
絶縁構造体及び絶縁構造体の製造方法

【課題】MEMSデバイスを構成する絶縁構造体において応力による強度低下を回避する技術を提供する。
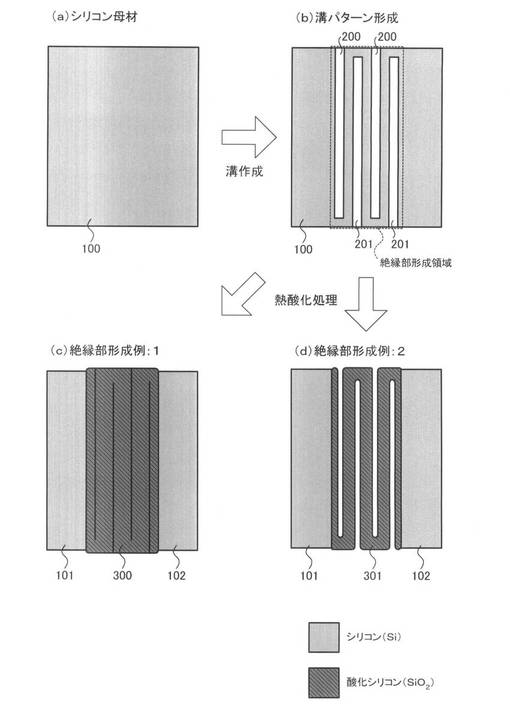
【解決手段】母材100(a)に設けた絶縁部形成領域に平行配列する複数の溝を形成する(b)。この溝は、絶縁部形成領域の上端側では溝200が溝201よりも上端側に突出し、下端側では溝201が溝200よりも下端側に突出する。溝を形成した絶縁部形成領域を熱酸化処理する。熱酸化処理で母材表面に成長した酸化膜により溝が完全に埋められた場合(c)、酸化領域300は、接続する導電性領域101,102に対して十分な幅を持つ板状の支持構造になり、構造体にかかる応力に対して高い強度をもつ。熱酸化処理で溝が完全に埋められなかった場合(d)、酸化領域301の両側に接続する導電性領域101,102は、つづら折れ形状の梁からなるばねにより支持される状態となる。ばね形状の構造による緩衝作用により構造体にかかる応力を緩和する。
【解決手段】母材100(a)に設けた絶縁部形成領域に平行配列する複数の溝を形成する(b)。この溝は、絶縁部形成領域の上端側では溝200が溝201よりも上端側に突出し、下端側では溝201が溝200よりも下端側に突出する。溝を形成した絶縁部形成領域を熱酸化処理する。熱酸化処理で母材表面に成長した酸化膜により溝が完全に埋められた場合(c)、酸化領域300は、接続する導電性領域101,102に対して十分な幅を持つ板状の支持構造になり、構造体にかかる応力に対して高い強度をもつ。熱酸化処理で溝が完全に埋められなかった場合(d)、酸化領域301の両側に接続する導電性領域101,102は、つづら折れ形状の梁からなるばねにより支持される状態となる。ばね形状の構造による緩衝作用により構造体にかかる応力を緩和する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、MEMS(Micro Electro Mechanical System)デバイスを構成する絶縁構造体及びその製造方法に関する。
【背景技術】
【0002】
可変キャパシタのような静電気力を駆動源とするMEMSデバイスは、アクチュエータ等の機械要素部品と電子回路とが1つの基板上に集積化されている。そのため、1基板上に構造的な連結を保ったうえで電気的な絶縁を実現することが不可欠であり、構造体の一部を絶縁物で構成することが必要となる。
【0003】
MEMSデバイスを構成するマイクロ構造体の一部の絶縁部を構成する従来手法として、基板上に形成した溝に窒化シリコンやポリイミドといった絶縁物を化学気相成長(CVD:Chemical Vapor Deposition)等により堆積するものが知られている。
【0004】
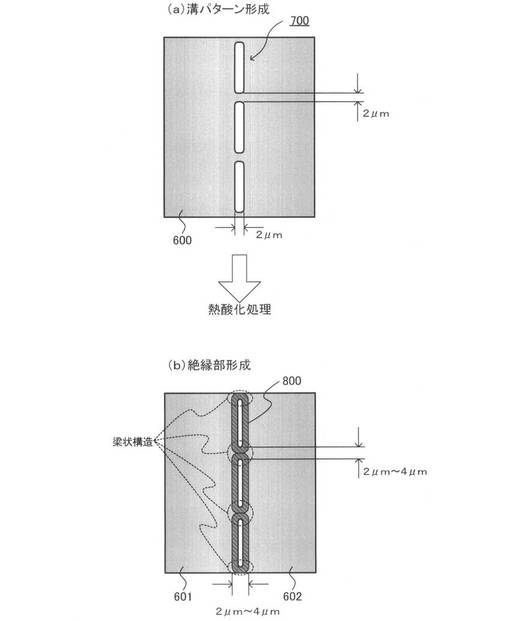
また、特許文献1には、図7(a)に示すように、シリコン基板の母材600に互いに間隔を置いて配列される複数の溝(貫通孔)700を形成し、その内部表面を熱酸化することで図7(b)に示すような絶縁領域800を形成する手法が開示されている。このような手法によれば、上記従来手法と比較して、生成された絶縁領域に生じる内部応力を抑制できるとされている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−173719
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載の手法では、母材に形成する溝の幅が熱酸化膜の幅よりも大きくとられているため、溝を熱酸化することによって得られる絶縁領域の内部には熱酸化膜によって埋められなかった複数の空間が間隔を置いて配列している。そのため、図7(b)に示すように、絶縁領域800の両側に接続する導電性領域601,602は、縦横およそ2〜4μm程度の梁状構造によって連結された状態となる。
【0007】
このような構造においては、絶縁領域800によって支持される導電性領域601,602を含む構造体全体にかかる応力がこの2〜4μmの梁状構造に集中するため、その部分を中心に構造体の強度が低下し、破損しやすくなるという問題がある。
【0008】
本発明は、上記問題を解決するためになされたものであり、MEMSデバイスを構成する絶縁構造体において絶縁領域への応力集中による強度低下を避けるための技術を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記目的を達成するためになされた請求項1に記載の発明は、2つの導電性領域がこれらの間に介在するように一体に形成された絶縁領域によって互いに絶縁された絶縁構造体に関するものである。そして、この絶縁構造体を形成する絶縁領域は、下記の溝パターンを形成する工程と、酸化領域を形成する工程とによって生成されたものであることを特徴とする。
【0010】
溝パターンを形成する工程では、板状の母材上において2つの導電性領域の間に位置するように設定された矩形の絶縁部形成領域に、導電性領域との境界線方向に沿って当該絶縁部形成領域の一端から反対側の他端の手前まで続く第1の溝と、境界線方向に沿って他端から一端の手前まで続く第2の溝とが交互に平行配列した複数の溝からなる溝パターンを形成する(図1(b)参照)。このようにすることで、溝パターンが形成された絶縁部形成領域には、つづら折れ形状になった梁状の母材が残される。
【0011】
そして、酸化領域を形成する工程では、溝パターンが形成された絶縁部形成領域の母材を酸化して絶縁性の酸化領域を形成する。母材を熱酸化処理にかけると、絶縁部形成領域に残された母材表面に酸化物が成長すると共に、その母材内部にも酸化領域が浸透する。
【0012】
このとき、形成された溝が適度な幅である場合、梁状の母材から成長した酸化物によって溝が埋められ、絶縁部形成領域の全域にわたって母材の酸化物が充填された絶縁領域が形成される(図1(c)参照)。この場合、絶縁領域の両側に接続する導電性領域は十分な幅を持つ絶縁領域によって支持されるため、この絶縁構造体は構造体全体にかかる応力に対して高い強度を有する。
【0013】
一方、加工精度のばらつき等により溝パターンがある程度太くなっていると、熱酸化処理によって母材の酸化物が成長しても溝が完全に埋まらない場合がある。この場合、絶縁部形成領域にはつづら折れ形状になった梁状の酸化物からなる絶縁領域が形成される(図1(d)参照)。この絶縁領域の両側に接続する導電性領域は、つづら折れ形状の梁からなるジグザグばねにより支持される状態となる。そのため、この絶縁構造体では、ばね形状の絶縁領域による緩衝作用により構造体全体にかかる応力を緩和することができ、応力集中による構造体の破損を避けられる。
【0014】
このように、本発明の絶縁構造体では、絶縁部形成領域に対する熱酸化工程により溝パターンが完全に埋められた場合、あるいは埋められなかった場合の何れの結果においても、絶縁体全体にかかる応力に対して破損を生じにくい構造を実現できる。
【0015】
つぎに、請求項2に記載の絶縁構造体は、上述の溝パターンを形成する工程において、第1の溝の一端側の先端が先太り形状になるように形成され、第2の溝の他端側の先端が先太り形状になるように形成されていることを特徴とする。このようにすることで、絶縁部形成領域に残されるつづら折れ形状の母材の折り返し部分の幅を均一に近づけることができる(図4(a)参照)。その結果、母材の熱酸化処理を経て絶縁領域がばね形状になった場合に、折り返し部分の形状を幅が均一で滑らかなカーブにすることができ(図4(b)参照)、絶縁領域の応力に対する緩衝性を向上することができる。
【0016】
