
網状不織シートおよびその製造方法

【課題】 スパンボンド法を適用して、ハリ・コシを有し、また、剛性に優れた不織シートを提供する。
【解決手段】 高融点重合体と低融点重合体とからなる単フィラメント糸が多数集積してなる網状不織シートであって、単フィラメント糸の繊維横断面は、低融点重合体からなる海成分中に高融点重合体からなる複数の島成分を有する海島型複合断面であり、個々の島成分の繊度が3デシテックス以上、単フィラメント糸の繊度が15デシテックス以上である網状不織シート。
【解決手段】 高融点重合体と低融点重合体とからなる単フィラメント糸が多数集積してなる網状不織シートであって、単フィラメント糸の繊維横断面は、低融点重合体からなる海成分中に高融点重合体からなる複数の島成分を有する海島型複合断面であり、個々の島成分の繊度が3デシテックス以上、単フィラメント糸の繊度が15デシテックス以上である網状不織シート。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、剛性を有する不織シートおよびその製造方法に関する。
【背景技術】
【0002】
スパンボンド不織布は、機械的強度に優れる一方で柔軟性を有しており、農業資材や生活資材、また、産業資材等の様々な分野で用いられている。様々な分野で用いられるスパンボンド不織布であるが、「剛性」に優れたスパンボンド不織布は知られていない。
【0003】
剛性を有するスパンボンド不織布を得るために、単糸繊度を極端に大きくすることが考えられるが、スパンボンド法によって、極めて大きな単糸繊度のものを得ようとすると、溶融紡出した糸条を冷却するためには、極めて長い距離の冷却ゾーンを必要とし、また、極めて高い吸引能力を有するエアーサッカーを要することとなり、これらを制御する装置が複雑となって、これを可能とする設備を設けることは現実的でない。したがって、生産設備等の観点から、単糸繊度を大きくすることには限界があり、繊度を大きくするに従って、紡糸性や開繊性が悪化するため、現状のスパンボンド法では、単糸繊度が15デシテックスを超えるものを得ることは操業上困難とされている。
【0004】
一方、本件発明者は、スパンボンド法を適用し、不織布を構成する最小単位の繊維の繊度は、15デシテックス未満であるが、この単繊維を集束することによって得たマルチフィラメント糸からなるスパンボンド不織布に関する技術を提案している(特許文献1)。スパンボンド法を適用して不織布を得るにあたり、溶融紡出した単繊維を集束させてマルチフィラメント糸化することによって、太繊度化を可能にしたものである。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−227061号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、マルチフィラメント糸からなるスパンボンド不織布を利用すれば、ハリ・コシを有し、さらに剛性に優れた不織布が得られるのではないかと考え、本発明に到達した。
【0007】
すなわち、本発明は、特許文献1にかかる発明を利用したものであって、マルチフィラメント糸を構成する単繊維として特定の複合繊維を選択し、多数のマルチフィラメント糸を集積したウェブを得た後に、複合繊維の一部を溶融させることによって、複数の単繊維が集束してなるマルチフィラメント糸を単フィラメント糸化し、剛性を有する不織シートを提供しようというものである。
【課題を解決するための手段】
【0008】
すなわち、本発明は、高融点重合体と低融点重合体とからなる単フィラメント糸が多数集積してなる網状不織シートであって、単フィラメント糸の繊維横断面では、低融点重合体からなる海成分中に高融点重合体からなる複数の島成分を有する海島型断面であり、単フィラメント糸の繊度が15デシテックス以上であることを特徴とする網状不織シートを要旨とするものである。
【0009】
また、本発明は、低融点重合体と高融点重合体とを低融点重合体が少なくとも繊維表面の一部を形成するように溶融紡出し、紡出糸条をエアーサッカーに導入して牽引・延伸し、複合型の単繊維が集束してなる状態のマルチフィラメント糸をエアーサッカーより排出し、マルチフィラメント糸を移動式捕集面上に堆積してマルチフィラメント糸からなるウエブを形成し、次いで低融点重合体が溶融しかつ高融点重合体が溶融しない温度にて熱処理を施して、低融点重合体のみを溶融させて高融点重合体は繊維形態を保持した状態とし、マルチフィラメント糸を構成する複合型の単繊維は低融点重合体の溶融によりその複合形態を失って海成分を構成し、この低融点重合体の海成分中に高融点重合体からなる複数の島成分を有する海島型複合断面の単フィラメント糸とすることを特徴とする網状不織シートの製造方法を要旨とするものである。
【0010】
以下、本発明を詳細に説明する。
【0011】
本発明の網状不織シートを構成する単フィラメント糸は、高融点重合体と低融点重合体からなり、単フィラメント糸の繊維横断面は、低融点重合体からなる海成分中に高融点重合体からなる複数の島成分を有する海島型複合断面である。単フィラメント糸は、低融点重合体と高融点重合体からなる複数本の単繊維を集束してなるマルチフィラメント糸に熱処理を施すことによって、低融点重合体を溶融させて単繊維の形態を失わせしめ一体化した海成分を構成させ、一方、高融点重合体は繊維形態を保持し島成分として海成分中に存在し、1本の単フィラメント糸の形態としたものである。すなわち、複数本の複合単繊維が集束してなるマルチフィラメント糸が、熱処理によって、1本の繊度の大きい単フィラメント糸となるのである。
【0012】
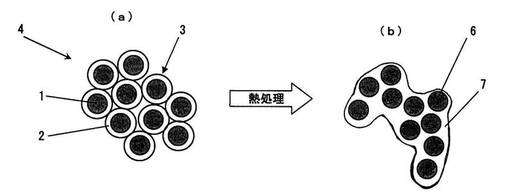
図1は、マルチフィラメント糸が熱処理によって単フィラメント糸の形態となることを示す模式図である。図1において、(a)は、低融点重合体(1)と高融点重合体(2)からなる複合型単繊維(3)が複数本集束したマルチフィラメント糸(4)の横断面図である。一方、(b)は、マルチフィラメント糸を熱処理することによって得られる海島型複合断面を有する単フィラメント糸(5)の横断面図である。(a)では、複合単繊維が、低融点重合体が鞘部を形成し、高融点重合体が鞘部を形成している。このマルチフィラメント糸に、高融点重合体は熱の影響を受けずに繊維形態を保持した状態で、低融点重合体のみが溶融するように熱処理を施す。低融点重合体が溶融することによって、複合形態であった単繊維の形態は失い、単繊維相互における溶融した低融点重合体は一体化して海成分(6)を構成する。一方、高融点重合体は繊維形態を保持するため、低融点重合体からなる海成分中に複数の島成分(7)として存在することとなる。そして、マルチフィラメント糸は、海島型複合断面を有する単フィラメント糸(5)となる。
【0013】
