
絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法
【課題】仕上げ焼鈍皮膜の無い方向性電磁鋼板に張力付与型絶縁皮膜を密着性良好に形成し、鉄損の極めて低い方向性電磁鋼板を製造する。
【解決手段】仕上げ焼鈍皮膜の無い方向性電磁鋼板表面に、界面酸化反応により生成したSiO2を主体とする酸化膜を介してSiO2を主体とするコーティング層が存在し、さらにその表面に張力付与型の絶縁皮膜が存在する鉄損の極めて低い方向性電磁鋼板の製造方法。
【解決手段】仕上げ焼鈍皮膜の無い方向性電磁鋼板表面に、界面酸化反応により生成したSiO2を主体とする酸化膜を介してSiO2を主体とするコーティング層が存在し、さらにその表面に張力付与型の絶縁皮膜が存在する鉄損の極めて低い方向性電磁鋼板の製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、表面に仕上げ焼鈍皮膜を有しない方向性電磁鋼板、さらには鏡面ないしそれに近い状態に調整した仕上げ焼鈍後の方向性電磁鋼板の表面に、高張力の絶縁皮膜を密着性良好に形成する方法、また、この方法によって極めて鉄損の低い方向性電磁鋼板の製造方法を提供する。
【背景技術】
【0002】
方向性電磁鋼板は、磁気鉄芯材料として多用されており、特にエネルギーロスを少なくするために鉄損の少ない材料が求められている。鉄損の低減には鋼板に張力を付与する事が有効である事が知られている。鋼板に張力を付与するためには、鋼板より熱膨張係数の小さい材質からなる皮膜を高温で形成することが有効である。仕上げ焼鈍工程で鋼板表面の酸化物と焼鈍分離剤とが反応して生成するフォルステライトを主体とする皮膜(以下仕上げ焼鈍皮膜)は、鋼板に与える張力が大きく、かつ皮膜密着性も極めて良好である。
【0003】
さらに、特許文献1で開示されたコロイド状シリカと燐酸塩、クロム酸を主体とするコーティング液を焼き付ける事によって絶縁皮膜を形成する方法は、鋼板に対して張力付与の効果が大きく、鉄損低減に有効である。また、特許文献2、特許文献3等において開示されたように、アルミナゾルとほう酸を混合した塗布液を塗布、焼き付けることによって得られるほう酸アルミニウム被膜(AlxByO1.5(x-y))は、コロイド状シリカと燐酸塩、クロム酸から得られる絶縁皮膜の1.5〜2倍程度の皮膜張力を与え、鉄損低減効果が極めて大きい。したがって、仕上げ焼鈍工程で生じた皮膜を残し、その上でこれら張力付与型の絶縁皮膜を施すことが一般的な方向性電磁鋼板の製造方法となっている。
【0004】
また、方向性電磁鋼板の鉄損を低減させる方策として、圧延方向とおおむね垂直に線状ないし点列状に溝を形成する方法が提案されている。具体的な溝形成手段としては、溝付きロール等機械的手段による方法(特許文献4)、およびエッチング等の化学的手段による方法(特許文献5)がある。
【0005】
一方、最近、仕上げ焼鈍皮膜と地鉄の乱れた界面構造が、鉄損に対する皮膜張力効果や溝形成効果をある程度相殺していることが明らかになってきた。そこで、例えば特許文献6に開示されている如く、仕上げ焼鈍皮膜を除去したり、あるいは特許文献7に開示されているような方法により仕上げ焼鈍中に鏡面化した方向性電磁鋼板を得た後、張力皮膜を改めて施すことにより、更なる鉄損低減を試みる技術が開発された。
【0006】
しかしながら、張力付与型の絶縁皮膜は仕上げ焼鈍皮膜の上に施した場合にはかなりの密着性が得られるものの、仕上げ焼鈍皮膜を除去したり、あるいは仕上げ焼鈍工程で意図的に皮膜形成を行わなかった場合には、十分な密着性が得られない。仕上げ焼鈍皮膜の除去を行った場合は絶縁皮膜のみで所要の皮膜張力を確保する必要があり、必然的に厚膜化しなければならず、より一層の皮膜密着性が必要である。したがって、従来の絶縁皮膜形成法では鏡面化の効果を十分に引き出すほどの皮膜張力を達成する事は困難である。このような課題に対し、発明者らは特許文献8において、絶縁皮膜形成に先立って鋼板を弱酸化性雰囲気中で焼鈍することにより外部酸化型のSiO2膜を形成させる方法を開示した。この方法によれば仕上げ焼鈍皮膜が存在しない方向性電磁鋼板に張力付与型絶縁皮膜が極めて密着性良好に形成できる。しかしながら、安定した皮膜密着性を得るためには比較的高い焼鈍温度と一定の保持時間が必要であり、製造コストが増大せざるを得ない。
【0007】
一方、特許文献9には、ゾルゲル法により0.1〜0.5μmのゲル皮膜を形成することにより、仕上げ焼鈍皮膜の無い方向性電磁鋼板の絶縁皮膜に対する密着性を付与する方法が開示されている。しかしながら、同公報に開示されている具体的内容はゾルゲル法による薄膜形成に関する常識的な記載内容にとどまっており、確実に密着性が保証できる条件が記載されているものではない。
【0008】
また、特許文献10には、りん酸塩もしくはアルカリ金属珪酸塩水溶液を4g/m2以下塗布し、350℃以上で焼きつけた後、コロイダルシリカとりん酸塩を主体とする絶縁皮膜を焼きつける方法が記載されている。しかしながら、この方法も得られる密着力は安定的なものではなく、何らかの付加的条件が必要であることを示唆する。
【0009】
さらに、特許文献11には、アルコキシシラン等の金属結合基を有する有機金属化合物を含有する塗布液を塗布した後、酸化性雰囲気中で焼きつけて地鉄との界面にFe2SiO4を生成させた皮膜を形成することにより、張力付与型の絶縁皮膜を形成させる方法が開示されている。しかしながら、後述するように、界面にFe2SiO4が生ずる場合には必ず鋼板内部に内部酸化層が生じ、内部酸化層の形成は密着性と鉄損を損ねる結果をもたらす。
【0010】
以上のように、焼鈍によりSiO2膜を形成する方法に比較して工業化が容易である塗布型の中間層形成技術については、確実な密着性と鉄損特性を両立できる方法は見出されていない。
【0011】
【特許文献1】特開昭48−39338号公報
【特許文献2】特開平6−65754号公報
【特許文献3】特開平6−65755号公報
【特許文献4】特開昭61−117218号公報
【特許文献5】特開昭62−179105号公報
【特許文献6】特開昭49−96920号公報
【特許文献7】特開平8−3648号公報
【特許文献8】特開平6−184762号公報
【特許文献9】特開平3−130376号公報
【特許文献10】特開平5−279747号公報
【特許文献11】特開2002−235118号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は、フォルステライト皮膜の無い方向性電磁鋼板において、得られる鉄損値を損ねることなく、張力付与型絶縁皮膜の密着性付与を低コストで確実に実現する絶縁皮膜密着性に優れ、かつ鉄損の極めて低い方向性電磁鋼板の製造方法を提供する。
【課題を解決するための手段】
【0013】
本発明者らは、塗布型中間層法、すなわち、「仕上げ焼鈍皮膜の無い方向性電磁鋼板に塗布後乾燥もしくは焼付によって中間層を形成し、しかる後に張力付与型の絶縁皮膜を塗布焼き付けする」という、低コストな皮膜密着性付与方法の可能性を調査した。このためには、塗布型中間層の密着性付与条件を見出す必要があり、そこで、仕上げ焼鈍皮膜の無い方向性電磁鋼板に対し、各種前処理を行ったり、その後に各種水溶性珪酸塩やシリカコロイドを用いて塗布乾燥ないし焼きつけにより中間層を形成した後、張力付与型の絶縁皮膜を焼きつけるという実験を系統的に行い、以下に記述するような重要な結論を得た。すなわち、塗布型中間層の良好な密着性は特有な皮膜構造のもとに実現され、その特有の皮膜構造を得るためには、塗布型中間層の形成にあたって付加的条件が必要であるということである。
【0014】
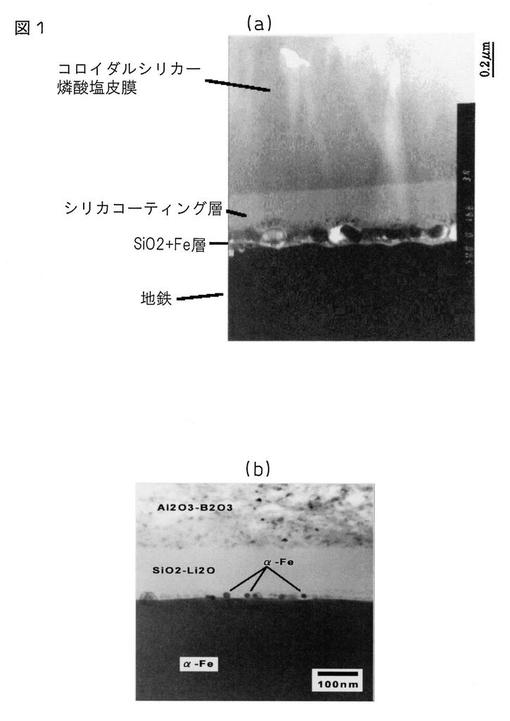
