
継手付き樹脂管
【課題】配管作業現場等で管と継手を接合する必要を無くして、配管作業を迅速に行えるようにすると共に、配管作業コストの低減を実現することができ、また、機器内部の配管経路に応じて三次元的に屈曲することができ、さらには水道水中の塩素による孔食を生じることがない継手付き樹脂管を提供する。
【解決手段】樹脂管11の端部12A,13Aに継手31A,32Aを射出成形し、前記樹脂管11Aの端部12A,13Aの外周面と前記継手31A,32Aの内周面を射出成形時に熱溶着して樹脂管11Aの端部12A,13Aに固着することにより、ユニットバスやトイレ等の機器内部の配管として好適な継手付き樹脂管10Aを形成した。
【解決手段】樹脂管11の端部12A,13Aに継手31A,32Aを射出成形し、前記樹脂管11Aの端部12A,13Aの外周面と前記継手31A,32Aの内周面を射出成形時に熱溶着して樹脂管11Aの端部12A,13Aに固着することにより、ユニットバスやトイレ等の機器内部の配管として好適な継手付き樹脂管10Aを形成した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、樹脂管の両端部に他の管または機器等に対する継手を一体に有する継手付き樹脂管に関する。
【背景技術】
【0002】
従来、給水栓、給湯器の機器内部(以下、「機器内部」とする)には給湯や給水用の配管に銅管が使用されている。しかし、銅管は、水道水中の塩素によって孔食が発生しやすい問題があり、また、機器内部の配管は三次元的に屈曲した配管経路となるため、曲げ状態が多種類の銅管を用意しなければならず、コストが嵩む問題がある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−96839号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は前記の点に鑑みなされたものであって、水道水中の塩素による孔食を生じることがなく、しかも、機器内部の配管経路に応じて三次元的に屈曲することができ、更には配管作業現場等で樹脂管と継手を接合する必要がなく、作業コストを低減することができる継手付き樹脂管の提供を目的とする。
【課題を解決するための手段】
【0005】
請求項1の発明は、樹脂管の両端部に継手が射出成形され、前記樹脂管の外周面と前記継手の内周面が熱溶着し、樹脂管と継手が一体化していることを特徴とする継手付き樹脂管に係る。
【0006】
請求項2の発明は、請求項1において、前記樹脂管は、内層が架橋ポリエチレン、外層がポリエチレンを主体とする材料からなり、前記継手は、架橋ポリエチレンを主体とする材料からなり、機器内部に配置され、給水・給湯用配管に用いられることを特徴とする。
【発明の効果】
【0007】
請求項1の発明の継手付き樹脂管によれば、樹脂からなるため、水道水中の塩素による孔食を生じることがない。また、射出成形によって樹脂管の端部に継手が形成されたものであるため、配管作業現場等で継手を樹脂管に接合する必要が無く、配管作業を迅速に行うことができ、作業コストを低減することができる。さらに、樹脂管の外周面と継手の内周面が熱溶着しているため、樹脂管に継手が確実に固定されており、継手の脱落、漏水のおそれがない。
【0008】
