又は複数の容器における圧力を等化するために気体を導入する必要はなく、さらに、圧縮性物質の拘束レベルを低下させるための拘束手段の変容を含む。拘束手段の変容は、封止された1つ又は複数の容器の破裂についてこれまでに述べたものと同じであってよく、破裂方法を拘束手段の変容に適合させることは当業者にとって容易に明らかであろう。
【0081】
本発明の方法は、任意選択でさらに追加の工程を含む。任意選択で追加される1つの工程は、1つ又は複数の容器及び/又は拘束手段の変容を検証する工程である。1つ又は複数の容器及び/又は拘束手段の変容を検証するのに適した方法は、肉眼視法、超音波画像検査法、X線画像検査法などである。検証方法は、1つ又は複数の容器及び/又は拘束手段の変容の間に実行して適切な変容が行われるようにしても、又は変容後に実行してもよい。
【0082】
任意選択の別の追加工程は、1つ又は複数の容器の変容前に追加の絶縁物質を環に配置する工程である。追加の絶縁物質は任意の好適な絶縁物質であることができ、同じか又は異なる1つ又は複数の絶縁物質を含むことができる。典型的には、追加の絶縁物質は圧縮性物質である。好ましくは、追加の絶縁物質は、非粒状の多孔質で弾力性の体積圧縮性物質を含む1つ又は複数のブランケットである。
【0083】
追加の絶縁物質は金属又は金属被覆フィルムであってよい。金属又は金属被覆フィルムは、放射によって1つ又は複数の内側パイプと外側パイプの間でのエネルギーの伝達を減らす。金属又は金属被覆フィルムは、任意の好適な金属又は金属被覆フィルムであることができる。好適な金属又は金属被覆フィルムの例は、アルミニウム・ホイル、ポリマー・フィルムを含むアルミニウム被覆基板、布などである。金属又は金属被覆フィルムは別のフィルムであって、絶縁ブランケットに組み込まれてもよく、又は1つ又は複数の容器に組み込まれて金属又は金属被覆フィルムが1つ又は複数の容器の外側表面又は内側表面に存在してもよい。金属又は金属被覆フィルムは先に述べたような任意の好適な固定具を用いて環内の任意の表面に固定されても、固定具なしに(例えば、何らかの表面にラップされることによって)配置されてもよい。1つ又は複数の容器を構成する物質も、当然ながら金属又は金属被覆フィルムであってよい。
【0084】
金属又は金属被覆フィルムを含む他に、追加の絶縁物質は任意の好適なフィルムを含むことができる。好適なフィルムの限定的でない例は、ポリマー及び/又は織られたフィルム又は布を含む。これに関連して、「フィルム」とは、絶縁物質の薄いシート(例えば、TYVEK(登録商標)などの高密度ポリエチレン・ファイバーから形成されたフィルム)を指し、このシートは任意の好適な形態を有することができ、同じか又は異なる物質の1つ又は複数の層を含むことができる。フィルムはまた、内側及び外側層の間に挟まれた透過性の膜を含むことができる(例えば、GORE−TEX(登録商標)材料又は他のポリテトラフルオロエチレン材料)。フィルムは、金属又は金属被覆フィルムに関して前に述べたように、任意の適切な仕方でパイプ・イン・パイプ装置に固定又は組み込むことができる。
【0085】
追加の絶縁物質は外側パイプの内側表面と1つ又は複数の容器の間、又は内側パイプの外側表面と1つ又は複数の容器の間、にフィットするように配置することができる。望ましくは、追加の絶縁物質は縁が1つ又は複数の容器の縁と互い違いになって1つ又は複数の内側パイプと外側パイプの間にエネルギー伝達通路を設けないように配置される。追加の絶縁物質は容器に組み込むことができる、又は容器をその絶縁物質で作ることができる。
【0086】
1つ又は複数の内側パイプは、外側パイプ内に任意の好適な方法で配置することができ、1つ又は複数の内側パイプと外側パイプはともに任意の好適な断面形状を有することができる。例えば、1つ又は複数の内側パイプと外側パイプはどちらも断面が円形であってよい。パイプ・イン・パイプ装置が単一の内側パイプを有する場合、内側パイプは外側パイプ内に同心的に配置しても、内側パイプ内で非対称に配置しても、又は内側パイプ内で任意の配置を自由にとってもよい。パイプ・イン・パイプ装置が複数の内側パイプを有する場合、内側パイプは外側パイプ内に任意の適切な位置に同じように配置することができる。ワイヤ及びケーブルも外側パイプ内に配置できる。
【0087】
幾つかの実施態様では、外側パイプは1つ又は複数の内側パイプに固定された圧縮性物質を含む容器上に直接構成及び/又は配置することができる。これらの実施態様では、圧縮性物質を含む容器と外側パイプの間のギャップを排除する(外側パイプの内側表面と圧縮性物質を含む容器の間に直接の接触が有るようにする)ことができる、又はほとんど排除することができる。これによって、圧縮性物質は、容器が変容された後(すなわち、シールが破られた後)でも高い圧縮レベルにあることが可能になる。場合によっては、物質が高い圧縮レベルにあることは、絶縁層の熱的及び/又は機械的性能が改善されるために望ましい。さらに、外側パイプを構成する行動が容器を破る働きをすることもある。パイプを構成する特定の方法は外側パイプに要求される特定の物性に依存し、構成方法の限定的でない例としては、容器上への直接的な外側パイプの巻き付け、押出、吹き付け、成形又は熱収縮などがある。外側パイプの物質の限定的でない例としては、エラストマー(例えば、シリコーン)、熱硬化性ポリマー(例えば、エポキシ)、熱可塑性ポリマー(例えば、ポリエチレン、アクリル、ポリカーボネート、ポリプロピレン、ポリアミド、ポリ塩化ビニル、ポリスチレン)、ポリマー発泡体(例えば、ポリウレタンフォーム)及び複合材料(例えば、炭素ファイバー強化ポリマー、グラスファイバー)などがある。上記の1つの実施態様では、絶縁されたパイプ・イン・パイプ・アセンブリは外側表面を有する少なくとも1つの内側パイプ;圧縮された多孔質で弾力性の圧縮性物質を含む少なくとも1つの容器を含み、該容器は該1つ又は複数の内側パイプに取り付けられ、該1つ又は複数の容器には外側パイプが、該外側パイプの内側表面と該1つ又は複数の容器の外側表面が部分的又は完全に直接接触するように容器上に貼付されている。外側パイプが貼付される前に1つ又は複数の容器を部分的又は完全にスリーブ内に囲むこともできる。
【0088】
さらに、ここでは外側パイプは単一パイプとして言及していたが、パイプ・イン・パイプ装置は複数の外側パイプを含むことができる(例えば、パイプ・イン・パイプ・イン・パイプ構造)。例えば、パイプ・イン・パイプ装置は第1の外側パイプ内に配置された少なくとも1つの内側パイプ、及び第1の外側パイプの周りに配置された第2の外側パイプを含むことができる。多孔質で弾力性の体積圧縮性物質又は任意の好適な物質を第1の外側パイプの外側表面と第2の外側パイプの内側表面によって画定される環状空間に配置することができるし、又はこの環状空間に何も物質を配置しないこともできる。さらに詳しく言うと、このような多孔質で弾力性の体積圧縮性の物質が、内側パイプの外側表面と第1の外側パイプの内側表面の間;及び第1の外側パイプの外側表面と第2の外側パイプの内側表面の間;等の環状空間の少なくとも1つを占める実施態様が考えられる。このような物質は、容器によって拘束されてもされなくてもよい。環状空間がこの多孔質で弾力性の体積圧縮性の物質で占められていない実施態様では、そのような環状空間は任意の好適な物質(圧縮されない多孔質で弾力性の体積圧縮性の物質、そのような物質を含むブランケット、エアロゲル・ブランケット、ポリウレタンフォーム、ファイバー(織られた布、不織布、ばらばら又は他の形態)、粒状又は非粒状物質、)で満たすこともでき、何も物質を満たさないこともできる。
【0089】
任意選択で、少なくとも1つのスペーサーを設けて、最終的に1つ又は複数のスペーサーが少なくとも1つの環状空間にあるように配置できる。1つ又は複数のスペーサーは、1つ又は複数の内側パイプを環状空間内に定位させる及び/又は2つ以上の外側パイプが用いられる場合には外側パイプを別の環状空間内に定位するように機能する。ある実施態様では、1つ又は複数のスペーサーは、配置されたときに、円形又は楕円形の断面を有し、少なくとも1つの開口があって1つ又は複数の内側及び/又は外側パイプが通過できるようになっている。本発明のパイプ・イン・パイプ・アセンブリで用いられるスペーサーの数は、別の従来方法を用いて製造されるパイプ・イン・パイプ。アセンブリで必要な数より少なくできる。
【0090】
任意選択で、1つ又は複数のスペーサーは、1つ又は複数の内側(又は外側)パイプの外側表面の少なくとも一部、及び/又は少なくとも1つの外側パイプの内側表面の少なくとも一部と接触する。1つ又は複数のスペーサーが1つ又は複数の内側パイプの外側表面と外側パイプの内側表面の両方に接触する実施態様では、1つ又は複数のスペーサーは1つ又は複数の外側パイプの外側表面に加えられた圧力を1つ又は複数の内側(又は外側)パイプの外側表面に伝達する働きをして、1つ又は複数の外側パイプの構造的な硬さを高める。このような実施態様はパイプ・イン・パイプ・アセンブリを深海用途で用いる場合特に有用である。
【0091】
別の実施態様では、複数のスペーサー、隔壁、及び/又はセントラライザーが1つ又は複数の容器の外側に配置され、任意の好適な手段によって1つ又は複数の容器の外側に固定される。この実施態様は、スペーサーを用意し、そのスペーサーを環状空間に配置すると言う別の工程をなくすことができるという利点がある。スペーサーは、また、1つ又は複数の容器が偶発的に破れることから守り、パイプなどの配置を容易にする。スペーサーは任意の好適な形態を有することができる。例えば、スペーサーは、接触していないリブ又はフィンで、細長い寸法方向が外側パイプ及び1つ又は複数の内側パイプと長手方向に整列しているものであってよい。スペーサーは、円形又は半円形であり、少なくとも部分的に1つ又は複数の容器を囲むものであってよい。スペーサーは任意の好適な物質から作ることができ、任意の好適な断面形状(例えば、丸い、フラット、三角形、など)を有することができる。好ましくは、スペーサーは絶縁物質を含む。
【0092】
現在用いられているパイプ・イン・パイプ設計で2つ以上のスペーサーを使用する場合、スペーサーはその設計の条件に従って配置される。例えば、リール敷設システムでは、スペーサーは、典型的には約2m離して配置される。上述のように、本発明の1つの実施態様では、絶縁物質によって得られる機械的な力によって、そうでない場合に現在用いられる数のスペーサーよりも少ない数のスペーサーを使用することが可能になり、その結果、スペーサーをもっと大きい距離だけ離して配置できる、例えば、リール敷設の例では約2m(例えば、約4m以上、又は約4m以上、又は約10m以上、又は約20m以上)離して配置できる。別の実施態様では、パイプ・イン・パイプ・アセンブリは何もスペーサーを含まなくてもよい。一般にスペーサーは本発明の圧縮性物質よりも絶縁度が低いので、より少数のスペーサーを使用する方が、多くのスペーサーを使用する場合に比べてパイプ・イン・パイプ・アセンブリの全体的な絶縁能力は改善され、スペーサーを何も使用しない場合が絶縁能力の改善が最大になる。
【0093】
パイプ・イン・パイプ・アセンブリが少なくとも1つのスペーサーを用いる場合、1つ又は複数のスペーサーはさらに、ここで述べたような破裂又は変容方法によって1つ又は複数の容器を破裂又は変容させる手段を含むことができる。例えば、1つ又は複数のスペーサーは、環内に1つ又は複数の容器を配置したとき、又はその所定時間後に1つ又は複数の容器を破る又は変容させる加熱手段、機械的手段、又は化学的手段を含むことができる。
【0094】
本発明はまた、(a)外側表面を有する少なくとも1つの内側パイプと、(b)該少なくとも1つの内側パイプの周りに配置された内側表面を有する外側パイプと、(c)該外側パイプの内側表面と該少なくとも1つの内側パイプの外側表面との間の環状空間と、(d)該環状空間に配置された多孔質で弾力性の圧縮性物質と、(e)先に前記環状空間に配置されており、該環状空間にある前記圧縮性物質の体積よりも小さい体積で該圧縮性物質を先に保持していた容器の残部とを含む、絶縁されたパイプ・イン・パイプ・アセンブリを提供する。この絶縁されたパイプ・イン・パイプ・アセンブリの種々の構成要素は、本明細書で先に説明したようなものである。
【0095】
先に圧縮性物質を保持していた容器の残部(又はその残渣)は、変容後の容器の全体、又は変容後の容器の何らかの部分を含むことができる。例えば、変容が容器の破壊的な変容である場合、例えば少なくともその一部の融解又は不可逆的な劣化である場合、少なくともその一部はその後も環状空間に残るであろう。
【0096】
加えて、本発明は、本明細書で説明された方法に従って製造される絶縁されたパイプ・イン・パイプ・システムを提供する。特には、本発明は、(a)2つの絶縁されたパイプ・イン・パイプ・アセンブリであって、少なくとも1つの内側パイプの長さが外側パイプの長さよりも長く、該少なくとも1つの内側パイプの両端が該外側パイプの両端を越えて延び、該2つの絶縁されたパイプ・イン・パイプ・アセンブリの一方の少なくとも1つの内側パイプの一端が該2つの絶縁されたパイプ・イン・パイプ・アセンブリの他方の少なくとも1つの内側パイプの一端に封止可能に結合され、該内側パイプが互いに接して流体が流れるように連通している2つの絶縁されたパイプ・イン・パイプ・アセンブリと、(b)該パイプ・イン・パイプ・アセンブリを受け入れられるサイズの孔を有する管状構造の形態のスリーブであって、該スリーブの一方の端部が前記2つの絶縁されたパイプ・イン・パイプ・アセンブリの一方の外側パイプに封止可能に接続され、該スリーブの他方の端部が該2つの絶縁されたパイプ・イン・パイプ・アセンブリの他方の外側パイプに封止可能に結合されたスリーブとを含む、絶縁されたパイプ・イン・パイプ・システムを提供する。この絶縁されたパイプ・イン・パイプ・システムは、任意選択で、スリーブと2つの絶縁されたパイプ・イン・パイプ・アセンブリの内側パイプとの間の空間に配置された絶縁物質をさらに含む。この絶縁されたパイプ・イン・パイプ・アセンブリの種々の構成要素は、本明細書で先に説明したようなものである。
【0097】
本発明はさらに、(a)外側表面を有する少なくとも1つの内側パイプと、(b)該少なくとも1つの内側パイプの周りに配置された内側表面を有する外側パイプと、(c)該外側パイプの内側表面と該少なくとも1つの内側パイプの外側表面との間の環状空間と、(d)該環状空間に配置されたナノ多孔質シリカとを含み、該ナノ多孔質シリカが80kg/m3〜約140kg/m3の密度を有し、かつ約0℃の表面と約25℃の表面との間で測定した場合に約20mW/m・K以下(例えば、約12mW/m・K〜約20mW/m・K)の熱伝導度を有する、絶縁されたパイプ・イン・パイプ・アセンブリを提供する。この絶縁されたパイプ・イン・パイプ・アセンブリは、本明細書で先に記載した方法により製造することができ、ナノ多孔質シリカは本明細書で先に記載したようなものである。熱伝導度は、例えば、ASTM C518に従って測定することができる。
【0098】
本発明の絶縁されたパイプ・イン・パイプ・アセンブリ及びシステムは、流体が周りの環境と異なる温度である又は異なる温度になりうる場合に流体を輸送するのに適する。この用途に関して、「流体」という用語は気体及び/又は液体を含む。本発明のアセンブリ及びシステムは、炭化水素(例えば、原油及び天然ガス)を採取点から貯蔵施設又は処理施設へ輸送するのに、並びに液化天然ガスをある地点から別の地点へ輸送するのに特に有用である。
【実施例】
【0099】
実施例は本発明をさらに例によって説明するものであるが、もちろん、いかなる意味でも本発明の範囲を制限すると解釈してはならない。
【0100】
四つの異なる量のシリカ・エアロゲル粒子が、容積が20×20×1cmのPlexiglasセルに入れられた。サンプルA(対照)では、シリカ・エアロゲル粒子は何も圧縮せずにセルに配置された。サンプルB、C及びD(本発明)では、増大する量のシリカ・エアロゲル粒子がセルの容積にシリカ・エアロゲル粒子をフィットさせるために増大する圧縮量でセルに配置された。
【0101】
各サンプルについて、圧縮前のシリカ・エアロゲル粒子体積(Vb)と圧縮後のシリカ・エアロゲル粒子体積(Va=作業セル体積=400cm3)、すなわち、セルの容積、からパーセント圧縮量が次の式を用いて決定された:パーセント圧縮量=[(Vb−Va)/Vb]×100%。各サンプルのバルク密度は、特定サンプルのシリカ・エアロゲル粒子の重量をセルの容積で割って計算された。
【0102】
各サンプルの熱伝導度は、ASTM C518に従って平行ホットプレート方式を用いて決定された。各サンプルA〜Dの熱伝導度、並びにパーセント圧縮量とバルク密度を表に示す。
【0103】
【表1】

【0104】
表に示された結果から明らかなように、バルクのエアロゲル粒子が示す熱伝導度は、エアロゲル粒子のパーセント圧縮量が少なくとも約30〜40%の範囲まで増加するにつれて減少することが望ましい。特に、圧縮量が33及び45%のエアロゲル粒子は、何も圧縮されないエアロゲル粒子に比べて熱伝導度がほぼ22%の減少を示した。
【0105】
本明細書において引用された全ての参照文献は、刊行物、特許出願、及び特許を含め、各参照文献が個別に特定して参照によって組み込まれると述べて記載されたと同じように、参照によって本明細書にその全体が組み込まれる。
【0106】
本発明を説明する中で(特に特許請求の範囲の中で)使用される「a」、「an」及び「the」という冠詞並びに同様の指示語は、本明細書で別段の指摘がないか又は文脈によって明確に否定されない限り、単数及び複数の両方を包含すると解されるべきである。「含む(comprising)」、「有する(having)」、「含む(including)」及び「含有する(containing)」という用語は、別段の断りがない限り制限のない用語(即ち、「含むが限定されない」ことを意味する)と解されるべきである。本明細書における値の範囲の説明は、本明細書で別段の指摘がない限り、単に範囲の中に入っているそれぞれ独立した値を個々に言及することの省略方法として機能することを意図しており、それぞれの独立した値は、まるでそれが本明細書で個々に列挙されたかのように本明細書に組み入れられる。本明細書で説明されたすべての方法は、本明細書で別段の指摘がないか又は文脈によって別に明確に否定されない限り、任意の好適な順序で実施することができる。本明細書で提供される任意の及びすべての例又は例示的な語(例えば、「などの」)の使用は、単に本発明をより明らかにすることを意図しており、特許請求の範囲に別段の記載がない限り、本発明の範囲に関する限定をもたらすものではない。本明細書の如何なる言語も、特許請求の範囲に記載のない任意の構成要素を本発明の実施に不可欠であるものとして示すと解されるべきではない。
【0107】