図1は、上記結論を導くにきっかけとなったものである。図1は、仕上げ焼鈍皮膜の無い方向性電磁鋼板に塗布型中間層としてSiO2を主体とするコーティング層を形成し、張力付与型の絶縁皮膜が密着性良好に焼き付けることができた場合の地鉄−張力付与型絶縁皮膜界面付近の透過型電子顕微鏡による断面写真である。
【0015】
この鋼板は以下の手順により作成された。まず、特許文献7により本発明者らが開示した方法により仕上げ焼鈍皮膜の無い方向性電磁鋼板を得た。この方法では最終的に極めて純粋な水素中で焼鈍されるため、得られる方向性電磁鋼板の表面には目視によっては確認できないほどの1nm程度の自然に形成された酸化膜しか存在しない。図1(a)はこの方向性電磁鋼板を水洗乾燥させて表面に薄い錆層(水酸化鉄層)を形成し、その後テトラエトキシシラン(TEOS)をアルコール溶媒中で加水分解し酸により適度に重合させたシリカゾルを塗布して板温200℃で乾燥し、最後に燐酸塩とコロイダルシリカを主体とする張力付与型の絶縁皮膜を塗布して850℃で焼き付けたものである。図1(b)は、仕上げ焼鈍直後の仕上げ焼鈍皮膜の無い方向性電磁鋼板に、珪酸リチウム水溶液を塗布し板温200℃で乾燥した後、ほう酸とアルミナゾルを主体とする塗布液を850℃で焼き付けたものである。
【0016】
図1(a)、(b)いずれにおいても、地鉄、SiO2を主体とするコーティング層、張力付与型の絶縁皮膜に加えて、地鉄−SiO2層の間に新たな膜が認められる。また、この新しい膜はSiO2を主体とし、また金属鉄粒子が認められる。
【0017】
以上の観察結果から、本発明者らは以下の仮説を得た。張力付与型絶縁皮膜を焼き付ける前に地鉄と塗布型中間層の界面に酸化鉄もしくは水酸化鉄が形成された。絶縁皮膜焼付時に、この酸化鉄もしくは水酸化鉄を酸素源とし、地鉄中Siが界面に拡散し、SiO2コーティング層と地鉄との間にSiO2を主体とする薄い酸化膜が形成され、この薄い酸化膜の形成により、SiO2コーティング層が地鉄と強固に結びついたものと考えられる。金属状Feの存在はSiO2コーティング層と地鉄との間に界面酸化反応が起こった証拠である。
【0018】
この仮説から導いた、塗布型中間層法における密着性付与条件は以下のようになる。塗布型中間層は何らかの酸素源と地鉄中Siによって界面に形成されるSiO2膜によって固着されねばならない。したがって、仕上げ焼鈍皮膜の無い方向性電磁鋼板に張力付与型の絶縁皮膜が密着性良好に形成されためには、以下の皮膜構造となっていなければならない。すなわち、地鉄側から順に、焼付時に界面酸化反応によって地鉄の上に生成したSiO2を主体とした酸化膜、塗布焼き付けによって形成させたSiO2を主体とするコーティング層、張力付与型絶縁皮膜である。この仮説が正しいことは、後に述べる実施例により帰納的に証明された。本発明の要旨は次のとおりである。
【0019】
(1)仕上げ焼鈍皮膜の無い方向性電磁鋼板に、酸素換算で10mg/m2以下の酸化鉄もしくは水酸化鉄を形成した後、SiO2を主体とするコーティング層を形成しうる塗布液を塗布乾燥し、0.01〜1g/m2のSiO2を主体とするコーティング層を形成後、400℃以上の温度で酸素もしくは水蒸気を放出する成分を含有する塗布液によって張力付与型の絶縁皮膜を形成させることを特徴とする絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【0020】
(2)400℃以上の温度で酸素もしくは水蒸気を放出する成分がアルミナゾルであることを特徴とする(1)に記載の絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【0021】
(3)400℃以上の温度で酸素もしくは水蒸気を放出する成分を含有する塗布液が、アルミナゾルとほう酸を主体とするものであることを特徴とする(1)または(2)に記載の絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【0022】
(4)仕上げ焼鈍皮膜の無い方向性電磁鋼板表面に酸化鉄を形成する方法が、大気中ないし窒素中での焼鈍によるものであることを特徴とする(1)〜(3)のいずれかに記載の絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【0023】
(5)仕上げ焼鈍皮膜の無い方向性電磁鋼板表面に水酸化鉄を形成する方法が、仕上げ焼鈍皮膜の無い方向性電磁鋼板の水洗ないし軽酸洗と乾燥によるものであることを特徴とする(1)〜(3)のいずれかに記載の絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【0024】
(6)SiO2を主体とするコーティング層を形成しうる塗布液が、コロイド粒子径10nm以下であるコロイダルシリカ、シリコンアルコキシドの加水分解物、珪酸ナトリウム水溶液、珪酸カリウム水溶液、珪酸リチウム水溶液のいずれかもしくは混合物であることを特徴とする(1)〜(5)のいずれかに記載の絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【0025】
(7)仕上げ焼鈍以降の張力付与型の絶縁皮膜焼付以前もしくは張力付与型の絶縁皮膜焼付以降のいずれかの工程において、鋼板表面に、圧延方向に対し直角から45°の範囲内で幅が10〜300μm、深さが5〜40μm、間隔が1〜20mmの線状ないし点列状の溝を形成することを特徴とする(1)〜(6)のいずれかに記載の絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【発明を実施するための最良の形態】
【0026】
次に本発明の実施形態について述べる。
【0027】
本発明は、仕上げ焼鈍皮膜の無い方向性電磁鋼板の表面に高い張力を付与できる絶縁皮膜を形成しようとする場合に、鋼板表面と絶縁皮膜との間にこの両者に対して密着性の良好な中間皮膜を形成し、絶縁皮膜と鋼板表面との密着性を強固にしようとするものである。したがって、対象となる方向性電磁鋼板としては、仕上焼鈍後に酸洗処理を行ってフォルステライト等の仕上げ焼鈍皮膜を除去した方向性電磁鋼板、または仕上焼鈍に際し焼鈍分離剤中に添加物を加えることにより仕上焼鈍皮膜の生成を抑制した方向性電磁鋼板等である。また、鉄損の低い電磁鋼板を得るために、仕上焼鈍皮膜を除去した後、化学的または機械的研磨もしくは還元性雰囲気下での高温焼鈍等の手段により表面を平滑化した方向性電磁鋼板、あるいは仕上焼鈍を行うに際し一次再結晶焼鈍時の酸化膜を除去しMgO以外の焼鈍分離剤を選択することによって表面を平滑化した方向性電磁鋼板、あるいは焼鈍分離剤としてアルカリ金属を含有するアルミナ等を用いて仕上焼鈍を行うことにより表面を平滑化した方向性電磁鋼板が好適である。
【0028】
また、耐熱型磁区制御処理、すなわち、溝付き金属ロールや電解エッチング等により圧延方向に対しおおむね直角方向に溝を形成した仕上げ焼鈍皮膜の無い方向性電磁鋼に張力付与型絶縁皮膜を形成する際に特に好適である。溝の形状としては、溝の方向が圧延方向に対し直角から45°の範囲、幅が10〜300μm、深さが5〜40μm、溝間の間隔が1〜20mmが望ましく、これらの範囲以外では鉄損改善効果が小さい。溝は線状、点列状のいずれでも効果は変わらない。溝の導入手段は機械的、化学的、いずれの手段でも鉄損改善効果や本発明による密着性発現効果は変わらない。本発明では溝を導入する工程については特に限定しない。冷延板、脱炭焼鈍板、仕上げ焼鈍後の塗布型SiO2層形成前後、絶縁皮膜形成前後のいずれでも可能である。
【0029】
