
継ぎ手補助部材、継ぎ手構造部材、可動柵、継ぎ手補助部材および継ぎ手構造部材の製造方法

【課題】繊維強化プラスチック部材の重量の増加を抑制しつつ、繊維強化プラスチック部材の他の部材との連結部の強度を向上させることができる継ぎ手補助部材を提供する。
【解決手段】継ぎ手補助部材1は、繊維強化プラスチック部材の、他の部材との連結部に配置される継ぎ手補助部材であって、環状部10Bを有するベース部材と、環状部11Bの外周面15にその一部が巻き付けられた強化繊維束20とを備え、強化繊維束20は、環状部11Bの外周面15に巻き付けられた固定部21と、外周面15から離れるように延在する延在部22とを含み、固定部21には、樹脂30が含浸硬化されている。
【解決手段】継ぎ手補助部材1は、繊維強化プラスチック部材の、他の部材との連結部に配置される継ぎ手補助部材であって、環状部10Bを有するベース部材と、環状部11Bの外周面15にその一部が巻き付けられた強化繊維束20とを備え、強化繊維束20は、環状部11Bの外周面15に巻き付けられた固定部21と、外周面15から離れるように延在する延在部22とを含み、固定部21には、樹脂30が含浸硬化されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、継ぎ手補助部材、継ぎ手構造部材、可動柵、継ぎ手補助部材および継ぎ手構造部材の製造方法に関するものであり、より特定的には、繊維強化プラスチック部材の他の部材との連結部に配置される継ぎ手補助部材、当該継ぎ手補助部材を備えた継ぎ手構造部材、継ぎ手構造部材を用いた可動柵、上記継ぎ手補助部材および継ぎ手構造部材の製造方法に関するものである。
【背景技術】
【0002】
金属製品において構造部材を連結する方法としては、重ね合わせた構造部材をボルト、ピン、リベットなどの連結部材を用いて連結する方法が用いられている。また、近年では、設置性や作業性の向上という観点から構造部材のさらなる軽量化が求められている。その中で、構造部材に用いる材料として、金属製の材料に代わりより軽量な繊維強化プラスチックを用いることが進められている。繊維強化プラスチックと他の部材とを連結する方法としては、金属製の構造部材の場合と同様に、ボルト、ピンおよびリベットなどの連結部材を用いる方法が用いられている(たとえば、特許文献1参照)。しかし、繊維強化プラスチックは金属製の材料と比べて耐摩耗性が低いという特性を有するため、ネジ切り加工を施したり摺動部材を挿入することができない。そのため、繊維強化プラスチックと他の部材との継ぎ手部分には金属製の継ぎ手補助部材が挿入される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−181850号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
繊維強化プラスチックと他の部材との継ぎ手部分には、継ぎ手補助部材を挿入するための円孔部が形成される。この円孔部は、繊維強化プラスチックを成形した後に穴あけ加工を施すことにより形成される。また、繊維強化プラスチックと他の部材とを連結すると、この円孔部の壁面には、繊維強化プラスチックを圧縮する向きに外力が負荷される。さらに、円孔部を形成するために穴あけ加工を施すことにより、繊維強化プラスチック内の強化繊維が不連続となる。そのため、繊維強化プラスチックの円孔部の壁面の強度は、外力を受ける側に位置する壁面の圧縮特性(圧縮強度)が支配的となる。一般に、繊維強化プラスチックは引張強度に比べて圧縮強度が小さいという特性を有する。そのため、繊維強化プラスチックの継ぎ手部分に十分な強度を持たせるためには、継ぎ手部分において繊維強化プラスチックの厚みを増加させる必要が生じる。その結果、繊維強化プラスチック全体の重量の増加を招くという問題点が生じる。
【0005】
本発明は上記の課題に鑑みてなされたものであり、繊維強化プラスチック部材の重量の増加を抑制しつつ、繊維強化プラスチック部材の他の部材との連結部の強度を向上させることができる、継ぎ手補助部材、当該継ぎ手補助部材を備えた継ぎ手構造部材、継ぎ手構造部材を用いた可動柵、上記継ぎ手補助部材および継ぎ手構造部材の製造方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
本発明に従った継ぎ手補助部材は、繊維強化プラスチック部材の他の部材との連結部に配置される継ぎ手補助部材である。この継ぎ手補助部材は、環状部を有するベース部材と、環状部の外周面にその一部が巻き付けられた強化繊維束とを備えている。強化繊維束は環状部の外周面に巻き付けられた固定部と、外周面から離れるように延在する延在部とを含んでいる。固定部には、樹脂が含浸硬化されている。
【発明の効果】
【0007】
本発明に従った継ぎ手補助部材によれば、繊維強化プラスチック部材の重量の増加を抑制しつつ、繊維強化プラスチック部材の他の部材との連結部の強度を向上させることができる。
【図面の簡単な説明】
【0008】
【図1】実施の形態1に係る継ぎ手補助部材の構造を示す概略平面図である。
【図2】図1のII−II断面に対応する概略断面図である。
【図3】突起部を有するメス型ボビン部材を含むボビン部材の構造を示す概略断面図である。
【図4】図2の領域A付近を拡大して示す概略図である。
【図5】実施の形態1に係る継ぎ手補助部材の構造を示す概略上面図である。
【図6】実施の形態1に係る継ぎ手構造部材の構造を示す概略断面図である。
【図7】実施の形態1に係る継ぎ手補助部材に負荷される外力および強化繊維束の延在部に発生する張力を示す概略上面図である。
【図8】実施の形態1に係る継ぎ手構造部材と他の部材との連結部を示す概略断面図である。
【図9】実施の形態1に係る継ぎ手構造部材と他の部材との連結部に負荷される外力を示す概略上面図である。
【図10】実施の形態1に係る継ぎ手構造部材と他の部材との連結部に負荷される外力を示す概略側面図である。
【図11】実施の形態1に係る継ぎ手補助部材の製造方法を説明するための概略上面図である。
【図12】実施の形態1に係る継ぎ手補助部材の製造方法を説明するための概略側面図である。
【図13】実施の形態1に係る継ぎ手補助部材の製造方法を説明するための概略上面図である。
【図14】実施の形態1に係る継ぎ手補助部材の製造方法を説明するための概略側面図である。
【図15】実施の形態1に係る継ぎ手補助部材の製造方法を説明するための概略上面図である。
【図16】実施の形態1に係る継ぎ手補助部材の製造方法を説明するための概略側面図である。
【図17】実施の形態1に係る継ぎ手構造部材の製造方法を説明するための概略側面図である。
【図18】実施の形態1に係る継ぎ手構造部材の製造方法を説明するための概略側面図である。
【図19】実施の形態1に係る継ぎ手構造部材の製造方法を説明するための概略側面図である。
【図20】実施の形態1に係る継ぎ手構造部材の製造方法を説明するための概略側面図である。
【図21】実施の形態1に係る継ぎ手構造部材の製造方法を説明するための概略側面図である。
【図22】実施の形態1に係る継ぎ手構造部材の製造方法を説明するための概略側面図である。
【図23】実施の形態2に係る継ぎ手補助部材の構造を示す概略平面図である。
【図24】実施の形態2に係る継ぎ手補助部材の構造を示す概略側面図である。
【図25】実施の形態2に係る継ぎ手補助部材の製造方法を説明するための概略上面図である。
【図26】実施の形態2に係る継ぎ手補助部材の製造方法を説明するための概略側面図である。
【図27】実施の形態3に係る継ぎ手構造部材の構造を示す概略斜視図である。
【図28】実施の形態4に係る可動柵の構造を示す概略側面図である。
【図29】図28の領域C付近を拡大して示す概略図である。
【発明を実施するための形態】
【0009】
以下、図面に基づいて本発明の実施の形態を説明する。なお、以下の図面において、同一または相当する部分には同一の参照番号を付し、その説明は繰り返さない。
【0010】
(実施の形態1)
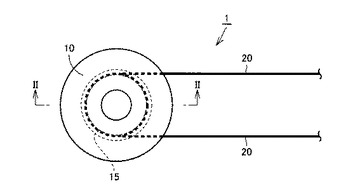
以下、本発明の実施の形態1について説明する。はじめに、実施の形態1に係る継ぎ手補助部材1の構造について図1〜4に基づいて説明する。実施の形態1に係る継ぎ手補助部材1は、繊維強化プラスチック部材の他の部材との連結部に配置される継ぎ手補助部材である。図1を参照して、継ぎ手補助部材1は、環状部を有するベース部材としてのボビン部材10と、環状部の外周面15にその一部が巻き付けられた強化繊維束20とを備えている。強化繊維束20はボビン部材10の環状部の外周面15に、張力が負荷されつつ少なくとも一周巻き付けられている。また、複数本の強化繊維束20がボビン部材10の環状部の外周面15に巻き付けられていてもよい。
【0011】
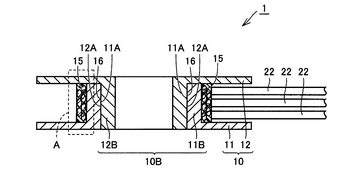