また、請求項2の発明の継手付き樹脂管によれば、樹脂管の内層及び継手が、耐食性、耐熱クリープ性能に優れ、可撓性のある架橋ポリエチレンより形成されているため、機器内部での給水・給湯用配管としての信頼性が高く、施工性が良い。また、樹脂管の外層がポリエチレンより形成されているため、確実に一体化ができ、継手の脱落、漏水のおそれがさらに無くなる。
【0009】
さらに本発明において、前記樹脂管が架橋ポリエチレンとポリエチレンからなる場合の継手付き樹脂管は、前記の以下の効果を合わせて有する。
(1)樹脂管を自由に曲げることができるため、銅管のような曲げ加工が不要となり、内部配管の種類を削減できる。長さだけを合わせておけば、取付時に障害物を避けて曲げることができる。
(2)樹脂管が架橋ポリエチレンとポリエチレンからなるため、銅管で発生する孔食、カウンター内部の支持金具と接触しても電食が起こらず、耐久性に優れる。
(3)樹脂管が自由に曲がるため、配管の両端が雄継手であっても取付可能となる。そのため、銅管のように接続順序を考慮する必要がなく、設計の自由度が広がる。
(4)ウオーターハンマー時の水撃圧を樹脂管が膨らむことにより低減することができる。
(5)従来、架橋ポリエチレン管は、継手に電熱線が埋設された高価なものを使用して現場で継手に接続する必要があることから、内部配管としては使用されていなかったが、継手も架橋ポリエチレンからなるため、従来の高価な継手を使用する場合と比べて全体のコストを低減することができる。
【図面の簡単な説明】
【0010】
【図1】本発明の第1実施例に係る継手付き樹脂管の斜視図である。
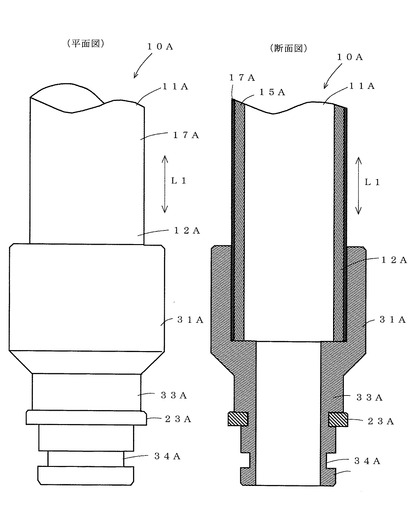
【図2】同第1実施例における一方の継手付近の平面図と断面図である。
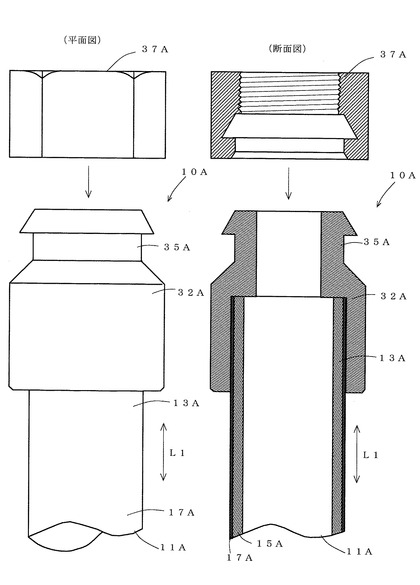
【図3】同第1実施例における他方の継手付近を示す平面図と断面図である。
【図4】第2実施例における一方の継手付近の平面図と断面図である。
【図5】同第2実施例における他方の継手付近を示す平面図と断面図である。
【図6】第3実施例における一方の継手付近の平面図である。
【図7】同第3実施例における一方の継手付近を示す断面図である。
【図8】本発明の継手付き樹脂管の製造工程図である。
【発明を実施するための形態】
【0011】
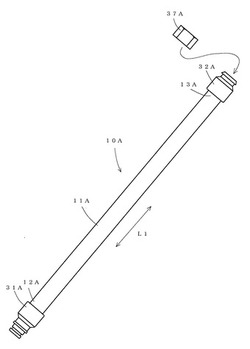
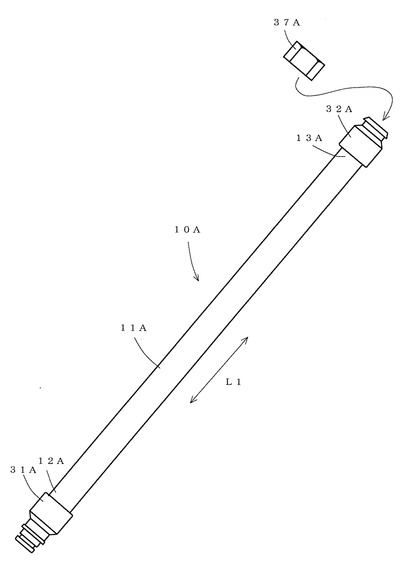
以下本発明の実施例を詳細に説明する。図1ないし図3に示す第1実施例の継手付き樹脂管10Aは、機器内部の給水・給湯用配管に使用されるものであって、樹脂管11Aの一端部12Aに継手31Aが、他端部13Aに継手32Aがそれぞれ射出成形されている。前記継手31Aおよび32Aは前記樹脂管11Aの長さ方向L1に接続されるタイプである。なお、本実施例では、継手31Aは雄側の継手、および継手32Aは雌側の継手であるが、勿論、両継手31A,32Aは同じ形状であってもよい。
【0012】
前記樹脂管11Aは、内層15Aと外層17Aの二層構造からなる。内層15Aは架橋ポリエチレン、外層17Aはポリエチレンからなる。前記樹脂管11Aは、公知の押出成形によって形成されたものである。
【0013】