仕上げ焼鈍皮膜の無い方向性電磁鋼板にレーザー照射による磁区制御を施す場合でも本発明は適用可能である。レーザー照射効果は550℃以上の熱処理で消失するため、レーザー照射は張力付与型絶縁皮膜焼付後に行うことが好ましい。
【0030】
本発明の主旨は、仕上げ焼鈍皮膜の無い方向性電磁鋼板に対し張力付与型の絶縁皮膜を密着性良好に形成させるにあたり、皮膜構造を以下のように設定するものである。すなわち、界面酸化反応によって生成したSiO2を主体とする酸化膜を介して、塗布焼き付けによって形成させたSiO2を主体とするコーティング層が存在し、さらにその表面に張力付与型の絶縁皮膜を存在させるものである。このような構造を実現するための手段は幾つか存在する。
【0031】
第1は、仕上げ焼鈍皮膜の無い方向性電磁鋼板表面に、SiO2を主体とするコーティング層を形成しうる塗布液を塗布乾燥し、0.01〜1g/m2のSiO2を主体とするコーティング層を形成後、H2O/H2分圧比が5×10-5〜1×10-1の範囲に相当する雰囲気中で板温550℃以上1200℃以下で焼付処理を行い、さらに張力付与型の絶縁皮膜を塗布焼き付ける方法である(図2(a))。本発明では、SiO2コーティング層の焼付雰囲気をH2O/H2分圧比が5×10-5〜1×10-1の範囲としたが、同じ酸素ポテンシャルを実現できる雰囲気ならば、必ずしもH2−H2O混合雰囲気を採用する必要はなく、CO−CO2混合ガスでも良い。重要なことは塗布型中間層焼き付け中にこの塗布型中間層と地鉄との界面に酸化反応によって生じたSiO2を主体とする酸化膜を形成することであり、この界面反応時にFe2SiO4やFeOの生成や内部酸化の発生を抑制することである。この界面酸化反応によって生ずる酸化膜中にはしばしばMnやAl等の酸化物が認められることがある。これらは方向性電磁鋼板が往々にして合金元素としてSiの他にMnやAl等を含有することが原因である。界面酸化反応によって生じたSiO2膜中にこれらMn、Al等の酸化物が存在することは、この膜が塗布焼付けによって形成されたSiO2を主体とする層ではなく、界面酸化反応によって生じたものであることを示す証拠となっている。ただし、これらMn、Al等の酸化物の存在は密着性に何ら悪影響を及ぼさない。
【0032】
本発明においては、塗布型中間層の焼き付け温度を550℃以上1200℃以下とした。550℃以上とした理由は、これより低い温度では鋼中におけるSiの拡散速度が小さいためSiO2膜の形成が起こりにくいためである。上限を1200℃とした理由は、1200℃を越える熱処理温度は著しいコスト上昇を伴い、また鋼板が軟化するため連続焼鈍の適用も困難となるからである。
【0033】
なお、特許文献11には、仕上げ焼鈍皮膜の無い方向性電磁鋼板に、シランカップリング等の有機金属化合物を塗布焼き付けた後に張力皮膜を焼き付ける方法が記載されているが、この方法で得られる皮膜構造は本発明のそれとは全く異なる特徴を有する。同特許文献における有機金属化合物の焼付条件は、鋼板温度200℃以上800℃以下で、かつ酸素分圧が2×10-5atmとなっている。これに対し、本発明における熱処理条件は、鋼板温度550℃以上、H2O/H2分圧比が5×10-5〜1×10-1の範囲である。
【0034】
上記熱処理条件の差異を以下に詳述する。酸素を含まないH2O−H2混合雰囲気やCO2−CO混合雰囲気における酸素分圧は、下記平衡反応から見積もることができる。例えば、H2O−H2混合雰囲気の場合、下記の反応の平衡定数をKとすると、
2H2O = 2H2 + O2
平衡状態における酸素分圧PO2は
PO2 = K(PH2O/PH2)2
で与えられる。図3に上記平衡反応の平衡定数を示した。図3を参照すると、本発明における酸素分圧はおおむね10-41〜10-12atmとなり、特許文献11における範囲2×10-5atmとは全く異なる。
【0035】
酸素分圧の上記差異は、生成酸化物種や酸化膜構造に大きな違いを与える。同特許文献の条件下で珪素鋼を熱処理した場合、SiのみならずFeも酸化される。したがって、同特許文献による条件下で生成する界面酸化反応生成物はFe2SiO4やFeOとなる。事実、同特許文献においては界面反応でFe2SiO4が生成することが密着性発現に必要であるとの記載がある。これに対し、本発明で必要としている界面酸化反応生成物は図1に示されているような膜状のSiO2である。したがって、特許文献11で開示される界面構造と本発明におけるそれとは全く異質なものである。さらに、珪素鋼の表面が酸化して最表面にFe2SiO4が生成するような場合には、その直下にSiO2を主体とする内部酸化層が形成される(N.Morito and T.Ichida:Scripta Metalligica,vol.10,p619−622(1976)参照)ことが知られている。内部酸化層の形成は方向性電磁鋼板の鉄損を悪化させるだけでなく、絶縁皮膜密着性を劣化させるものであることは、本発明者らが特許文献8で指摘したとおりである。したがって、得られる効果の点においても、特許文献11に記載された発明に比べ、本発明は格段に優れたものである。
【0036】
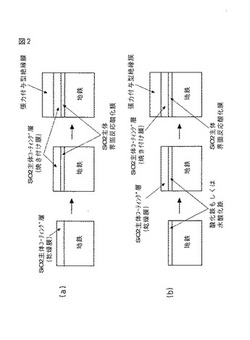
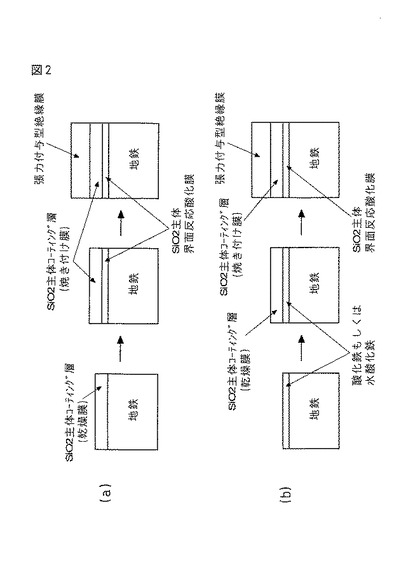
第2の方法は、仕上げ焼鈍皮膜の無い方向性電磁鋼板に酸化鉄もしくは水酸化鉄層を形成した後、SiO2を主体とするコーティング層を形成しうる塗布液を0.01〜1g/m2塗布乾燥の後、張力付与型の絶縁皮膜を塗布焼き付ける方法である(図2(b))。酸化鉄もしくは水酸化鉄形成のための手段としては、焼鈍もしくは、水洗あるいは軽酸洗の後乾燥するという方法が採用可能である。
【0037】
この方法の場合、その後に焼き付けるべき絶縁皮膜の種類により、酸化鉄、水酸化鉄形成量範囲が異なる。コロイダルシリカと燐酸塩を主体とする絶縁皮膜の場合には、酸化鉄、水酸化鉄形成量は酸素換算で5〜100mg/m2である。一方、アルミナゾルを塗布液に含有する場合、例えば、アルミナゾルとほう酸を主体とするものである場合、酸化鉄、水酸化鉄形成量に下限はなく、酸素換算で10mg/m2以下である。絶縁皮膜焼き付け時にアルミナ水和物から放出される水分が界面酸化反応の酸素源として利用できるからである。酸化物、水酸化物形成量が上記範囲を超えると界面酸化反応が異常となり、張力付与型絶縁皮膜に対する密着性が発現されない。
【0038】
この第2の方法を用いた場合、界面酸化反応によって生じたSiO2膜中には、第1の方法を用いた場合と同様、MnやAl等の酸化物が形成されることがある。また、図1(b)のように、このSiO2膜中に金属Fe粒子が含まれることがある。これらSiO2以外の成分の存在は密着性に何ら悪影響を及ぼさない。金属Fe粒子の存在は、塗布型中間層の塗布焼付過程において、一度鋼板表面に酸化鉄ないし水酸化鉄が生じ、焼付過程においてこれらが還元される一方で界面酸化反応の酸素源として有効に作用したことを示すものである。
【0039】
第1、第2のいずれの方法においても、絶縁皮膜塗布に先立ち、SiO2を主体とするコーティング層を形成しうる塗布液を塗布乾燥するが、この塗布液と塗布量にも制限がある。まず、塗布液中におけるシリカコロイド粒子の大きさは10nm以下でなければならない。これより大きい場合には緻密なSiO2コーティング層を得ることができないからである。SiO2コーティング層の形成量は0.01〜1g/m2である必要がある。これより少ない場合にはSiO2コーティング層が均一にならず、一方多い場合には緻密な層が形成できないからである。
【0040】
塗布乾燥後のSiO2コーティング層の形成量は、熱水酸化ナトリウム水溶液中に鋼板を浸漬してこのコーティング層を除去し、除去前後の鋼板重量変化を測定することにより求めることができる。また、断面の透過型電子顕微鏡観察によりSiO2コーティング層の厚さを求め、SiO2を主成分とする物質の密度が約2g/cm3であることを利用して計算することも可能である。
