
絶縁性組成物および電線・ケーブル
【課題】押出し成形機のスクリュー等に対する樹脂混練物の付着を抑制し、例えば電線・ケーブル端部における絶縁性組成物の引き剥がし性を向上させる。
【解決手段】少なくとも塩化ビニル樹脂100重量部に対し融点190℃以下のポリアミド3〜8重量部,可塑剤,熱安定剤を配合した樹脂混練物を適用する。この樹脂混練物においては、目的とする絶縁性組成物に応じて、充填剤を配合したものであっても良い。この樹脂混練物を、例えば電線・ケーブルにおけるワイヤー状の導体の外周面に押出し成形法により被覆して用いる。
【解決手段】少なくとも塩化ビニル樹脂100重量部に対し融点190℃以下のポリアミド3〜8重量部,可塑剤,熱安定剤を配合した樹脂混練物を適用する。この樹脂混練物においては、目的とする絶縁性組成物に応じて、充填剤を配合したものであっても良い。この樹脂混練物を、例えば電線・ケーブルにおけるワイヤー状の導体の外周面に押出し成形法により被覆して用いる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塩化ビニル樹脂を主成分とする樹脂混練物を押出し成形して成る絶縁性組成物、および当該絶縁性組成物を導体に被覆して成る電線・ケーブルに関するものである。
【背景技術】
【0002】
押出し成形法等により導体に絶縁性組成物を被覆して構成される単線,撚線などを含む電線・ケーブル等は、その例えば塩化ビニル樹脂を主成分とする樹脂混練物を押出し成形して成る絶縁性組成物が適用されている。このポリ塩化ビニル樹脂を主成分とする絶縁性組成物は、十分な電気絶縁性、柔軟性,耐熱性,耐寒性,機械的物性(強度等),低コスト性等の特性を有するものとされている。
【0003】
近年は、前記の各特性の他に耐摩耗性を得るために、ポリ塩化ビニル樹脂に対しナイロン(登録商標;例えばナイロン11(PA−11),ナイロン12(PA−12))等のポリアミドを配合した樹脂混練物を適用することが知られ、そのポリアミドの配合量は樹脂混練物中の全樹脂成分100重量部に対し15〜25重量部の範囲で設定されている(例えば、特許文献1)。
【0004】
しかしながら、前記のように比較的多量のポリアミドを配合した樹脂混練物は金属に対する密着性が高く、その樹脂混練物を押出し成形する場合(例えば単軸押出し成形機を用い押出し成形温度180℃に設定した場合)、押出し成形機のスクリュー等の表面に対し樹脂混練物が付着して被膜を形成し易いため、押出し成形性が低下してしまう恐れがあった。また、前記のように樹脂混練物による被膜が形成されると、例えば押出し成形機の切替工程(例えば押出し成形機を停止する際に停止用成形材料に切替する工程)が妨げられてしまう恐れもある。
【0005】
また、前記のような樹脂混練物を押出し成形して絶縁性組成物が被覆された電線・ケーブルは、例えば電線・ケーブルを配線する現場で当該電線・ケーブル端部における絶縁性組成物の引き剥がし作業(電線・ケーブル端部をニッパー等で皮はぎする作業)を行う際に、当該絶縁性組成物の一部が導体表面に残存し易く、当該配線作業の妨げの原因となったり電線・ケーブルの機能を阻害してしまう恐れがある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2006−291063号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本願発明者は、前記のような背景技術等に伴って、塩化ビニル樹脂を含んだ絶縁性組成物においては、以下に示す課題があることに着目した。
【0008】
すなわち、塩化ビニル樹脂を含んだ樹脂混練物を押出し成形して絶縁性組成物を得る場合において、押出し成形機のスクリュー等に対する樹脂混練物の付着を抑制することが挙げられる。
【0009】
また、前記の絶縁性組成物が導体に被覆されて成る電線・ケーブルにおいては、例えば電線・ケーブル端部における絶縁性組成物の引き剥がし性を向上させることが挙げられる。