前記継手31A,32Aは、前記樹脂管11Aの端部12A,13Aに射出成形されたものであり、射出成形によって前記樹脂管11Aの外周面と前記継手31A,32Aの内周面が熱溶着している。前記継手31A,32Aを構成する樹脂は、射出成形可能な熱可塑性樹脂からなり、かつ前記樹脂管11Aの外周面に対して熱溶着可能な樹脂からなる。本実施例では、前記継手31A,32Aを構成する樹脂は、架橋ポリエチレンで構成されている。本実施例の継手31Aは、雄側の継手となっており、前記樹脂管11Aの一端部12Aの先端から突出した部分33Aの外周面には、前記樹脂管11Aと接続される相手側の管あるいは装置の接続部に対する金属製リング23Aが装着され、当該金属製リング23Aの側面は相手側との嵌合できるリング状の平面部が形成されている。なお、樹脂管及びその継手の種類によっては、当該金属製リング23A部分を射出成形された樹脂で形成してもよい。金属製リング23Aより先端側にはOリング(ゴムパッキン)を装着するための凹溝34Aが形成されている。また、本実施例の継手32Aは、雌側の継手となっており、外周面に嵌合用凹部35Aが形成され、ユニオンナット37Aと嵌合するようになっている。
【0014】
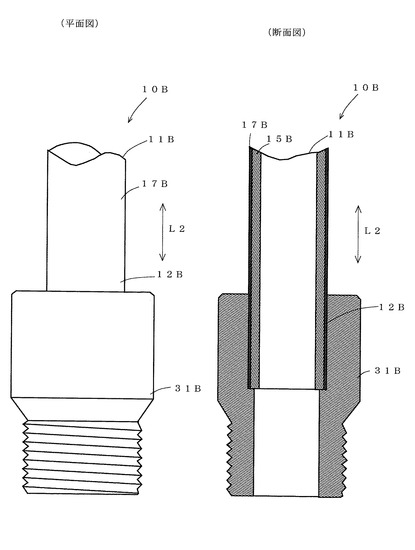
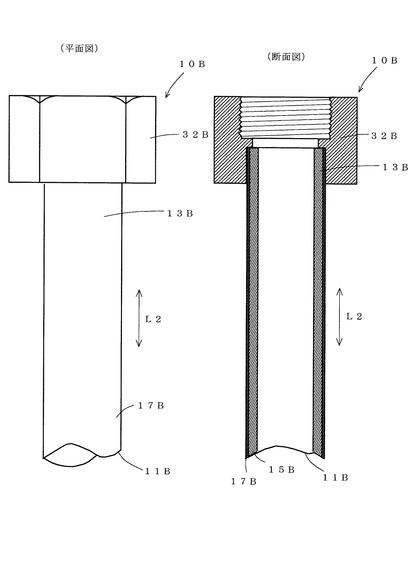
図4及び図5に示す第2実施例の継手付き樹脂管10Bは、樹脂管11Bの一端部12Bに射出成形された継手31Bが外ねじ継手で構成され、他端部13Bに射出成形された継手32Bが内ねじ継手からなるものである。前記継手31B,32Bは、両端部共、外ねじ継手で構成したり、内ねじ継手で構成したり、さらには前記第1実施例における継手と組み合わせて構成してもよい。なお、前記樹脂管11B、継手31B,32Bを構成する樹脂は、第1実施例と同様である。符号15Bは内層、17Bは外層、L2は樹脂管11Bの長さ方向である。
【0015】
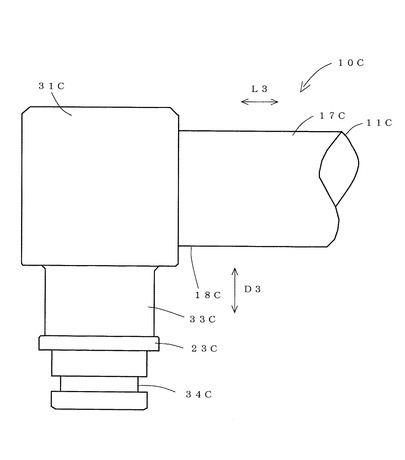
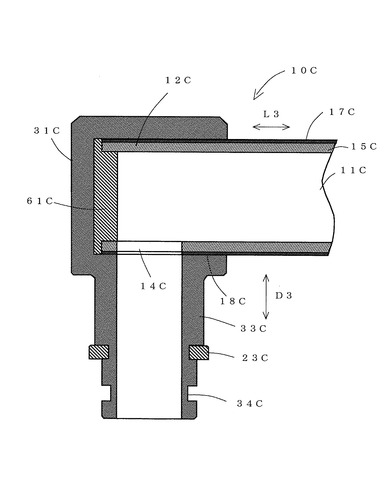
図6及び図7には、第3実施例の継手付き樹脂管10Cにおける一方の継手31Cの部分を示す。継手付き樹脂管10Cは、樹脂管11Cの一端部12Cに射出成形された継手31Cが、前記樹脂管11Cの長さ方向L3に対して直交する方向D3(樹脂管11Cの径方向と同一方向)に接続されるタイプのエルボ型からなる。前記継手付き樹脂管11Cは、第1実施例及び第2実施例の継手付き樹脂管と同様に、機器内部の配管に使用されるものである。なお、本実施例では、前記樹脂管11Cの一端部12Cの継手31Cは雄側の継手である。
【0016】
樹脂管11Cは、可撓性樹脂からなり、本実施例では内層15Cが架橋ポリエチレン、外層17Cがポリエチレンからなる。前記樹脂管11Cは、公知の押出成形によって形成されたものである。
【0017】
前記樹脂管11Cの一端部12Cには補強用蓋61Cが装着されている。前記補強用蓋61Cは、前記樹脂管11Cよりも剛性の高い樹脂製あるいは金属製からなり、本実施例では金属製で構成されている。前記補強用蓋61Cは円板状からなり、外径が前記樹脂管11Cの一端部12Cの内径(内部直径)よりも僅か(例えば1〜6mm)大きいものとされている。前記補強用蓋61Cが前記樹脂管11Cの一端部12Cに装着されることにより、前記樹脂管11Cの一端部12Cの端が閉鎖されると共に、正規の円形に矯正され、その状態が維持される。また、前記樹脂管11Cの一端部12Cの側壁(管壁とも称される)18Cには前記樹脂管11C内と前記継手31C内とを通じる連通用孔14Cが形成されている。
