
絶縁電線及びその製造方法、並びにそれを巻回してなるコイル
【課題】幅及び厚さが長さ方向に沿って変化する部分を有する金属線を長さ方向に沿って均一な厚さの絶縁層で被覆する。
【解決手段】絶縁電線の製造方法は、幅及び厚さが長さ方向に沿って変化する部分を有する金属線を、電着液に連続して通過させて電着塗装した後、金属線に付着した電着被膜からなる絶縁層を焼き付けるものである。そして、電着塗装を定電圧法で行う。
【解決手段】絶縁電線の製造方法は、幅及び厚さが長さ方向に沿って変化する部分を有する金属線を、電着液に連続して通過させて電着塗装した後、金属線に付着した電着被膜からなる絶縁層を焼き付けるものである。そして、電着塗装を定電圧法で行う。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、絶縁電線及びその製造方法、並びにそれを巻回してなるコイルに関する。
【背景技術】
【0002】
モータのステータコアのスロットに巻き付けるステータコイルとして、導体線を一定厚さに圧延した金属線の表面に絶縁層を設けた平角の絶縁電線が用いられる。しかしながら、断面形状が一定の絶縁電線の場合、スロット内にデッドスペースが形成されることから、その占積率を高めるため、幅及び厚さが長さ方向に沿って変化する絶縁電線が用いられるようになった。
【0003】
そして、かかる幅及び厚さが長さ方向に沿って変化する絶縁電線のステータコイルにおいて、長さ方向に沿って断面積を均一化する技術として、特許文献1及び2には、断面積が長さ方向に大小変化する中間線材を製造し、次に、その中間線材を圧延ロールに送り込んで、断面積の大きい部位を平角線の最終厚さ寸法の小さい部位に、また、断面積の小さい部位を平角線の最終厚さ寸法の大きい部位に、それぞれ対応するように圧延ロールを接近離間制御しつつ圧延することが開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第4584940号公報
【特許文献2】特許第4584944号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、圧延した金属線をステータコイルとするためには、金属線の表面を絶縁層で被覆する必要があり、かかる絶縁層を形成する絶縁材料として一般的にポリウレタン樹脂等の高分子材料が用いられ、金属線がいわゆるエナメル線に加工される。この金属線の絶縁層による被覆は、一般的には、金属線を、絶縁材料を有機溶剤等に溶かして液状にしたワニスに浸漬し、このとき、電気的作用によって金属線の表面に絶縁材料を析出させ、その後、高温で溶剤を飛散させる電着塗装により行われる。そして、このとき形成される絶縁層は、ステータコイルの耐電圧性能等の要求特性を満足するためには、厚さが一定であることが望ましい。
【0006】
ところが、幅及び厚さが長さ方向に沿って変化する金属線に従来と同様の電着塗装を施したのでは、ワニスの付着が長さ方向に沿って不均一となり、その結果、絶縁層の厚さも不均一になるという問題がある。
【0007】
本発明の課題は、幅及び厚さが長さ方向に沿って変化する部分を有する金属線を長さ方向に沿って均一な厚さの絶縁層で被覆することである。
【課題を解決するための手段】
【0008】
本発明の絶縁電線の製造方法は、幅及び厚さが長さ方向に沿って変化する部分を有する金属線を、電着液に連続して通過させて電着塗装した後、金属線に付着した電着被膜からなる絶縁層を焼き付けるものであって、上記電着塗装を定電圧法で行う。
【0009】
本発明の絶縁電線は、本発明の絶縁電線の製造方法で製造したものである。
【0010】
本発明のコイルは、本発明の絶縁電線を巻回してなるものである。
【発明の効果】
【0011】
本発明によれば、幅及び厚さが長さ方向に沿って変化する部分を有する金属線を、電着液に連続して通過させて定電圧法により電着塗装するので、金属線を長さ方向に沿って均一な厚さの絶縁層で被覆することができる。
【図面の簡単な説明】
【0012】
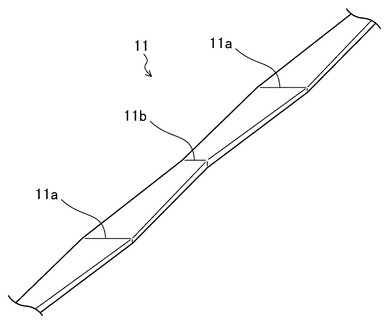
【図1】金属線の斜視図である。
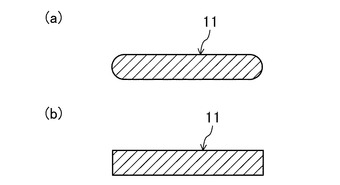
【図2】(a)及び(b)は金属線の断面図である。
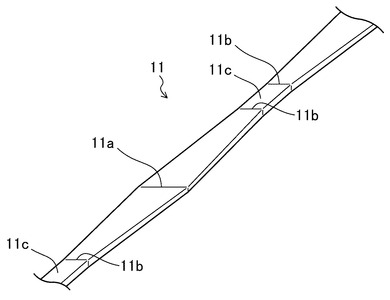
【図3】金属線の変形例の斜視図である。
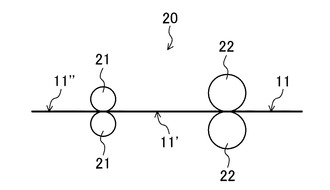
【図4】金属線の製造装置の概略構成を示す図である。
【図5】(a)及び(b)は金属線の製造方法を示す説明図である。
【図6】電着装置の概略構成を示す図である。
【図7】1テーパー長分の絶縁電線の斜視図である。
【図8】絶縁電線の断面図である。
【発明を実施するための形態】
【0013】
以下、実施形態について図面に基づいて詳細に説明する。
【0014】
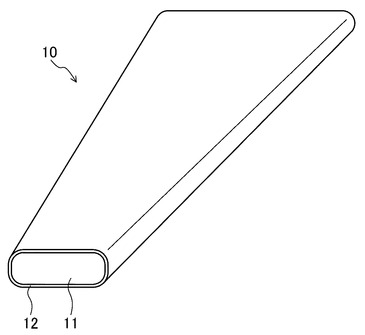
本実施形態に係る絶縁電線10の製造方法では、幅及び厚さが長さ方向に沿って変化する部分を有する金属線11を、電着液に連続して通過させて定電圧法で電着塗装した後、金属線11に付着した電着被膜からなる絶縁層12を焼き付けるものである。本実施形態で製造する絶縁電線10は、例えば、モータのステータコアのスロットに巻き付けるステータコイルとして使用されるものである。
【0015】
<金属線>
図1は本実施形態で用いる金属線11を示す。
【0016】
本実施形態で用いる金属線11は、例えば、銅、銅合金、アルミニウム、アルミニウム合金等で形成されている。銅としてはタフピッチ銅が挙げられる。銅合金としては、例えば、Cu−Sn合金、Cu−Ni合金、Cu−Ag合金等が挙げられる。アルミニウムとしては純アルミニウムが挙げられる。アルミニウム合金としては、例えば、Al−Fe合金、Al−Cu合金、Al−Mn合金等が挙げられる。
【0017】