【課題を解決するための手段】
【0010】
この発明に係る押出し成形されて成る絶縁性組成物および電線・ケーブルは、前記の課題を解決すべく本願発明者の鋭意研究の末に創作された技術的思想である。
【0011】
具体的に、この発明の絶縁性組成物の一態様は、少なくとも塩化ビニル樹脂100重量部に対し融点190℃以下のポリアミド3〜8重量部,可塑剤,熱安定剤を配合した樹脂混練物を押出し成形して成ることを特徴とする。前記の樹脂混練物は、充填剤を含んだものであっても良い。
【0012】
また、この発明の電線・ケーブルの一態様は、前記の絶縁性組成物をワイヤー状の導体の外周面に押出し成形法により被覆して成ることを特徴とする。
【0013】
従来の塩化ビニル樹脂から成る絶縁性組成物においては、例えば特許文献1のように単に絶縁性組成物の耐摩耗性を得るためにナイロン等のポリアミドを比較的多量(全樹脂成分100重量部に対し15〜25重量部)配合することは知られていたが、押出し成形機のスクリュー等に対するポリアミドの付着や、電線・ケーブル等に適用した場合の導体に対する絶縁性組成物の引き剥がし性については、何ら想定されていなかった。
【0014】
一方、本発明の場合、絶縁性組成物において単に十分な電気絶縁性、柔軟性,耐熱性,耐寒性,機械的物性(強度等),低コスト性等の特性を得るためにポリアミドを用いるのではなく、前記のようなポリアミドの付着現象や引き剥がし性を想定し、押出し成形に適した融点190℃以下のポリアミドを比較的少量用いたものである。
【発明の効果】
【0015】
本発明に係る絶縁性組成物によれば、押出し成形機のスクリュー等に対するポリアミドの付着現象が抑制され、十分な押出し成形性が得られることとなる。また、前記の絶縁性組成物を用いた電線・ケーブルにおいては、例えば電線・ケーブル端部における絶縁性組成物の引き剥がし性が得られ、配線作業が行い易くなり、電線・ケーブルの所望の機能を十分発揮できることとなる。
【図面の簡単な説明】
【0016】
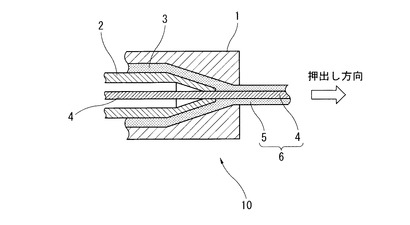
【図1】本発明に係る絶縁性組成物が導体に被覆された一例を示す概略説明図。
【発明を実施するための形態】
【0017】
本発明に係る押出し成形されて成る絶縁性組成物および電線・ケーブルは、少なくとも塩化ビニル樹脂100重量部に対し融点190℃以下のポリアミド3〜8重量部,可塑剤,熱安定剤を配合した樹脂混練物を適用するものであって、その樹脂混練物に配合される各種材料等は以下に示すように種々のものが挙げられる。
【0018】
<塩化ビニル樹脂>
塩化ビニル樹脂としては、電線・ケーブル等に適用されている種々の塩化ビニル樹脂を適用できるが、例えば一般的な押出しグレードとして用いられている重合度1000〜1400のものが挙げられる。具体例としては、信越化学工業社製のTK−1000,TK−1300や、大洋塩ビ社製のTH−1000,TH−1300等が挙げられる。
【0019】
一般的に塩化ビニル樹脂を多く含んだ樹脂混練物は、例えば押出し成形工程での溶融時の粘度や圧力が高くなり易く、他の樹脂を多く含んだ樹脂混練物と比較して伸張力が低いものとして知られているが、後述するポリアミドを配合することにより当該伸張力を改善することが可能となる。
【0020】
<ポリアミド>
ポリアミドとしては、融点が190℃以下のものであれば種々のものが適用できるが、例えばウンデカンラクタムを開環重縮合したポリアミド(PA−11),ラウリルラクタムを開環重縮合したポリアミド(PA−12)や、各種ポリアミド同士を共重合させて結晶度を低くし融点を下げたもの等が挙げられる。具体例としては、宇部興産社製のUBESTA3014U,3024Uや、東レ社製のCM4001,CM6241M等が挙げられる。
【0021】
<添加剤>