【0018】
前記継手31Cは、前記樹脂管11Cの一端部12Cを覆い、かつ、前記樹脂管11Cの長さ方向L3に対して直交する方向D3へ樹脂管11Cの側壁18Cから突出している。前記継手31Cは、射出成形によって前記樹脂管11Cの一端部12Cの外周面と前記継手31Cの内周面が熱溶着している。前記継手31Cを構成する樹脂は、第1実施例及び第2実施例の継手と同様に、前記樹脂管11Cの外層を構成する樹脂(ポリエチレン)に対して熱溶着可能な架橋ポリエチレン樹脂で構成されている。
【0019】
また、本実施例の継手31Cは雄側の継手とされ、前記樹脂管11Cの側壁18Cから突出した部分33Cの外周面には、前記樹脂管11Cと接続される相手側の管あるいは装置の接続部に対する金属製リング23Cが装着され、当該金属製リング23Cの側面は相手側と嵌合できるリング状の平面部が形成されている。なお、樹脂管及びその継手の種類によっては、当該金属製リング23C部分を射出成形された樹脂で形成してもよい。金属製リング23Aより先端側にはOリング(ゴムパッキン)を装着するための凹溝34Cが形成されている。なお、前記樹脂管11Cの他端には、第1実施例及び第2実施例で示した継手の一つが射出成形によって形成されている。
【0020】
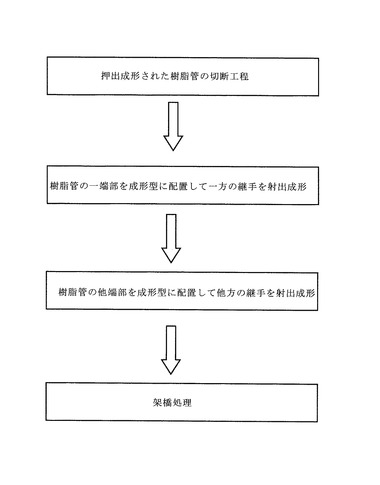
前記継手付き樹脂管の製造は、図8に示す一例のように、押出成形された樹脂管を所定の長さに切断し、切断後の樹脂管における一端部を射出成形型内に配置して、一方の継手を射出成形する。なお、押出成形された樹脂管は、内層が未架橋のポリエチレン樹脂で構成されている。また、継手と一体にする金属製部材がある場合には、射出成形型に樹脂管の一端部と共に金属製部材が配置される。一端部に継手を形成した後、樹脂管における他方の端部を、場合によっては金属属製部材と共に射出成形内へ配置して他方の継手を射出成形する。その後公知の方法により架橋促進処理を施し、製品化する。
【0021】
また、前記第1実施例及び第2実施例の継手付き樹脂管を製造する際に、前記樹脂管の端部の内周に、金属あるいは樹脂からなる筒状の補強リング(カラーとも称される)を装着し、その後、樹脂管の端部を射出成形型に配置して、継手を射出成形してもよい。このようにすれば、樹脂管の一端部は補強リングの装着によって正しい形状に矯正されるとともに、樹脂管の内径と継手の内径のギャップを埋め正常な成形が可能となる。
【0022】
前記実施例で説明したように、本発明の継手付き樹脂管は、端部に継手が射出成形により一体に形成されているため、配管作業を迅速に行うことができ、作業コストを低減することができる。さらに、樹脂管の外周面と継手の内周面が熱溶着しているため、継手の脱落のおそれがない。加えて、本発明の継手付き樹脂管は、水道水中の塩素による孔食を生じることがない。さらに、樹脂管を内層が架橋ポリエチレン、外層がポリエチレンを主体とする材料からなる二層構造とし、且つ、継手を、架橋ポリエチレンを主体とする材料とすることにより、機器内部の配管経路に応じて樹脂管を三次元的に屈曲することができる。
【符号の説明】
【0023】
10A,10B,10C 継手付き樹脂管
11A,11B,11C 樹脂管
12A,12B,12C,13A,13B 樹脂管の端部
31A,31B,31C,32A,32B 継手