本実施形態で用いる金属線11は、幅及び厚さが長さ方向に沿って変化している部分を有する。本実施形態で用いる金属線11は、具体的には、例えば図1に示すように、長さ方向に沿って、最も幅広で且つ最も薄肉の部分11aから連続してテーパー状に幅が狭まると共に厚さが大きくなって最も幅狭で且つ最も厚肉の部分11bとなり、そこから連続してテーパー状に幅が広がると共に厚さが小さくなって最も幅広で且つ最も薄肉の部分11aとなる形状が周期的に繰り返される平角線の形態が挙げられる。本実施形態で用いる金属線11は、例えば、幅が1.0〜10mmであり、厚さが0.1〜1.0mmである。最も幅広で且つ最も薄肉の部分11aから連続してテーパー状に幅が狭まると共に厚さが大きくなって最も幅狭で且つ最も厚肉の部分11bまでの長さ、或いは、最も幅狭で且つ最も厚肉の部分11bから連続してテーパー状に幅が広がると共に厚さが小さくなって最も幅広で且つ最も薄肉の部分11aまでの長さ(テーパー長)は例えば500〜3000mmである。なお、金属線11の形状は、特にこれに限定されるものではなく、幅及び厚さが長さ方向に沿って変化している部分を有していればよい。
【0018】
本実施形態で用いる金属線11の断面形状は、図2(a)に示すように、一対の平行な長辺とそれらの両側のそれぞれを連結する円弧状の側辺とからなる陸上競技のトラック形状であってもよく、また、図2(b)に示すように、横長矩形状であってもよい。但し、エッジワイズ曲げ加工を施した際、曲げ加工部分の曲げ外周部で曲げに沿って生じる伸び歪みを均一化させる観点からは、陸上競技のトラック形状のように、側面の断面外郭形状が外向きに凸の曲線であることが好ましい。
【0019】
本実施形態で用いる金属線11の断面積は例えば0.2〜10mm2である。本実施形態で用いる金属線11の断面積は長さ方向に沿って略一定であることが好ましく、具体的には、基準断面積に対して±2.0%以内であることが好ましく、±1.0%以内であることがより好ましい。
【0020】
本実施形態で用いる金属線11は、図3に示すように、幅及び厚さが長さ方向に沿って変化しない定常厚部分11cを有していてもよい。定常厚部分11cの長さ(定常厚長)は例えば50〜300mmである。
【0021】
図4は本実施形態で用いる金属線11の製造装置20の概略構成を示す。
【0022】
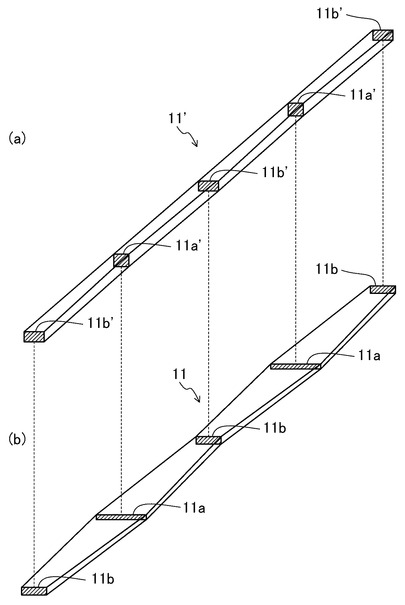
本実施形態で用いる金属線11は、荒引線を伸線した導体線11”を相対的に接近離間制御される第1圧延ロール21間へ送って、幅及び厚さが長さ方向に連続的に変化する中間線材11’を形成し、その後、その中間線材11’を相対的に接近離間制御される第2圧延ロール22間に、厚さに対してロールギャップが大小逆となるように相対的に接近離間制御しつつ送り込むことにより製造することができる。つまり、この金属線11の製造方法では、導体線11”を第1圧延ロール21により圧延することにより、図5(a)及び(b)に示すように、最終的に最も幅広で且つ最も薄肉の部分11aに形成する部分を最も幅狭で且つ最も厚肉の部分11a’に形成し、また、最終的に最も幅狭で且つ最も厚肉の部分11bに形成する部分を最も幅広で且つ最も薄肉の部分11b’に形成した中間線材11’を作製し、その中間線材11’を第2圧延ロール22により圧延することにより、逆に、最も幅狭で且つ最も厚肉の部分11a’を最も幅広で且つ最も薄肉の部分11aに形成し、また、最も幅広で且つ最も薄肉の部分11b’を最も幅狭で且つ最も厚肉の部分11bに形成する。これにより、長さ方向に沿って断面積を略同一に形成することができる。なお、第1及び第2圧延ロール21,22のロール径は、前者よりも後者の方が大きいことが好ましい。
【0023】
本実施形態で用いる金属線11は、圧延前及び/又は圧延後に焼鈍処理(熱処理)が施されていてもよい。幅及び厚さが長さ方向に沿って変化する金属線11の場合、エッジワイズ曲げ加工を施した際に、特に幅が大きい部分で後述の絶縁層12の割れが発生し易い傾向があるが、特に圧延後に焼鈍処理を施すことにより、エッジワイズ曲げ加工を施した際の絶縁層12の割れの発生を抑制し、コイル形成の際の巻回加工性を良好なものにすることができる。また、断面形状が一定の金属線の場合、同様の加工履歴を受けるため例えば硬さ等の特性が長さ方向に沿って均一となるが、幅及び厚さが長さ方向に沿って変化する金属線11の場合、断面形状が一定でないため、特性も長さ方向に沿って変化する傾向があるものの、圧延後に焼鈍処理を施すことにより、特性を長さ方向に沿って均一化させることができる。
【0024】
焼鈍処理は、バッチ式で行ってもよく、また、連続式で行ってもよい。長さ方向の特性を均一化させる観点からはバッチ式が好ましく、その場合、圧延前の導体線11”或いは圧延後の金属線11を巻回したボビンを熱処理炉に投入後、所定の昇温速度で炉内の温度を所定の保持温度まで高め、その保持温度で所定の保持時間を保持した後、所定の降温速度で炉内の温度を低下させる。このとき、昇温速度は25〜100℃/hとすることが好ましく、30〜60℃とすることがより好ましい。保持温度は200〜650℃/hとすることが好ましく、250〜400℃とすることがより好ましい。保持時間は5〜50時間とすることが好ましく、15〜30時間とすることがより好ましい。降温速度は25〜100℃/hとすることが好ましく、30〜60℃とすることがより好ましい。炉内雰囲気は還元ガス雰囲気とすることが好ましい。
【0025】
焼鈍処理手段としては、例えば、還元性雰囲気にした電気炉、通電焼鈍、パイプ焼鈍等が挙げられる。
【0026】
なお、この金属線11の製造方法については特許文献1及び2に詳細に開示されている。
【0027】
<電着液>
本実施形態で用いる電着液は、アニオン型のものであってもよく、また、カチオン型のものであってもよい。電着液に含まれる樹脂成分としては、例えば、ポリイミド樹脂、ポリアミドイミド樹脂、ポリエステルイミド樹脂、アクリル樹脂、エポキシ樹脂、エポキシ・アクリル樹脂、ポリウレタン樹脂、ポリエステル樹脂等が挙げられる。但し、本実施形態で用いる電着液としては、分子骨格中にシロキサン結合を有し、分子中にアニオン性基を有するブロック共重合ポリイミドを樹脂成分とし、それに加えて塩基性化合物、水溶性極性溶媒、水及びブロック共重合ポリイミドの貧溶媒を含有するサスペンジョン型電着組成物が好ましい。
【0028】
本実施形態で用いる電着液が上記サスペンジョン型電着組成物の場合、電着液の固形分濃度は1〜15質量%であることが好ましく、5〜10質量%であることがより好ましい。
【0029】
電着液の粘度は1〜100mPa・sであることが好ましく、1〜20mPa・sであることがより好ましい。電着液の粘度はB型粘度計により測定される。
【0030】
電着液のpHは7〜9であることが好ましく、7〜8であることがより好ましい。電着液のpHはpHメーターにより測定される。
【0031】