つぎに、請求項3に記載の絶縁構造体は、上述の溝パターンを形成する工程において、所望の絶縁領域に基づき設定される絶縁部形成領域の大きさに応じて規定された本数の第1の溝及び第2の溝を有する溝パターンが形成されることを特徴とする。絶縁部形成領域に形成する溝の幅や間隔は、熱酸化後に形成される絶縁領域において、酸化物の成長による内部応力を低減しつつ全体応力に対する強度を確保するための過密でも過疎でもない適度な大きさが求められる。そこで、絶縁部形成領域の大きさに応じて溝の幅や間隔を自由に変化させる代わりに、溝の本数の増減により絶縁領域が形成される範囲を自在に制御できる。
【0017】
つぎに、上記目的を達成するためになされた請求項4に記載の絶縁構造体は、上述までの絶縁構造体と同様に溝パターンを形成する工程と酸化領域を形成する工程とを経て生成されるものであるが、溝パターンを形成する工程において上述までの絶縁構造体と相違する。
【0018】
すなわち、溝パターンを形成する工程では、板状の母材上において2つの導電性領域の間に位置するように設定された矩形の絶縁部形成領域に、導電性領域との境界線方向に沿って当該絶縁部形成領域の一端側手前と反対側の他端手前とを折り返し交互に往復するつづら折れ形状の溝からなる溝パターンを形成する(図5(a)参照)。このようにすることで、溝パターンが形成された絶縁部形成領域には、一端側及び他端側からそれぞれ延出する櫛歯状の母材が残される。
【0019】
そして、酸化領域を形成する工程では、溝パターンが形成された絶縁部形成領域の母材を酸化して絶縁性の酸化領域を形成する。母材を熱酸化処理にかけると、絶縁部形成領域に残された母材表面に酸化物が成長すると共に、その母材内部にも酸化領域が浸透する。
【0020】
このとき、形成された溝が適度に細い場合、梁状の母材から成長した酸化物によって溝が埋められ、絶縁部形成領域の全域にわたって母材の酸化物が充填された絶縁領域が形成される。この場合、絶縁領域の両側に接続する導電性領域は十分な幅を持つ絶縁領域によって支持されるため、この絶縁構造体は構造体全体にかかる応力に対して高い強度を有する。
【0021】
一方、加工精度のばらつき等により、溝パターンがある程度太くなっていると、熱酸化処理によって母材の酸化物が成長しても溝が完全に埋まらない場合がある。この場合、絶縁部形成領域には対向する一対の櫛歯状の梁及びその周囲の酸化物からなる絶縁領域が形成される(図5(b)参照)。この絶縁領域の両側に接続する導電性領域は、櫛歯状の梁及びその基部からなる複数のU字ばねにより支持される状態となる。そのため、この絶縁構造体では、ばね形状の絶縁領域による緩衝作用により構造体全体にかかる応力を緩和することができ、応力集中による構造体の破損を避けられる。
【0022】
つぎに、請求項5に記載の絶縁構造体は、上述の溝パターンを形成する工程において、溝パターンの折り返し部分の角が、面取り形状又は丸め形状になるように形成されていることを特徴とする。このようにすることで、つづら折れ形状の溝パターンの折り返し部分の溝の幅を均一に近づけることができる。その結果、母材の熱酸化処理を経て絶縁領域がばね形状になった場合に、U字ばねの折り返し部分の形状を緩やかなカーブにすることができ(図6(b)参照)、絶縁領域の応力に対する緩衝性を向上することができる。
【0023】
つぎに、請求項6に記載の絶縁構造体は、上述の溝パターンを形成する工程において、所望の絶縁領域に基づき設定される絶縁部形成領域の大きさに応じて規定された往復回数のつづら折れ形状の溝からなる溝パターンが形成されることを特徴とする。絶縁部形成領域に形成する溝の幅や間隔は、熱酸化後に形成される絶縁領域において、酸化物の成長による内部応力を低減しつつ全体応力に対する強度を確保するための過密でも過疎でもない適度な大きさが求められる。そこで、絶縁部形成領域の大きさに応じて溝の幅や間隔を自由に変化させる代わりに、溝の本数、すなわちつづら折れの往復回数の増減により絶縁領域が形成される範囲を自在に制御できる。
【0024】
つぎに、上記目的を達成するためになされた請求項7〜12に記載の発明は、上述の絶縁構造体の製造方法に関するものである。このように構成された製造方法によれば、請求項1〜6に記載の絶縁構造体に関して上述した効果を得られる。
【図面の簡単な説明】
【0025】
【図1】実施形態の絶縁構造体の製造過程の概略を示す説明図。
【図2】SOIウェハを用いた絶縁構造体の製造過程の具体例を示す説明図。
【図3】SOIウェハを用いた絶縁構造体の製造過程の具体例を示す説明図。
【図4】母材に形成する溝パターンの変形例を示す説明図。
【図5】母材に形成する溝パターンの変形例を示す説明図。
【図6】母材に形成する溝パターンの変形例を示す説明図。
【図7】従来技術の問題点を説明するための図。
【発明を実施するための形態】
【0026】
以下、本発明の一実施形態を図面に基づいて説明する。なお、本発明は下記の実施形態に何ら限定されるものではなく様々な態様にて実施することが可能である。
図1は、実施形態の絶縁構造体の製造過程の概略を示す説明図である。図1(a)において、シリコン母材100は、2つの導電性領域と、これらの導電性領域間に介在するように一体に形成された絶縁領域とからなる絶縁構造体が作られるシリコン(Si)製の板である。
【0027】
つぎに、図1(b)に示すように、シリコン母材100の中央領域に設定された矩形の絶縁部形成領域内に複数の溝からなる溝パターンを形成する。この溝パターンは、図1(b)上における絶縁部形成領域の縦方向、より詳細には、絶縁部形成領域の左右両側にそれぞれ位置する後の導電性領域となる領域との境界線に沿った方向に延びる複数の溝200及び溝201が交互に並行配列したものである。
【0028】
なお、このとき形成する溝は、母材100を貫通する貫通溝であってもよいし、シリコン母材100を貫通しない未貫通溝であってもよい。また、絶縁部形成領域に形成する溝の幅や間隔は、熱酸化処理におけるシリコン酸化膜の成長による内部応力を低減しつつ全体応力に対する強度を確保するため、過密でも過疎でもない適度な大きさで設計される。そのため、設計上必要となる絶縁領域のサイズに応じて、形成する溝の本数を加減することにより絶縁領域が形成される範囲を制御できる。
【0029】
溝200は、絶縁部形成領域の上端から、反対の下端側の手前まで形成されている。一方、溝201は、絶縁形成領域の下端から、反対の上端側の手前まで形成されている。すなわち、この溝パターンにおいては、絶縁部形成領域の上端側では溝200が溝201よりも上端側に突出し、下端側では溝201が溝200よりも下端側に突出するように形成されている。このようにして溝パターンを形成した後の絶縁部形成領域には、つづら折れ形状になった梁状の母材が残る。
【0030】
つぎに、溝パターンが形成された絶縁部形成領域に対して熱酸化処理を行う。絶縁部形成領域を1000℃程度の高温化において酸素ガス中にさらすことで母材のシリコンが酸素と化合し、表面に酸化シリコン(SiO2)の酸化膜が成長すると共に梁状の母材内部にも酸化領域が浸透する。その結果、絶縁部形成領域は、母材が完全に酸化シリコンに化合した絶縁性の酸化領域で占められる。
【0031】
図1(c)は、熱酸化処理の過程で母材表面に成長したシリコン酸化膜により、絶縁部形成領域に形成された溝パターンが完全に埋められた状態の絶縁領域が形成された事例を示す。絶縁部形成領域に形成された溝の幅や間隔が適度な場合、梁状の母材から成長したシリコン酸化膜によって溝が埋められ、絶縁部形成領域の全域が酸化領域300で占められた絶縁領域が形成される。
【0032】
これにより、1つのシリコン母材100から分割された2つの導電性領域101,102と、これらの間に介在するように一体に形成された板状の酸化領域300とによって構成される絶縁構造体が形成される。2つの導電性領域101,102は、酸化領域300からなる絶縁領域によって、構造的な連結を保った上で互いに電気的に絶縁される。また、酸化領域300は、接続する導電性領域101,102に対して十分な幅を持つ板状の支持構造になっており、絶縁構造体全体にかかる応力に対して高い強度を有する。