本発明を実施するために発明者らが知っている最良の方法を含めて、本発明の好ましい実施態様を本明細書で説明している。これらの好ましい実施態様の変形態様は、前述の説明を読めば当業者に明らかになるであろう。発明者らは、当業者が適切であるような変形態様を用いることを期待しており、発明者らは、本発明が本明細書で具体的に説明したのと別の方法で実施されることを意図している。したがって、本発明は、準拠法によって容認されているように、特許請求の範囲に列挙した主題のすべての改良及びそれと同等なものを包含する。さらには、そのすべての可能な変形態様における上記要素の任意の組み合わせは、本明細書で別段の指摘がないか又は文脈によって別に明確に否定されない限り、本発明によって包含される。
【技術分野】
【0001】
本発明は、絶縁されたパイプ・イン・パイプ・アセンブリ及びそれを製造する方法に関する。
【背景技術】
【0002】
深い水中の炭化水素(例えば、石油、ガス又はそれらの混合物)採取では、原油又はガスが海底地下から採取され、パイプライン・システムによって水面上へ運ばれる。石油又はガスは、通常は高い温度(例えば60〜300℃)で採取されてこのパイプラインを流れるが、その温度を約40℃よりも高く維持して、固体物質や水化物が析出してパイプラインをつまらせ生産を妨げることがないようにすることが決定的に重要になる。深い海中では水温は氷点より少し高い(例えば、約4℃)程度であるから、パイプラインを断熱する手段を講じなければならない。さらに、油井の保守のために、又は水上プラットホームに影響を及ぼしてポンプ作業を中断させる悪天候のために石油又はガスの流れを中断しなければならない場合、パイプライン及びパイプライン・システムの他のコンポーネント(例えば、油井やぐら又はサブシーツリー、ライザーなど)に残留する原油やガスの温度を、採取している特定の原油又はガスの析出温度より高く維持することによって、生産を再開する前のパイプライン・システムのつまり除去及び/又は洗浄という費用がかかり生産が中断される作業の必要を最小にするか、又は完全になくすことが重要になる。
【0003】
このために、水中の石油及びガス・パイプライン・システムの断熱という問題に関して経済的かつ有効な解決方法を得るために多大な努力が払われてきた。特に広く受け入れられている方法は、内側パイプをキャリアーパイプとして外側パイプで囲み、内側パイプと外側パイプで画定される環状空間に断熱材を収容するパイプ・イン・パイプ・システムを含むパイプラインを設けることである。例えば、米国特許第6,145,547号明細書は、内側キャリアーパイプを囲み外側キャリアーパイプに収められたミクロ多孔質物質の自己維持プレートを含み、長手方向のガスの流れのために自由な通路が設けられているパイプ・イン・パイプ・アセンブリを開示している。このアセンブリは、断熱性を高めるために低い圧力に保たれる。米国特許出願公開第2004/0134556号明細書は、管状体(例えば、パイプ・イン・パイプ・アセンブリ)の断熱システムであって、重ねられて排気される少なくとも2つのパネルを含み、その各々がパイプ・イン・パイプ・アセンブリの内側パイプの周りに別々に配置され、少なくとも2つのパネルの各々のギャップを画定する2つの対向エッジが一致しないように配置され、内側パイプと外側パイプの間の熱伝達のための連続した通路をなくすようにした断熱システムを開示している。
【0004】
同様に、液化炭化水素(例えば、液化天然ガス、液化プロパンガス)を輸送するパイプラインにも多大な関心がある。この場合、断熱は、液化天然ガスの温度を低く(約−163℃)維持して、暖かい周囲からの熱伝達によって液体が蒸発するのを防ぐために必要である。
【0005】
さらに、石油及びガス田が枯渇したときに貯蔵部の圧力を維持し、生産量を経済的なレベルに維持するためにスチームの注入がしばしば用いられる。この技術では、スチームを発生地点から遠い生産地点に輸送することがしばしば必要になる。したがって、スチームを運ぶパイプの断熱がスチームの凝縮を防ぐために必要になる。
【0006】
工業プラントにおける高温流体や低温流体(例えば、酸素、窒素、アルゴン、及び水素などの工業ガス)の輸送、HVACシステム、企業、自治体、大学キャンパス、及び建物)のスチーム暖房システム、及び他の多くの環境も断熱を必要とする。そのうちのいくつかでは、外側パイプはアルミニウム・クラッディングなどの物質からなる簡単なカバー又はPVCパイプである。
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかし、パイプ・イン・パイプ・アセンブリを断熱するための現在の方法にはいろいろな面で欠点がある。予備成形された断熱パネルは、パイプ・イン・パイプ・アセンブリの内部に配設された場合、対向するエッジの間でも、端部と端部を突き合わせて敷設したときの端部の間でも必然的にギャップができ、内側パイプと外側パイプの間で熱伝達を許し、その結果、断熱効率が低下し、より多量の断熱材が必要になる。ある種のパイプ・イン・パイプ・アセンブリの環状空間内部の低圧の維持は真空気密なアセンブリを形成するために厳しい条件を課し、真空が損なわれた場合にアセンブリの性能が危険にさらされる。ポリウレタン発泡材などの断熱材は使用寿命の間に断熱効率及び/又は形状が劣化する。断熱材によっては断熱性能が低いために十分な断熱材を収容するための大きな直径の外側パイプを必要とする。このように、断熱パイプ・イン・パイプ・アセンブリを製造するための改良された方法が必要である。
【課題を解決するための手段】
【0008】
本発明は、(i)(a)少なくとも1つの内側パイプと、(b)外側パイプであって、該少なくとも1つの内側パイプの外側表面と該外側パイプの内側表面との間に環状空間を作るように該少なくとも1つの内側パイプの周りに配置された外側パイプと、(c)多孔質で弾力性の体積圧縮性物質を含む少なくとも1つの容器とを含み、該圧縮性物質が該容器内に拘束されかつ第1の体積を有し、該圧縮性物質の第1の体積が該圧縮性物質の拘束されていない体積よりも小さく、かつ前記少なくとも1つの容器が前記環状空間に配置されたアセンブリを用意する工程、及び(ii)前記少なくとも1つの容器を変容させて前記圧縮性物質の拘束のレベルを減じ、該圧縮性物質の体積を前記第1の体積よりも大きい第2の体積に増加させ、それによって絶縁されたパイプ・イン・パイプ・アセンブリを形成する工程を含む、絶縁されたパイプ・イン・パイプ・アセンブリを製造する方法を提供する。
【0009】
本発明はまた、(i)(a)少なくとも1つの内側パイプと、(b)第1の外側パイプ(又は他の拘束手段)であって、該少なくとも1つの内側パイプの外側表面と該外側パイプの内側表面との間に環状空間を作るように該少なくとも1つの内側パイプの周りに配置された第1の外側パイプ(又は他の拘束手段)と、(c)任意選択で、少なくとも1つの追加の外側パイプであって、前記第1の外側パイプの外側表面と該追加の外側パイプの内側表面との間に環状空間を作るように該第1の外側パイプの周りに配置された少なくとも1つの追加の外側パイプと、(d)多孔質で弾力性の体積圧縮性物質を含む少なくとも1つの容器とを含み、該圧縮性物質が該容器内に拘束されかつ第1の体積を有し、該圧縮性物質の第1の体積が該圧縮性物質の拘束されていない体積よりも小さく、かつ前記少なくとも1つの容器が前記環状空間(の少なくとも一方)に配置されたアセンブリを用意する工程、及び(ii)前記少なくとも1つの容器を変容させて前記圧縮性物質の拘束のレベルを減じ、該圧縮性物質の体積を前記第1の体積よりも大きい第2の体積に増加させ、それによって絶縁されたパイプ・イン・パイプ・アセンブリを形成する工程を含む、絶縁されたパイプ・イン・パイプ・アセンブリを製造する方法を提供する。
【0010】
本発明はまた、(a)外側表面を有する少なくとも1つの内側パイプと、(b)該少なくとも1つの内側パイプの周りに配置された内側表面を有する外側パイプと、(c)該外側パイプの内側表面と該少なくとも1つの内側パイプの外側表面との間の環状空間と、(d)該環状空間に配置された多孔質で弾力性の圧縮性物質と、(e)先に前記環状空間に配置されており、該環状空間にある前記圧縮性物質の体積よりも小さい体積で該圧縮性物質を先に保持していた容器の残部とを含む、絶縁されたパイプ・イン・パイプ・アセンブリを提供する。
【0011】
本発明はまた、(a)外側表面を有する少なくとも1つの内側パイプと、(b)該少なくとも1つの内側パイプの周りに配置された内側表面を有する第1の外側パイプ又は他の拘束手段と、(c)該第1の外側パイプの内側表面と該少なくとも1つの内側パイプの外側表面との間の環状空間と、(d)少なくとも1つの追加の外側パイプであって、前記第1の外側パイプの外側表面と該追加の外側パイプの内側表面との間に環状空間を作るように該第1の外側パイプの周りに配置された少なくとも1つの追加の外側パイプと、(e)前記環状空間の1つ又は複数に配置された多孔質で弾力性の圧縮性物質と、(f)先に前記環状空間の1つ又は複数に配置されており、該1つ又は複数の環状空間にある前記圧縮性物質の体積よりも小さい体積で該圧縮性物質を先に保持していた容器の残部とを含む、絶縁されたパイプ・イン・パイプ・アセンブリを提供する。
【0012】
本発明はさらに、(a)外側表面を有する少なくとも1つの内側パイプと、(b)該少なくとも1つの内側パイプの周りに配置された内側表面を有する外側パイプと、(c)該外側パイプの内側表面と該少なくとも1つの内側パイプの外側表面との間の環状空間と、(d)該環状空間に配置されたナノ多孔質シリカとを含み、該ナノ多孔質シリカが80kg/m3〜約140kg/m3の密度を有し、かつ約0℃の表面と約25℃の表面との間で測定した場合に約20mW/m・K以下の熱伝導度を有する、絶縁されたパイプ・イン・パイプ・アセンブリを提供する。
【図面の簡単な説明】
【0013】
【図1】本発明の範囲内で有用な封止された容器の1つの実施態様を示す。
【図2】内側管状部材を囲むように配置された図1の実施態様の2つの封止された容器の断面図を示す。
【図3】内側パイプ5と、外側パイプ6と、内側パイプと外側パイプによって画定される環状空間内に配置された多孔質で弾力性の体積圧縮性物質を含む図1の実施態様の2つの封止された容器とを有するパイプ・イン・パイプ・アセンブリを示す。
【図4】2つの封止された容器の圧力等化後の図3のパイプ・イン・パイプ・アセンブリを示す。
【図5】本発明の範囲内で有用な封止された容器を成形するプロセスの始めと終わりにおける鋳造装置の概略断面図である。
【図6】スリーブ又はシースを用いて多孔質で弾力性の体積圧縮性物質を拘束してスリーブと外側パイプの間に空き空間が存在するようにしたパイプ・イン・パイプ・アセンブリを示す。
【発明を実施するための形態】
【0014】
本発明は、絶縁されたパイプ・イン・パイプ・アセンブリ及びシステムを製造する方法、並びにパイプ・イン・パイプ・アセンブリ及びシステムを提供する。
【0015】
絶縁されたパイプ・イン・パイプ・アセンブリを製造する本発明の方法は、(i)(a)少なくとも1つの内側パイプと、(b)少なくとも1つの外側パイプであって、該少なくとも1つの内側パイプの外側表面と該外側パイプの内側表面との間に環状空間(及び任意選択で外側パイプの外側表面と追加の外側パイプの内側表面との間に追加の環状空間)を作るように該少なくとも1つの内側パイプの周りに配置された少なくとも1つの外側パイプと、(c)多孔質で弾力性の体積圧縮性物質を含む少なくとも1つの容器とを含み、該圧縮性物質が該容器内に拘束されかつ第1の体積を有し、該圧縮性物質の第1の体積が該圧縮性物質の拘束されていない体積よりも小さく、かつ前記少なくとも1つの容器が前記環状空間(又は2つ以上の外側パイプが用いられる場合には、前記環状空間の1つ又は複数)に配置されたアセンブリを用意する工程、及び(ii)前記少なくとも1つの容器を変容させて前記圧縮性物質の拘束のレベルを減じ、該圧縮性物質の体積を前記第1の体積よりも大きい第2の体積に増加させ、それによって絶縁されたパイプ・イン・パイプ・アセンブリを形成する工程を含む。
【0016】
少なくとも1つの内側パイプ、少なくとも1つの外側パイプ及び少なくとも1つの容器を含むアセンブリは、任意の適切な一連の工程を実行して提供することができる。例えば、1つ又は複数の容器を1つ又は複数の内側パイプの1つ又は複数の外側表面及び/又は外側パイプの内側表面に隣接して配置した後、1つ又は複数の内側パイプ及び外側パイプを配置して環状空間を形成することができる。あるいはまた、1つ又は複数の内側パイプ及び外側パイプを配置して環状空間を形成した後、その環状空間内に1つ又は複数の容器を配置することもできる。本発明の範囲内で、他の変形態様も当業者には容易に明らかであろうし、1つ又は複数の内側パイプ及び/又は1つ又は複数の外側パイプを操作して1つ又は複数の内側パイプ及び1つ又は複数の外側パイプの所望の配置を達成することができる。
【0017】
したがって、絶縁されたパイプ・イン・パイプ・アセンブリを製造する本発明の方法は、(i)外側表面を有する少なくとも1つの内側パイプを用意する工程、(ii)該少なくとも1つの内側パイプ(又は外側パイプ)の周りに配置された内側表面を有する少なくとも1つの外側パイプを用意し、該内側パイプの外側表面と該外側パイプの内側表面との間(及び/又は外側パイプの外側表面と別の外側パイプの内側表面との間)に環状空間を作る工程、(iii)多孔質で弾力性の体積圧縮性物質を含む少なくとも1つの容器であって、該圧縮性物質が該容器内に拘束されかつ第1の体積を有し、該圧縮性物質の第1の体積が該圧縮性物質の拘束されていない体積よりも小さい少なくとも1つの容器を用意する工程、(iv)該少なくとも1つの容器をそれが最終的に前記環状空間の1つ又は複数に配置されるよう位置決めする工程、及び(v)前記少なくとも1つの容器を変容させて前記圧縮性物質の拘束のレベルを減じ、該圧縮性物質の体積を前記第1の体積よりも大きい第2の体積に増加させ、それによって絶縁されたパイプ・イン・パイプ・アセンブリを形成する工程を含み、工程(i)〜(iv)は任意の適切な順序で実施することができる。例えば、工程(i)〜(iv)は上記の順序で実施することができる。あるいはまた、工程(i)〜(iv)は以下の順序、すなわち、(i)外側表面を有する少なくとも1つの内側パイプを用意する工程、(ii)多孔質で弾力性の体積圧縮性物質を含む少なくとも1つの容器であって、該圧縮性物質が該容器内に拘束されかつ第1の体積を有し、該圧縮性物質の第1の体積が該圧縮性物質の拘束されていない体積よりも小さい少なくとも1つの容器を用意する工程、(iii)該少なくとも1つの容器を前記少なくとも1つの内側パイプの外側表面の近くに配置する工程、(iv)該少なくとも1つの内側パイプと該少なくとも1つの容器の周りに配置された内側表面を有する少なくとも1つの外側パイプを用意し、該少なくとも1つの内側パイプの外側表面と該外側パイプの内側表面との間に環状空間を作り、該少なくとも1つの容器が最終的に該環状空間に配置される工程の順序で実施することができる。また、工程(i)〜(iv)は以下の順序、すなわち、(i)内側表面を有する外側パイプを用意する工程、(ii)多孔質で弾力性の体積圧縮性物質を含む少なくとも1つの容器であって、該圧縮性物質が該容器内に拘束されかつ第1の体積を有し、該圧縮性物質の第1の体積が該圧縮性物質の拘束されていない体積よりも小さい少なくとも1つの容器を用意する工程、(iii)該少なくとも1つの容器を前記外側パイプの内側表面の近くに配置する工程、(iv)外側パイプ内に配置された外側表面を有する少なくとも1つの内側パイプを用意し、該少なくとも1つの内側パイプの外側表面と該外側パイプの内側表面との間に環状空間を作り、該少なくとも1つの容器が最終的に該環状空間に配置される工程の順序で実施することができる。追加の外側パイプが用いられる上記方法の変形態様は当業者にとって容易に明らかであろう。
【0018】
絶縁されたパイプ・イン・パイプ・アセンブリは、典型的には、1つ又は複数の内側パイプと周りの環境との間の熱エネルギーの伝達を防止するために絶縁される(例えば、断熱される)。圧縮性物質は任意の適切な熱伝導度を有することができ、望ましくは約0℃の表面と約25℃の表面の間で測定して約20mW/m・K以下の熱伝導度を有する。熱伝導度は、例えば、ASTM C518に準拠して測定することができる。絶縁が他の形態のエネルギーの伝達を防止すること、例えば、1つ又は複数の内側パイプと周りの環境の間の音響エネルギーの伝達を防止することも本発明の範囲に含まれる。
【0019】
1つ又は複数の内側パイプ及び1つ又は複数の外側パイプは任意の好適な物質で作ることができ、同じ物質又は異なる物質で作ることができる。水中での石油及びガス輸送に用いる場合、パイプは、典型的には、金属又は金属合金、特に炭素鋼、ニッケル鋼、又はステンレス鋼で作られる。しかし、他の実施態様では、非金属物質もまた適している。好適な非金属材料の限定的でない例としては、エラストマー(例えば、シリコーン)、熱硬化性ポリマー(例えば、エポキシ及び樹脂)、熱可塑性ポリマー(例えば、ポリエチレン、アクリル、ポリカーボネート、ポリプロピレン、ポリアミド、ポリ塩化ビニル、ポリスチレン)、ポリマー発泡体(例えば、ポリウレタンフォーム)、ポリマー複合材料(例えば、炭素ファイバー強化ポリマー、グラスファイバー、ガラス微粒子を含むポリマー、ポリマー微粒子を含むポリマー)及びセラミックなどがある。幾つかの実施態様では、シース、同心的に巻かれた材料、又はクラッディングを内側及び/又は外側パイプとして用いることができる。これらは、すぐ上であげたような物質、高密度ポリエチレン(HDPE)、アルミニウム、スチール、亜鉛めっき鋼、又は他の好適な物質及びそれらの組み合わせから作られる。シース装着は特定の物質に依存し、限定的でない例としては、巻き付け、押出、吹き付け、成形又は熱収縮などがある。
【0020】
幾つかの実施態様では、1つ又は複数の外側パイプは、圧力を加えたときに弾性変形が可能な可撓性物質を含む。圧力は、パイプ・イン・パイプ装置を水中に沈めるときなどに、外側パイプの外側表面に加えられることがある。また、圧力は、例えば、パイプ・イン・パイプ装置の環状空間から外側パイプへ圧縮性物質が膨張するときなどに、外側パイプの内側表面に加えられることがある。
【0021】
1つ又は複数の内側パイプも可撓性物質を含むことができる。1つ又は複数の内側パイプと外側パイプが可撓性物質を含む場合、パイプ・イン・パイプ・アセンブリそれ自体が可撓性になり、アセンブリを容易に展開したり、コイルに巻いたりすることが可能になる、及び/又は工業プラントなどの非直線状レイアウトにフィットさせることができる。
【0022】
