
継目無オーステナイト系耐熱合金管
【課題】耐溶接割れ性に優れる継目無オーステナイト系耐熱合金管の提供。
【解決手段】C:0.03〜0.15%、Si≦1%、Mn≦2%、P≦0.03%、S≦0.01%、Ni:35〜60%、Cr:18〜38%、W:3〜11%、Ti:0.01〜1.2%、Al≦0.5%、B:0.0001〜0.01%、N≦0.02%及びO≦0.008%を含有するとともに、Zr:0.01〜0.5%、Nb:0.01〜0.05%及びV:0.01〜0.5%のうちの1種以上を含有し、残部がFeおよび不純物からなり、肉厚中央部の平均結晶粒径d(μm)が、1000μm以下、かつ〔d≦1500−2.5×105×B〕の式を満足し、さらに、管の外表面の酸化物層の厚さが15μm以下である、管外表面を直接にすみ肉溶接して用いられる継目無オーステナイト系耐熱合金管。特定量のMo、Cu、Co、Ca、Mg、REMのうちの1種以上を含有してもよい。
【解決手段】C:0.03〜0.15%、Si≦1%、Mn≦2%、P≦0.03%、S≦0.01%、Ni:35〜60%、Cr:18〜38%、W:3〜11%、Ti:0.01〜1.2%、Al≦0.5%、B:0.0001〜0.01%、N≦0.02%及びO≦0.008%を含有するとともに、Zr:0.01〜0.5%、Nb:0.01〜0.05%及びV:0.01〜0.5%のうちの1種以上を含有し、残部がFeおよび不純物からなり、肉厚中央部の平均結晶粒径d(μm)が、1000μm以下、かつ〔d≦1500−2.5×105×B〕の式を満足し、さらに、管の外表面の酸化物層の厚さが15μm以下である、管外表面を直接にすみ肉溶接して用いられる継目無オーステナイト系耐熱合金管。特定量のMo、Cu、Co、Ca、Mg、REMのうちの1種以上を含有してもよい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、継目無オーステナイト系耐熱合金管に関する。詳しくは、発電用ボイラの火炉壁を構成する管(以下、「火炉壁管」という。)のように、管の外表面を直接にすみ肉溶接して高温機器の部材として用いることが可能な継目無オーステナイト系耐熱合金管に関する。さらに詳しくは、高温強度に優れ、十分な耐応力腐食割れ性を有し、熱膨張係数が小さいオーステナイト系耐熱合金を素材とする継目無合金管のうちで、耐溶接割れ性に優れて溶接時のHAZでの割れ発生を抑止することが可能な継目無オーステナイト系耐熱合金管に関する。
【背景技術】
【0002】
近年、発電用ボイラにおいては、高効率化のために蒸気の温度と圧力を高めた「超々臨界圧ボイラ」の新設が世界中で進められている。さらに、これまで600℃前後であった蒸気温度を650℃以上、さらには700℃以上にまで高めた「次世代超々臨界圧ボイラ」の実用化についても計画されている。これは、省エネルギーと資源の有効活用および環境保全のためのCO2ガス排出量削減がエネルギー問題の解決課題の一つとなっており、重要な産業政策となっていることに基づく。そして、化石燃料を燃焼させる発電用ボイラにおいては、高温・高圧化が高効率化に有利なためである。
【0003】
蒸気の高温・高圧化は、ボイラを構成する鋼管、例えば、過熱器管および再過熱器管のような伝熱管、ならびに主蒸気管などの稼動時における温度を上昇させる。したがって、このような過酷な環境において長期間使用される材料には、高温強度および高温での耐食性、なかでも長期にわたる金属組織の安定性および良好なクリープ特性が要求される。
【0004】
非特許文献1には、実用耐熱材料を対象として、横軸に材料のCr含有量、縦軸に許容応力49MPaにおける温度をとって整理した図が示されおり、Cr含有量の増加に伴って縦軸の温度、したがって、高温強度としてのクリープ強度が高くなることが述べられている。
【0005】
また、非特許文献2には、実用耐熱材料を対象として、横軸に材料のNi含有量、縦軸に割れ感受性をとって整理した図が示されており、Ni含有量の増加に伴って縦軸の割れ感受性が小さくなって、高温での耐食性(耐応力腐食割れ性)が高くなることが示されている。
【0006】
特許文献1〜3に、CrおよびNiの含有量を高め、しかも、MoおよびWの1種以上を含有させて、高温強度としてのクリープ破断強度の向上を図った耐熱合金が開示されている。
【0007】
さらに、ますます厳しくなる高温強度特性への要求、特にクリープ破断強度への要求に対して、特許文献4〜7には、質量%で、Crを28〜38%、Niを35〜60%含有し、Crを主体とした体心立方構造のα−Cr相の析出を活用して、一層のクリープ破断強度の改善を図った耐熱合金が開示されている。
【0008】
一方、特許文献8および特許文献9には、Moおよび/またはWを含有させて固溶強化を図るとともに、AlおよびTiを含有させて金属間化合物であるγ’相、具体的には、Ni3(Al、Ti)の析出強化を活用して、上述のような過酷な高温環境下で使用するNi基合金が開示されている。
【0009】
また、特許文献10には、AlとTiの含有量の範囲を調整し、γ’相を析出させることによりクリープ強度を改善した高Niオーステナイト系耐熱合金が提案されている。
【0010】
ところで、オーステナイト系耐熱合金は、一般に、溶接により各種構造物に組み立てられ、高温で使用される。しかしながら、非特許文献3に報告されているように、オーステナイト系耐熱合金の合金元素量が増加すると、溶接施工時に溶接熱影響部(以下、「HAZ」という。)、なかでも溶融境界に隣接したHAZで割れが発生するという問題が生じる。
【0011】
このため、各種構造物の部材として用いられるオーステナイト系耐熱合金には、溶接時のHAZでの割れ防止と溶接継手性能の両立が要求される。
【0012】
特許文献11には、特定量のFeを含有させるとともに、有効B量の範囲を調整することにより、高温での加工性の確保および突合せ溶接時のHAZでの割れの防止が可能なオーステナイト系耐熱合金が開示されている。
【0013】
さらに、特許文献12には、P、Sに加えて、Sn、Pbなどの不純物元素の含有量を調整することにより、突合せ溶接時および高温での長時間使用に際して、HAZでの割れの防止ができ、しかも、クリープ強度にも優れたオーステナイト系耐熱合金が開示されている。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特開昭60−100640号公報
【特許文献2】特開昭64−55352号公報
【特許文献3】特開平2−200756号公報
【特許文献4】特開平7−216511号公報
【特許文献5】特開平7−331390号公報
【特許文献6】特開平8−127848号公報
【特許文献7】特開平8−218140号公報
【特許文献8】特開昭51−84726号公報
【特許文献9】特開昭51−84727号公報
【特許文献10】特開平9−157779号公報
【特許文献11】特開2011−63838号公報
【特許文献12】特開2010−150593号公報
【非特許文献】
【0015】
【非特許文献1】増山不二光:鉄と鋼、Vol.80(1994)No.8、pp.587〜592
【非特許文献2】小岩正倫:金属の腐食損傷と防食技術(1983年、(株)アグネ承風社)、452〜453ページ
【非特許文献3】溶接学会編:溶接・接合便覧 第2版(平成15年、丸善)、948〜950ページ
【非特許文献4】高野伸一ら:IHI技報、vol.49 No.4(2009)、pp.185〜191
【発明の概要】
【発明が解決しようとする課題】
【0016】
前述のとおり、オーステナイト系耐熱合金は、一般に、溶接により各種構造物に組み立てられる。そして、近年では、これらオーステナイト系耐熱合金の管を発電用ボイラの火炉壁管に使用しようとする動きがある。
【0017】
上記火炉壁管の素材としては従来、一般に、作業性等種々の観点から、予熱と後熱の双方を施す必要がない、炭素鋼または1%Cr鋼が使用されてきた。
【0018】
しかしながら、前記した蒸気温度を700℃以上にまで高めた「次世代超々臨界圧ボイラ」においては、従来使用されてきた炭素鋼または1%Cr鋼では高温強度が不十分である。このため、上記の炭素鋼と1%Cr鋼はいずれも、「次世代超々臨界圧ボイラ」の火炉壁管の素材として用いることはできない。
【0019】
一方、これまで過熱器管および再過熱器管に使用されていた通常のオーステナイト系ステンレス鋼は、Ni含有量が少ないため、火炉壁のような内部に高温水が流れる環境では応力腐食割れが生じる。したがって、通常のオーステナイト系ステンレス鋼もまた、これを「次世代超々臨界圧ボイラ」の火炉壁管の素材として用いることはできない。
【0020】
加えて、オーステナイト系ステンレス鋼は、非特許文献4に一例が示されているように線熱膨張係が大きい。このため、オーステナイト系ステンレス鋼では、溶接時に熱変形が大きくなって、火炉壁製作時に問題が生じる。
【0021】
なお、火炉壁は、複数本の火炉壁管を平行に配置し、該火炉壁管同士を連結するためのフィンプレートまたはフィンバーと溶接したパネルから構成される。このため、機械加工した開先面を溶接する突合せ溶接とは異なり、製造ままの管の外表面を直接、フィンプレートまたはフィンバーとすみ肉溶接する必要がある。
【0022】
上記のように管の外表面を直接にすみ肉溶接する(以下、単に「管の外表面を直接に溶接する」ということがある。)場合は、開先内に溶接する突合せ溶接の場合と比べて形状的に余盛止端部での応力集中が大きくなる。その結果、管の外表面を直接に溶接する場合は、突合せ溶接する場合に比べて、溶接中にHAZでの割れが生じやすくなる。
【0023】
したがって、「次世代超々臨界圧ボイラ」の火炉壁管に好適に使用できるNi含有量を高めたオーステナイト系耐熱合金管を開発すること、すなわち、高温強度に優れ、十分な耐応力腐食割れ性を有し、熱膨張係数が小さいオーステナイト系耐熱合金を素材とする継目無合金管のうちで、耐溶接割れ性に優れて溶接時のHAZでの割れ発生を抑止することが可能なNi含有量を高めた継目無オーステナイト系耐熱合金管を開発することが喫緊の課題となっている。
【0024】
前述の特許文献1〜10には、クリープ破断強度を改善したオーステナイト系耐熱合金が開示されているが、構造物として組み立てる際の「溶接性」という観点からの検討はなされておらず、しかも、管の外表面を直接に溶接することは全く考慮されていない。したがって、上記の各特許文献で提案されたオーステナイト系耐熱合金を素材とする管を「次世代超々臨界圧ボイラ」の火炉壁管に用いることは到底できない。
【0025】
本発明者らが特許文献11で提案したオーステナイト系耐熱合金は、発電用ボイラ、化学工業用などの耐熱耐圧部材に使う管、板、棒および鍛造品等の製品、特に大型製品として使用するのに好適である。そして、このオーステナイト系耐熱合金によって、上記製品の製造時および実機使用時の高温加工性、耐溶接割れ感受性、さらには高温時効による延性の低下を顕著に改善することができる。
【0026】
同様に、本発明者らが特許文献12で提案したオーステナイト系耐熱合金は、HAZにおける割れを防止できるとともに、溶接施工中に発生する溶接作業性に起因した欠陥も防止でき、さらに、高温でのクリープ強度にも優れている。このため、このオーステナイト耐熱合金は、発電用ボイラ、化学工業プラント等の高温機器の素材として好適に用いることができる。
