
絶縁被膜導線
【課題】平角導線を適用した場合であっても、耐熱性に優れ、200℃以上の高温雰囲気下でも絶縁被膜にクラックが生じ難い絶縁被膜導線を提供する。
【解決手段】エラストマ添加がなく、重量平均分子量が70000〜100000の範囲にあるポリフェニレンサルファイド樹脂(PPS)からなる絶縁被膜2が平角導線1の周りに形成されてなる絶縁被膜導線10である。
【解決手段】エラストマ添加がなく、重量平均分子量が70000〜100000の範囲にあるポリフェニレンサルファイド樹脂(PPS)からなる絶縁被膜2が平角導線1の周りに形成されてなる絶縁被膜導線10である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、たとえばモータのコイルに用いられる絶縁被膜導線に関するものである。
【背景技術】
【0002】
モータを構成するステータは、円環状のヨークと、ヨークから径方向内側に突出する複数のティースと、隣接するティース間に形成されるスロットを備えた鋼板が積層されてなるステータコアから形成されており、コイルがこのスロット内に挿入されながら、ティース間に巻装されることによってステータが製造される。コイル用の巻線は、導線周りに絶縁被膜が形成されてコイル内における導線間の絶縁が図られるとともに、ティースとコイルの間には絶縁性のボビンや絶縁紙等のインシュレータが配設されてコア−コイル間の絶縁が図られている。
【0003】
ところで、ハイブリッド車や電気自動車等の駆動用モータをはじめ、車両に搭載される多くのモータにおいては、その小型化と高出力化を図るための技術開発が日々おこなわれているが、双方の目的を満たす方策の一つとして、ステータコアのスロット内におけるコイルの占積率を高めることが挙げられる。そして、このコイルの占積率を高める方策として、コイル用の導線としてこれまで一般に用いられてきた丸線に代わって断面矩形の平角線を適用することが挙げられる。なお、この平角線を適用した回転電機にかかる発明が特許文献1に開示されている。
【0004】
従来の平角線においては、銅素材の平角導線周りにポリアミド(PA)、ポリフェニレンサルファイド(PPS)といった熱可塑性樹脂、エナメル樹脂等の熱硬化性樹脂からなる絶縁被膜を形成して絶縁被膜導線としているが、たとえばPPSからなる絶縁被膜導線を取り上げた場合に、銅素材の平角導線の線膨張係数が17ppm/K程度、その周りのPPS素材の絶縁被膜の線膨張係数が88ppm/K程度と熱変形性能に大きな乖離があるために、コイル発熱時の200℃程度の状態から常温の25℃程度の状態(高温状態から冷却された状態)への温度変化により、もしくはその逆で常温から高温への温度変化により、平角導線がその隅角部で絶縁被膜の変形を拘束することによって平角導線のたとえば広幅面における絶縁被膜にクラックが生じ易いといった不具合が生じ易い。
【0005】
したがって、占積率向上の観点から平角導線の適用が好ましいものの、平角導線が隅角部を有するという形状を備えていることによって、導線−絶縁被膜間の冷熱サイクルにおける熱変形量の相違に起因するクラックの発生といった課題を如何に解決するかが当該技術分野で重要な解決課題の一つとなっている。
【0006】
そこで、上記クラックの発生を絶縁被膜の素材開発からのアプローチで解決しようとする試みがおこなわれている。
【0007】
たとえば絶縁被膜の素材として上記するPPSのほか、ポリエーテルエーテルケトン(PEEK)、ポリフェニルサルホン(PPSU)、ポリアミド(PA)といったいわゆるスーパーエンジニアリングプラスチック(スーパーエンプラ)の中から耐熱性や加水分解の有無、変形性能(伸び性)、さらには材料コストといった種々の観点から好適な素材を選定しようとした際に、PPSが好適であると認定することができる(たとえばPEEKは材料コストが格段に高価)。
【0008】
しかしながら、従来のPPSからなる絶縁被膜(市販製品)は、200℃で熱老化させると絶縁被膜が熱劣化し、収縮してクラックが発生するといった既述の問題を有している。
【0009】
従来のPPSからなる絶縁被膜は、その重量平均分子量が60000程度かそれ以下であり、さらに5〜20mass%程度のエラストマが含有された素材から形成されている。