少なくとも1つの内側パイプと外側パイプの壁厚は任意の適切な値であってもよいが、典型的には、使用時のパイプの十分な強度が得られるように選ばれる。内側パイプは、典型的には、液体又は気体のいずれであれ、流体の流れによって発生される圧力、140MPa(20,000psi)にまで達することがある圧力、に十分耐えられる強度を与える壁厚を有する。外側パイプは、意図する用途に対する任意の強度、例えば壁厚、を有する。例えば、幾つかの深海用途では、外側パイプは、高い水圧の下にあるときにパイプの変形に実質的に十分耐えられる壁厚を有する。浅い水中用途又は大気圧(例えば、陸上)での使用では、外側パイプの壁厚は比較的薄くてもよい。さらに別の用途では、外側パイプは弾性的であってもよく、その場合、壁厚は、外側パイプを製造するのに用いる特定の1つ又は複数の物質又は外側パイプにかかる圧力による。以下で説明するように、本発明の絶縁物質又は方法を用いると内側及び外側パイプの機械的支持を改善できる。それによって、現在必要とされるものよりも薄い内側及び外側パイプを用いることが可能になる。
【0023】
1つ又は複数の内側パイプ及び外側パイプは、任意の好適な長さを有することができる。長さの選択は、少なくとも部分的に、製造技術の制約、及び輸送方法に課せられた制約、によって決められる。外側パイプは、外側表面を有する1つ又は複数の内側パイプの周りに配置される内側表面を有する。あるいはまた、内側パイプは、内側表面を有する外側パイプ内に配置される外側表面を有する。パイプの互いに対する配置は任意の好適な方法によって行ってもよい。例えば一方のパイプを静止した状態に保持し、他方のパイプをその位置に動かしてもよい。外側パイプがプラスチック物質(例えば、熱可塑性又は熱硬化性ポリマー)を含む場合、外側パイプを1つ又は複数の内側パイプの周りに押し出して外側パイプを形成し、同時に外側パイプを1つ又は複数の内側パイプの周りに定位させることができる。1つ又は複数の内側パイプの1つ又は複数の外側表面と外側パイプの内側表面の間、又は外側パイプの外側表面と別の外側パイプの内側表面の間の空き空間が本明細書において環状空間と定義される。環状空間は絶縁されたパイプ・イン・パイプ・アセンブリの製造中又は製造後に任意の適切な気体圧力の下にあってよい。例えば、封止された容器を含み、少なくとも1つの容器中の圧力を環状空間の圧力と等化させて圧縮性物質の体積を増加させる実施態様では、該少なくとも1つの容器を変容させる前の環状空間の気体圧力は、該少なくとも1つの容器内の低い気体圧力より大きい。典型的には、本発明の方法を実行する間、及びその後の環状空間内の気体圧力は大気圧であるが、幾つかの実施態様では、本発明の方法を実行した後、環状空間内の気体圧力は大気圧より低くてもよい。別の実施態様では、本発明の方法を実行する間、及び/又はその後の環状空間内の気体圧力は大気圧より高くなりうる。
【0024】
該環状空間と該少なくとも1つの容器は任意の適切な気体を含むことができる。典型的には、気体は空気である。しかし、実施態様によっては、気体は空気よりも熱伝導度が低い気体である。そのような気体の例としては、アルゴン、クリプトン、二酸化炭素、塩化炭化水素、フッ化炭化水素、塩化フッ化炭化水素、過フッ化炭化水素、エタン、プロパン、ブタン、ペンタン、及びそれらの混合物があげられる。
【0025】
容器は、多孔質で弾力性の体積圧縮性物質を含み、該圧縮性物質は容器内に拘束されて第1の体積を有し、該圧縮性物質の該第1の体積は該圧縮性物質の拘束されていない体積よりも小さい。容器が変容されて該圧縮性物質の拘束のレベルが減少すると、該圧縮性物質は第1の体積よりも大きい第2の体積に膨張する。
【0026】
第1の実施態様では、該少なくとも1つの容器は圧力チャンバ内部に入れられ、チャンバの圧力が大気圧より低く下げられる。容器はチャンバ内で低い圧力に保たれた状態で気体を透過しないように封止される。容器が封止されると、容器は圧力チャンバから取り出され、容器の外側の圧力は大気圧に戻るが、容器内の圧力は容器を封止したときの低い圧力レベルに保たれている。もちろん、封止された容器内の気体圧力が大気圧より低いときには、封止された容器とその中身には、封止された容器の外側の大気圧と封止された容器内部の低い気体圧力の間の圧力差がかかる。封止された容器は多孔質で弾力性の体積圧縮性物質を含む。容器は可撓性であり、圧縮性物質は弾性圧縮率を有するので、外部圧力(この場合、大気圧)が封止された容器と圧縮性物質に加えられると、封止された容器と圧縮性物質の体積は減少する。したがって、この方法の実施態様では、圧縮性物質は封止された容器への大気圧の作用によって封止された容器内で第1の体積で拘束される。
【0027】
該少なくとも1つの封止された容器を変容させて封止された容器内の圧力を環状空間内の圧力と等しくすると、容器が圧縮性物質の膨張を許す場合、圧縮性物質は体積が膨張する。例えば、容器を物理的に破壊して(例えば、穿刺する又は劣化させる)、圧力の等化と圧縮性物質の膨張を可能にすることができる。
【0028】
第2の実施態様では、圧縮性物質は該少なくとも1つの容器内で第1の体積に拘束される。すなわち、容器内の圧力と容器の外側の圧力の間の圧力差の作用なしに(あるいはまた、それに加えて)、容器自体が圧縮性物質を拘束する。容器が単一の一様な物質を含むこともできる、又は容器がさらに少なくとも1つの拘束手段を装備し、その拘束手段が圧縮性物質を圧縮された状態に保つこともできる。拘束手段が容器の少なくとも一部分を囲むようにすることができ、例えば、少なくとも1つのシース又はベルトを含むことができる。シース又はベルトは任意の適切な物質を含んでもよく、容器と同じ又は異なる物質を含むことができる。発明のこの実施態様では、任意選択で、容器が気体不透性シールその他で封止される。
【0029】
該少なくとも1つの容器は、最終的に環状空間に配設されるように配置される。すなわち、1つ又は複数の容器は、外側パイプが1つ又は複数の内側パイプを囲むように配置された後に、直接環状空間に配置することができる。環状空間が形成されたときに1つ又は複数の容器が環状空間にあるように1つ又は複数の容器を1つ又は複数の内側パイプに対して配置した後に、1つ又は複数の内側パイプを囲むように外側パイプを配置することもできる。最後に、環状空間が形成されたときに1つ又は複数の容器が環状空間にあるように1つ又は複数の容器を外側パイプに対して配置した後に、内側パイプを外側パイプの内部に配置することもできる。
【0030】
例えば、1つ又は複数の容器は、1つ又は複数の内側パイプの外側表面に隣接させて配置することができる。望ましい場合には、1つ又は複数の容器は任意の適切な方法で所定の位置に保持することができる。1つ又は複数の容器は、1つ又は複数の内側パイプの外側表面、1つ又は複数の容器の外側表面又はその両方に少なくとも1つの固定具を用いて所定の位置に保持することができる。あるいはまた、少なくとも1つの固定具を用いて1つ又は複数の容器を1つ又は複数の内側パイプの外側表面に隣接させて保持することができる。2つ以上の容器が用いられる場合、容器を任意の適切な仕方で(例えば、少なくとも1つの固定具を用いて)互いに固定することができる。
【0031】
該少なくとも1つの固定具は、任意の好適な固定具であることができる。固定具の限定的でない例としては、接着組成物、接着テープ、バンド、クリップ、フック&アイレット・アセンブリ、面ファスナーなどがある。接着組成物は、1つ又は複数の内側パイプの外側表面及び/又は1つ又は複数の容器の外側表面に、ブラシ、ローラー、又はスプレーによって塗布することができる。両面接着テープを固定具として用いて、1つ又は複数の内側パイプ又は1つ又は複数の容器に貼り付けることもできる。1つ又は複数の容器自体が接着物質を含んでもよい。固定具は弾性バンド(例えば、ゴム又は他のエラストマー・バンド)、非弾性バンド(例えば、金属、ポリマー、ジップタイ・バンド)、及び非弾性部分と弾性部分を含むバンドで弾性部分がエラストマー又は1つ又は複数のばねを含むものであってもよい。バンドは1つ又は複数の内側パイプに装着したときに1つ又は複数の容器を取り巻くシースを含むことができる。当然ながら、1つ又は複数の容器が、1つ又は複数の内側パイプを配置する前に外側パイプの内側表面に配置されるときにも同様の考察があてはまる。
【0032】
その後、該少なくとも1つの容器を改変させて、圧縮性物質に対する拘束のレベルを減じ、圧縮性物質の体積を第1の体積よりも大きい第2の体積に増加させ、それにより絶縁されたパイプ・イン・パイプ・アセンブリを形成する。本発明の方法の第1の実施態様では、この変容は、該少なくとも1つの容器内の気体圧力を環状空間の気体圧力と等化させることを含む。上述したように、1つ又は複数の容器内の圧縮性物質は、1つ又は複数の容器の外側の高い圧力の効果が、少なくとも部分的に、望ましくは完全に中和されるために、より大きな体積に膨張する。
【0033】
本発明の第2の実施態様では、該少なくとも1つの容器が変容されて、圧縮性物質の体積の増加が可能になり、それにより絶縁されたパイプ・イン・パイプ・アセンブリが形成される。この点で、変容とは、圧縮性物質が膨張することを可能にする任意の操作を指す。好適な変容の例は、容器の完全性の破壊、非弾性容器から弾性容器への変身、又は容器の拘束手段の除去又は変更などである。1つ又は複数の容器を変容させるのに適した方法は、ここで述べたような封止された容器を破壊する方法と同じであってよい。
【0034】
容器を改変した後、圧縮性物質は環状空間内で膨張し、環状空間を実質的に満たして、環状空間内で圧縮性物質の実質的に一様な分布を得られると有利である。その後、環状空間は、実質的に空所やギャップを含まず、特にシステムの熱的性能を低下させるような空所やギャップを含まないことが好ましい。
【0035】
任意選択で、本発明の方法は、パイプ・イン・パイプ・アセンブリの少なくとも1つの端部を封止する工程をさらに含む。パイプ・イン・パイプ・アセンブリの全ての端部は、環状空間を完全に囲むように封止でき、同時に1つ又は複数の内側パイプ内の製品の流れを可能にする。任意の好適な方法を用いて、パイプ・イン・パイプ・アセンブリの1つ又は複数の端部を封止でき、そのいくつかは当業者に周知である。この点で、3つ以上の端部を有するパイプ・イン・パイプ・アセンブリも、例えば、3つの端部を有する「T」又は「Y」形態を有するパイプ・イン・パイプ形態も含め、本発明の範囲内にある。その他の形態、例えば「U」拡張ループなどは、当業者にとって容易に明らかであろう。
【0036】
典型的には、環状空間内の圧力は、本発明の方法の実行の間、実質的に大気圧である。本発明の方法の第1の方法実施態様では、1つ又は複数の容器は低い圧力の下で第1の体積にある封止された1つ又は複数の容器を含み、封止された1つ又は複数の容器内の低い気体圧力と環状空間内の圧力の間の圧力差が最大になり、封止された1つ又は複数の容器内の圧力を環状空間内の圧力と等化させたときに圧縮性物質の最大の膨張を可能にすることが有利である。環状空間がアセンブリの末端で封止されて完全に囲まれた環状空間が得られた場合、好ましくは封止された1つ又は複数の容器内の圧力を環状空間内の圧力と等化させた後で環状空間内の圧力を大気圧より低くすることができる。環状空間内の圧力はまた、アセンブリの末端を封止した後で大気圧に保つことも、大気圧より高く上げることもできる。
【0037】
1つ又は複数の容器を変容させる前の1つ又は複数の容器の体積は環状空間の体積以下である。その結果、環状空間は1つ又は複数の容器を環状空間にはめ込むことを可能にし、環状空間内で圧縮性物質の少なくともある程度の膨張を可能にする。典型的には、1つ又は複数の容器を変容させる前の1つ又は複数の容器の体積は、環状空間の体積の約99%以下(例えば、約95%以下、又は約90%以下、又は約85%以下)である。好ましくは、1つ又は複数の容器を変容させる前の1つ又は複数の容器の体積は、環状空間の体積の約70%以上(例えば、約80%以上、又は約85%以上)である。1つ又は複数の容器の体積は、典型的には、1つ又は複数の容器の形態、及び1つ又は複数の容器の変容後に圧縮性物質が圧縮された状態にとどまる度合に基づいて選ばれる。
【0038】
拘束下の圧縮性物質の第1の体積とその圧縮性物質の拘束されていない体積との間の差は、1つ又は複数の容器内に閉じこめられたときに圧縮性物質が受ける圧縮の両を表す。典型的には、拘束下の圧縮性物質の第1の体積はその圧縮性物質の拘束されていない体積の約80%以下(例えば、約70%以下、又は約60%以下、さらには約50%以下)である。
【0039】
1つ又は複数の容器を変容させて圧縮性物質の拘束レベルを減じた後、圧縮性物質が環状空間を実質的に満たすことが望ましい。上述したように、圧縮性物質が環状空間内で膨張し、環状空間内の全ての空所を満たし、環状空間内に実質的に一様な圧縮性物質の分布を与えることが望ましい。
【0040】
1つの実施態様では、1つ又は複数の容器を変容させた後、圧縮性物質は実質的に拘束されていない圧縮性物質の体積になり、その体積が実質的に環状空間の体積である。
【0041】
別の実施態様では、1つ又は複数の容器を変容させた後、圧縮性物質の拘束されていない体積は、環状空間の体積より約1%以上大きく、好ましくは約10%以上大きい(例えば約20%以上大きい、約30%以上大きい)。言い換えると、1つ又は複数の容器を変容させた後、環状空間内の圧縮性物質の第2の体積は、圧縮性物質の拘束されていない体積より少なくとも約9%(例えば、少なくとも約17%、又は少なくとも約23%)小さい。すなわち、1つ又は複数の容器を変容させた後、内側パイプ及び外側パイプの圧縮性物質に対する拘束がないとした場合、圧縮性物質は環状空間を満たしてあふれることが望ましい。圧縮性物質が環状空間を満たしてあふれることは、1つ又は複数の容器を変容させた後に環状空間内の空所が圧縮性物質で埋められ、さらに圧縮性物質がある程度圧縮されることになって絶縁性能が高められ、パイプ・イン・パイプ・アセンブリの絶縁特性の改善になるので望ましい。環状空間を満たしてあふれることに伴う残留力は、圧縮性物質が環状空間内の空所に移動することを助け、環状空間内の圧縮性物質の分布の一様性を改善する。さらに、以下で説明するように、残留力は、1つ又は複数の内側パイプと外側パイプの間で長手方向及び/又は半径方向の力を伝達する手段として圧縮性物質を用いて機械的な利益を得ることを可能にするので有利である。特に、この残留力は、1つ又は複数の内側パイプと圧縮性物質の間、及び/又は外側パイプと圧縮性物質の間である程度の摩擦を生み出し、パイプ・イン・パイプ・アセンブリ内でのパイプの望ましくない移動を防ぐのに役立つ。好適な多孔質で弾力性の体積圧縮性の絶縁物質、特にエアロゲルなどの好ましい圧縮性物質、さらに詳しくはNanogel(登録商標)エアロゲル(マサチューセッツ州、ボストンのキャボット・コーポレイションから入手できる)は、ばねのような性質を有し、したがって物質中に、特に拘束されていない物質が実質的に環状空間を満たす(又は、満たしてあふれる)ところで内側及び外側パイプに作用する残留力が生ずる。この残留力は、圧縮されたときにばねが及ぼす力と同様のものであるが、この物質の場合、力は一方向性でなく、二方向、三方向、又は全方向性でさえある。この残留力は、絶縁物質が1つ又は複数の内側パイプと外側パイプの間で、又は1つ又は複数の外側パイプの間で、機械的な「結合」を形成することを可能にする。この結合の強度は、環状空間内の物質の量、物質の性質、及びパイプ材料に依存する。言い換えると、圧縮された物質で満たされた環状空間のパーセンテージが高いほど、「結合」は強くなる。この「結合」はさらに、パイプ・イン・パイプ・アセンブリが設置されるときに直面する(例えば、いわゆる「リール敷設」の場合のリールの周りの曲げ、いわゆる「J−敷設」の場合にアセンブリが海底に敷設されるときの曲げ、いわゆる「S−敷設」の場合に敷設はしけを離れるときの曲げ、における)長手方向及び/又は半径方向の応力、並びに使用中に直面する(例えば、温度上昇及び下降サイクルのさいの内側パイプの膨張と収縮による)長手方向及び/又は半径方向の応力を伝達する。こういった「結合した」絶縁システムがない場合、長手方向の応力には一般に内側及び外側パイプをまとめて保持する隔壁が対処し、半径方向の応力にはときにはパイプをほぼ同軸に整列させるセントラライザー(スペーサーとしても知られる)が対処する。したがって、本発明の1つの利点は、絶縁物質自体が応力伝達を助けるということであり、それによってパイプ・イン・パイプ・デザインではより薄い及び/又はより少ない数の隔壁及び/又はスペーサーを用いることが可能になる。隔壁及びスペーサーは一般に本発明の絶縁性能に比べて顕著に弱い絶縁体である物質で作られるので、隔壁及びスペーサーの数及び/又は幅をシステムの全長にわたって減らすことは熱的な性能を改善し、同時にコストと複雑さを減少させる。応力伝達のレベルは、隔壁及びスペーサーの建造に典型的に用いられる他の物質(例えば、金属、複合材料)に比べて低くなる。しかし、この実施態様では絶縁物質が完全に環状空間を満たすので、力の伝達は、比較的広く間隔があいた比較的狭いスライバー(sliver)ではなく、パイプの全表面で分担できる。パイプ・イン・パイプ・システムでポリウレタンフォームを使用することは当業者によく知られている。幾つかのポリウレタンフォームのパイプ・イン・パイプ・システムは内側及び外側パイプを接着結合して荷重の伝達を可能にしている。この方法は受容できるものであるが、過大な力で接着結合がこわれると、長手方向の荷重伝達(及び、多分、半径方向の荷重伝達)の価値が失われる。本発明は、接着結合ではなく機械的結合を用いるので、その「跳ね返り(spring back)」性質によって、ポリウレタンフォーム・システムの接着結合を破壊するようなタイプの圧縮を受けた後でも跳ね返って元の形に戻り、したがって、システムを機械的に結合し続ける。このように、本発明のある実施態様は、内側パイプ、外側パイプ、及びその間の絶縁材を含む絶縁されたパイプ・イン・パイプ・システムであって、該絶縁材が該内側パイプと該外側パイプの間で1つ又は複数の長手方向又は半径方向の荷重伝達を可能にし、該絶縁材が該内側パイプにも該外側パイプにも接着的に結合されていないことを特徴とするシステムである。
【0042】
ある好ましい実施態様では、(a)1つ又は複数の容器内の圧縮性物質の第1の体積はその圧縮性物質の拘束されていない体積の約70%以下であり、(b)1つ又は複数の容器内の圧縮性物質の第1の体積は環状空間の体積より小さく(例えば、約99%以下、又は約95%以下)、かつ(c)1つ又は複数の容器を変容させた後の環状空間内の圧縮性物質の第2の体積は、その圧縮性物質の拘束されていない体積より約1%以上(好ましくは10%〜30%)小さい。
【0043】