【0027】
しかしながら、上記の特許文献11および特許文献12で提案したオーステナイト系耐熱合金を開発するに際して、本発明者らは、管の外表面を直接に溶接することについては、必ずしも配慮していなかった。そのため、上記のオーステナイト系耐熱合金を素材とする管の外表面を直接に溶接する場合には、形状的に余盛止端部での応力集中が大きくなる結果、突合せ溶接する場合に比べて、溶接時にHAZでの割れが生じやすくなることを避けられない可能性がある。したがって、上記の各オーステナイト系耐熱合金を素材とする管を「次世代超々臨界圧ボイラ」の火炉壁管に使用するに際しては、改善すべき事柄が残されている。
【0028】
本発明は、上記現状に鑑みてなされたもので、発電用ボイラの火炉壁管のように、管の外表面を直接にすみ肉溶接して高温機器の部材として用いることができるオーステナイト系耐熱合金管、すなわち、高温強度に優れ、十分な耐応力腐食割れ性を有し、熱膨張係数が小さいオーステナイト系耐熱合金を素材とする継目無合金管のうちで、耐溶接割れ性に優れて溶接時のHAZでの割れ発生を抑止することが可能な継目無オーステナイト系耐熱合金管を提供することを目的とする。
【課題を解決するための手段】
【0029】
本発明者らは前記した課題を解決するために、種々の調査を実施した。
【0030】
その結果、先ず、適正量のBを含有させることによって、オーステナイト系耐熱合金に十分な高温強度を付与できることが確認できた。
【0031】
そこで次に、本発明者らはBを含有する種々のオーステナイト系耐熱合金の継目無管(以下、単に「オーステナイト系耐熱合金管」ということがある。)を作製して、該合金管の外表面を直接、フィンプレートに見立てた板、具体的には、後述する実施例の表2に示す化学組成を有する厚さ6mm、幅15mm、長さ200mmの合金板とすみ肉溶接し、溶接時にHAZで生じる割れについて、詳細な調査を行った。
【0032】
その結果、下記(a)〜(d)の事項が明らかになった。
【0033】
(a)溶接時に、割れは溶融境界に近いHAZの結晶粒界に発生するという非特許文献3の内容が確認できた。
【0034】
(b)オーステナイト系耐熱合金管に含まれるB量が多いほど、また、オーステナイト系耐熱合金管の結晶粒径が大きいほど、HAZでの割れが発生しやすい。さらに、余盛の止端角が大きいほど、HAZでの割れが発生しやすい。
【0035】
(c)HAZに生じた割れの破面には、溶融痕が認められる。また、該破面上には、Bの濃化が生じている。そして、オーステナイト系耐熱合金管の結晶粒径が大きいほどBの濃化が顕著である。
【0036】
(d)オーステナイト系耐熱合金管の外表面に生成している酸化物層が厚いほど、余盛の止端角が大きい。
【0037】
上記(a)〜(d)の判明事項から、本発明者らは、次の(e)〜(f)の結論に至った。
【0038】
(e)溶接時にHAZで発生する割れは、冶金的には粒界に存在するBが強く影響し、Bの粒界での挙動にはオーステナイト系耐熱合金管の結晶粒径が間接的に影響する。
【0039】
(f)上記のHAZで発生する割れは、力学的には余盛の止端角が強く影響する。そして、止端角には、オーステナイト系耐熱合金管の外表面に生成している酸化物層が間接的に影響する。
【0040】
すなわち、適正量のBを含有させて十分な高温強度を確保したオーステナイト系耐熱合金管を直接に、すみ肉溶接した場合、溶接時にHAZで生じる割れを防止するには、
オーステナイト系耐熱合金管の結晶粒径を管理するとともに、Bの含有量を結晶粒径に応じて調整すること、および、
オーステナイト系耐熱合金管の外表面に存在する酸化物層の厚さを管理し、余盛形状を制御すること、
という2項目が有効であることが明らかになった。
【0041】
その理由は、次の(g)〜(i)によるものと考えられる。
【0042】
(g)Bは、溶接施工中に、溶接熱サイクルにより溶融境界近傍のHAZの粒界に偏析する。Bは粒界の融点を低下させる元素であるため、溶接中に上記のBが偏析した粒界が局部的に溶融し、その溶融した箇所が溶接熱応力により開口して、いわゆる「液化割れ」を生じる。なお、結晶粒径が大きい場合、単位体積あたりの粒界面積は小さい。したがって、結晶粒径が大きい場合、Bの粒界偏析が顕著になるとともに、特定の粒界面にかかる応力が大きくなるので、HAZでの割れが発生しやすくなる。
【0043】
(h)溶接ビード(余盛)の止端角が大きくなると、HAZへ応力が集中しやすくなり、このため割れが発生しやすくなる。
【0044】
(i)管の外表面に厚い酸化物層が形成されている場合、酸化物の融点が高いことに加えて、管の外表面をすみ肉溶接する際に、溶融金属との濡れ性が悪くなる。このため、余盛の止端角が大きくなって、割れに対する感受性が高くなる。
【0045】
そこで、本発明者らは、さらに詳細な検討を実施した。
【0046】
その結果、オーステナイト系耐熱合金管の外表面を直接、フィンプレートに見立てた板(実施例の表2に示す化学組成を有する厚さ6mm、幅15mm、長さ200mmの合金板)とすみ肉溶接した場合であっても、下記(j)および(k)の対策を講じることによって、HAZでの割れを防止できることが明らかになった。
【0047】
(j)合金管の肉厚中央部の平均結晶粒径d(μm)を、1000μm以下で、かつ、合金が含有するBの量に応じて、下記の式を満足する範囲に調整する。
d≦1500−2.5×105×B
上記の式におけるBは、Bの含有量(質量%)を表す。
【0048】
(k)すみ肉溶接時の溶融金属との濡れ性を改善して止端角を小さくするために、合金管の外表面の酸化物層の厚さを15μm以下に抑える。
【0049】
本発明は、上記の知見に基づいて完成されたものであり、その要旨は、下記(1)〜(3)に示す継目無オーステナイト系耐熱合金管にある。
【0050】
(1)質量%で、C:0.03〜0.15%、Si:1%以下、Mn:2%以下、P:0.03%以下、S:0.01%以下、Ni:35〜60%、Cr:18〜38%、W:3〜11%、Ti:0.01〜1.2%、Al:0.5%以下、B:0.0001〜0.01%、N:0.02%以下およびO:0.008%以下を含有するとともに、Zr:0.01〜0.5%、Nb:0.01〜0.5%およびV:0.01〜0.5%のうちの1種以上を含有し、残部がFeおよび不純物からなる化学組成であって、管の肉厚中央部の平均結晶粒径d(μm)が、1000μm以下、かつ下記の式を満足し、さらに、管の外表面の酸化物層の厚さが15μm以下であることを特徴とする、管外表面を直接にすみ肉溶接して用いられる継目無オーステナイト系耐熱合金管。
d≦1500−2.5×105×B
上記の式におけるBは、Bの含有量(質量%)を表す。
【0051】
(2)Feの一部に代えて、質量%で、下記の<1>および<2>のグループから選択される1種以上の元素を含有することを特徴とする上記(1)に記載の継目無オーステナイト系耐熱合金管。
<1>Mo:1%以下、Cu:1%以下およびCo:1%以下、
<2>Ca:0.05%以下、Mg:0.05%以下およびREM:0.1%以下。
【0052】
(3)火炉壁管に用いることを特徴とする上記(1)または(2)に記載の継目無オーステナイト系耐熱合金管。
【0053】
残部としての、「Feおよび不純物」における「不純物」とは、オーステナイト系耐熱合金を工業的に製造する際に、原料としての鉱石、スクラップ、または製造環境などから混入するものを指す。
【0054】
「REM」とは、Sc、Yおよびランタノイドの合計17元素の総称であり、REMの含有量はREMのうちの1種または2種以上の元素の合計含有量を指す。
【発明の効果】
【0055】
本発明の継目無オーステナイト系耐熱合金管は、耐溶接割れ性に優れ、溶接時のHAZでの割れ発生を抑止することができる。このため、本発明の継目無オーステナイト系耐熱合金管は、高温強度に優れ、十分な耐応力腐食割れ性を有し、熱膨張係数が小さいオーステナイト系耐熱合金を素材とする継目無合金管のうちでも、発電用ボイラの火炉壁管のような高温機器の部材として好適に用いることができる。
【図面の簡単な説明】
【0056】
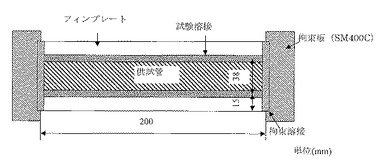
【図1】実施例で作製した、火炉壁管のすみ肉溶接を模擬した拘束溶接試験体について模式的に説明する図である。なお、図ではフィンプレートに見立てた合金板を単に「フィンプレート」と表記した。
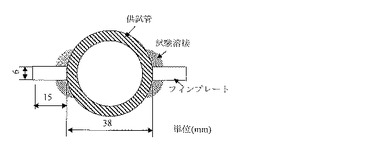
【図2】供試管とフィンプレートに見立てた合金板とのすみ肉溶接について説明する図である。なお、図ではフィンプレートに見立てた合金板を単に「フィンプレート」と表記した。
【発明を実施するための形態】
【0057】
以下、本発明の各要件について詳しく説明する。なお、以下の説明における各元素の含有量の「%」表示は「質量%」を意味する。
【0058】
(A)管の化学組成:
C:0.03〜0.15%
Cは、オーステナイトを安定にするとともに粒界に微細な炭化物を形成し、高温でのクリープ強度を向上させる。この効果を十分に得るためには、0.03%以上のC含有量が必要である。しかしながら、Cが過剰に含有された場合には、炭化物が粗大となり、かつ多量に析出するので、粒界の延性が低下し、さらに、靱性およびクリープ強度の低下も生じる。したがって、上限を設け、Cの含有量を0.03〜0.15%とする。C含有量の好ましい下限は0.04%であり、また、好ましい上限は0.12%である。
【0059】
Si:1%以下
Siは、脱酸作用を有するとともに、高温での耐食性および耐酸化性の向上に有効な元素である。しかし、Siが過剰に含有された場合には、オーステナイトの安定性が低下して、靱性およびクリープ強度の低下を招く。そのため、Siの含有量に上限を設けて1%以下とする。Siの含有量は、望ましくは0.8%以下である。
【0060】
なお、Siの含有量について特に下限を設ける必要はないが、極端な低減は、脱酸効果が十分に得られず合金の清浄度が大きくなって清浄性が劣化するとともに、高温での耐食性および耐酸化性の向上効果も得難くなるし、製造コストも大きく上昇する。そのため、Si含有量の望ましい下限は0.02%である。
【0061】
Mn:2%以下
Mnは、Siと同様、脱酸作用を有する。Mnは、オーステナイトの安定化にも寄与する。しかし、Mnの含有量が過剰になると、脆化を招き、さらに、靱性およびクリープ延性の低下も生じる。そのため、Mnの含有量に上限を設けて2%以下とする。Mnの含有量は、望ましくは、1.5%以下である。
【0062】
なお、Mnの含有量についても特に下限を設ける必要はないが、極端な低減は、脱酸効果が十分に得られず合金の清浄性を劣化させるとともに、オーステナイト安定化効果が得難くなるし、製造コストも大きく上昇する。そのため、Mn含有量の望ましい下限は0.02%である。
【0063】
P:0.03%以下
Pは、不純物として合金中に含まれ、溶接中にHAZの結晶粒界に偏析して、液化割れ感受性を高める元素である。そのため、Pの含有量に上限を設けて0.03%以下とする。Pの含有量は、望ましくは、0.02%以下である。
【0064】
なお、Pの含有量は可能な限り低減することが好ましいが、極度の低減は製鋼コストの増大を招く。そのため、P含有量の望ましい下限は0.0005%である。