【0010】
そこで、本発明者等は、従来のPPSからなる絶縁被膜素材に改良を加えることにより、平角導線を適用した場合であっても、耐熱性に優れ、200℃以上の高温雰囲気下でも絶縁被膜にクラックが生じ難い絶縁被膜導線の発案に至っている。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2007−159216号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は上記する問題に鑑みてなされたものであり、平角導線を適用した場合であっても、耐熱性に優れ、高温雰囲気下での伸び性に優れ、さらには耐クラック性に優れた絶縁被膜導線を提供することを目的とする。
【課題を解決するための手段】
【0013】
前記目的を達成すべく、本発明による絶縁被膜導線は、エラストマ添加がなく、重量平均分子量が70000〜100000の範囲にあるポリフェニレンサルファイド樹脂(PPS)からなる絶縁被膜が平角導線の周りに形成されてなるものである。
【0014】
PPSは、ポリアリーレンサルファイド(PAS)に属し、PAS樹脂はその繰返し単位として−(Ar−S)−(Arはアリーレン基)で主として構成されており、同一の繰返し単位であるモノポリマーとして、アリーレン基にp−フェニレン基を用いたp−フェニレンサルファイド基を繰返し単位とするのがPPSである。
【0015】
本発明の絶縁被膜導線を構成する絶縁被膜においては、主成分であるPPSの重量平均分子量(Mw)が70000〜100000の範囲にあるという、従来の60000程度かそれ以下に比して高分子量化したことに特徴の一つがある。なお、より好ましくは75000以上で100000以下の範囲であり、望ましくは80000以上で100000以下の範囲である。
【0016】
ここで、「重量平均分子量」とは、重量分率による分子量の平均の値であり、たとえば光散乱法を利用して求めることができる分子量であり、高分子量化合物の平均分子量への寄与を重視した分子量のことである。
【0017】
重量平均分子量が過少であると十分な機械的強度や耐熱性(熱老化特性)が得られ難く、また、逆に過大であると射出成形時に樹脂組成物の流動性が悪くなり、成形作業が困難となることから好ましくない。
【0018】
特に重量平均分子量が70000を下回ると市販の絶縁被膜の分子量に近づき、十分な耐熱性が得られ難いこともまた特定されており、これらのことから上記する重量平均分子量の下限値が規定されている。
【0019】
一方、平角導線の周囲に絶縁被膜を形成する方法としては、絶縁被膜用材料を押出成形によって平角導線の周囲に一気に押出して成形する方法のほか、絶縁被膜用材料からなる薄膜を平角導線の周囲に所望厚となるまで巻装して形成する方法があるが、製造効率の観点から前者の形成方法が望ましい。そして、この押出成形によって平角導線の周囲に絶縁被膜を形成しようとした際に、重量平均分子量が100000を超えた場合には成形不可能であることが本発明者等によって特定されており、この成形可能性の観点から重量平均分子量の上限値が規定されている。
【0020】
本発明による絶縁被膜導線を構成する絶縁被膜は、上記するようにPPSを高分子量化したことに加えて、市販の絶縁被膜素材には少なからず含有されているエラストマを完全に廃したことにもう一つの特徴がある。
【0021】
本発明者等の検証によれば、重量平均分子量が60000程度かそれ以下で、かつエラストマを5〜20mass%程度含有してなる従来の絶縁被膜に対して、重量平均分子量が70000〜100000のPPSでエラストマ添加のない本発明の絶縁被膜導線を構成する絶縁被膜の伸び性能(200℃、500時間後のダンベル試験片を用いた引張試験結果)は3倍程度も向上することが特定されている。
【0022】
さらに、従来構造、および本発明それぞれの絶縁被膜導線(平角導線周りにPPSを押出成形して絶縁被膜が形成された絶縁被膜導線)を作成して200℃の高温雰囲気下でのクラック発生までの時間を測定した結果、従来の絶縁被膜導線では100時間未満で絶縁被膜にクラックが生じたのに対して、本発明の絶縁被膜導線では500時間経過時点においてもクラックが生じないという結果が得られている。