電着液に含まれるブロック共重合ポリイミドの重量平均分子量(Mw)は、ポリスチレン換算で20000〜150000であることが好ましく、45000〜90000であることがより好ましい。数平均分子量(Mn)は、ポリスチレン換算で10000〜70000であることが好ましく、20000〜40000であることがより好ましい。ブロック共重合ポリイミドのポリスチレン換算の分子量はGPC法により測定される。ブロック共重合ポリイミドの粒径は0.1〜10μmであることが好ましく、0.5〜5μmであることがより好ましい。ブロック共重合ポリイミドの粒径はレーザードップラー法により測定される。ブロック共重合ポリイミドの含有量は1〜15質量%であることが好ましく、3〜7質量%であることがより好ましい。
【0032】
電着液に含まれる塩基性化合物としては、ブロック共重合ポリイミド中のアニオン性基を中和し得るものであればよく、例えば、N,N−ジメチルアミノエタノールなどの第1級アミン、第2級アミン、第3級アミン等の塩基性含窒素化合物;ピロールなどの含窒素五員複素環化合物、ピリジンなどの含窒素六員複素環化合物等の含窒素複素環式化合物が挙げられる。塩基性化合物の含有量はブロック共重合ポリイミド中のアニオン性基の中和に必要な理論量の30〜200%であることが好ましく、80〜120%であることがより好ましい。
【0033】
電着液に含まれる水溶性極性溶媒としては、例えば、N−メチルピロリドン(NMP)等が挙げられる。水溶性極性溶媒の含有量は25〜60質量%であることが好ましく、35〜55質量%であることがより好ましい。
【0034】
電着液に含まれる上記貧溶媒としては、例えば、アセトフェノン等が挙げられる。上記貧溶媒の含有量は10〜40質量%であることが好ましく、10〜30質量%であることがより好ましい。
【0035】
電着液は、粘度や電気伝導度を調整する目的で他の水溶性極性溶媒や油溶性溶媒を含んでいてもよい。
【0036】
なお、かかるサスペンジョン型電着組成物については再表2008/139990号公報に詳細に開示されている。
【0037】
<電着塗装及び焼付処理>
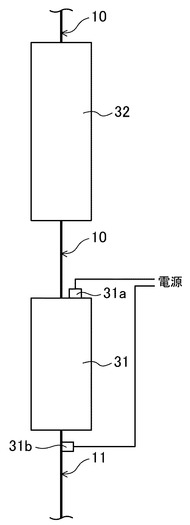
図6は本実施形態で用いる電着装置30を示す。
【0038】
この電着装置30は、電着槽31とその上方に設けられた焼付炉32とを備えている。
【0039】
電着槽31は、金属線11が下方から進入して上方に引き上げられるように走行して内部に貯留した電着液を通過するように構成されており、その電着液に浸漬されるように設けられた第1電極31aと走行する金属線11に接触するように設けられた第2電極31bとを有する。第1及び第2電極31a,31bは図示しない電源に接続されている。なお、本実施形態で用いる電着液が上記サスペンジョン型電着組成物の場合、第1電極31aが陰極及び第2電極31bが陽極にそれぞれ接続される。
【0040】
焼付炉32は、電着被膜の絶縁層12が付着した金属線11が下方から進入して上方に引き上げられるように走行して炉内を通過するように構成されている。焼付炉32は、独立して炉内温度の設定が可能な複数のゾーンに分かれていてもよい。
【0041】
本実施形態では、電着槽31で金属線11を電着液に連続して通過させて定電圧法で電着塗装した後、焼付炉32において金属線11に付着した電着被膜からなる絶縁層12を焼き付ける。
【0042】
電着液の液温は10〜30℃とすることが好ましく、15〜25℃とすることがより好ましい。
【0043】
電着時間、つまり、金属線11の電着液の浸漬時間は5〜120秒とすることが好ましく、30〜60秒とすることがより好ましい。なお、電着時間は、金属線11の走行速度の設定によって調節することができる。金属線11の走行速度は例えば1〜20m/minである。
【0044】
第1及び第2電極31a,31bに印加する一定電圧は40〜100Vとすることが好ましく、50〜80Vとすることがより好ましい。
【0045】
焼付温度(炉内設定温度)は150〜300℃とすることが好ましく、180〜240℃とすることがより好ましい。
【0046】
焼付時間は300〜1800秒とすることが好ましく、600〜1800秒とすることがより好ましい。なお、焼付時間は、金属線11の走行速度の設定によって調節することができる。
【0047】
焼付処理は、単一の焼付温度により一段階で行ってもよく、また、相互に異なる焼付温度の多段階で行ってもよい。後者の場合、例えば、各段階での焼付時間を100〜600秒の一定としつつ、第1段階では焼付温度を150〜180℃とし、第2段階では第1段階よりも焼付温度を高く設定して180〜210℃とし、第3段階では第2段階よりもさらに焼付温度を高く設定して210〜240℃とし、最後に室温まで冷却する焼付処理が挙げられる。このように焼付温度を順次高く設定することにより電着被膜の発泡を抑制することができる。
【0048】
電着被膜からなる絶縁層12の厚さは10〜50μmであることが好ましく、30〜50μmであることがより好ましい。また、電着被膜からなる絶縁層12の厚さのバラツキは±7μm以内であることが好ましく、±5μm以内であることがより好ましい。
【0049】
焼付処理後した後の絶縁層12で被覆された金属線11からなる絶縁電線10はボビンに巻き取るが、幅をセンシングしながら、幅最大の部分にマークを施すことが好ましい。製造した絶縁電線10からはステータコイル用として図7に示すような幅狭及び厚肉の一端から幅広及び薄肉の他端に延びる1テーパー長分(例えば500〜3000mm)が切り出されるが、その際にそのマークを目印とすることができる。
【0050】
ところで、幅及び厚さが長さ方向に沿って変化する金属線を定電流法で電着塗装する場合、金属線の周長が長さ方向に沿って変動するため、形成される電着被膜の厚さも長さ方向に沿って変動することとなるが、その際、最も薄く形成される部分が絶縁層の最小規定値よりも厚くなるように条件を設定する必要がある。一方、そうすると、絶縁層が過剰に厚く形成される部分が生じ、ステータコイルとして用いる場合、スロット内の占積率を高めるという効果が減殺されることとなる。しかしながら、本実施形態に係る絶縁電線10の製造方法によれば、幅及び厚さが長さ方向に沿って変化する部分を有する金属線11を、電着液に連続して通過させて定電圧法により電着塗装するので、金属線11を長さ方向に沿って均一な厚さの絶縁層12で被覆することができる。
【実施例】
【0051】
上記実施形態と同様の方法に従い、直径2mmのタフピッチ銅からなる導体線を、各々、ロール径が106mmの第1圧延ロール間に通した後、各々、ロール径が150mmの第2圧延ロール間に通して図3に示すような形態の金属線を作製してボビンに巻き取った。