図2を参照して、ボビン部材10は、環状部11Bを有する第1ベース部材としてのメス型ボビン部材11と、環状部12Bを有し第1ベース部材に連結された第2ベース部材としてのオス型ボビン部材12とを含んでいる。具体的には、ボビン部材10はメス型ボビン部材11とオス型ボビン部材12との二つの部材より構成されている。そのため、たとえば継ぎ手補助部材1の製造においては、メス型ボビン部材11およびオス型ボビン部材12の各々の構成部材を別々に分けて取り扱うことができる。
【0012】
メス型ボビン部材11およびオス型ボビン部材12はそれぞれ金属材料からなっており、たとえばアルミニウムやステンレス鋼からなっている。また、メス型ボビン部材11とオス型ボビン部材12との嵌め合わせ面16を構成するメス型ボビン部材の嵌め合わせ表面11A、およびオス型ボビン部材の嵌め合わせ表面12Aのそれぞれには、嵌め合わせたメス型ボビン部材11とオス型ボビン部材12とが軸方向に抜けることを抑制するための加工が施されている。たとえば、メス型ボビン部材の嵌め合わせ表面11Aおよびオス型ボビン部材の嵌め合わせ表面12Aには、ネジ切り加工が施されている。メス型ボビン部材11の環状部11Bおよびオス型ボビン部材の環状部12Bは、ボビン部材10の環状部10Bを構成する。
【0013】
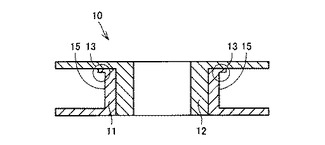
なお、図3を参照して、メス型ボビン部材11の環状部11Bの外周面15において、外周側に突出する突起部13が形成されていてもよい。これにより、継ぎ手補助部材1の製造時においてメス型ボビン部材11の環状部11Bの外周面15に巻き付けられた強化繊維束20が軸方向に抜けることを抑制し、強化繊維束20をより強固に固定することができる。
【0014】
図2および図4を参照して、強化繊維束20はメス型ボビン部材11の環状部11Bの外周面15に巻き付けられた固定部21と、その外周面15から離れるように延在する延在部22とを含んでいる。また、図4を参照して、強化繊維束20の固定部21には樹脂30が含浸硬化されている。これにより、強化繊維束20の固定部21はメス型ボビン部材11の環状部11Bの外周面15において強固に固定されている。
【0015】
以上のように、実施の形態1に係る継ぎ手補助部材1において、強化繊維束20はメス型ボビン部材11の環状部11Bの外周面15に巻き付けられており、樹脂30を含浸硬化することにより強固に固定された固定部21と、メス型ボビン部材11の環状部11Bの外周面15から離れるように延在する延在部22とを含んでいる。この強化繊維束20の延在部22は、継ぎ手補助部材1を繊維強化プラスチック部材の他の部材との連結部に配置する場合、繊維強化プラスチック部材内にて連結部に負荷される外力の方向に沿った方向に延在するように固定される。これにより、繊維強化プラスチック部材の他の部材との連結部に負荷される外力に対して、延在部22にはその外力に沿った向きの張力が発生する。そのため、繊維強化プラスチック部材の他の部材との連結部に配置された継ぎ手補助部材1は、負荷される外力に対して延在部22に発生する張力により支持される。これにより、繊維強化プラスチック部材と他の部材との連結部への外力の負荷に対する強度向上のための対応として、繊維強化プラスチックの連結部付近の厚みを増加させる必要性が小さくなる。したがって、実施の形態1に係る継ぎ手補助部材1によれば、繊維強化プラスチックの重量の増加を抑制しつつ、繊維強化プラスチック部材の他の部材との連結部の強度を向上させることができる。
【0016】
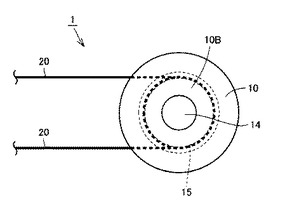
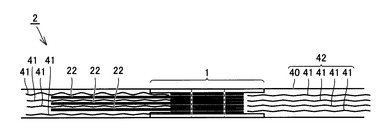
次に、実施の形態1に係る継ぎ手構造部材2の構造について、図5〜10に基づいて説明する。実施の形態1に係る継ぎ手構造部材2は、繊維強化プラスチック部材42と、繊維強化プラスチック部材42内に配置された継ぎ手補助部材1とを備えている。継ぎ手補助部材1は、上記の実施の形態1に係る継ぎ手補助部材1である。図5を参照して、継ぎ手補助部材1を構成するボビン部材10の環状部10Bの外周面15には強化繊維束20の一部が巻きつけられている。また、ボビン部材10の内周側領域14は貫通孔を構成している。この貫通孔は、ボルト、ピン、リベットなどの連結部材を挿入することが可能に構成されている。この貫通孔に連結部材を挿入することにより、継ぎ手構造部材2と他の部材とが連結される。
【0017】
図6を参照して、上記の継ぎ手補助部材1は繊維強化プラスチック部材42内に埋め込まれるように配置されている。繊維強化プラスチック部材42は、樹脂からなる母材部40と母材部40内に積層して配置された複数枚の強化繊維クロス41とを含んでいる。また、強化繊維束20の延在部22は強化繊維クロス41の層間に延在している。これにより、強化繊維束20の延在部22は繊維強化プラスチック部材42内にて強固に固定される。
【0018】
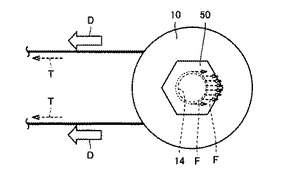
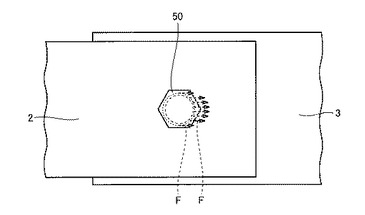
また、強化繊維束20の延在部22は、繊維強化プラスチック部材42の他の部材との連結部に加えられる外力Fによる負荷を効率的に軽減するような方向に延在していることが好ましい。すなわち、図7および図8を参照して、強化繊維束20の延在部22は、繊維強化プラスチック部材42の他の部材3との連結部に負荷されるべき外力Fの方向に沿った方向に延在していることが好ましい。より具体的には、強化繊維束20の延在部22は外力Fと逆の向きである矢印Dの向きに延在するように配置されることが好ましい。
【0019】
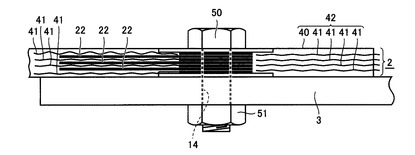
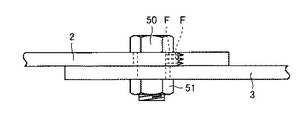
図6〜図10を参照して、継ぎ手構造部材2と他の部材3とをたとえばボルト50およびナット51により連結した場合について説明する。この場合、連結部に外力Fが加えられると、継ぎ手構造部材2の連結部においては当該外力Fによる負荷に耐え得るための強度が必要となる。これに対して、強化繊維束20の延在部22を外力Fが負荷される向きと逆の向きに延在させることにより、延在部22にて、外力Fが負荷される向きと逆の向きに張力Tを発生させることができる。これにより、繊維強化プラスチック部材42の他の部材との連結部に加えられる外力Fによる負荷を効率的に軽減することが可能になる。その結果、継ぎ手構造部材2に外力Fによる負荷に耐え得るための強度を付与することが容易になる。
【0020】
次に、実施の形態1に係る継ぎ手補助部材の製造方法について、図11〜16に基づいて説明する。実施の形態1に係る継ぎ手補助部材1の製造方法は、繊維強化プラスチック部材の他の部材との連結部に配置される継ぎ手補助部材の製造方法であり、以下に示す工程により実施される。はじめに、環状部を有するベース部材としてのメス型ボビン部材11および強化繊維束20を準備する工程が実施される。メス型ボビン部材11は少なくとも二つ準備される。強化繊維束20は一本のみ準備されてもよいし、複数本準備されてもよい。
【0021】
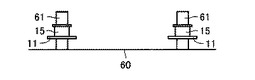
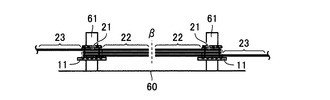
図11および図12を参照して、準備された各々のメス型ボビン部材11は、強化繊維束取付冶具60に備えられた円柱部材61に挿入される。これにより、各々のメス型ボビン部材11は強化繊維束取付冶具60上に保持される。
【0022】
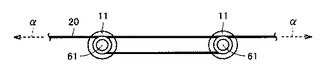
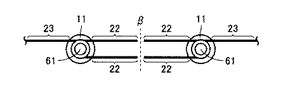
次に、強化繊維束20に張力αを負荷しつつ、メス型ボビン部材11の環状部11Bの外周面15に強化繊維束20の一部を巻き付ける工程が実施される。具体的には、図13および図14参照して、たとえば強化繊維束20は一のメス型ボビン部材11の環状部11Bの外周面15に少なくとも一周巻き付けられた後、隣り合うメス型ボビン部材11の環状部11Bの外周面15に少なくとも一周巻き付けられる。この工程は少なくとも二回繰り返して実施されることが好ましい。これにより、強化繊維束20には、メス型ボビン部材11の環状部11Bの外周面15に巻き付けられた固定部21と、外周面15から離れるように延在する延在部22と、端部23とがそれぞれ形成される。また、複数本の強化繊維束20が準備されている場合には、各々の強化繊維束20がメス型ボビン部材11の環状部11Bの外周面15に巻き付けられてもよい。
【0023】