【0023】
これらの絶縁被膜単体に対する耐熱性試験(引張試験)の結果、および平角導線周りに絶縁被膜を形成してなる絶縁被膜導線に対する熱老化試験の結果より、本発明の絶縁被膜導線は、その絶縁被膜の形成材料に改良が加えられたことによって、耐熱性が格段に向上し、200℃以上の高温雰囲気下での伸び性が向上し、耐クラック性が向上する。中でも、PPSの高分子量化によって耐熱性が向上し、エラストマを含まないことによって熱劣化と収縮が抑制されて高温雰囲気下での伸び性が向上し、このことが耐クラック性の向上に繋がっているものと考えられる。
【0024】
このように本発明による絶縁被膜導線は耐熱性、耐クラック性等に優れていることから、小型化と高出力化による高密度電流環境下での耐久性が高く、したがって、このような環境下にある昨今のハイブリッド車や電気自動車等の駆動用モータをはじめとする各種モータ用のコイルを形成する導線に本発明の絶縁被膜導線は好適である。
【発明の効果】
【0025】
以上の説明から理解できるように、本発明の絶縁被膜導線によれば、エラストマ添加がなく、高分子量化されたPPSからなる絶縁被膜が平角導線周りに形成されて絶縁被膜導線が構成されていることにより、耐熱性、高温雰囲気下での伸び性、および耐クラック性が従来の絶縁被膜導線に比して格段に向上する。
【図面の簡単な説明】
【0026】
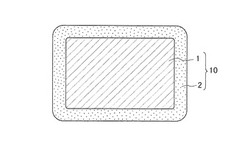
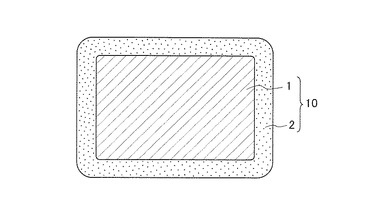
【図1】本発明の絶縁被膜導線の一実施の形態を説明した断面図である。
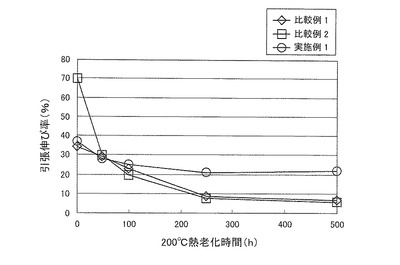
【図2】絶縁被膜の耐熱性試験結果を示したグラフである。
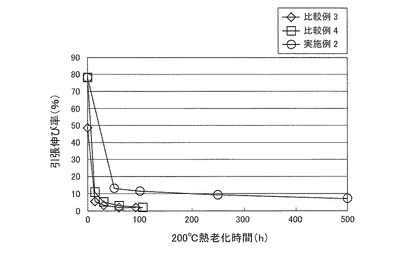
【図3】絶縁被膜導線の耐熱性試験結果を示したグラフである。
【発明を実施するための形態】
【0027】
以下、図面を参照して本発明の絶縁被膜導線の実施の形態を説明する。
【0028】
(絶縁被膜導線)
図1は本発明の絶縁被膜導線の一実施の形態を説明した断面図である。図示する絶縁被膜導線10は、断面視が矩形で銅素材の平角導線1の周囲に絶縁被膜2が形成されてその全体が構成されている。
【0029】
絶縁被膜2は、エラストマ添加がなく、重量平均分子量が70000〜100000の範囲にあるポリフェニレンサルファイド樹脂(PPS)から形成されている。
【0030】
従来一般のPPSからなる絶縁被膜においては、エラストマを5〜20mass%程度含有し、PPSの重量平均分子量が60000程度かそれ以下であることを勘案すると、図示する絶縁被膜2はPPSの高分子量化が図られている。
【0031】
平角導線1の周囲に絶縁被膜2を形成する方法としては、絶縁被膜用材料を押出成形によって平角導線1の周囲に一気に押出して成形する方法のほか、絶縁被膜用材料からなる薄膜(フィルム)を平角導線1の周囲に所望厚となるまで巻装して形成する方法があるが、製造効率の観点から前者の形成方法が望ましい。
【0032】
そして、この押出成形によって平角導線1の周囲に絶縁被膜2を形成しようとした際に、重量平均分子量が100000を超えた場合には成形不可能であることが本発明者等によって特定されている。
【0033】
また、従来の絶縁被膜に比して絶縁被膜2の耐熱性を格段に向上させようとした際に、重量平均分子量が70000を下回る範囲ではその効果が十分に期待できない。
【0034】
このように耐熱性向上と製造効率性双方の観点から、重量平均分子量:70000〜100000の範囲が規定されている。
【0035】
一方、絶縁被膜2がエラストマを含有していないことにより、絶縁被膜2の熱劣化と熱収縮を抑制することができ、さらには高温雰囲気下での伸び性を向上させることができ、もって耐クラック性を向上させることができる。
【0036】
