
線状ポリエチレンフィルム
【課題】滑剤粉末の散布を必要とせず、低温シール性、低密度の線状ポリエチレンフィルムを実現し優れた滑性、アンチブロッキング性、加熱非接着性、優れた巻特性などを解決し、包装分野での優れた線状ポリエチレンフィルムを提供すること。
【解決手段】少なくとも2層からなる線状ポリエチレンフィルムにおいて、該フィルムのヒートシール面を構成するヒートシール層1が、粒子の平均粒径が5〜15μmの範囲にある定形有機系粒子Aと、粒子の平均粒径が3〜20μmの範囲にある不定形無機系粒子Bと、炭素数が16以上である成分が60%以上である脂肪酸アミド系及び/又は脂肪酸エステル系滑剤Cとが、ヒートシール層の全量基準で、定形有機系粒子A及び不定形無機系粒子Bの合計で3,000〜7,000ppm、滑剤Cが60〜1,000ppmの範囲で混合された線状ポリエチレン樹脂からなり、ヒートシール層1のヒートシール面の反対面に、第2の線状ポリエチレン樹脂層2を有してなる。
【解決手段】少なくとも2層からなる線状ポリエチレンフィルムにおいて、該フィルムのヒートシール面を構成するヒートシール層1が、粒子の平均粒径が5〜15μmの範囲にある定形有機系粒子Aと、粒子の平均粒径が3〜20μmの範囲にある不定形無機系粒子Bと、炭素数が16以上である成分が60%以上である脂肪酸アミド系及び/又は脂肪酸エステル系滑剤Cとが、ヒートシール層の全量基準で、定形有機系粒子A及び不定形無機系粒子Bの合計で3,000〜7,000ppm、滑剤Cが60〜1,000ppmの範囲で混合された線状ポリエチレン樹脂からなり、ヒートシール層1のヒートシール面の反対面に、第2の線状ポリエチレン樹脂層2を有してなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明はヒートシーラントとして現在主流的な位置付けにある線状ポリエチレンを使用した包装体の中で、食品、飲料、医薬品、工業用製品、繊維製品包装など各種の分野において、高速充填包装性、低温シール性を要求しながら矛盾する高温殺菌処理などで求められる耐熱性との両立、非汚染性、安全性、省材料化などの要求を満足できる線状ポリエチレンフィルムに関するものである。
【背景技術】
【0002】
昨今、高速充填包装、つまり高速ヒートシール性、製品の安全性に対する完全密封シール性、高速充填時に重要なホットタックシール性、非汚染性、内容物保護性、同安全性などが包装分野で強く求められている。これらの種々の要求に対して線状ポリエチレン樹脂は極めて優れた特性対応が可能なために昨今ではヒートシーラントの主流素材となってきた。
このような趨勢の中で低温シール性、高速充填シール性を達成するために低密度線状ポリエチレンが重要視されてきたが、一方では極めて軟質であるために滑性、アンチブロッキング性、多色印刷による滑り、ブロッキング性の悪化、諸種の加工特性が悪く、本問題を解決するために滑剤粉末散布をしている現状から全く滑剤粉末散布をしなくても実用化できるヒートシーラントを提供しようとするものである。
【0003】
すなわち、高速充填包装においては、低密度線状ポリエチレンを使用されることが常道であるが、低密度ゆえに極めて滑性が悪く、ブロッキング問題も重要な課題である。本課題に対する現状の最も一般的な対応技術は滑剤粉末をフィルム表面に散布する方法である。この滑剤散布により、滑性及びアンチブロッキング性、多色印刷における滑性悪化を解決しているのが現状である。