なお、上記の工程において、たとえば強化繊維束20を十分な張力αを負荷することなくメス型ボビン部材11の環状部11Bの外周面15に巻き付けた場合には、固定部21において強化繊維束20の緩みが生じ、そのため外周面15と固定部21との間に隙間が生じる。また、この隙間には後に実施される工程にて樹脂30が含浸硬化されて樹脂リッチ部が形成される。この樹脂リッチ部は負荷される外力Fにより塑性変形するため、発生すべき張力Tが低下する。そのため、上記のようにメス型ボビン部材11の環状部11Bの外周面15と強化繊維束20の固定部21との隙間に樹脂リッチ部が形成された場合、継ぎ手補助部材1を採用することによる強度向上の効果が十分に得られない。そのため、固定部21が外周面15に沿って接触した状態で樹脂30が含浸硬化されるように、十分な張力αを負荷することが好ましい。
【0024】
次に、強化繊維束20に張力αを負荷しつつ、強化繊維束20においてメス型ボビン部材11の環状部11Bに巻き付けられた部分である固定部21に樹脂30を含浸させ硬化させる工程が実施される。これにより、強化繊維束20の固定部21はメス型ボビン部材11の環状部11Bの外周面15にて強固に固定される。樹脂30としては、たとえばビニルエステル樹脂、エポキシ樹脂を用いることが可能であって、これら以外の樹脂を用いることもできる。
【0025】
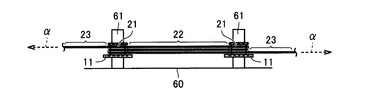
次に、図15および図16を参照して、固定部21に含浸された樹脂が硬化した後、強化繊維束20の延在部22の一部である線分βに沿った領域にて強化繊維束20を切断する工程が実施される。この場合、強化繊維束20の端部23は必要に応じて切除されもよい。その後、各々のメス型ボビン部材11は円柱部材61より取り外される。そして、これにオス型ボビン部材12を組み合わせることにより、継ぎ手補助部材1が完成する。
【0026】
次に、実施の形態1に係る継ぎ手構造部材2の製造方法について、図17〜22に基づいて説明する。実施の形態1に係る継ぎ手構造部材2の製造方法では、まず複数枚の強化繊維クロス41と、実施の形態1に係る継ぎ手補助部材1とを準備する工程が実施される。
【0027】
次に、複数枚の強化繊維クロス41に、厚み方向に貫通する貫通穴を形成する工程が実施される。この貫通穴は継ぎ手補助部材1を挿入可能に形成される。
【0028】
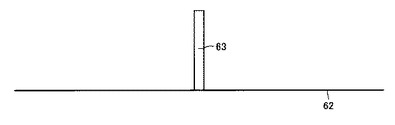
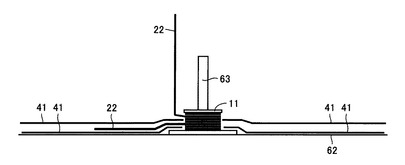
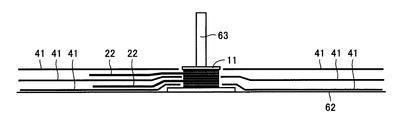
次に、貫通穴に継ぎ手補助部材1が挿入されるように、貫通穴が形成された複数枚の強化繊維クロス41を積層する工程が実施される。図17および図18を参照して、この工程では、まず強化繊維束20の一部が巻き付けられ、樹脂30が含浸硬化されたメス型ボビン部材11が、継ぎ手補助部材取付冶具62に備えられた円柱状突起63に挿入される。次に、図19を参照して、上記の工程により強化繊維クロス41に形成された貫通穴にメス型ボビン部材11および強化繊維束20の延在部22が通るようにして、強化繊維クロス41が継ぎ手補助部材取付冶具62の上に配置される。次に、図20を参照して、強化繊維クロス41の上に一の延在部22がメス型ボビン部材11の環状部11Bの外周面15から離れて延在するように配置される。強化繊維クロス41上に配置された一の延在部22の上には、さらに強化繊維クロス41が積層される。次に、図21を参照して、他の延在部22が一の延在部22と同様に、積層された強化繊維クロス41上にてメス型ボビン部材11の環状部11Bの外周面15から離れて延在するように配置される。強化繊維クロス41上に配置された他の延在部22の上には、さらに強化繊維クロス41が積層される。
【0029】
次に、図22を参照して、最上層の強化繊維クロス41が積層された後にオス型ボビン部材12が円柱状突起63に挿入される。円柱状突起63に挿入されたオス型ボビン部材12はメス型ボビン部材11と組み合わせられ、ボビン部材10が形成される。
【0030】
最後に、積層された強化繊維クロス41に樹脂を含浸させ、硬化させる工程が実施される。この工程では、積層された強化繊維クロス41および強化繊維クロス41の層間に延在している強化繊維束20の延在部22の全体にわたり、樹脂が含浸され硬化される。樹脂を硬化する方法としては、たとえば真空圧樹脂含浸(Vacuum assisted Resin Transfer Molding)法などを用いることができる。この方法では、まず継ぎ手補助部材取付冶具62に積層された強化繊維クロス41、強化繊維クロス41の層間に延在している強化繊維束20の延在部22および円柱状突起63に挿入されたメス型ボビン部材11とオス型ボビン部材12の全体が真空バッグによりバギングされる。そして、積層された強化繊維クロス41および強化繊維クロス41の層間に延在している強化繊維束20の延在部22の全体に樹脂が注入され硬化されることにより繊維強化プラスチックが形成される。以上のプロセスにより、継ぎ手構造部材2が完成する。
【0031】
(実施の形態2)
以下、本発明の実施の形態2について説明する。実施の形態2に係る継ぎ手補助部材は、基本的には実施の形態1に係る継ぎ手補助部材と同様の構造を有している。しかし、実施の形態2に係る継ぎ手補助部材においては強化繊維束が複数の延在部を有し、かつ各々の延在部が異なった方向に延在しているという点において実施の形態1に係る継ぎ手補助部材とは異なっている。
【0032】
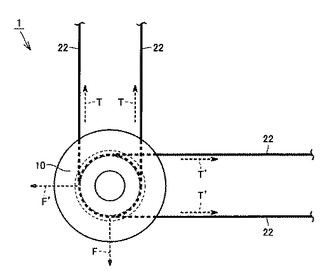
はじめに、図23および図24を参照して、実施の形態2に係る継ぎ手補助部材1の構造について説明する。実施の形態2に係る継ぎ手補助部材1はボビン部材10と、ボビン部材10を構成するメス型ボビン部材11の環状部11Bの外周面15に巻き付けられた強化繊維束20を備えている。強化繊維束20は、メス型ボビン部材11の環状部11Bの外周面15に巻き付けられ樹脂30により含浸硬化された固定部21と、メス型ボビン部材11の環状部11Bの外周面15から離れるように延在した複数の延在部22を含んでいる。ここで、一本の強化繊維束20がメス型ボビン部材11の環状部11Bの外周面15に巻き付けられる場合は、その両端が延在部22となっていてもよい。また、複数本の強化繊維束20がメス型ボビン部材11の環状部11Bの外周面15に巻き付けられる場合は、それらの一端または両端が延在部22となっていてもよい。
【0033】
本実施の形態では、これらの複数の延在部22のうち、一の延在部22と他の延在部22とは互いに異なった方向にそれぞれ延在している。具体的には、図23を参照して、ボビン部材10に負荷される複数の外力FおよびF’に対して、各々の延在部22は外力FおよびF’が負荷されるべき向きと逆向きにそれぞれ延在している。これにより、各々の延在部22において、外力FおよびF’が負荷される向きと逆向きの張力TおよびT’を発生させることができる。そのため、外力FおよびF’による負荷を効率的に軽減させることが可能になる。結果として、実施の形態2に係る継ぎ手補助部材1が配置された繊維強化プラスチック部材に、その連結部において負荷される複数の外力FおよびF’に耐え得るための強度を付与することが容易になる。
【0034】
次に、図25および図26を参照して、実施の形態2に係る継ぎ手補助部材の製造方法について説明する。実施の形態2に係る継ぎ手補助部材の製造方法は、基本的には実施の形態1に係る継ぎ手補助部材の製造方法と同様であり、以下の工程により実施される。
【0035】
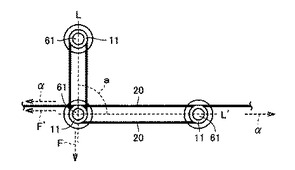
はじめに、環状部を有するベース部材としてのメス型ボビン部材11および強化繊維束20を準備する工程が実施される。メス型ボビン部材11は少なくとも三つ準備される。次に、準備された各々のメス型ボビン部材11は強化繊維束取付冶具60に備えられた円柱部材61にそれぞれ挿入される。ここで、図25を参照して、円柱部材61は強化繊維束取付冶具60において、その軸中心を通過する二本の直線LおよびL’が角aをなすようにして配置される。また、角aの角度は、円柱部材61に挿入された一のメス型ボビン部材11に負荷されるべき外力FおよびF’がなす角の角度に略等しくされることが好ましい。本実施の形態では、角aの角度は90°とされている。
【0036】
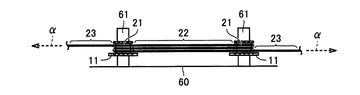
次に、強化繊維束20に張力αを負荷しつつ、各々のメス型ボビン部材11の環状部11Bの外周面15に強化繊維束20の一部を巻き付ける工程が実施される。これにより、強化繊維束20には、メス型ボビン部材11の環状部11Bの外周面15に巻き付けられた固定部21と、外周面15から離れるように延在する延在部22と、端部23とがそれぞれ形成される。次に、強化繊維束20の固定部21に樹脂30を含浸させ硬化させる工程が実施される。次に、固定部21に含浸された樹脂30が硬化した後、強化繊維束20の延在部22の一部にて、強化繊維束20を切断する工程が実施される。そして、各々のメス型ボビン部材11は円柱部材61より取り外される。これにオス型ボビン部材12を組み合わせることにより、実施の形態2における継ぎ手構造部材1が完成する。