このような絶縁被膜2を具備する絶縁被膜導線10は、隅角部を有する平角導線1を適用しながらも、耐熱性に優れ、耐クラック性に優れた導線となる。したがって、コイルの占積率を向上させながら、耐熱性と耐クラック性に優れたコイルを具備するモータに供されることになる。
【0037】
[絶縁被膜の耐熱性試験とその結果]
本発明者等は、以下で示す比較例1、2、実施例1の各絶縁被膜材からなるダンベル試験片を製作し、熱老化させて各試験片の耐熱性を検証した。
【0038】
まず、比較例1は、ディーアイシーバイエルポリマー株式会社(DIC株式会社)製の市販材Z200E5を材料として射出成形にて試験片を製作した。
【0039】
比較例2は、東レ株式会社製の市販材A670X01を材料として射出成形にて試験片を製作した。
【0040】
一方、実施例1は、PPS樹脂組成物(株式会社クレハ製のフォートロンKPS W300(Mw:95000、Na含有量:300ppm、レジンpH:10)99.9mass%、NaOH:0.1mass%)を材料として射出成形にて試験片を製作した。
【0041】
なお、いずれの試験片も厚みが1mm、幅が5mm、平行部距離が16mmである。
【0042】
耐熱性試験の概要は、上記する比較例1、2、実施例1の各ダンベル試験片を恒温槽にて200℃で熱老化させ、複数の任意時間老化後におけるダンベル試験片に対し、オートグラフを用いて引張試験を実施した(引張速度は25mm/min、チャック間距離は30mm)。試験結果を図2に示す。
【0043】
同図より、比較例1の引張伸び率の低下傾向は、初期段階で35%程度であったものが徐々に低下し、500時間経過後は7%程度と、初期の伸び率の20%程度にまで低下することが実証されている。
【0044】
また、比較例2の引張伸び率の低下傾向は、初期段階で70%程度もの高い伸び率であったものが50時間の間に急激に低下後、比較例1と同様の低下傾向を示し、500時間経過後は比較例1と同様に7%程度と、初期の伸び率の10%程度にまで低下することが実証されている。
【0045】
比較例1、2に対し、実施例1の引張伸び率の低下傾向は、初期段階で38%程度であったものがわずかに低下していくが、500時間経過後の伸び率は22%程度となっており、初期の伸び率の60%程度の低下に留まることが実証されている。そして、500時間経過後の伸び率は、比較例1、2の3倍程度となっており、比較例に比して伸び性能が格段に向上していることが分かる。
【0046】
[絶縁被膜導線の耐熱性試験とその結果]
本発明者等はさらに、上記する比較例1、2と実施例1で使用した各絶縁被膜材からなる絶縁被膜を押出成形にて平角導線周りに形成して絶縁被膜導線を作成し(比較例1の絶縁被膜を具備する試験片が比較例3、比較例2の絶縁被膜を具備する試験片が比較例4、実施例1の絶縁被膜を具備する試験片が実施例2)、それぞれの試験片の耐熱性を検証した。
【0047】
なお、いずれの試験片も絶縁被膜の厚みが50μmである。
【0048】
耐熱性試験の概要は、上記と同様に、比較例3、4、実施例2の各絶縁被膜導線を恒温槽にて200℃で熱老化させ、複数の任意時間老化後における絶縁被膜導線に対し、オートグラフを用いて引張試験を実施した(引張速度は25mm/min、チャック間距離は30mm)。試験結果を図3に示す。
【0049】
同図より、比較例3、4の試験片は100時間未満で絶縁被膜にクラックが発生することが実証されている。
【0050】
一方、実施例2の試験片は500時間経過後においても10%程度の伸び率を有し、クラックが発生しないことが実証されており、比較例に比して耐クラック性が格段に向上していることが分かる。
【0051】
以上、本発明の実施の形態を図面を用いて詳述してきたが、具体的な構成はこの実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲における設計変更等があっても、それらは本発明に含まれるものである。
【符号の説明】
【0052】
1…平角導線、2…絶縁被膜、10…絶縁被膜導線
【技術分野】
【0001】
本発明は、たとえばモータのコイルに用いられる絶縁被膜導線に関するものである。
【背景技術】
【0002】