塩化ビニル樹脂の場合、レジン単体では加工性が低いことから、例えば目的とする絶縁性組成物,電線・ケーブルの諸特性を阻害しない範囲で可塑剤等を配合し、熱加工し易くしても良い。可塑剤の配合量については、例えば近年の電線・ケーブルの細径化,薄肉化を想定して30〜33重量部の範囲で設定することが挙げられる。具体的には、目的とする絶縁性組成物,電線・ケーブルにおいて可塑性の他に耐熱性の要求が高い場合、トリメリット酸エステル,ピロメリット酸エステル等を用いることが挙げられ、当該耐熱性の要求が低い場合、一般的な一次可塑剤として知られているフタル酸エステル等を用いることが挙げられる。
【0022】
また、塩化ビニル樹脂を含んだ組成物においては、特有の劣化機構として脱HCl反応等が起こることから、その脱HCl反応を抑制するために、例えば目的とする絶縁性組成物,電線・ケーブルの諸特性を阻害しない範囲(例えば4〜6重量部)で熱安定剤等を配合しても良い。電気絶縁性が要求される電線・ケーブルの絶縁性組成物の場合、例えばCa/Zn系安定剤を用いることが挙げられる。
【0023】
さらに、充填剤等においても、目的とする絶縁性組成物,電線・ケーブルの諸特性を阻害しない範囲で配合しても良く、その具体例として炭酸カルシウム等を用いることが挙げられる。この炭酸カルシウムを用いた場合、少なからず絶縁性組成物の耐摩耗性の補足作用や脱HCl反応の抑制作用が得られることを読み取れる。
【0024】
<製法>
前記の塩化ビニル樹脂,ポリアミド等を含んだ配合材料を混練し、その樹脂混練物を押出し成形できるものであれば、その押出し成形分野で知られている手法(混練機,押出し成形機等を用いた手法)を適宜利用することができる。例えば、ワイヤー状の導体に絶縁性組成物を被覆して成る電線・ケーブルの場合の一例としては、図1に示すように、口金1の内部に心金2が配置された加圧型のクロスヘッドダイ10を備えた押出し成形機を用いることが挙げられる。
【0025】
この図1のクロスヘッドダイ10の口金1と心金2との間の隙間において、溶融された樹脂混練物3を口金出口1a方向に流動させ、心金2の内周側においては、ワイヤー状の導体4を口金出口1a方向に導引させることにより、導体4の外周面に絶縁性組成物5が被覆された電線・ケーブル6が得られることとなる。
【実施例】
【0026】
次に、本実施形態に基づいて、下記に示すように種々の樹脂混練物の試料(後述の試料S1〜S3(実施例),P1〜P5(比較例))を作製し、それら試料の押出し成形性を観測し、その押出し成形により得た種々の絶縁性組成物,電線・ケーブルの耐寒性,耐熱性,耐摩耗性,巻取り性を観測して検証し、その検証結果を後述の表2,3に示した。
【0027】
<各試料>
ポリ塩化ビニル樹脂(大洋塩ビ社製のTH−1300)100重量部に対し、PA−12(宇部興産社製のUBESTA3014U)0〜30重量部,可塑剤(ジェイ・プラス社製のTOTM)30重量部,安定剤(大協化成社製のMTX−38V)5重量部,充填剤(白石カルシウム社製のvigot−10)10重量部配合して混練し、下記表1に示すように樹脂混練物の試料S1〜〜S3(実施例),P1〜P5(比較例)を作製した。
【0028】
【表1】

【0029】
<押出し成形性>
前記の試料S1〜〜S3,P1〜P5において、JIS K 7199に準拠して東洋精機社製のキャピログラフ;CAPILOGRAPH1Dを用い、設定温度190℃,キャピラリーダイΦ1.0×10mmとして押出し成形した場合の溶融粘度性(ピストンスピード10,50,100,200mm/min),溶融伸張性(ピストンスピード100mm/min,巻取り速度10m/min)を相対的に調べた。なお、後述表2の溶融粘度性の欄において、記号「○」は溶融粘度が比較的低く押出し成形し易かった場合とし、記号「×」は溶融粘度が比較的高く押出し成形が困難であった場合とする。また、溶融伸張性の欄において、記号「○」は溶融伸張性が比較的良好であった場合とし、記号「△」は溶融伸張性が比較的劣っていた場合とする。
【0030】