【0037】
上記の製造方法によれば、メス型ボビン部材11の環状部11Bの外周面15に巻き付けられた強化繊維束20には、その外周面15から離れるように延在した複数の延在部22が形成され、かつこの複数の延在部22のうち一の延在部22と他の延在部22とは異なった方向に延在している。さらに、各々の延在部22は一のメス型ボビン部材11へ負荷される複数の外力FおよびF’の各々の向きと逆向きに延在させることができる。これにより、各々の延在部22において、外力FおよびF’が負荷される向きと逆向きの張力Tを発生させ、外力FおよびF’による負荷を効率的に軽減させることが可能になる。
【0038】
(実施の形態3)
以下、本発明の実施の形態3について説明する。実施の形態3に係る継ぎ手構造部材は基本的には実施の形態1に係る継ぎ手構造部材と同様の構造を有している。しかし、実施の形態3に係る継ぎ手構造部材は、繊維強化プラスチック部材内にて複数の継ぎ手補助部材を有しているという点において、実施の形態1に係る継ぎ手構造部材とは異なっている。
【0039】
図27を参照して、実施の形態3に係る継ぎ手構造部材2は、繊維強化プラスチック部材42、および繊維強化プラスチック部材42内に配置された複数の継ぎ手補助部材1を備えている。繊維強化プラスチック部材42は、樹脂からなる母材部と母材部内に積層して配置された複数の強化繊維クロスとを含んでいる。継ぎ手補助部材1は、実施の形態1に係る継ぎ手補助部材1であり、ボビン部材10と、ボビン部材10を構成するメス型ボビン部材11の環状部11Bの外周面15にその一部が巻き付けられた強化繊維束20とを含んでいる。
【0040】
繊維強化プラスチック部材42内に配置された複数の継ぎ手補助部材1を構成するボビン部材10の内周側領域14はそれぞれ貫通孔を構成しており、この貫通孔は連結部材を挿入可能となっている。これにより、一の繊維強化プラスチック部材42内において他の部材との連結部を複数設けることができる。たとえば、一の繊維強化プラスチック部材42に対して複数の他の部材を連結することも可能になる。また、一の繊維強化プラスチック部材42に対して一の他の部材を連結する場合には、複数の連結部を介して連結することでより強固に固定することが可能になる。他の部材は繊維強化プラスチック部材であってもよいし、また繊維強化プラスチック部材以外の部材であってもよい。
【0041】
また、繊維強化プラスチック部材42内において継ぎ手補助部材1が配置される位置は特に限定されず、他の部材との連結の形態などを考慮して適宜選択される。たとえば、図27を参照して、繊維強化プラスチック部材42内において、複数の継ぎ手補助部材1は行および列を形成するように規則的に配置されていてもよいし、また無作為に配置されていてもよい。
【0042】
(実施の形態4)
以下、本発明の実施の形態4について説明する。実施の形態4においては上記実施の形態にて説明した継ぎ手構造部材2を用いた可動柵70について説明する。
【0043】
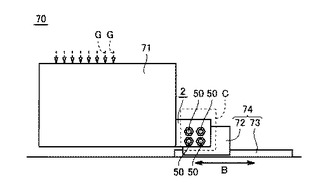
図28を参照して、実施の形態4に係る可動柵70は扉パネル71と、扉パネル71を移動可能に保持する保持部材74と、扉パネル71と保持部材74とを連結する継ぎ手構造部材2とを備えている。なお、継ぎ手構造部材2は、任意の方法により扉パネル71に連結されている。継ぎ手構造部材2としては、実施の形態3に係る継ぎ手構造部材2が用いられ、複数の連結部を備えている。保持部材74は、レール73と、レール73に沿って方向Bに滑らかに移動可能なリニアガイド72とを含んでいる。継ぎ手構造部材2はボルト50などの連結部材を介してリニアガイド72と連結されている。これにより、扉パネル71はレール73に沿って滑らかに移動可能に構成されている。
【0044】
また、実施の形態4に係る可動柵70がたとえば可動式駅ホーム柵などに用いられる場合には、可動柵70を構成する扉パネル71に外力が負荷されることが想定される。図28を参照して、たとえば扉パネル71が閉じた状態にてホームにいる乗客が扉パネル71に寄り掛かることなどにより、扉パネル71に荷重Gが負荷されることも想定される。この場合には、継ぎ手構造部材2とリニアガイド72との連結部においても同様に荷重Gが負荷される。
【0045】
図29を参照して、実施の形態2に係る可動柵70に含まれる継ぎ手構造部材2は、繊維強化プラスチック部材42と繊維強化プラスチック部材42内に配置された複数の継ぎ手補助部材1を備えている。また、繊維強化プラスチック部材42の内部には荷重Gの負荷される方向に沿った方向に強化繊維束20の延在部22が延在している。そのため、延在部22において、荷重Gによる負荷を軽減するような張力を発生させることができる。これにより、継ぎ手構造部材2とリニアガイド72との連結部に負荷される荷重Gによる負荷を効率的に軽減することが可能になる。結果として、可動柵70を可動式駅ホーム柵などに用いる場合において、可動柵70に負荷されるべき荷重Gに耐え得るための強度を付与することが容易になる
今回開示された実施の形態はすべての点で例示であって、制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味、および範囲内でのすべての変更が含まれることが意図される。
【産業上の利用可能性】
【0046】
本発明の継ぎ手補助部材、当該継ぎ手補助部材を備えた継ぎ手構造部材、継ぎ手構造部材を用いた可動柵、上記継ぎ手補助部材および継ぎ手構造部材の製造方法は、繊維強化プラスチック部材の重量の増加を抑制しつつ、繊維強化プラスチック部材の他の部材との連結部の強度を向上させることが要求される、継ぎ手補助部材、継ぎ手構造部材、可動柵、継ぎ手補助部材および継ぎ手構造部材の製造方法において、特に有利に適用され得る。
【符号の説明】
【0047】
1 継ぎ手補助部材、2 継ぎ手構造部材、3 他の部材、10 ボビン部材、10B,11B,12B 環状部、11A メス型ボビン部材の嵌め合わせ表面、12A オス型ボビン部材の嵌め合わせ表面、11 メス型ボビン部材、12 オス型ボビン部材、13 突起部、14 内周側領域、15 外周面、16 嵌め合わせ面、20 強化繊維束、21 固定部、22 延在部、23 端部、30 樹脂、40 母材部、41 強化繊維クロス、42 繊維強化プラスチック、50 ボルト、51 ナット、60 強化繊維束取付冶具、61 円柱部材、62 継ぎ手補助部材取付冶具、63 円柱状突起、70 可動柵、71 扉パネル、72 リニアガイド、73 レール、74 保持部材、F,F’ 外力、T,T’,β 張力、G 荷重、a 角、L,L’ 直線、B 方向、D 矢印。
【技術分野】
【0001】
本発明は、継ぎ手補助部材、継ぎ手構造部材、可動柵、継ぎ手補助部材および継ぎ手構造部材の製造方法に関するものであり、より特定的には、繊維強化プラスチック部材の他の部材との連結部に配置される継ぎ手補助部材、当該継ぎ手補助部材を備えた継ぎ手構造部材、継ぎ手構造部材を用いた可動柵、上記継ぎ手補助部材および継ぎ手構造部材の製造方法に関するものである。
【背景技術】
【0002】
金属製品において構造部材を連結する方法としては、重ね合わせた構造部材をボルト、ピン、リベットなどの連結部材を用いて連結する方法が用いられている。また、近年では、設置性や作業性の向上という観点から構造部材のさらなる軽量化が求められている。その中で、構造部材に用いる材料として、金属製の材料に代わりより軽量な繊維強化プラスチックを用いることが進められている。繊維強化プラスチックと他の部材とを連結する方法としては、金属製の構造部材の場合と同様に、ボルト、ピンおよびリベットなどの連結部材を用いる方法が用いられている(たとえば、特許文献1参照)。しかし、繊維強化プラスチックは金属製の材料と比べて耐摩耗性が低いという特性を有するため、ネジ切り加工を施したり摺動部材を挿入することができない。そのため、繊維強化プラスチックと他の部材との継ぎ手部分には金属製の継ぎ手補助部材が挿入される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−181850号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
繊維強化プラスチックと他の部材との継ぎ手部分には、継ぎ手補助部材を挿入するための円孔部が形成される。この円孔部は、繊維強化プラスチックを成形した後に穴あけ加工を施すことにより形成される。また、繊維強化プラスチックと他の部材とを連結すると、この円孔部の壁面には、繊維強化プラスチックを圧縮する向きに外力が負荷される。さらに、円孔部を形成するために穴あけ加工を施すことにより、繊維強化プラスチック内の強化繊維が不連続となる。そのため、繊維強化プラスチックの円孔部の壁面の強度は、外力を受ける側に位置する壁面の圧縮特性(圧縮強度)が支配的となる。一般に、繊維強化プラスチックは引張強度に比べて圧縮強度が小さいという特性を有する。そのため、繊維強化プラスチックの継ぎ手部分に十分な強度を持たせるためには、継ぎ手部分において繊維強化プラスチックの厚みを増加させる必要が生じる。その結果、繊維強化プラスチック全体の重量の増加を招くという問題点が生じる。
