
網状体及びその製造方法

【課題】網状体の強度を確保すると共に、網状体の光沢を抑制する。
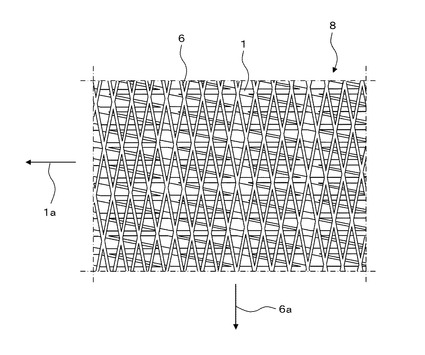
【解決手段】不織布8は、熱可塑性樹脂製のスプリットウェブ1とスリットウェブ6とを、各々の配向軸が互いに交差するように経緯積層して形成されている。また、不織布8は、隣接するスプリットウェブ1とスリットウェブ6との接触部位同士を面接着させて形成された面接着部8aと、エンボス加工により不織布8の表面に形成された円状の凹部8bと、を備える。
【解決手段】不織布8は、熱可塑性樹脂製のスプリットウェブ1とスリットウェブ6とを、各々の配向軸が互いに交差するように経緯積層して形成されている。また、不織布8は、隣接するスプリットウェブ1とスリットウェブ6との接触部位同士を面接着させて形成された面接着部8aと、エンボス加工により不織布8の表面に形成された円状の凹部8bと、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱可塑性樹脂製の一軸配向体を、配向軸が互いに交差するように経緯積層し又は織成してなる網状体、及びその製造方法に関する。
【背景技術】
【0002】
特許文献1には、縦方向(長さ方向)に配向された熱可塑性樹脂製の一軸配向体(縦ウェブ)と、横方向(幅方向)に配向された熱可塑性樹脂製の一軸配向体(横ウェブ)とを積層してなる網状体(網状不織布)の製造方法が記載されている。この網状体の製造方法では、各別に形成された縦ウェブと横ウェブとを互いに重ね合わせた状態で押圧・加熱することにより、縦ウェブと横ウェブとを一体化させている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許第2983584号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、特許文献1に記載のような網状体は、通気性及び透明性を備え得るので、野菜や果物等の食品を包装するための包装材として用いられ得る。このため、網状体の製造時には、上記押圧時に、例えば一対の鏡面ロール間に縦ウェブ及び横ウェブを導いてこれらにニップ圧を加えることにより互いに面接着させて一体化させることで、包装材としての強度(特に剥離強度)を確保している。
【0005】
しかしながら、鏡面ロールを用いて上記押圧を行うと、網状体の表面が平滑化されるので、網状体に光沢(ツヤ)が出る。このため、ツヤがある網状体を食品用の包装材として用いると、網状体からの反射光が比較的強くなり、この結果、包装対象物である食品の視認性が低下するという問題があった。
【0006】
本発明は、このような実状に鑑み、網状体の強度を確保すると共に、網状体の光沢に起因する包装対象物の視認性低下を抑制することを課題とする。
【課題を解決するための手段】
【0007】
そのため本発明に係る網状体の製造方法では、熱可塑性樹脂製の一軸配向体を、配向軸が互いに交差するように経緯積層し又は織成した後に、隣接する一軸配向体の接触部位同士を面接着させて網状体を形成する工程と、網状体の表面に粗面加工を施す工程と、を含む。
【0008】
また本発明に係る網状体は、熱可塑性樹脂製の一軸配向体を、配向軸が互いに交差するように経緯積層し又は織成してなり、隣接する一軸配向体の接触部位同士を面接着させて形成された面接着部と、粗面加工により網状体の表面に形成された凹凸部と、を備える。
【発明の効果】
【0009】
本発明によれば、隣接する一軸配向体の接触部位同士を面接着させて網状体を形成することにより、これら一軸配向体同士の接着面積を最大限にすることができるので、網状体の強度を十分に確保することができる。
【0010】
また本発明によれば、網状体の表面に粗面加工を施すことにより、網状体の光沢を抑制することができるので、網状体を包装材として用いる場合には包装対象物の視認性低下を抑制することができる。
【図面の簡単な説明】
【0011】
【図1】本発明の一実施形態における網状体の第1例を構成するスプリットウェブの概略構成を示す図
【図2】同上実施形態における網状体の第1例を構成するスリットウェブの概略構成を示す図
【図3】同上実施形態における網状体の第2例及び第3例を構成する一軸配向テープの概略構成を示す図
【図4】同上実施形態における網状体の第1例である不織布の概略構成を示す部分平面図
【図5】同上実施形態における網状体の第2例である不織布の概略構成を示す部分平面図
【図6】同上実施形態における網状体の第3例である織布の概略構成を示す部分斜視図
【図7】同上実施形態におけるスプリットウェブの製造方法を示す図
【図8】同上実施形態における網状体の製造方法の第1例を示す図
【図9】同上実施形態における網状体の製造方法の第2例を示す図
【図10】同上実施形態におけるエンボス加工工程を示す図
【図11】エンボス加工前の不織布とエンボス加工後の不織布とを示す図
【図12】エンボス加工を施していない不織布により形成された包装袋とエンボス加工を施した不織布により形成された包装袋とを示す図
【発明を実施するための形態】
【0012】
以下に本発明の実施の形態を図面に基づいて説明する。
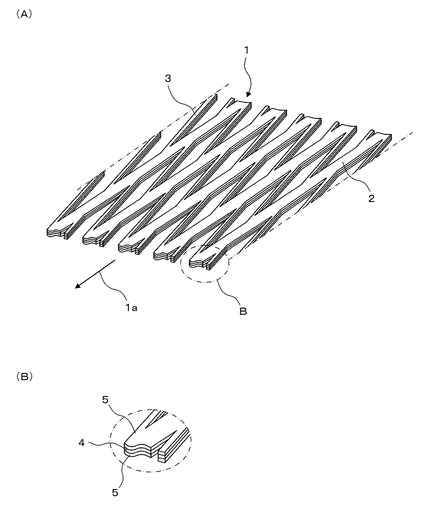
図1及び図2は、本発明の一実施形態における網状体の第1例を構成する一軸配向体を示す。
【0013】
図1(A)に示すスプリットウェブ1は、本発明における熱可塑性樹脂製の一軸配向体に対応するものであり、熱可塑性樹脂製のフィルムを縦方向(スプリットウェブ1の配向軸1aの軸方向)に一軸延伸させて、縦方向に割繊し、かつ拡幅させて形成される。詳しくは、スプリットウェブ1は、第1の熱可塑性樹脂と、第1の熱可塑性樹脂より低い融点を有する第2の熱可塑性樹脂とを用い、多層インフレーション法、多層Tダイ法等の成形法により作製された少なくとも2層(図では3層)からなる多層フィルムを、縦方向(長さ方向)に延伸させた後、同方向に千鳥掛けにスプリッターを用いて割繊(スプリット処理)して網状のフィルムとし、更に所定幅に拡幅させて形成される。また、スプリットウェブ1は、幅方向全体にわたって縦方向に比較的高い強度を有する。なお、図中の符号2は幹繊維、符号3は枝繊維に対応する。