【0041】
塗布型のSiO2コーティング層を形成するために好適なコーティング液としては、コロイダルシリカ、テトラエトキシシランを加水分解して作成したシリカゾル液、アルカリ金属珪酸塩のいずれでも良いが、0.01〜1g/m2の緻密なSiO2を主体とする乾燥膜が得られるならば上記に限定する必要はない。当然のことであるが、アルカリ金属珪酸塩をSiO2コーティング層形成のための塗布液として用いた場合、このコーティング層にはアルカリ金属が酸化物の状態で含まれることになる。
【0042】
なお、特許文献9には、仕上げ焼鈍皮膜の無い方向性電磁鋼板に絶縁皮膜を密着性良好に形成するための方法として、ゾルゲル法を用いる技術が開示されている。しかしながら、同明細書には本願発明で開示した界面酸化反応によって生ずるSiO2膜の形成に関しては記載がない。また、同特許文献の明細書に記載されている方法ではこのような反応膜が形成されないことは同明細書の記述から明らかである。
【0043】
特許文献9の明細書には具体的な方法として2つあげられている。一つは約100℃の温度でゲル膜を形成した後張力付与型の絶縁皮膜を焼き付ける方法である。同特許文献の明細書が開示された当時に公知であった張力付与型の絶縁皮膜は、同明細書実施例に示されているように、コロイダルシリカと燐酸塩を主体とするものである。塗布型中間層を乾燥のみにとどめ、かつコロイダルシリカと燐酸塩を主体とする絶縁皮膜を適用する場合には、塗布型中間層すなわちゾルゲル皮膜形成に先立って薄い酸化鉄ないし水酸化鉄を形成しておく必要があるが、同明細書にはそのような処理を示唆する記述が一切無い。
【0044】
同特許文献の明細書に開示されているもう一つの方法は、ゾルゲル皮膜を一度焼き付けた後に絶縁皮膜を焼き付ける方法である。この場合の具体的温度として450℃および500℃の記載がある。本発明で説明したように、塗布型中間層すなわちゾルゲル皮膜の焼き付け温度が550℃より低い場合には界面酸化反応によるSiO2膜形成が起こらない。また密着性発現に有効に作用する界面酸化SiO2膜を形成するためには、温度に加えて雰囲気を厳密に設定する必要があるにもかかわらず、同明細書にはそのような記述が一切無い。
【0045】
以上のことから、特許文献9で開示された方法では本発明で主張する界面酸化反応によって生じたSiO2膜は形成されておらず、したがって、張力付与型の絶縁皮膜に対する密着性は、本発明で開示したものより劣るものと考えられる。
【実施例】
【0046】
本発明は、仕上げ焼鈍皮膜の無い方向性電磁鋼板に張力付与型の絶縁皮膜を密着性良好に形成するためには、界面酸化反応によって生成したSiO2を主体とする酸化膜を介してSiO2を主体とするコーティング層が形成された構造が有効であることを立証するものである。以下に、このような界面構造を得るための具体的手段とその効果を、実施例により説明する。
(実施例)
特許文献7による方法により、板厚0.22mmの仕上げ焼鈍皮膜が無くかつ表面が鏡面を呈する方向性電磁鋼板を作成した。珪酸ナトリウム、テトラエトキシシランを加水分解して得られたシリカゾル、および市販のシリカゾルを用意した。テトラエトキシシラン加水分解によるシリカゾルの場合は、縮合条件を調整してシリカコロイド粒子径の異なるものを準備した。市販のシリカゾルについても、コロイド粒子径の異なるものを用意した。これらのシリカコロイド液を各種の塗布量で前記鋼板に塗布し、200℃で乾燥させた。つぎにアルミナゾルとほう酸を主体とする絶縁皮膜塗布液を塗布し、850℃で焼き付けた(皮膜量4g/m2)。これらの試料につき、密着性を評価した結果を表1に示す。
【0047】
表1より、SiO2主体のコーティング層を形成するためのシリカコロイドとしてコロイド粒子径が10nmを越えた場合や、コーティング量が1g/m2を越えた場合には、鋼板上へのコーティング層形成が難しいことがわかる。また、SiO2コーティング層形成量が0.01g/m2を下まわると絶縁皮膜密着性が得られないことがわかる。SiO2コーティング層形成量が不足すると表面を均一に被覆できなくなり、焼き付け時の界面酸化も不均一になることが原因と推定される。
【0048】
【表1】

【産業上の利用可能性】
【0049】
本発明により、仕上げ焼鈍皮膜の無い方向性電磁鋼板に対し張力付与型の絶縁皮膜を密着性良好に形成でき、鉄損の極めて低い方向性電磁鋼板を低コストで得ることができ、鉄鋼業界だけでなく、その鋼板の需要家である電機業界の発展にも、大きく貢献するものである。
【図面の簡単な説明】
【0050】
【図1】(a)、(b)は、仕上げ焼鈍皮膜の無い方向性電磁鋼板に張力付与型の絶縁皮膜が密着性良好に形成された場合における、透過型電子顕微鏡による地鉄−絶縁皮膜界面付近の断面写真。
【図2】(a)、(b)は、塗布型中間層と地鉄界面に界面酸化反応によるSiO2酸化膜が形成される過程を示す模式図。
【図3】2H2O=2H2+O2平衡反応における平衡定数Kの温度依存性を示す図。
【技術分野】
【0001】
本発明は、表面に仕上げ焼鈍皮膜を有しない方向性電磁鋼板、さらには鏡面ないしそれに近い状態に調整した仕上げ焼鈍後の方向性電磁鋼板の表面に、高張力の絶縁皮膜を密着性良好に形成する方法、また、この方法によって極めて鉄損の低い方向性電磁鋼板の製造方法を提供する。
【背景技術】
【0002】
方向性電磁鋼板は、磁気鉄芯材料として多用されており、特にエネルギーロスを少なくするために鉄損の少ない材料が求められている。鉄損の低減には鋼板に張力を付与する事が有効である事が知られている。鋼板に張力を付与するためには、鋼板より熱膨張係数の小さい材質からなる皮膜を高温で形成することが有効である。仕上げ焼鈍工程で鋼板表面の酸化物と焼鈍分離剤とが反応して生成するフォルステライトを主体とする皮膜(以下仕上げ焼鈍皮膜)は、鋼板に与える張力が大きく、かつ皮膜密着性も極めて良好である。
【0003】
さらに、特許文献1で開示されたコロイド状シリカと燐酸塩、クロム酸を主体とするコーティング液を焼き付ける事によって絶縁皮膜を形成する方法は、鋼板に対して張力付与の効果が大きく、鉄損低減に有効である。また、特許文献2、特許文献3等において開示されたように、アルミナゾルとほう酸を混合した塗布液を塗布、焼き付けることによって得られるほう酸アルミニウム被膜(AlxByO1.5(x-y))は、コロイド状シリカと燐酸塩、クロム酸から得られる絶縁皮膜の1.5〜2倍程度の皮膜張力を与え、鉄損低減効果が極めて大きい。したがって、仕上げ焼鈍工程で生じた皮膜を残し、その上でこれら張力付与型の絶縁皮膜を施すことが一般的な方向性電磁鋼板の製造方法となっている。
【0004】
また、方向性電磁鋼板の鉄損を低減させる方策として、圧延方向とおおむね垂直に線状ないし点列状に溝を形成する方法が提案されている。具体的な溝形成手段としては、溝付きロール等機械的手段による方法(特許文献4)、およびエッチング等の化学的手段による方法(特許文献5)がある。
【0005】
一方、最近、仕上げ焼鈍皮膜と地鉄の乱れた界面構造が、鉄損に対する皮膜張力効果や溝形成効果をある程度相殺していることが明らかになってきた。そこで、例えば特許文献6に開示されている如く、仕上げ焼鈍皮膜を除去したり、あるいは特許文献7に開示されているような方法により仕上げ焼鈍中に鏡面化した方向性電磁鋼板を得た後、張力皮膜を改めて施すことにより、更なる鉄損低減を試みる技術が開発された。
【0006】