【0005】
本発明は上記の課題に鑑みてなされたものであり、繊維強化プラスチック部材の重量の増加を抑制しつつ、繊維強化プラスチック部材の他の部材との連結部の強度を向上させることができる、継ぎ手補助部材、当該継ぎ手補助部材を備えた継ぎ手構造部材、継ぎ手構造部材を用いた可動柵、上記継ぎ手補助部材および継ぎ手構造部材の製造方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
本発明に従った継ぎ手補助部材は、繊維強化プラスチック部材の他の部材との連結部に配置される継ぎ手補助部材である。この継ぎ手補助部材は、環状部を有するベース部材と、環状部の外周面にその一部が巻き付けられた強化繊維束とを備えている。強化繊維束は環状部の外周面に巻き付けられた固定部と、外周面から離れるように延在する延在部とを含んでいる。固定部には、樹脂が含浸硬化されている。
【発明の効果】
【0007】
本発明に従った継ぎ手補助部材によれば、繊維強化プラスチック部材の重量の増加を抑制しつつ、繊維強化プラスチック部材の他の部材との連結部の強度を向上させることができる。
【図面の簡単な説明】
【0008】
【図1】実施の形態1に係る継ぎ手補助部材の構造を示す概略平面図である。
【図2】図1のII−II断面に対応する概略断面図である。
【図3】突起部を有するメス型ボビン部材を含むボビン部材の構造を示す概略断面図である。
【図4】図2の領域A付近を拡大して示す概略図である。
【図5】実施の形態1に係る継ぎ手補助部材の構造を示す概略上面図である。
【図6】実施の形態1に係る継ぎ手構造部材の構造を示す概略断面図である。
【図7】実施の形態1に係る継ぎ手補助部材に負荷される外力および強化繊維束の延在部に発生する張力を示す概略上面図である。
【図8】実施の形態1に係る継ぎ手構造部材と他の部材との連結部を示す概略断面図である。
【図9】実施の形態1に係る継ぎ手構造部材と他の部材との連結部に負荷される外力を示す概略上面図である。
【図10】実施の形態1に係る継ぎ手構造部材と他の部材との連結部に負荷される外力を示す概略側面図である。
【図11】実施の形態1に係る継ぎ手補助部材の製造方法を説明するための概略上面図である。
【図12】実施の形態1に係る継ぎ手補助部材の製造方法を説明するための概略側面図である。
【図13】実施の形態1に係る継ぎ手補助部材の製造方法を説明するための概略上面図である。
【図14】実施の形態1に係る継ぎ手補助部材の製造方法を説明するための概略側面図である。
【図15】実施の形態1に係る継ぎ手補助部材の製造方法を説明するための概略上面図である。
【図16】実施の形態1に係る継ぎ手補助部材の製造方法を説明するための概略側面図である。
【図17】実施の形態1に係る継ぎ手構造部材の製造方法を説明するための概略側面図である。
【図18】実施の形態1に係る継ぎ手構造部材の製造方法を説明するための概略側面図である。
【図19】実施の形態1に係る継ぎ手構造部材の製造方法を説明するための概略側面図である。
【図20】実施の形態1に係る継ぎ手構造部材の製造方法を説明するための概略側面図である。
【図21】実施の形態1に係る継ぎ手構造部材の製造方法を説明するための概略側面図である。
【図22】実施の形態1に係る継ぎ手構造部材の製造方法を説明するための概略側面図である。
【図23】実施の形態2に係る継ぎ手補助部材の構造を示す概略平面図である。
【図24】実施の形態2に係る継ぎ手補助部材の構造を示す概略側面図である。
【図25】実施の形態2に係る継ぎ手補助部材の製造方法を説明するための概略上面図である。
【図26】実施の形態2に係る継ぎ手補助部材の製造方法を説明するための概略側面図である。
【図27】実施の形態3に係る継ぎ手構造部材の構造を示す概略斜視図である。
【図28】実施の形態4に係る可動柵の構造を示す概略側面図である。
【図29】図28の領域C付近を拡大して示す概略図である。
【発明を実施するための形態】
【0009】
以下、図面に基づいて本発明の実施の形態を説明する。なお、以下の図面において、同一または相当する部分には同一の参照番号を付し、その説明は繰り返さない。
【0010】
(実施の形態1)
以下、本発明の実施の形態1について説明する。はじめに、実施の形態1に係る継ぎ手補助部材1の構造について図1〜4に基づいて説明する。実施の形態1に係る継ぎ手補助部材1は、繊維強化プラスチック部材の他の部材との連結部に配置される継ぎ手補助部材である。図1を参照して、継ぎ手補助部材1は、環状部を有するベース部材としてのボビン部材10と、環状部の外周面15にその一部が巻き付けられた強化繊維束20とを備えている。強化繊維束20はボビン部材10の環状部の外周面15に、張力が負荷されつつ少なくとも一周巻き付けられている。また、複数本の強化繊維束20がボビン部材10の環状部の外周面15に巻き付けられていてもよい。
【0011】
図2を参照して、ボビン部材10は、環状部11Bを有する第1ベース部材としてのメス型ボビン部材11と、環状部12Bを有し第1ベース部材に連結された第2ベース部材としてのオス型ボビン部材12とを含んでいる。具体的には、ボビン部材10はメス型ボビン部材11とオス型ボビン部材12との二つの部材より構成されている。そのため、たとえば継ぎ手補助部材1の製造においては、メス型ボビン部材11およびオス型ボビン部材12の各々の構成部材を別々に分けて取り扱うことができる。
【0012】
メス型ボビン部材11およびオス型ボビン部材12はそれぞれ金属材料からなっており、たとえばアルミニウムやステンレス鋼からなっている。また、メス型ボビン部材11とオス型ボビン部材12との嵌め合わせ面16を構成するメス型ボビン部材の嵌め合わせ表面11A、およびオス型ボビン部材の嵌め合わせ表面12Aのそれぞれには、嵌め合わせたメス型ボビン部材11とオス型ボビン部材12とが軸方向に抜けることを抑制するための加工が施されている。たとえば、メス型ボビン部材の嵌め合わせ表面11Aおよびオス型ボビン部材の嵌め合わせ表面12Aには、ネジ切り加工が施されている。メス型ボビン部材11の環状部11Bおよびオス型ボビン部材の環状部12Bは、ボビン部材10の環状部10Bを構成する。
【0013】
なお、図3を参照して、メス型ボビン部材11の環状部11Bの外周面15において、外周側に突出する突起部13が形成されていてもよい。これにより、継ぎ手補助部材1の製造時においてメス型ボビン部材11の環状部11Bの外周面15に巻き付けられた強化繊維束20が軸方向に抜けることを抑制し、強化繊維束20をより強固に固定することができる。
【0014】
図2および図4を参照して、強化繊維束20はメス型ボビン部材11の環状部11Bの外周面15に巻き付けられた固定部21と、その外周面15から離れるように延在する延在部22とを含んでいる。また、図4を参照して、強化繊維束20の固定部21には樹脂30が含浸硬化されている。これにより、強化繊維束20の固定部21はメス型ボビン部材11の環状部11Bの外周面15において強固に固定されている。
【0015】
以上のように、実施の形態1に係る継ぎ手補助部材1において、強化繊維束20はメス型ボビン部材11の環状部11Bの外周面15に巻き付けられており、樹脂30を含浸硬化することにより強固に固定された固定部21と、メス型ボビン部材11の環状部11Bの外周面15から離れるように延在する延在部22とを含んでいる。この強化繊維束20の延在部22は、継ぎ手補助部材1を繊維強化プラスチック部材の他の部材との連結部に配置する場合、繊維強化プラスチック部材内にて連結部に負荷される外力の方向に沿った方向に延在するように固定される。これにより、繊維強化プラスチック部材の他の部材との連結部に負荷される外力に対して、延在部22にはその外力に沿った向きの張力が発生する。そのため、繊維強化プラスチック部材の他の部材との連結部に配置された継ぎ手補助部材1は、負荷される外力に対して延在部22に発生する張力により支持される。これにより、繊維強化プラスチック部材と他の部材との連結部への外力の負荷に対する強度向上のための対応として、繊維強化プラスチックの連結部付近の厚みを増加させる必要性が小さくなる。したがって、実施の形態1に係る継ぎ手補助部材1によれば、繊維強化プラスチックの重量の増加を抑制しつつ、繊維強化プラスチック部材の他の部材との連結部の強度を向上させることができる。
【0016】
次に、実施の形態1に係る継ぎ手構造部材2の構造について、図5〜10に基づいて説明する。実施の形態1に係る継ぎ手構造部材2は、繊維強化プラスチック部材42と、繊維強化プラスチック部材42内に配置された継ぎ手補助部材1とを備えている。継ぎ手補助部材1は、上記の実施の形態1に係る継ぎ手補助部材1である。図5を参照して、継ぎ手補助部材1を構成するボビン部材10の環状部10Bの外周面15には強化繊維束20の一部が巻きつけられている。また、ボビン部材10の内周側領域14は貫通孔を構成している。この貫通孔は、ボルト、ピン、リベットなどの連結部材を挿入することが可能に構成されている。この貫通孔に連結部材を挿入することにより、継ぎ手構造部材2と他の部材とが連結される。