また、前記の試料S1〜〜S3,P1〜P5において、大宮精機社製の押出し成形機(Φ40mm)を用い、設定温度190℃,スクリュー径Φ40mmとして押出し成形した後、その押出し成形機のスクリュー表面を目視により観測して、樹脂組成物による被膜形成の有無を調べた。
【0031】
<耐寒性>
JIS K6723に準拠して、前記の試料S1〜〜S3,P1〜P5により2mmのシート状の試料片をそれぞれ作製し、それら試料片の耐寒性を相対的に調べた。なお、後述の表2の耐寒性の欄において、記号「○」は耐寒性が比較的良好であった場合とし、記号「×」は耐寒性が比較的劣っていた場合とし、記号「△」は耐寒性が記号「×」の場合よりは良いものの記号「○」の場合よりも劣っていた場合とする。
【0032】
<耐熱性>
まず、前記の試料S1〜S3,P1〜P5において、大宮精機社製の押出し成形機(Φ40mm)を用いて、設定温度190℃,スクリュー径Φ40mmとして押出し成形することにより導体に絶縁性組成物が被覆された電線・ケーブル(仕上り径0.86mm,肉厚0.2mm)をそれぞれ作製した。次に、前記の電線・ケーブルを、JIS K7212に準拠したオーブン内に配置し温度150℃の雰囲気下でオーブン内空気置換8回/hとして200時間曝露させた後、その電線・ケーブルを取り出し自己径巻き付け評価により皹割れの有無を調べた。
【0033】
<耐摩耗性>
前記の耐寒性の試験で作製した各電線・ケーブルにおいて、ISO6722 9・3項に準拠したスクレープ試験(23℃,7N)を行うことにより、それぞれの耐摩耗性を相対的に調べた。なお、後述の表2の対磨耗性の欄において、記号「○」は耐摩耗性が比較的良好であった場合とし、記号「×」は耐寒性が劣っていた場合とし、記号「△」は耐摩耗性が記号「×」の場合よりは良いものの記号「○」の場合よりも劣っていた場合とする。
【0034】
<引き剥がし性>
前記の耐寒性の試験で作製した各電線・ケーブルにおいて、絶縁性組成物をカッター刃により削ぎ取り、胴体表面をルーペ等により観測し絶縁性組成物の残存の有無を調べた。
【0035】
<伸張性>
前記の耐寒性の試験で作製した各電線・ケーブルのうち試料S2,P1〜P3を用いた場合について、溶融張力(ピストンスピード100mm/min,巻取り速度10,15,20m/min),ストランド径を測定した。
【0036】
【表2】
【0037】
【表3】
【0038】
前記の表2に示す結果から、試料S1〜S3,P3〜P5のようにポリアミドを3重量部以上配合した樹脂混練物によれば、溶融粘度性,溶融伸張性が良好となることが読み取れるが、試料P3〜P5のようにポリアミドを15重量部以上配合した樹脂混練物の場合、その樹脂混練物が押出し成形機のスクリュー等に付着し押出し成形性を悪化させてしまうことが読み取れる。すなわち、試料S1〜S3のようにポリアミドを3〜8重量部の範囲で用いることにより、良好な押出し成形性が得られることが判明した。
【0039】
また、前記のようにポリアミドを3〜8重量部配合した樹脂混練物押出し成形して成る電線・ケーブルによれば、表2に示すように耐熱性,耐摩耗性,引き剥がし性が良好となることも判明した。さらに、表3に示すように、比較的小さい引取り張力で巻取りすることが可能であり、ストランド径もより細くできることが判明した。
【0040】
以上、本発明において、記載された具体例に対してのみ詳細に説明したが、本発明の技術思想の範囲で多彩な変形および修正が可能であることは、当業者にとって明白なことであり、このような変形および修正が特許請求の範囲に属することは当然のことである。
【0041】
例えば、実施例ではワイヤー状に押出し成形して得た絶縁性組成物,電線・ケーブルの例を挙げたが、チューブ状,シート状に押出し成形した場合においても同様の作用効果が得られることは明らかである。
【符号の説明】
【0042】
1…口金
2…心金
3…樹脂混練物
4…導体
6…電線・ケーブル
10…クロスヘッドダイ
【技術分野】
【0001】
本発明は、塩化ビニル樹脂を主成分とする樹脂混練物を押出し成形して成る絶縁性組成物、および当該絶縁性組成物を導体に被覆して成る電線・ケーブルに関するものである。