これらの滑剤散布は過少量では効果が実現せず、過剰量では脱落、展着など不要な汚染、内容物への移行、ヒートシール部への噛み込みによるシール不良、又はヒートシール部に噛み込んだ散布滑剤により、その部分から空気抜けによる密封不良或いは内容物の浸み出し問題、高温殺菌処理時に滑剤粉体物の脱落による袋内面の熱融着がランダムに起こりやすい欠点が生じやすい。また滑剤粉末が容易に脱落するため、清浄度を要求される用途では使用が不可能であり、最も重要な問題点は全平面に滑剤粉末が均一に付着させることは不可能であるため、加熱殺菌処理など高温処理において、ヒートシール面同士が熱融着することを完全には防止することができない。
また、滑剤粉末を使用せずに本課題を解決する提案が各種なされているが、滑性及びアンチブロッキング性を改良する現実的な方法として実用化されている方法は、無機系滑剤、例えば二酸化ケイ素、炭酸カルシウム、球形シリコンなどと有機滑剤などとの併用混合方法が一般的である。
しかし単に無機系滑剤と有機系滑剤の併用混合や粒子のサイズ変更や濃度調節だけでは本課題が解決されるほど簡単なものではない。この方法では完全に滑剤粉末の散布をやめることが困難な場合が多く、現状では、実際的には特に低密度タイプの線状ポリエチレンでは依然として滑剤粉末を散布している現状である。
【発明の概要】
【発明が解決しようとする課題】
【0004】
現在上記のような分野における要求事項を満足させるために、例えば高速充填包装では低密度線状ポリエチレンの使用が必須となってきた。
しかしながら低密度タイプの線状ポリエチレン樹脂は滑性が悪く、且つブロッキングを生じやすいなど前記の通りの大きな問題を抱えている。
滑性が悪いとフィルムの巻取性が悪く皺の混入、均一巻取が不可能となり、またブロッキングに関しては巻取ロールを加工時に巻戻す際に巻戻ができなかったり、フィルムが切断したり、或いは巻戻テンションが不同となり印刷、ラミネート加工などが安定して加工できなくなる。
更に最終製品において、包装体の袋の口開きが不可能となり内容物の取り出しが困難になったりする。
またボイル殺菌処理において、袋内部が加熱融着し、製品化ができなくなる。
これらの問題に対して、現在ではフィルムのヒートシール面に滑剤散布が一般的に行われてかかる問題の解決をはかっている状態である。
しかしながら一方では、ヒートシール面は完全シール、完全密封シールが重要な機能であり、かかる異物を使用しなくても実用化できるフィルムが当然ながら重要であることは理の当然である。
滑剤粉末散布で上記の主要課題の一部は解決される場合が多いが、新たに滑剤粉末による包装体のシール部への噛み込みにより、シールが不完全となり内容物の保護性不良、ヒートシール不良、密封不良、更に機械の汚染、環境汚染、掃除の手間など数々の問題が発生する。
更に該滑剤粉末の撒布量の過少散布或いは過剰散布を避けるための調節が重要となり、管理の手間がかかる。また該滑剤は内容物にも展着するので好ましくない。特に食品、医薬品などの安全性の面から滑剤粉末散布をしなくても前記種々の品質要求に対して対応できる線状ポリエチレンフィルムが重要であることは明らかである。
また低密度タイプの線状ポリエチレンフィルムはヒートシール工程において、高温度、高圧条件で行われるために、最内層の樹脂が押出されて、包装体内部に該樹脂体が一部流れ出す問題がある。本発明はこれらの課題に対しても少なくとも2層からなり、優れた滑性、アンチブロッキング性を備えながら、本ヒートシール面と反対側の接着面が長期的、オールシーズンにおいても経時変化がなく安定した高接着性を備え、少なくとも2層からなる本発明複合フィルムの層全体がヒートシール時の加熱、加圧による樹脂流動最小限度にすることができる特徴を有する。