【0014】
図1(B)は、図1(A)のB部の拡大斜視図であり、スプリットウェブ1は、第1の熱可塑性樹脂の層4の両面に第2の熱可塑性樹脂の層5が積層された3層構造からなる。第2の熱可塑性樹脂の層5は、後述する不織布8(網状体の第1例)の形成時に後述するスリットウェブ6と共に経緯積層される際のウェブ相互の接着層として機能し得る。ここで、第1の熱可塑性樹脂としては、ポリエチレン等が挙げられる。また、第1の熱可塑性樹脂より融点の低い第2の熱可塑性樹脂としては、ポリエチレン等が挙げられる。
【0015】
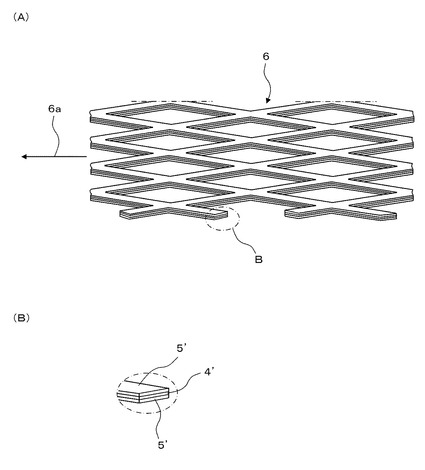
図2(A)に示すスリットウェブ6は、本発明における熱可塑性樹脂製の一軸配向体に対応するものであり、熱可塑性樹脂製のフィルムに横方向(スリットウェブ6の配向軸6aの軸方向)に多数のスリットを入れた後に横方向に一軸延伸させて形成される。詳しくは、スリットウェブ6は、上記多層フィルムの両耳部を除く部分に、横方向(幅方向)に、例えば熱刃などにより平行に千鳥掛け等の断続したスリットを形成した後、横方向に延伸させて形成される。また、スリットウェブ6は、横方向に比較的高い強度を有する。
【0016】
図2(B)は、図2(A)のB部の拡大斜視図であり、スリットウェブ6は、第1の熱可塑性樹脂の層4’の両面に第2の熱可塑性樹脂の層5’が積層された3層構造からなる。第2の熱可塑性樹脂の層5’は、後述する不織布8(網状体の第1例)の形成時にスプリットウェブ1と共に経緯積層される際のウェブ相互の接着層として機能し得る。
【0017】
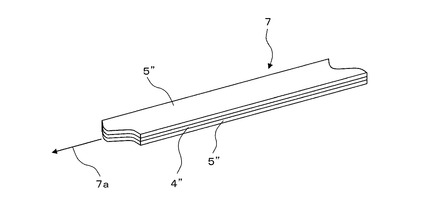
図3は、本実施形態における網状体の第2例及び第3例を構成する一軸配向体を示す。
図3に示す一軸配向テープ7は、本発明における熱可塑性樹脂製の一軸配向体に対応するものである。一軸配向テープ7は、第1の熱可塑性樹脂と、第1の熱可塑性樹脂より低い融点を有する第2の熱可塑性樹脂とを用い、多層インフレーション法、多層Tダイ法等の成形法により作製された少なくとも2層(図では3層)からなる多層フィルムを、縦又は横方向に一軸配向させ、裁断して多層の延伸テープとしたものである。図3に示す一軸配向テープ7は、スプリットウェブ1及びスリットウェブ6と同様に、第1の熱可塑性樹脂の層4”の両面に第2の熱可塑性樹脂の層5”が積層された3層構造からなる。第2の熱可塑性樹脂の層5”は、後述する不織布9(網状体の第2例)の形成時に一軸配向テープ7を経緯積層する際のテープ相互の接着層として機能し得る。また、第2の熱可塑性樹脂の層5”は、後述する織布10(網状体の第3例)の形成時に一軸配向テープ7を織成する際のテープ相互の接着層として機能する。なお、図中の符号7aは一軸配向テープ7の配向軸に対応する。
【0018】
図4〜図6は、本実施形態における粗面加工前の網状体の3つの例(上述の網状体の第1例〜第3例)を示す。
図4は、本実施形態における網状体の第1例である不織布8を示す。不織布8は、スプリットウェブ1とスリットウェブ6とを経緯積層して形成される。不織布8では、スプリットウェブ1の配向軸1aとスリットウェブ6の配向軸6aとが互いに直交するように経緯積層されている。また、不織布8では、隣接するスプリットウェブ1とスリットウェブ6の接触部位同士が面接着している。なお、不織布8の具体例としては、ワリフ(登録商標、JX日鉱日石ANCI株式会社製)を挙げることができる。
【0019】
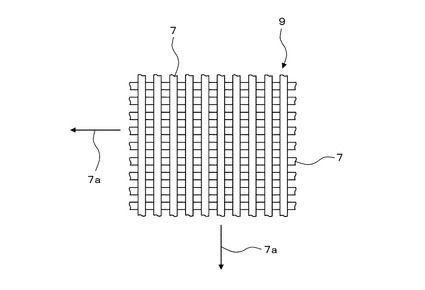
図5は、本実施形態における網状体の第2例である不織布9を示す。不織布9は、一軸配向テープ7を平行に並べたものを2組積層して形成される。不織布9では、一方の組の一軸配向テープ7の配向軸7aと他方の組の一軸配向テープ7の配向軸7aとが互いに直交するように経緯積層されている。また、不織布9では、隣接・交差する一軸配向テープ7の接触部位同士が面接着している。
【0020】
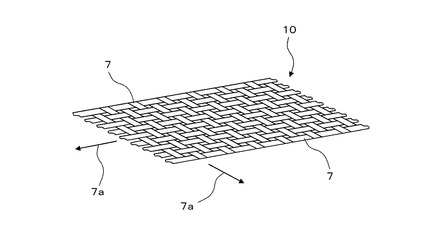
図6は、本実施形態における網状体の第3例である織布10を示す。織布10は、一軸配向テープ7を織成して形成される。織布10では、一軸配向テープ7同士が互いに直交しており、それゆえ、配向軸7a同士が互いに直交している。また、織布10では、隣接・交差する一軸配向テープ7の接触部位同士が面接着している。
【0021】
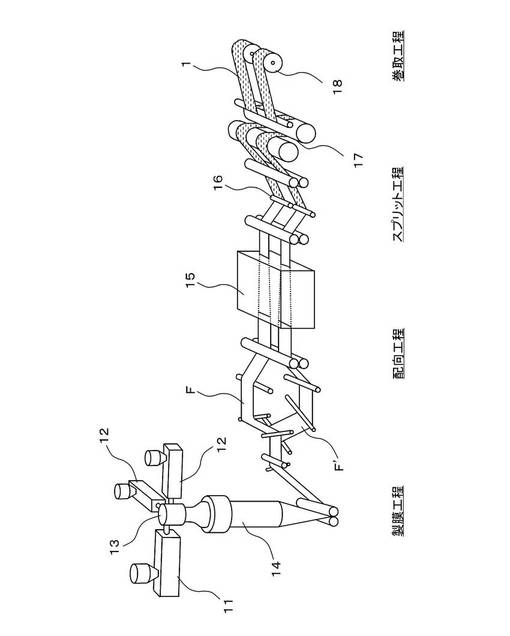
次に、本実施形態における一軸配向体の製造方法の一例を、図7を用いて説明する。
図7は、一軸配向体であるスプリットウェブ1の製造方法の概略を示す。
図7に示すように、スプリットウェブ1は、主として(1)多層フィルムの製膜工程、(2)多層フィルムの配向工程、(3)配向多層フィルムを配向軸と平行にスプリットするスプリット工程、及び、(4)スプリットしたフィルムを巻き取る巻取工程等を経て製造される。
【0022】
以下各工程を説明する。図7において、(1)多層フィルムの製膜工程では、主押出機11に第1の熱可塑性樹脂を供給し、2台の副押出機12,12に接着層樹脂として第2の熱可塑性樹脂を供給して、主押出機11から押出される第1の熱可塑性樹脂を中心層(配向層)とし、2台の副押出機12,12から押出される第2の熱可塑性樹脂を内層及び外層として、インフレーション成形により環状多層フィルムを作製する。なお、図7は、3台の押出機を用いて多層環状ダイ13を通して下吹出し水冷インフレーション14により製膜する場合を示している。