しかしながら、張力付与型の絶縁皮膜は仕上げ焼鈍皮膜の上に施した場合にはかなりの密着性が得られるものの、仕上げ焼鈍皮膜を除去したり、あるいは仕上げ焼鈍工程で意図的に皮膜形成を行わなかった場合には、十分な密着性が得られない。仕上げ焼鈍皮膜の除去を行った場合は絶縁皮膜のみで所要の皮膜張力を確保する必要があり、必然的に厚膜化しなければならず、より一層の皮膜密着性が必要である。したがって、従来の絶縁皮膜形成法では鏡面化の効果を十分に引き出すほどの皮膜張力を達成する事は困難である。このような課題に対し、発明者らは特許文献8において、絶縁皮膜形成に先立って鋼板を弱酸化性雰囲気中で焼鈍することにより外部酸化型のSiO2膜を形成させる方法を開示した。この方法によれば仕上げ焼鈍皮膜が存在しない方向性電磁鋼板に張力付与型絶縁皮膜が極めて密着性良好に形成できる。しかしながら、安定した皮膜密着性を得るためには比較的高い焼鈍温度と一定の保持時間が必要であり、製造コストが増大せざるを得ない。
【0007】
一方、特許文献9には、ゾルゲル法により0.1〜0.5μmのゲル皮膜を形成することにより、仕上げ焼鈍皮膜の無い方向性電磁鋼板の絶縁皮膜に対する密着性を付与する方法が開示されている。しかしながら、同公報に開示されている具体的内容はゾルゲル法による薄膜形成に関する常識的な記載内容にとどまっており、確実に密着性が保証できる条件が記載されているものではない。
【0008】
また、特許文献10には、りん酸塩もしくはアルカリ金属珪酸塩水溶液を4g/m2以下塗布し、350℃以上で焼きつけた後、コロイダルシリカとりん酸塩を主体とする絶縁皮膜を焼きつける方法が記載されている。しかしながら、この方法も得られる密着力は安定的なものではなく、何らかの付加的条件が必要であることを示唆する。
【0009】
さらに、特許文献11には、アルコキシシラン等の金属結合基を有する有機金属化合物を含有する塗布液を塗布した後、酸化性雰囲気中で焼きつけて地鉄との界面にFe2SiO4を生成させた皮膜を形成することにより、張力付与型の絶縁皮膜を形成させる方法が開示されている。しかしながら、後述するように、界面にFe2SiO4が生ずる場合には必ず鋼板内部に内部酸化層が生じ、内部酸化層の形成は密着性と鉄損を損ねる結果をもたらす。
【0010】
以上のように、焼鈍によりSiO2膜を形成する方法に比較して工業化が容易である塗布型の中間層形成技術については、確実な密着性と鉄損特性を両立できる方法は見出されていない。
【0011】
【特許文献1】特開昭48−39338号公報
【特許文献2】特開平6−65754号公報
【特許文献3】特開平6−65755号公報
【特許文献4】特開昭61−117218号公報
【特許文献5】特開昭62−179105号公報
【特許文献6】特開昭49−96920号公報
【特許文献7】特開平8−3648号公報
【特許文献8】特開平6−184762号公報
【特許文献9】特開平3−130376号公報
【特許文献10】特開平5−279747号公報
【特許文献11】特開2002−235118号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は、フォルステライト皮膜の無い方向性電磁鋼板において、得られる鉄損値を損ねることなく、張力付与型絶縁皮膜の密着性付与を低コストで確実に実現する絶縁皮膜密着性に優れ、かつ鉄損の極めて低い方向性電磁鋼板の製造方法を提供する。
【課題を解決するための手段】
【0013】
本発明者らは、塗布型中間層法、すなわち、「仕上げ焼鈍皮膜の無い方向性電磁鋼板に塗布後乾燥もしくは焼付によって中間層を形成し、しかる後に張力付与型の絶縁皮膜を塗布焼き付けする」という、低コストな皮膜密着性付与方法の可能性を調査した。このためには、塗布型中間層の密着性付与条件を見出す必要があり、そこで、仕上げ焼鈍皮膜の無い方向性電磁鋼板に対し、各種前処理を行ったり、その後に各種水溶性珪酸塩やシリカコロイドを用いて塗布乾燥ないし焼きつけにより中間層を形成した後、張力付与型の絶縁皮膜を焼きつけるという実験を系統的に行い、以下に記述するような重要な結論を得た。すなわち、塗布型中間層の良好な密着性は特有な皮膜構造のもとに実現され、その特有の皮膜構造を得るためには、塗布型中間層の形成にあたって付加的条件が必要であるということである。
【0014】
図1は、上記結論を導くにきっかけとなったものである。図1は、仕上げ焼鈍皮膜の無い方向性電磁鋼板に塗布型中間層としてSiO2を主体とするコーティング層を形成し、張力付与型の絶縁皮膜が密着性良好に焼き付けることができた場合の地鉄−張力付与型絶縁皮膜界面付近の透過型電子顕微鏡による断面写真である。
【0015】
この鋼板は以下の手順により作成された。まず、特許文献7により本発明者らが開示した方法により仕上げ焼鈍皮膜の無い方向性電磁鋼板を得た。この方法では最終的に極めて純粋な水素中で焼鈍されるため、得られる方向性電磁鋼板の表面には目視によっては確認できないほどの1nm程度の自然に形成された酸化膜しか存在しない。図1(a)はこの方向性電磁鋼板を水洗乾燥させて表面に薄い錆層(水酸化鉄層)を形成し、その後テトラエトキシシラン(TEOS)をアルコール溶媒中で加水分解し酸により適度に重合させたシリカゾルを塗布して板温200℃で乾燥し、最後に燐酸塩とコロイダルシリカを主体とする張力付与型の絶縁皮膜を塗布して850℃で焼き付けたものである。図1(b)は、仕上げ焼鈍直後の仕上げ焼鈍皮膜の無い方向性電磁鋼板に、珪酸リチウム水溶液を塗布し板温200℃で乾燥した後、ほう酸とアルミナゾルを主体とする塗布液を850℃で焼き付けたものである。
【0016】
図1(a)、(b)いずれにおいても、地鉄、SiO2を主体とするコーティング層、張力付与型の絶縁皮膜に加えて、地鉄−SiO2層の間に新たな膜が認められる。また、この新しい膜はSiO2を主体とし、また金属鉄粒子が認められる。
【0017】
以上の観察結果から、本発明者らは以下の仮説を得た。張力付与型絶縁皮膜を焼き付ける前に地鉄と塗布型中間層の界面に酸化鉄もしくは水酸化鉄が形成された。絶縁皮膜焼付時に、この酸化鉄もしくは水酸化鉄を酸素源とし、地鉄中Siが界面に拡散し、SiO2コーティング層と地鉄との間にSiO2を主体とする薄い酸化膜が形成され、この薄い酸化膜の形成により、SiO2コーティング層が地鉄と強固に結びついたものと考えられる。金属状Feの存在はSiO2コーティング層と地鉄との間に界面酸化反応が起こった証拠である。
【0018】
この仮説から導いた、塗布型中間層法における密着性付与条件は以下のようになる。塗布型中間層は何らかの酸素源と地鉄中Siによって界面に形成されるSiO2膜によって固着されねばならない。したがって、仕上げ焼鈍皮膜の無い方向性電磁鋼板に張力付与型の絶縁皮膜が密着性良好に形成されためには、以下の皮膜構造となっていなければならない。すなわち、地鉄側から順に、焼付時に界面酸化反応によって地鉄の上に生成したSiO2を主体とした酸化膜、塗布焼き付けによって形成させたSiO2を主体とするコーティング層、張力付与型絶縁皮膜である。この仮説が正しいことは、後に述べる実施例により帰納的に証明された。本発明の要旨は次のとおりである。
【0019】
(1)仕上げ焼鈍皮膜の無い方向性電磁鋼板に、酸素換算で10mg/m2以下の酸化鉄もしくは水酸化鉄を形成した後、SiO2を主体とするコーティング層を形成しうる塗布液を塗布乾燥し、0.01〜1g/m2のSiO2を主体とするコーティング層を形成後、400℃以上の温度で酸素もしくは水蒸気を放出する成分を含有する塗布液によって張力付与型の絶縁皮膜を形成させることを特徴とする絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【0020】
(2)400℃以上の温度で酸素もしくは水蒸気を放出する成分がアルミナゾルであることを特徴とする(1)に記載の絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【0021】