【0065】
S:0.01%以下
Sは、Pと同様に不純物として合金中に含まれ、溶接中にHAZの結晶粒界に偏析して、液化割れ感受性を高める元素である。さらに、Sは、長時間使用後の靱性にも悪影響を及ぼす元素である。そのため、Sの含有量に上限を設けて0.01%以下とする。Sの含有量は、望ましくは、0.005%以下である。
【0066】
なお、Sの含有量は可能な限り低減することが好ましいが、極度の低減は製鋼コストの増大を招く。そのため、S含有量の望ましい下限は0.0001%である。
【0067】
Ni:35〜60%
Niは、オーステナイトを得るために有効な元素であり、長時間使用時の組織安定性を確保するために必須の元素である。後述の18〜38%というCr含有量の範囲で、上述したNiの効果を十分に得るためには、35%以上のNi含有量が必要である。しかしながら、Niは高価な元素であり、多量のNi含有はコストの増大を招く。そのため、上限を設けて、Niの含有量を35〜60%とする。Ni含有量の望ましい下限は38%であり、また、望ましい上限は55%である。
【0068】
Cr:18〜38%
Crは、高温での耐酸化性および耐食性の確保のために必須の元素である。上記35〜60%というNi含有量の範囲で、上述したCrの効果を得るためには、18%以上のCr含有量が必要である。しかし、Crの含有量が38%を超えると、高温でのオーステナイトの安定性が劣化して、クリープ強度の低下を招く。したがって、Crの含有量を18〜38%とする。Cr含有量の望ましい下限は20%であり、また、望ましい上限は35%である。
【0069】
W:3〜11%
Wは、マトリックスに固溶して700℃を超える高温でのクリープ強度の向上に大きく寄与する元素である。その効果を十分に発揮させるためには少なくとも3%以上のW含有量が必要である。しかしながら、Wを過剰に含有させても効果は飽和し、かえってクリープ強度を低下させる場合もある。さらに、Wは、高価な元素であるため、過剰のW含有はコストの増大を招く。そのため、上限を設けて、Wの含有量を3〜11%とする。W含有量の望ましい下限は5%であり、また、望ましい上限は10%である。
【0070】
Ti:0.01〜1.2%
Tiは、微細な炭窒化物として粒内に析出し、高温でのクリープ強度に寄与する。その効果を得るためには0.01%以上のTi含有量が必要である。しかしながら、Tiの含有量が過剰になると、炭窒化物として多量に析出し、クリープ延性および靱性の低下を招く。このため、上限を設けて、Tiの含有量を0.01〜1.2%とする。Ti含有量の望ましい下限は0.05%であり、また、望ましい上限は1.0%である。
【0071】
Al:0.5%以下
Alは、脱酸作用を有する元素である。しかしながら、Alの含有量が過剰になると、合金の清浄性が著しく劣化して、熱間加工性および延性が低下する。そのため、Alの含有量に上限を設けて0.5%以下とする。Alの含有量は、望ましくは0.3%以下である。
【0072】
なお、Alの含有量について特に下限を設ける必要はないが、極端な低減は、脱酸効果が十分に得られず合金の清浄性を逆に劣化させるとともに、製造コストの上昇を招く。そのため、Al含有量の望ましい下限は0.001%である。Alの脱酸効果を安定して得、合金に良好な清浄性を確保させるためには、Al含有量の下限は0.0015%とすることがより望ましい。
【0073】
B:0.0001〜0.01%
Bは、高温での使用中に粒界に偏析して粒界を強化するとともに、粒界炭化物を微細分散させることにより、クリープ強度を向上させるのに必要な元素である。加えて、Bは、粒界に偏析して固着力を向上させ、靱性改善にも寄与する効果も有する。これらの効果を得るためには、0.0001%以上のB含有量が必要である。しかしながら、Bの含有量が過剰になると、溶接中の溶接熱サイクルにより、溶融境界近傍の高温HAZにBが多量に偏析して、粒界の融点を低下させ、HAZの液化割れ感受性を高める。そのため、上限を設けて、Bの含有量を0.0001〜0.01%とする。B含有量の望ましい下限は0.0005%であり、また、望ましい上限は0.005%である。
【0074】
なお、管の肉厚中央部の平均結晶粒径d(μm)が大きい場合、溶融境界近傍のHAZの結晶粒径が大きくなって、換言すれば、単位体積あたりの粒界面積が小さくなって、Bの粒界偏析が助長されるとともに、特定の粒界面へかかる応力が大きくなるので、液化割れ感受性が高くなる。
【0075】
しかしながら、後述するように、合金管の肉厚中央部の平均結晶粒径d(μm)を、1000μm以下で、かつ、合金が含有するBの量(%)に応じて、下記の式を満足する範囲に調整すれば、Bの偏析による液化割れ感受性の増大を抑止することができる。
d≦1500−2.5×105×B
上記の式におけるBは、Bの含有量(質量%)を表す。
【0076】
N:0.02%以下
Nは、オーステナイトを安定にするのに有効な元素である。前記の18〜38%というCr含有量の範囲では、Nが過剰に含有されると、高温での使用中に多量の微細窒化物が粒内に析出して、クリープ延性および靱性の低下を招く。そのため、Nの含有量に上限を設けて0.02%以下とする。Nの含有量は、望ましくは0.015%以下である。
【0077】
なお、Nの含有量について特に下限を設ける必要はないが、極端な低減は、オーステナイトを安定にする効果が得難くなるし、製造コストも大きく上昇する。そのため、N含有量の望ましい下限は0.0005%である。
【0078】
O:0.008%以下
O(酸素)は、不純物として合金中に含まれ、その含有量が過剰になると、熱間加工性が低下し、さらに、靱性および延性の劣化を招く。このため、Oの含有量に上限を設けて0.008%以下とする。Oの含有量は、望ましくは0.005%以下である。
【0079】
Oの含有量について特に下限を設ける必要はないが、極端な低減は、製造コストの上昇を招く。そのため、O含有量の望ましい下限は0.0005%である。
【0080】
次に、Zr、NbおよびVはいずれも、CまたはNと結合して微細な炭化物または炭窒化物を形成し、クリープ強度の向上に寄与する。このため、本発明の継目無オーステナイト系耐熱合金管には、上記CからOまでの元素に加えて、Zr:0.01〜0.5%、Nb:0.01〜0.5%およびV:0.01〜0.5%のうちの1種以上の元素を含有させる。
【0081】
Zr:0.01〜0.5%
Zrは、CまたはNと結合して微細な炭化物または炭窒化物を形成し、クリープ強度の向上に寄与する。この効果を得るためには0.01%以上のZr含有量が必要である。しかしながら、Zrの含有量が過剰になると、炭化物または炭窒化物として多量に析出し、クリープ延性の低下を招く。このため、上限を設けて、Zrの含有量を0.01〜0.5%とする。Zr含有量の望ましい下限は0.015%であり、また、望ましい上限は0.4%である。
【0082】
Nb:0.01〜0.5%
Nbは、CまたはNと結合して微細な炭化物または炭窒化物を形成し、クリープ強度の向上に寄与する。この効果を得るためには0.01%以上のNb含有量が必要である。しかしながら、Nbの含有量が過剰になると、炭化物または炭窒化物として多量に析出し、クリープ延性の低下を招く。このため、上限を設けて、Nbの含有量を0.01〜0.5%とする。Nb含有量の望ましい下限は0.015%であり、また、望ましい上限は0.4%である。
【0083】
V:0.01〜0.5%
Vは、CまたはNと結合して微細な炭化物または炭窒化物を形成し、クリープ強度の向上に寄与する。この効果を得るためには0.01%以上のV含有量が必要である。しかしながら、Vの含有量が過剰になると、炭化物または炭窒化物として多量に析出し、クリープ延性の低下を招く。このため、上限を設けて、Vの含有量を0.01〜0.5%とする。V含有量の望ましい下限は0.015%であり、また、望ましい上限は0.4%である。
【0084】
上記のZr、NbおよびVは、そのうちのいずれか1種のみ、または、2種以上の複合で含有させることができる。これらの元素を複合して含有させる場合の合計量は、1.5%であってもよいが、1.2%以下であることが好ましい。
【0085】
本発明の継目無オーステナイト系耐熱合金管の一つは、上述の各元素を含み、残部がFeおよび不純物からなる化学組成のものである。
【0086】
なお、既に述べたように、「不純物」とは、オーステナイト系耐熱合金を工業的に製造する際に、原料としての鉱石、スクラップ、または製造環境などから混入するものを指す。
【0087】
本発明の継目無オーステナイト系耐熱合金管の他の一つは、上記の元素に加えてさらに、Mo、Cu、Co、Ca、MgおよびREMから選んだ1種以上の元素を含有する化学組成のものである。
【0088】
以下、これらの任意元素の作用効果と、含有量の限定理由について説明する。
【0089】
<1>のグループのMo、CuおよびCoはいずれも、クリープ強度を向上させる作用を有する。このため、これらの元素を含有させてもよい。
【0090】
Mo:1%以下
Moは、クリープ強度を向上させる作用を有する。すなわち、Moは、マトリックスに固溶して高温でのクリープ強度を向上させる作用を有する。したがって、Moを含有させてもよい。しかしながら、Moが過剰に含有された場合には、オーステナイトの安定性が低下して、却ってクリープ強度の低下を招く。そのため、含有させる場合のMoの量に上限を設けて1%以下とする。
【0091】
一方、前記したMoの効果を安定して得るためには、Moの量は0.1%以上であることが好ましい。
【0092】
Cu:1%以下
Cuは、クリープ強度を向上させる作用を有する。すなわち、CuはNiと同様オ−ステナイト生成元素であり、相安定性を高めてクリープ強度の向上に寄与する。したがって、Cuを含有させてもよい。しかしながら、Cuが過剰に含有された場合には、熱間加工性の低下を招く。このため、含有させる場合のCuの量に上限を設けて1%以下とする。
【0093】
一方、前記したCuの効果を安定して得るためには、Cuの量は0.02%以上であることが好ましい。
【0094】
Co:1%以下
Coは、クリープ強度を向上させる作用を有する。すなわち、CoはNiおよびCuと同様オ−ステナイト生成元素であり、相安定性を高めてクリープ強度の向上に寄与する。したがって、Coを含有させてもよい。しかしながら、Coは極めて高価な元素であるため、Coの過剰の含有は大幅なコスト増を招く。このため、含有させる場合のCoの量に上限を設けて1%以下とする。
【0095】
一方、前記したCoの効果を安定して得るためには、Coの量は0.02%以上であることが好まししい。
【0096】
上記のMo、CuおよびCoは、そのうちのいずれか1種のみ、または、2種以上の複合で含有させることができる。これらの元素を複合して含有させる場合の合計量は、3%であってもよい。
【0097】
<2>のグループのCa、MgおよびREMは、いずれも熱間加工性を向上させる作用を有する。このため、これらの元素を含有させてもよい。
【0098】
Ca:0.05%以下
Caは、熱間加工性を改善する作用を有する。このため、Caを含有させてもよい。しかしながら、Caの含有量が過剰になると、Oと結合して、清浄性を著しく低下させ、却って熱間加工性を劣化させる。このため、含有させる場合のCaの量に上限を設けて0.05%以下とする。