図2は、マルチフィラメント糸が熱処理によって単フィラメント糸の形態となることを示す他の模式図である。図2では、熱処理後に得られる単フィラメント糸(5)の横断面形状が略円形ではなく、異形である。複合型単繊維(3)を構成する低融点重合体と高融点重合体との複合比や熱処理により溶融する低融点重合体の粘度等を適宜選択することにより、得られる単フィラメント糸の横断面形状を不作為な異形とすることができる。例えば、複合型単繊維を構成する低融点重合体の複合比率が大きいほど、単フィラメント糸の横断面形状が円形になる傾向にある。また、低融点重合体の粘度の値が小さい方(粘度が高い方)が、単フィラメント糸の横断面形状が円形になる傾向にある。
【0014】
単フィラメント糸の繊度は、15デシテックス以上である。15デシテックス以上とすることによって、網状不織シートに良好に剛性を付与することができる。より好ましくは20デシテックス以上、さらに好ましくは30デシテックス以上である。また、本発明においては、単フィラメント糸を構成するマルチフィラメント糸を構成する複合型単繊維の繊度および複合型単繊維のフィラメント数を適宜選択することによって、数百デシテックスもの単フィラメント糸とすることができるため、本発明の網状不織シートの用途に応じて、適宜選択することができる。
【0015】
単フィラメント糸の横断面において、高融点重合体が形成する個々の島成分の単糸繊度は任意に設定することができるが、機械的強度を考慮して3デシテックス以上とすることが好ましい。3デシテックス以上とすることによって、単フィラメント糸の機械的強度を良好に保持できるため、網状不織シートとしての機械的強度が向上し、また、網状不織シートの剛性も良好となる。島成分の繊度は、3〜12デシテックスの範囲が、一般的にスパンボンド法によって適用できる。
【0016】
高融点重合体が形成する島成分の総繊度(個々の島成分の単糸繊度を合計した繊度)もまた、任意に設定できるものであるが、単フィラメント糸の機械的強度を考慮して、9デシテックス以上とすることが好ましい。9デシテックス以上とする理由は、上記した単糸繊度を特定以上の値とする理由と同様で、単フィラメント糸の機械的強度を良好に保持できると、網状不織シートとしての機械的強度が向上するためである。また、網状不織シートの剛性も良好となるためである。
【0017】
高融点重合体が形成する島成分の個数は、複数(2個以上)であればよく、網状不織シートに求められる性能や用途に応じて、また、島成分の単糸繊度や総繊度等についても考慮して、任意に設定すればよい。
【0018】
高融点重合体および低融点重合体を構成する重合体としては、繊維形成性を有する熱可塑性重合体であればよく、従来からスパンボンド不織布に適用されているものを用いればよく、ポリエステル系重合体、生分解性を有するポリエステル系重合体、ポリアミド系重合体、ポリオレフィン系重合体等が挙げられる。高融点重合体と低融点重合体との融点差は、30℃以上設けることが好ましく、高融点重合体と低融点重合体との組み合わせとしては、高融点ポリエステル/低融点ポリエステル、ポリエステル/ポリアミド、ポリエステル/ポリオレフィン、高融点ポリアミド/低融点ポリアミド、ポリアミド/ポリオレフィン、ポリプロピレン/ポリエチレン等が挙げられる。ポリエステル系重合体は、機械的強度を有し、剛性を付与しやすいため、ポリエステル系重合体を高融点重合体に用いることが好ましい。また、低融点重合体にもポリエステル系重合体を用いることによって、より剛性を付与することもできる。なお、上記の組み合わせを選択する際に、同種の重合体において融点差を設ける場合は、各種第三成分を共重合したり、また、その共重合比を適宜設定することによって、それぞれ重合体の融点を設定すればよい。
【0019】
本発明の網状不織シートは、上記した単フィラメントが多数集積してなる。単フィラメント同士は、その交点が熱接着により一体化したものである。熱接着により一体化しているため、形態保持性が良好となる。
【0020】
本発明の網状不織シートは、無作為に配置された孔を有していることが好ましい。孔は、多数の単フィラメント糸が粗目に集積することのよって形成されたものである。粗目とは、目視で十分に確認できる程度の孔を持つ上体のことを意味しており、例えば、0.2mm2以上の大きさの孔であれば、目視で十分に確認できる。実際には、個々の大きさが0.2〜120mm2程度の範囲にある多数の孔が形成されるように、粗目に集積されている。粗目であることによって、良好な通気性が確保される。また、粗目であるために、無作為な貫通した孔を有する網状のシート形態を呈している。
【0021】
本発明の網状不織シートの目付は、用途や要求性能に応じて任意に設定でき、例えば、15〜1000g/m2の範囲で設定するとよい。なお、20g/m2以下の低目付では、単フィラメント糸の繊度にもよるが、不織シート単独では、形態保持性に劣る傾向となるため、他の布帛や不織ウエブ、シート等と複合化することによって用いることが好ましい。
【0022】
次いで、本発明の網状不織シートは、以下の方法により、良好に得ることができる。すなわち、まず、いずれも溶融した低融点重合体と高融点重合体とを低融点重合体が少なくとも繊維表面に一部を形成するように溶融紡糸し、低融点重合体と高融点重合体とからなる複合型の単繊維を紡出させ、この複合型の単繊維を複数本集束させたマルチフィラメント糸としてエアーサッカーより排出させる。
【0023】
次いで、排出したマルチフィラメント糸は、移動式捕集面上に堆積してマルチフィラメント糸からなるウエブを形成する。
【0024】
次いで、得られたマルチフィラメント糸からなるウェブに熱処理を施して、マルチフィラメント糸を単フィラメント糸の形態として本発明の網状不織シートを得る。
【0025】
低融点重合体と高融点重合体とからなる複合型の単繊維の形態としては、低融点重合体が鞘部を形成し高融点重合体が芯部を形成する芯鞘複合型、低融点重合体と高融点重合体とが貼り合わせてなるサイドバイサイド型等が挙げられる。本発明では、芯鞘複合型を採用することが好ましい。なお、低融点重合体と高融点重合体との複合比(質量比)は、1/3〜3/1程度がよい。
【0026】
溶融紡出させた糸条(複数の単繊維)はエアーサッカーに導入して、目的繊度となるように牽引・延伸し、複数本の単繊維を集束させて目的繊度のマルチフィラメント糸としてエアーサッカーより排出する。複数の単繊維を集束させる方法は、特許文献1(特開2003−227061号公報)に記載している方法を適用すればよく、すなわち、エアーサッカーに導入した複数の単繊維に撚りをかけて集束させる方法、エアーサッカーに導入する際にガイド等によって複数の単繊維同士を密着させて単繊維同士の接点を融着させて集束する方法や、エアサッカーの導入口を小さくすることによって複数の単繊維同士を密着させてその接点で融着させて集束する方法等を適用すればよい。
【0027】
エアーサッカーより排出したマルチフィラメント糸は堆積して目的とする目付のウェブとするが、堆積させる捕集面として金属ネット製のコンベア等を用いて、マルチフィラメント糸の供給量と捕集面の移動速度とを調整して所望の目付で、マルチフィラメント糸を粗目に堆積したウェブとすることができる。マルチフィラメント糸は、捕集面上に落下して無作為に集積されるため、これを粗目とすると、無作為に配置した孔が形成される。