【背景技術】
【0002】
押出し成形法等により導体に絶縁性組成物を被覆して構成される単線,撚線などを含む電線・ケーブル等は、その例えば塩化ビニル樹脂を主成分とする樹脂混練物を押出し成形して成る絶縁性組成物が適用されている。このポリ塩化ビニル樹脂を主成分とする絶縁性組成物は、十分な電気絶縁性、柔軟性,耐熱性,耐寒性,機械的物性(強度等),低コスト性等の特性を有するものとされている。
【0003】
近年は、前記の各特性の他に耐摩耗性を得るために、ポリ塩化ビニル樹脂に対しナイロン(登録商標;例えばナイロン11(PA−11),ナイロン12(PA−12))等のポリアミドを配合した樹脂混練物を適用することが知られ、そのポリアミドの配合量は樹脂混練物中の全樹脂成分100重量部に対し15〜25重量部の範囲で設定されている(例えば、特許文献1)。
【0004】
しかしながら、前記のように比較的多量のポリアミドを配合した樹脂混練物は金属に対する密着性が高く、その樹脂混練物を押出し成形する場合(例えば単軸押出し成形機を用い押出し成形温度180℃に設定した場合)、押出し成形機のスクリュー等の表面に対し樹脂混練物が付着して被膜を形成し易いため、押出し成形性が低下してしまう恐れがあった。また、前記のように樹脂混練物による被膜が形成されると、例えば押出し成形機の切替工程(例えば押出し成形機を停止する際に停止用成形材料に切替する工程)が妨げられてしまう恐れもある。
【0005】
また、前記のような樹脂混練物を押出し成形して絶縁性組成物が被覆された電線・ケーブルは、例えば電線・ケーブルを配線する現場で当該電線・ケーブル端部における絶縁性組成物の引き剥がし作業(電線・ケーブル端部をニッパー等で皮はぎする作業)を行う際に、当該絶縁性組成物の一部が導体表面に残存し易く、当該配線作業の妨げの原因となったり電線・ケーブルの機能を阻害してしまう恐れがある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2006−291063号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本願発明者は、前記のような背景技術等に伴って、塩化ビニル樹脂を含んだ絶縁性組成物においては、以下に示す課題があることに着目した。
【0008】
すなわち、塩化ビニル樹脂を含んだ樹脂混練物を押出し成形して絶縁性組成物を得る場合において、押出し成形機のスクリュー等に対する樹脂混練物の付着を抑制することが挙げられる。
【0009】
また、前記の絶縁性組成物が導体に被覆されて成る電線・ケーブルにおいては、例えば電線・ケーブル端部における絶縁性組成物の引き剥がし性を向上させることが挙げられる。
【課題を解決するための手段】
【0010】
この発明に係る押出し成形されて成る絶縁性組成物および電線・ケーブルは、前記の課題を解決すべく本願発明者の鋭意研究の末に創作された技術的思想である。
【0011】
具体的に、この発明の絶縁性組成物の一態様は、少なくとも塩化ビニル樹脂100重量部に対し融点190℃以下のポリアミド3〜8重量部,可塑剤,熱安定剤を配合した樹脂混練物を押出し成形して成ることを特徴とする。前記の樹脂混練物は、充填剤を含んだものであっても良い。
【0012】
また、この発明の電線・ケーブルの一態様は、前記の絶縁性組成物をワイヤー状の導体の外周面に押出し成形法により被覆して成ることを特徴とする。
【0013】
従来の塩化ビニル樹脂から成る絶縁性組成物においては、例えば特許文献1のように単に絶縁性組成物の耐摩耗性を得るためにナイロン等のポリアミドを比較的多量(全樹脂成分100重量部に対し15〜25重量部)配合することは知られていたが、押出し成形機のスクリュー等に対するポリアミドの付着や、電線・ケーブル等に適用した場合の導体に対する絶縁性組成物の引き剥がし性については、何ら想定されていなかった。
【0014】