【0099】
一方、前記したCaの効果を安定して得るためには、Caの量は0.0005%以上であることが好ましい。
【0100】
Mg:0.05%以下
Mgは、Caと同様、熱間加工性を改善する作用を有する。このため、Mgを含有させてもよい。しかしながら、Mgの含有量が過剰になると、Oと結合して、清浄性を著しく低下させ、却って熱間加工性を劣化させる。このため、含有させる場合のMgの量に上限を設けて0.05%以下とする。
【0101】
一方、前記したMgの効果を安定して得るためには、Mgの量は0.0005%以上であることが好ましい。
【0102】
REM:0.1%以下
REMは、熱間加工性を改善する作用を有する。すなわち、REMは、Sとの親和力が強く、熱間加工性の向上に寄与する。このため、REMを含有させてもよい。しかしながら、REMの含有量が過剰になると、Oと結合して、清浄性を著しく低下させ、却って熱間加工性を劣化させる。このため、含有させる場合のREMの量に上限を設けて0.1%以下とする。
【0103】
一方、前記したREMの効果を安定して得るためには、REMの量は0.0005%以上であることが好ましい。
【0104】
既に述べたように、「REM」とは、Sc、Yおよびランタノイドの合計17元素の総称であり、REMの含有量はREMのうちの1種または2種以上の元素の合計含有量を指す。
【0105】
なお、REMについては、一般的にミッシュメタルに含有される。このため、例えば、ミッシュメタルの形で添加して、REMの量が上記の範囲となるように含有させてもよい。
【0106】
上記のCa、MgおよびREMは、そのうちのいずれか1種のみ、または、2種以上の複合で含有させることができる。これらの元素を複合して含有させる場合の合計量は、0.2%であってもよい。
【0107】
(B)管の肉厚中央部の平均結晶粒径:
管の肉厚中央部の平均結晶粒径d(μm)は、1000μm以下で、かつ、合金が含有するBの量に応じて、
d≦1500−2.5×105×B
で表される式を満足するものでなければならない。なお、上記の式におけるBは、Bの含有量(質量%)を表す。
【0108】
先ず、管の肉厚中央部の平均結晶粒径が1000μmより大きい場合には、靱性および延性の低下が著しくなる。さらに、溶融境界近傍のHAZの結晶粒径も大きくなるので、換言すれば、単位体積あたりの粒界面積が小さくなるので、たとえ管が含有するB量の上限を前記した0.01%に管理しても、Bの偏析による液化割れを防止することができない。
【0109】
一方、管の肉厚中央部の平均結晶粒径dが1000μm以下であっても、
d≦1500−2.5×105×B
の式を満たさない場合には、溶接中の溶接熱サイクルにより、溶融境界近傍の高温HAZにBが多量に偏析して、粒界の融点を低下させ、HAZの液化割れ感受性を高めてしまうので、液化割れを防止することができない。
【0110】
なお、管の化学組成にもよるが、例えば、1150〜1250℃の温度域で、0.5〜5h保持して固溶化熱処理することによって、上記管の肉厚中央部の平均結晶粒径dを1000μm以下で、かつ、前記の「d≦1500−2.5×105×B」の式を満たすようにすることができる。
【0111】
(C)管の外表面の酸化物層の厚さ:
前記(A)項に記載の化学組成を有する本発明の継目無オーステナイト系耐熱合金管の表面に形成される酸化皮膜は、高融点である。しかも、上記の酸化被膜は、管の外表面をすみ肉溶接する際に、溶融金属との濡れ性を悪くする。このため、管の外表面の酸化物層の厚さが大きくなると、溶接ビード(余盛)の止端角が大きくなってHAZに応力が集中しやすくなり、液化割れが発生しやすくなる。したがって、管の外表面の酸化物層の厚さに上限を設けて15μm以下とする。上記の管の外表面の酸化物層の厚さは10μm以下であることが望ましい。
【0112】
例えば、上記(B)項で述べた1150〜1250℃の温度域で、0.5〜5h保持する固溶化熱処理を、水素等の還元性ガス中で行うことによって、安定して管の外表面の酸化物層の厚さを15μm以下とすることができる。
【0113】
また、上記(B)項で述べた固溶化熱処理を、大気中あるいは燃焼ガス中で行って酸化スケール(酸化物層)が形成された場合には、酸洗、研磨、ショットブラスト等の処理を行うことによって、安定して管の外表面の酸化物層の厚さを15μm以下とすることができる。
【0114】
なお、管の外表面の酸化物層の厚さについて特に下限を設ける必要はない。
【0115】
例えば、還元性ガス中での固溶化熱処理、酸洗、研磨、ショットブラスト等の処理を行って、管の外表面の酸化物層の厚さを0μmに近い状態にしてもよい。また、機械研削を行って、管の外表面の酸化物層を除去して、該酸化物層の厚さを0にしてもよい。ただし、管の外表面の酸化物層の厚さの極端な低減は、製造コストの高騰を招く。したがって、管の外表面の酸化物層の厚さは0.1μm以上であることが望ましく、0.2μm以上であればより望ましい。
【0116】
以下、実施例によって本発明をより具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
【実施例】
【0117】
表1に示す化学組成を有する各種の合金を、通常の方法によって180kg真空誘導溶解炉を用いて溶解した後、造塊してインゴットにし、次いで、該インゴットを熱間鍛造して、ビレットを作製した。
【0118】
このようにして得た各ビレットを、モデルミルを用いて熱間穿孔圧延し、外径が38mmで肉厚が9mmの継目無管を製造した。
【0119】
【表1】

【0120】
上記の外径が38mmで肉厚が9mmの各継目無管を、200mm長さに切断し、温度を1150〜1280℃、該温度での保持時間を0.5〜5hの範囲で変化させた固溶化熱処理を行い、肉厚中央部の平均結晶粒径dが異なる各種の供試管を作製した。
【0121】
次いで、得られた供試管の外表面を研磨して、酸化物層厚さを種々に変化させた。
【0122】
上記の固溶化熱処理後に外表面を研磨した各供試管について、肉厚中央部の平均結晶粒径dと管の外表面の酸化物層厚さを、それぞれ、次の方法で測定した。
【0123】
肉厚中央部の平均結晶粒d(μm)は、200mm長さの供試管の中央部を基準とし、その前後から、被検面が横断面になるように試験片を5個切り出し、かつ円周方向に4個に切断して、鏡面研磨し、王水で腐食して肉厚中央部の光学顕微鏡観察を行って求めた。
【0124】
すなわち、切断後の試験片1個につき、倍率100倍で1視野観察して、切断法により20個の試験片毎の平均粒切片長さを測定した。上記の試験片毎の平均粒切片長さをさらに算術平均し、それを1.128倍して平均結晶粒径d(μm)を求めた。
【0125】
管の外表面の酸化物層厚さは、各供試管について、上述した肉厚中央部の平均結晶粒径d(μm)を測定するために用いた20個の試験片を再度鏡面研磨し、研磨ままの状態で光学顕微鏡観察を行って求めた。
【0126】
すなわち、各供試管について20個の試験片毎に倍率400倍で観察して、管の外表面の酸化物の厚さを測定した。次いで、20個の試験片における酸化物の厚さの値を算術平均して、管の外表面の酸化物層厚さとした。
【0127】
さらに、前記の固溶化熱処理後に外表面を研磨した各供試管と、表2に示す化学組成を有する200mm長さに切断した厚さ6mm、幅15mmのフィンプレートに見立てた合金板とを用いて、図1に示す火炉壁管のすみ肉溶接を模擬した拘束溶接試験体を作製した。
【0128】
なお、各供試管と上記合金板とのすみ肉溶接は、図2に示すようにして4箇所で実施した。具体的には、市販の溶接ワイヤ(AWS規格A5.14 ER NiCrCoMo−1)およびボンドフラックスを用いて、入熱12kJ/cmにてサブマージアーク溶接して実施した。
【0129】
【表2】
【0130】
得られた各拘束溶接試験体について、4箇所のすみ肉溶接箇所からそれぞれ、被検面が横断面になるように試験片を5個ずつ切出して、鏡面研磨した。
【0131】
次いで、王水で腐食し、光学顕微鏡により検鏡して、拘束溶接試験体のそれぞれ計20箇所の溶接部について、供試管のHAZにおける液化割れの有無を調査し、液化割れ発生率を求めた。
【0132】
なお、液化割れ発生率は、「(割れ発生断面数/20)×100(%)」で定義し、液化割れ発生率が0(ゼロ)である試験体だけを「合格」と判定し、他は「不合格」と判定した。
【0133】
表3に、上記の各試験結果を示す。なお、表3には、供試管の素材合金に含まれるB量および「EQU=1500−2.5×105×B」から求めたEQUの値を併記した。
【0134】
【表3】
【0135】
表3から、本発明で規定する条件を満足する継目無管を用いた供試管符号A1、A6、A7、B1〜B3、C1〜C3、D1、E1およびF1の場合、液化割れ発生率は0、すなわち、全断面においてHAZに液化割れの発生は認められない。したがって、本発明で規定する条件を満足する継目無管は、火炉壁管のように管の外表面を直接にすみ肉溶接して用いる場合にも、十分な耐溶接割れ性を有することが明らかである。
【0136】
これに対して、化学組成が本発明で規定する範囲内にある合金A〜Fを素材とする場合であっても、管の肉厚中央部の平均結晶粒径または管の外表面の酸化物層の厚さが本発明で規定する上限を超える供試管符号の場合、HAZに液化割れが発生しており、管の外表面を直接にすみ肉溶接する火炉壁管に用いることはできない。
【0137】
供試管符号A2、A3、D2、E2およびF2の場合、管の肉厚中央部の平均結晶粒径dは1000μmを下回るものの、合金が含有するBの量に応じて規定される
d≦1500−2.5×105×B
の式を満たさないために、HAZに液化割れが発生した。しかも、上記平均結晶粒径dが大きくなるにつれて液化割れ発生率が高くなった。
【0138】
供試管符号C4の場合、管の肉厚中央部の平均結晶粒径dが1000μmを超えるため、HAZに液化割れが発生した。
【0139】
供試管符号A4およびA5の場合、管の外表面の酸化物層の厚さが15μmを超えるため、HAZに液化割れが発生した。しかも、上記管の外表面の酸化物層の厚さが大きくなるほど、液化割れ発生率が高くなった。
【産業上の利用可能性】
【0140】
本発明の継目無オーステナイト系耐熱合金管は、耐溶接割れ性に優れ、溶接時のHAZでの割れ発生を抑止することができる。このため、本発明の継目無オーステナイト系耐熱合金管は、高温強度に優れ、十分な耐応力腐食割れ性を有し、熱膨張係数が小さいオーステナイト系耐熱合金を素材とする継目無合金管のうちでも、発電用ボイラの火炉壁管のような高温機器の部材として好適に用いることができる。
【技術分野】
【0001】
本発明は、継目無オーステナイト系耐熱合金管に関する。詳しくは、発電用ボイラの火炉壁を構成する管(以下、「火炉壁管」という。)のように、管の外表面を直接にすみ肉溶接して高温機器の部材として用いることが可能な継目無オーステナイト系耐熱合金管に関する。さらに詳しくは、高温強度に優れ、十分な耐応力腐食割れ性を有し、熱膨張係数が小さいオーステナイト系耐熱合金を素材とする継目無合金管のうちで、耐溶接割れ性に優れて溶接時のHAZでの割れ発生を抑止することが可能な継目無オーステナイト系耐熱合金管に関する。
【背景技術】
【0002】