【0033】
一方、図1(d)は、絶縁部形成領域に形成された溝パターンが熱酸化処理の過程で完全に埋められないままに絶縁領域が形成された事例を示す。溝パターン形成時における加工精度のばらつき等により、溝の幅や間隔がある程度大きくなっていると、熱酸化処理によって絶縁部形成領域の母材が完全に酸化しても溝が全て埋まらない場合がある。この場合、絶縁部形成領域にはつづら折れ形状になった梁状の酸化領域301からなる絶縁領域が形成される。
【0034】
これにより、1つのシリコン母材100から分割された2つの導電性領域101,102と、これらの間に介在するように一体に形成されたつづら折れ形状の酸化領域301とによって構成される絶縁構造体が形成される。2つの導電性領域101,102は、酸化領域301からなる絶縁領域によって、構造的な連結を保った上で互いに電気的に絶縁される。
【0035】
また、酸化領域301の両側に接続する導電性領域101,102は、つづら折れ形状の梁からなるジグザグばねにより支持される状態となる。そのため、この絶縁構造体では、ばね形状の構造による緩衝作用により、絶縁構造体全体にかかる応力を緩和することができ、応力集中による破損を避けられる。
【0036】
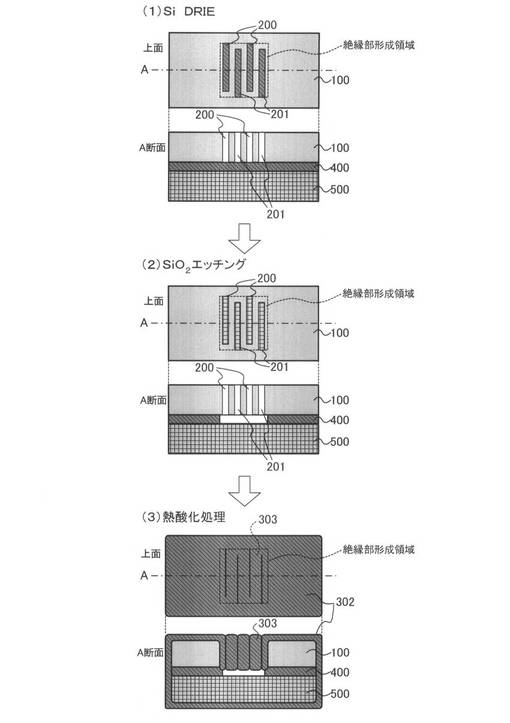
つぎに、本発明の絶縁構造体をSOI(Silicon On Insulator)ウェハを用いて製造するプロセスの一例を、図2,3に基づいて説明する。ここでは、シリコン基板内に酸化シリコンの絶縁膜を内包したSOIウェハを用いた製造過程について説明する。なお、図2,3では、各工程における処理結果を、SOIウェハの上面から見た図と、この上面図の鎖線Aにおける側断面図との2とおりの図によって示している。
【0037】
まず、図2(1)に示すように、SOIウェハの上面側にあるシリコン母材100上に設定された絶縁部形成領域内に、深堀り反応性イオンエッチング(Si-DRIE:Silicon Deep Reactive Ion Etching)等の等方性ドライエッチングによって、複数の溝200,201からなる溝パターンを形成する。
【0038】
この溝パターンは、絶縁部形成領域の上端から、反対の下端側の手前まで形成される溝200と、絶縁形成領域の下端から、反対の上端側の手前まで形成される溝201とが交互に平行配列してなる。そして、絶縁部形成領域には、つづら折れ形状になった梁状の母材が残る。また、溝200,201は、シリコン母材100の層を貫通しており、SOIウェハに内包されている酸化シリコン絶縁膜400が溝の底面に露出している。
【0039】
つぎに、図2(2)に示すように、シリコン母材100上の絶縁部形成領域の下方にある酸化シリコン絶縁膜400をSiO2エッチングにより除去する。酸化シリコンの除去には、腐食性を有する液体の薬品を用いたウエットエッチング等により行う。この工程では、先の工程で形成した溝200,201を通じてエッチング液を酸化シリコン絶縁膜400に到達させ、絶縁部形成領域の下方部位のみを除去する。
【0040】
つぎに、図2(3)に示すように、SOIウェハ全体を高温の酸素雰囲気中で熱酸化処理することで、SOIウェハの表面全体に酸化膜を形成する。このとき、絶縁部形成領域を除くシリコン母材100及び最下層のシリコン基板500においては、表層部のみ酸化された酸化膜302が形成される。一方、シリコン母材100上の絶縁部形成領域では、表層部のみならず溝200,201の側面側からも酸化領域が浸透し、表面における酸化膜の成長と共に母材内部まで完全に酸化シリコンに化合した酸化領域303が形成される。
【0041】
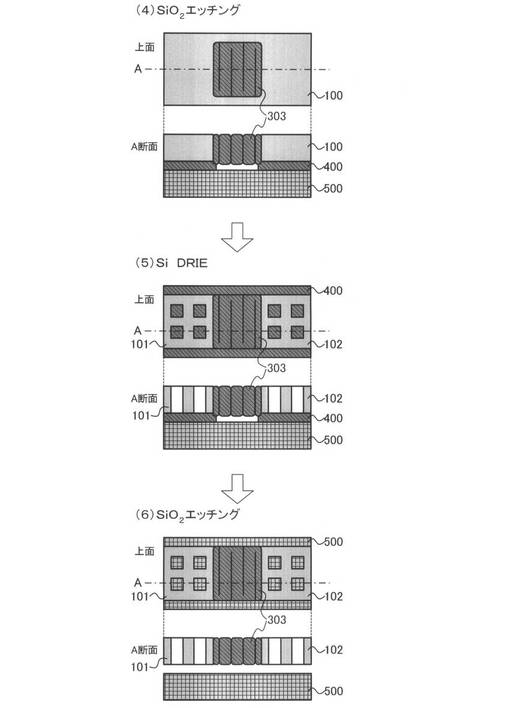
つぎに、図3(4)に示すように、SOIウェハ全体を覆う酸化膜を絶縁部形成領域に相当する酸化領域303を除いて全て除去し、シリコン母材100及びシリコン基板500を露出させる。この工程では、絶縁部形成領域に相当する酸化領域303の表面を耐腐食性のレジストでマスクし、シリコン母材100及びシリコン基板500を覆う他の酸化膜302のみを、SiO2エッチング(ウエットエッチング)で除去する。
【0042】
つぎに、図3(5)に示すように、絶縁部形成領域以外のシリコン母材100に対して、Si-DRIEにより任意のパターンにおける不用部分を選択的に除去し、酸化領域303の左右両側にそれぞれ接続する2つの導電性領域101,102を形成する。この工程で、1つのシリコン母材100から分割された2つの導電性領域101,102と、これらの間に介在するように一体に形成された酸化領域303とによって構成される絶縁構造体が形成される。
【0043】
最後に、図3(6)に示すように、SOIウェハの上部に形成された絶縁構造体と、シリコン基板500との間に介在する酸化シリコン絶縁膜400をSiO2エッチング(ウエットエッチング)で除去し、シリコン基板500から絶縁構造体を分離する。
【0044】
[変形例]
つぎに、実施形態の変形例について以下に説明する。
図4は、シリコン母材100に形成する溝パターンの変形例(変形例1)の概要を示す説明図である。この変形例1は、図4(a)に示すとおり、絶縁部形成領域内で交互に平行配列する溝202,203の先端部を先太り形状に加工することを特徴とする。
【0045】
より詳細には、溝202は、絶縁部形成領域の上端から、反対の下端側の手前まで形成されており、絶縁部形成領域上端側の先端部が斜めに切り広げられた先太り形状になるように形成されている。また、溝203は、絶縁部形成領域の下端から、反対の上端側の手前まで形成されており、絶縁部形成領域下端側の先端部が斜めに切り切り広げられた先太り形状になるように形成されている。なお、絶縁部形成領域の左右両端側の溝は、絶縁部形成領域の内側に向けてのみ先端部が広がるようになっており、それ以外の溝は溝の両側に向けて先端部が広がるようになっている。
【0046】
このようにすることで、絶縁部形成領域に残されるつづら折れ形状の梁の折り返し部分の幅を均一に近づけることができる。このようにして溝パターンを形成したシリコン母材100の絶縁部形成領域に対して熱酸化処理を加え、酸化領域304からなる絶縁領域を形成した事例を図4(b)に示す。この事例では、熱酸化処理で成長したシリコン酸化膜によって溝パターンが完全には埋められなかった状態を想定している。
【0047】
図4(b)に示すように、つづら折れのばね形状になった酸化領域304の折り返し部分では、幅が均一で滑らかなカーブが形成されている。このように形成されたばね形状によれば、折り返し部分の幅が不均一なばね形状に対して、応力に対する緩衝性を向上することができる。
【0048】
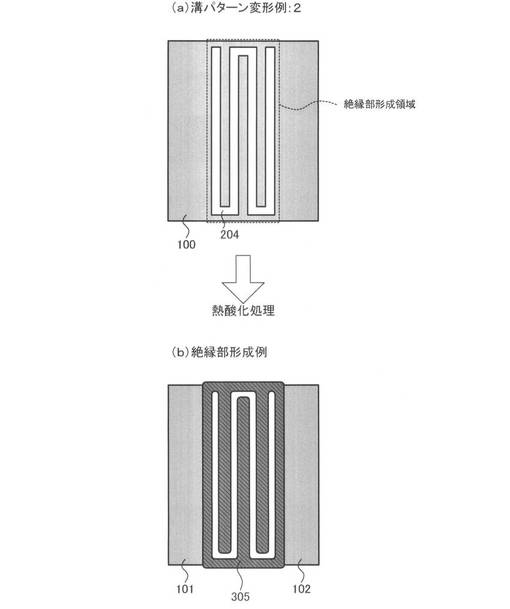
つぎに、図5は、シリコン母材100に形成する溝パターンの変形例(変形例2)の概要を示す説明図である。この変形例2は、図5(a)に示すとおり、絶縁部形成領域内につづら折れ形状の溝204からなる溝パターンを形成することを特徴とする。
【0049】
この溝204は、絶縁部形成領域の縦方向、より詳細には、絶縁部形成領域の左右両側にそれぞれ位置する後の導電性領域となる領域との境界線方向に沿って、絶縁部形成領域の上端側手前と反対側の下端側手前との間を、一定間隔で折り返し交互に往復する形状からなる。溝204が形成された絶縁部形成領域には、その上端側及び下端側からそれぞれ延出する櫛歯状のシリコン母材の梁が残される。
【0050】
なお、絶縁部形成領域に形成する溝の幅や間隔は、熱酸化処理におけるシリコン酸化膜の成長による内部応力を低減しつつ全体応力に対する強度を確保するため、過密でも過疎でもない適度な大きさで設計される。そのため、設計上必要となる絶縁領域のサイズに応じて、溝の往復回数、すなわち平行する溝の本数を加減することにより絶縁領域が形成される範囲を制御できる。