【0028】
次いで、得られたウエブに熱処理を施して、マルチフィラメント糸を単フィラメント糸の形態とするが、この熱処理工程の前に、良好に搬送できまたウエブの形態安定性を良好とする目的で、加圧および/または加熱することが好ましい。加圧および/または加熱する手段としては、カレンダーロールやエンボスロールに通すことによって行う。また、エンボスロールを有するエンボス装置に通す際に、最終的に得られる網状不織シートに残存する程度の熱エンボス点を形成するくらいの加圧および加熱条件にて熱エンボス処理を施すことも好ましい。これにより、得られる網状不織シートの形態安定性を良好とすることができるためである。
【0029】
マルチフィラメント糸を単フィラメント糸の形態とする熱処理手段としては、所定の温度に設定された循環型熱風乾燥機内に通す方法や、熱風を吹き付ける方法等が挙げられる。熱処理工程では、ピンテンターにウェブを固定して熱処理を施すことが好ましい。ウエブにおいて、熱処理による収縮を防止して、大きな寸法変化が生じにくくするためである。
【0030】
熱処理工程における設定温度や処理時間は、適宜設定すればよい。すなわち、マルチフィラメント糸を構成する複合型の単繊維の低融点重合体が溶融し、かつ高融点重合体が熱の影響を受けずに繊維形態を保持できる温度と時間を設定する。これにより、低融点重合体のみを溶融させて高融点重合体は繊維形態を保持した状態とし、マルチフィラメント糸を構成する複合型の単繊維は低融点重合体の溶融によりその複合形態を失って海成分を構成し、この低融点重合体の海成分中に高融点重合体からなる複数の島成分を有する海島型複合断面の単フィラメント糸とする網状不織シートを得ることができる。
【0031】
以上説明した網状不織シートは、複合型の単繊維を複数集束することにより一旦マルチフィラメント糸を形成し、その後、単繊維を構成している低融点重合体を溶融させて繊維の複合形態を失わせて複数の単繊維が一体化した単フィラメント糸としている。複合型の単繊維の形態、繊度やマルチフィラメントの総繊度、集束した単繊維の本数等を適宜選択することによって、単フィラメント糸の形態や特性を様々に設計することができる。また、網状不織シートの目付との組み合わせによっても、孔の大きさ等を様々に設計することができる。したがって、要求される用途に応じて、適宜設定することで、様々な要求性能に応じた網状不織シートを提供できることとなる。また、網状不織シート単独で用いてもよいし、他の素材(フィルム、不織ウェブ、各種布帛やシート等)と複合化することによって、様々な形態を提供することが可能となる。例えば、本発明の網状不織シートの剛性を活かして、様々な分野の支持体として用いることができる。農業資材や工業資材、家庭用資材に用いることができる。農業資材としては、苗床の支持体が挙げられる。工業用や家庭用のフィルターにおけるフィルター部材の支持体へ適用することができる。家庭用資材としては、ワイパーの支持体として適用することができる。本発明の網状不織シートは、様々な用途に応じた様々な要求性能を満足することが期待でき、また、従来の単糸繊度が15デシテックス未満の単繊維が集積したスパンボンド不織布が適用されていない新たな分野への使用も期待できる。
【発明の効果】
【0032】
本発明の網状不織シートは、複合型の単繊維を複数集束することにより一旦マルチフィラメント糸を形成し、その後、単繊維を構成している低融点重合体を溶融させて繊維の複合形態を失わせて複数の単繊維が一体化した海島型複合断面を有する15デシテックス以上の単糸繊度を有する単フィラメント糸によって構成されている。海成分が、低融点重合体が溶融することによって形成したものであるため、単フィラメント糸は、硬く剛性を有するものとなる。また、一方、高融点成分は、繊維形態を保持して島成分として存在しているため、単フィラメント糸は、糸としての機械的強度を保持している。このような単フィラメント糸からなる網状不織シートは、ハリ感やコシ感を有し、かつ硬く、優れた剛性を有するものであり、また、機械的強度に優れたものである。
【図面の簡単な説明】
【0033】
【図1】マルチフィラメント糸が熱処理によって単フィラメント糸の形態となることを示す模式図である。
【図2】マルチフィラメント糸が熱処理によって単フィラメント糸の形態となることを示す他の模式図である。
【実施例】
【0034】
次に、実施例に基づき本発明を具体的に説明する。ただし、本発明はこれらの実施例のみに限定されるものではない。なお、以下の実施例、比較例における各種物性値の測定は、下記の方法により実施した。
【0035】
(1)ポリエステルの極限粘度[η]:フェノールと四塩化エタンとの等質量比の混合溶媒100ccに試料0.5gを溶解し、測定した。
【0036】
(2)融点(℃):示差走査型熱量計(パーキンエルマ社製、DSC−7型)を用いて、試料質量を5mgとし、昇温速度を20℃/分として測定し、得られた融解吸熱曲線の最大値を与える温度を融点(℃)とした。
【0037】
(3)引張強力(N/5cm幅):JIS L 1906に準じて測定した。すなわち、試料長200mm、試料幅50mmの試料片10点を作成し、各試料について、定速伸張型引張試験機(東洋ボールドウィン社製のテンシロンRTM−500型)を用い、把持間隔100mm、引張速度100mm/分の条件で測定した。測定は、不織シートのMD方向(機械方向)およびCD方向(機械方向と直行する方向)について求めた。
【0038】
(4)引裂強力(N):JIS L 1906の引き裂き強さ ペンジュラム法により不織シートのMD方向について測定した。
【0039】
実施例1
ポリエチレンテレフタレート(融点260℃、極限粘度0.70)と、ポリエチレン(融点125℃、MFR(JIS K 6922に記載の方法により温度190℃、荷重21.18Nで測定)25g/10分)とを用意し、公知の芯鞘型複合溶融紡糸装置を用い、繊維断面が芯鞘型となる孔数78ホールの複合紡糸口金より、芯部にポリエチレンテレフタレート、鞘部にポリエチレンが配されるようにして質量比を1/2(芯/鞘)とし、紡糸温度280℃で溶融紡出した。また、紡糸口金とエアーサッカーまでの距離は140cmに設定し、紡出糸条は、エアーサッカーの導入口が小さくなっている(導入口の直径7mm)エアーサッカーに導入した。このとき、ひとつのエアーサッカーに13本の芯鞘型の単繊維を導入した。エアーサッカーにて、芯鞘型の単繊維の繊度が13デシテックスとなるように牽引速度2300m/分で牽引すると同時に、エアーサッカー内で単繊維同士を密着させて、単繊維同士の接点が融着することによって複数の単繊維が集束した総繊度が169デシテックスのマルチフィラメント糸をエアーサッカーより排出した。
【0040】