また一方昨今では包装体の美観、表示義務要請、使用方法、安全性表示、食品添加物表示など各種の印刷表記が必要であることから、印刷の多色化が増加している。
昨今環境問題で印刷インクの水性化が進められるものの、有機溶剤系インクほどの使い易さ、生産性などが不十分であることから、依然溶剤系が主流であり、且つラミネートの接着剤も有機溶剤系が主流である。
かかる状況下で低密度タイプ線状ポリエチレンを使用した場合には、これらの印刷インク又は接着剤の添加剤又は溶剤により表面にブリードしたり線状ポリエチレンが膨潤されて滑剤或いはアンチブロッキング剤、安定剤、分散剤、酸化防止剤などの樹脂添加剤のブリード促進を進めるためにフィルムの滑性が著しく悪くなり、例えば袋にした場合、袋同士の滑りが悪くなり、口開きができなくなる。これは上記の通り、多色印刷による弊害である。
本発明はこれらの諸種の課題を滑剤散布せずにクリーンな状態で前記諸種の課題を解決する発明に関する。
本課題を解決するために前記無機系滑剤や有機系滑剤を多量に使用すると滑性は向上し、アンチブロッキング性も向上し、滑剤粉末を散布しなくても実用化ができる滑性及びアンチブロッキング性を実現することは可能である。
しかし弊害としてラミネート強度の低下、特に経時によるラミネート強度低下とヒートシール強度低下が生じるだけでなく透明性の悪化、摩擦によるフィルムのスクラッチ傷がつきやすくなり、内容物との摩擦、フィルム同士の摩擦などで輸送、販売段階において一層透明性が悪化する。本発明はこれらの弊害を全て解決し、必要な特性を実現した安定した品質特性の包装を提供するものである。本発明は滑剤粉末を散布することなく、滑性、アンチブロッキング性に加えて十分なラミネート強度を実現し、経時変化による強度低下がなく、完全密封ヒートシールが得られ、ヒートシール層の加熱加圧による樹脂のはみ出しを最小限度にすると共に、内容物汚染を勿論防止し、清浄環境での使用も可能にするものである。
滑剤粉末の散布が不要であることにより、付着量の管理不要、環境への粉末の飛散、加工設備の汚染防止、内容物の非汚染性と合わせて大きな特徴を有する。
【課題を解決するための手段】
【0005】
本発明はこれら前記の通りの諸課題に対して、滑剤粉末の散布を必要とせず、低温シール性低密度化線状ポリエチレンフィルムを実現し、多色印刷及び高温使用にも耐える低密度表面を形成する線状ポリエチレンフィルムにより、優れた滑性、アンチブロッキング性、加熱非接着性、優れた巻特性などを付与した包装分野での優れた線状ポリエチレンフィルムを提供することに成功した。
以下これらの優れた特性を実現するための新規な主要技術手段について詳述する。
【0006】
具体的には、本発明の線状ポリエチレンフィルムは、少なくとも2層からなる線状ポリエチレンフィルムにおいて、該フィルムのヒートシール面を構成するヒートシール層が、粒子の平均粒径が5〜15μmの範囲にある定形有機系粒子A(以下、単に「粒子A」、「A」という場合がある。)と、粒子の平均粒径が3〜20μmの範囲にある不定形無機系粒子B(以下、単に「粒子B」、「B」という場合がある。)と、炭素数が16以上である成分が60%以上である脂肪酸アミド系及び/又は脂肪酸エステル系滑剤C(以下、単に「滑剤C」、「C」という場合がある。)とが、ヒートシール層の全量基準で、定形有機系粒子A及び不定形無機系粒子Bの合計で3,000〜7,000ppm、滑剤Cが60〜1,000ppmの範囲で混合された線状ポリエチレン樹脂からなり、ヒートシール層(以下、「第1層」という場合がある。)のヒートシール面の反対面に、第2の線状ポリエチレン樹脂層(以下、「第2層」という場合がある。)を有してなることを特徴とする。