14C 連通用孔
18C 樹脂管の端部の側壁
61C 補強用蓋
【技術分野】
【0001】
本発明は、樹脂管の両端部に他の管または機器等に対する継手を一体に有する継手付き樹脂管に関する。
【背景技術】
【0002】
従来、給水栓、給湯器の機器内部(以下、「機器内部」とする)には給湯や給水用の配管に銅管が使用されている。しかし、銅管は、水道水中の塩素によって孔食が発生しやすい問題があり、また、機器内部の配管は三次元的に屈曲した配管経路となるため、曲げ状態が多種類の銅管を用意しなければならず、コストが嵩む問題がある。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−96839号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は前記の点に鑑みなされたものであって、水道水中の塩素による孔食を生じることがなく、しかも、機器内部の配管経路に応じて三次元的に屈曲することができ、更には配管作業現場等で樹脂管と継手を接合する必要がなく、作業コストを低減することができる継手付き樹脂管の提供を目的とする。
【課題を解決するための手段】
【0005】
請求項1の発明は、樹脂管の両端部に継手が射出成形され、前記樹脂管の外周面と前記継手の内周面が熱溶着し、樹脂管と継手が一体化していることを特徴とする継手付き樹脂管に係る。
【0006】
請求項2の発明は、請求項1において、前記樹脂管は、内層が架橋ポリエチレン、外層がポリエチレンを主体とする材料からなり、前記継手は、架橋ポリエチレンを主体とする材料からなり、機器内部に配置され、給水・給湯用配管に用いられることを特徴とする。
【発明の効果】
【0007】
請求項1の発明の継手付き樹脂管によれば、樹脂からなるため、水道水中の塩素による孔食を生じることがない。また、射出成形によって樹脂管の端部に継手が形成されたものであるため、配管作業現場等で継手を樹脂管に接合する必要が無く、配管作業を迅速に行うことができ、作業コストを低減することができる。さらに、樹脂管の外周面と継手の内周面が熱溶着しているため、樹脂管に継手が確実に固定されており、継手の脱落、漏水のおそれがない。
【0008】
また、請求項2の発明の継手付き樹脂管によれば、樹脂管の内層及び継手が、耐食性、耐熱クリープ性能に優れ、可撓性のある架橋ポリエチレンより形成されているため、機器内部での給水・給湯用配管としての信頼性が高く、施工性が良い。また、樹脂管の外層がポリエチレンより形成されているため、確実に一体化ができ、継手の脱落、漏水のおそれがさらに無くなる。
【0009】
さらに本発明において、前記樹脂管が架橋ポリエチレンとポリエチレンからなる場合の継手付き樹脂管は、前記の以下の効果を合わせて有する。
(1)樹脂管を自由に曲げることができるため、銅管のような曲げ加工が不要となり、内部配管の種類を削減できる。長さだけを合わせておけば、取付時に障害物を避けて曲げることができる。
(2)樹脂管が架橋ポリエチレンとポリエチレンからなるため、銅管で発生する孔食、カウンター内部の支持金具と接触しても電食が起こらず、耐久性に優れる。
(3)樹脂管が自由に曲がるため、配管の両端が雄継手であっても取付可能となる。そのため、銅管のように接続順序を考慮する必要がなく、設計の自由度が広がる。
(4)ウオーターハンマー時の水撃圧を樹脂管が膨らむことにより低減することができる。