【0051】
つぎに、溝パターンが形成された絶縁部形成領域に対して熱酸化処理を行う。絶縁部形成領域を1000℃程度の高温化において酸素ガス中にさらすことで母材のシリコンが酸素と化合し、表面に酸化シリコン(SiO2)の酸化膜が成長すると共に櫛歯状の母材内部及び周辺部にも酸化領域が浸透する。その結果、絶縁部形成領域は、母材が完全に酸化シリコンに化合した絶縁性の酸化領域で占められる。
【0052】
図5(d)は、絶縁部形成領域に形成された溝パターンが熱酸化処理の過程で完全に埋められないままに絶縁領域が形成された事例を示す。溝パターン形成時における加工精度のばらつき等により、溝の幅や間隔がある程度大きくなっていると、熱酸化処理によって絶縁部形成領域の母材が完全に酸化しても溝が完全に埋まらない場合がある。この場合、絶縁部形成領域には上下から対向する一対の櫛歯状の梁と、その周辺を囲む酸化領域305からなる絶縁領域が形成される。
【0053】
これにより、1つのシリコン母材100から分割された2つの導電性領域101,102と、これらの間に介在するように一体に形成されたつづら折れ形状の酸化領域305とによって構成される絶縁構造体が形成される。2つの導電性領域101,102は、酸化領域305からなる絶縁領域によって、構造的な連結を保った上で互いに電気的に絶縁される。
【0054】
また、酸化領域301の両側に接続する導電性領域101,102は、櫛歯状の梁及びその基部からなる複数のU字ばねにより支持される状態となる。そのため、この絶縁構造体では、ばね形状の絶縁領域による緩衝作用により構造体全体にかかる応力を緩和することができ、応力集中による構造体の破損を避けられる。
【0055】
一方、熱酸化処理の過程において、絶縁部形成領域の母材表面に成長したシリコン酸化膜により絶縁部形成領域の溝パターンが完全に埋められた場合、2つの導電性領域の間に介在するように一体に形成された板状の酸化領域によって構成される絶縁構造体が形成される。この場合、絶縁構造体を構成する酸化領域、接続する導電性領域に対して十分な幅を持つ板状の支持構造になっており、絶縁構造体全体にかかる応力に対して高い強度を有する。
【0056】
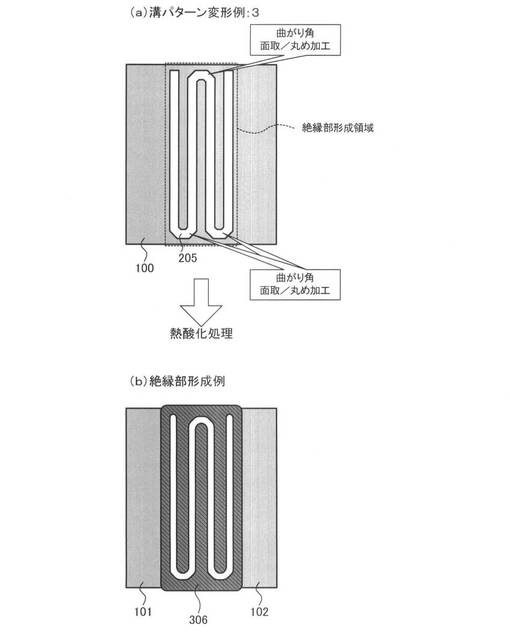
つぎに、図6は、シリコン母材100に形成する溝パターンの変形例(変形例3)の概要を示す説明図である。この変形例3は、図6(a)に示すとおり、絶縁部形成領域内を往復するつづら折れ形状の溝205の折り返し部分の角を、面取り(あるいは、丸め)加工することを特徴とする。
【0057】
このようにすることで、つづら折れ形状の溝パターンの折り返し部分の溝の幅を均一に近づけることができる。このようにして溝パターンを形成したシリコン母材100の絶縁部形成領域に対して熱酸化処理を加え、酸化領域306からなる絶縁領域を形成した事例を図6(b)に示す。この事例では、熱酸化処理で成長したシリコン酸化膜によって溝パターンが完全には埋められなかった状態を想定している。
【0058】
図6(b)に示すように、U字ばね形状になった酸化領域306の折り返し部分では滑らかなカーブが形成されている。このように形成されたばね形状によれば、応力に対する緩衝性を向上することができる。
【符号の説明】
【0059】
100…シリコン母材、101,102…導電性領域、200〜205…溝、300,301,303〜306…酸化領域、302…酸化膜、400…酸化シリコン絶縁膜、500…シリコン基板。
【技術分野】
【0001】
本発明は、MEMS(Micro Electro Mechanical System)デバイスを構成する絶縁構造体及びその製造方法に関する。
【背景技術】
【0002】
可変キャパシタのような静電気力を駆動源とするMEMSデバイスは、アクチュエータ等の機械要素部品と電子回路とが1つの基板上に集積化されている。そのため、1基板上に構造的な連結を保ったうえで電気的な絶縁を実現することが不可欠であり、構造体の一部を絶縁物で構成することが必要となる。
【0003】
MEMSデバイスを構成するマイクロ構造体の一部の絶縁部を構成する従来手法として、基板上に形成した溝に窒化シリコンやポリイミドといった絶縁物を化学気相成長(CVD:Chemical Vapor Deposition)等により堆積するものが知られている。
【0004】
また、特許文献1には、図7(a)に示すように、シリコン基板の母材600に互いに間隔を置いて配列される複数の溝(貫通孔)700を形成し、その内部表面を熱酸化することで図7(b)に示すような絶縁領域800を形成する手法が開示されている。このような手法によれば、上記従来手法と比較して、生成された絶縁領域に生じる内部応力を抑制できるとされている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−173719
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1に記載の手法では、母材に形成する溝の幅が熱酸化膜の幅よりも大きくとられているため、溝を熱酸化することによって得られる絶縁領域の内部には熱酸化膜によって埋められなかった複数の空間が間隔を置いて配列している。そのため、図7(b)に示すように、絶縁領域800の両側に接続する導電性領域601,602は、縦横およそ2〜4μm程度の梁状構造によって連結された状態となる。
【0007】
このような構造においては、絶縁領域800によって支持される導電性領域601,602を含む構造体全体にかかる応力がこの2〜4μmの梁状構造に集中するため、その部分を中心に構造体の強度が低下し、破損しやすくなるという問題がある。
【0008】
本発明は、上記問題を解決するためになされたものであり、MEMSデバイスを構成する絶縁構造体において絶縁領域への応力集中による強度低下を避けるための技術を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記目的を達成するためになされた請求項1に記載の発明は、2つの導電性領域がこれらの間に介在するように一体に形成された絶縁領域によって互いに絶縁された絶縁構造体に関するものである。そして、この絶縁構造体を形成する絶縁領域は、下記の溝パターンを形成する工程と、酸化領域を形成する工程とによって生成されたものであることを特徴とする。
【0010】
溝パターンを形成する工程では、板状の母材上において2つの導電性領域の間に位置するように設定された矩形の絶縁部形成領域に、導電性領域との境界線方向に沿って当該絶縁部形成領域の一端から反対側の他端の手前まで続く第1の溝と、境界線方向に沿って他端から一端の手前まで続く第2の溝とが交互に平行配列した複数の溝からなる溝パターンを形成する(図1(b)参照)。このようにすることで、溝パターンが形成された絶縁部形成領域には、つづら折れ形状になった梁状の母材が残される。
【0011】
そして、酸化領域を形成する工程では、溝パターンが形成された絶縁部形成領域の母材を酸化して絶縁性の酸化領域を形成する。母材を熱酸化処理にかけると、絶縁部形成領域に残された母材表面に酸化物が成長すると共に、その母材内部にも酸化領域が浸透する。
【0012】
このとき、形成された溝が適度な幅である場合、梁状の母材から成長した酸化物によって溝が埋められ、絶縁部形成領域の全域にわたって母材の酸化物が充填された絶縁領域が形成される(図1(c)参照)。この場合、絶縁領域の両側に接続する導電性領域は十分な幅を持つ絶縁領域によって支持されるため、この絶縁構造体は構造体全体にかかる応力に対して高い強度を有する。
【0013】