【0023】
(2)配向工程では、上記製膜した環状多層フィルムを2枚のフィルムF,F’に切り裂き、赤外線ヒータ、熱風送入機等を備えたオーブン15内を通過させ、所定温度に加熱しながら、初期寸法に対して所定の配向倍率でロール配向を行う。
【0024】
(3)スプリット(割繊)工程では、上記配向した多層フィルムを、高速で回転するスプリッター(回転刃)16に摺動接触させて、フィルムにスプリット処理(割繊化)を行う。
【0025】
割繊して形成されたスプリットウェブ1は、所定幅に拡幅された後、熱処理部17での熱処理を経て、(4)巻取工程において所定の長さに巻き取られて、スプリットウェブ1の巻取体18になる。
【0026】
次に、本実施形態における網状体の製造方法の2つの例を、図8及び図9を用いて説明する。
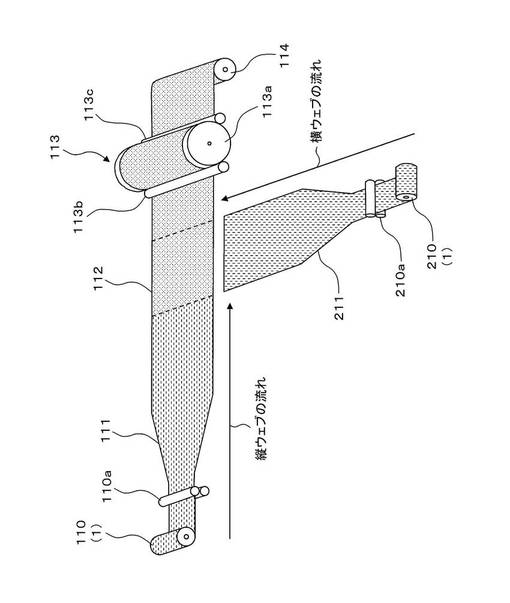
図8は、本実施形態における網状体の製造方法の第1例として、スプリットウェブ1を2枚積層した不織布の製造方法を示す。
【0027】
図8において、図7に示したようにして製造したスプリットウェブ110(縦ウェブ)を、原反繰出しロール110aから繰出し、所定の供給速度で走行させて拡幅工程111に送り、拡幅機(図示せず)により数倍に拡幅し、必要により熱処理を行う。別のスプリットウェブ210(横ウェブ)を、縦ウェブと同様に原反繰出しロール210aから繰出し、所定の供給速度で走行させて拡幅工程211に送り、拡幅機(図示せず)により数倍に拡幅し、必要により熱処理した後、縦ウェブの幅に等しい長さに切断し、縦ウェブの走行フィルムに対し直角の方向から供給して、積層工程112において接着層(第2の熱可塑性樹脂の層5)を介して各ウェブの配向軸が互いに直交するように経緯積層させる。経緯積層した縦ウェブ及び横ウェブを、熱圧着工程113において、外周面が鏡面である熱シリンダ113aと鏡面ロール113b,113cとの間に順次導いてニップ圧を加える。これにより、縦ウェブと横ウェブとが互いに熱圧着されて一体化される。また、隣接する縦ウェブと横ウェブとの接触部位同士が全面的に面接着する。このようにして一体化された縦ウェブ及び横ウェブは巻取工程にて巻き取られて、経緯積層不織布の巻取体114になる。
【0028】
なお、図8において、スプリットウェブ110,210の代わりに織布10を熱圧着工程113に搬送して、熱シリンダ113aと鏡面ロール113b,113cとの間に織布10を導いてニップ圧を加えることが可能である。この場合には、織布10にニップ圧を加えることにより、織布10を構成する一軸配向テープ7が熱圧着されて一体化される。また、隣接・交差する一軸配向テープ7の接触部位同士が全面的に面接着する。
【0029】
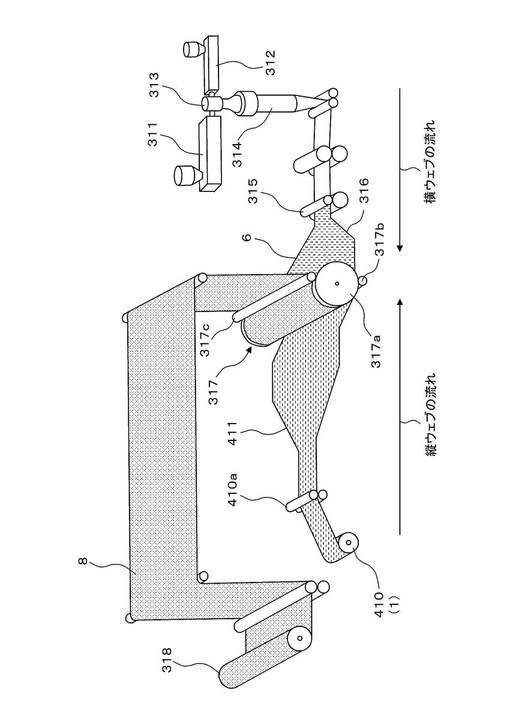
図9は、本実施形態における網状体の製造方法の第2例として、スプリットウェブ1とスリットウェブ6を積層した不織布8の製造方法を示す。
不織布8の製造方法は、主として(1)多層フィルムの製膜工程、(2)多層フィルムの長手方向に対して直角にスリット処理を行うスリット工程、(3)多層スリットフィルムの配向工程、及び、(4)横ウェブ(スリットウェブ6)に縦ウェブ(スプリットウェブ1)を積層させて熱圧着する圧着工程を含む。
【0030】
以下各工程を説明する。図9において、(1)多層フィルムの製膜工程では、主押出機311に第1の熱可塑性樹脂を供給し、副押出機312に接着層樹脂として第2の熱可塑性樹脂を供給して、主押出機311から押出される第1の熱可塑性樹脂を内層とし、副押出機312から押出される接着層樹脂(第2の熱可塑性樹脂)を外層として、インフレーション成形により環状2層フィルムを作製する。なお、図9は、2台の押出機を用いて多層環状ダイ313を通して下吹出し水冷インフレーション314により製膜する場合を示している。
【0031】
(2)スリット工程では、上記製膜した環状2層フィルムをピンチして扁平化し、次いで圧延により微配向し、3層構造としたフィルムに、横スリット工程315にて、走行方向に対して直角に、千鳥掛けに横スリットを入れる。
【0032】
(3)配向工程では、上記スリット処理を行ったフィルムに横配向工程316にて横配向を施す。このようにして得られたスリットウェブ6(横ウェブ)は、(4)熱圧着工程317に搬送される。
【0033】
一方、スプリットウェブ410(縦ウェブ)を、図8の縦ウェブと同様に原反繰出しロール410aから繰出して、所定の供給速度で走行させて拡幅工程411に送り、拡幅機(図示せず)により数倍に拡幅し、必要により熱処理を行う。この後、縦ウェブを熱圧着工程317に送り、そこで縦ウェブと横ウェブとを各々の配向軸が交差するように積層させて熱圧着する。具体的には、外周面が鏡面である熱シリンダ317aと鏡面ロール317b,317cとの間に順次縦ウェブ及び横ウェブを導いてこれらにニップ圧を加えることにより互いに熱圧着させて一体化させる。これにより、隣接する縦ウェブと横ウェブとの接触部位同士が全面的に面接着する。このようにして一体化された縦ウェブ及び横ウェブは巻取工程に搬送されて巻き取られて、不織布8の巻取体318になる。
【0034】
本実施形態では、上述の網状体(図4及び図5に示した不織布、図6に示した織布、及び、図8及び図9に示した製造方法により製造された不織布のそれぞれ)に対して、粗面加工としてエンボス加工を行う。以下は、エンボス加工が行われる網状体の一例として、不織布8を用いて説明する。
【0035】
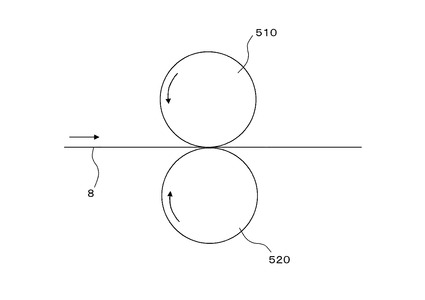
図10は、本実施形態におけるエンボス加工工程を示す図である。