一方、本発明の場合、絶縁性組成物において単に十分な電気絶縁性、柔軟性,耐熱性,耐寒性,機械的物性(強度等),低コスト性等の特性を得るためにポリアミドを用いるのではなく、前記のようなポリアミドの付着現象や引き剥がし性を想定し、押出し成形に適した融点190℃以下のポリアミドを比較的少量用いたものである。
【発明の効果】
【0015】
本発明に係る絶縁性組成物によれば、押出し成形機のスクリュー等に対するポリアミドの付着現象が抑制され、十分な押出し成形性が得られることとなる。また、前記の絶縁性組成物を用いた電線・ケーブルにおいては、例えば電線・ケーブル端部における絶縁性組成物の引き剥がし性が得られ、配線作業が行い易くなり、電線・ケーブルの所望の機能を十分発揮できることとなる。
【図面の簡単な説明】
【0016】
【図1】本発明に係る絶縁性組成物が導体に被覆された一例を示す概略説明図。
【発明を実施するための形態】
【0017】
本発明に係る押出し成形されて成る絶縁性組成物および電線・ケーブルは、少なくとも塩化ビニル樹脂100重量部に対し融点190℃以下のポリアミド3〜8重量部,可塑剤,熱安定剤を配合した樹脂混練物を適用するものであって、その樹脂混練物に配合される各種材料等は以下に示すように種々のものが挙げられる。
【0018】
<塩化ビニル樹脂>
塩化ビニル樹脂としては、電線・ケーブル等に適用されている種々の塩化ビニル樹脂を適用できるが、例えば一般的な押出しグレードとして用いられている重合度1000〜1400のものが挙げられる。具体例としては、信越化学工業社製のTK−1000,TK−1300や、大洋塩ビ社製のTH−1000,TH−1300等が挙げられる。
【0019】
一般的に塩化ビニル樹脂を多く含んだ樹脂混練物は、例えば押出し成形工程での溶融時の粘度や圧力が高くなり易く、他の樹脂を多く含んだ樹脂混練物と比較して伸張力が低いものとして知られているが、後述するポリアミドを配合することにより当該伸張力を改善することが可能となる。
【0020】
<ポリアミド>
ポリアミドとしては、融点が190℃以下のものであれば種々のものが適用できるが、例えばウンデカンラクタムを開環重縮合したポリアミド(PA−11),ラウリルラクタムを開環重縮合したポリアミド(PA−12)や、各種ポリアミド同士を共重合させて結晶度を低くし融点を下げたもの等が挙げられる。具体例としては、宇部興産社製のUBESTA3014U,3024Uや、東レ社製のCM4001,CM6241M等が挙げられる。
【0021】
<添加剤>
塩化ビニル樹脂の場合、レジン単体では加工性が低いことから、例えば目的とする絶縁性組成物,電線・ケーブルの諸特性を阻害しない範囲で可塑剤等を配合し、熱加工し易くしても良い。可塑剤の配合量については、例えば近年の電線・ケーブルの細径化,薄肉化を想定して30〜33重量部の範囲で設定することが挙げられる。具体的には、目的とする絶縁性組成物,電線・ケーブルにおいて可塑性の他に耐熱性の要求が高い場合、トリメリット酸エステル,ピロメリット酸エステル等を用いることが挙げられ、当該耐熱性の要求が低い場合、一般的な一次可塑剤として知られているフタル酸エステル等を用いることが挙げられる。
【0022】
また、塩化ビニル樹脂を含んだ組成物においては、特有の劣化機構として脱HCl反応等が起こることから、その脱HCl反応を抑制するために、例えば目的とする絶縁性組成物,電線・ケーブルの諸特性を阻害しない範囲(例えば4〜6重量部)で熱安定剤等を配合しても良い。電気絶縁性が要求される電線・ケーブルの絶縁性組成物の場合、例えばCa/Zn系安定剤を用いることが挙げられる。
【0023】
さらに、充填剤等においても、目的とする絶縁性組成物,電線・ケーブルの諸特性を阻害しない範囲で配合しても良く、その具体例として炭酸カルシウム等を用いることが挙げられる。この炭酸カルシウムを用いた場合、少なからず絶縁性組成物の耐摩耗性の補足作用や脱HCl反応の抑制作用が得られることを読み取れる。
【0024】
<製法>