近年、発電用ボイラにおいては、高効率化のために蒸気の温度と圧力を高めた「超々臨界圧ボイラ」の新設が世界中で進められている。さらに、これまで600℃前後であった蒸気温度を650℃以上、さらには700℃以上にまで高めた「次世代超々臨界圧ボイラ」の実用化についても計画されている。これは、省エネルギーと資源の有効活用および環境保全のためのCO2ガス排出量削減がエネルギー問題の解決課題の一つとなっており、重要な産業政策となっていることに基づく。そして、化石燃料を燃焼させる発電用ボイラにおいては、高温・高圧化が高効率化に有利なためである。
【0003】
蒸気の高温・高圧化は、ボイラを構成する鋼管、例えば、過熱器管および再過熱器管のような伝熱管、ならびに主蒸気管などの稼動時における温度を上昇させる。したがって、このような過酷な環境において長期間使用される材料には、高温強度および高温での耐食性、なかでも長期にわたる金属組織の安定性および良好なクリープ特性が要求される。
【0004】
非特許文献1には、実用耐熱材料を対象として、横軸に材料のCr含有量、縦軸に許容応力49MPaにおける温度をとって整理した図が示されおり、Cr含有量の増加に伴って縦軸の温度、したがって、高温強度としてのクリープ強度が高くなることが述べられている。
【0005】
また、非特許文献2には、実用耐熱材料を対象として、横軸に材料のNi含有量、縦軸に割れ感受性をとって整理した図が示されており、Ni含有量の増加に伴って縦軸の割れ感受性が小さくなって、高温での耐食性(耐応力腐食割れ性)が高くなることが示されている。
【0006】
特許文献1〜3に、CrおよびNiの含有量を高め、しかも、MoおよびWの1種以上を含有させて、高温強度としてのクリープ破断強度の向上を図った耐熱合金が開示されている。
【0007】
さらに、ますます厳しくなる高温強度特性への要求、特にクリープ破断強度への要求に対して、特許文献4〜7には、質量%で、Crを28〜38%、Niを35〜60%含有し、Crを主体とした体心立方構造のα−Cr相の析出を活用して、一層のクリープ破断強度の改善を図った耐熱合金が開示されている。
【0008】
一方、特許文献8および特許文献9には、Moおよび/またはWを含有させて固溶強化を図るとともに、AlおよびTiを含有させて金属間化合物であるγ’相、具体的には、Ni3(Al、Ti)の析出強化を活用して、上述のような過酷な高温環境下で使用するNi基合金が開示されている。
【0009】
また、特許文献10には、AlとTiの含有量の範囲を調整し、γ’相を析出させることによりクリープ強度を改善した高Niオーステナイト系耐熱合金が提案されている。
【0010】
ところで、オーステナイト系耐熱合金は、一般に、溶接により各種構造物に組み立てられ、高温で使用される。しかしながら、非特許文献3に報告されているように、オーステナイト系耐熱合金の合金元素量が増加すると、溶接施工時に溶接熱影響部(以下、「HAZ」という。)、なかでも溶融境界に隣接したHAZで割れが発生するという問題が生じる。
【0011】
このため、各種構造物の部材として用いられるオーステナイト系耐熱合金には、溶接時のHAZでの割れ防止と溶接継手性能の両立が要求される。
【0012】
特許文献11には、特定量のFeを含有させるとともに、有効B量の範囲を調整することにより、高温での加工性の確保および突合せ溶接時のHAZでの割れの防止が可能なオーステナイト系耐熱合金が開示されている。
【0013】
さらに、特許文献12には、P、Sに加えて、Sn、Pbなどの不純物元素の含有量を調整することにより、突合せ溶接時および高温での長時間使用に際して、HAZでの割れの防止ができ、しかも、クリープ強度にも優れたオーステナイト系耐熱合金が開示されている。
【先行技術文献】
【特許文献】
【0014】
【特許文献1】特開昭60−100640号公報
【特許文献2】特開昭64−55352号公報
【特許文献3】特開平2−200756号公報
【特許文献4】特開平7−216511号公報
【特許文献5】特開平7−331390号公報
【特許文献6】特開平8−127848号公報
【特許文献7】特開平8−218140号公報
【特許文献8】特開昭51−84726号公報
【特許文献9】特開昭51−84727号公報
【特許文献10】特開平9−157779号公報
【特許文献11】特開2011−63838号公報
【特許文献12】特開2010−150593号公報
【非特許文献】
【0015】
【非特許文献1】増山不二光:鉄と鋼、Vol.80(1994)No.8、pp.587〜592
【非特許文献2】小岩正倫:金属の腐食損傷と防食技術(1983年、(株)アグネ承風社)、452〜453ページ
【非特許文献3】溶接学会編:溶接・接合便覧 第2版(平成15年、丸善)、948〜950ページ
【非特許文献4】高野伸一ら:IHI技報、vol.49 No.4(2009)、pp.185〜191
【発明の概要】
【発明が解決しようとする課題】
【0016】
前述のとおり、オーステナイト系耐熱合金は、一般に、溶接により各種構造物に組み立てられる。そして、近年では、これらオーステナイト系耐熱合金の管を発電用ボイラの火炉壁管に使用しようとする動きがある。
【0017】
上記火炉壁管の素材としては従来、一般に、作業性等種々の観点から、予熱と後熱の双方を施す必要がない、炭素鋼または1%Cr鋼が使用されてきた。
【0018】
しかしながら、前記した蒸気温度を700℃以上にまで高めた「次世代超々臨界圧ボイラ」においては、従来使用されてきた炭素鋼または1%Cr鋼では高温強度が不十分である。このため、上記の炭素鋼と1%Cr鋼はいずれも、「次世代超々臨界圧ボイラ」の火炉壁管の素材として用いることはできない。
【0019】
一方、これまで過熱器管および再過熱器管に使用されていた通常のオーステナイト系ステンレス鋼は、Ni含有量が少ないため、火炉壁のような内部に高温水が流れる環境では応力腐食割れが生じる。したがって、通常のオーステナイト系ステンレス鋼もまた、これを「次世代超々臨界圧ボイラ」の火炉壁管の素材として用いることはできない。
【0020】
加えて、オーステナイト系ステンレス鋼は、非特許文献4に一例が示されているように線熱膨張係が大きい。このため、オーステナイト系ステンレス鋼では、溶接時に熱変形が大きくなって、火炉壁製作時に問題が生じる。
【0021】
なお、火炉壁は、複数本の火炉壁管を平行に配置し、該火炉壁管同士を連結するためのフィンプレートまたはフィンバーと溶接したパネルから構成される。このため、機械加工した開先面を溶接する突合せ溶接とは異なり、製造ままの管の外表面を直接、フィンプレートまたはフィンバーとすみ肉溶接する必要がある。
【0022】
上記のように管の外表面を直接にすみ肉溶接する(以下、単に「管の外表面を直接に溶接する」ということがある。)場合は、開先内に溶接する突合せ溶接の場合と比べて形状的に余盛止端部での応力集中が大きくなる。その結果、管の外表面を直接に溶接する場合は、突合せ溶接する場合に比べて、溶接中にHAZでの割れが生じやすくなる。
【0023】
したがって、「次世代超々臨界圧ボイラ」の火炉壁管に好適に使用できるNi含有量を高めたオーステナイト系耐熱合金管を開発すること、すなわち、高温強度に優れ、十分な耐応力腐食割れ性を有し、熱膨張係数が小さいオーステナイト系耐熱合金を素材とする継目無合金管のうちで、耐溶接割れ性に優れて溶接時のHAZでの割れ発生を抑止することが可能なNi含有量を高めた継目無オーステナイト系耐熱合金管を開発することが喫緊の課題となっている。
【0024】
前述の特許文献1〜10には、クリープ破断強度を改善したオーステナイト系耐熱合金が開示されているが、構造物として組み立てる際の「溶接性」という観点からの検討はなされておらず、しかも、管の外表面を直接に溶接することは全く考慮されていない。したがって、上記の各特許文献で提案されたオーステナイト系耐熱合金を素材とする管を「次世代超々臨界圧ボイラ」の火炉壁管に用いることは到底できない。
【0025】
本発明者らが特許文献11で提案したオーステナイト系耐熱合金は、発電用ボイラ、化学工業用などの耐熱耐圧部材に使う管、板、棒および鍛造品等の製品、特に大型製品として使用するのに好適である。そして、このオーステナイト系耐熱合金によって、上記製品の製造時および実機使用時の高温加工性、耐溶接割れ感受性、さらには高温時効による延性の低下を顕著に改善することができる。
【0026】
同様に、本発明者らが特許文献12で提案したオーステナイト系耐熱合金は、HAZにおける割れを防止できるとともに、溶接施工中に発生する溶接作業性に起因した欠陥も防止でき、さらに、高温でのクリープ強度にも優れている。このため、このオーステナイト耐熱合金は、発電用ボイラ、化学工業プラント等の高温機器の素材として好適に用いることができる。
【0027】
しかしながら、上記の特許文献11および特許文献12で提案したオーステナイト系耐熱合金を開発するに際して、本発明者らは、管の外表面を直接に溶接することについては、必ずしも配慮していなかった。そのため、上記のオーステナイト系耐熱合金を素材とする管の外表面を直接に溶接する場合には、形状的に余盛止端部での応力集中が大きくなる結果、突合せ溶接する場合に比べて、溶接時にHAZでの割れが生じやすくなることを避けられない可能性がある。したがって、上記の各オーステナイト系耐熱合金を素材とする管を「次世代超々臨界圧ボイラ」の火炉壁管に使用するに際しては、改善すべき事柄が残されている。
【0028】
本発明は、上記現状に鑑みてなされたもので、発電用ボイラの火炉壁管のように、管の外表面を直接にすみ肉溶接して高温機器の部材として用いることができるオーステナイト系耐熱合金管、すなわち、高温強度に優れ、十分な耐応力腐食割れ性を有し、熱膨張係数が小さいオーステナイト系耐熱合金を素材とする継目無合金管のうちで、耐溶接割れ性に優れて溶接時のHAZでの割れ発生を抑止することが可能な継目無オーステナイト系耐熱合金管を提供することを目的とする。
【課題を解決するための手段】
【0029】
本発明者らは前記した課題を解決するために、種々の調査を実施した。
【0030】
その結果、先ず、適正量のBを含有させることによって、オーステナイト系耐熱合金に十分な高温強度を付与できることが確認できた。
【0031】
そこで次に、本発明者らはBを含有する種々のオーステナイト系耐熱合金の継目無管(以下、単に「オーステナイト系耐熱合金管」ということがある。)を作製して、該合金管の外表面を直接、フィンプレートに見立てた板、具体的には、後述する実施例の表2に示す化学組成を有する厚さ6mm、幅15mm、長さ200mmの合金板とすみ肉溶接し、溶接時にHAZで生じる割れについて、詳細な調査を行った。
【0032】
その結果、下記(a)〜(d)の事項が明らかになった。
【0033】
(a)溶接時に、割れは溶融境界に近いHAZの結晶粒界に発生するという非特許文献3の内容が確認できた。
【0034】
(b)オーステナイト系耐熱合金管に含まれるB量が多いほど、また、オーステナイト系耐熱合金管の結晶粒径が大きいほど、HAZでの割れが発生しやすい。さらに、余盛の止端角が大きいほど、HAZでの割れが発生しやすい。
【0035】
(c)HAZに生じた割れの破面には、溶融痕が認められる。また、該破面上には、Bの濃化が生じている。そして、オーステナイト系耐熱合金管の結晶粒径が大きいほどBの濃化が顕著である。