エンボスロール510は、その表面に、複数の円形の凸部(図示せず)を有している。また、エンボスロール510は、不織布8が軟化し得る温度(例えば100℃程度)に加温されている。
【0036】
エンボスロール510の下方には、その受けロールとして機能するゴムロール520が配置されている。
エンボス加工工程では、不織布8が、エンボスロール510とゴムロール520との間に導かれてこれらロールによりニップ圧が加えられる。不織布8にニップ圧が加えられている間に、エンボスロール510の円形の凸部によって、不織布8の表面に円形の凹部が形成される。ここで、不織布8の表面に形成された円形の凹部が、本発明における「粗面加工により網状体の表面に形成された凹凸部」に対応する。
【0037】
なお、エンボス加工工程は、図8及び図9に示した網状体の製造方法において、熱圧着工程と巻取工程との間か、又は、巻取工程の後の任意の時期に組込可能である。
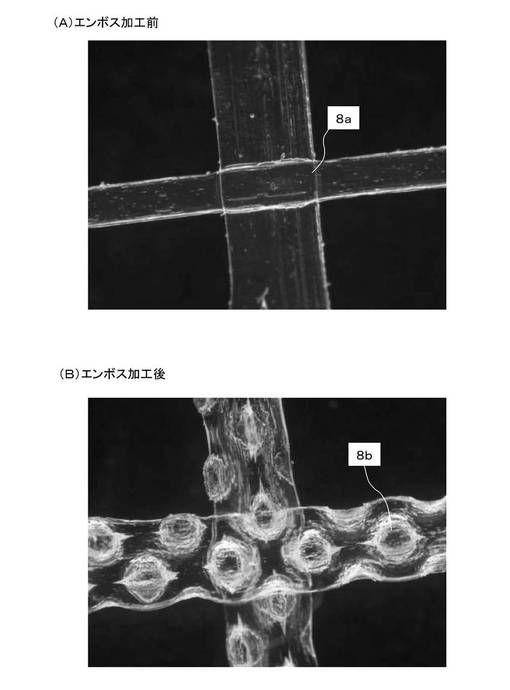
図11(A)はエンボス加工前の不織布8の拡大写真である。また、図11(B)はエンボス加工後の不織布8の拡大写真である。
【0038】
図11(A)には、スプリットウェブ1とスリットウェブ6との接触部位同士を面接着させて形成された面接着部8aが示されている。
一方、図11(B)には、エンボス加工により不織布8の表面に形成された円形の凹部8bが示されている。凹部8bは、不織布8の表面全体にわたって形成されており、これにより、不織布8の光沢が抑制される。
【0039】
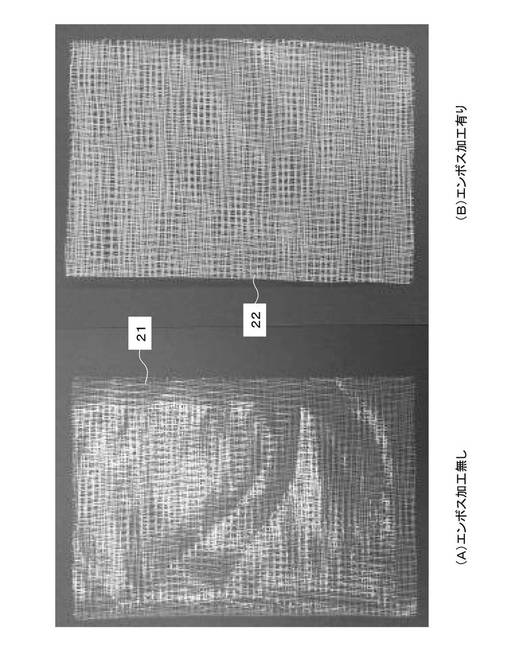
図12(A)は、エンボス加工を施していない不織布8により形成された包装袋21を示す。また、図12(B)は、エンボス加工を施した不織布8により形成された包装袋22を示す。
【0040】
包装袋21と包装袋22とを比較すると、包装袋22は包装袋21に比べて光沢が抑制されている。従って、不織布8にエンボス加工を施すことにより、包装袋の光沢が抑制されるので、包装袋に収容される包装対象物の視認性を向上させることができる。
【0041】
ところで、特開平11−302961号公報には、複数の一軸配向体同士を一体化する方法として、いわゆる加熱エンボス接着法が記載されている。このような接着方法では、例えば図10に示したエンボスロール510及びゴムロール520を用いて、加熱されたエンボスロール510の凸部を被接着体(積層化された複数の一軸配向体)に押圧することにより、被接着体を熱圧着する。
【0042】
しかしながら、加熱エンボス接着法を用いて被接着体を熱圧着する場合には、被接着体のうちエンボスロール510の凸部が接触しない部分では、熱圧着が行われない。このため、加熱エンボス接着法では、隣接する一軸配向体の接触部位のうち接着されない部分が存在する可能性があり、この結果、網状体は十分な強度(特に剥離強度)を確保できない可能性がある。
【0043】
この点、本実施形態では、熱シリンダと鏡面ロールとの間に被接着体を導いてニップ圧を加えて被接着体を熱圧着する。これにより、隣接する一軸配向体の接触部位同士が全面的に面接着するので、網状体は十分な強度(特に剥離強度)を確保することができる。
【0044】
本実施形態によれば、網状体(図4及び図5に示した不織布、図6に示した織布、及び、図8及び図9に示した製造方法により製造された不織布のそれぞれ)を構成する一軸配向体に関して、隣接する一軸配向体の接触部位同士を面接着させている。これにより、これら一軸配向体同士の接着面積を最大限にすることができるので、網状体の強度を十分に確保することができる。
【0045】
また本実施形態によれば、網状体の表面にエンボス加工を施すことにより、網状体の光沢を抑制することができるので、網状体を包装材として用いる場合には包装対象物の視認性低下を抑制することができる。
【0046】
なお、本実施形態では、エンボスロールの凸部が円形である場合を用いて説明したが、凸部の形状はこれに限らず、例えば、矩形、又は、楕円形であってもよい。
また、本実施形態では、網状体の表面に施す粗面加工としてエンボス加工を用いて説明したが、粗面加工の手法はこれに限らず、例えば、粗面加工としてブラスト加工等の物理的処理、及び/又は、溶剤等による化学的処理を用いることが可能である。
【符号の説明】
【0047】
1 スプリットウェブ
1a 配向軸
2 幹繊維
3 枝繊維
4,4’,4” 第1の熱可塑性樹脂の層
5,5’,5” 第2の熱可塑性樹脂の層
6 スリットウェブ
6a 配向軸
7 一軸配向テープ
7a 配向軸
8 不織布
8a 面接着部
8b 凹部
9 不織布
10 織布
11 主押出機
12 副押出機
13 多層環状ダイ
14 水冷インフレーション
15 オーブン
16 スプリッター
17 熱処理部
18 巻取体
21,22 包装袋
110 スプリットウェブ(縦ウェブ)
110a 原反繰出しロール
111 拡幅工程
112 積層工程
113 熱圧着工程
113a 熱シリンダ
113b,113c 鏡面ロール
114 巻取体
210 スプリットウェブ(横ウェブ)
210a 原反繰出しロール
211 拡幅工程
311 主押出機
312 副押出機
313 多層環状ダイ
314 水冷インフレーション
315 横スリット工程
316 横配向工程
317 熱圧着工程
317a 熱シリンダ
317b,317c 鏡面ロール
318 巻取体
410 スプリットウェブ(縦ウェブ)
410a 原反繰出しロール
411 拡幅工程
510 エンボスロール
520 ゴムロール
【技術分野】
【0001】
本発明は、熱可塑性樹脂製の一軸配向体を、配向軸が互いに交差するように経緯積層し又は織成してなる網状体、及びその製造方法に関する。
【背景技術】
【0002】