【0052】
このとき、第1圧延ロールのロールギャップの最大を1.75mm及び最小を1.10mm、第2圧延ロールのロールギャップの最大を0.585mm及び最小を0.195mm、並びに線速10m/minとし、そして、テーパー長1800mm及び定常厚長200mmとなるように制御を行った。また、作製された金属線について、インラインLEDセンサにより厚さ等を測定したところ、第1圧延ロール通過後の厚さの最大が1.92mm及び最小が1.33mm、第2圧延ロール通過後の厚さの最大が0.85mm及び最小が0.59mm、並びにテーパー長が1850mm(設定値の103%)及び定常厚長が220mm(設定値の110%)であった。
【0053】
続いて、金属線を巻き取ったボビンを熱処理炉に投入して焼鈍処理を行った。
【0054】
このとき、100℃/hの昇温速度で炉内設定温度を320℃まで高め、その温度で24時間保持した後、50℃/hの降温速度で炉内の温度を低下させた。
【0055】
そして、焼鈍処理した金属線に電着塗装した後、金属線に付着した電着被膜からなる絶縁層を焼き付けて絶縁電線を製造した。
【0056】
このとき、電着液として、分子骨格中にシロキサン結合を有し、分子中にアニオン性基を有するブロック共重合ポリイミドを樹脂成分とし、それに加えて塩基性化合物、水溶性極性溶媒、水及びブロック共重合ポリイミドの貧溶媒を含有するサスペンジョン型電着組成物で固形成分(樹脂成分)が、10質量%のものを使用した(粘度:18mPa・s、pH:7)。電着液の液温20℃、電着時間が30秒となるように線速は1m/minとした。印加電圧は60Vとした。
【0057】
焼付処理は3段階で行った。具体的には、焼付炉の第1ゾーンの第1段階では焼付温度(炉内設定温度)を100℃及び焼付時間を2分、第2ゾーンの第2段階では焼付温度(炉内設定温度)を150℃及び焼付時間を2分、並びに第3ゾーンの第3段階では焼付温度(炉内設定温度)を220℃及び焼付時間を2分とした。なお、第4ゾーンでは炉内ヒーターをオフとした(通過時間2分)。
【0058】
製造した絶縁電線について、厚さ0.60mm、0.65mm、0.70mm、0.75mm、0.80mm、及び0.85mmのそれぞれの部分について、全幅WT、断面積S、周長L、ビッカース硬さ、及び絶縁層の厚さδを求めた。
【0059】
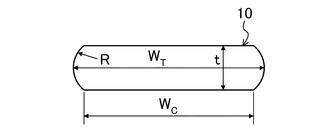
ここで、断面積S及び周長Lは、図8に示すように、絶縁電線の全幅WT及び平行行部分の幅WCを測定し、側面断面外郭形状を半径Rの円弧近似を行い、下記式に基づいて算出した。
【0060】
【数1】

【0061】
ビッカース硬さは、JIS Z2244に基づいて、絶縁電線の横断面の金属線部分について測定した。また、焼鈍処理前の金属線の対応する部分の横断面についても測定した。
【0062】
絶縁層の厚さδは、絶縁電線の横断面を倍率既知(200倍)の顕微鏡で観察することにより測定した。
【0063】
表1はその結果を示す。
【0064】
【表1】
【0065】
全幅WTは、厚さ0.60mmの部分で4.75mm、0.65mmの部分で4.41mm、0.70mmの部分で4.07mm、0.75mmの部分で3.81mm、0.80mmの部分で3.58mm、及び0.85mmの部分で3.41mmであった。
【0066】
断面積Sは、厚さ0.60mmの部分で2.82mm2(基準断面積2.80mm2に対して100.7%)、0.65mmの部分で2.81mm2(基準断面積に対して100.4%)、0.70mmの部分で2.81mm2(基準断面積に対して100.4%)、0.75mmの部分で2.82mm2(基準断面積に対して100.7%)、0.80mmの部分で2.79mm2(基準断面積に対して99.6%)、及び0.85mmの部分で2.81mm2(基準断面積に対して100.4%)であった。
【0067】
周長Lは、厚さ0.60mmの部分で10.37mm、0.65mmの部分で9.75mm、0.70mmの部分で9.15mm、0.75mmの部分で8.71mm、0.80mmの部分で8.29mm、及び0.85mmの部分で8.01mmであった。
【0068】
ビッカース硬さ(焼鈍処理前)は、厚さ0.60mmの部分で125HV、0.65mmの部分で126HV、0.70mmの部分で127HV、0.75mmの部分で129HV、0.80mmの部分で128HV、及び0.85mmの部分で128HVであった。
【0069】
ビッカース硬さ(焼鈍処理後)は、厚さ0.60mmの部分で58HV、0.65mmの部分で56HV、0.70mmの部分で56HV、0.75mmの部分で57HV、0.80mmの部分で57HV、及び0.85mmの部分で57HVであった。
【0070】
絶縁層の厚さδは、厚さ0.60mmの部分で37μm、0.65mmの部分で37μm、0.70mmの部分で41μm、0.75mmの部分で37μm、0.80mmの部分で40μm、及び0.85mmの部分で38μmであった。
【0071】
以上の通り、幅及び厚さが長さ方向に沿って変化する部分を有する金属線を定電圧法により電着塗装した場合、断面積Sの変動は基準断面積に対して差が最大1%と概ね一定であり、長さ方向で周長は変化するものの、絶縁層の厚さにその変化は見られないことが分かる。また、ビッカース硬さも焼鈍処理前には厚さが厚くなると硬くなる傾向が伺われるが、焼鈍処理後の絶縁電線では厚さに関わらずほぼ同等であることが分かる。
【産業上の利用可能性】
【0072】
本発明は、絶縁電線及びその製造方法、並びにそれを巻回してなるコイルについて有用である。
【符号の説明】
【0073】
10 絶縁電線
11 金属線
11a 幅広薄肉部分
11b 幅狭厚肉部分
11c 定常厚部分
11’ 中間線材
11” 導体線
12 絶縁層
20 金属線製造装置
21 第1圧延ロール
22 第2圧延ロール
30 電着装置
31 電着槽
31a 第1電極
31b 第2電極
32 焼付炉
【技術分野】
【0001】
本発明は、絶縁電線及びその製造方法、並びにそれを巻回してなるコイルに関する。
【背景技術】
【0002】
モータのステータコアのスロットに巻き付けるステータコイルとして、導体線を一定厚さに圧延した金属線の表面に絶縁層を設けた平角の絶縁電線が用いられる。しかしながら、断面形状が一定の絶縁電線の場合、スロット内にデッドスペースが形成されることから、その占積率を高めるため、幅及び厚さが長さ方向に沿って変化する絶縁電線が用いられるようになった。