【0036】
(d)オーステナイト系耐熱合金管の外表面に生成している酸化物層が厚いほど、余盛の止端角が大きい。
【0037】
上記(a)〜(d)の判明事項から、本発明者らは、次の(e)〜(f)の結論に至った。
【0038】
(e)溶接時にHAZで発生する割れは、冶金的には粒界に存在するBが強く影響し、Bの粒界での挙動にはオーステナイト系耐熱合金管の結晶粒径が間接的に影響する。
【0039】
(f)上記のHAZで発生する割れは、力学的には余盛の止端角が強く影響する。そして、止端角には、オーステナイト系耐熱合金管の外表面に生成している酸化物層が間接的に影響する。
【0040】
すなわち、適正量のBを含有させて十分な高温強度を確保したオーステナイト系耐熱合金管を直接に、すみ肉溶接した場合、溶接時にHAZで生じる割れを防止するには、
オーステナイト系耐熱合金管の結晶粒径を管理するとともに、Bの含有量を結晶粒径に応じて調整すること、および、
オーステナイト系耐熱合金管の外表面に存在する酸化物層の厚さを管理し、余盛形状を制御すること、
という2項目が有効であることが明らかになった。
【0041】
その理由は、次の(g)〜(i)によるものと考えられる。
【0042】
(g)Bは、溶接施工中に、溶接熱サイクルにより溶融境界近傍のHAZの粒界に偏析する。Bは粒界の融点を低下させる元素であるため、溶接中に上記のBが偏析した粒界が局部的に溶融し、その溶融した箇所が溶接熱応力により開口して、いわゆる「液化割れ」を生じる。なお、結晶粒径が大きい場合、単位体積あたりの粒界面積は小さい。したがって、結晶粒径が大きい場合、Bの粒界偏析が顕著になるとともに、特定の粒界面にかかる応力が大きくなるので、HAZでの割れが発生しやすくなる。
【0043】
(h)溶接ビード(余盛)の止端角が大きくなると、HAZへ応力が集中しやすくなり、このため割れが発生しやすくなる。
【0044】
(i)管の外表面に厚い酸化物層が形成されている場合、酸化物の融点が高いことに加えて、管の外表面をすみ肉溶接する際に、溶融金属との濡れ性が悪くなる。このため、余盛の止端角が大きくなって、割れに対する感受性が高くなる。
【0045】
そこで、本発明者らは、さらに詳細な検討を実施した。
【0046】
その結果、オーステナイト系耐熱合金管の外表面を直接、フィンプレートに見立てた板(実施例の表2に示す化学組成を有する厚さ6mm、幅15mm、長さ200mmの合金板)とすみ肉溶接した場合であっても、下記(j)および(k)の対策を講じることによって、HAZでの割れを防止できることが明らかになった。
【0047】
(j)合金管の肉厚中央部の平均結晶粒径d(μm)を、1000μm以下で、かつ、合金が含有するBの量に応じて、下記の式を満足する範囲に調整する。
d≦1500−2.5×105×B
上記の式におけるBは、Bの含有量(質量%)を表す。
【0048】
(k)すみ肉溶接時の溶融金属との濡れ性を改善して止端角を小さくするために、合金管の外表面の酸化物層の厚さを15μm以下に抑える。
【0049】
本発明は、上記の知見に基づいて完成されたものであり、その要旨は、下記(1)〜(3)に示す継目無オーステナイト系耐熱合金管にある。
【0050】
(1)質量%で、C:0.03〜0.15%、Si:1%以下、Mn:2%以下、P:0.03%以下、S:0.01%以下、Ni:35〜60%、Cr:18〜38%、W:3〜11%、Ti:0.01〜1.2%、Al:0.5%以下、B:0.0001〜0.01%、N:0.02%以下およびO:0.008%以下を含有するとともに、Zr:0.01〜0.5%、Nb:0.01〜0.5%およびV:0.01〜0.5%のうちの1種以上を含有し、残部がFeおよび不純物からなる化学組成であって、管の肉厚中央部の平均結晶粒径d(μm)が、1000μm以下、かつ下記の式を満足し、さらに、管の外表面の酸化物層の厚さが15μm以下であることを特徴とする、管外表面を直接にすみ肉溶接して用いられる継目無オーステナイト系耐熱合金管。
d≦1500−2.5×105×B
上記の式におけるBは、Bの含有量(質量%)を表す。
【0051】
(2)Feの一部に代えて、質量%で、下記の<1>および<2>のグループから選択される1種以上の元素を含有することを特徴とする上記(1)に記載の継目無オーステナイト系耐熱合金管。
<1>Mo:1%以下、Cu:1%以下およびCo:1%以下、
<2>Ca:0.05%以下、Mg:0.05%以下およびREM:0.1%以下。
【0052】
(3)火炉壁管に用いることを特徴とする上記(1)または(2)に記載の継目無オーステナイト系耐熱合金管。
【0053】
残部としての、「Feおよび不純物」における「不純物」とは、オーステナイト系耐熱合金を工業的に製造する際に、原料としての鉱石、スクラップ、または製造環境などから混入するものを指す。
【0054】
「REM」とは、Sc、Yおよびランタノイドの合計17元素の総称であり、REMの含有量はREMのうちの1種または2種以上の元素の合計含有量を指す。
【発明の効果】
【0055】
本発明の継目無オーステナイト系耐熱合金管は、耐溶接割れ性に優れ、溶接時のHAZでの割れ発生を抑止することができる。このため、本発明の継目無オーステナイト系耐熱合金管は、高温強度に優れ、十分な耐応力腐食割れ性を有し、熱膨張係数が小さいオーステナイト系耐熱合金を素材とする継目無合金管のうちでも、発電用ボイラの火炉壁管のような高温機器の部材として好適に用いることができる。
【図面の簡単な説明】
【0056】
【図1】実施例で作製した、火炉壁管のすみ肉溶接を模擬した拘束溶接試験体について模式的に説明する図である。なお、図ではフィンプレートに見立てた合金板を単に「フィンプレート」と表記した。
【図2】供試管とフィンプレートに見立てた合金板とのすみ肉溶接について説明する図である。なお、図ではフィンプレートに見立てた合金板を単に「フィンプレート」と表記した。
【発明を実施するための形態】
【0057】
以下、本発明の各要件について詳しく説明する。なお、以下の説明における各元素の含有量の「%」表示は「質量%」を意味する。
【0058】
(A)管の化学組成:
C:0.03〜0.15%
Cは、オーステナイトを安定にするとともに粒界に微細な炭化物を形成し、高温でのクリープ強度を向上させる。この効果を十分に得るためには、0.03%以上のC含有量が必要である。しかしながら、Cが過剰に含有された場合には、炭化物が粗大となり、かつ多量に析出するので、粒界の延性が低下し、さらに、靱性およびクリープ強度の低下も生じる。したがって、上限を設け、Cの含有量を0.03〜0.15%とする。C含有量の好ましい下限は0.04%であり、また、好ましい上限は0.12%である。
【0059】
Si:1%以下
Siは、脱酸作用を有するとともに、高温での耐食性および耐酸化性の向上に有効な元素である。しかし、Siが過剰に含有された場合には、オーステナイトの安定性が低下して、靱性およびクリープ強度の低下を招く。そのため、Siの含有量に上限を設けて1%以下とする。Siの含有量は、望ましくは0.8%以下である。
【0060】
なお、Siの含有量について特に下限を設ける必要はないが、極端な低減は、脱酸効果が十分に得られず合金の清浄度が大きくなって清浄性が劣化するとともに、高温での耐食性および耐酸化性の向上効果も得難くなるし、製造コストも大きく上昇する。そのため、Si含有量の望ましい下限は0.02%である。
【0061】
Mn:2%以下
Mnは、Siと同様、脱酸作用を有する。Mnは、オーステナイトの安定化にも寄与する。しかし、Mnの含有量が過剰になると、脆化を招き、さらに、靱性およびクリープ延性の低下も生じる。そのため、Mnの含有量に上限を設けて2%以下とする。Mnの含有量は、望ましくは、1.5%以下である。
【0062】
なお、Mnの含有量についても特に下限を設ける必要はないが、極端な低減は、脱酸効果が十分に得られず合金の清浄性を劣化させるとともに、オーステナイト安定化効果が得難くなるし、製造コストも大きく上昇する。そのため、Mn含有量の望ましい下限は0.02%である。
【0063】
P:0.03%以下
Pは、不純物として合金中に含まれ、溶接中にHAZの結晶粒界に偏析して、液化割れ感受性を高める元素である。そのため、Pの含有量に上限を設けて0.03%以下とする。Pの含有量は、望ましくは、0.02%以下である。
【0064】
なお、Pの含有量は可能な限り低減することが好ましいが、極度の低減は製鋼コストの増大を招く。そのため、P含有量の望ましい下限は0.0005%である。
【0065】
S:0.01%以下
Sは、Pと同様に不純物として合金中に含まれ、溶接中にHAZの結晶粒界に偏析して、液化割れ感受性を高める元素である。さらに、Sは、長時間使用後の靱性にも悪影響を及ぼす元素である。そのため、Sの含有量に上限を設けて0.01%以下とする。Sの含有量は、望ましくは、0.005%以下である。
【0066】
なお、Sの含有量は可能な限り低減することが好ましいが、極度の低減は製鋼コストの増大を招く。そのため、S含有量の望ましい下限は0.0001%である。
【0067】
Ni:35〜60%
Niは、オーステナイトを得るために有効な元素であり、長時間使用時の組織安定性を確保するために必須の元素である。後述の18〜38%というCr含有量の範囲で、上述したNiの効果を十分に得るためには、35%以上のNi含有量が必要である。しかしながら、Niは高価な元素であり、多量のNi含有はコストの増大を招く。そのため、上限を設けて、Niの含有量を35〜60%とする。Ni含有量の望ましい下限は38%であり、また、望ましい上限は55%である。
【0068】
Cr:18〜38%
Crは、高温での耐酸化性および耐食性の確保のために必須の元素である。上記35〜60%というNi含有量の範囲で、上述したCrの効果を得るためには、18%以上のCr含有量が必要である。しかし、Crの含有量が38%を超えると、高温でのオーステナイトの安定性が劣化して、クリープ強度の低下を招く。したがって、Crの含有量を18〜38%とする。Cr含有量の望ましい下限は20%であり、また、望ましい上限は35%である。
【0069】
W:3〜11%
Wは、マトリックスに固溶して700℃を超える高温でのクリープ強度の向上に大きく寄与する元素である。その効果を十分に発揮させるためには少なくとも3%以上のW含有量が必要である。しかしながら、Wを過剰に含有させても効果は飽和し、かえってクリープ強度を低下させる場合もある。さらに、Wは、高価な元素であるため、過剰のW含有はコストの増大を招く。そのため、上限を設けて、Wの含有量を3〜11%とする。W含有量の望ましい下限は5%であり、また、望ましい上限は10%である。
【0070】
Ti:0.01〜1.2%
Tiは、微細な炭窒化物として粒内に析出し、高温でのクリープ強度に寄与する。その効果を得るためには0.01%以上のTi含有量が必要である。しかしながら、Tiの含有量が過剰になると、炭窒化物として多量に析出し、クリープ延性および靱性の低下を招く。このため、上限を設けて、Tiの含有量を0.01〜1.2%とする。Ti含有量の望ましい下限は0.05%であり、また、望ましい上限は1.0%である。
【0071】
Al:0.5%以下