典型的には、パイプ・イン・パイプ・アセンブリが操業で使用され、流体(例えば、液体又は気体)が1つ又は複数の内側パイプを通して流され、該流体は外側パイプが置かれている温度と異なる温度にあるとき、外側パイプに比べて1つ又は複数の内側パイプに温度差がかかるために、流体の温度が外部温度よりも高いか又は低いかによって、1つ又は複数の内側パイプは外側パイプに対して膨張又は収縮する。この1つ又は複数の内側パイプと外側パイプの膨張差がパイプ間に長手方向の力を生ずる。1つ又は複数の内側パイプと外側パイプが、例えば、結合手段、溶接、又は隔壁、によって結合されていると、1つ又は複数の内側パイプの外側パイプに対する膨張又は収縮の差によって発生する応力が、接合点(例えば、結合手段、溶接、又は隔壁)、又はパイプの弱い箇所、に集中して、構造の変形が生じ、構造に発生する曲率、又はパイプの破裂となって現れる。圧縮性物質が、環状空間を満たしてあふれることにより圧縮されて、1つ又は複数の内側パイプと外側パイプの間で長手方向の力を伝達する手段となり、パイプ間の結合手段や溶接にかかる応力を減じ、半径方向の力を伝達することによってアセンブリの「キンク発生」(例えば、直線からのずれ)にも対処できると有利である。圧縮された圧縮性物質が、外側パイプと1つ又は複数の内側パイプの互いに対する運動を結合することを可能にして、1つ又は複数の内側パイプと外側パイプの間で長手方向の力を伝達する主要な手段となることが望ましい。内側パイプと外側パイプの膨張又は収縮の差によって発生する応力を改善する他に、パイプ・イン・パイプ・アセンブリの取扱いが単純になる、例えば、アセンブリを動かすとき(例えば、アセンブリの操業を始めるとき)に、1つ又は複数の内側パイプと外側パイプの互いに対する望まれないスリップを回避するために1つ又は複数の内側パイプと外側パイプの両方を同時に確保する必要を少なくとも部分的に減らすことによって単純になることが有利である。
【0044】
1つ又は複数の容器は任意の好適な形状を有することができる。例えば、1つ又は複数の容器はほぼ直角平行六面体(例えば、れんが形態)であってもよい。1つ又は複数の容器はまた、球形又は円筒形であってもよい。細長いアーチ形は、細長いアーチ形容器の断面によって定められる略円形の幾何形状を有するカーブを含み、アーチの2つの端部とこうして定められる半円の中心点によって定められる角度はゼロから、極限で、360度まで(例えば、円形の細長いアーチ状容器も考えられる)の間のゼロでないどんな値も取りうることは理解されるであろう。したがって、1つの実施態様では、細長いアーチ状容器のアーチは、ここで前に定めたように180度という角度を含む(例えば、「ハーフシェル」)。別の実施態様では、細長いアーチ状容器のアーチは、360度よりも小さな角度(例えば、約355度以下)を含み、細長いアーチ状容器は一般に「C」形をとり、容器は連続しない細長いエッジを有し、その間にギャップが定められる。
【0045】
1つ又は複数の容器はまた、エッジの「嵌め合わせ」を容易にするように成形された細長いエッジを有することができる。例えば、一対の細長い嵌め合わせエッジは、嵌め合わせ形状が単純な平行面を含む任意の適切な嵌め合わせ形状になるように相補的な形を有することができる。嵌め合わせエッジは「さねはぎ継ぎ」形態及びその変形態様であってもよい。他の好適な幾何形状は当業者にとって容易に明らかであろう。
【0046】
図1は、細長いアーチ形を有する容器の実施態様を示す。容器は、可撓性物質12を含み、外側半径13、内側半径14及び長さ15の容器11で表される。
【0047】
複数の容器が本発明の範囲内で用いられる場合、望ましくは、これらの容器は、容器のエッジによって画定されるギャップが一致しないことで、1つ又は複数の内側パイプと外側パイプの間にエネルギー伝達通路を与えないように互いに対して配置される。一例として、複数の細長いアーチ状容器を本発明の範囲内で用いて端部と端部を突き合わせて内側パイプの外側表面と同じ広がりに配置するとき、内側パイプのあるセクションに沿って配置された容器の隣接する細長いエッジによって定められるギャップが内側パイプの隣接するセクションに沿って配置された容器の隣接する細長いエッジによって定められるギャップに対して互い違いになっていることが望ましい。同様に、1つ又は複数の内側パイプと外側パイプの間に半径方向で複数の層の容器を用いる場合、1つの層の容器のエッジを隣接する層の容器のエッジに対して互い違いにする。このようにして、容器を変容させた後にギャップを圧縮性物質で満たすことが不完全になった場合に生ずるかも知れないチャンネルが、環状空間内でどの方向にも1つの容器の長さよりも大きく伸びることがなくなるであろう。
【0048】
多孔質で弾力性の体積圧縮性物質は、任意の好適な物質であることができる。圧縮性物質は細孔を含むことが望ましい。細孔は任意の好適なサイズであることができ、望ましくは開放している。好ましくは、細孔は平均細孔サイズ(例えば、平均細孔径)が約25μm以下(例えば、約15μm以下、又は約10μm以下、又は約1μm以下)である。弾力性とは、圧縮性物質が弾性圧縮性を有し、バルク量の圧縮性物質に圧力を加えると圧縮性物質が占める体積の減少が生じ、圧力が解除された後に圧縮性物質の体積が増加し、望ましくは圧力を加える前と実質的に同じ値に戻ることを意味する。
【0049】
圧縮性物質は、弾力性及び体積圧縮性である多孔質粒子を含むことができ、圧縮性物質の総量のある割合としての任意の量の多孔質粒子を含むことができる。1つの実施態様では、圧縮性物質は実質的に多孔質粒子を含まない。他の実施態様では、圧縮性物質は少なくとも多少の(例えば、約5%以上の)多孔質粒子を含み、本質的に多孔質粒子から、又は全部(例えば約100%)が多孔質粒子からなるものであってもよい。
【0050】
多孔質粒子は、任意の好適な多孔質粒子であることができる。好適な多孔質粒子は、ナノ多孔質粒子、特にナノ多孔質シリカ粒子を含む。ナノ多孔質シリカ粒子は細孔サイズ(例えば平均細孔径)が約1nm〜約100nmであることが望ましい。細孔サイズは、水銀圧入ポロシメトリー又は顕微鏡測定など、当業者に周知の方法によって決定される。ナノ多孔質シリカ粒子の限定的でない例としては、ゾル−ゲル法によって作られるシリカ・エアロゲル、同時燻しプロセスによって作られるナノ多孔質シリカ、及びシリカをカーボンブラックと同時燻しした後に炭素を熱分解して作られるナノ多孔質シリカなどがある。好ましくは、ナノ多孔質シリカ粒子は疎水性である。ナノ多孔質シリカ粒子は任意の好適なプロセスによって疎水性にしてもよく、多くのプロセスが当業者には周知である。
【0051】
望ましくは、多孔質粒子はエアロゲル粒子である。エアロゲルは、空気(例えば、ある気体)を分散媒質とするゲルと特徴付けられる。好適なエアロゲルの例は、シリカ・エアロゲル及び有機エアロゲルなどであり、シリカ・エアロゲル(例えば、マサチューセッツ州、ボストンのキャボット・コーポレイションから「Nanogel(登録商標)」という商品名で入手できる)が好ましい。
【0052】
多孔質粒子は、任意の好適な粒子サイズ(例えば、平均粒径)を有することができる。例えば、多孔質粒子は、平均粒子サイズが約1μm〜約5mm(例えば、約5μm〜約3mm)であってよく、ここで粒子サイズとは粒子を包含する最小の球の直径と定義される。多孔質粒子は、任意の好適な粒子形状(例えば、不規則、球形、など)を有することができる。
【0053】
圧縮性物質は、全体として弾力性で体積圧縮性であり、任意選択で多孔質である限り、非粒状物質を含むことができる。弾力性で体積圧縮性である非粒状物質の限定的でない例としては、発泡体、ファイバーを含む物質、及びそれらの複合材料がある。ファイバーを含む圧縮性物質の限定的でない例としては、ファイバーとエアロゲル、及び、任意選択で、少なくとも1つの結合剤を含む複合材料(例えば、ファイバー強化エアロゲル)がある。ファイバーは任意の好適な構造を有することができる。例えば、ファイバーは何も構造がなくてもよい(例えば、非結合繊維(unassociated fiber))。ファイバーは、マトリクス構造又は同様のマット状構造を有してもよく、それはパターンがあっても、不規則でランダムであってもよい。ファイバーを含む好ましい複合材料は、エアロゲルとファイバーからなる複合材料であって、ファイバーがかさ高な繊維構造、バッティング、又はスチールウール・パッドに似た形を有するものであってよい。かさ高な繊維構造は、圧力を受けるとかさ高な繊維構造の体積が減少し、圧力が取り去られるとかさ高な繊維構造がリバウンドして少なくとも圧力の下にあるときの体積より大きな体積に、望ましくは最初の拘束されていない体積に戻るということで特徴づけられる。かさ高な繊維構造の調製で使用するのに適した物質の例としては、グラスファイバー、有機ポリマーファイバー、シリカファイバー、石英ファイバー、有機樹脂ベース・ファイバー、炭素ファイバーなどがある。かさ高な繊維構造を有する物質は、それだけで本発明の方法で使用するのに適しているが、かさ高な繊維構造を有する物質はさらに第2の開放気泡物質を含むことが好ましい。本発明の方法で用いるのに好ましい開放気泡物質の例としてはエアロゲルがある。第2の開放気泡物質(例えば、シリカ・エアロゲル)をかさ高な繊維構造を有する物質と共に用いた場合、得られる複合材料が圧縮性であり弾力性であることが望ましい。しかし、圧縮性の多孔質粒子と合わせて使用する場合、組み合わせた物が圧縮性で弾力性である限り、非粒状の圧縮性物質の圧縮性と弾力性に関する要求は減少する。
【0054】
好ましい非粒状の多孔質で弾力性の体積圧縮性物質は、かさ高な繊維構造とその中に分散されたシリカ・エアロゲルを有する物質からなるブランケットである。
【0055】
圧縮性物質は、乳白剤をさらに含むことができる。乳白剤の機能は、赤外線を吸収することによって内側パイプと外側パイプの間の熱エネルギーの赤外線による伝達を阻止するか又は最小にすることである。好適な乳白剤の限定的でない例としては、カーボンブラック、二酸化チタン、ケイ酸ジルコニウム及びそれらの混合物が挙げられる。任意の適切な装荷量の乳白剤を用いることができるが、乳白剤の好ましい装荷量は1vol%〜50vol%である。
【0056】
上述のように、本発明の第1の方法の実施態様では、1つ又は複数の容器は封止され、空気不透性物質で構成される。空気不透性物質はどんな空気不透性物質であってもよい。一般に、空気不透性物質は少なくとも数ヶ月(例えば、3ヶ月)低い空気圧を維持するのに十分な空気不透性を有し、例えば発送や取扱いの間、又はパイプ・イン・パイプ・アセンブリに設置する際に起こりうる偶発的な破損を生ずることなく取り扱うのに十分な機械的耐久性を有するように選ばれる。空気不透性物質は可撓性であることが望ましい。1つの実施態様では、空気不透性物質は可撓性であるが、実質的に非弾性的である。他の実施態様では、空気不透性物質は弾性的であって、その完全性を保ちながら圧縮性物質の膨張を可能にする。好ましくは、空気不透性物質は、金属、ポリマー(例えば、共押出されたナイロン・ポリエチレン)、布、及びそれらの組み合わせからなる膜を含む。
【0057】
本発明の第2の方法実施態様では、1つ又は複数の容器に関する必要条件は、1つ又は複数の容器が空気不透性であるということ以外は、第1の方法実施態様と同じである。この実施態様では、容器は機械的に圧縮できる。
【0058】
1つ又は複数の容器は、空気不透性物質の形態に関して何も特別な制限がない。容器を構成する物質は、拘束の下にある圧縮性物質、すなわち第1の体積を完全に囲むような寸法に設計される。容器を構成する物質は、第2の体積又は拘束されていない体積での圧縮性物質を完全に囲むような寸法に設計することができる。圧縮性物質を圧縮した後、過剰な物質は単にランダムに1つ又は複数の容器にまといつくことができる。物質にひだ又は折り畳みを設けて、容器を圧縮したときに物質が畳まれて、ひだや折り畳み部分がないときに比べてなめらかな外側表面が得られるようにすることができる。
【0059】
1つ又は複数の容器はスリーブ内に部分的に又は完全に囲まれるか又は閉じこめられるようにすることができる。スリーブの機能は、1つ又は複数の容器の定位を助けること、本発明の方法を実行するときに1つ又は複数の容器を機械的損傷から守ること、パイプ・イン・パイプ・アセンブリにさらに絶縁性質を追加することなどであるが、それだけに限定されない。スリーブは任意の好適な材料から作ることができる。スリーブ材料の限定的でない例は、アルミニウム、スチール、亜鉛めっき鋼、ステンレス鋼、エラストマー(例えば、シリコーン)、熱硬化性ポリマー(例えば、エポキシ及び樹脂)、熱可塑性ポリマー(例えば、ポリエチレン、アクリル、ポリカーボネート、ポリプロピレン、ポリアミド、ポリ塩化ビニル、ポリスチレン)、ポリマー発泡体(例えば、ポリウレタンフォーム)及び複合材料(例えば、炭素ファイバー強化ポリマー、グラスファイバー)などである。幾つかの実施態様では、スリーブは弾性物質を含み、変容後の1つ又は複数の容器の膨張にスリーブの損傷なしに対処する。スリーブは、また、1つ又は複数の容器によって囲むこともできる。そのような実施態様では、スリーブを圧縮性物質の周りに配置した後に容器を構成する物質をスリーブの周りに配置する。このように、本発明は、パイプ・イン・パイプ・アセンブリが外側表面を有する少なくとも1つの内側パイプ;該少なくとも1つの内側パイプの周りに配置された内側表面を有する外側パイプ;該外側パイプの内側表面と該少なくとも1つの内側パイプの外側表面の間の環状空間;及び圧縮された多孔質で弾力性の圧縮性物質を含む少なくとも1つの容器を含み、前記容器が環状空間に配置され、該容器が部分的に又は完全にスリーブ内に囲まれている実施態様を含む。上記の実施態様に代わるものとして、スリーブを容器と圧縮性物質の間に配置することもできる。
【0060】
図6に示されている別の実施態様では、スリーブ(又はシース)61が、容器が改変されたときも圧縮性物質21の膨張に対する拘束として機能する。この絶縁されたアセンブリは、スリーブ61の外側表面と外側パイプ33の内側表面の間の環状空間31に空所があることが好ましい。この環状空所31は、空気などの気体で満たすことができる。空き空間は、隔壁又は(種々の形態の)スペーサー62を用いて維持することができる。空き空間が存在することによって、内側パイプと外側パイプが互いに独立に動くことができ、これは展開方法又は操業条件によって有利になる。
【0061】
1つ又は複数の容器に1つ又は複数の熱シールドを設けることができる。1つ又は複数の熱シールドの機能は、本発明の方法を実行するときに用いられる溶接プロセスで発生する熱から1つ又は複数の容器を守ることである。1つ又は複数の熱シールドはスリーブと同じであっても、又はスリーブとは別で異なるものであってもよい。1つ又は複数の熱シールドは任意の好適な物質から作ることができ、例えば金属又は熱的に安定なポリマーから作ることができる。幾つかの実施態様では、1つ又は複数の熱シールドは容器とは別である。そのような実施態様では、1つ又は複数の熱シールドは自由に浮いていてもよい、又は1つ又は複数の熱シールドはパイプ・イン・パイプ・アセンブリの外側パイプの内側表面又は1つ又は複数の内側パイプの外側表面に、任意の好適な手段によって、例えば好適な固定具又は溶接によって取り付けてもよい。固定具の限定的でない例は、接着組成物、接着テープ、フック&アイレット・アセンブリ、及び面ファスナーなどである。
【0062】
1つ又は複数の容器は、任意選択で、潤滑剤を含むコーティングを有することができる。潤滑剤はパイプ・イン・パイプ装置の組立を容易にする、例えば、環状空間内に1つ又は複数の容器を定位することを助けることができる。
【0063】
本発明の第1の方法実施態様で、そして任意選択で本発明の第2の方法実施態様で、1つ又は複数の容器は封止され、封止された1つ又は複数の容器はその中が低圧になる。低圧は、大気圧より低い任意の圧力であることができる。典型的には、低圧とは、約1kPa以上(例えば、約10kPa以上、又は約20kPa以上)である。好ましくは、低圧は約100kPa以下(例えば、約75kPa以下、又は約50kPa以下)である。
【0064】
本発明はさらに図2、3及び4に示されている。図2は、多孔質で弾力性の体積圧縮性物質21を囲む可撓性物質12からなる2つの半円形「ハーフシェル」容器を備えた実施態様を示す。図3に示されたパイプ・イン・パイプ装置には、容器材料12内に入れられた圧縮性物質21を含む容器は、内側パイプ32によって画定され外側パイプ33によって囲まれた環状空間31に同じ広がりで配置されている。容器は、環状空間を100%まで満たすことができる。容器の改変後、図4に示されるように、圧縮性物質21は内側パイプ32と外側パイプ33によって画定される環状空間を実質的に満たすように可能な限り膨張する。
【0065】
1つ又は複数の容器は任意の好適なプロセスによって調製することができる。図1に示される封止された容器としての細長いアーチ状容器の実施態様を調製するのに特に適したプロセスを図5を参照して説明する。図5は、ナノ多孔質シリカ粒子を含む容器を形成する鋳造装置の断面図を示す。鋳造装置は、上方鋳型部材51と下方鋳型部材52を含む。図5に示されているように、圧縮性物質21をその中に含む空気不透性の可撓性材料12の封止されていない容器が外側鋳型部材51の表面53と内側鋳型部材52の表面54に接触して配置される。外側鋳型部材が距離55だけ動かされ、表面53が位置56へ移動し、同時に真空が流体接続部57を通して加えられる。次に、封止手段58が流体接続部57に適用され、流体接続部57が、封止手段58をその場所に残して、又は封止手段58の先で流体接続部57の端部を封止した後に封止手段58を取り去って封止され、細長いアーチ状の封止された容器11が作成される。同様の実施態様では、外側鋳型部材51が静止して保持され、内側鋳型部材52が外側鋳型部材51に近い位置に動かされる、又は外側鋳型部材51と内側鋳型部材52の両方を同時に互いの方へ動かすこともできる。あるいはまた、内側鋳型部材52も外側鋳型部材51も動かされない。
【0066】
上述したプロセスの他の変形態様を以下で説明する。これらのプロセス及び上記のプロセスはすべてパイプ・イン・パイプ組立プロセスの際にその場で実行できる。
a.一点又は多点吸引を用いる鋳型による可撓性容器での吸引真空パッキング。気密容器を鋳型に置き、真空ポンプに結合し、容器内側の圧力を減少させる。容器内側の圧力が所望のレベルに達したら、容器を封止子、結合を取り除く。容器の外側と内側の圧力差で物質が圧縮され、それが鋳型によって成形される。
b.硬質の鋳型内での可撓性容器の圧縮。粒子が満たされた容器を、硬いが動かすことのできる境界部を有する鋳型に入れる。気体、液体又は他の好適な圧縮手段を用いて容器を所望の形に圧縮し、容器を気密に封止する。その後、容器を機械的圧縮用鋳型から取り出す。
c.可撓性鋳型(例えば、浮嚢)による可撓性容器の圧縮。粒子が満たされた容器を、可撓性境界部を有する鋳型に入れる。可撓性境界部に圧力を加えることにより粒子を含む容器を所望の形に圧縮する。気体、液体又は他の圧縮手段を用いて容器に圧力を加えることができる。所望の形の容器が作成されたら、容器を封止して鋳型から取り出す。