(3)400℃以上の温度で酸素もしくは水蒸気を放出する成分を含有する塗布液が、アルミナゾルとほう酸を主体とするものであることを特徴とする(1)または(2)に記載の絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【0022】
(4)仕上げ焼鈍皮膜の無い方向性電磁鋼板表面に酸化鉄を形成する方法が、大気中ないし窒素中での焼鈍によるものであることを特徴とする(1)〜(3)のいずれかに記載の絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【0023】
(5)仕上げ焼鈍皮膜の無い方向性電磁鋼板表面に水酸化鉄を形成する方法が、仕上げ焼鈍皮膜の無い方向性電磁鋼板の水洗ないし軽酸洗と乾燥によるものであることを特徴とする(1)〜(3)のいずれかに記載の絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【0024】
(6)SiO2を主体とするコーティング層を形成しうる塗布液が、コロイド粒子径10nm以下であるコロイダルシリカ、シリコンアルコキシドの加水分解物、珪酸ナトリウム水溶液、珪酸カリウム水溶液、珪酸リチウム水溶液のいずれかもしくは混合物であることを特徴とする(1)〜(5)のいずれかに記載の絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【0025】
(7)仕上げ焼鈍以降の張力付与型の絶縁皮膜焼付以前もしくは張力付与型の絶縁皮膜焼付以降のいずれかの工程において、鋼板表面に、圧延方向に対し直角から45°の範囲内で幅が10〜300μm、深さが5〜40μm、間隔が1〜20mmの線状ないし点列状の溝を形成することを特徴とする(1)〜(6)のいずれかに記載の絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【発明を実施するための最良の形態】
【0026】
次に本発明の実施形態について述べる。
【0027】
本発明は、仕上げ焼鈍皮膜の無い方向性電磁鋼板の表面に高い張力を付与できる絶縁皮膜を形成しようとする場合に、鋼板表面と絶縁皮膜との間にこの両者に対して密着性の良好な中間皮膜を形成し、絶縁皮膜と鋼板表面との密着性を強固にしようとするものである。したがって、対象となる方向性電磁鋼板としては、仕上焼鈍後に酸洗処理を行ってフォルステライト等の仕上げ焼鈍皮膜を除去した方向性電磁鋼板、または仕上焼鈍に際し焼鈍分離剤中に添加物を加えることにより仕上焼鈍皮膜の生成を抑制した方向性電磁鋼板等である。また、鉄損の低い電磁鋼板を得るために、仕上焼鈍皮膜を除去した後、化学的または機械的研磨もしくは還元性雰囲気下での高温焼鈍等の手段により表面を平滑化した方向性電磁鋼板、あるいは仕上焼鈍を行うに際し一次再結晶焼鈍時の酸化膜を除去しMgO以外の焼鈍分離剤を選択することによって表面を平滑化した方向性電磁鋼板、あるいは焼鈍分離剤としてアルカリ金属を含有するアルミナ等を用いて仕上焼鈍を行うことにより表面を平滑化した方向性電磁鋼板が好適である。
【0028】
また、耐熱型磁区制御処理、すなわち、溝付き金属ロールや電解エッチング等により圧延方向に対しおおむね直角方向に溝を形成した仕上げ焼鈍皮膜の無い方向性電磁鋼に張力付与型絶縁皮膜を形成する際に特に好適である。溝の形状としては、溝の方向が圧延方向に対し直角から45°の範囲、幅が10〜300μm、深さが5〜40μm、溝間の間隔が1〜20mmが望ましく、これらの範囲以外では鉄損改善効果が小さい。溝は線状、点列状のいずれでも効果は変わらない。溝の導入手段は機械的、化学的、いずれの手段でも鉄損改善効果や本発明による密着性発現効果は変わらない。本発明では溝を導入する工程については特に限定しない。冷延板、脱炭焼鈍板、仕上げ焼鈍後の塗布型SiO2層形成前後、絶縁皮膜形成前後のいずれでも可能である。
【0029】
仕上げ焼鈍皮膜の無い方向性電磁鋼板にレーザー照射による磁区制御を施す場合でも本発明は適用可能である。レーザー照射効果は550℃以上の熱処理で消失するため、レーザー照射は張力付与型絶縁皮膜焼付後に行うことが好ましい。
【0030】
本発明の主旨は、仕上げ焼鈍皮膜の無い方向性電磁鋼板に対し張力付与型の絶縁皮膜を密着性良好に形成させるにあたり、皮膜構造を以下のように設定するものである。すなわち、界面酸化反応によって生成したSiO2を主体とする酸化膜を介して、塗布焼き付けによって形成させたSiO2を主体とするコーティング層が存在し、さらにその表面に張力付与型の絶縁皮膜を存在させるものである。このような構造を実現するための手段は幾つか存在する。
【0031】
第1は、仕上げ焼鈍皮膜の無い方向性電磁鋼板表面に、SiO2を主体とするコーティング層を形成しうる塗布液を塗布乾燥し、0.01〜1g/m2のSiO2を主体とするコーティング層を形成後、H2O/H2分圧比が5×10-5〜1×10-1の範囲に相当する雰囲気中で板温550℃以上1200℃以下で焼付処理を行い、さらに張力付与型の絶縁皮膜を塗布焼き付ける方法である(図2(a))。本発明では、SiO2コーティング層の焼付雰囲気をH2O/H2分圧比が5×10-5〜1×10-1の範囲としたが、同じ酸素ポテンシャルを実現できる雰囲気ならば、必ずしもH2−H2O混合雰囲気を採用する必要はなく、CO−CO2混合ガスでも良い。重要なことは塗布型中間層焼き付け中にこの塗布型中間層と地鉄との界面に酸化反応によって生じたSiO2を主体とする酸化膜を形成することであり、この界面反応時にFe2SiO4やFeOの生成や内部酸化の発生を抑制することである。この界面酸化反応によって生ずる酸化膜中にはしばしばMnやAl等の酸化物が認められることがある。これらは方向性電磁鋼板が往々にして合金元素としてSiの他にMnやAl等を含有することが原因である。界面酸化反応によって生じたSiO2膜中にこれらMn、Al等の酸化物が存在することは、この膜が塗布焼付けによって形成されたSiO2を主体とする層ではなく、界面酸化反応によって生じたものであることを示す証拠となっている。ただし、これらMn、Al等の酸化物の存在は密着性に何ら悪影響を及ぼさない。
【0032】
本発明においては、塗布型中間層の焼き付け温度を550℃以上1200℃以下とした。550℃以上とした理由は、これより低い温度では鋼中におけるSiの拡散速度が小さいためSiO2膜の形成が起こりにくいためである。上限を1200℃とした理由は、1200℃を越える熱処理温度は著しいコスト上昇を伴い、また鋼板が軟化するため連続焼鈍の適用も困難となるからである。
【0033】
なお、特許文献11には、仕上げ焼鈍皮膜の無い方向性電磁鋼板に、シランカップリング等の有機金属化合物を塗布焼き付けた後に張力皮膜を焼き付ける方法が記載されているが、この方法で得られる皮膜構造は本発明のそれとは全く異なる特徴を有する。同特許文献における有機金属化合物の焼付条件は、鋼板温度200℃以上800℃以下で、かつ酸素分圧が2×10-5atmとなっている。これに対し、本発明における熱処理条件は、鋼板温度550℃以上、H2O/H2分圧比が5×10-5〜1×10-1の範囲である。
【0034】
上記熱処理条件の差異を以下に詳述する。酸素を含まないH2O−H2混合雰囲気やCO2−CO混合雰囲気における酸素分圧は、下記平衡反応から見積もることができる。例えば、H2O−H2混合雰囲気の場合、下記の反応の平衡定数をKとすると、
2H2O = 2H2 + O2
平衡状態における酸素分圧PO2は
PO2 = K(PH2O/PH2)2