ここで、線状ポリエチレン樹脂には、密度は0.890〜0.940g/cm3の低密度線状ポリエチレンが選ばれる。この必要性は、低温シール性、高速充填シール性が求められるからである。それゆえに生じる滑り不良、ブロッキング問題、耐熱性不良問題がその要求の裏返しとして生じるという背景にある。
また、不定形無機系粒子Bの平均粒径とは、レーザー回折・散乱法に基づくマイクロトラック法により測定した累計粒子分布における50%点の粒径をいう。
【0007】
この場合において、前記第2の線状ポリエチレン樹脂層を、定形有機系粒子A及び不定形無機系粒子Bの合計で0〜1,500ppm、滑剤Cが0〜400ppmの範囲で混合された線状ポリエチレン樹脂から構成することができる。
【0008】
また、ヒートシール層を構成する線状ポリエチレンの密度が0.890〜0.940g/cm3の範囲にあり、第2の線状ポリエチレン樹脂層を構成する線状ポリエチレンの密度が0.890g/cm3以上であるようにすることができる。
【0009】
また、上記線状ポリエチレンフィルムを使用して、2色以上の多色印刷をした印刷フィルムとラミネート又は印刷及び他の素材とラミネートした後のヒートシール面の摩擦係数が、請求項1、2又は3の線状ポリエチレンフィルムを無色印刷フィルムとラミネート後のヒートシール面の摩擦係数に対して2.0倍以下で、且つ最大摩擦係数が0.55以下であるようにすることができる。
【発明の効果】
【0010】
本発明は、上記諸課題に対して、滑剤粉末の散布を必要とせず、低温シール性、低密度の線状ポリエチレンフィルムを実現し優れた滑性、アンチブロッキング性、加熱非接着性、優れた巻特性などを解決し、包装分野での優れたヒートシーラントを提供することができるものである。
【図面の簡単な説明】
【0011】
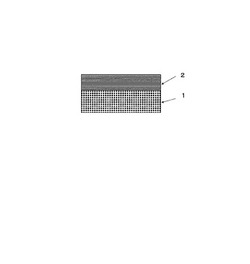
【図1】本発明の線状ポリエチレンフィルムの説明図である。
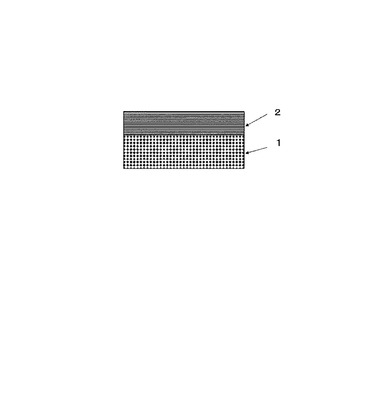
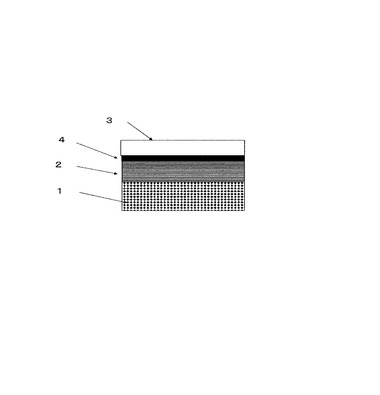
【図2】本発明の線状ポリエチレンフィルムの説明図である。
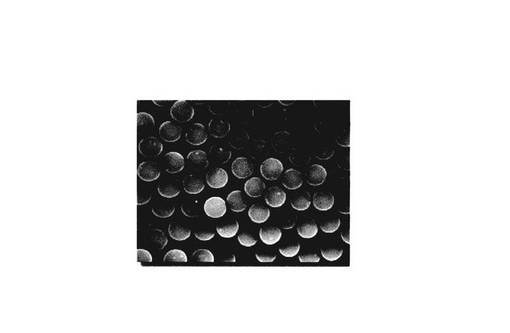
【図3】定形有機系粒子Aの説明図である。
【図4】不定形無機系粒子Bの説明図である。
【発明を実施するための形態】
【0012】
以下、本発明の実施の形態を説明する。
【0013】
本発明の線状ポリエチレンフィルムは、少なくとも2層からなる線状ポリエチレンフィルムにおいて、該フィルムのヒートシール面を構成するヒートシール層が、粒子の平均粒径が5〜15μmの範囲にある定形有機系粒子Aと、粒子の平均粒径が3〜20μmの範囲にある不定形無機系粒子Bと、炭素数が16以上である成分が60%以上である脂肪酸アミド系及び/又は脂肪酸エステル系滑剤Cとが、ヒートシール層の全量基準で、定形有機系粒子A及び不定形無機系粒子Bの合計で3,000〜7,000ppm、滑剤Cが60〜1,000ppmの範囲で混合された線状ポリエチレン樹脂からなり、ヒートシール層のヒートシール面の反対面に、第2の線状ポリエチレン樹脂層を有してなるものである。