エアーサッカーより排出したマルチフィラメント糸は、左右よりエアを吹き付ける横振装置にて、螺旋状に回転させながら、コンベアネット上に捕集・堆積させてマルチフィラメント糸からなるウエブを得た。
【0041】
得られたウエブを、エンボスロール(エンボス凸部の面積0.9mm2、エンボス凸部
の面積率21%)とフラットロールとからなる熱エンボス装置に通した。この際、両ロールの表面温度を120℃に設定し、線圧300N/cmとした。得られたウェブには、部分的に熱エンボス点が付与されており、目付は40g/m2であった。なお、このウェブ
の引張強力は、MD方向が19.9N/5cm幅、CD方向が19.9N/5cm幅であった。
【0042】
得られた部分的に熱エンボス点が付与されたマルチフィラメント糸からウェブを、設定温度170℃のピンテンター式循環型熱風乾燥機にて2分間処理して、マルチフィラメント糸を構成する低融点重合体を溶融させて複合型の単繊維の形態を失わせて一体化し、低融点重合体からなる海成分中に高融点重合体からなる島成分を有する単フィラメント糸を得た。単フィラメント糸の繊度は、189デシテックスであった。なお、単フィラメント糸の繊度は、繊維断面を電子顕微鏡写真にて観察し、任意の10点についての繊維断面の面積から繊度を算出して10点の平均を単フィラメント糸の繊度とした。また、単フィラメント糸の横断面を観察すると、4.5デシテックスの海成分が11個存在していた。そして、網状不織シートは、個々の面積が0.25mm2〜72mm2の範囲にある開孔(貫通孔)を無作為に有するものであった。網状不織シートの引張強力は、MD方向が37.2N/5cm幅、CD方向が27.6N/5cm幅、CD方向の引裂強力が3.3Nであった。
【0043】
実施例2
実施例1において、目付を80g/m2と変更したこと以外は、実施例1と同様して行
った。熱処理前のウェブの引張強力は、MD方向が71.2N/5cm幅、CD方向が41.1N/5cm幅であった。得られた網状不織シートにおいては、個々の面積が0.25mm2〜40mm2の範囲にある開孔(貫通孔)を無作為に有するものであった。網状不織シートの引張強力は、MD方向が102.6N/5cm幅、CD方向が54.8N/5cm幅、引裂強力が4.0Nであった。
【0044】
実施例3
ポリエチレンテレフタレート(融点260℃、極限粘度0.70)と、共重合ポリエステル(融点182℃、極限粘度0.65)とを用意し、公知の芯鞘型複合溶融紡糸装置を用い、繊維断面が芯鞘型となる孔数150ホールの複合紡糸口金より、芯部にポリエチレンテレフタレート、鞘部に共重合ポリエステルが配されるようにして質量比を55/45(芯/鞘)とし、紡糸温度285℃で溶融紡出した。また、紡糸口金とエアーサッカーまでの距離は160cmに設定し、紡出糸条は、エアーサッカーの導入口が小さくなっている(導入口の直径7mm)エアーサッカーに導入した。このとき、ひとつのエアーサッカーに25本の芯鞘型の単繊維を導入した。エアーサッカーにて、芯鞘型の単繊維の繊度が10デシテックスとなるように牽引速度2400m/分で牽引すると同時に、エアーサッカー内で単繊維同士を密着させて、単繊維同士の接点が融着することによって複数の単繊維が集束した総繊度が約250デシテックスのマルチフィラメント糸をエアーサッカーより排出した。
【0045】
エアーサッカーより排出したマルチフィラメント糸は、左右よりエアを吹き付ける横振装置にて、螺旋状に回転させながら、コンベアネット上に捕集・堆積させてマルチフィラメント糸からなるウエブを得た。
【0046】
得られたウエブを、エンボスロール(エンボス凸部の面積0.9mm2、エンボス凸部
の面積率21%)とフラットロールとからなる熱エンボス装置に通した。この際、両ロールの表面温度を100℃に設定し、線圧300N/cmとした。得られたウェブには、部分的に熱エンボス点が付与されており、目付は40g/m2であった。なお、このウェブの引張強力は、MD方向が25.48N/5cm幅、CD方向が14.7N/5cm幅であった。
【0047】
得られた部分的に熱エンボス点が付与されたマルチフィラメント糸からウェブを、設定温度220℃のピンテンター式循環型熱風乾燥機にて2分間処理して、マルチフィラメント糸を構成する低融点重合体を溶融させて複合型の単繊維の形態を失わせて一体化させ、低融点重合体からなる海成分中に高融点重合体からなる島成分を有する単フィラメント糸を得た。単フィラメント糸の繊度は、約250デシテックスであった。また、単フィラメント糸の横断面形状は、略円形ではなく、図2に示すごとき不作為な異形であった。そして、網状不織シートは、個々の面積が主として0.25mm2〜72mm2の範囲にある開孔(貫通孔)を無作為に有するものであった。網状不織シートの引張強力は、MD方向が64.9N/5cm幅、CD方向が53.0N/5cm幅、CD方向の引裂強力が3.5Nであった。
【符号の説明】
【0048】
1:低融点重合体
2:高融点重合体
3:複合型の単繊維
4:マルチフィラメント糸
5:海島型複合断面を有する単フィラメント糸
6:海成分
7:島成分
【技術分野】
【0001】
本発明は、剛性を有する不織シートおよびその製造方法に関する。
【背景技術】
【0002】
スパンボンド不織布は、機械的強度に優れる一方で柔軟性を有しており、農業資材や生活資材、また、産業資材等の様々な分野で用いられている。様々な分野で用いられるスパンボンド不織布であるが、「剛性」に優れたスパンボンド不織布は知られていない。
【0003】
剛性を有するスパンボンド不織布を得るために、単糸繊度を極端に大きくすることが考えられるが、スパンボンド法によって、極めて大きな単糸繊度のものを得ようとすると、溶融紡出した糸条を冷却するためには、極めて長い距離の冷却ゾーンを必要とし、また、極めて高い吸引能力を有するエアーサッカーを要することとなり、これらを制御する装置が複雑となって、これを可能とする設備を設けることは現実的でない。したがって、生産設備等の観点から、単糸繊度を大きくすることには限界があり、繊度を大きくするに従って、紡糸性や開繊性が悪化するため、現状のスパンボンド法では、単糸繊度が15デシテックスを超えるものを得ることは操業上困難とされている。
【0004】
一方、本件発明者は、スパンボンド法を適用し、不織布を構成する最小単位の繊維の繊度は、15デシテックス未満であるが、この単繊維を集束することによって得たマルチフィラメント糸からなるスパンボンド不織布に関する技術を提案している(特許文献1)。スパンボンド法を適用して不織布を得るにあたり、溶融紡出した単繊維を集束させてマルチフィラメント糸化することによって、太繊度化を可能にしたものである。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2003−227061号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、マルチフィラメント糸からなるスパンボンド不織布を利用すれば、ハリ・コシを有し、さらに剛性に優れた不織布が得られるのではないかと考え、本発明に到達した。