で与えられる。図3に上記平衡反応の平衡定数を示した。図3を参照すると、本発明における酸素分圧はおおむね10-41〜10-12atmとなり、特許文献11における範囲2×10-5atmとは全く異なる。
【0035】
酸素分圧の上記差異は、生成酸化物種や酸化膜構造に大きな違いを与える。同特許文献の条件下で珪素鋼を熱処理した場合、SiのみならずFeも酸化される。したがって、同特許文献による条件下で生成する界面酸化反応生成物はFe2SiO4やFeOとなる。事実、同特許文献においては界面反応でFe2SiO4が生成することが密着性発現に必要であるとの記載がある。これに対し、本発明で必要としている界面酸化反応生成物は図1に示されているような膜状のSiO2である。したがって、特許文献11で開示される界面構造と本発明におけるそれとは全く異質なものである。さらに、珪素鋼の表面が酸化して最表面にFe2SiO4が生成するような場合には、その直下にSiO2を主体とする内部酸化層が形成される(N.Morito and T.Ichida:Scripta Metalligica,vol.10,p619−622(1976)参照)ことが知られている。内部酸化層の形成は方向性電磁鋼板の鉄損を悪化させるだけでなく、絶縁皮膜密着性を劣化させるものであることは、本発明者らが特許文献8で指摘したとおりである。したがって、得られる効果の点においても、特許文献11に記載された発明に比べ、本発明は格段に優れたものである。
【0036】
第2の方法は、仕上げ焼鈍皮膜の無い方向性電磁鋼板に酸化鉄もしくは水酸化鉄層を形成した後、SiO2を主体とするコーティング層を形成しうる塗布液を0.01〜1g/m2塗布乾燥の後、張力付与型の絶縁皮膜を塗布焼き付ける方法である(図2(b))。酸化鉄もしくは水酸化鉄形成のための手段としては、焼鈍もしくは、水洗あるいは軽酸洗の後乾燥するという方法が採用可能である。
【0037】
この方法の場合、その後に焼き付けるべき絶縁皮膜の種類により、酸化鉄、水酸化鉄形成量範囲が異なる。コロイダルシリカと燐酸塩を主体とする絶縁皮膜の場合には、酸化鉄、水酸化鉄形成量は酸素換算で5〜100mg/m2である。一方、アルミナゾルを塗布液に含有する場合、例えば、アルミナゾルとほう酸を主体とするものである場合、酸化鉄、水酸化鉄形成量に下限はなく、酸素換算で10mg/m2以下である。絶縁皮膜焼き付け時にアルミナ水和物から放出される水分が界面酸化反応の酸素源として利用できるからである。酸化物、水酸化物形成量が上記範囲を超えると界面酸化反応が異常となり、張力付与型絶縁皮膜に対する密着性が発現されない。
【0038】
この第2の方法を用いた場合、界面酸化反応によって生じたSiO2膜中には、第1の方法を用いた場合と同様、MnやAl等の酸化物が形成されることがある。また、図1(b)のように、このSiO2膜中に金属Fe粒子が含まれることがある。これらSiO2以外の成分の存在は密着性に何ら悪影響を及ぼさない。金属Fe粒子の存在は、塗布型中間層の塗布焼付過程において、一度鋼板表面に酸化鉄ないし水酸化鉄が生じ、焼付過程においてこれらが還元される一方で界面酸化反応の酸素源として有効に作用したことを示すものである。
【0039】
第1、第2のいずれの方法においても、絶縁皮膜塗布に先立ち、SiO2を主体とするコーティング層を形成しうる塗布液を塗布乾燥するが、この塗布液と塗布量にも制限がある。まず、塗布液中におけるシリカコロイド粒子の大きさは10nm以下でなければならない。これより大きい場合には緻密なSiO2コーティング層を得ることができないからである。SiO2コーティング層の形成量は0.01〜1g/m2である必要がある。これより少ない場合にはSiO2コーティング層が均一にならず、一方多い場合には緻密な層が形成できないからである。
【0040】
塗布乾燥後のSiO2コーティング層の形成量は、熱水酸化ナトリウム水溶液中に鋼板を浸漬してこのコーティング層を除去し、除去前後の鋼板重量変化を測定することにより求めることができる。また、断面の透過型電子顕微鏡観察によりSiO2コーティング層の厚さを求め、SiO2を主成分とする物質の密度が約2g/cm3であることを利用して計算することも可能である。
【0041】
塗布型のSiO2コーティング層を形成するために好適なコーティング液としては、コロイダルシリカ、テトラエトキシシランを加水分解して作成したシリカゾル液、アルカリ金属珪酸塩のいずれでも良いが、0.01〜1g/m2の緻密なSiO2を主体とする乾燥膜が得られるならば上記に限定する必要はない。当然のことであるが、アルカリ金属珪酸塩をSiO2コーティング層形成のための塗布液として用いた場合、このコーティング層にはアルカリ金属が酸化物の状態で含まれることになる。
【0042】
なお、特許文献9には、仕上げ焼鈍皮膜の無い方向性電磁鋼板に絶縁皮膜を密着性良好に形成するための方法として、ゾルゲル法を用いる技術が開示されている。しかしながら、同明細書には本願発明で開示した界面酸化反応によって生ずるSiO2膜の形成に関しては記載がない。また、同特許文献の明細書に記載されている方法ではこのような反応膜が形成されないことは同明細書の記述から明らかである。
【0043】
特許文献9の明細書には具体的な方法として2つあげられている。一つは約100℃の温度でゲル膜を形成した後張力付与型の絶縁皮膜を焼き付ける方法である。同特許文献の明細書が開示された当時に公知であった張力付与型の絶縁皮膜は、同明細書実施例に示されているように、コロイダルシリカと燐酸塩を主体とするものである。塗布型中間層を乾燥のみにとどめ、かつコロイダルシリカと燐酸塩を主体とする絶縁皮膜を適用する場合には、塗布型中間層すなわちゾルゲル皮膜形成に先立って薄い酸化鉄ないし水酸化鉄を形成しておく必要があるが、同明細書にはそのような処理を示唆する記述が一切無い。
【0044】
同特許文献の明細書に開示されているもう一つの方法は、ゾルゲル皮膜を一度焼き付けた後に絶縁皮膜を焼き付ける方法である。この場合の具体的温度として450℃および500℃の記載がある。本発明で説明したように、塗布型中間層すなわちゾルゲル皮膜の焼き付け温度が550℃より低い場合には界面酸化反応によるSiO2膜形成が起こらない。また密着性発現に有効に作用する界面酸化SiO2膜を形成するためには、温度に加えて雰囲気を厳密に設定する必要があるにもかかわらず、同明細書にはそのような記述が一切無い。
【0045】
以上のことから、特許文献9で開示された方法では本発明で主張する界面酸化反応によって生じたSiO2膜は形成されておらず、したがって、張力付与型の絶縁皮膜に対する密着性は、本発明で開示したものより劣るものと考えられる。
【実施例】
【0046】
本発明は、仕上げ焼鈍皮膜の無い方向性電磁鋼板に張力付与型の絶縁皮膜を密着性良好に形成するためには、界面酸化反応によって生成したSiO2を主体とする酸化膜を介してSiO2を主体とするコーティング層が形成された構造が有効であることを立証するものである。以下に、このような界面構造を得るための具体的手段とその効果を、実施例により説明する。
(実施例)
特許文献7による方法により、板厚0.22mmの仕上げ焼鈍皮膜が無くかつ表面が鏡面を呈する方向性電磁鋼板を作成した。珪酸ナトリウム、テトラエトキシシランを加水分解して得られたシリカゾル、および市販のシリカゾルを用意した。テトラエトキシシラン加水分解によるシリカゾルの場合は、縮合条件を調整してシリカコロイド粒子径の異なるものを準備した。市販のシリカゾルについても、コロイド粒子径の異なるものを用意した。これらのシリカコロイド液を各種の塗布量で前記鋼板に塗布し、200℃で乾燥させた。つぎにアルミナゾルとほう酸を主体とする絶縁皮膜塗布液を塗布し、850℃で焼き付けた(皮膜量4g/m2)。これらの試料につき、密着性を評価した結果を表1に示す。
【0047】