【0017】
図6を参照して、上記の継ぎ手補助部材1は繊維強化プラスチック部材42内に埋め込まれるように配置されている。繊維強化プラスチック部材42は、樹脂からなる母材部40と母材部40内に積層して配置された複数枚の強化繊維クロス41とを含んでいる。また、強化繊維束20の延在部22は強化繊維クロス41の層間に延在している。これにより、強化繊維束20の延在部22は繊維強化プラスチック部材42内にて強固に固定される。
【0018】
また、強化繊維束20の延在部22は、繊維強化プラスチック部材42の他の部材との連結部に加えられる外力Fによる負荷を効率的に軽減するような方向に延在していることが好ましい。すなわち、図7および図8を参照して、強化繊維束20の延在部22は、繊維強化プラスチック部材42の他の部材3との連結部に負荷されるべき外力Fの方向に沿った方向に延在していることが好ましい。より具体的には、強化繊維束20の延在部22は外力Fと逆の向きである矢印Dの向きに延在するように配置されることが好ましい。
【0019】
図6〜図10を参照して、継ぎ手構造部材2と他の部材3とをたとえばボルト50およびナット51により連結した場合について説明する。この場合、連結部に外力Fが加えられると、継ぎ手構造部材2の連結部においては当該外力Fによる負荷に耐え得るための強度が必要となる。これに対して、強化繊維束20の延在部22を外力Fが負荷される向きと逆の向きに延在させることにより、延在部22にて、外力Fが負荷される向きと逆の向きに張力Tを発生させることができる。これにより、繊維強化プラスチック部材42の他の部材との連結部に加えられる外力Fによる負荷を効率的に軽減することが可能になる。その結果、継ぎ手構造部材2に外力Fによる負荷に耐え得るための強度を付与することが容易になる。
【0020】
次に、実施の形態1に係る継ぎ手補助部材の製造方法について、図11〜16に基づいて説明する。実施の形態1に係る継ぎ手補助部材1の製造方法は、繊維強化プラスチック部材の他の部材との連結部に配置される継ぎ手補助部材の製造方法であり、以下に示す工程により実施される。はじめに、環状部を有するベース部材としてのメス型ボビン部材11および強化繊維束20を準備する工程が実施される。メス型ボビン部材11は少なくとも二つ準備される。強化繊維束20は一本のみ準備されてもよいし、複数本準備されてもよい。
【0021】
図11および図12を参照して、準備された各々のメス型ボビン部材11は、強化繊維束取付冶具60に備えられた円柱部材61に挿入される。これにより、各々のメス型ボビン部材11は強化繊維束取付冶具60上に保持される。
【0022】
次に、強化繊維束20に張力αを負荷しつつ、メス型ボビン部材11の環状部11Bの外周面15に強化繊維束20の一部を巻き付ける工程が実施される。具体的には、図13および図14参照して、たとえば強化繊維束20は一のメス型ボビン部材11の環状部11Bの外周面15に少なくとも一周巻き付けられた後、隣り合うメス型ボビン部材11の環状部11Bの外周面15に少なくとも一周巻き付けられる。この工程は少なくとも二回繰り返して実施されることが好ましい。これにより、強化繊維束20には、メス型ボビン部材11の環状部11Bの外周面15に巻き付けられた固定部21と、外周面15から離れるように延在する延在部22と、端部23とがそれぞれ形成される。また、複数本の強化繊維束20が準備されている場合には、各々の強化繊維束20がメス型ボビン部材11の環状部11Bの外周面15に巻き付けられてもよい。
【0023】
なお、上記の工程において、たとえば強化繊維束20を十分な張力αを負荷することなくメス型ボビン部材11の環状部11Bの外周面15に巻き付けた場合には、固定部21において強化繊維束20の緩みが生じ、そのため外周面15と固定部21との間に隙間が生じる。また、この隙間には後に実施される工程にて樹脂30が含浸硬化されて樹脂リッチ部が形成される。この樹脂リッチ部は負荷される外力Fにより塑性変形するため、発生すべき張力Tが低下する。そのため、上記のようにメス型ボビン部材11の環状部11Bの外周面15と強化繊維束20の固定部21との隙間に樹脂リッチ部が形成された場合、継ぎ手補助部材1を採用することによる強度向上の効果が十分に得られない。そのため、固定部21が外周面15に沿って接触した状態で樹脂30が含浸硬化されるように、十分な張力αを負荷することが好ましい。
【0024】
次に、強化繊維束20に張力αを負荷しつつ、強化繊維束20においてメス型ボビン部材11の環状部11Bに巻き付けられた部分である固定部21に樹脂30を含浸させ硬化させる工程が実施される。これにより、強化繊維束20の固定部21はメス型ボビン部材11の環状部11Bの外周面15にて強固に固定される。樹脂30としては、たとえばビニルエステル樹脂、エポキシ樹脂を用いることが可能であって、これら以外の樹脂を用いることもできる。
【0025】
次に、図15および図16を参照して、固定部21に含浸された樹脂が硬化した後、強化繊維束20の延在部22の一部である線分βに沿った領域にて強化繊維束20を切断する工程が実施される。この場合、強化繊維束20の端部23は必要に応じて切除されもよい。その後、各々のメス型ボビン部材11は円柱部材61より取り外される。そして、これにオス型ボビン部材12を組み合わせることにより、継ぎ手補助部材1が完成する。
【0026】
次に、実施の形態1に係る継ぎ手構造部材2の製造方法について、図17〜22に基づいて説明する。実施の形態1に係る継ぎ手構造部材2の製造方法では、まず複数枚の強化繊維クロス41と、実施の形態1に係る継ぎ手補助部材1とを準備する工程が実施される。
【0027】
次に、複数枚の強化繊維クロス41に、厚み方向に貫通する貫通穴を形成する工程が実施される。この貫通穴は継ぎ手補助部材1を挿入可能に形成される。
【0028】
次に、貫通穴に継ぎ手補助部材1が挿入されるように、貫通穴が形成された複数枚の強化繊維クロス41を積層する工程が実施される。図17および図18を参照して、この工程では、まず強化繊維束20の一部が巻き付けられ、樹脂30が含浸硬化されたメス型ボビン部材11が、継ぎ手補助部材取付冶具62に備えられた円柱状突起63に挿入される。次に、図19を参照して、上記の工程により強化繊維クロス41に形成された貫通穴にメス型ボビン部材11および強化繊維束20の延在部22が通るようにして、強化繊維クロス41が継ぎ手補助部材取付冶具62の上に配置される。次に、図20を参照して、強化繊維クロス41の上に一の延在部22がメス型ボビン部材11の環状部11Bの外周面15から離れて延在するように配置される。強化繊維クロス41上に配置された一の延在部22の上には、さらに強化繊維クロス41が積層される。次に、図21を参照して、他の延在部22が一の延在部22と同様に、積層された強化繊維クロス41上にてメス型ボビン部材11の環状部11Bの外周面15から離れて延在するように配置される。強化繊維クロス41上に配置された他の延在部22の上には、さらに強化繊維クロス41が積層される。
【0029】
次に、図22を参照して、最上層の強化繊維クロス41が積層された後にオス型ボビン部材12が円柱状突起63に挿入される。円柱状突起63に挿入されたオス型ボビン部材12はメス型ボビン部材11と組み合わせられ、ボビン部材10が形成される。
【0030】
最後に、積層された強化繊維クロス41に樹脂を含浸させ、硬化させる工程が実施される。この工程では、積層された強化繊維クロス41および強化繊維クロス41の層間に延在している強化繊維束20の延在部22の全体にわたり、樹脂が含浸され硬化される。樹脂を硬化する方法としては、たとえば真空圧樹脂含浸(Vacuum assisted Resin Transfer Molding)法などを用いることができる。この方法では、まず継ぎ手補助部材取付冶具62に積層された強化繊維クロス41、強化繊維クロス41の層間に延在している強化繊維束20の延在部22および円柱状突起63に挿入されたメス型ボビン部材11とオス型ボビン部材12の全体が真空バッグによりバギングされる。そして、積層された強化繊維クロス41および強化繊維クロス41の層間に延在している強化繊維束20の延在部22の全体に樹脂が注入され硬化されることにより繊維強化プラスチックが形成される。以上のプロセスにより、継ぎ手構造部材2が完成する。
【0031】
(実施の形態2)
以下、本発明の実施の形態2について説明する。実施の形態2に係る継ぎ手補助部材は、基本的には実施の形態1に係る継ぎ手補助部材と同様の構造を有している。しかし、実施の形態2に係る継ぎ手補助部材においては強化繊維束が複数の延在部を有し、かつ各々の延在部が異なった方向に延在しているという点において実施の形態1に係る継ぎ手補助部材とは異なっている。