【0003】
そして、かかる幅及び厚さが長さ方向に沿って変化する絶縁電線のステータコイルにおいて、長さ方向に沿って断面積を均一化する技術として、特許文献1及び2には、断面積が長さ方向に大小変化する中間線材を製造し、次に、その中間線材を圧延ロールに送り込んで、断面積の大きい部位を平角線の最終厚さ寸法の小さい部位に、また、断面積の小さい部位を平角線の最終厚さ寸法の大きい部位に、それぞれ対応するように圧延ロールを接近離間制御しつつ圧延することが開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特許第4584940号公報
【特許文献2】特許第4584944号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、圧延した金属線をステータコイルとするためには、金属線の表面を絶縁層で被覆する必要があり、かかる絶縁層を形成する絶縁材料として一般的にポリウレタン樹脂等の高分子材料が用いられ、金属線がいわゆるエナメル線に加工される。この金属線の絶縁層による被覆は、一般的には、金属線を、絶縁材料を有機溶剤等に溶かして液状にしたワニスに浸漬し、このとき、電気的作用によって金属線の表面に絶縁材料を析出させ、その後、高温で溶剤を飛散させる電着塗装により行われる。そして、このとき形成される絶縁層は、ステータコイルの耐電圧性能等の要求特性を満足するためには、厚さが一定であることが望ましい。
【0006】
ところが、幅及び厚さが長さ方向に沿って変化する金属線に従来と同様の電着塗装を施したのでは、ワニスの付着が長さ方向に沿って不均一となり、その結果、絶縁層の厚さも不均一になるという問題がある。
【0007】
本発明の課題は、幅及び厚さが長さ方向に沿って変化する部分を有する金属線を長さ方向に沿って均一な厚さの絶縁層で被覆することである。
【課題を解決するための手段】
【0008】
本発明の絶縁電線の製造方法は、幅及び厚さが長さ方向に沿って変化する部分を有する金属線を、電着液に連続して通過させて電着塗装した後、金属線に付着した電着被膜からなる絶縁層を焼き付けるものであって、上記電着塗装を定電圧法で行う。
【0009】
本発明の絶縁電線は、本発明の絶縁電線の製造方法で製造したものである。
【0010】
本発明のコイルは、本発明の絶縁電線を巻回してなるものである。
【発明の効果】
【0011】
本発明によれば、幅及び厚さが長さ方向に沿って変化する部分を有する金属線を、電着液に連続して通過させて定電圧法により電着塗装するので、金属線を長さ方向に沿って均一な厚さの絶縁層で被覆することができる。
【図面の簡単な説明】
【0012】
【図1】金属線の斜視図である。
【図2】(a)及び(b)は金属線の断面図である。
【図3】金属線の変形例の斜視図である。
【図4】金属線の製造装置の概略構成を示す図である。
【図5】(a)及び(b)は金属線の製造方法を示す説明図である。
【図6】電着装置の概略構成を示す図である。
【図7】1テーパー長分の絶縁電線の斜視図である。
【図8】絶縁電線の断面図である。
【発明を実施するための形態】
【0013】
以下、実施形態について図面に基づいて詳細に説明する。
【0014】
本実施形態に係る絶縁電線10の製造方法では、幅及び厚さが長さ方向に沿って変化する部分を有する金属線11を、電着液に連続して通過させて定電圧法で電着塗装した後、金属線11に付着した電着被膜からなる絶縁層12を焼き付けるものである。本実施形態で製造する絶縁電線10は、例えば、モータのステータコアのスロットに巻き付けるステータコイルとして使用されるものである。
【0015】
<金属線>
図1は本実施形態で用いる金属線11を示す。
【0016】
本実施形態で用いる金属線11は、例えば、銅、銅合金、アルミニウム、アルミニウム合金等で形成されている。銅としてはタフピッチ銅が挙げられる。銅合金としては、例えば、Cu−Sn合金、Cu−Ni合金、Cu−Ag合金等が挙げられる。アルミニウムとしては純アルミニウムが挙げられる。アルミニウム合金としては、例えば、Al−Fe合金、Al−Cu合金、Al−Mn合金等が挙げられる。
【0017】
本実施形態で用いる金属線11は、幅及び厚さが長さ方向に沿って変化している部分を有する。本実施形態で用いる金属線11は、具体的には、例えば図1に示すように、長さ方向に沿って、最も幅広で且つ最も薄肉の部分11aから連続してテーパー状に幅が狭まると共に厚さが大きくなって最も幅狭で且つ最も厚肉の部分11bとなり、そこから連続してテーパー状に幅が広がると共に厚さが小さくなって最も幅広で且つ最も薄肉の部分11aとなる形状が周期的に繰り返される平角線の形態が挙げられる。本実施形態で用いる金属線11は、例えば、幅が1.0〜10mmであり、厚さが0.1〜1.0mmである。最も幅広で且つ最も薄肉の部分11aから連続してテーパー状に幅が狭まると共に厚さが大きくなって最も幅狭で且つ最も厚肉の部分11bまでの長さ、或いは、最も幅狭で且つ最も厚肉の部分11bから連続してテーパー状に幅が広がると共に厚さが小さくなって最も幅広で且つ最も薄肉の部分11aまでの長さ(テーパー長)は例えば500〜3000mmである。なお、金属線11の形状は、特にこれに限定されるものではなく、幅及び厚さが長さ方向に沿って変化している部分を有していればよい。
【0018】
本実施形態で用いる金属線11の断面形状は、図2(a)に示すように、一対の平行な長辺とそれらの両側のそれぞれを連結する円弧状の側辺とからなる陸上競技のトラック形状であってもよく、また、図2(b)に示すように、横長矩形状であってもよい。但し、エッジワイズ曲げ加工を施した際、曲げ加工部分の曲げ外周部で曲げに沿って生じる伸び歪みを均一化させる観点からは、陸上競技のトラック形状のように、側面の断面外郭形状が外向きに凸の曲線であることが好ましい。
【0019】
本実施形態で用いる金属線11の断面積は例えば0.2〜10mm2である。本実施形態で用いる金属線11の断面積は長さ方向に沿って略一定であることが好ましく、具体的には、基準断面積に対して±2.0%以内であることが好ましく、±1.0%以内であることがより好ましい。
【0020】
本実施形態で用いる金属線11は、図3に示すように、幅及び厚さが長さ方向に沿って変化しない定常厚部分11cを有していてもよい。定常厚部分11cの長さ(定常厚長)は例えば50〜300mmである。
【0021】
図4は本実施形態で用いる金属線11の製造装置20の概略構成を示す。
【0022】