特許文献1には、縦方向(長さ方向)に配向された熱可塑性樹脂製の一軸配向体(縦ウェブ)と、横方向(幅方向)に配向された熱可塑性樹脂製の一軸配向体(横ウェブ)とを積層してなる網状体(網状不織布)の製造方法が記載されている。この網状体の製造方法では、各別に形成された縦ウェブと横ウェブとを互いに重ね合わせた状態で押圧・加熱することにより、縦ウェブと横ウェブとを一体化させている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特許第2983584号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、特許文献1に記載のような網状体は、通気性及び透明性を備え得るので、野菜や果物等の食品を包装するための包装材として用いられ得る。このため、網状体の製造時には、上記押圧時に、例えば一対の鏡面ロール間に縦ウェブ及び横ウェブを導いてこれらにニップ圧を加えることにより互いに面接着させて一体化させることで、包装材としての強度(特に剥離強度)を確保している。
【0005】
しかしながら、鏡面ロールを用いて上記押圧を行うと、網状体の表面が平滑化されるので、網状体に光沢(ツヤ)が出る。このため、ツヤがある網状体を食品用の包装材として用いると、網状体からの反射光が比較的強くなり、この結果、包装対象物である食品の視認性が低下するという問題があった。
【0006】
本発明は、このような実状に鑑み、網状体の強度を確保すると共に、網状体の光沢に起因する包装対象物の視認性低下を抑制することを課題とする。
【課題を解決するための手段】
【0007】
そのため本発明に係る網状体の製造方法では、熱可塑性樹脂製の一軸配向体を、配向軸が互いに交差するように経緯積層し又は織成した後に、隣接する一軸配向体の接触部位同士を面接着させて網状体を形成する工程と、網状体の表面に粗面加工を施す工程と、を含む。
【0008】
また本発明に係る網状体は、熱可塑性樹脂製の一軸配向体を、配向軸が互いに交差するように経緯積層し又は織成してなり、隣接する一軸配向体の接触部位同士を面接着させて形成された面接着部と、粗面加工により網状体の表面に形成された凹凸部と、を備える。
【発明の効果】
【0009】
本発明によれば、隣接する一軸配向体の接触部位同士を面接着させて網状体を形成することにより、これら一軸配向体同士の接着面積を最大限にすることができるので、網状体の強度を十分に確保することができる。
【0010】
また本発明によれば、網状体の表面に粗面加工を施すことにより、網状体の光沢を抑制することができるので、網状体を包装材として用いる場合には包装対象物の視認性低下を抑制することができる。
【図面の簡単な説明】
【0011】
【図1】本発明の一実施形態における網状体の第1例を構成するスプリットウェブの概略構成を示す図
【図2】同上実施形態における網状体の第1例を構成するスリットウェブの概略構成を示す図
【図3】同上実施形態における網状体の第2例及び第3例を構成する一軸配向テープの概略構成を示す図
【図4】同上実施形態における網状体の第1例である不織布の概略構成を示す部分平面図
【図5】同上実施形態における網状体の第2例である不織布の概略構成を示す部分平面図
【図6】同上実施形態における網状体の第3例である織布の概略構成を示す部分斜視図
【図7】同上実施形態におけるスプリットウェブの製造方法を示す図
【図8】同上実施形態における網状体の製造方法の第1例を示す図
【図9】同上実施形態における網状体の製造方法の第2例を示す図
【図10】同上実施形態におけるエンボス加工工程を示す図
【図11】エンボス加工前の不織布とエンボス加工後の不織布とを示す図
【図12】エンボス加工を施していない不織布により形成された包装袋とエンボス加工を施した不織布により形成された包装袋とを示す図
【発明を実施するための形態】
【0012】
以下に本発明の実施の形態を図面に基づいて説明する。
図1及び図2は、本発明の一実施形態における網状体の第1例を構成する一軸配向体を示す。
【0013】
図1(A)に示すスプリットウェブ1は、本発明における熱可塑性樹脂製の一軸配向体に対応するものであり、熱可塑性樹脂製のフィルムを縦方向(スプリットウェブ1の配向軸1aの軸方向)に一軸延伸させて、縦方向に割繊し、かつ拡幅させて形成される。詳しくは、スプリットウェブ1は、第1の熱可塑性樹脂と、第1の熱可塑性樹脂より低い融点を有する第2の熱可塑性樹脂とを用い、多層インフレーション法、多層Tダイ法等の成形法により作製された少なくとも2層(図では3層)からなる多層フィルムを、縦方向(長さ方向)に延伸させた後、同方向に千鳥掛けにスプリッターを用いて割繊(スプリット処理)して網状のフィルムとし、更に所定幅に拡幅させて形成される。また、スプリットウェブ1は、幅方向全体にわたって縦方向に比較的高い強度を有する。なお、図中の符号2は幹繊維、符号3は枝繊維に対応する。
【0014】
図1(B)は、図1(A)のB部の拡大斜視図であり、スプリットウェブ1は、第1の熱可塑性樹脂の層4の両面に第2の熱可塑性樹脂の層5が積層された3層構造からなる。第2の熱可塑性樹脂の層5は、後述する不織布8(網状体の第1例)の形成時に後述するスリットウェブ6と共に経緯積層される際のウェブ相互の接着層として機能し得る。ここで、第1の熱可塑性樹脂としては、ポリエチレン等が挙げられる。また、第1の熱可塑性樹脂より融点の低い第2の熱可塑性樹脂としては、ポリエチレン等が挙げられる。
【0015】
図2(A)に示すスリットウェブ6は、本発明における熱可塑性樹脂製の一軸配向体に対応するものであり、熱可塑性樹脂製のフィルムに横方向(スリットウェブ6の配向軸6aの軸方向)に多数のスリットを入れた後に横方向に一軸延伸させて形成される。詳しくは、スリットウェブ6は、上記多層フィルムの両耳部を除く部分に、横方向(幅方向)に、例えば熱刃などにより平行に千鳥掛け等の断続したスリットを形成した後、横方向に延伸させて形成される。また、スリットウェブ6は、横方向に比較的高い強度を有する。