【0032】
はじめに、図23および図24を参照して、実施の形態2に係る継ぎ手補助部材1の構造について説明する。実施の形態2に係る継ぎ手補助部材1はボビン部材10と、ボビン部材10を構成するメス型ボビン部材11の環状部11Bの外周面15に巻き付けられた強化繊維束20を備えている。強化繊維束20は、メス型ボビン部材11の環状部11Bの外周面15に巻き付けられ樹脂30により含浸硬化された固定部21と、メス型ボビン部材11の環状部11Bの外周面15から離れるように延在した複数の延在部22を含んでいる。ここで、一本の強化繊維束20がメス型ボビン部材11の環状部11Bの外周面15に巻き付けられる場合は、その両端が延在部22となっていてもよい。また、複数本の強化繊維束20がメス型ボビン部材11の環状部11Bの外周面15に巻き付けられる場合は、それらの一端または両端が延在部22となっていてもよい。
【0033】
本実施の形態では、これらの複数の延在部22のうち、一の延在部22と他の延在部22とは互いに異なった方向にそれぞれ延在している。具体的には、図23を参照して、ボビン部材10に負荷される複数の外力FおよびF’に対して、各々の延在部22は外力FおよびF’が負荷されるべき向きと逆向きにそれぞれ延在している。これにより、各々の延在部22において、外力FおよびF’が負荷される向きと逆向きの張力TおよびT’を発生させることができる。そのため、外力FおよびF’による負荷を効率的に軽減させることが可能になる。結果として、実施の形態2に係る継ぎ手補助部材1が配置された繊維強化プラスチック部材に、その連結部において負荷される複数の外力FおよびF’に耐え得るための強度を付与することが容易になる。
【0034】
次に、図25および図26を参照して、実施の形態2に係る継ぎ手補助部材の製造方法について説明する。実施の形態2に係る継ぎ手補助部材の製造方法は、基本的には実施の形態1に係る継ぎ手補助部材の製造方法と同様であり、以下の工程により実施される。
【0035】
はじめに、環状部を有するベース部材としてのメス型ボビン部材11および強化繊維束20を準備する工程が実施される。メス型ボビン部材11は少なくとも三つ準備される。次に、準備された各々のメス型ボビン部材11は強化繊維束取付冶具60に備えられた円柱部材61にそれぞれ挿入される。ここで、図25を参照して、円柱部材61は強化繊維束取付冶具60において、その軸中心を通過する二本の直線LおよびL’が角aをなすようにして配置される。また、角aの角度は、円柱部材61に挿入された一のメス型ボビン部材11に負荷されるべき外力FおよびF’がなす角の角度に略等しくされることが好ましい。本実施の形態では、角aの角度は90°とされている。
【0036】
次に、強化繊維束20に張力αを負荷しつつ、各々のメス型ボビン部材11の環状部11Bの外周面15に強化繊維束20の一部を巻き付ける工程が実施される。これにより、強化繊維束20には、メス型ボビン部材11の環状部11Bの外周面15に巻き付けられた固定部21と、外周面15から離れるように延在する延在部22と、端部23とがそれぞれ形成される。次に、強化繊維束20の固定部21に樹脂30を含浸させ硬化させる工程が実施される。次に、固定部21に含浸された樹脂30が硬化した後、強化繊維束20の延在部22の一部にて、強化繊維束20を切断する工程が実施される。そして、各々のメス型ボビン部材11は円柱部材61より取り外される。これにオス型ボビン部材12を組み合わせることにより、実施の形態2における継ぎ手構造部材1が完成する。
【0037】
上記の製造方法によれば、メス型ボビン部材11の環状部11Bの外周面15に巻き付けられた強化繊維束20には、その外周面15から離れるように延在した複数の延在部22が形成され、かつこの複数の延在部22のうち一の延在部22と他の延在部22とは異なった方向に延在している。さらに、各々の延在部22は一のメス型ボビン部材11へ負荷される複数の外力FおよびF’の各々の向きと逆向きに延在させることができる。これにより、各々の延在部22において、外力FおよびF’が負荷される向きと逆向きの張力Tを発生させ、外力FおよびF’による負荷を効率的に軽減させることが可能になる。
【0038】
(実施の形態3)
以下、本発明の実施の形態3について説明する。実施の形態3に係る継ぎ手構造部材は基本的には実施の形態1に係る継ぎ手構造部材と同様の構造を有している。しかし、実施の形態3に係る継ぎ手構造部材は、繊維強化プラスチック部材内にて複数の継ぎ手補助部材を有しているという点において、実施の形態1に係る継ぎ手構造部材とは異なっている。
【0039】
図27を参照して、実施の形態3に係る継ぎ手構造部材2は、繊維強化プラスチック部材42、および繊維強化プラスチック部材42内に配置された複数の継ぎ手補助部材1を備えている。繊維強化プラスチック部材42は、樹脂からなる母材部と母材部内に積層して配置された複数の強化繊維クロスとを含んでいる。継ぎ手補助部材1は、実施の形態1に係る継ぎ手補助部材1であり、ボビン部材10と、ボビン部材10を構成するメス型ボビン部材11の環状部11Bの外周面15にその一部が巻き付けられた強化繊維束20とを含んでいる。
【0040】
繊維強化プラスチック部材42内に配置された複数の継ぎ手補助部材1を構成するボビン部材10の内周側領域14はそれぞれ貫通孔を構成しており、この貫通孔は連結部材を挿入可能となっている。これにより、一の繊維強化プラスチック部材42内において他の部材との連結部を複数設けることができる。たとえば、一の繊維強化プラスチック部材42に対して複数の他の部材を連結することも可能になる。また、一の繊維強化プラスチック部材42に対して一の他の部材を連結する場合には、複数の連結部を介して連結することでより強固に固定することが可能になる。他の部材は繊維強化プラスチック部材であってもよいし、また繊維強化プラスチック部材以外の部材であってもよい。
【0041】
また、繊維強化プラスチック部材42内において継ぎ手補助部材1が配置される位置は特に限定されず、他の部材との連結の形態などを考慮して適宜選択される。たとえば、図27を参照して、繊維強化プラスチック部材42内において、複数の継ぎ手補助部材1は行および列を形成するように規則的に配置されていてもよいし、また無作為に配置されていてもよい。
【0042】
(実施の形態4)
以下、本発明の実施の形態4について説明する。実施の形態4においては上記実施の形態にて説明した継ぎ手構造部材2を用いた可動柵70について説明する。
【0043】
図28を参照して、実施の形態4に係る可動柵70は扉パネル71と、扉パネル71を移動可能に保持する保持部材74と、扉パネル71と保持部材74とを連結する継ぎ手構造部材2とを備えている。なお、継ぎ手構造部材2は、任意の方法により扉パネル71に連結されている。継ぎ手構造部材2としては、実施の形態3に係る継ぎ手構造部材2が用いられ、複数の連結部を備えている。保持部材74は、レール73と、レール73に沿って方向Bに滑らかに移動可能なリニアガイド72とを含んでいる。継ぎ手構造部材2はボルト50などの連結部材を介してリニアガイド72と連結されている。これにより、扉パネル71はレール73に沿って滑らかに移動可能に構成されている。
【0044】
また、実施の形態4に係る可動柵70がたとえば可動式駅ホーム柵などに用いられる場合には、可動柵70を構成する扉パネル71に外力が負荷されることが想定される。図28を参照して、たとえば扉パネル71が閉じた状態にてホームにいる乗客が扉パネル71に寄り掛かることなどにより、扉パネル71に荷重Gが負荷されることも想定される。この場合には、継ぎ手構造部材2とリニアガイド72との連結部においても同様に荷重Gが負荷される。
【0045】
図29を参照して、実施の形態2に係る可動柵70に含まれる継ぎ手構造部材2は、繊維強化プラスチック部材42と繊維強化プラスチック部材42内に配置された複数の継ぎ手補助部材1を備えている。また、繊維強化プラスチック部材42の内部には荷重Gの負荷される方向に沿った方向に強化繊維束20の延在部22が延在している。そのため、延在部22において、荷重Gによる負荷を軽減するような張力を発生させることができる。これにより、継ぎ手構造部材2とリニアガイド72との連結部に負荷される荷重Gによる負荷を効率的に軽減することが可能になる。結果として、可動柵70を可動式駅ホーム柵などに用いる場合において、可動柵70に負荷されるべき荷重Gに耐え得るための強度を付与することが容易になる
今回開示された実施の形態はすべての点で例示であって、制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味、および範囲内でのすべての変更が含まれることが意図される。
【産業上の利用可能性】
【0046】