本実施形態で用いる金属線11は、荒引線を伸線した導体線11”を相対的に接近離間制御される第1圧延ロール21間へ送って、幅及び厚さが長さ方向に連続的に変化する中間線材11’を形成し、その後、その中間線材11’を相対的に接近離間制御される第2圧延ロール22間に、厚さに対してロールギャップが大小逆となるように相対的に接近離間制御しつつ送り込むことにより製造することができる。つまり、この金属線11の製造方法では、導体線11”を第1圧延ロール21により圧延することにより、図5(a)及び(b)に示すように、最終的に最も幅広で且つ最も薄肉の部分11aに形成する部分を最も幅狭で且つ最も厚肉の部分11a’に形成し、また、最終的に最も幅狭で且つ最も厚肉の部分11bに形成する部分を最も幅広で且つ最も薄肉の部分11b’に形成した中間線材11’を作製し、その中間線材11’を第2圧延ロール22により圧延することにより、逆に、最も幅狭で且つ最も厚肉の部分11a’を最も幅広で且つ最も薄肉の部分11aに形成し、また、最も幅広で且つ最も薄肉の部分11b’を最も幅狭で且つ最も厚肉の部分11bに形成する。これにより、長さ方向に沿って断面積を略同一に形成することができる。なお、第1及び第2圧延ロール21,22のロール径は、前者よりも後者の方が大きいことが好ましい。
【0023】
本実施形態で用いる金属線11は、圧延前及び/又は圧延後に焼鈍処理(熱処理)が施されていてもよい。幅及び厚さが長さ方向に沿って変化する金属線11の場合、エッジワイズ曲げ加工を施した際に、特に幅が大きい部分で後述の絶縁層12の割れが発生し易い傾向があるが、特に圧延後に焼鈍処理を施すことにより、エッジワイズ曲げ加工を施した際の絶縁層12の割れの発生を抑制し、コイル形成の際の巻回加工性を良好なものにすることができる。また、断面形状が一定の金属線の場合、同様の加工履歴を受けるため例えば硬さ等の特性が長さ方向に沿って均一となるが、幅及び厚さが長さ方向に沿って変化する金属線11の場合、断面形状が一定でないため、特性も長さ方向に沿って変化する傾向があるものの、圧延後に焼鈍処理を施すことにより、特性を長さ方向に沿って均一化させることができる。
【0024】
焼鈍処理は、バッチ式で行ってもよく、また、連続式で行ってもよい。長さ方向の特性を均一化させる観点からはバッチ式が好ましく、その場合、圧延前の導体線11”或いは圧延後の金属線11を巻回したボビンを熱処理炉に投入後、所定の昇温速度で炉内の温度を所定の保持温度まで高め、その保持温度で所定の保持時間を保持した後、所定の降温速度で炉内の温度を低下させる。このとき、昇温速度は25〜100℃/hとすることが好ましく、30〜60℃とすることがより好ましい。保持温度は200〜650℃/hとすることが好ましく、250〜400℃とすることがより好ましい。保持時間は5〜50時間とすることが好ましく、15〜30時間とすることがより好ましい。降温速度は25〜100℃/hとすることが好ましく、30〜60℃とすることがより好ましい。炉内雰囲気は還元ガス雰囲気とすることが好ましい。
【0025】
焼鈍処理手段としては、例えば、還元性雰囲気にした電気炉、通電焼鈍、パイプ焼鈍等が挙げられる。
【0026】
なお、この金属線11の製造方法については特許文献1及び2に詳細に開示されている。
【0027】
<電着液>
本実施形態で用いる電着液は、アニオン型のものであってもよく、また、カチオン型のものであってもよい。電着液に含まれる樹脂成分としては、例えば、ポリイミド樹脂、ポリアミドイミド樹脂、ポリエステルイミド樹脂、アクリル樹脂、エポキシ樹脂、エポキシ・アクリル樹脂、ポリウレタン樹脂、ポリエステル樹脂等が挙げられる。但し、本実施形態で用いる電着液としては、分子骨格中にシロキサン結合を有し、分子中にアニオン性基を有するブロック共重合ポリイミドを樹脂成分とし、それに加えて塩基性化合物、水溶性極性溶媒、水及びブロック共重合ポリイミドの貧溶媒を含有するサスペンジョン型電着組成物が好ましい。
【0028】
本実施形態で用いる電着液が上記サスペンジョン型電着組成物の場合、電着液の固形分濃度は1〜15質量%であることが好ましく、5〜10質量%であることがより好ましい。
【0029】
電着液の粘度は1〜100mPa・sであることが好ましく、1〜20mPa・sであることがより好ましい。電着液の粘度はB型粘度計により測定される。
【0030】
電着液のpHは7〜9であることが好ましく、7〜8であることがより好ましい。電着液のpHはpHメーターにより測定される。
【0031】
電着液に含まれるブロック共重合ポリイミドの重量平均分子量(Mw)は、ポリスチレン換算で20000〜150000であることが好ましく、45000〜90000であることがより好ましい。数平均分子量(Mn)は、ポリスチレン換算で10000〜70000であることが好ましく、20000〜40000であることがより好ましい。ブロック共重合ポリイミドのポリスチレン換算の分子量はGPC法により測定される。ブロック共重合ポリイミドの粒径は0.1〜10μmであることが好ましく、0.5〜5μmであることがより好ましい。ブロック共重合ポリイミドの粒径はレーザードップラー法により測定される。ブロック共重合ポリイミドの含有量は1〜15質量%であることが好ましく、3〜7質量%であることがより好ましい。
【0032】
電着液に含まれる塩基性化合物としては、ブロック共重合ポリイミド中のアニオン性基を中和し得るものであればよく、例えば、N,N−ジメチルアミノエタノールなどの第1級アミン、第2級アミン、第3級アミン等の塩基性含窒素化合物;ピロールなどの含窒素五員複素環化合物、ピリジンなどの含窒素六員複素環化合物等の含窒素複素環式化合物が挙げられる。塩基性化合物の含有量はブロック共重合ポリイミド中のアニオン性基の中和に必要な理論量の30〜200%であることが好ましく、80〜120%であることがより好ましい。
【0033】
電着液に含まれる水溶性極性溶媒としては、例えば、N−メチルピロリドン(NMP)等が挙げられる。水溶性極性溶媒の含有量は25〜60質量%であることが好ましく、35〜55質量%であることがより好ましい。
【0034】
電着液に含まれる上記貧溶媒としては、例えば、アセトフェノン等が挙げられる。上記貧溶媒の含有量は10〜40質量%であることが好ましく、10〜30質量%であることがより好ましい。
【0035】
電着液は、粘度や電気伝導度を調整する目的で他の水溶性極性溶媒や油溶性溶媒を含んでいてもよい。
【0036】
なお、かかるサスペンジョン型電着組成物については再表2008/139990号公報に詳細に開示されている。