(5)従来、架橋ポリエチレン管は、継手に電熱線が埋設された高価なものを使用して現場で継手に接続する必要があることから、内部配管としては使用されていなかったが、継手も架橋ポリエチレンからなるため、従来の高価な継手を使用する場合と比べて全体のコストを低減することができる。
【図面の簡単な説明】
【0010】
【図1】本発明の第1実施例に係る継手付き樹脂管の斜視図である。
【図2】同第1実施例における一方の継手付近の平面図と断面図である。
【図3】同第1実施例における他方の継手付近を示す平面図と断面図である。
【図4】第2実施例における一方の継手付近の平面図と断面図である。
【図5】同第2実施例における他方の継手付近を示す平面図と断面図である。
【図6】第3実施例における一方の継手付近の平面図である。
【図7】同第3実施例における一方の継手付近を示す断面図である。
【図8】本発明の継手付き樹脂管の製造工程図である。
【発明を実施するための形態】
【0011】
以下本発明の実施例を詳細に説明する。図1ないし図3に示す第1実施例の継手付き樹脂管10Aは、機器内部の給水・給湯用配管に使用されるものであって、樹脂管11Aの一端部12Aに継手31Aが、他端部13Aに継手32Aがそれぞれ射出成形されている。前記継手31Aおよび32Aは前記樹脂管11Aの長さ方向L1に接続されるタイプである。なお、本実施例では、継手31Aは雄側の継手、および継手32Aは雌側の継手であるが、勿論、両継手31A,32Aは同じ形状であってもよい。
【0012】
前記樹脂管11Aは、内層15Aと外層17Aの二層構造からなる。内層15Aは架橋ポリエチレン、外層17Aはポリエチレンからなる。前記樹脂管11Aは、公知の押出成形によって形成されたものである。
【0013】
前記継手31A,32Aは、前記樹脂管11Aの端部12A,13Aに射出成形されたものであり、射出成形によって前記樹脂管11Aの外周面と前記継手31A,32Aの内周面が熱溶着している。前記継手31A,32Aを構成する樹脂は、射出成形可能な熱可塑性樹脂からなり、かつ前記樹脂管11Aの外周面に対して熱溶着可能な樹脂からなる。本実施例では、前記継手31A,32Aを構成する樹脂は、架橋ポリエチレンで構成されている。本実施例の継手31Aは、雄側の継手となっており、前記樹脂管11Aの一端部12Aの先端から突出した部分33Aの外周面には、前記樹脂管11Aと接続される相手側の管あるいは装置の接続部に対する金属製リング23Aが装着され、当該金属製リング23Aの側面は相手側との嵌合できるリング状の平面部が形成されている。なお、樹脂管及びその継手の種類によっては、当該金属製リング23A部分を射出成形された樹脂で形成してもよい。金属製リング23Aより先端側にはOリング(ゴムパッキン)を装着するための凹溝34Aが形成されている。また、本実施例の継手32Aは、雌側の継手となっており、外周面に嵌合用凹部35Aが形成され、ユニオンナット37Aと嵌合するようになっている。
【0014】
図4及び図5に示す第2実施例の継手付き樹脂管10Bは、樹脂管11Bの一端部12Bに射出成形された継手31Bが外ねじ継手で構成され、他端部13Bに射出成形された継手32Bが内ねじ継手からなるものである。前記継手31B,32Bは、両端部共、外ねじ継手で構成したり、内ねじ継手で構成したり、さらには前記第1実施例における継手と組み合わせて構成してもよい。なお、前記樹脂管11B、継手31B,32Bを構成する樹脂は、第1実施例と同様である。符号15Bは内層、17Bは外層、L2は樹脂管11Bの長さ方向である。