モータを構成するステータは、円環状のヨークと、ヨークから径方向内側に突出する複数のティースと、隣接するティース間に形成されるスロットを備えた鋼板が積層されてなるステータコアから形成されており、コイルがこのスロット内に挿入されながら、ティース間に巻装されることによってステータが製造される。コイル用の巻線は、導線周りに絶縁被膜が形成されてコイル内における導線間の絶縁が図られるとともに、ティースとコイルの間には絶縁性のボビンや絶縁紙等のインシュレータが配設されてコア−コイル間の絶縁が図られている。
【0003】
ところで、ハイブリッド車や電気自動車等の駆動用モータをはじめ、車両に搭載される多くのモータにおいては、その小型化と高出力化を図るための技術開発が日々おこなわれているが、双方の目的を満たす方策の一つとして、ステータコアのスロット内におけるコイルの占積率を高めることが挙げられる。そして、このコイルの占積率を高める方策として、コイル用の導線としてこれまで一般に用いられてきた丸線に代わって断面矩形の平角線を適用することが挙げられる。なお、この平角線を適用した回転電機にかかる発明が特許文献1に開示されている。
【0004】
従来の平角線においては、銅素材の平角導線周りにポリアミド(PA)、ポリフェニレンサルファイド(PPS)といった熱可塑性樹脂、エナメル樹脂等の熱硬化性樹脂からなる絶縁被膜を形成して絶縁被膜導線としているが、たとえばPPSからなる絶縁被膜導線を取り上げた場合に、銅素材の平角導線の線膨張係数が17ppm/K程度、その周りのPPS素材の絶縁被膜の線膨張係数が88ppm/K程度と熱変形性能に大きな乖離があるために、コイル発熱時の200℃程度の状態から常温の25℃程度の状態(高温状態から冷却された状態)への温度変化により、もしくはその逆で常温から高温への温度変化により、平角導線がその隅角部で絶縁被膜の変形を拘束することによって平角導線のたとえば広幅面における絶縁被膜にクラックが生じ易いといった不具合が生じ易い。
【0005】
したがって、占積率向上の観点から平角導線の適用が好ましいものの、平角導線が隅角部を有するという形状を備えていることによって、導線−絶縁被膜間の冷熱サイクルにおける熱変形量の相違に起因するクラックの発生といった課題を如何に解決するかが当該技術分野で重要な解決課題の一つとなっている。
【0006】
そこで、上記クラックの発生を絶縁被膜の素材開発からのアプローチで解決しようとする試みがおこなわれている。
【0007】
たとえば絶縁被膜の素材として上記するPPSのほか、ポリエーテルエーテルケトン(PEEK)、ポリフェニルサルホン(PPSU)、ポリアミド(PA)といったいわゆるスーパーエンジニアリングプラスチック(スーパーエンプラ)の中から耐熱性や加水分解の有無、変形性能(伸び性)、さらには材料コストといった種々の観点から好適な素材を選定しようとした際に、PPSが好適であると認定することができる(たとえばPEEKは材料コストが格段に高価)。
【0008】
しかしながら、従来のPPSからなる絶縁被膜(市販製品)は、200℃で熱老化させると絶縁被膜が熱劣化し、収縮してクラックが発生するといった既述の問題を有している。
【0009】
従来のPPSからなる絶縁被膜は、その重量平均分子量が60000程度かそれ以下であり、さらに5〜20mass%程度のエラストマが含有された素材から形成されている。
【0010】
そこで、本発明者等は、従来のPPSからなる絶縁被膜素材に改良を加えることにより、平角導線を適用した場合であっても、耐熱性に優れ、200℃以上の高温雰囲気下でも絶縁被膜にクラックが生じ難い絶縁被膜導線の発案に至っている。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2007−159216号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は上記する問題に鑑みてなされたものであり、平角導線を適用した場合であっても、耐熱性に優れ、高温雰囲気下での伸び性に優れ、さらには耐クラック性に優れた絶縁被膜導線を提供することを目的とする。
【課題を解決するための手段】
【0013】