一方、加工精度のばらつき等により溝パターンがある程度太くなっていると、熱酸化処理によって母材の酸化物が成長しても溝が完全に埋まらない場合がある。この場合、絶縁部形成領域にはつづら折れ形状になった梁状の酸化物からなる絶縁領域が形成される(図1(d)参照)。この絶縁領域の両側に接続する導電性領域は、つづら折れ形状の梁からなるジグザグばねにより支持される状態となる。そのため、この絶縁構造体では、ばね形状の絶縁領域による緩衝作用により構造体全体にかかる応力を緩和することができ、応力集中による構造体の破損を避けられる。
【0014】
このように、本発明の絶縁構造体では、絶縁部形成領域に対する熱酸化工程により溝パターンが完全に埋められた場合、あるいは埋められなかった場合の何れの結果においても、絶縁体全体にかかる応力に対して破損を生じにくい構造を実現できる。
【0015】
つぎに、請求項2に記載の絶縁構造体は、上述の溝パターンを形成する工程において、第1の溝の一端側の先端が先太り形状になるように形成され、第2の溝の他端側の先端が先太り形状になるように形成されていることを特徴とする。このようにすることで、絶縁部形成領域に残されるつづら折れ形状の母材の折り返し部分の幅を均一に近づけることができる(図4(a)参照)。その結果、母材の熱酸化処理を経て絶縁領域がばね形状になった場合に、折り返し部分の形状を幅が均一で滑らかなカーブにすることができ(図4(b)参照)、絶縁領域の応力に対する緩衝性を向上することができる。
【0016】
つぎに、請求項3に記載の絶縁構造体は、上述の溝パターンを形成する工程において、所望の絶縁領域に基づき設定される絶縁部形成領域の大きさに応じて規定された本数の第1の溝及び第2の溝を有する溝パターンが形成されることを特徴とする。絶縁部形成領域に形成する溝の幅や間隔は、熱酸化後に形成される絶縁領域において、酸化物の成長による内部応力を低減しつつ全体応力に対する強度を確保するための過密でも過疎でもない適度な大きさが求められる。そこで、絶縁部形成領域の大きさに応じて溝の幅や間隔を自由に変化させる代わりに、溝の本数の増減により絶縁領域が形成される範囲を自在に制御できる。
【0017】
つぎに、上記目的を達成するためになされた請求項4に記載の絶縁構造体は、上述までの絶縁構造体と同様に溝パターンを形成する工程と酸化領域を形成する工程とを経て生成されるものであるが、溝パターンを形成する工程において上述までの絶縁構造体と相違する。
【0018】
すなわち、溝パターンを形成する工程では、板状の母材上において2つの導電性領域の間に位置するように設定された矩形の絶縁部形成領域に、導電性領域との境界線方向に沿って当該絶縁部形成領域の一端側手前と反対側の他端手前とを折り返し交互に往復するつづら折れ形状の溝からなる溝パターンを形成する(図5(a)参照)。このようにすることで、溝パターンが形成された絶縁部形成領域には、一端側及び他端側からそれぞれ延出する櫛歯状の母材が残される。
【0019】
そして、酸化領域を形成する工程では、溝パターンが形成された絶縁部形成領域の母材を酸化して絶縁性の酸化領域を形成する。母材を熱酸化処理にかけると、絶縁部形成領域に残された母材表面に酸化物が成長すると共に、その母材内部にも酸化領域が浸透する。
【0020】
このとき、形成された溝が適度に細い場合、梁状の母材から成長した酸化物によって溝が埋められ、絶縁部形成領域の全域にわたって母材の酸化物が充填された絶縁領域が形成される。この場合、絶縁領域の両側に接続する導電性領域は十分な幅を持つ絶縁領域によって支持されるため、この絶縁構造体は構造体全体にかかる応力に対して高い強度を有する。
【0021】
一方、加工精度のばらつき等により、溝パターンがある程度太くなっていると、熱酸化処理によって母材の酸化物が成長しても溝が完全に埋まらない場合がある。この場合、絶縁部形成領域には対向する一対の櫛歯状の梁及びその周囲の酸化物からなる絶縁領域が形成される(図5(b)参照)。この絶縁領域の両側に接続する導電性領域は、櫛歯状の梁及びその基部からなる複数のU字ばねにより支持される状態となる。そのため、この絶縁構造体では、ばね形状の絶縁領域による緩衝作用により構造体全体にかかる応力を緩和することができ、応力集中による構造体の破損を避けられる。
【0022】
つぎに、請求項5に記載の絶縁構造体は、上述の溝パターンを形成する工程において、溝パターンの折り返し部分の角が、面取り形状又は丸め形状になるように形成されていることを特徴とする。このようにすることで、つづら折れ形状の溝パターンの折り返し部分の溝の幅を均一に近づけることができる。その結果、母材の熱酸化処理を経て絶縁領域がばね形状になった場合に、U字ばねの折り返し部分の形状を緩やかなカーブにすることができ(図6(b)参照)、絶縁領域の応力に対する緩衝性を向上することができる。
【0023】
つぎに、請求項6に記載の絶縁構造体は、上述の溝パターンを形成する工程において、所望の絶縁領域に基づき設定される絶縁部形成領域の大きさに応じて規定された往復回数のつづら折れ形状の溝からなる溝パターンが形成されることを特徴とする。絶縁部形成領域に形成する溝の幅や間隔は、熱酸化後に形成される絶縁領域において、酸化物の成長による内部応力を低減しつつ全体応力に対する強度を確保するための過密でも過疎でもない適度な大きさが求められる。そこで、絶縁部形成領域の大きさに応じて溝の幅や間隔を自由に変化させる代わりに、溝の本数、すなわちつづら折れの往復回数の増減により絶縁領域が形成される範囲を自在に制御できる。
【0024】
つぎに、上記目的を達成するためになされた請求項7〜12に記載の発明は、上述の絶縁構造体の製造方法に関するものである。このように構成された製造方法によれば、請求項1〜6に記載の絶縁構造体に関して上述した効果を得られる。
【図面の簡単な説明】
【0025】
【図1】実施形態の絶縁構造体の製造過程の概略を示す説明図。
【図2】SOIウェハを用いた絶縁構造体の製造過程の具体例を示す説明図。
【図3】SOIウェハを用いた絶縁構造体の製造過程の具体例を示す説明図。
【図4】母材に形成する溝パターンの変形例を示す説明図。
【図5】母材に形成する溝パターンの変形例を示す説明図。
【図6】母材に形成する溝パターンの変形例を示す説明図。
【図7】従来技術の問題点を説明するための図。
【発明を実施するための形態】
【0026】
以下、本発明の一実施形態を図面に基づいて説明する。なお、本発明は下記の実施形態に何ら限定されるものではなく様々な態様にて実施することが可能である。
図1は、実施形態の絶縁構造体の製造過程の概略を示す説明図である。図1(a)において、シリコン母材100は、2つの導電性領域と、これらの導電性領域間に介在するように一体に形成された絶縁領域とからなる絶縁構造体が作られるシリコン(Si)製の板である。
【0027】
つぎに、図1(b)に示すように、シリコン母材100の中央領域に設定された矩形の絶縁部形成領域内に複数の溝からなる溝パターンを形成する。この溝パターンは、図1(b)上における絶縁部形成領域の縦方向、より詳細には、絶縁部形成領域の左右両側にそれぞれ位置する後の導電性領域となる領域との境界線に沿った方向に延びる複数の溝200及び溝201が交互に並行配列したものである。
【0028】
なお、このとき形成する溝は、母材100を貫通する貫通溝であってもよいし、シリコン母材100を貫通しない未貫通溝であってもよい。また、絶縁部形成領域に形成する溝の幅や間隔は、熱酸化処理におけるシリコン酸化膜の成長による内部応力を低減しつつ全体応力に対する強度を確保するため、過密でも過疎でもない適度な大きさで設計される。そのため、設計上必要となる絶縁領域のサイズに応じて、形成する溝の本数を加減することにより絶縁領域が形成される範囲を制御できる。
【0029】