Alは、脱酸作用を有する元素である。しかしながら、Alの含有量が過剰になると、合金の清浄性が著しく劣化して、熱間加工性および延性が低下する。そのため、Alの含有量に上限を設けて0.5%以下とする。Alの含有量は、望ましくは0.3%以下である。
【0072】
なお、Alの含有量について特に下限を設ける必要はないが、極端な低減は、脱酸効果が十分に得られず合金の清浄性を逆に劣化させるとともに、製造コストの上昇を招く。そのため、Al含有量の望ましい下限は0.001%である。Alの脱酸効果を安定して得、合金に良好な清浄性を確保させるためには、Al含有量の下限は0.0015%とすることがより望ましい。
【0073】
B:0.0001〜0.01%
Bは、高温での使用中に粒界に偏析して粒界を強化するとともに、粒界炭化物を微細分散させることにより、クリープ強度を向上させるのに必要な元素である。加えて、Bは、粒界に偏析して固着力を向上させ、靱性改善にも寄与する効果も有する。これらの効果を得るためには、0.0001%以上のB含有量が必要である。しかしながら、Bの含有量が過剰になると、溶接中の溶接熱サイクルにより、溶融境界近傍の高温HAZにBが多量に偏析して、粒界の融点を低下させ、HAZの液化割れ感受性を高める。そのため、上限を設けて、Bの含有量を0.0001〜0.01%とする。B含有量の望ましい下限は0.0005%であり、また、望ましい上限は0.005%である。
【0074】
なお、管の肉厚中央部の平均結晶粒径d(μm)が大きい場合、溶融境界近傍のHAZの結晶粒径が大きくなって、換言すれば、単位体積あたりの粒界面積が小さくなって、Bの粒界偏析が助長されるとともに、特定の粒界面へかかる応力が大きくなるので、液化割れ感受性が高くなる。
【0075】
しかしながら、後述するように、合金管の肉厚中央部の平均結晶粒径d(μm)を、1000μm以下で、かつ、合金が含有するBの量(%)に応じて、下記の式を満足する範囲に調整すれば、Bの偏析による液化割れ感受性の増大を抑止することができる。
d≦1500−2.5×105×B
上記の式におけるBは、Bの含有量(質量%)を表す。
【0076】
N:0.02%以下
Nは、オーステナイトを安定にするのに有効な元素である。前記の18〜38%というCr含有量の範囲では、Nが過剰に含有されると、高温での使用中に多量の微細窒化物が粒内に析出して、クリープ延性および靱性の低下を招く。そのため、Nの含有量に上限を設けて0.02%以下とする。Nの含有量は、望ましくは0.015%以下である。
【0077】
なお、Nの含有量について特に下限を設ける必要はないが、極端な低減は、オーステナイトを安定にする効果が得難くなるし、製造コストも大きく上昇する。そのため、N含有量の望ましい下限は0.0005%である。
【0078】
O:0.008%以下
O(酸素)は、不純物として合金中に含まれ、その含有量が過剰になると、熱間加工性が低下し、さらに、靱性および延性の劣化を招く。このため、Oの含有量に上限を設けて0.008%以下とする。Oの含有量は、望ましくは0.005%以下である。
【0079】
Oの含有量について特に下限を設ける必要はないが、極端な低減は、製造コストの上昇を招く。そのため、O含有量の望ましい下限は0.0005%である。
【0080】
次に、Zr、NbおよびVはいずれも、CまたはNと結合して微細な炭化物または炭窒化物を形成し、クリープ強度の向上に寄与する。このため、本発明の継目無オーステナイト系耐熱合金管には、上記CからOまでの元素に加えて、Zr:0.01〜0.5%、Nb:0.01〜0.5%およびV:0.01〜0.5%のうちの1種以上の元素を含有させる。
【0081】
Zr:0.01〜0.5%
Zrは、CまたはNと結合して微細な炭化物または炭窒化物を形成し、クリープ強度の向上に寄与する。この効果を得るためには0.01%以上のZr含有量が必要である。しかしながら、Zrの含有量が過剰になると、炭化物または炭窒化物として多量に析出し、クリープ延性の低下を招く。このため、上限を設けて、Zrの含有量を0.01〜0.5%とする。Zr含有量の望ましい下限は0.015%であり、また、望ましい上限は0.4%である。
【0082】
Nb:0.01〜0.5%
Nbは、CまたはNと結合して微細な炭化物または炭窒化物を形成し、クリープ強度の向上に寄与する。この効果を得るためには0.01%以上のNb含有量が必要である。しかしながら、Nbの含有量が過剰になると、炭化物または炭窒化物として多量に析出し、クリープ延性の低下を招く。このため、上限を設けて、Nbの含有量を0.01〜0.5%とする。Nb含有量の望ましい下限は0.015%であり、また、望ましい上限は0.4%である。
【0083】
V:0.01〜0.5%
Vは、CまたはNと結合して微細な炭化物または炭窒化物を形成し、クリープ強度の向上に寄与する。この効果を得るためには0.01%以上のV含有量が必要である。しかしながら、Vの含有量が過剰になると、炭化物または炭窒化物として多量に析出し、クリープ延性の低下を招く。このため、上限を設けて、Vの含有量を0.01〜0.5%とする。V含有量の望ましい下限は0.015%であり、また、望ましい上限は0.4%である。
【0084】
上記のZr、NbおよびVは、そのうちのいずれか1種のみ、または、2種以上の複合で含有させることができる。これらの元素を複合して含有させる場合の合計量は、1.5%であってもよいが、1.2%以下であることが好ましい。
【0085】
本発明の継目無オーステナイト系耐熱合金管の一つは、上述の各元素を含み、残部がFeおよび不純物からなる化学組成のものである。
【0086】
なお、既に述べたように、「不純物」とは、オーステナイト系耐熱合金を工業的に製造する際に、原料としての鉱石、スクラップ、または製造環境などから混入するものを指す。
【0087】
本発明の継目無オーステナイト系耐熱合金管の他の一つは、上記の元素に加えてさらに、Mo、Cu、Co、Ca、MgおよびREMから選んだ1種以上の元素を含有する化学組成のものである。
【0088】
以下、これらの任意元素の作用効果と、含有量の限定理由について説明する。
【0089】
<1>のグループのMo、CuおよびCoはいずれも、クリープ強度を向上させる作用を有する。このため、これらの元素を含有させてもよい。
【0090】
Mo:1%以下
Moは、クリープ強度を向上させる作用を有する。すなわち、Moは、マトリックスに固溶して高温でのクリープ強度を向上させる作用を有する。したがって、Moを含有させてもよい。しかしながら、Moが過剰に含有された場合には、オーステナイトの安定性が低下して、却ってクリープ強度の低下を招く。そのため、含有させる場合のMoの量に上限を設けて1%以下とする。
【0091】
一方、前記したMoの効果を安定して得るためには、Moの量は0.1%以上であることが好ましい。
【0092】
Cu:1%以下
Cuは、クリープ強度を向上させる作用を有する。すなわち、CuはNiと同様オ−ステナイト生成元素であり、相安定性を高めてクリープ強度の向上に寄与する。したがって、Cuを含有させてもよい。しかしながら、Cuが過剰に含有された場合には、熱間加工性の低下を招く。このため、含有させる場合のCuの量に上限を設けて1%以下とする。
【0093】
一方、前記したCuの効果を安定して得るためには、Cuの量は0.02%以上であることが好ましい。
【0094】
Co:1%以下
Coは、クリープ強度を向上させる作用を有する。すなわち、CoはNiおよびCuと同様オ−ステナイト生成元素であり、相安定性を高めてクリープ強度の向上に寄与する。したがって、Coを含有させてもよい。しかしながら、Coは極めて高価な元素であるため、Coの過剰の含有は大幅なコスト増を招く。このため、含有させる場合のCoの量に上限を設けて1%以下とする。
【0095】
一方、前記したCoの効果を安定して得るためには、Coの量は0.02%以上であることが好まししい。
【0096】
上記のMo、CuおよびCoは、そのうちのいずれか1種のみ、または、2種以上の複合で含有させることができる。これらの元素を複合して含有させる場合の合計量は、3%であってもよい。
【0097】
<2>のグループのCa、MgおよびREMは、いずれも熱間加工性を向上させる作用を有する。このため、これらの元素を含有させてもよい。
【0098】
Ca:0.05%以下
Caは、熱間加工性を改善する作用を有する。このため、Caを含有させてもよい。しかしながら、Caの含有量が過剰になると、Oと結合して、清浄性を著しく低下させ、却って熱間加工性を劣化させる。このため、含有させる場合のCaの量に上限を設けて0.05%以下とする。
【0099】
一方、前記したCaの効果を安定して得るためには、Caの量は0.0005%以上であることが好ましい。
【0100】
Mg:0.05%以下
Mgは、Caと同様、熱間加工性を改善する作用を有する。このため、Mgを含有させてもよい。しかしながら、Mgの含有量が過剰になると、Oと結合して、清浄性を著しく低下させ、却って熱間加工性を劣化させる。このため、含有させる場合のMgの量に上限を設けて0.05%以下とする。
【0101】
一方、前記したMgの効果を安定して得るためには、Mgの量は0.0005%以上であることが好ましい。
【0102】
REM:0.1%以下
REMは、熱間加工性を改善する作用を有する。すなわち、REMは、Sとの親和力が強く、熱間加工性の向上に寄与する。このため、REMを含有させてもよい。しかしながら、REMの含有量が過剰になると、Oと結合して、清浄性を著しく低下させ、却って熱間加工性を劣化させる。このため、含有させる場合のREMの量に上限を設けて0.1%以下とする。
【0103】
一方、前記したREMの効果を安定して得るためには、REMの量は0.0005%以上であることが好ましい。
【0104】
既に述べたように、「REM」とは、Sc、Yおよびランタノイドの合計17元素の総称であり、REMの含有量はREMのうちの1種または2種以上の元素の合計含有量を指す。
【0105】
なお、REMについては、一般的にミッシュメタルに含有される。このため、例えば、ミッシュメタルの形で添加して、REMの量が上記の範囲となるように含有させてもよい。
【0106】
上記のCa、MgおよびREMは、そのうちのいずれか1種のみ、または、2種以上の複合で含有させることができる。これらの元素を複合して含有させる場合の合計量は、0.2%であってもよい。
【0107】
(B)管の肉厚中央部の平均結晶粒径:
管の肉厚中央部の平均結晶粒径d(μm)は、1000μm以下で、かつ、合金が含有するBの量に応じて、
d≦1500−2.5×105×B
で表される式を満足するものでなければならない。なお、上記の式におけるBは、Bの含有量(質量%)を表す。
【0108】
先ず、管の肉厚中央部の平均結晶粒径が1000μmより大きい場合には、靱性および延性の低下が著しくなる。さらに、溶融境界近傍のHAZの結晶粒径も大きくなるので、換言すれば、単位体積あたりの粒界面積が小さくなるので、たとえ管が含有するB量の上限を前記した0.01%に管理しても、Bの偏析による液化割れを防止することができない。
【0109】
一方、管の肉厚中央部の平均結晶粒径dが1000μm以下であっても、
d≦1500−2.5×105×B
の式を満たさない場合には、溶接中の溶接熱サイクルにより、溶融境界近傍の高温HAZにBが多量に偏析して、粒界の融点を低下させ、HAZの液化割れ感受性を高めてしまうので、液化割れを防止することができない。