【0007】
すなわち、本発明は、特許文献1にかかる発明を利用したものであって、マルチフィラメント糸を構成する単繊維として特定の複合繊維を選択し、多数のマルチフィラメント糸を集積したウェブを得た後に、複合繊維の一部を溶融させることによって、複数の単繊維が集束してなるマルチフィラメント糸を単フィラメント糸化し、剛性を有する不織シートを提供しようというものである。
【課題を解決するための手段】
【0008】
すなわち、本発明は、高融点重合体と低融点重合体とからなる単フィラメント糸が多数集積してなる網状不織シートであって、単フィラメント糸の繊維横断面では、低融点重合体からなる海成分中に高融点重合体からなる複数の島成分を有する海島型断面であり、単フィラメント糸の繊度が15デシテックス以上であることを特徴とする網状不織シートを要旨とするものである。
【0009】
また、本発明は、低融点重合体と高融点重合体とを低融点重合体が少なくとも繊維表面の一部を形成するように溶融紡出し、紡出糸条をエアーサッカーに導入して牽引・延伸し、複合型の単繊維が集束してなる状態のマルチフィラメント糸をエアーサッカーより排出し、マルチフィラメント糸を移動式捕集面上に堆積してマルチフィラメント糸からなるウエブを形成し、次いで低融点重合体が溶融しかつ高融点重合体が溶融しない温度にて熱処理を施して、低融点重合体のみを溶融させて高融点重合体は繊維形態を保持した状態とし、マルチフィラメント糸を構成する複合型の単繊維は低融点重合体の溶融によりその複合形態を失って海成分を構成し、この低融点重合体の海成分中に高融点重合体からなる複数の島成分を有する海島型複合断面の単フィラメント糸とすることを特徴とする網状不織シートの製造方法を要旨とするものである。
【0010】
以下、本発明を詳細に説明する。
【0011】
本発明の網状不織シートを構成する単フィラメント糸は、高融点重合体と低融点重合体からなり、単フィラメント糸の繊維横断面は、低融点重合体からなる海成分中に高融点重合体からなる複数の島成分を有する海島型複合断面である。単フィラメント糸は、低融点重合体と高融点重合体からなる複数本の単繊維を集束してなるマルチフィラメント糸に熱処理を施すことによって、低融点重合体を溶融させて単繊維の形態を失わせしめ一体化した海成分を構成させ、一方、高融点重合体は繊維形態を保持し島成分として海成分中に存在し、1本の単フィラメント糸の形態としたものである。すなわち、複数本の複合単繊維が集束してなるマルチフィラメント糸が、熱処理によって、1本の繊度の大きい単フィラメント糸となるのである。
【0012】
図1は、マルチフィラメント糸が熱処理によって単フィラメント糸の形態となることを示す模式図である。図1において、(a)は、低融点重合体(1)と高融点重合体(2)からなる複合型単繊維(3)が複数本集束したマルチフィラメント糸(4)の横断面図である。一方、(b)は、マルチフィラメント糸を熱処理することによって得られる海島型複合断面を有する単フィラメント糸(5)の横断面図である。(a)では、複合単繊維が、低融点重合体が鞘部を形成し、高融点重合体が鞘部を形成している。このマルチフィラメント糸に、高融点重合体は熱の影響を受けずに繊維形態を保持した状態で、低融点重合体のみが溶融するように熱処理を施す。低融点重合体が溶融することによって、複合形態であった単繊維の形態は失い、単繊維相互における溶融した低融点重合体は一体化して海成分(6)を構成する。一方、高融点重合体は繊維形態を保持するため、低融点重合体からなる海成分中に複数の島成分(7)として存在することとなる。そして、マルチフィラメント糸は、海島型複合断面を有する単フィラメント糸(5)となる。
【0013】
図2は、マルチフィラメント糸が熱処理によって単フィラメント糸の形態となることを示す他の模式図である。図2では、熱処理後に得られる単フィラメント糸(5)の横断面形状が略円形ではなく、異形である。複合型単繊維(3)を構成する低融点重合体と高融点重合体との複合比や熱処理により溶融する低融点重合体の粘度等を適宜選択することにより、得られる単フィラメント糸の横断面形状を不作為な異形とすることができる。例えば、複合型単繊維を構成する低融点重合体の複合比率が大きいほど、単フィラメント糸の横断面形状が円形になる傾向にある。また、低融点重合体の粘度の値が小さい方(粘度が高い方)が、単フィラメント糸の横断面形状が円形になる傾向にある。
【0014】
単フィラメント糸の繊度は、15デシテックス以上である。15デシテックス以上とすることによって、網状不織シートに良好に剛性を付与することができる。より好ましくは20デシテックス以上、さらに好ましくは30デシテックス以上である。また、本発明においては、単フィラメント糸を構成するマルチフィラメント糸を構成する複合型単繊維の繊度および複合型単繊維のフィラメント数を適宜選択することによって、数百デシテックスもの単フィラメント糸とすることができるため、本発明の網状不織シートの用途に応じて、適宜選択することができる。
【0015】
単フィラメント糸の横断面において、高融点重合体が形成する個々の島成分の単糸繊度は任意に設定することができるが、機械的強度を考慮して3デシテックス以上とすることが好ましい。3デシテックス以上とすることによって、単フィラメント糸の機械的強度を良好に保持できるため、網状不織シートとしての機械的強度が向上し、また、網状不織シートの剛性も良好となる。島成分の繊度は、3〜12デシテックスの範囲が、一般的にスパンボンド法によって適用できる。
【0016】
高融点重合体が形成する島成分の総繊度(個々の島成分の単糸繊度を合計した繊度)もまた、任意に設定できるものであるが、単フィラメント糸の機械的強度を考慮して、9デシテックス以上とすることが好ましい。9デシテックス以上とする理由は、上記した単糸繊度を特定以上の値とする理由と同様で、単フィラメント糸の機械的強度を良好に保持できると、網状不織シートとしての機械的強度が向上するためである。また、網状不織シートの剛性も良好となるためである。
【0017】
高融点重合体が形成する島成分の個数は、複数(2個以上)であればよく、網状不織シートに求められる性能や用途に応じて、また、島成分の単糸繊度や総繊度等についても考慮して、任意に設定すればよい。
【0018】
高融点重合体および低融点重合体を構成する重合体としては、繊維形成性を有する熱可塑性重合体であればよく、従来からスパンボンド不織布に適用されているものを用いればよく、ポリエステル系重合体、生分解性を有するポリエステル系重合体、ポリアミド系重合体、ポリオレフィン系重合体等が挙げられる。高融点重合体と低融点重合体との融点差は、30℃以上設けることが好ましく、高融点重合体と低融点重合体との組み合わせとしては、高融点ポリエステル/低融点ポリエステル、ポリエステル/ポリアミド、ポリエステル/ポリオレフィン、高融点ポリアミド/低融点ポリアミド、ポリアミド/ポリオレフィン、ポリプロピレン/ポリエチレン等が挙げられる。ポリエステル系重合体は、機械的強度を有し、剛性を付与しやすいため、ポリエステル系重合体を高融点重合体に用いることが好ましい。また、低融点重合体にもポリエステル系重合体を用いることによって、より剛性を付与することもできる。なお、上記の組み合わせを選択する際に、同種の重合体において融点差を設ける場合は、各種第三成分を共重合したり、また、その共重合比を適宜設定することによって、それぞれ重合体の融点を設定すればよい。