表1より、SiO2主体のコーティング層を形成するためのシリカコロイドとしてコロイド粒子径が10nmを越えた場合や、コーティング量が1g/m2を越えた場合には、鋼板上へのコーティング層形成が難しいことがわかる。また、SiO2コーティング層形成量が0.01g/m2を下まわると絶縁皮膜密着性が得られないことがわかる。SiO2コーティング層形成量が不足すると表面を均一に被覆できなくなり、焼き付け時の界面酸化も不均一になることが原因と推定される。
【0048】
【表1】
【産業上の利用可能性】
【0049】
本発明により、仕上げ焼鈍皮膜の無い方向性電磁鋼板に対し張力付与型の絶縁皮膜を密着性良好に形成でき、鉄損の極めて低い方向性電磁鋼板を低コストで得ることができ、鉄鋼業界だけでなく、その鋼板の需要家である電機業界の発展にも、大きく貢献するものである。
【図面の簡単な説明】
【0050】
【図1】(a)、(b)は、仕上げ焼鈍皮膜の無い方向性電磁鋼板に張力付与型の絶縁皮膜が密着性良好に形成された場合における、透過型電子顕微鏡による地鉄−絶縁皮膜界面付近の断面写真。
【図2】(a)、(b)は、塗布型中間層と地鉄界面に界面酸化反応によるSiO2酸化膜が形成される過程を示す模式図。
【図3】2H2O=2H2+O2平衡反応における平衡定数Kの温度依存性を示す図。
【特許請求の範囲】
【請求項1】
仕上げ焼鈍皮膜の無い方向性電磁鋼板に、酸素換算で10mg/m2以下の酸化鉄もしくは水酸化鉄を形成した後、SiO2を主体とするコーティング層を形成しうる塗布液を塗布乾燥し、0.01〜1g/m2のSiO2を主体とするコーティング層を形成後、400℃以上の温度で酸素もしくは水蒸気を放出する成分を含有する塗布液によって張力付与型の絶縁皮膜を形成させることを特徴とする絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【請求項2】
400℃以上の温度で酸素もしくは水蒸気を放出する成分がアルミナゾルであることを特徴とする請求項1に記載の絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【請求項3】
400℃以上の温度で酸素もしくは水蒸気を放出する成分を含有する塗布液が、アルミナゾルとほう酸を主体とするものであることを特徴とする請求項1または2に記載の絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【請求項4】
仕上げ焼鈍皮膜の無い方向性電磁鋼板表面に酸化鉄を形成する方法が、大気中ないし窒素中での焼鈍によるものであることを特徴とする請求項1〜3のいずれかに記載の絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【請求項5】
仕上げ焼鈍皮膜の無い方向性電磁鋼板表面に水酸化鉄を形成する方法が、仕上げ焼鈍皮膜の無い方向性電磁鋼板の水洗ないし軽酸洗と乾燥によるものであることを特徴とする請求項1〜3のいずれかに記載の絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【請求項6】
SiO2を主体とするコーティング層を形成しうる塗布液が、コロイド粒子径10nm以下であるコロイダルシリカ、シリコンアルコキシドの加水分解物、珪酸ナトリウム水溶液、珪酸カリウム水溶液、珪酸リチウム水溶液のいずれかもしくは混合物であることを特徴とする請求項1〜5のいずれかに記載の絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【請求項7】
仕上げ焼鈍以降の張力付与型の絶縁皮膜焼付以前もしくは張力付与型の絶縁皮膜焼付以降のいずれかの工程において、鋼板表面に、圧延方向に対し直角から45°の範囲内で幅が10〜300μm、深さが5〜40μm、間隔が1〜20mmの線状ないし点列状の溝を形成することを特徴とする請求項1〜6のいずれかに記載の絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【請求項1】
仕上げ焼鈍皮膜の無い方向性電磁鋼板に、酸素換算で10mg/m2以下の酸化鉄もしくは水酸化鉄を形成した後、SiO2を主体とするコーティング層を形成しうる塗布液を塗布乾燥し、0.01〜1g/m2のSiO2を主体とするコーティング層を形成後、400℃以上の温度で酸素もしくは水蒸気を放出する成分を含有する塗布液によって張力付与型の絶縁皮膜を形成させることを特徴とする絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【請求項2】
400℃以上の温度で酸素もしくは水蒸気を放出する成分がアルミナゾルであることを特徴とする請求項1に記載の絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【請求項3】
400℃以上の温度で酸素もしくは水蒸気を放出する成分を含有する塗布液が、アルミナゾルとほう酸を主体とするものであることを特徴とする請求項1または2に記載の絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【請求項4】
仕上げ焼鈍皮膜の無い方向性電磁鋼板表面に酸化鉄を形成する方法が、大気中ないし窒素中での焼鈍によるものであることを特徴とする請求項1〜3のいずれかに記載の絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【請求項5】
仕上げ焼鈍皮膜の無い方向性電磁鋼板表面に水酸化鉄を形成する方法が、仕上げ焼鈍皮膜の無い方向性電磁鋼板の水洗ないし軽酸洗と乾燥によるものであることを特徴とする請求項1〜3のいずれかに記載の絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【請求項6】
SiO2を主体とするコーティング層を形成しうる塗布液が、コロイド粒子径10nm以下であるコロイダルシリカ、シリコンアルコキシドの加水分解物、珪酸ナトリウム水溶液、珪酸カリウム水溶液、珪酸リチウム水溶液のいずれかもしくは混合物であることを特徴とする請求項1〜5のいずれかに記載の絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【請求項7】
仕上げ焼鈍以降の張力付与型の絶縁皮膜焼付以前もしくは張力付与型の絶縁皮膜焼付以降のいずれかの工程において、鋼板表面に、圧延方向に対し直角から45°の範囲内で幅が10〜300μm、深さが5〜40μm、間隔が1〜20mmの線状ないし点列状の溝を形成することを特徴とする請求項1〜6のいずれかに記載の絶縁皮膜密着性に優れかつ鉄損の極めて低い方向性電磁鋼板の製造方法。
【図2】

【図3】

【図1】
【図3】
【図1】
【公開番号】特開2009−19274(P2009−19274A)
【公開日】平成21年1月29日(2009.1.29)
【国際特許分類】
【出願番号】特願2008−180286(P2008−180286)
【出願日】平成20年7月10日(2008.7.10)
【分割の表示】特願2003−134606(P2003−134606)の分割
【原出願日】平成15年5月13日(2003.5.13)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成21年1月29日(2009.1.29)
【国際特許分類】
【出願日】平成20年7月10日(2008.7.10)
【分割の表示】特願2003−134606(P2003−134606)の分割
【原出願日】平成15年5月13日(2003.5.13)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]