溝200は、絶縁部形成領域の上端から、反対の下端側の手前まで形成されている。一方、溝201は、絶縁形成領域の下端から、反対の上端側の手前まで形成されている。すなわち、この溝パターンにおいては、絶縁部形成領域の上端側では溝200が溝201よりも上端側に突出し、下端側では溝201が溝200よりも下端側に突出するように形成されている。このようにして溝パターンを形成した後の絶縁部形成領域には、つづら折れ形状になった梁状の母材が残る。
【0030】
つぎに、溝パターンが形成された絶縁部形成領域に対して熱酸化処理を行う。絶縁部形成領域を1000℃程度の高温化において酸素ガス中にさらすことで母材のシリコンが酸素と化合し、表面に酸化シリコン(SiO2)の酸化膜が成長すると共に梁状の母材内部にも酸化領域が浸透する。その結果、絶縁部形成領域は、母材が完全に酸化シリコンに化合した絶縁性の酸化領域で占められる。
【0031】
図1(c)は、熱酸化処理の過程で母材表面に成長したシリコン酸化膜により、絶縁部形成領域に形成された溝パターンが完全に埋められた状態の絶縁領域が形成された事例を示す。絶縁部形成領域に形成された溝の幅や間隔が適度な場合、梁状の母材から成長したシリコン酸化膜によって溝が埋められ、絶縁部形成領域の全域が酸化領域300で占められた絶縁領域が形成される。
【0032】
これにより、1つのシリコン母材100から分割された2つの導電性領域101,102と、これらの間に介在するように一体に形成された板状の酸化領域300とによって構成される絶縁構造体が形成される。2つの導電性領域101,102は、酸化領域300からなる絶縁領域によって、構造的な連結を保った上で互いに電気的に絶縁される。また、酸化領域300は、接続する導電性領域101,102に対して十分な幅を持つ板状の支持構造になっており、絶縁構造体全体にかかる応力に対して高い強度を有する。
【0033】
一方、図1(d)は、絶縁部形成領域に形成された溝パターンが熱酸化処理の過程で完全に埋められないままに絶縁領域が形成された事例を示す。溝パターン形成時における加工精度のばらつき等により、溝の幅や間隔がある程度大きくなっていると、熱酸化処理によって絶縁部形成領域の母材が完全に酸化しても溝が全て埋まらない場合がある。この場合、絶縁部形成領域にはつづら折れ形状になった梁状の酸化領域301からなる絶縁領域が形成される。
【0034】
これにより、1つのシリコン母材100から分割された2つの導電性領域101,102と、これらの間に介在するように一体に形成されたつづら折れ形状の酸化領域301とによって構成される絶縁構造体が形成される。2つの導電性領域101,102は、酸化領域301からなる絶縁領域によって、構造的な連結を保った上で互いに電気的に絶縁される。
【0035】
また、酸化領域301の両側に接続する導電性領域101,102は、つづら折れ形状の梁からなるジグザグばねにより支持される状態となる。そのため、この絶縁構造体では、ばね形状の構造による緩衝作用により、絶縁構造体全体にかかる応力を緩和することができ、応力集中による破損を避けられる。
【0036】
つぎに、本発明の絶縁構造体をSOI(Silicon On Insulator)ウェハを用いて製造するプロセスの一例を、図2,3に基づいて説明する。ここでは、シリコン基板内に酸化シリコンの絶縁膜を内包したSOIウェハを用いた製造過程について説明する。なお、図2,3では、各工程における処理結果を、SOIウェハの上面から見た図と、この上面図の鎖線Aにおける側断面図との2とおりの図によって示している。
【0037】
まず、図2(1)に示すように、SOIウェハの上面側にあるシリコン母材100上に設定された絶縁部形成領域内に、深堀り反応性イオンエッチング(Si-DRIE:Silicon Deep Reactive Ion Etching)等の等方性ドライエッチングによって、複数の溝200,201からなる溝パターンを形成する。
【0038】
この溝パターンは、絶縁部形成領域の上端から、反対の下端側の手前まで形成される溝200と、絶縁形成領域の下端から、反対の上端側の手前まで形成される溝201とが交互に平行配列してなる。そして、絶縁部形成領域には、つづら折れ形状になった梁状の母材が残る。また、溝200,201は、シリコン母材100の層を貫通しており、SOIウェハに内包されている酸化シリコン絶縁膜400が溝の底面に露出している。
【0039】
つぎに、図2(2)に示すように、シリコン母材100上の絶縁部形成領域の下方にある酸化シリコン絶縁膜400をSiO2エッチングにより除去する。酸化シリコンの除去には、腐食性を有する液体の薬品を用いたウエットエッチング等により行う。この工程では、先の工程で形成した溝200,201を通じてエッチング液を酸化シリコン絶縁膜400に到達させ、絶縁部形成領域の下方部位のみを除去する。
【0040】
つぎに、図2(3)に示すように、SOIウェハ全体を高温の酸素雰囲気中で熱酸化処理することで、SOIウェハの表面全体に酸化膜を形成する。このとき、絶縁部形成領域を除くシリコン母材100及び最下層のシリコン基板500においては、表層部のみ酸化された酸化膜302が形成される。一方、シリコン母材100上の絶縁部形成領域では、表層部のみならず溝200,201の側面側からも酸化領域が浸透し、表面における酸化膜の成長と共に母材内部まで完全に酸化シリコンに化合した酸化領域303が形成される。
【0041】
つぎに、図3(4)に示すように、SOIウェハ全体を覆う酸化膜を絶縁部形成領域に相当する酸化領域303を除いて全て除去し、シリコン母材100及びシリコン基板500を露出させる。この工程では、絶縁部形成領域に相当する酸化領域303の表面を耐腐食性のレジストでマスクし、シリコン母材100及びシリコン基板500を覆う他の酸化膜302のみを、SiO2エッチング(ウエットエッチング)で除去する。
【0042】
つぎに、図3(5)に示すように、絶縁部形成領域以外のシリコン母材100に対して、Si-DRIEにより任意のパターンにおける不用部分を選択的に除去し、酸化領域303の左右両側にそれぞれ接続する2つの導電性領域101,102を形成する。この工程で、1つのシリコン母材100から分割された2つの導電性領域101,102と、これらの間に介在するように一体に形成された酸化領域303とによって構成される絶縁構造体が形成される。
【0043】
最後に、図3(6)に示すように、SOIウェハの上部に形成された絶縁構造体と、シリコン基板500との間に介在する酸化シリコン絶縁膜400をSiO2エッチング(ウエットエッチング)で除去し、シリコン基板500から絶縁構造体を分離する。
【0044】
[変形例]
つぎに、実施形態の変形例について以下に説明する。
図4は、シリコン母材100に形成する溝パターンの変形例(変形例1)の概要を示す説明図である。この変形例1は、図4(a)に示すとおり、絶縁部形成領域内で交互に平行配列する溝202,203の先端部を先太り形状に加工することを特徴とする。
【0045】
より詳細には、溝202は、絶縁部形成領域の上端から、反対の下端側の手前まで形成されており、絶縁部形成領域上端側の先端部が斜めに切り広げられた先太り形状になるように形成されている。また、溝203は、絶縁部形成領域の下端から、反対の上端側の手前まで形成されており、絶縁部形成領域下端側の先端部が斜めに切り切り広げられた先太り形状になるように形成されている。なお、絶縁部形成領域の左右両端側の溝は、絶縁部形成領域の内側に向けてのみ先端部が広がるようになっており、それ以外の溝は溝の両側に向けて先端部が広がるようになっている。
【0046】
このようにすることで、絶縁部形成領域に残されるつづら折れ形状の梁の折り返し部分の幅を均一に近づけることができる。このようにして溝パターンを形成したシリコン母材100の絶縁部形成領域に対して熱酸化処理を加え、酸化領域304からなる絶縁領域を形成した事例を図4(b)に示す。この事例では、熱酸化処理で成長したシリコン酸化膜によって溝パターンが完全には埋められなかった状態を想定している。
【0047】