【0016】
図2(B)は、図2(A)のB部の拡大斜視図であり、スリットウェブ6は、第1の熱可塑性樹脂の層4’の両面に第2の熱可塑性樹脂の層5’が積層された3層構造からなる。第2の熱可塑性樹脂の層5’は、後述する不織布8(網状体の第1例)の形成時にスプリットウェブ1と共に経緯積層される際のウェブ相互の接着層として機能し得る。
【0017】
図3は、本実施形態における網状体の第2例及び第3例を構成する一軸配向体を示す。
図3に示す一軸配向テープ7は、本発明における熱可塑性樹脂製の一軸配向体に対応するものである。一軸配向テープ7は、第1の熱可塑性樹脂と、第1の熱可塑性樹脂より低い融点を有する第2の熱可塑性樹脂とを用い、多層インフレーション法、多層Tダイ法等の成形法により作製された少なくとも2層(図では3層)からなる多層フィルムを、縦又は横方向に一軸配向させ、裁断して多層の延伸テープとしたものである。図3に示す一軸配向テープ7は、スプリットウェブ1及びスリットウェブ6と同様に、第1の熱可塑性樹脂の層4”の両面に第2の熱可塑性樹脂の層5”が積層された3層構造からなる。第2の熱可塑性樹脂の層5”は、後述する不織布9(網状体の第2例)の形成時に一軸配向テープ7を経緯積層する際のテープ相互の接着層として機能し得る。また、第2の熱可塑性樹脂の層5”は、後述する織布10(網状体の第3例)の形成時に一軸配向テープ7を織成する際のテープ相互の接着層として機能する。なお、図中の符号7aは一軸配向テープ7の配向軸に対応する。
【0018】
図4〜図6は、本実施形態における粗面加工前の網状体の3つの例(上述の網状体の第1例〜第3例)を示す。
図4は、本実施形態における網状体の第1例である不織布8を示す。不織布8は、スプリットウェブ1とスリットウェブ6とを経緯積層して形成される。不織布8では、スプリットウェブ1の配向軸1aとスリットウェブ6の配向軸6aとが互いに直交するように経緯積層されている。また、不織布8では、隣接するスプリットウェブ1とスリットウェブ6の接触部位同士が面接着している。なお、不織布8の具体例としては、ワリフ(登録商標、JX日鉱日石ANCI株式会社製)を挙げることができる。
【0019】
図5は、本実施形態における網状体の第2例である不織布9を示す。不織布9は、一軸配向テープ7を平行に並べたものを2組積層して形成される。不織布9では、一方の組の一軸配向テープ7の配向軸7aと他方の組の一軸配向テープ7の配向軸7aとが互いに直交するように経緯積層されている。また、不織布9では、隣接・交差する一軸配向テープ7の接触部位同士が面接着している。
【0020】
図6は、本実施形態における網状体の第3例である織布10を示す。織布10は、一軸配向テープ7を織成して形成される。織布10では、一軸配向テープ7同士が互いに直交しており、それゆえ、配向軸7a同士が互いに直交している。また、織布10では、隣接・交差する一軸配向テープ7の接触部位同士が面接着している。
【0021】
次に、本実施形態における一軸配向体の製造方法の一例を、図7を用いて説明する。
図7は、一軸配向体であるスプリットウェブ1の製造方法の概略を示す。
図7に示すように、スプリットウェブ1は、主として(1)多層フィルムの製膜工程、(2)多層フィルムの配向工程、(3)配向多層フィルムを配向軸と平行にスプリットするスプリット工程、及び、(4)スプリットしたフィルムを巻き取る巻取工程等を経て製造される。
【0022】
以下各工程を説明する。図7において、(1)多層フィルムの製膜工程では、主押出機11に第1の熱可塑性樹脂を供給し、2台の副押出機12,12に接着層樹脂として第2の熱可塑性樹脂を供給して、主押出機11から押出される第1の熱可塑性樹脂を中心層(配向層)とし、2台の副押出機12,12から押出される第2の熱可塑性樹脂を内層及び外層として、インフレーション成形により環状多層フィルムを作製する。なお、図7は、3台の押出機を用いて多層環状ダイ13を通して下吹出し水冷インフレーション14により製膜する場合を示している。
【0023】
(2)配向工程では、上記製膜した環状多層フィルムを2枚のフィルムF,F’に切り裂き、赤外線ヒータ、熱風送入機等を備えたオーブン15内を通過させ、所定温度に加熱しながら、初期寸法に対して所定の配向倍率でロール配向を行う。
【0024】
(3)スプリット(割繊)工程では、上記配向した多層フィルムを、高速で回転するスプリッター(回転刃)16に摺動接触させて、フィルムにスプリット処理(割繊化)を行う。
【0025】
割繊して形成されたスプリットウェブ1は、所定幅に拡幅された後、熱処理部17での熱処理を経て、(4)巻取工程において所定の長さに巻き取られて、スプリットウェブ1の巻取体18になる。
【0026】
次に、本実施形態における網状体の製造方法の2つの例を、図8及び図9を用いて説明する。
図8は、本実施形態における網状体の製造方法の第1例として、スプリットウェブ1を2枚積層した不織布の製造方法を示す。
【0027】
図8において、図7に示したようにして製造したスプリットウェブ110(縦ウェブ)を、原反繰出しロール110aから繰出し、所定の供給速度で走行させて拡幅工程111に送り、拡幅機(図示せず)により数倍に拡幅し、必要により熱処理を行う。別のスプリットウェブ210(横ウェブ)を、縦ウェブと同様に原反繰出しロール210aから繰出し、所定の供給速度で走行させて拡幅工程211に送り、拡幅機(図示せず)により数倍に拡幅し、必要により熱処理した後、縦ウェブの幅に等しい長さに切断し、縦ウェブの走行フィルムに対し直角の方向から供給して、積層工程112において接着層(第2の熱可塑性樹脂の層5)を介して各ウェブの配向軸が互いに直交するように経緯積層させる。経緯積層した縦ウェブ及び横ウェブを、熱圧着工程113において、外周面が鏡面である熱シリンダ113aと鏡面ロール113b,113cとの間に順次導いてニップ圧を加える。これにより、縦ウェブと横ウェブとが互いに熱圧着されて一体化される。また、隣接する縦ウェブと横ウェブとの接触部位同士が全面的に面接着する。このようにして一体化された縦ウェブ及び横ウェブは巻取工程にて巻き取られて、経緯積層不織布の巻取体114になる。