前記の塩化ビニル樹脂,ポリアミド等を含んだ配合材料を混練し、その樹脂混練物を押出し成形できるものであれば、その押出し成形分野で知られている手法(混練機,押出し成形機等を用いた手法)を適宜利用することができる。例えば、ワイヤー状の導体に絶縁性組成物を被覆して成る電線・ケーブルの場合の一例としては、図1に示すように、口金1の内部に心金2が配置された加圧型のクロスヘッドダイ10を備えた押出し成形機を用いることが挙げられる。
【0025】
この図1のクロスヘッドダイ10の口金1と心金2との間の隙間において、溶融された樹脂混練物3を口金出口1a方向に流動させ、心金2の内周側においては、ワイヤー状の導体4を口金出口1a方向に導引させることにより、導体4の外周面に絶縁性組成物5が被覆された電線・ケーブル6が得られることとなる。
【実施例】
【0026】
次に、本実施形態に基づいて、下記に示すように種々の樹脂混練物の試料(後述の試料S1〜S3(実施例),P1〜P5(比較例))を作製し、それら試料の押出し成形性を観測し、その押出し成形により得た種々の絶縁性組成物,電線・ケーブルの耐寒性,耐熱性,耐摩耗性,巻取り性を観測して検証し、その検証結果を後述の表2,3に示した。
【0027】
<各試料>
ポリ塩化ビニル樹脂(大洋塩ビ社製のTH−1300)100重量部に対し、PA−12(宇部興産社製のUBESTA3014U)0〜30重量部,可塑剤(ジェイ・プラス社製のTOTM)30重量部,安定剤(大協化成社製のMTX−38V)5重量部,充填剤(白石カルシウム社製のvigot−10)10重量部配合して混練し、下記表1に示すように樹脂混練物の試料S1〜〜S3(実施例),P1〜P5(比較例)を作製した。
【0028】
【表1】
【0029】
<押出し成形性>
前記の試料S1〜〜S3,P1〜P5において、JIS K 7199に準拠して東洋精機社製のキャピログラフ;CAPILOGRAPH1Dを用い、設定温度190℃,キャピラリーダイΦ1.0×10mmとして押出し成形した場合の溶融粘度性(ピストンスピード10,50,100,200mm/min),溶融伸張性(ピストンスピード100mm/min,巻取り速度10m/min)を相対的に調べた。なお、後述表2の溶融粘度性の欄において、記号「○」は溶融粘度が比較的低く押出し成形し易かった場合とし、記号「×」は溶融粘度が比較的高く押出し成形が困難であった場合とする。また、溶融伸張性の欄において、記号「○」は溶融伸張性が比較的良好であった場合とし、記号「△」は溶融伸張性が比較的劣っていた場合とする。
【0030】
また、前記の試料S1〜〜S3,P1〜P5において、大宮精機社製の押出し成形機(Φ40mm)を用い、設定温度190℃,スクリュー径Φ40mmとして押出し成形した後、その押出し成形機のスクリュー表面を目視により観測して、樹脂組成物による被膜形成の有無を調べた。
【0031】
<耐寒性>
JIS K6723に準拠して、前記の試料S1〜〜S3,P1〜P5により2mmのシート状の試料片をそれぞれ作製し、それら試料片の耐寒性を相対的に調べた。なお、後述の表2の耐寒性の欄において、記号「○」は耐寒性が比較的良好であった場合とし、記号「×」は耐寒性が比較的劣っていた場合とし、記号「△」は耐寒性が記号「×」の場合よりは良いものの記号「○」の場合よりも劣っていた場合とする。
【0032】
<耐熱性>
まず、前記の試料S1〜S3,P1〜P5において、大宮精機社製の押出し成形機(Φ40mm)を用いて、設定温度190℃,スクリュー径Φ40mmとして押出し成形することにより導体に絶縁性組成物が被覆された電線・ケーブル(仕上り径0.86mm,肉厚0.2mm)をそれぞれ作製した。次に、前記の電線・ケーブルを、JIS K7212に準拠したオーブン内に配置し温度150℃の雰囲気下でオーブン内空気置換8回/hとして200時間曝露させた後、その電線・ケーブルを取り出し自己径巻き付け評価により皹割れの有無を調べた。
【0033】
<耐摩耗性>