【0110】
なお、管の化学組成にもよるが、例えば、1150〜1250℃の温度域で、0.5〜5h保持して固溶化熱処理することによって、上記管の肉厚中央部の平均結晶粒径dを1000μm以下で、かつ、前記の「d≦1500−2.5×105×B」の式を満たすようにすることができる。
【0111】
(C)管の外表面の酸化物層の厚さ:
前記(A)項に記載の化学組成を有する本発明の継目無オーステナイト系耐熱合金管の表面に形成される酸化皮膜は、高融点である。しかも、上記の酸化被膜は、管の外表面をすみ肉溶接する際に、溶融金属との濡れ性を悪くする。このため、管の外表面の酸化物層の厚さが大きくなると、溶接ビード(余盛)の止端角が大きくなってHAZに応力が集中しやすくなり、液化割れが発生しやすくなる。したがって、管の外表面の酸化物層の厚さに上限を設けて15μm以下とする。上記の管の外表面の酸化物層の厚さは10μm以下であることが望ましい。
【0112】
例えば、上記(B)項で述べた1150〜1250℃の温度域で、0.5〜5h保持する固溶化熱処理を、水素等の還元性ガス中で行うことによって、安定して管の外表面の酸化物層の厚さを15μm以下とすることができる。
【0113】
また、上記(B)項で述べた固溶化熱処理を、大気中あるいは燃焼ガス中で行って酸化スケール(酸化物層)が形成された場合には、酸洗、研磨、ショットブラスト等の処理を行うことによって、安定して管の外表面の酸化物層の厚さを15μm以下とすることができる。
【0114】
なお、管の外表面の酸化物層の厚さについて特に下限を設ける必要はない。
【0115】
例えば、還元性ガス中での固溶化熱処理、酸洗、研磨、ショットブラスト等の処理を行って、管の外表面の酸化物層の厚さを0μmに近い状態にしてもよい。また、機械研削を行って、管の外表面の酸化物層を除去して、該酸化物層の厚さを0にしてもよい。ただし、管の外表面の酸化物層の厚さの極端な低減は、製造コストの高騰を招く。したがって、管の外表面の酸化物層の厚さは0.1μm以上であることが望ましく、0.2μm以上であればより望ましい。
【0116】
以下、実施例によって本発明をより具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
【実施例】
【0117】
表1に示す化学組成を有する各種の合金を、通常の方法によって180kg真空誘導溶解炉を用いて溶解した後、造塊してインゴットにし、次いで、該インゴットを熱間鍛造して、ビレットを作製した。
【0118】
このようにして得た各ビレットを、モデルミルを用いて熱間穿孔圧延し、外径が38mmで肉厚が9mmの継目無管を製造した。
【0119】
【表1】
【0120】
上記の外径が38mmで肉厚が9mmの各継目無管を、200mm長さに切断し、温度を1150〜1280℃、該温度での保持時間を0.5〜5hの範囲で変化させた固溶化熱処理を行い、肉厚中央部の平均結晶粒径dが異なる各種の供試管を作製した。
【0121】
次いで、得られた供試管の外表面を研磨して、酸化物層厚さを種々に変化させた。
【0122】
上記の固溶化熱処理後に外表面を研磨した各供試管について、肉厚中央部の平均結晶粒径dと管の外表面の酸化物層厚さを、それぞれ、次の方法で測定した。
【0123】
肉厚中央部の平均結晶粒d(μm)は、200mm長さの供試管の中央部を基準とし、その前後から、被検面が横断面になるように試験片を5個切り出し、かつ円周方向に4個に切断して、鏡面研磨し、王水で腐食して肉厚中央部の光学顕微鏡観察を行って求めた。
【0124】
すなわち、切断後の試験片1個につき、倍率100倍で1視野観察して、切断法により20個の試験片毎の平均粒切片長さを測定した。上記の試験片毎の平均粒切片長さをさらに算術平均し、それを1.128倍して平均結晶粒径d(μm)を求めた。
【0125】
管の外表面の酸化物層厚さは、各供試管について、上述した肉厚中央部の平均結晶粒径d(μm)を測定するために用いた20個の試験片を再度鏡面研磨し、研磨ままの状態で光学顕微鏡観察を行って求めた。
【0126】
すなわち、各供試管について20個の試験片毎に倍率400倍で観察して、管の外表面の酸化物の厚さを測定した。次いで、20個の試験片における酸化物の厚さの値を算術平均して、管の外表面の酸化物層厚さとした。
【0127】
さらに、前記の固溶化熱処理後に外表面を研磨した各供試管と、表2に示す化学組成を有する200mm長さに切断した厚さ6mm、幅15mmのフィンプレートに見立てた合金板とを用いて、図1に示す火炉壁管のすみ肉溶接を模擬した拘束溶接試験体を作製した。
【0128】
なお、各供試管と上記合金板とのすみ肉溶接は、図2に示すようにして4箇所で実施した。具体的には、市販の溶接ワイヤ(AWS規格A5.14 ER NiCrCoMo−1)およびボンドフラックスを用いて、入熱12kJ/cmにてサブマージアーク溶接して実施した。
【0129】
【表2】
【0130】
得られた各拘束溶接試験体について、4箇所のすみ肉溶接箇所からそれぞれ、被検面が横断面になるように試験片を5個ずつ切出して、鏡面研磨した。
【0131】
次いで、王水で腐食し、光学顕微鏡により検鏡して、拘束溶接試験体のそれぞれ計20箇所の溶接部について、供試管のHAZにおける液化割れの有無を調査し、液化割れ発生率を求めた。
【0132】
なお、液化割れ発生率は、「(割れ発生断面数/20)×100(%)」で定義し、液化割れ発生率が0(ゼロ)である試験体だけを「合格」と判定し、他は「不合格」と判定した。
【0133】
表3に、上記の各試験結果を示す。なお、表3には、供試管の素材合金に含まれるB量および「EQU=1500−2.5×105×B」から求めたEQUの値を併記した。
【0134】
【表3】
【0135】
表3から、本発明で規定する条件を満足する継目無管を用いた供試管符号A1、A6、A7、B1〜B3、C1〜C3、D1、E1およびF1の場合、液化割れ発生率は0、すなわち、全断面においてHAZに液化割れの発生は認められない。したがって、本発明で規定する条件を満足する継目無管は、火炉壁管のように管の外表面を直接にすみ肉溶接して用いる場合にも、十分な耐溶接割れ性を有することが明らかである。
【0136】
これに対して、化学組成が本発明で規定する範囲内にある合金A〜Fを素材とする場合であっても、管の肉厚中央部の平均結晶粒径または管の外表面の酸化物層の厚さが本発明で規定する上限を超える供試管符号の場合、HAZに液化割れが発生しており、管の外表面を直接にすみ肉溶接する火炉壁管に用いることはできない。
【0137】
供試管符号A2、A3、D2、E2およびF2の場合、管の肉厚中央部の平均結晶粒径dは1000μmを下回るものの、合金が含有するBの量に応じて規定される
d≦1500−2.5×105×B
の式を満たさないために、HAZに液化割れが発生した。しかも、上記平均結晶粒径dが大きくなるにつれて液化割れ発生率が高くなった。
【0138】
供試管符号C4の場合、管の肉厚中央部の平均結晶粒径dが1000μmを超えるため、HAZに液化割れが発生した。
【0139】
供試管符号A4およびA5の場合、管の外表面の酸化物層の厚さが15μmを超えるため、HAZに液化割れが発生した。しかも、上記管の外表面の酸化物層の厚さが大きくなるほど、液化割れ発生率が高くなった。
【産業上の利用可能性】
【0140】
本発明の継目無オーステナイト系耐熱合金管は、耐溶接割れ性に優れ、溶接時のHAZでの割れ発生を抑止することができる。このため、本発明の継目無オーステナイト系耐熱合金管は、高温強度に優れ、十分な耐応力腐食割れ性を有し、熱膨張係数が小さいオーステナイト系耐熱合金を素材とする継目無合金管のうちでも、発電用ボイラの火炉壁管のような高温機器の部材として好適に用いることができる。
【特許請求の範囲】
【請求項1】
質量%で、C:0.03〜0.15%、Si:1%以下、Mn:2%以下、P:0.03%以下、S:0.01%以下、Ni:35〜60%、Cr:18〜38%、W:3〜11%、Ti:0.01〜1.2%、Al:0.5%以下、B:0.0001〜0.01%、N:0.02%以下およびO:0.008%以下を含有するとともに、Zr:0.01〜0.5%、Nb:0.01〜0.5%およびV:0.01〜0.5%のうちの1種以上を含有し、残部がFeおよび不純物からなる化学組成であって、管の肉厚中央部の平均結晶粒径d(μm)が、1000μm以下、かつ下記の式を満足し、さらに、管の外表面の酸化物層の厚さが15μm以下であることを特徴とする、管外表面を直接にすみ肉溶接して用いられる継目無オーステナイト系耐熱合金管。
d≦1500−2.5×105×B
上記の式におけるBは、Bの含有量(質量%)を表す。
【請求項2】
Feの一部に代えて、質量%で、下記の<1>および<2>のグループから選択される1種以上の元素を含有することを特徴とする請求項1に記載の継目無オーステナイト系耐熱合金管。
<1>Mo:1%以下、Cu:1%以下およびCo:1%以下、
<2>Ca:0.05%以下、Mg:0.05%以下およびREM:0.1%以下。
【請求項3】
火炉壁管に用いることを特徴とする請求項1または2に記載の継目無オーステナイト系耐熱合金管。
【請求項1】
質量%で、C:0.03〜0.15%、Si:1%以下、Mn:2%以下、P:0.03%以下、S:0.01%以下、Ni:35〜60%、Cr:18〜38%、W:3〜11%、Ti:0.01〜1.2%、Al:0.5%以下、B:0.0001〜0.01%、N:0.02%以下およびO:0.008%以下を含有するとともに、Zr:0.01〜0.5%、Nb:0.01〜0.5%およびV:0.01〜0.5%のうちの1種以上を含有し、残部がFeおよび不純物からなる化学組成であって、管の肉厚中央部の平均結晶粒径d(μm)が、1000μm以下、かつ下記の式を満足し、さらに、管の外表面の酸化物層の厚さが15μm以下であることを特徴とする、管外表面を直接にすみ肉溶接して用いられる継目無オーステナイト系耐熱合金管。
d≦1500−2.5×105×B
上記の式におけるBは、Bの含有量(質量%)を表す。
【請求項2】
Feの一部に代えて、質量%で、下記の<1>および<2>のグループから選択される1種以上の元素を含有することを特徴とする請求項1に記載の継目無オーステナイト系耐熱合金管。
<1>Mo:1%以下、Cu:1%以下およびCo:1%以下、
<2>Ca:0.05%以下、Mg:0.05%以下およびREM:0.1%以下。
【請求項3】
火炉壁管に用いることを特徴とする請求項1または2に記載の継目無オーステナイト系耐熱合金管。
【図1】

【図2】
【図2】
【公開番号】特開2013−104109(P2013−104109A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−249875(P2011−249875)
【出願日】平成23年11月15日(2011.11.15)
【出願人】(000006655)新日鐵住金株式会社 (6,474)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月15日(2011.11.15)
【出願人】(000006655)新日鐵住金株式会社 (6,474)
[ Back to top ]