【0019】
本発明の網状不織シートは、上記した単フィラメントが多数集積してなる。単フィラメント同士は、その交点が熱接着により一体化したものである。熱接着により一体化しているため、形態保持性が良好となる。
【0020】
本発明の網状不織シートは、無作為に配置された孔を有していることが好ましい。孔は、多数の単フィラメント糸が粗目に集積することのよって形成されたものである。粗目とは、目視で十分に確認できる程度の孔を持つ上体のことを意味しており、例えば、0.2mm2以上の大きさの孔であれば、目視で十分に確認できる。実際には、個々の大きさが0.2〜120mm2程度の範囲にある多数の孔が形成されるように、粗目に集積されている。粗目であることによって、良好な通気性が確保される。また、粗目であるために、無作為な貫通した孔を有する網状のシート形態を呈している。
【0021】
本発明の網状不織シートの目付は、用途や要求性能に応じて任意に設定でき、例えば、15〜1000g/m2の範囲で設定するとよい。なお、20g/m2以下の低目付では、単フィラメント糸の繊度にもよるが、不織シート単独では、形態保持性に劣る傾向となるため、他の布帛や不織ウエブ、シート等と複合化することによって用いることが好ましい。
【0022】
次いで、本発明の網状不織シートは、以下の方法により、良好に得ることができる。すなわち、まず、いずれも溶融した低融点重合体と高融点重合体とを低融点重合体が少なくとも繊維表面に一部を形成するように溶融紡糸し、低融点重合体と高融点重合体とからなる複合型の単繊維を紡出させ、この複合型の単繊維を複数本集束させたマルチフィラメント糸としてエアーサッカーより排出させる。
【0023】
次いで、排出したマルチフィラメント糸は、移動式捕集面上に堆積してマルチフィラメント糸からなるウエブを形成する。
【0024】
次いで、得られたマルチフィラメント糸からなるウェブに熱処理を施して、マルチフィラメント糸を単フィラメント糸の形態として本発明の網状不織シートを得る。
【0025】
低融点重合体と高融点重合体とからなる複合型の単繊維の形態としては、低融点重合体が鞘部を形成し高融点重合体が芯部を形成する芯鞘複合型、低融点重合体と高融点重合体とが貼り合わせてなるサイドバイサイド型等が挙げられる。本発明では、芯鞘複合型を採用することが好ましい。なお、低融点重合体と高融点重合体との複合比(質量比)は、1/3〜3/1程度がよい。
【0026】
溶融紡出させた糸条(複数の単繊維)はエアーサッカーに導入して、目的繊度となるように牽引・延伸し、複数本の単繊維を集束させて目的繊度のマルチフィラメント糸としてエアーサッカーより排出する。複数の単繊維を集束させる方法は、特許文献1(特開2003−227061号公報)に記載している方法を適用すればよく、すなわち、エアーサッカーに導入した複数の単繊維に撚りをかけて集束させる方法、エアーサッカーに導入する際にガイド等によって複数の単繊維同士を密着させて単繊維同士の接点を融着させて集束する方法や、エアサッカーの導入口を小さくすることによって複数の単繊維同士を密着させてその接点で融着させて集束する方法等を適用すればよい。
【0027】
エアーサッカーより排出したマルチフィラメント糸は堆積して目的とする目付のウェブとするが、堆積させる捕集面として金属ネット製のコンベア等を用いて、マルチフィラメント糸の供給量と捕集面の移動速度とを調整して所望の目付で、マルチフィラメント糸を粗目に堆積したウェブとすることができる。マルチフィラメント糸は、捕集面上に落下して無作為に集積されるため、これを粗目とすると、無作為に配置した孔が形成される。
【0028】
次いで、得られたウエブに熱処理を施して、マルチフィラメント糸を単フィラメント糸の形態とするが、この熱処理工程の前に、良好に搬送できまたウエブの形態安定性を良好とする目的で、加圧および/または加熱することが好ましい。加圧および/または加熱する手段としては、カレンダーロールやエンボスロールに通すことによって行う。また、エンボスロールを有するエンボス装置に通す際に、最終的に得られる網状不織シートに残存する程度の熱エンボス点を形成するくらいの加圧および加熱条件にて熱エンボス処理を施すことも好ましい。これにより、得られる網状不織シートの形態安定性を良好とすることができるためである。
【0029】
マルチフィラメント糸を単フィラメント糸の形態とする熱処理手段としては、所定の温度に設定された循環型熱風乾燥機内に通す方法や、熱風を吹き付ける方法等が挙げられる。熱処理工程では、ピンテンターにウェブを固定して熱処理を施すことが好ましい。ウエブにおいて、熱処理による収縮を防止して、大きな寸法変化が生じにくくするためである。
【0030】
熱処理工程における設定温度や処理時間は、適宜設定すればよい。すなわち、マルチフィラメント糸を構成する複合型の単繊維の低融点重合体が溶融し、かつ高融点重合体が熱の影響を受けずに繊維形態を保持できる温度と時間を設定する。これにより、低融点重合体のみを溶融させて高融点重合体は繊維形態を保持した状態とし、マルチフィラメント糸を構成する複合型の単繊維は低融点重合体の溶融によりその複合形態を失って海成分を構成し、この低融点重合体の海成分中に高融点重合体からなる複数の島成分を有する海島型複合断面の単フィラメント糸とする網状不織シートを得ることができる。
【0031】
以上説明した網状不織シートは、複合型の単繊維を複数集束することにより一旦マルチフィラメント糸を形成し、その後、単繊維を構成している低融点重合体を溶融させて繊維の複合形態を失わせて複数の単繊維が一体化した単フィラメント糸としている。複合型の単繊維の形態、繊度やマルチフィラメントの総繊度、集束した単繊維の本数等を適宜選択することによって、単フィラメント糸の形態や特性を様々に設計することができる。また、網状不織シートの目付との組み合わせによっても、孔の大きさ等を様々に設計することができる。したがって、要求される用途に応じて、適宜設定することで、様々な要求性能に応じた網状不織シートを提供できることとなる。また、網状不織シート単独で用いてもよいし、他の素材(フィルム、不織ウェブ、各種布帛やシート等)と複合化することによって、様々な形態を提供することが可能となる。例えば、本発明の網状不織シートの剛性を活かして、様々な分野の支持体として用いることができる。農業資材や工業資材、家庭用資材に用いることができる。農業資材としては、苗床の支持体が挙げられる。工業用や家庭用のフィルターにおけるフィルター部材の支持体へ適用することができる。家庭用資材としては、ワイパーの支持体として適用することができる。本発明の網状不織シートは、様々な用途に応じた様々な要求性能を満足することが期待でき、また、従来の単糸繊度が15デシテックス未満の単繊維が集積したスパンボンド不織布が適用されていない新たな分野への使用も期待できる。