図4(b)に示すように、つづら折れのばね形状になった酸化領域304の折り返し部分では、幅が均一で滑らかなカーブが形成されている。このように形成されたばね形状によれば、折り返し部分の幅が不均一なばね形状に対して、応力に対する緩衝性を向上することができる。
【0048】
つぎに、図5は、シリコン母材100に形成する溝パターンの変形例(変形例2)の概要を示す説明図である。この変形例2は、図5(a)に示すとおり、絶縁部形成領域内につづら折れ形状の溝204からなる溝パターンを形成することを特徴とする。
【0049】
この溝204は、絶縁部形成領域の縦方向、より詳細には、絶縁部形成領域の左右両側にそれぞれ位置する後の導電性領域となる領域との境界線方向に沿って、絶縁部形成領域の上端側手前と反対側の下端側手前との間を、一定間隔で折り返し交互に往復する形状からなる。溝204が形成された絶縁部形成領域には、その上端側及び下端側からそれぞれ延出する櫛歯状のシリコン母材の梁が残される。
【0050】
なお、絶縁部形成領域に形成する溝の幅や間隔は、熱酸化処理におけるシリコン酸化膜の成長による内部応力を低減しつつ全体応力に対する強度を確保するため、過密でも過疎でもない適度な大きさで設計される。そのため、設計上必要となる絶縁領域のサイズに応じて、溝の往復回数、すなわち平行する溝の本数を加減することにより絶縁領域が形成される範囲を制御できる。
【0051】
つぎに、溝パターンが形成された絶縁部形成領域に対して熱酸化処理を行う。絶縁部形成領域を1000℃程度の高温化において酸素ガス中にさらすことで母材のシリコンが酸素と化合し、表面に酸化シリコン(SiO2)の酸化膜が成長すると共に櫛歯状の母材内部及び周辺部にも酸化領域が浸透する。その結果、絶縁部形成領域は、母材が完全に酸化シリコンに化合した絶縁性の酸化領域で占められる。
【0052】
図5(d)は、絶縁部形成領域に形成された溝パターンが熱酸化処理の過程で完全に埋められないままに絶縁領域が形成された事例を示す。溝パターン形成時における加工精度のばらつき等により、溝の幅や間隔がある程度大きくなっていると、熱酸化処理によって絶縁部形成領域の母材が完全に酸化しても溝が完全に埋まらない場合がある。この場合、絶縁部形成領域には上下から対向する一対の櫛歯状の梁と、その周辺を囲む酸化領域305からなる絶縁領域が形成される。
【0053】
これにより、1つのシリコン母材100から分割された2つの導電性領域101,102と、これらの間に介在するように一体に形成されたつづら折れ形状の酸化領域305とによって構成される絶縁構造体が形成される。2つの導電性領域101,102は、酸化領域305からなる絶縁領域によって、構造的な連結を保った上で互いに電気的に絶縁される。
【0054】
また、酸化領域301の両側に接続する導電性領域101,102は、櫛歯状の梁及びその基部からなる複数のU字ばねにより支持される状態となる。そのため、この絶縁構造体では、ばね形状の絶縁領域による緩衝作用により構造体全体にかかる応力を緩和することができ、応力集中による構造体の破損を避けられる。
【0055】
一方、熱酸化処理の過程において、絶縁部形成領域の母材表面に成長したシリコン酸化膜により絶縁部形成領域の溝パターンが完全に埋められた場合、2つの導電性領域の間に介在するように一体に形成された板状の酸化領域によって構成される絶縁構造体が形成される。この場合、絶縁構造体を構成する酸化領域、接続する導電性領域に対して十分な幅を持つ板状の支持構造になっており、絶縁構造体全体にかかる応力に対して高い強度を有する。
【0056】
つぎに、図6は、シリコン母材100に形成する溝パターンの変形例(変形例3)の概要を示す説明図である。この変形例3は、図6(a)に示すとおり、絶縁部形成領域内を往復するつづら折れ形状の溝205の折り返し部分の角を、面取り(あるいは、丸め)加工することを特徴とする。
【0057】
このようにすることで、つづら折れ形状の溝パターンの折り返し部分の溝の幅を均一に近づけることができる。このようにして溝パターンを形成したシリコン母材100の絶縁部形成領域に対して熱酸化処理を加え、酸化領域306からなる絶縁領域を形成した事例を図6(b)に示す。この事例では、熱酸化処理で成長したシリコン酸化膜によって溝パターンが完全には埋められなかった状態を想定している。
【0058】
図6(b)に示すように、U字ばね形状になった酸化領域306の折り返し部分では滑らかなカーブが形成されている。このように形成されたばね形状によれば、応力に対する緩衝性を向上することができる。
【符号の説明】
【0059】
100…シリコン母材、101,102…導電性領域、200〜205…溝、300,301,303〜306…酸化領域、302…酸化膜、400…酸化シリコン絶縁膜、500…シリコン基板。
【特許請求の範囲】
【請求項1】
2つの導電性領域がこれらの間に介在するように一体に形成された絶縁領域によって互いに絶縁された絶縁構造体であって、
前記絶縁領域は、
板状の母材上において前記2つの導電性領域の間に位置するように設定された矩形の絶縁部形成領域に、前記導電性領域との境界線方向に沿って当該絶縁部形成領域の一端から反対側の他端の手前まで続く第1の溝と、前記境界線方向に沿って前記他端から前記一端の手前まで続く第2の溝とが交互に平行配列した複数の溝からなる溝パターンを形成する工程と、
前記溝パターンが形成された前記絶縁部形成領域の母材を酸化して絶縁性の酸化領域を形成する工程とを経て生成されたこと
を特徴とする絶縁構造体。
【請求項2】
請求項1に記載の絶縁構造体において、
前記溝パターンを形成する工程では、前記第1の溝の前記一端側の先端が先太り形状になるように形成され、前記第2の溝の前記他端側の先端が先太り形状になるように形成されていること
を特徴とする絶縁構造体。
【請求項3】
請求項1又は請求項2に記載の絶縁構造体において、
前記溝パターンを形成する工程では、所望の前記絶縁領域に基づき設定される前記絶縁部形成領域の大きさに応じて規定された本数の前記第1の溝及び前記第2の溝を有する溝パターンが形成されること
を特徴とする絶縁構造体。
【請求項4】
2つの導電性領域がこれらの間に介在するように一体に形成された絶縁領域によって互いに絶縁された絶縁構造体であって、
前記絶縁領域は、
板状の母材上において前記2つの導電性領域の間に位置するように設定された矩形の絶縁部形成領域に、前記導電性領域との境界線方向に沿って当該絶縁部形成領域の一端側手前と反対側の他端手前とを折り返し交互に往復するつづら折れ形状の溝からなる溝パターンを形成する工程と、
前記溝パターンが形成された前記絶縁部形成領域の母材を酸化して絶縁性の酸化領域を形成する工程とを経て生成されたこと
を特徴とする絶縁構造体。
【請求項5】
請求項4に記載の絶縁構造体において、
前記溝パターンを形成する工程では、前記溝パターンの折り返し部分の角が、面取り形状又は丸め形状になるように形成されていること
を特徴とする絶縁構造体。
【請求項6】
請求項4又は請求項5に記載の絶縁構造体において、
前記溝パターンを形成する工程では、所望の前記絶縁領域に基づき設定される前記絶縁部形成領域の大きさに応じて規定された往復回数のつづら折れ形状の溝からなる溝パターンが形成されること
を特徴とする絶縁構造体。
【請求項7】
2つの導電性領域がこれらの間に介在するように一体に形成された絶縁領域によって互いに絶縁された絶縁構造体の製造方法であって、
板状の母材上において前記2つの導電性領域の間に位置するように設定された矩形の絶縁部形成領域に、前記導電性領域との境界線方向に沿って当該絶縁部形成領域の一端から反対側の他端の手前まで続く第1の溝と、前記境界線方向に沿って前記他端から前記一端の手前まで続く第2の溝とが交互に平行配列した複数の溝からなる溝パターンを形成する工程と、
前記溝パターンが形成された前記絶縁部形成領域の母材を酸化して、絶縁性の酸化領域