前記目的を達成すべく、本発明による絶縁被膜導線は、エラストマ添加がなく、重量平均分子量が70000〜100000の範囲にあるポリフェニレンサルファイド樹脂(PPS)からなる絶縁被膜が平角導線の周りに形成されてなるものである。
【0014】
PPSは、ポリアリーレンサルファイド(PAS)に属し、PAS樹脂はその繰返し単位として−(Ar−S)−(Arはアリーレン基)で主として構成されており、同一の繰返し単位であるモノポリマーとして、アリーレン基にp−フェニレン基を用いたp−フェニレンサルファイド基を繰返し単位とするのがPPSである。
【0015】
本発明の絶縁被膜導線を構成する絶縁被膜においては、主成分であるPPSの重量平均分子量(Mw)が70000〜100000の範囲にあるという、従来の60000程度かそれ以下に比して高分子量化したことに特徴の一つがある。なお、より好ましくは75000以上で100000以下の範囲であり、望ましくは80000以上で100000以下の範囲である。
【0016】
ここで、「重量平均分子量」とは、重量分率による分子量の平均の値であり、たとえば光散乱法を利用して求めることができる分子量であり、高分子量化合物の平均分子量への寄与を重視した分子量のことである。
【0017】
重量平均分子量が過少であると十分な機械的強度や耐熱性(熱老化特性)が得られ難く、また、逆に過大であると射出成形時に樹脂組成物の流動性が悪くなり、成形作業が困難となることから好ましくない。
【0018】
特に重量平均分子量が70000を下回ると市販の絶縁被膜の分子量に近づき、十分な耐熱性が得られ難いこともまた特定されており、これらのことから上記する重量平均分子量の下限値が規定されている。
【0019】
一方、平角導線の周囲に絶縁被膜を形成する方法としては、絶縁被膜用材料を押出成形によって平角導線の周囲に一気に押出して成形する方法のほか、絶縁被膜用材料からなる薄膜を平角導線の周囲に所望厚となるまで巻装して形成する方法があるが、製造効率の観点から前者の形成方法が望ましい。そして、この押出成形によって平角導線の周囲に絶縁被膜を形成しようとした際に、重量平均分子量が100000を超えた場合には成形不可能であることが本発明者等によって特定されており、この成形可能性の観点から重量平均分子量の上限値が規定されている。
【0020】
本発明による絶縁被膜導線を構成する絶縁被膜は、上記するようにPPSを高分子量化したことに加えて、市販の絶縁被膜素材には少なからず含有されているエラストマを完全に廃したことにもう一つの特徴がある。
【0021】
本発明者等の検証によれば、重量平均分子量が60000程度かそれ以下で、かつエラストマを5〜20mass%程度含有してなる従来の絶縁被膜に対して、重量平均分子量が70000〜100000のPPSでエラストマ添加のない本発明の絶縁被膜導線を構成する絶縁被膜の伸び性能(200℃、500時間後のダンベル試験片を用いた引張試験結果)は3倍程度も向上することが特定されている。
【0022】
さらに、従来構造、および本発明それぞれの絶縁被膜導線(平角導線周りにPPSを押出成形して絶縁被膜が形成された絶縁被膜導線)を作成して200℃の高温雰囲気下でのクラック発生までの時間を測定した結果、従来の絶縁被膜導線では100時間未満で絶縁被膜にクラックが生じたのに対して、本発明の絶縁被膜導線では500時間経過時点においてもクラックが生じないという結果が得られている。
【0023】
これらの絶縁被膜単体に対する耐熱性試験(引張試験)の結果、および平角導線周りに絶縁被膜を形成してなる絶縁被膜導線に対する熱老化試験の結果より、本発明の絶縁被膜導線は、その絶縁被膜の形成材料に改良が加えられたことによって、耐熱性が格段に向上し、200℃以上の高温雰囲気下での伸び性が向上し、耐クラック性が向上する。中でも、PPSの高分子量化によって耐熱性が向上し、エラストマを含まないことによって熱劣化と収縮が抑制されて高温雰囲気下での伸び性が向上し、このことが耐クラック性の向上に繋がっているものと考えられる。
【0024】