【0037】
<電着塗装及び焼付処理>
図6は本実施形態で用いる電着装置30を示す。
【0038】
この電着装置30は、電着槽31とその上方に設けられた焼付炉32とを備えている。
【0039】
電着槽31は、金属線11が下方から進入して上方に引き上げられるように走行して内部に貯留した電着液を通過するように構成されており、その電着液に浸漬されるように設けられた第1電極31aと走行する金属線11に接触するように設けられた第2電極31bとを有する。第1及び第2電極31a,31bは図示しない電源に接続されている。なお、本実施形態で用いる電着液が上記サスペンジョン型電着組成物の場合、第1電極31aが陰極及び第2電極31bが陽極にそれぞれ接続される。
【0040】
焼付炉32は、電着被膜の絶縁層12が付着した金属線11が下方から進入して上方に引き上げられるように走行して炉内を通過するように構成されている。焼付炉32は、独立して炉内温度の設定が可能な複数のゾーンに分かれていてもよい。
【0041】
本実施形態では、電着槽31で金属線11を電着液に連続して通過させて定電圧法で電着塗装した後、焼付炉32において金属線11に付着した電着被膜からなる絶縁層12を焼き付ける。
【0042】
電着液の液温は10〜30℃とすることが好ましく、15〜25℃とすることがより好ましい。
【0043】
電着時間、つまり、金属線11の電着液の浸漬時間は5〜120秒とすることが好ましく、30〜60秒とすることがより好ましい。なお、電着時間は、金属線11の走行速度の設定によって調節することができる。金属線11の走行速度は例えば1〜20m/minである。
【0044】
第1及び第2電極31a,31bに印加する一定電圧は40〜100Vとすることが好ましく、50〜80Vとすることがより好ましい。
【0045】
焼付温度(炉内設定温度)は150〜300℃とすることが好ましく、180〜240℃とすることがより好ましい。
【0046】
焼付時間は300〜1800秒とすることが好ましく、600〜1800秒とすることがより好ましい。なお、焼付時間は、金属線11の走行速度の設定によって調節することができる。
【0047】
焼付処理は、単一の焼付温度により一段階で行ってもよく、また、相互に異なる焼付温度の多段階で行ってもよい。後者の場合、例えば、各段階での焼付時間を100〜600秒の一定としつつ、第1段階では焼付温度を150〜180℃とし、第2段階では第1段階よりも焼付温度を高く設定して180〜210℃とし、第3段階では第2段階よりもさらに焼付温度を高く設定して210〜240℃とし、最後に室温まで冷却する焼付処理が挙げられる。このように焼付温度を順次高く設定することにより電着被膜の発泡を抑制することができる。
【0048】
電着被膜からなる絶縁層12の厚さは10〜50μmであることが好ましく、30〜50μmであることがより好ましい。また、電着被膜からなる絶縁層12の厚さのバラツキは±7μm以内であることが好ましく、±5μm以内であることがより好ましい。
【0049】
焼付処理後した後の絶縁層12で被覆された金属線11からなる絶縁電線10はボビンに巻き取るが、幅をセンシングしながら、幅最大の部分にマークを施すことが好ましい。製造した絶縁電線10からはステータコイル用として図7に示すような幅狭及び厚肉の一端から幅広及び薄肉の他端に延びる1テーパー長分(例えば500〜3000mm)が切り出されるが、その際にそのマークを目印とすることができる。
【0050】
ところで、幅及び厚さが長さ方向に沿って変化する金属線を定電流法で電着塗装する場合、金属線の周長が長さ方向に沿って変動するため、形成される電着被膜の厚さも長さ方向に沿って変動することとなるが、その際、最も薄く形成される部分が絶縁層の最小規定値よりも厚くなるように条件を設定する必要がある。一方、そうすると、絶縁層が過剰に厚く形成される部分が生じ、ステータコイルとして用いる場合、スロット内の占積率を高めるという効果が減殺されることとなる。しかしながら、本実施形態に係る絶縁電線10の製造方法によれば、幅及び厚さが長さ方向に沿って変化する部分を有する金属線11を、電着液に連続して通過させて定電圧法により電着塗装するので、金属線11を長さ方向に沿って均一な厚さの絶縁層12で被覆することができる。
【実施例】
【0051】
上記実施形態と同様の方法に従い、直径2mmのタフピッチ銅からなる導体線を、各々、ロール径が106mmの第1圧延ロール間に通した後、各々、ロール径が150mmの第2圧延ロール間に通して図3に示すような形態の金属線を作製してボビンに巻き取った。
【0052】
このとき、第1圧延ロールのロールギャップの最大を1.75mm及び最小を1.10mm、第2圧延ロールのロールギャップの最大を0.585mm及び最小を0.195mm、並びに線速10m/minとし、そして、テーパー長1800mm及び定常厚長200mmとなるように制御を行った。また、作製された金属線について、インラインLEDセンサにより厚さ等を測定したところ、第1圧延ロール通過後の厚さの最大が1.92mm及び最小が1.33mm、第2圧延ロール通過後の厚さの最大が0.85mm及び最小が0.59mm、並びにテーパー長が1850mm(設定値の103%)及び定常厚長が220mm(設定値の110%)であった。
【0053】
続いて、金属線を巻き取ったボビンを熱処理炉に投入して焼鈍処理を行った。
【0054】
このとき、100℃/hの昇温速度で炉内設定温度を320℃まで高め、その温度で24時間保持した後、50℃/hの降温速度で炉内の温度を低下させた。
【0055】
そして、焼鈍処理した金属線に電着塗装した後、金属線に付着した電着被膜からなる絶縁層を焼き付けて絶縁電線を製造した。
【0056】
このとき、電着液として、分子骨格中にシロキサン結合を有し、分子中にアニオン性基を有するブロック共重合ポリイミドを樹脂成分とし、それに加えて塩基性化合物、水溶性極性溶媒、水及びブロック共重合ポリイミドの貧溶媒を含有するサスペンジョン型電着組成物で固形成分(樹脂成分)が、10質量%のものを使用した(粘度:18mPa・s、pH:7)。電着液の液温20℃、電着時間が30秒となるように線速は1m/minとした。印加電圧は60Vとした。
【0057】
焼付処理は3段階で行った。具体的には、焼付炉の第1ゾーンの第1段階では焼付温度(炉内設定温度)を100℃及び焼付時間を2分、第2ゾーンの第2段階では焼付温度(炉内設定温度)を150℃及び焼付時間を2分、並びに第3ゾーンの第3段階では焼付温度(炉内設定温度)を220℃及び焼付時間を2分とした。なお、第4ゾーンでは炉内ヒーターをオフとした(通過時間2分)。