前記の耐寒性の試験で作製した各電線・ケーブルにおいて、ISO6722 9・3項に準拠したスクレープ試験(23℃,7N)を行うことにより、それぞれの耐摩耗性を相対的に調べた。なお、後述の表2の対磨耗性の欄において、記号「○」は耐摩耗性が比較的良好であった場合とし、記号「×」は耐寒性が劣っていた場合とし、記号「△」は耐摩耗性が記号「×」の場合よりは良いものの記号「○」の場合よりも劣っていた場合とする。
【0034】
<引き剥がし性>
前記の耐寒性の試験で作製した各電線・ケーブルにおいて、絶縁性組成物をカッター刃により削ぎ取り、胴体表面をルーペ等により観測し絶縁性組成物の残存の有無を調べた。
【0035】
<伸張性>
前記の耐寒性の試験で作製した各電線・ケーブルのうち試料S2,P1〜P3を用いた場合について、溶融張力(ピストンスピード100mm/min,巻取り速度10,15,20m/min),ストランド径を測定した。
【0036】
【表2】
【0037】
【表3】
【0038】
前記の表2に示す結果から、試料S1〜S3,P3〜P5のようにポリアミドを3重量部以上配合した樹脂混練物によれば、溶融粘度性,溶融伸張性が良好となることが読み取れるが、試料P3〜P5のようにポリアミドを15重量部以上配合した樹脂混練物の場合、その樹脂混練物が押出し成形機のスクリュー等に付着し押出し成形性を悪化させてしまうことが読み取れる。すなわち、試料S1〜S3のようにポリアミドを3〜8重量部の範囲で用いることにより、良好な押出し成形性が得られることが判明した。
【0039】
また、前記のようにポリアミドを3〜8重量部配合した樹脂混練物押出し成形して成る電線・ケーブルによれば、表2に示すように耐熱性,耐摩耗性,引き剥がし性が良好となることも判明した。さらに、表3に示すように、比較的小さい引取り張力で巻取りすることが可能であり、ストランド径もより細くできることが判明した。
【0040】
以上、本発明において、記載された具体例に対してのみ詳細に説明したが、本発明の技術思想の範囲で多彩な変形および修正が可能であることは、当業者にとって明白なことであり、このような変形および修正が特許請求の範囲に属することは当然のことである。
【0041】
例えば、実施例ではワイヤー状に押出し成形して得た絶縁性組成物,電線・ケーブルの例を挙げたが、チューブ状,シート状に押出し成形した場合においても同様の作用効果が得られることは明らかである。
【符号の説明】
【0042】
1…口金
2…心金
3…樹脂混練物
4…導体
6…電線・ケーブル
10…クロスヘッドダイ
【特許請求の範囲】
【請求項1】
少なくとも塩化ビニル樹脂100重量部に対し融点190℃以下のポリアミド3〜8重量部,可塑剤,熱安定剤を配合した樹脂混練物を押出し成形して成ることを特徴とする絶縁性組成物。
【請求項2】
請求項1または2記載の絶縁性組成物をワイヤー状の導体の外周面に押出し成形法により被覆して成る電線・ケーブル。
【請求項1】
少なくとも塩化ビニル樹脂100重量部に対し融点190℃以下のポリアミド3〜8重量部,可塑剤,熱安定剤を配合した樹脂混練物を押出し成形して成ることを特徴とする絶縁性組成物。
【請求項2】
請求項1または2記載の絶縁性組成物をワイヤー状の導体の外周面に押出し成形法により被覆して成る電線・ケーブル。
【図1】

【公開番号】特開2012−227101(P2012−227101A)
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願番号】特願2011−96233(P2011−96233)
【出願日】平成23年4月22日(2011.4.22)
【出願人】(000006895)矢崎総業株式会社 (7,019)
【Fターム(参考)】
【公開日】平成24年11月15日(2012.11.15)
【国際特許分類】
【出願日】平成23年4月22日(2011.4.22)
【出願人】(000006895)矢崎総業株式会社 (7,019)
【Fターム(参考)】
[ Back to top ]