【0028】
なお、図8において、スプリットウェブ110,210の代わりに織布10を熱圧着工程113に搬送して、熱シリンダ113aと鏡面ロール113b,113cとの間に織布10を導いてニップ圧を加えることが可能である。この場合には、織布10にニップ圧を加えることにより、織布10を構成する一軸配向テープ7が熱圧着されて一体化される。また、隣接・交差する一軸配向テープ7の接触部位同士が全面的に面接着する。
【0029】
図9は、本実施形態における網状体の製造方法の第2例として、スプリットウェブ1とスリットウェブ6を積層した不織布8の製造方法を示す。
不織布8の製造方法は、主として(1)多層フィルムの製膜工程、(2)多層フィルムの長手方向に対して直角にスリット処理を行うスリット工程、(3)多層スリットフィルムの配向工程、及び、(4)横ウェブ(スリットウェブ6)に縦ウェブ(スプリットウェブ1)を積層させて熱圧着する圧着工程を含む。
【0030】
以下各工程を説明する。図9において、(1)多層フィルムの製膜工程では、主押出機311に第1の熱可塑性樹脂を供給し、副押出機312に接着層樹脂として第2の熱可塑性樹脂を供給して、主押出機311から押出される第1の熱可塑性樹脂を内層とし、副押出機312から押出される接着層樹脂(第2の熱可塑性樹脂)を外層として、インフレーション成形により環状2層フィルムを作製する。なお、図9は、2台の押出機を用いて多層環状ダイ313を通して下吹出し水冷インフレーション314により製膜する場合を示している。
【0031】
(2)スリット工程では、上記製膜した環状2層フィルムをピンチして扁平化し、次いで圧延により微配向し、3層構造としたフィルムに、横スリット工程315にて、走行方向に対して直角に、千鳥掛けに横スリットを入れる。
【0032】
(3)配向工程では、上記スリット処理を行ったフィルムに横配向工程316にて横配向を施す。このようにして得られたスリットウェブ6(横ウェブ)は、(4)熱圧着工程317に搬送される。
【0033】
一方、スプリットウェブ410(縦ウェブ)を、図8の縦ウェブと同様に原反繰出しロール410aから繰出して、所定の供給速度で走行させて拡幅工程411に送り、拡幅機(図示せず)により数倍に拡幅し、必要により熱処理を行う。この後、縦ウェブを熱圧着工程317に送り、そこで縦ウェブと横ウェブとを各々の配向軸が交差するように積層させて熱圧着する。具体的には、外周面が鏡面である熱シリンダ317aと鏡面ロール317b,317cとの間に順次縦ウェブ及び横ウェブを導いてこれらにニップ圧を加えることにより互いに熱圧着させて一体化させる。これにより、隣接する縦ウェブと横ウェブとの接触部位同士が全面的に面接着する。このようにして一体化された縦ウェブ及び横ウェブは巻取工程に搬送されて巻き取られて、不織布8の巻取体318になる。
【0034】
本実施形態では、上述の網状体(図4及び図5に示した不織布、図6に示した織布、及び、図8及び図9に示した製造方法により製造された不織布のそれぞれ)に対して、粗面加工としてエンボス加工を行う。以下は、エンボス加工が行われる網状体の一例として、不織布8を用いて説明する。
【0035】
図10は、本実施形態におけるエンボス加工工程を示す図である。
エンボスロール510は、その表面に、複数の円形の凸部(図示せず)を有している。また、エンボスロール510は、不織布8が軟化し得る温度(例えば100℃程度)に加温されている。
【0036】
エンボスロール510の下方には、その受けロールとして機能するゴムロール520が配置されている。
エンボス加工工程では、不織布8が、エンボスロール510とゴムロール520との間に導かれてこれらロールによりニップ圧が加えられる。不織布8にニップ圧が加えられている間に、エンボスロール510の円形の凸部によって、不織布8の表面に円形の凹部が形成される。ここで、不織布8の表面に形成された円形の凹部が、本発明における「粗面加工により網状体の表面に形成された凹凸部」に対応する。
【0037】
なお、エンボス加工工程は、図8及び図9に示した網状体の製造方法において、熱圧着工程と巻取工程との間か、又は、巻取工程の後の任意の時期に組込可能である。
図11(A)はエンボス加工前の不織布8の拡大写真である。また、図11(B)はエンボス加工後の不織布8の拡大写真である。
【0038】
図11(A)には、スプリットウェブ1とスリットウェブ6との接触部位同士を面接着させて形成された面接着部8aが示されている。
一方、図11(B)には、エンボス加工により不織布8の表面に形成された円形の凹部8bが示されている。凹部8bは、不織布8の表面全体にわたって形成されており、これにより、不織布8の光沢が抑制される。
【0039】
図12(A)は、エンボス加工を施していない不織布8により形成された包装袋21を示す。また、図12(B)は、エンボス加工を施した不織布8により形成された包装袋22を示す。
【0040】
包装袋21と包装袋22とを比較すると、包装袋22は包装袋21に比べて光沢が抑制されている。従って、不織布8にエンボス加工を施すことにより、包装袋の光沢が抑制されるので、包装袋に収容される包装対象物の視認性を向上させることができる。
【0041】
ところで、特開平11−302961号公報には、複数の一軸配向体同士を一体化する方法として、いわゆる加熱エンボス接着法が記載されている。このような接着方法では、例えば図10に示したエンボスロール510及びゴムロール520を用いて、加熱されたエンボスロール510の凸部を被接着体(積層化された複数の一軸配向体)に押圧することにより、被接着体を熱圧着する。