【発明の効果】
【0032】
本発明の網状不織シートは、複合型の単繊維を複数集束することにより一旦マルチフィラメント糸を形成し、その後、単繊維を構成している低融点重合体を溶融させて繊維の複合形態を失わせて複数の単繊維が一体化した海島型複合断面を有する15デシテックス以上の単糸繊度を有する単フィラメント糸によって構成されている。海成分が、低融点重合体が溶融することによって形成したものであるため、単フィラメント糸は、硬く剛性を有するものとなる。また、一方、高融点成分は、繊維形態を保持して島成分として存在しているため、単フィラメント糸は、糸としての機械的強度を保持している。このような単フィラメント糸からなる網状不織シートは、ハリ感やコシ感を有し、かつ硬く、優れた剛性を有するものであり、また、機械的強度に優れたものである。
【図面の簡単な説明】
【0033】
【図1】マルチフィラメント糸が熱処理によって単フィラメント糸の形態となることを示す模式図である。
【図2】マルチフィラメント糸が熱処理によって単フィラメント糸の形態となることを示す他の模式図である。
【実施例】
【0034】
次に、実施例に基づき本発明を具体的に説明する。ただし、本発明はこれらの実施例のみに限定されるものではない。なお、以下の実施例、比較例における各種物性値の測定は、下記の方法により実施した。
【0035】
(1)ポリエステルの極限粘度[η]:フェノールと四塩化エタンとの等質量比の混合溶媒100ccに試料0.5gを溶解し、測定した。
【0036】
(2)融点(℃):示差走査型熱量計(パーキンエルマ社製、DSC−7型)を用いて、試料質量を5mgとし、昇温速度を20℃/分として測定し、得られた融解吸熱曲線の最大値を与える温度を融点(℃)とした。
【0037】
(3)引張強力(N/5cm幅):JIS L 1906に準じて測定した。すなわち、試料長200mm、試料幅50mmの試料片10点を作成し、各試料について、定速伸張型引張試験機(東洋ボールドウィン社製のテンシロンRTM−500型)を用い、把持間隔100mm、引張速度100mm/分の条件で測定した。測定は、不織シートのMD方向(機械方向)およびCD方向(機械方向と直行する方向)について求めた。
【0038】
(4)引裂強力(N):JIS L 1906の引き裂き強さ ペンジュラム法により不織シートのMD方向について測定した。
【0039】
実施例1
ポリエチレンテレフタレート(融点260℃、極限粘度0.70)と、ポリエチレン(融点125℃、MFR(JIS K 6922に記載の方法により温度190℃、荷重21.18Nで測定)25g/10分)とを用意し、公知の芯鞘型複合溶融紡糸装置を用い、繊維断面が芯鞘型となる孔数78ホールの複合紡糸口金より、芯部にポリエチレンテレフタレート、鞘部にポリエチレンが配されるようにして質量比を1/2(芯/鞘)とし、紡糸温度280℃で溶融紡出した。また、紡糸口金とエアーサッカーまでの距離は140cmに設定し、紡出糸条は、エアーサッカーの導入口が小さくなっている(導入口の直径7mm)エアーサッカーに導入した。このとき、ひとつのエアーサッカーに13本の芯鞘型の単繊維を導入した。エアーサッカーにて、芯鞘型の単繊維の繊度が13デシテックスとなるように牽引速度2300m/分で牽引すると同時に、エアーサッカー内で単繊維同士を密着させて、単繊維同士の接点が融着することによって複数の単繊維が集束した総繊度が169デシテックスのマルチフィラメント糸をエアーサッカーより排出した。
【0040】
エアーサッカーより排出したマルチフィラメント糸は、左右よりエアを吹き付ける横振装置にて、螺旋状に回転させながら、コンベアネット上に捕集・堆積させてマルチフィラメント糸からなるウエブを得た。
【0041】
得られたウエブを、エンボスロール(エンボス凸部の面積0.9mm2、エンボス凸部
の面積率21%)とフラットロールとからなる熱エンボス装置に通した。この際、両ロールの表面温度を120℃に設定し、線圧300N/cmとした。得られたウェブには、部分的に熱エンボス点が付与されており、目付は40g/m2であった。なお、このウェブ
の引張強力は、MD方向が19.9N/5cm幅、CD方向が19.9N/5cm幅であった。
【0042】
得られた部分的に熱エンボス点が付与されたマルチフィラメント糸からウェブを、設定温度170℃のピンテンター式循環型熱風乾燥機にて2分間処理して、マルチフィラメント糸を構成する低融点重合体を溶融させて複合型の単繊維の形態を失わせて一体化し、低融点重合体からなる海成分中に高融点重合体からなる島成分を有する単フィラメント糸を得た。単フィラメント糸の繊度は、189デシテックスであった。なお、単フィラメント糸の繊度は、繊維断面を電子顕微鏡写真にて観察し、任意の10点についての繊維断面の面積から繊度を算出して10点の平均を単フィラメント糸の繊度とした。また、単フィラメント糸の横断面を観察すると、4.5デシテックスの海成分が11個存在していた。そして、網状不織シートは、個々の面積が0.25mm2〜72mm2の範囲にある開孔(貫通孔)を無作為に有するものであった。網状不織シートの引張強力は、MD方向が37.2N/5cm幅、CD方向が27.6N/5cm幅、CD方向の引裂強力が3.3Nであった。
【0043】
実施例2
実施例1において、目付を80g/m2と変更したこと以外は、実施例1と同様して行
った。熱処理前のウェブの引張強力は、MD方向が71.2N/5cm幅、CD方向が41.1N/5cm幅であった。得られた網状不織シートにおいては、個々の面積が0.25mm2〜40mm2の範囲にある開孔(貫通孔)を無作為に有するものであった。網状不織シートの引張強力は、MD方向が102.6N/5cm幅、CD方向が54.8N/5cm幅、引裂強力が4.0Nであった。
【0044】
実施例3
ポリエチレンテレフタレート(融点260℃、極限粘度0.70)と、共重合ポリエステル(融点182℃、極限粘度0.65)とを用意し、公知の芯鞘型複合溶融紡糸装置を用い、繊維断面が芯鞘型となる孔数150ホールの複合紡糸口金より、芯部にポリエチレンテレフタレート、鞘部に共重合ポリエステルが配されるようにして質量比を55/45(芯/鞘)とし、紡糸温度285℃で溶融紡出した。また、紡糸口金とエアーサッカーまでの距離は160cmに設定し、紡出糸条は、エアーサッカーの導入口が小さくなっている(導入口の直径7mm)エアーサッカーに導入した。このとき、ひとつのエアーサッカーに25本の芯鞘型の単繊維を導入した。エアーサッカーにて、芯鞘型の単繊維の繊度が10デシテックスとなるように牽引速度2400m/分で牽引すると同時に、エアーサッカー内で単繊維同士を密着させて、単繊維同士の接点が融着することによって複数の単繊維が集束した総繊度が約250デシテックスのマルチフィラメント糸をエアーサッカーより排出した。