【0015】
図6及び図7には、第3実施例の継手付き樹脂管10Cにおける一方の継手31Cの部分を示す。継手付き樹脂管10Cは、樹脂管11Cの一端部12Cに射出成形された継手31Cが、前記樹脂管11Cの長さ方向L3に対して直交する方向D3(樹脂管11Cの径方向と同一方向)に接続されるタイプのエルボ型からなる。前記継手付き樹脂管11Cは、第1実施例及び第2実施例の継手付き樹脂管と同様に、機器内部の配管に使用されるものである。なお、本実施例では、前記樹脂管11Cの一端部12Cの継手31Cは雄側の継手である。
【0016】
樹脂管11Cは、可撓性樹脂からなり、本実施例では内層15Cが架橋ポリエチレン、外層17Cがポリエチレンからなる。前記樹脂管11Cは、公知の押出成形によって形成されたものである。
【0017】
前記樹脂管11Cの一端部12Cには補強用蓋61Cが装着されている。前記補強用蓋61Cは、前記樹脂管11Cよりも剛性の高い樹脂製あるいは金属製からなり、本実施例では金属製で構成されている。前記補強用蓋61Cは円板状からなり、外径が前記樹脂管11Cの一端部12Cの内径(内部直径)よりも僅か(例えば1〜6mm)大きいものとされている。前記補強用蓋61Cが前記樹脂管11Cの一端部12Cに装着されることにより、前記樹脂管11Cの一端部12Cの端が閉鎖されると共に、正規の円形に矯正され、その状態が維持される。また、前記樹脂管11Cの一端部12Cの側壁(管壁とも称される)18Cには前記樹脂管11C内と前記継手31C内とを通じる連通用孔14Cが形成されている。
【0018】
前記継手31Cは、前記樹脂管11Cの一端部12Cを覆い、かつ、前記樹脂管11Cの長さ方向L3に対して直交する方向D3へ樹脂管11Cの側壁18Cから突出している。前記継手31Cは、射出成形によって前記樹脂管11Cの一端部12Cの外周面と前記継手31Cの内周面が熱溶着している。前記継手31Cを構成する樹脂は、第1実施例及び第2実施例の継手と同様に、前記樹脂管11Cの外層を構成する樹脂(ポリエチレン)に対して熱溶着可能な架橋ポリエチレン樹脂で構成されている。
【0019】
また、本実施例の継手31Cは雄側の継手とされ、前記樹脂管11Cの側壁18Cから突出した部分33Cの外周面には、前記樹脂管11Cと接続される相手側の管あるいは装置の接続部に対する金属製リング23Cが装着され、当該金属製リング23Cの側面は相手側と嵌合できるリング状の平面部が形成されている。なお、樹脂管及びその継手の種類によっては、当該金属製リング23C部分を射出成形された樹脂で形成してもよい。金属製リング23Aより先端側にはOリング(ゴムパッキン)を装着するための凹溝34Cが形成されている。なお、前記樹脂管11Cの他端には、第1実施例及び第2実施例で示した継手の一つが射出成形によって形成されている。
【0020】
前記継手付き樹脂管の製造は、図8に示す一例のように、押出成形された樹脂管を所定の長さに切断し、切断後の樹脂管における一端部を射出成形型内に配置して、一方の継手を射出成形する。なお、押出成形された樹脂管は、内層が未架橋のポリエチレン樹脂で構成されている。また、継手と一体にする金属製部材がある場合には、射出成形型に樹脂管の一端部と共に金属製部材が配置される。一端部に継手を形成した後、樹脂管における他方の端部を、場合によっては金属属製部材と共に射出成形内へ配置して他方の継手を射出成形する。その後公知の方法により架橋促進処理を施し、製品化する。