このように本発明による絶縁被膜導線は耐熱性、耐クラック性等に優れていることから、小型化と高出力化による高密度電流環境下での耐久性が高く、したがって、このような環境下にある昨今のハイブリッド車や電気自動車等の駆動用モータをはじめとする各種モータ用のコイルを形成する導線に本発明の絶縁被膜導線は好適である。
【発明の効果】
【0025】
以上の説明から理解できるように、本発明の絶縁被膜導線によれば、エラストマ添加がなく、高分子量化されたPPSからなる絶縁被膜が平角導線周りに形成されて絶縁被膜導線が構成されていることにより、耐熱性、高温雰囲気下での伸び性、および耐クラック性が従来の絶縁被膜導線に比して格段に向上する。
【図面の簡単な説明】
【0026】
【図1】本発明の絶縁被膜導線の一実施の形態を説明した断面図である。
【図2】絶縁被膜の耐熱性試験結果を示したグラフである。
【図3】絶縁被膜導線の耐熱性試験結果を示したグラフである。
【発明を実施するための形態】
【0027】
以下、図面を参照して本発明の絶縁被膜導線の実施の形態を説明する。
【0028】
(絶縁被膜導線)
図1は本発明の絶縁被膜導線の一実施の形態を説明した断面図である。図示する絶縁被膜導線10は、断面視が矩形で銅素材の平角導線1の周囲に絶縁被膜2が形成されてその全体が構成されている。
【0029】
絶縁被膜2は、エラストマ添加がなく、重量平均分子量が70000〜100000の範囲にあるポリフェニレンサルファイド樹脂(PPS)から形成されている。
【0030】
従来一般のPPSからなる絶縁被膜においては、エラストマを5〜20mass%程度含有し、PPSの重量平均分子量が60000程度かそれ以下であることを勘案すると、図示する絶縁被膜2はPPSの高分子量化が図られている。
【0031】
平角導線1の周囲に絶縁被膜2を形成する方法としては、絶縁被膜用材料を押出成形によって平角導線1の周囲に一気に押出して成形する方法のほか、絶縁被膜用材料からなる薄膜(フィルム)を平角導線1の周囲に所望厚となるまで巻装して形成する方法があるが、製造効率の観点から前者の形成方法が望ましい。
【0032】
そして、この押出成形によって平角導線1の周囲に絶縁被膜2を形成しようとした際に、重量平均分子量が100000を超えた場合には成形不可能であることが本発明者等によって特定されている。
【0033】
また、従来の絶縁被膜に比して絶縁被膜2の耐熱性を格段に向上させようとした際に、重量平均分子量が70000を下回る範囲ではその効果が十分に期待できない。
【0034】
このように耐熱性向上と製造効率性双方の観点から、重量平均分子量:70000〜100000の範囲が規定されている。
【0035】
一方、絶縁被膜2がエラストマを含有していないことにより、絶縁被膜2の熱劣化と熱収縮を抑制することができ、さらには高温雰囲気下での伸び性を向上させることができ、もって耐クラック性を向上させることができる。
【0036】
このような絶縁被膜2を具備する絶縁被膜導線10は、隅角部を有する平角導線1を適用しながらも、耐熱性に優れ、耐クラック性に優れた導線となる。したがって、コイルの占積率を向上させながら、耐熱性と耐クラック性に優れたコイルを具備するモータに供されることになる。
【0037】
[絶縁被膜の耐熱性試験とその結果]
本発明者等は、以下で示す比較例1、2、実施例1の各絶縁被膜材からなるダンベル試験片を製作し、熱老化させて各試験片の耐熱性を検証した。
【0038】
まず、比較例1は、ディーアイシーバイエルポリマー株式会社(DIC株式会社)製の市販材Z200E5を材料として射出成形にて試験片を製作した。
【0039】
比較例2は、東レ株式会社製の市販材A670X01を材料として射出成形にて試験片を製作した。
【0040】
一方、実施例1は、PPS樹脂組成物(株式会社クレハ製のフォートロンKPS W300(Mw:95000、Na含有量:300ppm、レジンpH:10)99.9mass%、NaOH:0.1mass%)を材料として射出成形にて試験片を製作した。
【0041】
なお、いずれの試験片も厚みが1mm、幅が5mm、平行部距離が16mmである。
【0042】