【0058】
製造した絶縁電線について、厚さ0.60mm、0.65mm、0.70mm、0.75mm、0.80mm、及び0.85mmのそれぞれの部分について、全幅WT、断面積S、周長L、ビッカース硬さ、及び絶縁層の厚さδを求めた。
【0059】
ここで、断面積S及び周長Lは、図8に示すように、絶縁電線の全幅WT及び平行行部分の幅WCを測定し、側面断面外郭形状を半径Rの円弧近似を行い、下記式に基づいて算出した。
【0060】
【数1】
【0061】
ビッカース硬さは、JIS Z2244に基づいて、絶縁電線の横断面の金属線部分について測定した。また、焼鈍処理前の金属線の対応する部分の横断面についても測定した。
【0062】
絶縁層の厚さδは、絶縁電線の横断面を倍率既知(200倍)の顕微鏡で観察することにより測定した。
【0063】
表1はその結果を示す。
【0064】
【表1】
【0065】
全幅WTは、厚さ0.60mmの部分で4.75mm、0.65mmの部分で4.41mm、0.70mmの部分で4.07mm、0.75mmの部分で3.81mm、0.80mmの部分で3.58mm、及び0.85mmの部分で3.41mmであった。
【0066】
断面積Sは、厚さ0.60mmの部分で2.82mm2(基準断面積2.80mm2に対して100.7%)、0.65mmの部分で2.81mm2(基準断面積に対して100.4%)、0.70mmの部分で2.81mm2(基準断面積に対して100.4%)、0.75mmの部分で2.82mm2(基準断面積に対して100.7%)、0.80mmの部分で2.79mm2(基準断面積に対して99.6%)、及び0.85mmの部分で2.81mm2(基準断面積に対して100.4%)であった。
【0067】
周長Lは、厚さ0.60mmの部分で10.37mm、0.65mmの部分で9.75mm、0.70mmの部分で9.15mm、0.75mmの部分で8.71mm、0.80mmの部分で8.29mm、及び0.85mmの部分で8.01mmであった。
【0068】
ビッカース硬さ(焼鈍処理前)は、厚さ0.60mmの部分で125HV、0.65mmの部分で126HV、0.70mmの部分で127HV、0.75mmの部分で129HV、0.80mmの部分で128HV、及び0.85mmの部分で128HVであった。
【0069】
ビッカース硬さ(焼鈍処理後)は、厚さ0.60mmの部分で58HV、0.65mmの部分で56HV、0.70mmの部分で56HV、0.75mmの部分で57HV、0.80mmの部分で57HV、及び0.85mmの部分で57HVであった。
【0070】
絶縁層の厚さδは、厚さ0.60mmの部分で37μm、0.65mmの部分で37μm、0.70mmの部分で41μm、0.75mmの部分で37μm、0.80mmの部分で40μm、及び0.85mmの部分で38μmであった。
【0071】
以上の通り、幅及び厚さが長さ方向に沿って変化する部分を有する金属線を定電圧法により電着塗装した場合、断面積Sの変動は基準断面積に対して差が最大1%と概ね一定であり、長さ方向で周長は変化するものの、絶縁層の厚さにその変化は見られないことが分かる。また、ビッカース硬さも焼鈍処理前には厚さが厚くなると硬くなる傾向が伺われるが、焼鈍処理後の絶縁電線では厚さに関わらずほぼ同等であることが分かる。
【産業上の利用可能性】
【0072】
本発明は、絶縁電線及びその製造方法、並びにそれを巻回してなるコイルについて有用である。
【符号の説明】
【0073】
10 絶縁電線
11 金属線
11a 幅広薄肉部分
11b 幅狭厚肉部分
11c 定常厚部分
11’ 中間線材
11” 導体線
12 絶縁層
20 金属線製造装置
21 第1圧延ロール
22 第2圧延ロール
30 電着装置
31 電着槽
31a 第1電極
31b 第2電極
32 焼付炉
【特許請求の範囲】
【請求項1】
幅及び厚さが長さ方向に沿って変化する部分を有する金属線を、電着液に連続して通過させて電着塗装した後、金属線に付着した電着被膜からなる絶縁層を焼き付ける絶縁電線の製造方法であって、
上記電着塗装を定電圧法で行う絶縁電線の製造方法。
【請求項2】
請求項1に記載された絶縁電線の製造方法において、
上記電着液に通過させる前に、金属線に熱処理を施す絶縁電線の製造方法。
【請求項3】
請求項1又は2に記載された絶縁電線の製造方法において、
上記焼き付けを相互に異なる焼付温度の多段階で行う絶縁電線の製造方法。
【請求項4】
請求項3に記載された絶縁電線の製造方法において、
上記焼付温度を順次高く設定する絶縁電線の製造方法。
【請求項5】
請求項1乃至4のいずれかに記載された方法で製造した絶縁電線。
【請求項6】
請求項5に記載された絶縁電線を巻回してなるコイル。
【請求項1】
幅及び厚さが長さ方向に沿って変化する部分を有する金属線を、電着液に連続して通過させて電着塗装した後、金属線に付着した電着被膜からなる絶縁層を焼き付ける絶縁電線の製造方法であって、
上記電着塗装を定電圧法で行う絶縁電線の製造方法。
【請求項2】
請求項1に記載された絶縁電線の製造方法において、
上記電着液に通過させる前に、金属線に熱処理を施す絶縁電線の製造方法。
【請求項3】
請求項1又は2に記載された絶縁電線の製造方法において、
上記焼き付けを相互に異なる焼付温度の多段階で行う絶縁電線の製造方法。
【請求項4】
請求項3に記載された絶縁電線の製造方法において、
上記焼付温度を順次高く設定する絶縁電線の製造方法。
【請求項5】
請求項1乃至4のいずれかに記載された方法で製造した絶縁電線。
【請求項6】
請求項5に記載された絶縁電線を巻回してなるコイル。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−72092(P2013−72092A)
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願番号】特願2011−209692(P2011−209692)
【出願日】平成23年9月26日(2011.9.26)
【出願人】(000003263)三菱電線工業株式会社 (734)
【Fターム(参考)】
【公開日】平成25年4月22日(2013.4.22)
【国際特許分類】
【出願日】平成23年9月26日(2011.9.26)
【出願人】(000003263)三菱電線工業株式会社 (734)
【Fターム(参考)】
[ Back to top ]