からなる前記絶縁領域を形成する工程とを含むこと
を特徴とする絶縁構造体の製造方法。
【請求項8】
請求項7に記載の絶縁構造体の製造方法において、
前記溝パターンを形成する工程では、前記第1の溝の前記一端側の先端が先太り形状になるように加工し、前記第2の溝の前記他端側の先端が先太り形状になるように加工すること
を特徴とする絶縁構造体の製造方法。
【請求項9】
請求項7又は請求項8に記載の絶縁構造体の製造方法において、
前記溝パターンを形成する工程では、所望の前記絶縁領域に基づき設定される前記絶縁部形成領域の大きさに応じて規定された本数の前記第1の溝及び前記第2の溝を有する溝パターンを形成すること
を特徴とする絶縁構造体の製造方法。
【請求項10】
2つの導電性領域がこれらの間に介在するように一体に形成された絶縁領域によって互いに絶縁された絶縁構造体の製造方法であって、
板状の母材上において前記2つの導電性領域の間に位置するように設定された矩形の絶縁部形成領域に、前記導電性領域との境界線方向に沿って当該絶縁部形成領域の一端側手前と反対側の他端手前とを折り返し交互に往復するつづら折れ形状の溝からなる溝パターンを形成する工程と、
前記溝パターンが形成された前記絶縁部形成領域の母材を酸化して、絶縁性の酸化領域からなる前記絶縁領域を形成する工程とを含むこと
を特徴とする絶縁構造体の製造方法。
【請求項11】
請求項10に記載の絶縁構造体の製造方法において、
前記溝パターンを形成する工程では、前記溝パターンの折り返し部分の角が、面取り形状又は丸め形状になるように加工すること
を特徴とする絶縁構造体の製造方法。
【請求項12】
請求項10又は請求項11に記載の絶縁構造体の製造方法において、
前記溝パターンを形成する工程では、所望の前記絶縁領域に基づき設定される前記絶縁部形成領域の大きさに応じて規定された往復回数のつづら折れ形状の溝からなる溝パターンを形成すること
を特徴とする絶縁構造体の製造方法。
【請求項1】
2つの導電性領域がこれらの間に介在するように一体に形成された絶縁領域によって互いに絶縁された絶縁構造体であって、
前記絶縁領域は、
板状の母材上において前記2つの導電性領域の間に位置するように設定された矩形の絶縁部形成領域に、前記導電性領域との境界線方向に沿って当該絶縁部形成領域の一端から反対側の他端の手前まで続く第1の溝と、前記境界線方向に沿って前記他端から前記一端の手前まで続く第2の溝とが交互に平行配列した複数の溝からなる溝パターンを形成する工程と、
前記溝パターンが形成された前記絶縁部形成領域の母材を酸化して絶縁性の酸化領域を形成する工程とを経て生成されたこと
を特徴とする絶縁構造体。
【請求項2】
請求項1に記載の絶縁構造体において、
前記溝パターンを形成する工程では、前記第1の溝の前記一端側の先端が先太り形状になるように形成され、前記第2の溝の前記他端側の先端が先太り形状になるように形成されていること
を特徴とする絶縁構造体。
【請求項3】
請求項1又は請求項2に記載の絶縁構造体において、
前記溝パターンを形成する工程では、所望の前記絶縁領域に基づき設定される前記絶縁部形成領域の大きさに応じて規定された本数の前記第1の溝及び前記第2の溝を有する溝パターンが形成されること
を特徴とする絶縁構造体。
【請求項4】
2つの導電性領域がこれらの間に介在するように一体に形成された絶縁領域によって互いに絶縁された絶縁構造体であって、
前記絶縁領域は、
板状の母材上において前記2つの導電性領域の間に位置するように設定された矩形の絶縁部形成領域に、前記導電性領域との境界線方向に沿って当該絶縁部形成領域の一端側手前と反対側の他端手前とを折り返し交互に往復するつづら折れ形状の溝からなる溝パターンを形成する工程と、
前記溝パターンが形成された前記絶縁部形成領域の母材を酸化して絶縁性の酸化領域を形成する工程とを経て生成されたこと
を特徴とする絶縁構造体。
【請求項5】
請求項4に記載の絶縁構造体において、
前記溝パターンを形成する工程では、前記溝パターンの折り返し部分の角が、面取り形状又は丸め形状になるように形成されていること
を特徴とする絶縁構造体。
【請求項6】
請求項4又は請求項5に記載の絶縁構造体において、
前記溝パターンを形成する工程では、所望の前記絶縁領域に基づき設定される前記絶縁部形成領域の大きさに応じて規定された往復回数のつづら折れ形状の溝からなる溝パターンが形成されること
を特徴とする絶縁構造体。
【請求項7】
2つの導電性領域がこれらの間に介在するように一体に形成された絶縁領域によって互いに絶縁された絶縁構造体の製造方法であって、
板状の母材上において前記2つの導電性領域の間に位置するように設定された矩形の絶縁部形成領域に、前記導電性領域との境界線方向に沿って当該絶縁部形成領域の一端から反対側の他端の手前まで続く第1の溝と、前記境界線方向に沿って前記他端から前記一端の手前まで続く第2の溝とが交互に平行配列した複数の溝からなる溝パターンを形成する工程と、
前記溝パターンが形成された前記絶縁部形成領域の母材を酸化して、絶縁性の酸化領域
からなる前記絶縁領域を形成する工程とを含むこと
を特徴とする絶縁構造体の製造方法。
【請求項8】
請求項7に記載の絶縁構造体の製造方法において、
前記溝パターンを形成する工程では、前記第1の溝の前記一端側の先端が先太り形状になるように加工し、前記第2の溝の前記他端側の先端が先太り形状になるように加工すること
を特徴とする絶縁構造体の製造方法。
【請求項9】
請求項7又は請求項8に記載の絶縁構造体の製造方法において、
前記溝パターンを形成する工程では、所望の前記絶縁領域に基づき設定される前記絶縁部形成領域の大きさに応じて規定された本数の前記第1の溝及び前記第2の溝を有する溝パターンを形成すること
を特徴とする絶縁構造体の製造方法。
【請求項10】
2つの導電性領域がこれらの間に介在するように一体に形成された絶縁領域によって互いに絶縁された絶縁構造体の製造方法であって、
板状の母材上において前記2つの導電性領域の間に位置するように設定された矩形の絶縁部形成領域に、前記導電性領域との境界線方向に沿って当該絶縁部形成領域の一端側手前と反対側の他端手前とを折り返し交互に往復するつづら折れ形状の溝からなる溝パターンを形成する工程と、
前記溝パターンが形成された前記絶縁部形成領域の母材を酸化して、絶縁性の酸化領域からなる前記絶縁領域を形成する工程とを含むこと
を特徴とする絶縁構造体の製造方法。
【請求項11】
請求項10に記載の絶縁構造体の製造方法において、
前記溝パターンを形成する工程では、前記溝パターンの折り返し部分の角が、面取り形状又は丸め形状になるように加工すること
を特徴とする絶縁構造体の製造方法。
【請求項12】
請求項10又は請求項11に記載の絶縁構造体の製造方法において、
前記溝パターンを形成する工程では、所望の前記絶縁領域に基づき設定される前記絶縁部形成領域の大きさに応じて規定された往復回数のつづら折れ形状の溝からなる溝パターンを形成すること
を特徴とする絶縁構造体の製造方法。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−101294(P2012−101294A)
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願番号】特願2010−249784(P2010−249784)
【出願日】平成22年11月8日(2010.11.8)
【出願人】(000004260)株式会社デンソー (27,639)
【Fターム(参考)】
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願日】平成22年11月8日(2010.11.8)
【出願人】(000004260)株式会社デンソー (27,639)
【Fターム(参考)】
[ Back to top ]