d.硬質の可撓性鋳型による可撓性容器の圧縮。可動の硬質境界部と可撓性境界部の両方を有する鋳型を用い、プロセス(b)と(c)の組み合わせを用いる容器の機械的圧縮。
e.真空パッキングの後に可撓性容器を硬質の鋳型で圧縮。ここで述べたように真空によって圧縮された容器を作成し、次に硬質の鋳型を用いて容器を所望の形に圧縮する。
f.真空パッキングの後に可撓性容器を可撓性鋳型で圧縮。本明細書で述べたように真空によって圧縮された容器を作成し、次に可撓性境界部の鋳型(例えば、浮嚢による鋳型)を用いて圧力を加えて容器を所望の形に圧縮する。
g.真空パッキングと同時に可撓性容器の硬質及び/又は可撓性鋳型による機械的圧縮。本明細書で述べたように真空を用い、同時に上のプロセス(b)、(c)又は(d)で述べたように機械的圧縮を加えて圧縮された容器を作成する。
h.別の実施態様では、1つ又は複数の容器を所望の寸法に圧縮する駆動されたローラーのシステムに1つ又は複数の容器を通過させることによって1つ又は複数の容器を圧縮及び/又は成形する。最も簡単な場合、容器は直角平行六面体の形状(例えば、れんが形態)を有する。容器は次に間にギャップを有する平行な円筒ローラーの間を通され、ギャップは1つ又は複数の容器の厚さよりも小さく、それにより1つ又は複数の容器を所望の厚さに圧縮する。1つ又は複数の容器は大気圧であっても、低い圧力にあってもよい。あるいはまた、1つ又は複数の容器をローラーの間に通すときに1つ又は複数の容器内の圧力を減少させ、1つ又は複数の容器をローラーの間に通した後に1つ又は複数の容器が低い圧力にあるようにすることもできる。別の実施態様では、多数のローラーを構成して1つ又は複数の容器にある形を生成することができる。例えば、3対のローラーを、端部と端部を突き合わせ、隣接する対のローラーの間の角度が60°になるように構成したものを用いて1つ又は複数の容器をほぼ半円形に成形することができる。他の実施態様は当業者にとって容易に明らかであろう。
i.高圧チャンバ設備。ここで述べたような真空プロセス、(a)又は(b)を用いて圧縮された容器が作成され、次に、容器をチャンバに入れ、そこで圧力を大気圧より高く維持する。圧力の増加によりパックの圧縮レベルが高められる。
j.半硬質容器の圧縮。この方法は鋳型を必要としない。硬質の機械的プレスを用いて容器を所望の形に圧縮する。容器が所望の形になったら、機械的な拘束又は気密シールを施して容器をその形にロックする。
k.半硬質容器の外部空気圧圧縮。容器に圧縮性物質を満たし、真空チャンバに入れる。チャンバを排気したら、容器を気密シールで封止し、チャンバの圧力を大気圧に高める。容器の内側と外側の圧力差を用いて容器を圧縮する。あるいはまた、満たされた容器を真空に結合して容器内の圧力を下げる。圧力が所望のレベルになったら、吸引ポートを封止する。
【0067】
1つ又は複数の容器が封止されない場合(すなわち、気密でない場合)、容器は任意の好適な方法によって調製することができる。圧縮性物質で容器を圧縮充填する多くの方法が当業者には周知である。1つの実施態様では、細長いアーチ状の封止された容器の調製に関してここで述べたプロセスを、真空の印加を除き、圧縮性物質を圧縮された状態で保持するために圧縮された位置で取り巻いて固定する少なくとも1つのシース又はベルトを含めることによって(非)封止容器の調製に適合させることができる。
【0068】
1つ又は複数の容器の改変は、任意の好適な方法で達成することができる。1つの実施態様では、1つ又は複数の容器は封止され、弁又は閉じたポートを有し、それを開くと気体を1つ又は複数の容器に導入して封止された1つ又は複数の容器内の圧力を環状空間内の圧力と等しくすることが可能になり、その他の点で封止された1つ又は複数の容器の完全性は保たれる。
【0069】
別の実施態様では、1つ又は複数の容器は封止され、それが破られて封止された1つ又は複数の容器の少なくとも一部の完全性が破壊される。1つ又は複数の容器を破るのに任意の好適な方法を使用することができる。1つ又は複数の容器を破ることは1つ又は複数の容器を加熱することで遂行できる。1つ又は複数の容器を構成する物質に相転移を(例えば、融解、又はガラス転移を)引き起こすのに、又は1つ又は複数の容器を構成する物質の分解を引き起こすのに十分な温度まで1つ又は複数の容器を加熱することができる。例えば、1つ又は複数の容器は、パイプ・イン・パイプ・アセンブリの1つ又は複数の内側又は外側パイプで行われる溶接作業の結果として加熱されることがある。あるいはまた、又はそれに加えて、パイプ・イン・パイプ・アセンブリの1つ又は複数の内側又は外側パイプには、溶接作業と無関係に熱を加えることができ、1つ又は複数の内側又は外側パイプの任意のセクションに選択的に熱を加えて、パイプ・イン・パイプ・アセンブリの任意の予め選択された1つ又は複数の場所に容器の破れを引き起こすことができる。
【0070】
1つ又は複数の容器の加熱は、任意の適切な固定周波数を有するか又は所定の方法で変えられる周波数を有するレーザー光線を用いて達成することができる。レーザー光線は1つ又は複数の容器の少なくとも一部分に直接ぶつかって、1つ又は複数の容器の少なくとも一部分を加熱し1つ又は複数の容器の破れを生ずることができる。パイプ・イン・パイプ・アセンブリが複数の(例えば、2つ以上の)容器を含む場合、レーザー光線を各容器の表面の少なくとも一部を横切るように動かすことができる。あるいはまた、レーザー光線を用いて環を定める1つの表面の少なくとも一部を局所加熱し、加熱された表面がその後1つ又は複数の容器を加熱するようにしてもよい。レーザー源を環の外に保持しても、又は環の内部に配置、又は環を通して動かすこともできる。
【0071】
1つ又は複数の容器の表面を直接加熱して1つ又は複数の容器の破れを引き起こすことができる。加熱手段を含む加熱部材が摺動可能に結合されたガイドロッド又はガイドラインを含むアセンブリをパイプ・イン・パイプ装置の環に導入できる。好適な加熱手段の例としては、電気抵抗加熱エレメント、オープンフレーム、及び高温気体を1つ又は複数の容器の表面に送る手段などがあるが、それだけに限定されない。使用時に、加熱手段をガイドロッドに沿って環を通して一方の端部から他方の端部へ1つ又は複数の容器の表面に接触しながら動かしてその破れを引き起こすことができる。ガイドロッドと加熱部材は、任意選択で、環から取り出して他のアセンブリで使用できる。加熱部材は環を通して一定の速度又は可変速度で動かすことができる。加熱部材をロッド又はバーに固定し、手動又は機械的に環を通して動かして1つ又は複数の容器の破れを引き起こすことができる。あるいはまた、加熱部材はパイプ・イン・パイプ・アセンブリと同じ又は実質的に同じ長さを有するように構成して環全体にわたって同時に熱を供給するようにできる。このような実施態様の一例は、ヒーテッドパイプであり、パイプはその中に収められた高温流体によって加熱される。高温流体は使用前にパイプに導入するか、ポンプによってパイプを通って循環させることができる。ヒーテッドパイプは内側パイプ自体であってもよく、その場合高温流体はポンプによって内側パイプに通され、パイプ・イン・パイプ・アセンブリ全体を容器の他ぶれを生ずるのに十分な温度に十分な時間加熱する。
【0072】
1つ又は複数の容器の加熱は超音波加熱によって遂行できる。超音波加熱装置を環内に導入し、それを用いて1つ又は複数の容器の少なくとも一部を加熱してその破れを引き起こすことができる。外側及び/又は内側パイプが金属を含む場合、1つ又は複数の金属パイプ・イン・パイプの誘導加熱を用いて1つ又は複数の容器を加熱してその破れを引き起こすことができる。
【0073】
1つ又は複数の容器は、電気抵抗エレメントをその外側又は内側表面に取り付けて、又は1つ又は複数の容器を構成する物質に組み込んで製造することができる。電気抵抗エレメントはワイヤ、プレート、又は同様の形態をとることができる。電気抵抗エレメントに電流が流れると、エレメントが熱を発生し、それが1つ又は複数の容器の破れにつながる。電気抵抗エレメントがワイヤである場合、所定のパターンで1つ又は複数の容器を破るようにワイヤを1つ又は複数の容器の表面に構成することができる。例えば、ワイヤを1つ又は複数の容器の周りにらせん状に巻き付けて、1つ又は複数の容器をその外側表面の周りで一様な仕方で破るようにすることができる。
【0074】
1つ又は複数の容器の局所加熱の他に、1つ又は複数の容器を破ることは、環内の温度を上げ、1つ又は複数の容器の満足できる破れが確実に得られるように高い温度を適切な長さの時間にわたって維持することによって遂行できる。例えば、高温気体の流れを環に通して1つ又は複数の容器を軟化、融解又は他の方法で劣化させることができる。
【0075】
1つ又は複数の容器を破ることは、機械的な手段を用いて遂行できる。例えば、少なくとも1つの鋭いエッジを含む切断アセンブリをパイプ・イン・パイプ・アセンブリの環内に配置して、任意選択でそれを通して動かし、該少なくとも1つの鋭いエッジで裂くか切るかして1つ又は複数の容器を破ることを遂行できる。少なくとも1つの鋭いエッジは、ナイフ、ピン又はスパイク、鋸歯、鋭い物質(ガラス破片など)が固定されたひも又はワイヤ、及びそれらの組み合わせであってよい。切断アセンブリをガイドロッド又はガイドワイヤに摺動可能に結合し、ガイドロッド又はガイドワイヤを環内に配置し、切断アセンブリをガイドロッド又はガイドワイヤに沿って動かして容器を破ることができる。切断アセンブリをガイドロッドに固定し、ガイドロッドと切断アセンブリを環内で動かして容器を破ることもできる。
【0076】
1つ又は複数の容器は、加熱アセンブリ又は切断アセンブリを、1つ又は複数の容器を確実に破るために1つ又は複数の容器の表面の近くで環を通ってガイドするための手段を含むことができる。例えば、1つ又は複数の容器は、その表面に取り付けたガイド・チューブ又はフェルールを備え、ガイドロッドをそれに挿入することができる。加熱又は切断アセンブリをそのガイドロッドに沿って摺動させて1つ又は複数の容器の破裂を遂行できる。破裂のために加熱アセンブリを用いる場合、ガイド・チューブに熱の良導体(例えば、金属)を用いて加熱アセンブリから1つ又は複数の容器の表面への熱伝達を容易にすることができる。
【0077】
1つ又は複数の容器は、組み立てられたパイプ・イン・パイプ・アセンブリの曲げに対する圧縮によって機械的に破裂させることができる。ここで説明しているパイプ・イン・パイプ・アセンブリは端部と端部を結合してパイプラインを形成することができる。実際には、組み立てられたパイプラインは、しばしば、長いパイプラインをパイプライン敷設船で輸送できるようにスプールに巻き取られる。スプール巻き取りのプロセスは、パイプライン及びそのセグメントの曲げを必要とする。曲げは外側と内側パイプの間で1つ又は複数の容器を破るような1つ又は複数の容器の圧縮を生ずる。
【0078】
1つ又は複数の容器が気体不透性に封止されて大気圧よりも低い圧力にあるとき、1つ又は複数の容器は、1つ又は複数の容器が完全に膨張するまでにパイプ・イン・パイプ・アセンブリを完成することが可能な時間スケールで1つ又は複数の容器の膨張が起こるように、設置する前に破ることができる。例えば、パイプ・イン・パイプ・アセンブリが完成される前に、1つ又は複数の容器に小さい孔をあけることができる。あるいはまた、1つ又は複数の容器自体に弁又はその他の封止された開口などの破るための手段を組み込んで、その弁又は開口がコントロールされた速度で気体を1つ又は複数の容器に導入して1つ又は複数の容器の完全な膨張が起こる前にパイプ・イン・パイプ・アセンブリが完成する十分な時間が有るように設計することができる。
【0079】
1つ又は複数の容器は、化学的手段を用いて破ることができる。1つの方法は、1つ又は複数の容器を構成する物質を溶解する又はそれと反応する溶媒又は化学物質を放出するようなデバイスを用いて1つ又は複数の容器の完全性を低下させて1つ又は複数の容器の破裂を引き起こすことである。このデバイスを接着剤又は他の適切な手段で容器の表面に取り付け、パイプ・イン・パイプ装置の組立の前、その間、及びその後固定しておくことができる。デバイスはまた、1つ又は複数の容器を構成する物質と発熱的に反応する反応物質、又は1つ又は複数の容器を構成する物質と及び/又は互いに反応する反応物質の混合物、を含み、それによって1つ又は複数の容器の表面を局所的にかねつしてその破裂を引き起こすことができる。デバイスは、爆発物質(例えば、爆発キャップ又は同様のデバイス)を含み、爆発で生ずる衝撃波が1つ又は複数の容器を機械的に破ってその破裂を引き起こすようにすることができる。デバイスは、フューズなどの点火コードを含み、そのコードを1つ又は複数の容器の内側又は外側表面に固定することができる。点火されると、点火コードは1つ又は複数の容器の表面を通って燃えてそれを破裂させる。
【0080】
さらに別の実施態様では、1つ又は複数の容器は封止されない。(封止されない)容器の改変は、封止された1つ又は複数の容器に関してこれまでに述べたように行われるが、封止された1つ又は複数の容器における圧力を等化するために気体を導入する必要はなく、さらに、圧縮性物質の拘束レベルを低下させるための拘束手段の変容を含む。拘束手段の変容は、封止された1つ又は複数の容器の破裂についてこれまでに述べたものと同じであってよく、破裂方法を拘束手段の変容に適合させることは当業者にとって容易に明らかであろう。
【0081】
本発明の方法は、任意選択でさらに追加の工程を含む。任意選択で追加される1つの工程は、1つ又は複数の容器及び/又は拘束手段の変容を検証する工程である。1つ又は複数の容器及び/又は拘束手段の変容を検証するのに適した方法は、肉眼視法、超音波画像検査法、X線画像検査法などである。検証方法は、1つ又は複数の容器及び/又は拘束手段の変容の間に実行して適切な変容が行われるようにしても、又は変容後に実行してもよい。
【0082】
任意選択の別の追加工程は、1つ又は複数の容器の変容前に追加の絶縁物質を環に配置する工程である。追加の絶縁物質は任意の好適な絶縁物質であることができ、同じか又は異なる1つ又は複数の絶縁物質を含むことができる。典型的には、追加の絶縁物質は圧縮性物質である。好ましくは、追加の絶縁物質は、非粒状の多孔質で弾力性の体積圧縮性物質を含む1つ又は複数のブランケットである。
【0083】
追加の絶縁物質は金属又は金属被覆フィルムであってよい。金属又は金属被覆フィルムは、放射によって1つ又は複数の内側パイプと外側パイプの間でのエネルギーの伝達を減らす。金属又は金属被覆フィルムは、任意の好適な金属又は金属被覆フィルムであることができる。好適な金属又は金属被覆フィルムの例は、アルミニウム・ホイル、ポリマー・フィルムを含むアルミニウム被覆基板、布などである。金属又は金属被覆フィルムは別のフィルムであって、絶縁ブランケットに組み込まれてもよく、又は1つ又は複数の容器に組み込まれて金属又は金属被覆フィルムが1つ又は複数の容器の外側表面又は内側表面に存在してもよい。金属又は金属被覆フィルムは先に述べたような任意の好適な固定具を用いて環内の任意の表面に固定されても、固定具なしに(例えば、何らかの表面にラップされることによって)配置されてもよい。1つ又は複数の容器を構成する物質も、当然ながら金属又は金属被覆フィルムであってよい。
【0084】
金属又は金属被覆フィルムを含む他に、追加の絶縁物質は任意の好適なフィルムを含むことができる。好適なフィルムの限定的でない例は、ポリマー及び/又は織られたフィルム又は布を含む。これに関連して、「フィルム」とは、絶縁物質の薄いシート(例えば、TYVEK(登録商標)などの高密度ポリエチレン・ファイバーから形成されたフィルム)を指し、このシートは任意の好適な形態を有することができ、同じか又は異なる物質の1つ又は複数の層を含むことができる。フィルムはまた、内側及び外側層の間に挟まれた透過性の膜を含むことができる(例えば、GORE−TEX(登録商標)材料又は他のポリテトラフルオロエチレン材料)。フィルムは、金属又は金属被覆フィルムに関して前に述べたように、任意の適切な仕方でパイプ・イン・パイプ装置に固定又は組み込むことができる。
【0085】
追加の絶縁物質は外側パイプの内側表面と1つ又は複数の容器の間、又は内側パイプの外側表面と1つ又は複数の容器の間、にフィットするように配置することができる。望ましくは、追加の絶縁物質は縁が1つ又は複数の容器の縁と互い違いになって1つ又は複数の内側パイプと外側パイプの間にエネルギー伝達通路を設けないように配置される。追加の絶縁物質は容器に組み込むことができる、又は容器をその絶縁物質で作ることができる。
【0086】
1つ又は複数の内側パイプは、外側パイプ内に任意の好適な方法で配置することができ、1つ又は複数の内側パイプと外側パイプはともに任意の好適な断面形状を有することができる。例えば、1つ又は複数の内側パイプと外側パイプはどちらも断面が円形であってよい。パイプ・イン・パイプ装置が単一の内側パイプを有する場合、内側パイプは外側パイプ内に同心的に配置しても、内側パイプ内で非対称に配置しても、又は内側パイプ内で任意の配置を自由にとってもよい。パイプ・イン・パイプ装置が複数の内側パイプを有する場合、内側パイプは外側パイプ内に任意の適切な位置に同じように配置することができる。ワイヤ及びケーブルも外側パイプ内に配置できる。
【0087】
幾つかの実施態様では、外側パイプは1つ又は複数の内側パイプに固定された圧縮性物質を含む容器上に直接構成及び/又は配置することができる。これらの実施態様では、圧縮性物質を含む容器と外側パイプの間のギャップを排除する(外側パイプの内側表面と圧縮性物質を含む容器の間に直接の接触が有るようにする)ことができる、又はほとんど排除することができる。これによって、圧縮性物質は、容器が変容された後(すなわち、シールが破られた後)でも高い圧縮レベルにあることが可能になる。場合によっては、物質が高い圧縮レベルにあることは、絶縁層の熱的及び/又は機械的性能が改善されるために望ましい。さらに、外側パイプを構成する行動が容器を破る働きをすることもある。パイプを構成する特定の方法は外側パイプに要求される特定の物性に依存し、構成方法の限定的でない例としては、容器上への直接的な外側パイプの巻き付け、押出、吹き付け、成形又は熱収縮などがある。外側パイプの物質の限定的でない例としては、エラストマー(例えば、シリコーン)、熱硬化性ポリマー(例えば、エポキシ)、熱可塑性ポリマー(例えば、ポリエチレン、アクリル、ポリカーボネート、ポリプロピレン、ポリアミド、ポリ塩化ビニル、ポリスチレン)、ポリマー発泡体(例えば、ポリウレタンフォーム)及び複合材料(例えば、炭素ファイバー強化ポリマー、グラスファイバー)などがある。上記の1つの実施態様では、絶縁されたパイプ・イン・パイプ・アセンブリは外側表面を有する少なくとも1つの内側パイプ;圧縮された多孔質で弾力性の圧縮性物質を含む少なくとも1つの容器を含み、該容器は該1つ又は複数の内側パイプに取り付けられ、該1つ又は複数の容器には外側パイプが、該外側パイプの内側表面と該1つ又は複数の容器の外側表面が部分的又は完全に直接接触するように容器上に貼付されている。外側パイプが貼付される前に1つ又は複数の容器を部分的又は完全にスリーブ内に囲むこともできる。