本発明の継ぎ手補助部材、当該継ぎ手補助部材を備えた継ぎ手構造部材、継ぎ手構造部材を用いた可動柵、上記継ぎ手補助部材および継ぎ手構造部材の製造方法は、繊維強化プラスチック部材の重量の増加を抑制しつつ、繊維強化プラスチック部材の他の部材との連結部の強度を向上させることが要求される、継ぎ手補助部材、継ぎ手構造部材、可動柵、継ぎ手補助部材および継ぎ手構造部材の製造方法において、特に有利に適用され得る。
【符号の説明】
【0047】
1 継ぎ手補助部材、2 継ぎ手構造部材、3 他の部材、10 ボビン部材、10B,11B,12B 環状部、11A メス型ボビン部材の嵌め合わせ表面、12A オス型ボビン部材の嵌め合わせ表面、11 メス型ボビン部材、12 オス型ボビン部材、13 突起部、14 内周側領域、15 外周面、16 嵌め合わせ面、20 強化繊維束、21 固定部、22 延在部、23 端部、30 樹脂、40 母材部、41 強化繊維クロス、42 繊維強化プラスチック、50 ボルト、51 ナット、60 強化繊維束取付冶具、61 円柱部材、62 継ぎ手補助部材取付冶具、63 円柱状突起、70 可動柵、71 扉パネル、72 リニアガイド、73 レール、74 保持部材、F,F’ 外力、T,T’,β 張力、G 荷重、a 角、L,L’ 直線、B 方向、D 矢印。
【特許請求の範囲】
【請求項1】
繊維強化プラスチック部材の、他の部材との連結部に配置される継ぎ手補助部材であって、
環状部を有するベース部材と、
前記環状部の外周面にその一部が巻き付けられた強化繊維束とを備え、
前記強化繊維束は、
前記環状部の前記外周面に巻き付けられた固定部と、
前記外周面から離れるように延在する延在部とを含み、
前記固定部には、樹脂が含浸硬化されている、継ぎ手補助部材。
【請求項2】
前記ベース部材は、
前記環状部を有する第1ベース部材と、
前記第1ベース部材に連結された第2ベース部材とを含んでいる、請求項1に記載の継ぎ手補助部材。
【請求項3】
前記環状部の前記外周面には、外周側に突出する突起部が形成されている、請求項1または2に記載の継ぎ手補助部材。
【請求項4】
前記強化繊維束の両端が前記延在部となっている、請求項1〜3のいずれか1項に記載の継ぎ手補助部材。
【請求項5】
繊維強化プラスチック部材と、
前記繊維強化プラスチック部材内に配置された継ぎ手補助部材とを備え、
前記継ぎ手補助部材は、請求項1〜4のいずれか1項に記載の継ぎ手補助部材であり、
前記ベース部材の前記環状部の内周側領域が貫通孔を構成している、継ぎ手構造部材。
【請求項6】
前記強化繊維束の前記延在部は、負荷されるべき外力の方向に沿った方向に延在している、請求項5に記載の継ぎ手構造部材。
【請求項7】
前記繊維強化プラスチック部材は、
樹脂からなる母材部と、
前記母材部内に積層して配置された複数枚の強化繊維クロスとを含み、
前記強化繊維束の前記延在部は、前記強化繊維クロスの層間に延在している、請求項5または6に記載の継ぎ手構造部材。
【請求項8】
前記強化繊維束は、複数の前記延在部を含み、
複数の前記延在部のうち一の延在部と他の延在部とは異なった方向に延在している、請求項5〜7のいずれか1項に記載の継ぎ手構造部材。
【請求項9】
複数の継ぎ手補助部材を備えた、請求項5〜8のいずれか1項に記載の継ぎ手構造部材。
【請求項10】
扉パネルと、
前記扉パネルを移動可能に保持する保持部材と、
前記扉パネルと前記保持部材とを連結する継ぎ手構造部材とを備え、
前記継ぎ手構造部材は、請求項5〜9のいずれか1項に記載の継ぎ手構造部材である、可動柵。
【請求項11】
繊維強化プラスチック部材の、他の部材との連結部に配置される継ぎ手補助部材の製造方法であって、
環状部を有するベース部材および強化繊維束を準備する工程と、
前記強化繊維束に張力を負荷しつつ、前記環状部の外周面に強化繊維束の一部を巻き付ける工程と、
前記強化繊維束に張力を負荷しつつ、前記強化繊維束において前記環状部に巻き付けられた部分に樹脂を含浸させ硬化させる工程とを備えた、継ぎ手補助部材の製造方法。
【請求項12】
複数枚の強化繊維クロスと、請求項1〜4のいずれか1項に記載の継ぎ手補助部材とを準備する工程と、
前記複数枚の強化繊維クロスに、厚み方向に貫通する貫通穴を形成する工程と、
前記貫通穴に前記継ぎ手補助部材が挿入されるように、前記貫通穴が形成された前記複数枚の強化繊維クロスを積層する工程と、
積層された前記強化繊維クロスに樹脂を含浸させ、硬化させる工程とを備え、
前記強化繊維クロスを積層する工程では、前記強化繊維束の前記延在部が前記強化繊維クロスの層間に延在するように、前記強化繊維クロスが積層される、継ぎ手構造部材の製造方法。
【請求項1】
繊維強化プラスチック部材の、他の部材との連結部に配置される継ぎ手補助部材であって、
環状部を有するベース部材と、
前記環状部の外周面にその一部が巻き付けられた強化繊維束とを備え、
前記強化繊維束は、
前記環状部の前記外周面に巻き付けられた固定部と、
前記外周面から離れるように延在する延在部とを含み、
前記固定部には、樹脂が含浸硬化されている、継ぎ手補助部材。
【請求項2】
前記ベース部材は、
前記環状部を有する第1ベース部材と、
前記第1ベース部材に連結された第2ベース部材とを含んでいる、請求項1に記載の継ぎ手補助部材。
【請求項3】
前記環状部の前記外周面には、外周側に突出する突起部が形成されている、請求項1または2に記載の継ぎ手補助部材。
【請求項4】
前記強化繊維束の両端が前記延在部となっている、請求項1〜3のいずれか1項に記載の継ぎ手補助部材。
【請求項5】
繊維強化プラスチック部材と、
前記繊維強化プラスチック部材内に配置された継ぎ手補助部材とを備え、
前記継ぎ手補助部材は、請求項1〜4のいずれか1項に記載の継ぎ手補助部材であり、
前記ベース部材の前記環状部の内周側領域が貫通孔を構成している、継ぎ手構造部材。
【請求項6】
前記強化繊維束の前記延在部は、負荷されるべき外力の方向に沿った方向に延在している、請求項5に記載の継ぎ手構造部材。
【請求項7】
前記繊維強化プラスチック部材は、
樹脂からなる母材部と、
前記母材部内に積層して配置された複数枚の強化繊維クロスとを含み、
前記強化繊維束の前記延在部は、前記強化繊維クロスの層間に延在している、請求項5または6に記載の継ぎ手構造部材。
【請求項8】
前記強化繊維束は、複数の前記延在部を含み、
複数の前記延在部のうち一の延在部と他の延在部とは異なった方向に延在している、請求項5〜7のいずれか1項に記載の継ぎ手構造部材。
【請求項9】
複数の継ぎ手補助部材を備えた、請求項5〜8のいずれか1項に記載の継ぎ手構造部材。
【請求項10】
扉パネルと、
前記扉パネルを移動可能に保持する保持部材と、
前記扉パネルと前記保持部材とを連結する継ぎ手構造部材とを備え、
前記継ぎ手構造部材は、請求項5〜9のいずれか1項に記載の継ぎ手構造部材である、可動柵。
【請求項11】
繊維強化プラスチック部材の、他の部材との連結部に配置される継ぎ手補助部材の製造方法であって、
環状部を有するベース部材および強化繊維束を準備する工程と、
前記強化繊維束に張力を負荷しつつ、前記環状部の外周面に強化繊維束の一部を巻き付ける工程と、
前記強化繊維束に張力を負荷しつつ、前記強化繊維束において前記環状部に巻き付けられた部分に樹脂を含浸させ硬化させる工程とを備えた、継ぎ手補助部材の製造方法。
【請求項12】
複数枚の強化繊維クロスと、請求項1〜4のいずれか1項に記載の継ぎ手補助部材とを準備する工程と、
前記複数枚の強化繊維クロスに、厚み方向に貫通する貫通穴を形成する工程と、
前記貫通穴に前記継ぎ手補助部材が挿入されるように、前記貫通穴が形成された前記複数枚の強化繊維クロスを積層する工程と、
積層された前記強化繊維クロスに樹脂を含浸させ、硬化させる工程とを備え、
前記強化繊維クロスを積層する工程では、前記強化繊維束の前記延在部が前記強化繊維クロスの層間に延在するように、前記強化繊維クロスが積層される、継ぎ手構造部材の製造方法。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】

【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】

【図19】

【図20】
【図21】
【図22】

【図23】
【図24】

【図25】
【図26】
【図27】

【図28】
【図29】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【公開番号】特開2012−236366(P2012−236366A)
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願番号】特願2011−107506(P2011−107506)
【出願日】平成23年5月12日(2011.5.12)
【出願人】(000006013)三菱電機株式会社 (33,312)
【Fターム(参考)】
【公開日】平成24年12月6日(2012.12.6)
【国際特許分類】
【出願日】平成23年5月12日(2011.5.12)
【出願人】(000006013)三菱電機株式会社 (33,312)
【Fターム(参考)】
[ Back to top ]