【0045】
エアーサッカーより排出したマルチフィラメント糸は、左右よりエアを吹き付ける横振装置にて、螺旋状に回転させながら、コンベアネット上に捕集・堆積させてマルチフィラメント糸からなるウエブを得た。
【0046】
得られたウエブを、エンボスロール(エンボス凸部の面積0.9mm2、エンボス凸部
の面積率21%)とフラットロールとからなる熱エンボス装置に通した。この際、両ロールの表面温度を100℃に設定し、線圧300N/cmとした。得られたウェブには、部分的に熱エンボス点が付与されており、目付は40g/m2であった。なお、このウェブの引張強力は、MD方向が25.48N/5cm幅、CD方向が14.7N/5cm幅であった。
【0047】
得られた部分的に熱エンボス点が付与されたマルチフィラメント糸からウェブを、設定温度220℃のピンテンター式循環型熱風乾燥機にて2分間処理して、マルチフィラメント糸を構成する低融点重合体を溶融させて複合型の単繊維の形態を失わせて一体化させ、低融点重合体からなる海成分中に高融点重合体からなる島成分を有する単フィラメント糸を得た。単フィラメント糸の繊度は、約250デシテックスであった。また、単フィラメント糸の横断面形状は、略円形ではなく、図2に示すごとき不作為な異形であった。そして、網状不織シートは、個々の面積が主として0.25mm2〜72mm2の範囲にある開孔(貫通孔)を無作為に有するものであった。網状不織シートの引張強力は、MD方向が64.9N/5cm幅、CD方向が53.0N/5cm幅、CD方向の引裂強力が3.5Nであった。
【符号の説明】
【0048】
1:低融点重合体
2:高融点重合体
3:複合型の単繊維
4:マルチフィラメント糸
5:海島型複合断面を有する単フィラメント糸
6:海成分
7:島成分
【特許請求の範囲】
【請求項1】
高融点重合体と低融点重合体とからなる単フィラメント糸が多数集積してなる網状不織シートであって、単フィラメント糸の繊維横断面は、低融点重合体からなる海成分中に高融点重合体からなる複数の島成分を有する海島型複合断面であり、単フィラメント糸の繊度が15デシテックス以上であることを特徴とする網状不織シート。
【請求項2】
個々の島成分の繊度が3デシテックス以上であることを特徴とする請求項1記載の網状不織シート。
【請求項3】
島成分の総繊度が9デシテックス以上であることを特徴とする請求項1または2記載の網状不織シート。
【請求項4】
単フィラメントが多数集積してなる網状不織シートが、無作為に配置された孔を持つ開孔不織シートであることを特徴とする請求項1から3のいずれか1項に記載の網状不織シート。
【請求項5】
スパンボンド法によって、低融点重合体と高融点重合体とを低融点重合体が少なくとも繊維表面の一部を形成するように溶融紡出し、紡出糸条をエアーサッカーに導入して牽引・延伸し、複合型の単繊維が集束してなる状態のマルチフィラメント糸をエアーサッカーより排出し、マルチフィラメント糸を移動式捕集面上に堆積してマルチフィラメント糸からなるウエブを形成し、次いで低融点重合体が溶融しかつ高融点重合体が溶融しない温度にて熱処理を施して、低融点重合体のみを溶融させて高融点重合体は繊維形態を保持した状態とし、マルチフィラメント糸を構成する複合型の単繊維は低融点重合体の溶融によりその複合形態を失って海成分を構成し、この低融点重合体の海成分中に高融点重合体からなる複数の島成分を有する海島型複合断面の単フィラメント糸とすることを特徴とする網状不織シートの製造方法。
【請求項6】
マルチフィラメント糸の総繊度が15デシテックス以上となるように複合型の単繊維を集束することを特徴とする請求項5記載の網状不織シートの製造方法。
【請求項7】
マルチフィラメント糸を構成する単繊維が、芯成分に高融点重合体を配し、鞘成分に低融点重合体を配してなる芯鞘型複合繊維であることを特徴とする請求項5または6記載の網状不織シートの製造方法。
【請求項1】
高融点重合体と低融点重合体とからなる単フィラメント糸が多数集積してなる網状不織シートであって、単フィラメント糸の繊維横断面は、低融点重合体からなる海成分中に高融点重合体からなる複数の島成分を有する海島型複合断面であり、単フィラメント糸の繊度が15デシテックス以上であることを特徴とする網状不織シート。
【請求項2】
個々の島成分の繊度が3デシテックス以上であることを特徴とする請求項1記載の網状不織シート。
【請求項3】
島成分の総繊度が9デシテックス以上であることを特徴とする請求項1または2記載の網状不織シート。
【請求項4】
単フィラメントが多数集積してなる網状不織シートが、無作為に配置された孔を持つ開孔不織シートであることを特徴とする請求項1から3のいずれか1項に記載の網状不織シート。
【請求項5】
スパンボンド法によって、低融点重合体と高融点重合体とを低融点重合体が少なくとも繊維表面の一部を形成するように溶融紡出し、紡出糸条をエアーサッカーに導入して牽引・延伸し、複合型の単繊維が集束してなる状態のマルチフィラメント糸をエアーサッカーより排出し、マルチフィラメント糸を移動式捕集面上に堆積してマルチフィラメント糸からなるウエブを形成し、次いで低融点重合体が溶融しかつ高融点重合体が溶融しない温度にて熱処理を施して、低融点重合体のみを溶融させて高融点重合体は繊維形態を保持した状態とし、マルチフィラメント糸を構成する複合型の単繊維は低融点重合体の溶融によりその複合形態を失って海成分を構成し、この低融点重合体の海成分中に高融点重合体からなる複数の島成分を有する海島型複合断面の単フィラメント糸とすることを特徴とする網状不織シートの製造方法。
【請求項6】
マルチフィラメント糸の総繊度が15デシテックス以上となるように複合型の単繊維を集束することを特徴とする請求項5記載の網状不織シートの製造方法。
【請求項7】
マルチフィラメント糸を構成する単繊維が、芯成分に高融点重合体を配し、鞘成分に低融点重合体を配してなる芯鞘型複合繊維であることを特徴とする請求項5または6記載の網状不織シートの製造方法。
【図1】



【図2】
【図2】
【公開番号】特開2010−168718(P2010−168718A)
【公開日】平成22年8月5日(2010.8.5)
【国際特許分類】
【出願番号】特願2009−290719(P2009−290719)
【出願日】平成21年12月22日(2009.12.22)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
【公開日】平成22年8月5日(2010.8.5)
【国際特許分類】
【出願日】平成21年12月22日(2009.12.22)
【出願人】(000004503)ユニチカ株式会社 (1,214)
【Fターム(参考)】
[ Back to top ]