【0088】
さらに、ここでは外側パイプは単一パイプとして言及していたが、パイプ・イン・パイプ装置は複数の外側パイプを含むことができる(例えば、パイプ・イン・パイプ・イン・パイプ構造)。例えば、パイプ・イン・パイプ装置は第1の外側パイプ内に配置された少なくとも1つの内側パイプ、及び第1の外側パイプの周りに配置された第2の外側パイプを含むことができる。多孔質で弾力性の体積圧縮性物質又は任意の好適な物質を第1の外側パイプの外側表面と第2の外側パイプの内側表面によって画定される環状空間に配置することができるし、又はこの環状空間に何も物質を配置しないこともできる。さらに詳しく言うと、このような多孔質で弾力性の体積圧縮性の物質が、内側パイプの外側表面と第1の外側パイプの内側表面の間;及び第1の外側パイプの外側表面と第2の外側パイプの内側表面の間;等の環状空間の少なくとも1つを占める実施態様が考えられる。このような物質は、容器によって拘束されてもされなくてもよい。環状空間がこの多孔質で弾力性の体積圧縮性の物質で占められていない実施態様では、そのような環状空間は任意の好適な物質(圧縮されない多孔質で弾力性の体積圧縮性の物質、そのような物質を含むブランケット、エアロゲル・ブランケット、ポリウレタンフォーム、ファイバー(織られた布、不織布、ばらばら又は他の形態)、粒状又は非粒状物質、)で満たすこともでき、何も物質を満たさないこともできる。
【0089】
任意選択で、少なくとも1つのスペーサーを設けて、最終的に1つ又は複数のスペーサーが少なくとも1つの環状空間にあるように配置できる。1つ又は複数のスペーサーは、1つ又は複数の内側パイプを環状空間内に定位させる及び/又は2つ以上の外側パイプが用いられる場合には外側パイプを別の環状空間内に定位するように機能する。ある実施態様では、1つ又は複数のスペーサーは、配置されたときに、円形又は楕円形の断面を有し、少なくとも1つの開口があって1つ又は複数の内側及び/又は外側パイプが通過できるようになっている。本発明のパイプ・イン・パイプ・アセンブリで用いられるスペーサーの数は、別の従来方法を用いて製造されるパイプ・イン・パイプ。アセンブリで必要な数より少なくできる。
【0090】
任意選択で、1つ又は複数のスペーサーは、1つ又は複数の内側(又は外側)パイプの外側表面の少なくとも一部、及び/又は少なくとも1つの外側パイプの内側表面の少なくとも一部と接触する。1つ又は複数のスペーサーが1つ又は複数の内側パイプの外側表面と外側パイプの内側表面の両方に接触する実施態様では、1つ又は複数のスペーサーは1つ又は複数の外側パイプの外側表面に加えられた圧力を1つ又は複数の内側(又は外側)パイプの外側表面に伝達する働きをして、1つ又は複数の外側パイプの構造的な硬さを高める。このような実施態様はパイプ・イン・パイプ・アセンブリを深海用途で用いる場合特に有用である。
【0091】
別の実施態様では、複数のスペーサー、隔壁、及び/又はセントラライザーが1つ又は複数の容器の外側に配置され、任意の好適な手段によって1つ又は複数の容器の外側に固定される。この実施態様は、スペーサーを用意し、そのスペーサーを環状空間に配置すると言う別の工程をなくすことができるという利点がある。スペーサーは、また、1つ又は複数の容器が偶発的に破れることから守り、パイプなどの配置を容易にする。スペーサーは任意の好適な形態を有することができる。例えば、スペーサーは、接触していないリブ又はフィンで、細長い寸法方向が外側パイプ及び1つ又は複数の内側パイプと長手方向に整列しているものであってよい。スペーサーは、円形又は半円形であり、少なくとも部分的に1つ又は複数の容器を囲むものであってよい。スペーサーは任意の好適な物質から作ることができ、任意の好適な断面形状(例えば、丸い、フラット、三角形、など)を有することができる。好ましくは、スペーサーは絶縁物質を含む。
【0092】
現在用いられているパイプ・イン・パイプ設計で2つ以上のスペーサーを使用する場合、スペーサーはその設計の条件に従って配置される。例えば、リール敷設システムでは、スペーサーは、典型的には約2m離して配置される。上述のように、本発明の1つの実施態様では、絶縁物質によって得られる機械的な力によって、そうでない場合に現在用いられる数のスペーサーよりも少ない数のスペーサーを使用することが可能になり、その結果、スペーサーをもっと大きい距離だけ離して配置できる、例えば、リール敷設の例では約2m(例えば、約4m以上、又は約4m以上、又は約10m以上、又は約20m以上)離して配置できる。別の実施態様では、パイプ・イン・パイプ・アセンブリは何もスペーサーを含まなくてもよい。一般にスペーサーは本発明の圧縮性物質よりも絶縁度が低いので、より少数のスペーサーを使用する方が、多くのスペーサーを使用する場合に比べてパイプ・イン・パイプ・アセンブリの全体的な絶縁能力は改善され、スペーサーを何も使用しない場合が絶縁能力の改善が最大になる。
【0093】
パイプ・イン・パイプ・アセンブリが少なくとも1つのスペーサーを用いる場合、1つ又は複数のスペーサーはさらに、ここで述べたような破裂又は変容方法によって1つ又は複数の容器を破裂又は変容させる手段を含むことができる。例えば、1つ又は複数のスペーサーは、環内に1つ又は複数の容器を配置したとき、又はその所定時間後に1つ又は複数の容器を破る又は変容させる加熱手段、機械的手段、又は化学的手段を含むことができる。
【0094】
本発明はまた、(a)外側表面を有する少なくとも1つの内側パイプと、(b)該少なくとも1つの内側パイプの周りに配置された内側表面を有する外側パイプと、(c)該外側パイプの内側表面と該少なくとも1つの内側パイプの外側表面との間の環状空間と、(d)該環状空間に配置された多孔質で弾力性の圧縮性物質と、(e)先に前記環状空間に配置されており、該環状空間にある前記圧縮性物質の体積よりも小さい体積で該圧縮性物質を先に保持していた容器の残部とを含む、絶縁されたパイプ・イン・パイプ・アセンブリを提供する。この絶縁されたパイプ・イン・パイプ・アセンブリの種々の構成要素は、本明細書で先に説明したようなものである。
【0095】
先に圧縮性物質を保持していた容器の残部(又はその残渣)は、変容後の容器の全体、又は変容後の容器の何らかの部分を含むことができる。例えば、変容が容器の破壊的な変容である場合、例えば少なくともその一部の融解又は不可逆的な劣化である場合、少なくともその一部はその後も環状空間に残るであろう。
【0096】
加えて、本発明は、本明細書で説明された方法に従って製造される絶縁されたパイプ・イン・パイプ・システムを提供する。特には、本発明は、(a)2つの絶縁されたパイプ・イン・パイプ・アセンブリであって、少なくとも1つの内側パイプの長さが外側パイプの長さよりも長く、該少なくとも1つの内側パイプの両端が該外側パイプの両端を越えて延び、該2つの絶縁されたパイプ・イン・パイプ・アセンブリの一方の少なくとも1つの内側パイプの一端が該2つの絶縁されたパイプ・イン・パイプ・アセンブリの他方の少なくとも1つの内側パイプの一端に封止可能に結合され、該内側パイプが互いに接して流体が流れるように連通している2つの絶縁されたパイプ・イン・パイプ・アセンブリと、(b)該パイプ・イン・パイプ・アセンブリを受け入れられるサイズの孔を有する管状構造の形態のスリーブであって、該スリーブの一方の端部が前記2つの絶縁されたパイプ・イン・パイプ・アセンブリの一方の外側パイプに封止可能に接続され、該スリーブの他方の端部が該2つの絶縁されたパイプ・イン・パイプ・アセンブリの他方の外側パイプに封止可能に結合されたスリーブとを含む、絶縁されたパイプ・イン・パイプ・システムを提供する。この絶縁されたパイプ・イン・パイプ・システムは、任意選択で、スリーブと2つの絶縁されたパイプ・イン・パイプ・アセンブリの内側パイプとの間の空間に配置された絶縁物質をさらに含む。この絶縁されたパイプ・イン・パイプ・アセンブリの種々の構成要素は、本明細書で先に説明したようなものである。
【0097】
本発明はさらに、(a)外側表面を有する少なくとも1つの内側パイプと、(b)該少なくとも1つの内側パイプの周りに配置された内側表面を有する外側パイプと、(c)該外側パイプの内側表面と該少なくとも1つの内側パイプの外側表面との間の環状空間と、(d)該環状空間に配置されたナノ多孔質シリカとを含み、該ナノ多孔質シリカが80kg/m3〜約140kg/m3の密度を有し、かつ約0℃の表面と約25℃の表面との間で測定した場合に約20mW/m・K以下(例えば、約12mW/m・K〜約20mW/m・K)の熱伝導度を有する、絶縁されたパイプ・イン・パイプ・アセンブリを提供する。この絶縁されたパイプ・イン・パイプ・アセンブリは、本明細書で先に記載した方法により製造することができ、ナノ多孔質シリカは本明細書で先に記載したようなものである。熱伝導度は、例えば、ASTM C518に従って測定することができる。
【0098】
本発明の絶縁されたパイプ・イン・パイプ・アセンブリ及びシステムは、流体が周りの環境と異なる温度である又は異なる温度になりうる場合に流体を輸送するのに適する。この用途に関して、「流体」という用語は気体及び/又は液体を含む。本発明のアセンブリ及びシステムは、炭化水素(例えば、原油及び天然ガス)を採取点から貯蔵施設又は処理施設へ輸送するのに、並びに液化天然ガスをある地点から別の地点へ輸送するのに特に有用である。
【実施例】
【0099】
実施例は本発明をさらに例によって説明するものであるが、もちろん、いかなる意味でも本発明の範囲を制限すると解釈してはならない。
【0100】
四つの異なる量のシリカ・エアロゲル粒子が、容積が20×20×1cmのPlexiglasセルに入れられた。サンプルA(対照)では、シリカ・エアロゲル粒子は何も圧縮せずにセルに配置された。サンプルB、C及びD(本発明)では、増大する量のシリカ・エアロゲル粒子がセルの容積にシリカ・エアロゲル粒子をフィットさせるために増大する圧縮量でセルに配置された。
【0101】
各サンプルについて、圧縮前のシリカ・エアロゲル粒子体積(Vb)と圧縮後のシリカ・エアロゲル粒子体積(Va=作業セル体積=400cm3)、すなわち、セルの容積、からパーセント圧縮量が次の式を用いて決定された:パーセント圧縮量=[(Vb−Va)/Vb]×100%。各サンプルのバルク密度は、特定サンプルのシリカ・エアロゲル粒子の重量をセルの容積で割って計算された。
【0102】
各サンプルの熱伝導度は、ASTM C518に従って平行ホットプレート方式を用いて決定された。各サンプルA〜Dの熱伝導度、並びにパーセント圧縮量とバルク密度を表に示す。
【0103】
【表1】
【0104】
表に示された結果から明らかなように、バルクのエアロゲル粒子が示す熱伝導度は、エアロゲル粒子のパーセント圧縮量が少なくとも約30〜40%の範囲まで増加するにつれて減少することが望ましい。特に、圧縮量が33及び45%のエアロゲル粒子は、何も圧縮されないエアロゲル粒子に比べて熱伝導度がほぼ22%の減少を示した。
【0105】
本明細書において引用された全ての参照文献は、刊行物、特許出願、及び特許を含め、各参照文献が個別に特定して参照によって組み込まれると述べて記載されたと同じように、参照によって本明細書にその全体が組み込まれる。
【0106】
本発明を説明する中で(特に特許請求の範囲の中で)使用される「a」、「an」及び「the」という冠詞並びに同様の指示語は、本明細書で別段の指摘がないか又は文脈によって明確に否定されない限り、単数及び複数の両方を包含すると解されるべきである。「含む(comprising)」、「有する(having)」、「含む(including)」及び「含有する(containing)」という用語は、別段の断りがない限り制限のない用語(即ち、「含むが限定されない」ことを意味する)と解されるべきである。本明細書における値の範囲の説明は、本明細書で別段の指摘がない限り、単に範囲の中に入っているそれぞれ独立した値を個々に言及することの省略方法として機能することを意図しており、それぞれの独立した値は、まるでそれが本明細書で個々に列挙されたかのように本明細書に組み入れられる。本明細書で説明されたすべての方法は、本明細書で別段の指摘がないか又は文脈によって別に明確に否定されない限り、任意の好適な順序で実施することができる。本明細書で提供される任意の及びすべての例又は例示的な語(例えば、「などの」)の使用は、単に本発明をより明らかにすることを意図しており、特許請求の範囲に別段の記載がない限り、本発明の範囲に関する限定をもたらすものではない。本明細書の如何なる言語も、特許請求の範囲に記載のない任意の構成要素を本発明の実施に不可欠であるものとして示すと解されるべきではない。
【0107】
本発明を実施するために発明者らが知っている最良の方法を含めて、本発明の好ましい実施態様を本明細書で説明している。これらの好ましい実施態様の変形態様は、前述の説明を読めば当業者に明らかになるであろう。発明者らは、当業者が適切であるような変形態様を用いることを期待しており、発明者らは、本発明が本明細書で具体的に説明したのと別の方法で実施されることを意図している。したがって、本発明は、準拠法によって容認されているように、特許請求の範囲に列挙した主題のすべての改良及びそれと同等なものを包含する。さらには、そのすべての可能な変形態様における上記要素の任意の組み合わせは、本明細書で別段の指摘がないか又は文脈によって別に明確に否定されない限り、本発明によって包含される。
【特許請求の範囲】
【請求項1】
(i)(a)少なくとも1つの内側パイプと、
(b)外側パイプであって、該少なくとも1つの内側パイプの外側表面と該外側パイプの内側表面との間に環状空間を作るように該少なくとも1つの内側パイプの周りに配置された外側パイプと、
(c)多孔質で弾力性の体積圧縮性物質を含む少なくとも1つの容器と
を含み、該圧縮性物質が該容器内に拘束されかつ第1の体積を有し、該圧縮性物質の第1の体積が該圧縮性物質の拘束されていない体積よりも小さく、かつ前記少なくとも1つの容器が前記環状空間に配置されたアセンブリを用意する工程、及び
(ii)前記少なくとも1つの容器を変容させて前記圧縮性物質の拘束を減じ、該圧縮性物質の体積を前記第1の体積よりも大きい第2の体積に増加させ、それによって絶縁されたパイプ・イン・パイプ・アセンブリを形成する工程
を含む、絶縁されたパイプ・イン・パイプ・アセンブリを製造する方法。
【請求項2】
前記パイプ・イン・パイプ・アセンブリの各端部を封止して前記環状空間を完全に取り囲む工程をさらに含む、請求項1に記載の方法。
【請求項3】
前記第2の体積における前記圧縮性物質が前記環状空間を実質的に満たす、請求項1に記載の方法。
【請求項4】
前記第2の体積における前記圧縮性物質が拘束下にあり、前記環状空間内の該圧縮性物質の拘束されていない体積が該環状空間の体積よりも大きい、請求項3に記載の方法。
【請求項5】
前記環状空間内の前記圧縮性物質の拘束されていない体積が該環状空間の体積よりも約1%以上大きい、請求項4に記載の方法。
【請求項6】
前記圧縮性物質が、疎水性物質、エアロゲル、シリカ・エアロゲル、ナノ多孔質シリカ又はファイバーを含むブランケットである、請求項1に記載の方法。
【請求項7】
前記圧縮性物質が、約0.1〜約5mmの平均粒子サイズを有する粒子を含む、請求項1に記載の方法。
【請求項8】
前記ブランケットがかさ高な繊維構造を有する、請求項6に記載の方法。
【請求項9】
前記圧縮性物質が、カーボンブラック、二酸化チタン、ケイ酸ジルコニウム及びそれらの混合物からなる群より選択された乳白剤をさらに含む、請求項1に記載の方法。
【請求項10】
前記容器が、金属、ポリマー、コポリマー、布又はそれらの組み合わせからなるフィルムを含む、請求項1に記載の方法。
【請求項11】
前記少なくとも1つの容器を変容させる工程が、該少なくとも1つの容器を破る工程を含む、請求項1に記載の方法。
【請求項12】
前記少なくとも1つの容器を破る工程が、加熱、電気抵抗加熱の機械的な破裂、放射線の入射ビームによる照射、圧力差の印加、化学的手段、又は生化学的手段によって達成される、請求項11に記載の方法。
【請求項13】
前記少なくとも1つの容器を変容させる前に、追加の絶縁物質を前記環状空間に配置する工程をさらに含む、請求項1に記載の方法。
【請求項14】
前記追加の絶縁物質が圧縮性物質を含む、請求項13に記載の方法。
【請求項15】
前記追加の絶縁物質が、かさ高な繊維構造を有する物質とエアロゲルを含むブランケットである、請求項14に記載の方法。
【請求項16】
前記圧縮性物質が、1つ又は複数の長手方向又は半径方向の力を前記内側パイプと前記外側パイプの間で伝達するための手段である、請求項1に記載の方法。
【請求項17】
前記内側パイプと前記外側パイプの1つ又は複数が可撓性物質から作られる、請求項1に記載の方法。
【請求項18】
前記容器が細長いアーチ状容器であり、該細長いアーチ状容器が前記内側パイプの長さにわたって該内側パイプの外側表面と同一の広がりを持つ、請求項1に記載の方法。
【請求項19】
スペーサーを用意する工程と、該スペーサーを前記環状空間に配置する工程をさらに含む、請求項1に記載の方法。
【請求項20】
前記絶縁されたパイプ・イン・パイプ・アセンブリにおいて用いられるスペーサーの数が、別の方法によって製造されるパイプ・イン・パイプ・アセンブリにおいて必要とされる数よりも少ない、請求項1に記載の方法。
【請求項21】
前記環状空間にスペーサーが存在しない、請求項1に記載の方法。
【請求項22】
前記環状空間が、完全に取り囲まれたときに、実質的に大気圧、大気圧より低い圧力、及び大気圧より高い圧力からなる群より選択される圧力にある、請求項1に記載の方法。
【請求項23】
前記容器が封止された容器であり、前記少なくとも1つの容器内の前記第1の体積における前記圧縮性物質が大気圧より低い減圧された圧力下にあり、前記環状空間が該少なくとも1つの容器内の該減圧された圧力よりも高い圧力を有し、該少なくとも1つの容器を変容させる工程が、該少なくとも1つの容器内の圧力を該環状空間の圧力と等化して前記圧縮性物質の体積を前記第2の体積に増加させる工程を含む、請求項1に記載の方法。
【請求項24】
前記少なくとも1つの容器内の減圧された圧力が約0.1kPa〜約100kPaである、請求項23に記載の方法。
【請求項25】
少なくとも1つの追加の外側パイプを追加する工程をさらに含み、追加の環状空間が前記外側パイプの外側表面と該追加の外側パイプの内側表面との間に存在し、該追加の環状空間が、空気、多孔質で弾力性の体積圧縮性物質、エアロゲル、ブランケット、ファイバー、エアロゲルを含むブランケット、ポリウレタンフォーム、又はガラスビーズからなる群より選択される物質によって占められる、請求項1に記載の方法。