耐熱性試験の概要は、上記する比較例1、2、実施例1の各ダンベル試験片を恒温槽にて200℃で熱老化させ、複数の任意時間老化後におけるダンベル試験片に対し、オートグラフを用いて引張試験を実施した(引張速度は25mm/min、チャック間距離は30mm)。試験結果を図2に示す。
【0043】
同図より、比較例1の引張伸び率の低下傾向は、初期段階で35%程度であったものが徐々に低下し、500時間経過後は7%程度と、初期の伸び率の20%程度にまで低下することが実証されている。
【0044】
また、比較例2の引張伸び率の低下傾向は、初期段階で70%程度もの高い伸び率であったものが50時間の間に急激に低下後、比較例1と同様の低下傾向を示し、500時間経過後は比較例1と同様に7%程度と、初期の伸び率の10%程度にまで低下することが実証されている。
【0045】
比較例1、2に対し、実施例1の引張伸び率の低下傾向は、初期段階で38%程度であったものがわずかに低下していくが、500時間経過後の伸び率は22%程度となっており、初期の伸び率の60%程度の低下に留まることが実証されている。そして、500時間経過後の伸び率は、比較例1、2の3倍程度となっており、比較例に比して伸び性能が格段に向上していることが分かる。
【0046】
[絶縁被膜導線の耐熱性試験とその結果]
本発明者等はさらに、上記する比較例1、2と実施例1で使用した各絶縁被膜材からなる絶縁被膜を押出成形にて平角導線周りに形成して絶縁被膜導線を作成し(比較例1の絶縁被膜を具備する試験片が比較例3、比較例2の絶縁被膜を具備する試験片が比較例4、実施例1の絶縁被膜を具備する試験片が実施例2)、それぞれの試験片の耐熱性を検証した。
【0047】
なお、いずれの試験片も絶縁被膜の厚みが50μmである。
【0048】
耐熱性試験の概要は、上記と同様に、比較例3、4、実施例2の各絶縁被膜導線を恒温槽にて200℃で熱老化させ、複数の任意時間老化後における絶縁被膜導線に対し、オートグラフを用いて引張試験を実施した(引張速度は25mm/min、チャック間距離は30mm)。試験結果を図3に示す。
【0049】
同図より、比較例3、4の試験片は100時間未満で絶縁被膜にクラックが発生することが実証されている。
【0050】
一方、実施例2の試験片は500時間経過後においても10%程度の伸び率を有し、クラックが発生しないことが実証されており、比較例に比して耐クラック性が格段に向上していることが分かる。
【0051】
以上、本発明の実施の形態を図面を用いて詳述してきたが、具体的な構成はこの実施形態に限定されるものではなく、本発明の要旨を逸脱しない範囲における設計変更等があっても、それらは本発明に含まれるものである。
【符号の説明】
【0052】
1…平角導線、2…絶縁被膜、10…絶縁被膜導線
【特許請求の範囲】
【請求項1】
エラストマ添加がなく、重量平均分子量が70000〜100000の範囲にあるポリフェニレンサルファイド樹脂(PPS)からなる絶縁被膜が平角導線の周りに形成されてなる絶縁被膜導線。
【請求項1】
エラストマ添加がなく、重量平均分子量が70000〜100000の範囲にあるポリフェニレンサルファイド樹脂(PPS)からなる絶縁被膜が平角導線の周りに形成されてなる絶縁被膜導線。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−84391(P2013−84391A)
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願番号】特願2011−222235(P2011−222235)
【出願日】平成23年10月6日(2011.10.6)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【出願人】(390006323)ポリプラスチックス株式会社 (302)
【Fターム(参考)】
【公開日】平成25年5月9日(2013.5.9)
【国際特許分類】
【出願日】平成23年10月6日(2011.10.6)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【出願人】(390006323)ポリプラスチックス株式会社 (302)
【Fターム(参考)】
[ Back to top ]