【0042】
しかしながら、加熱エンボス接着法を用いて被接着体を熱圧着する場合には、被接着体のうちエンボスロール510の凸部が接触しない部分では、熱圧着が行われない。このため、加熱エンボス接着法では、隣接する一軸配向体の接触部位のうち接着されない部分が存在する可能性があり、この結果、網状体は十分な強度(特に剥離強度)を確保できない可能性がある。
【0043】
この点、本実施形態では、熱シリンダと鏡面ロールとの間に被接着体を導いてニップ圧を加えて被接着体を熱圧着する。これにより、隣接する一軸配向体の接触部位同士が全面的に面接着するので、網状体は十分な強度(特に剥離強度)を確保することができる。
【0044】
本実施形態によれば、網状体(図4及び図5に示した不織布、図6に示した織布、及び、図8及び図9に示した製造方法により製造された不織布のそれぞれ)を構成する一軸配向体に関して、隣接する一軸配向体の接触部位同士を面接着させている。これにより、これら一軸配向体同士の接着面積を最大限にすることができるので、網状体の強度を十分に確保することができる。
【0045】
また本実施形態によれば、網状体の表面にエンボス加工を施すことにより、網状体の光沢を抑制することができるので、網状体を包装材として用いる場合には包装対象物の視認性低下を抑制することができる。
【0046】
なお、本実施形態では、エンボスロールの凸部が円形である場合を用いて説明したが、凸部の形状はこれに限らず、例えば、矩形、又は、楕円形であってもよい。
また、本実施形態では、網状体の表面に施す粗面加工としてエンボス加工を用いて説明したが、粗面加工の手法はこれに限らず、例えば、粗面加工としてブラスト加工等の物理的処理、及び/又は、溶剤等による化学的処理を用いることが可能である。
【符号の説明】
【0047】
1 スプリットウェブ
1a 配向軸
2 幹繊維
3 枝繊維
4,4’,4” 第1の熱可塑性樹脂の層
5,5’,5” 第2の熱可塑性樹脂の層
6 スリットウェブ
6a 配向軸
7 一軸配向テープ
7a 配向軸
8 不織布
8a 面接着部
8b 凹部
9 不織布
10 織布
11 主押出機
12 副押出機
13 多層環状ダイ
14 水冷インフレーション
15 オーブン
16 スプリッター
17 熱処理部
18 巻取体
21,22 包装袋
110 スプリットウェブ(縦ウェブ)
110a 原反繰出しロール
111 拡幅工程
112 積層工程
113 熱圧着工程
113a 熱シリンダ
113b,113c 鏡面ロール
114 巻取体
210 スプリットウェブ(横ウェブ)
210a 原反繰出しロール
211 拡幅工程
311 主押出機
312 副押出機
313 多層環状ダイ
314 水冷インフレーション
315 横スリット工程
316 横配向工程
317 熱圧着工程
317a 熱シリンダ
317b,317c 鏡面ロール
318 巻取体
410 スプリットウェブ(縦ウェブ)
410a 原反繰出しロール
411 拡幅工程
510 エンボスロール
520 ゴムロール
【特許請求の範囲】
【請求項1】
熱可塑性樹脂製の一軸配向体を、配向軸が互いに交差するように経緯積層し又は織成した後に、隣接する一軸配向体の接触部位同士を面接着させて網状体を形成する工程と、
前記網状体の表面に粗面加工を施す工程と、
を含む、網状体の製造方法。
【請求項2】
前記粗面加工はエンボス加工であることを特徴とする請求項1記載の網状体の製造方法。
【請求項3】
熱可塑性樹脂製の一軸配向体を、配向軸が互いに交差するように経緯積層し又は織成してなる網状体であって、
隣接する一軸配向体の接触部位同士を面接着させて形成された面接着部と、
粗面加工により前記網状体の表面に形成された凹凸部と、
を備えることを特徴とする網状体。
【請求項4】
前記粗面加工はエンボス加工であることを特徴とする請求項3記載の網状体。
【請求項1】
熱可塑性樹脂製の一軸配向体を、配向軸が互いに交差するように経緯積層し又は織成した後に、隣接する一軸配向体の接触部位同士を面接着させて網状体を形成する工程と、
前記網状体の表面に粗面加工を施す工程と、
を含む、網状体の製造方法。
【請求項2】
前記粗面加工はエンボス加工であることを特徴とする請求項1記載の網状体の製造方法。
【請求項3】
熱可塑性樹脂製の一軸配向体を、配向軸が互いに交差するように経緯積層し又は織成してなる網状体であって、
隣接する一軸配向体の接触部位同士を面接着させて形成された面接着部と、
粗面加工により前記網状体の表面に形成された凹凸部と、
を備えることを特徴とする網状体。
【請求項4】
前記粗面加工はエンボス加工であることを特徴とする請求項3記載の網状体。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図10】
【図7】
【図8】
【図9】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図10】
【図7】
【図8】
【図9】
【図11】
【図12】
【公開番号】特開2012−251274(P2012−251274A)
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願番号】特願2011−126874(P2011−126874)
【出願日】平成23年6月7日(2011.6.7)
【出願人】(000004444)JX日鉱日石エネルギー株式会社 (1,898)
【Fターム(参考)】
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願日】平成23年6月7日(2011.6.7)
【出願人】(000004444)JX日鉱日石エネルギー株式会社 (1,898)
【Fターム(参考)】
[ Back to top ]