【請求項26】
請求項1に記載の方法に従って製造された絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項27】
(a)外側表面を有する少なくとも1つの内側パイプと、
(b)該少なくとも1つの内側パイプの周りに配置された内側表面を有する外側パイプと、
(c)該外側パイプの内側表面と該少なくとも1つの内側パイプの外側表面との間の環状空間と、
(d)該環状空間に配置された多孔質で弾力性の圧縮性物質と、
(e)先に前記環状空間に配置されており、該環状空間にある前記圧縮性物質の体積よりも小さい体積で該圧縮性物質を先に保持していた少なくとも1つの容器の残部と
を含む、絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項28】
前記環状空間を完全に取り囲むように前記パイプ・イン・パイプ・アセンブリの各端部が封止された、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項29】
前記圧縮性物質が前記環状空間を実質的に満たしている、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項30】
前記圧縮性物質が拘束下にあり、前記環状空間内の該圧縮性物質の拘束されていない体積が該環状空間の体積よりも大きい、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項31】
前記環状空間内の前記圧縮性物質の拘束されていない体積が該環状空間の体積よりも約1%以上大きい、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項32】
前記圧縮性物質が、疎水性物質、エアロゲル、シリカ・エアロゲル、ナノ多孔質シリカ又はファイバーを含むブランケットである、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項33】
前記圧縮性物質が、約0.1〜約5mmの平均粒子サイズを有する粒子を含む、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項34】
前記ブランケットがかさ高な繊維構造を有する、請求項32に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項35】
前記圧縮性物質が、カーボンブラック、二酸化チタン、ケイ酸ジルコニウム及びそれらの混合物からなる群より選択された乳白剤をさらに含む、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項36】
前記容器が、金属、ポリマー、布又はそれらの組み合わせを含むフィルムから構成された、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項37】
追加の絶縁物質をさらに含む、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項38】
前記追加の絶縁物質が、かさ高な繊維構造を有する物質とエアロゲルを含むブランケットである、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項39】
前記圧縮性物質が、長手方向の力を前記内側パイプと前記外側パイプの間で伝達するための手段である、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項40】
前記内側パイプ又は前記外側パイプの1つ又は複数が可撓性である、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項41】
前記環状空間に配置されたスペーサーをさらに含む、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項42】
前記環状空間にスペーサーが存在しない、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項43】
前記環状空間が、実質的に大気圧、大気圧より低い圧力、又は大気圧より高い圧力からなる群より選択される圧力にある、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項44】
前記圧縮性物質が、約0℃の表面と約25℃の表面との間で測定した場合に20mW/m・K以下の熱伝導度を有する、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項45】
(a)外側表面を有する少なくとも1つの内側パイプと、
(b)該少なくとも1つの内側パイプの周りに配置された内側表面を有する外側パイプと、
(c)該外側パイプの内側表面と該少なくとも1つの内側パイプの外側表面との間の環状空間と、
(d)該環状空間に配置されたナノ多孔質シリカと
を含み、該ナノ多孔質シリカが80kg/m3〜約140kg/m3の密度を有し、かつ約0℃の表面と約25℃の表面との間で測定した場合に20mW/m・K以下の熱伝導度を有する、絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項46】
前記環状空間を完全に取り囲むように前記パイプ・イン・パイプ・アセンブリの各端部が封止された、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項47】
前記ナノ多孔質シリカが前記環状空間を実質的に満たしている、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項48】
前記ナノ多孔質シリカが拘束下にあり、前記環状空間内の該ナノ多孔質シリカの拘束されていない体積が該環状空間の体積よりも大きい、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項49】
前記環状空間内の前記ナノ多孔質シリカの拘束されていない体積が該環状空間の体積よりも約1%以上大きい、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項50】
前記ナノ多孔質シリカが、疎水性のナノ多孔質シリカ又はシリカ・エアロゲルである、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項51】
前記ナノ多孔質シリカが、約0.1〜約5mmの平均粒子サイズを有する粒子を含む、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項52】
前記環状空間に配置された乳白剤をさらに含み、該乳白剤が、カーボンブラック、二酸化チタン、ケイ酸ジルコニウム及びそれらの混合物からなる群より選択される、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項53】
前記内側パイプの外側表面と前記外側パイプの内側表面との間に配置された追加の絶縁物質をさらに含む、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項54】
前記追加の絶縁物質が、かさ高な繊維構造を有する物質とエアロゲルを含むブランケットである、請求項53に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項55】
前記ナノ多孔質シリカが、長手方向の力を前記内側パイプと前記外側パイプの間で伝達するための手段である、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項56】
前記内側パイプ又は前記外側パイプの1つ又は複数が可撓性である、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項57】
前記環状空間に配置されたスペーサーをさらに含む、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項58】
前記環状空間にスペーサーが存在しない、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項59】
前記環状空間が、実質的に大気圧、大気圧より低い圧力、及び大気圧より高い圧力からなる群より選択される圧力にある、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項60】
(a)2つの請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリであって、前記少なくとも1つの内側パイプの長さが前記外側パイプの長さよりも長く、該少なくとも1つの内側パイプの両端が該外側パイプの両端を越えて延び、該2つの絶縁されたパイプ・イン・パイプ・アセンブリの一方の少なくとも1つの内側パイプの一端が該2つの絶縁されたパイプ・イン・パイプ・アセンブリの他方の少なくとも1つの内側パイプの一端に封止可能に結合され、該内側パイプが互いに接して流体が流れるように連通している2つの絶縁されたパイプ・イン・パイプ・アセンブリと、
(b)該パイプ・イン・パイプ・アセンブリを受け入れられるサイズの孔を有する管状構造の形態のスリーブであって、該スリーブの一方の端部が前記2つの絶縁されたパイプ・イン・パイプ・アセンブリの一方の外側パイプに封止可能に接続され、該スリーブの他方の端部が該2つの絶縁されたパイプ・イン・パイプ・アセンブリの他方の外側パイプに封止可能に結合されたスリーブと
を含む、絶縁されたパイプ・イン・パイプ・システム。
【請求項61】
前記スリーブと前記2つの絶縁されたパイプ・イン・パイプ・アセンブリの内側パイプとの間の空間に配置された絶縁物質をさらに含む、請求項60に記載の絶縁されたパイプ・イン・パイプ・システム。
【請求項62】
(a)外側表面を有する少なくとも1つの内側パイプと、
(b)該少なくとも1つの内側パイプの周りに配置された内側表面を有する外側パイプと、
(c)該外側パイプの内側表面と該少なくとも1つの内側パイプの外側表面との間の環状空間と、
(d)該環状空間に配置された、圧縮された多孔質で弾力性の圧縮性物質を含む少なくとも1つの容器と、
(e)該少なくとも1つの容器と前記外側パイプの内側表面との間の空き空間と
を含む、絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項63】
セントラライザー又はスペーサーをさらに含む、請求項62に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項64】
前記圧縮性物質がエアロゲルを含む、請求項62に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項65】
前記容器が、先に前記環状空間に配置されかつ該環状空間にある前記圧縮性物質の体積よりも小さい体積で該圧縮性物質を先に保持していた容器の残部をさらに含む、請求項62に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項66】
内側パイプ、外側パイプ及びそれらの間の絶縁体を含み、該絶縁体が該内側パイプと該外側パイプとの間で1つ又は複数の長手方向又は半径方向の荷重伝達を提供し、該絶縁体が該内側パイプ又は該外側パイプに接着結合されていない、絶縁されたパイプ・イン・パイプ・システム。
【請求項67】
(a)外側表面を有する少なくとも1つの内側パイプと、
(b)圧縮された多孔質で弾力性の圧縮性物質を含み、該少なくとも1つの内側パイプに取り付けられた少なくとも1つの容器と、
(c)該少なくとも1つの容器上に設けられた外側パイプであって、該外側パイプの内側表面と該少なくとも1つの容器の内側表面とが部分的又は完全に直接接触するようにされた外側パイプと
を含む、絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項68】
前記外側パイプが、巻き付け、押出、吹き付け、成形又は熱収縮のうち1つ又は複数によって前記容器上に設けられた、請求項67に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項69】
前記外側パイプが、エラストマー、シリコーン、熱硬化性ポリマー、熱可塑性ポリマー、ポリマー発泡体及び複合材料からなる群より選択された物質で構成される、請求項67に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項70】
前記少なくとも1つの容器をまずスリーブ内に部分的又は完全に入れた後、前記外側パイプが設けられる、請求項67に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項71】
(a)外側表面を有する少なくとも1つの内側パイプと、
(b)該少なくとも1つの内側パイプの周りに配置された内側表面を有する外側パイプと、
(c)該外側パイプの内側表面と該少なくとも1つの内側パイプの外側表面との間の環状空間と、
(d)圧縮された多孔質で弾力性の圧縮性物質を含む少なくとも1つの容器であって、前記環状空間に配置され、スリーブ内に部分的又は完全に入れられた少なくとも1つの容器と
を含む、絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項72】
前記スリーブが、アルミニウム、鋼、亜鉛めっき鋼、ステンレス鋼、エラストマー、熱硬化性ポリマー、熱可塑性ポリマー、ポリマー発泡体及び複合材料のうち1つ又は複数から構成された、請求項70に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項73】
前記スリーブが弾性物質である、請求項70に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項74】
(a)外側表面を有する少なくとも1つの内側パイプと、
(b)該少なくとも1つの内側パイプの周りに配置された内側表面を有する外側パイプと、
(c)該外側パイプの内側表面と該少なくとも1つの内側パイプの外側表面との間の環状空間と、
(d)圧縮された多孔質で弾力性の圧縮性物質を含む少なくとも1つの容器であって、前記環状空間に配置され、スリーブが該容器と該圧縮性物質との間に配置された少なくとも1つの容器と
を含む、絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項75】
前記内側及び外側パイプが、金属、金属合金、エラストマー、熱硬化性ポリマー、熱可塑性ポリマー、ポリマー発泡体、複合材料及びセラミックから選択される物質で作られた、請求項26、27、45、60、62、66、67、71又は74のいずれか1項に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項76】
前記環状空間に配置された追加の絶縁物質をさらに含む、請求項67、71又は74のいずれか1項に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項1】
(i)(a)少なくとも1つの内側パイプと、
(b)外側パイプであって、該少なくとも1つの内側パイプの外側表面と該外側パイプの内側表面との間に環状空間を作るように該少なくとも1つの内側パイプの周りに配置された外側パイプと、
(c)多孔質で弾力性の体積圧縮性物質を含む少なくとも1つの容器と
を含み、該圧縮性物質が該容器内に拘束されかつ第1の体積を有し、該圧縮性物質の第1の体積が該圧縮性物質の拘束されていない体積よりも小さく、かつ前記少なくとも1つの容器が前記環状空間に配置されたアセンブリを用意する工程、及び
(ii)前記少なくとも1つの容器を変容させて前記圧縮性物質の拘束を減じ、該圧縮性物質の体積を前記第1の体積よりも大きい第2の体積に増加させ、それによって絶縁されたパイプ・イン・パイプ・アセンブリを形成する工程
を含む、絶縁されたパイプ・イン・パイプ・アセンブリを製造する方法。
【請求項2】
前記パイプ・イン・パイプ・アセンブリの各端部を封止して前記環状空間を完全に取り囲む工程をさらに含む、請求項1に記載の方法。
【請求項3】
前記第2の体積における前記圧縮性物質が前記環状空間を実質的に満たす、請求項1に記載の方法。
【請求項4】
前記第2の体積における前記圧縮性物質が拘束下にあり、前記環状空間内の該圧縮性物質の拘束されていない体積が該環状空間の体積よりも大きい、請求項3に記載の方法。
【請求項5】
前記環状空間内の前記圧縮性物質の拘束されていない体積が該環状空間の体積よりも約1%以上大きい、請求項4に記載の方法。
【請求項6】
前記圧縮性物質が、疎水性物質、エアロゲル、シリカ・エアロゲル、ナノ多孔質シリカ又はファイバーを含むブランケットである、請求項1に記載の方法。
【請求項7】
前記圧縮性物質が、約0.1〜約5mmの平均粒子サイズを有する粒子を含む、請求項1に記載の方法。
【請求項8】
前記ブランケットがかさ高な繊維構造を有する、請求項6に記載の方法。
【請求項9】
前記圧縮性物質が、カーボンブラック、二酸化チタン、ケイ酸ジルコニウム及びそれらの混合物からなる群より選択された乳白剤をさらに含む、請求項1に記載の方法。
【請求項10】
前記容器が、金属、ポリマー、コポリマー、布又はそれらの組み合わせからなるフィルムを含む、請求項1に記載の方法。
【請求項11】
前記少なくとも1つの容器を変容させる工程が、該少なくとも1つの容器を破る工程を含む、請求項1に記載の方法。
【請求項12】
前記少なくとも1つの容器を破る工程が、加熱、電気抵抗加熱の機械的な破裂、放射線の入射ビームによる照射、圧力差の印加、化学的手段、又は生化学的手段によって達成される、請求項11に記載の方法。
【請求項13】
前記少なくとも1つの容器を変容させる前に、追加の絶縁物質を前記環状空間に配置する工程をさらに含む、請求項1に記載の方法。
【請求項14】
前記追加の絶縁物質が圧縮性物質を含む、請求項13に記載の方法。
【請求項15】
前記追加の絶縁物質が、かさ高な繊維構造を有する物質とエアロゲルを含むブランケットである、請求項14に記載の方法。
【請求項16】
前記圧縮性物質が、1つ又は複数の長手方向又は半径方向の力を前記内側パイプと前記外側パイプの間で伝達するための手段である、請求項1に記載の方法。
【請求項17】
前記内側パイプと前記外側パイプの1つ又は複数が可撓性物質から作られる、請求項1に記載の方法。
【請求項18】
前記容器が細長いアーチ状容器であり、該細長いアーチ状容器が前記内側パイプの長さにわたって該内側パイプの外側表面と同一の広がりを持つ、請求項1に記載の方法。