【0021】
また、前記第1実施例及び第2実施例の継手付き樹脂管を製造する際に、前記樹脂管の端部の内周に、金属あるいは樹脂からなる筒状の補強リング(カラーとも称される)を装着し、その後、樹脂管の端部を射出成形型に配置して、継手を射出成形してもよい。このようにすれば、樹脂管の一端部は補強リングの装着によって正しい形状に矯正されるとともに、樹脂管の内径と継手の内径のギャップを埋め正常な成形が可能となる。
【0022】
前記実施例で説明したように、本発明の継手付き樹脂管は、端部に継手が射出成形により一体に形成されているため、配管作業を迅速に行うことができ、作業コストを低減することができる。さらに、樹脂管の外周面と継手の内周面が熱溶着しているため、継手の脱落のおそれがない。加えて、本発明の継手付き樹脂管は、水道水中の塩素による孔食を生じることがない。さらに、樹脂管を内層が架橋ポリエチレン、外層がポリエチレンを主体とする材料からなる二層構造とし、且つ、継手を、架橋ポリエチレンを主体とする材料とすることにより、機器内部の配管経路に応じて樹脂管を三次元的に屈曲することができる。
【符号の説明】
【0023】
10A,10B,10C 継手付き樹脂管
11A,11B,11C 樹脂管
12A,12B,12C,13A,13B 樹脂管の端部
31A,31B,31C,32A,32B 継手
14C 連通用孔
18C 樹脂管の端部の側壁
61C 補強用蓋
【特許請求の範囲】
【請求項1】
樹脂管の両端部に射出成形された継手が設けられ、前記樹脂管の外周面と前記継手の内周面が熱溶着し、樹脂管と継手が一体化していることを特徴とする継手付き樹脂管。
【請求項2】
前記樹脂管は、内層が架橋ポリエチレン、外層がポリエチレンを主体とする材料からなり、前記継手は、架橋ポリエチレンを主体とする材料からなり、給水栓、給湯器の機器内部に配置され、給水・給湯用配管に用いられることを特徴とする請求項1に記載の継手付き樹脂管。
【請求項1】
樹脂管の両端部に射出成形された継手が設けられ、前記樹脂管の外周面と前記継手の内周面が熱溶着し、樹脂管と継手が一体化していることを特徴とする継手付き樹脂管。
【請求項2】
前記樹脂管は、内層が架橋ポリエチレン、外層がポリエチレンを主体とする材料からなり、前記継手は、架橋ポリエチレンを主体とする材料からなり、給水栓、給湯器の機器内部に配置され、給水・給湯用配管に用いられることを特徴とする請求項1に記載の継手付き樹脂管。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2010−159813(P2010−159813A)
【公開日】平成22年7月22日(2010.7.22)
【国際特許分類】
【出願番号】特願2009−2206(P2009−2206)
【出願日】平成21年1月8日(2009.1.8)
【出願人】(508321823)株式会社イノアック住環境 (22)
【Fターム(参考)】
【公開日】平成22年7月22日(2010.7.22)
【国際特許分類】
【出願日】平成21年1月8日(2009.1.8)
【出願人】(508321823)株式会社イノアック住環境 (22)
【Fターム(参考)】
[ Back to top ]