【請求項19】
スペーサーを用意する工程と、該スペーサーを前記環状空間に配置する工程をさらに含む、請求項1に記載の方法。
【請求項20】
前記絶縁されたパイプ・イン・パイプ・アセンブリにおいて用いられるスペーサーの数が、別の方法によって製造されるパイプ・イン・パイプ・アセンブリにおいて必要とされる数よりも少ない、請求項1に記載の方法。
【請求項21】
前記環状空間にスペーサーが存在しない、請求項1に記載の方法。
【請求項22】
前記環状空間が、完全に取り囲まれたときに、実質的に大気圧、大気圧より低い圧力、及び大気圧より高い圧力からなる群より選択される圧力にある、請求項1に記載の方法。
【請求項23】
前記容器が封止された容器であり、前記少なくとも1つの容器内の前記第1の体積における前記圧縮性物質が大気圧より低い減圧された圧力下にあり、前記環状空間が該少なくとも1つの容器内の該減圧された圧力よりも高い圧力を有し、該少なくとも1つの容器を変容させる工程が、該少なくとも1つの容器内の圧力を該環状空間の圧力と等化して前記圧縮性物質の体積を前記第2の体積に増加させる工程を含む、請求項1に記載の方法。
【請求項24】
前記少なくとも1つの容器内の減圧された圧力が約0.1kPa〜約100kPaである、請求項23に記載の方法。
【請求項25】
少なくとも1つの追加の外側パイプを追加する工程をさらに含み、追加の環状空間が前記外側パイプの外側表面と該追加の外側パイプの内側表面との間に存在し、該追加の環状空間が、空気、多孔質で弾力性の体積圧縮性物質、エアロゲル、ブランケット、ファイバー、エアロゲルを含むブランケット、ポリウレタンフォーム、又はガラスビーズからなる群より選択される物質によって占められる、請求項1に記載の方法。
【請求項26】
請求項1に記載の方法に従って製造された絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項27】
(a)外側表面を有する少なくとも1つの内側パイプと、
(b)該少なくとも1つの内側パイプの周りに配置された内側表面を有する外側パイプと、
(c)該外側パイプの内側表面と該少なくとも1つの内側パイプの外側表面との間の環状空間と、
(d)該環状空間に配置された多孔質で弾力性の圧縮性物質と、
(e)先に前記環状空間に配置されており、該環状空間にある前記圧縮性物質の体積よりも小さい体積で該圧縮性物質を先に保持していた少なくとも1つの容器の残部と
を含む、絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項28】
前記環状空間を完全に取り囲むように前記パイプ・イン・パイプ・アセンブリの各端部が封止された、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項29】
前記圧縮性物質が前記環状空間を実質的に満たしている、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項30】
前記圧縮性物質が拘束下にあり、前記環状空間内の該圧縮性物質の拘束されていない体積が該環状空間の体積よりも大きい、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項31】
前記環状空間内の前記圧縮性物質の拘束されていない体積が該環状空間の体積よりも約1%以上大きい、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項32】
前記圧縮性物質が、疎水性物質、エアロゲル、シリカ・エアロゲル、ナノ多孔質シリカ又はファイバーを含むブランケットである、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項33】
前記圧縮性物質が、約0.1〜約5mmの平均粒子サイズを有する粒子を含む、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項34】
前記ブランケットがかさ高な繊維構造を有する、請求項32に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項35】
前記圧縮性物質が、カーボンブラック、二酸化チタン、ケイ酸ジルコニウム及びそれらの混合物からなる群より選択された乳白剤をさらに含む、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項36】
前記容器が、金属、ポリマー、布又はそれらの組み合わせを含むフィルムから構成された、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項37】
追加の絶縁物質をさらに含む、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項38】
前記追加の絶縁物質が、かさ高な繊維構造を有する物質とエアロゲルを含むブランケットである、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項39】
前記圧縮性物質が、長手方向の力を前記内側パイプと前記外側パイプの間で伝達するための手段である、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項40】
前記内側パイプ又は前記外側パイプの1つ又は複数が可撓性である、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項41】
前記環状空間に配置されたスペーサーをさらに含む、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項42】
前記環状空間にスペーサーが存在しない、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項43】
前記環状空間が、実質的に大気圧、大気圧より低い圧力、又は大気圧より高い圧力からなる群より選択される圧力にある、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項44】
前記圧縮性物質が、約0℃の表面と約25℃の表面との間で測定した場合に20mW/m・K以下の熱伝導度を有する、請求項27に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項45】
(a)外側表面を有する少なくとも1つの内側パイプと、
(b)該少なくとも1つの内側パイプの周りに配置された内側表面を有する外側パイプと、
(c)該外側パイプの内側表面と該少なくとも1つの内側パイプの外側表面との間の環状空間と、
(d)該環状空間に配置されたナノ多孔質シリカと
を含み、該ナノ多孔質シリカが80kg/m3〜約140kg/m3の密度を有し、かつ約0℃の表面と約25℃の表面との間で測定した場合に20mW/m・K以下の熱伝導度を有する、絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項46】
前記環状空間を完全に取り囲むように前記パイプ・イン・パイプ・アセンブリの各端部が封止された、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項47】
前記ナノ多孔質シリカが前記環状空間を実質的に満たしている、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項48】
前記ナノ多孔質シリカが拘束下にあり、前記環状空間内の該ナノ多孔質シリカの拘束されていない体積が該環状空間の体積よりも大きい、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項49】
前記環状空間内の前記ナノ多孔質シリカの拘束されていない体積が該環状空間の体積よりも約1%以上大きい、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項50】
前記ナノ多孔質シリカが、疎水性のナノ多孔質シリカ又はシリカ・エアロゲルである、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項51】
前記ナノ多孔質シリカが、約0.1〜約5mmの平均粒子サイズを有する粒子を含む、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項52】
前記環状空間に配置された乳白剤をさらに含み、該乳白剤が、カーボンブラック、二酸化チタン、ケイ酸ジルコニウム及びそれらの混合物からなる群より選択される、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項53】
前記内側パイプの外側表面と前記外側パイプの内側表面との間に配置された追加の絶縁物質をさらに含む、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項54】
前記追加の絶縁物質が、かさ高な繊維構造を有する物質とエアロゲルを含むブランケットである、請求項53に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項55】
前記ナノ多孔質シリカが、長手方向の力を前記内側パイプと前記外側パイプの間で伝達するための手段である、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項56】
前記内側パイプ又は前記外側パイプの1つ又は複数が可撓性である、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項57】
前記環状空間に配置されたスペーサーをさらに含む、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項58】
前記環状空間にスペーサーが存在しない、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項59】
前記環状空間が、実質的に大気圧、大気圧より低い圧力、及び大気圧より高い圧力からなる群より選択される圧力にある、請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項60】
(a)2つの請求項45に記載の絶縁されたパイプ・イン・パイプ・アセンブリであって、前記少なくとも1つの内側パイプの長さが前記外側パイプの長さよりも長く、該少なくとも1つの内側パイプの両端が該外側パイプの両端を越えて延び、該2つの絶縁されたパイプ・イン・パイプ・アセンブリの一方の少なくとも1つの内側パイプの一端が該2つの絶縁されたパイプ・イン・パイプ・アセンブリの他方の少なくとも1つの内側パイプの一端に封止可能に結合され、該内側パイプが互いに接して流体が流れるように連通している2つの絶縁されたパイプ・イン・パイプ・アセンブリと、
(b)該パイプ・イン・パイプ・アセンブリを受け入れられるサイズの孔を有する管状構造の形態のスリーブであって、該スリーブの一方の端部が前記2つの絶縁されたパイプ・イン・パイプ・アセンブリの一方の外側パイプに封止可能に接続され、該スリーブの他方の端部が該2つの絶縁されたパイプ・イン・パイプ・アセンブリの他方の外側パイプに封止可能に結合されたスリーブと
を含む、絶縁されたパイプ・イン・パイプ・システム。
【請求項61】
前記スリーブと前記2つの絶縁されたパイプ・イン・パイプ・アセンブリの内側パイプとの間の空間に配置された絶縁物質をさらに含む、請求項60に記載の絶縁されたパイプ・イン・パイプ・システム。
【請求項62】
(a)外側表面を有する少なくとも1つの内側パイプと、
(b)該少なくとも1つの内側パイプの周りに配置された内側表面を有する外側パイプと、
(c)該外側パイプの内側表面と該少なくとも1つの内側パイプの外側表面との間の環状空間と、
(d)該環状空間に配置された、圧縮された多孔質で弾力性の圧縮性物質を含む少なくとも1つの容器と、
(e)該少なくとも1つの容器と前記外側パイプの内側表面との間の空き空間と
を含む、絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項63】
セントラライザー又はスペーサーをさらに含む、請求項62に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項64】
前記圧縮性物質がエアロゲルを含む、請求項62に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項65】
前記容器が、先に前記環状空間に配置されかつ該環状空間にある前記圧縮性物質の体積よりも小さい体積で該圧縮性物質を先に保持していた容器の残部をさらに含む、請求項62に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項66】
内側パイプ、外側パイプ及びそれらの間の絶縁体を含み、該絶縁体が該内側パイプと該外側パイプとの間で1つ又は複数の長手方向又は半径方向の荷重伝達を提供し、該絶縁体が該内側パイプ又は該外側パイプに接着結合されていない、絶縁されたパイプ・イン・パイプ・システム。
【請求項67】
(a)外側表面を有する少なくとも1つの内側パイプと、
(b)圧縮された多孔質で弾力性の圧縮性物質を含み、該少なくとも1つの内側パイプに取り付けられた少なくとも1つの容器と、
(c)該少なくとも1つの容器上に設けられた外側パイプであって、該外側パイプの内側表面と該少なくとも1つの容器の内側表面とが部分的又は完全に直接接触するようにされた外側パイプと
を含む、絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項68】
前記外側パイプが、巻き付け、押出、吹き付け、成形又は熱収縮のうち1つ又は複数によって前記容器上に設けられた、請求項67に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項69】
前記外側パイプが、エラストマー、シリコーン、熱硬化性ポリマー、熱可塑性ポリマー、ポリマー発泡体及び複合材料からなる群より選択された物質で構成される、請求項67に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項70】
前記少なくとも1つの容器をまずスリーブ内に部分的又は完全に入れた後、前記外側パイプが設けられる、請求項67に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項71】
(a)外側表面を有する少なくとも1つの内側パイプと、
(b)該少なくとも1つの内側パイプの周りに配置された内側表面を有する外側パイプと、
(c)該外側パイプの内側表面と該少なくとも1つの内側パイプの外側表面との間の環状空間と、
(d)圧縮された多孔質で弾力性の圧縮性物質を含む少なくとも1つの容器であって、前記環状空間に配置され、スリーブ内に部分的又は完全に入れられた少なくとも1つの容器と
を含む、絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項72】
前記スリーブが、アルミニウム、鋼、亜鉛めっき鋼、ステンレス鋼、エラストマー、熱硬化性ポリマー、熱可塑性ポリマー、ポリマー発泡体及び複合材料のうち1つ又は複数から構成された、請求項70に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項73】
前記スリーブが弾性物質である、請求項70に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項74】
(a)外側表面を有する少なくとも1つの内側パイプと、
(b)該少なくとも1つの内側パイプの周りに配置された内側表面を有する外側パイプと、
(c)該外側パイプの内側表面と該少なくとも1つの内側パイプの外側表面との間の環状空間と、
(d)圧縮された多孔質で弾力性の圧縮性物質を含む少なくとも1つの容器であって、前記環状空間に配置され、スリーブが該容器と該圧縮性物質との間に配置された少なくとも1つの容器と
を含む、絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項75】
前記内側及び外側パイプが、金属、金属合金、エラストマー、熱硬化性ポリマー、熱可塑性ポリマー、ポリマー発泡体、複合材料及びセラミックから選択される物質で作られた、請求項26、27、45、60、62、66、67、71又は74のいずれか1項に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【請求項76】
前記環状空間に配置された追加の絶縁物質をさらに含む、請求項67、71又は74のいずれか1項に記載の絶縁されたパイプ・イン・パイプ・アセンブリ。
【図1】

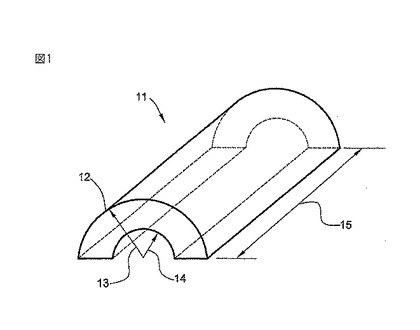
【図2】
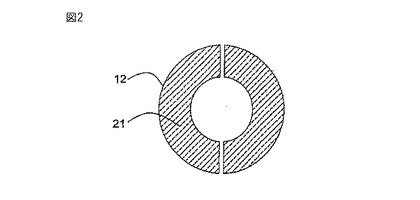
【図3】
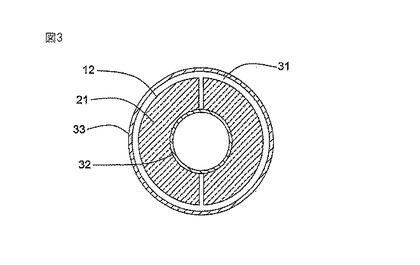
【図4】
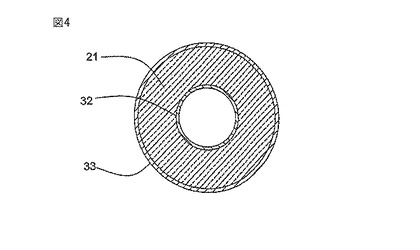
【図5】
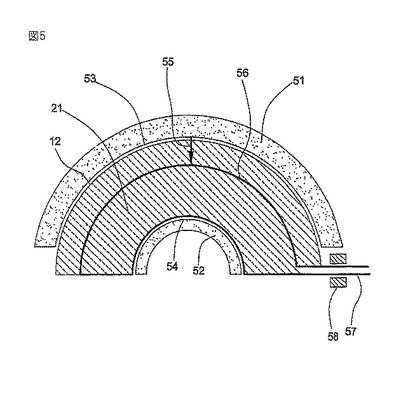
【図6】
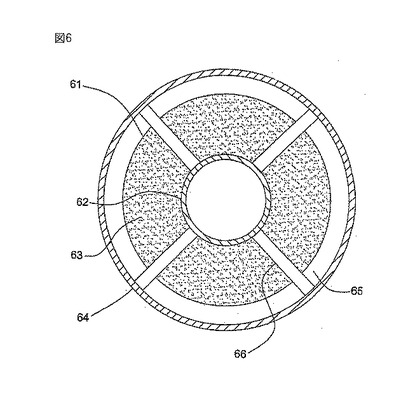
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−229815(P2012−229815A)
【公開日】平成24年11月22日(2012.11.22)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−177730(P2012−177730)
【出願日】平成24年8月10日(2012.8.10)
【分割の表示】特願2008−515815(P2008−515815)の分割
【原出願日】平成18年6月6日(2006.6.6)
【出願人】(391010758)キャボット コーポレイション (164)
【氏名又は名称原語表記】CABOT CORPORATION
【Fターム(参考)】
【公開日】平成24年11月22日(2012.11.22)
【国際特許分類】
【出願番号】特願2012−177730(P2012−177730)
【出願日】平成24年8月10日(2012.8.10)
【分割の表示】特願2008−515815(P2008−515815)の分割
【原出願日】平成18年6月6日(2006.6.6)
【出願人】(391010758)キャボット コーポレイション (164)
【氏名又は名称原語表記】CABOT CORPORATION
【Fターム(参考)】
[ Back to top ]