【0014】
ここで、多色印刷など二次加工の工程が増加する場合は、好ましくはA及びBの合計量は同様でよいが、滑剤Cは90〜700ppmの範囲が品質上望まれる。なお、滑剤Cを増加することはでき、滑性も向上するが、問題は経時による透明性の悪化、ヒートシール性の低下、特に低温シール性が悪化し高速充填包装シール、又はヒートシール部の熱皺防止の観点から望ましくなく、且つラミネート強度が低下する。
【0015】
一方、反対面には該面を形成する樹脂層の全量基準で粒子A及び粒子Bの合計量が1,500ppm以下であり、滑剤Cの混合量が400ppm以下からなる少なくとも2層から構成された線状ポリエチレンフィルムにより各種の課題が解決された。
【0016】
混合する定形有機系粒子Aは平均粒径が5μm未満では多色印刷では十分な滑性、つまり安定した摩擦係数を得ることができない。一方15μmを超えるとフィルム表面に大きな粗面形成がなされ、ヒートシール時に合わせたフィルムの接触状態が悪くなり、接触部に微小空気が抱込まれ、シール部の密封性が悪化するだけでなく、ヒートシール強度が発現開始する性質、つまり低温ヒートシール性が悪化する。更に粒子A単独では完全な滑性及びアンチブロッキング性、口開き性、多色印刷易滑性などの実用特性が満足な水準に至らないことがわかった。
本発明で使用する定形有機系粒子Aは、例えば、図3に示すような球状のほか、棒状、楕円状、四角形状、三角形状、紡錘形状などの一定の形状をした粒子の集合体をいい、球状、楕円状のものが好ましい。
また、定形有機系粒子Aは、有機重合体からなる架橋粒子、例えばポリメチルメタクリレート及び本成分を主体とした共重合体からなるアクリル系樹脂からなる架橋球状定形架橋粒子、有機重合体の表面に架橋性有機重合体を被覆した粒子及び熱硬化性、加熱反応性を有する材料、無機系粒子の表面を有機合成樹脂で被覆した材料などが挙げられる。勿論上記に挙げた粒子に限定されるものではないが、上記のような形状と320℃以下の温度で加熱変形が生じにくく、無機系粒子のような柔軟性にかける材料ではない有機系粒子と該層を形成する熱可塑性樹脂と直接接触状態で混合存在するという基本に基づいた粒子であることが必要である。
有機重合体である意味は軟質熱可塑性樹脂では硬い無機系材料ではフィルムに傷がつきやすく、耐スクラッチ性が悪化し、フィルム間の擦傷や内容物との摺擦による傷の発生により透明性が悪化するからである。
【0017】
本発明は更に不定形無機系粒子Bとして、粒子の平均粒径が3〜20μmの範囲にある不定形無機系粒子Bを併用する。
ここで、不定形無機系粒子Bの平均粒径とは、レーザー回折・散乱法に基づくマイクロトラック法により測定した累計粒子分布における50%点の粒径をいう。
不定形無機系粒子Bを併用する目的は、印刷インク、ラミネートの接着剤、コーティング剤、離型剤などに含まれる有機溶剤、分散剤、添加剤などが該熱可塑性樹脂の加工面に吸着したり、拡散、移行してヒートシール面や離型面に析出してくることを防止するためである。
不定形無機系粒子Bは、例えば、図4に示すような多孔性粒子を含む混合体からなり、全くの不定形材料の集合体、具体的には、不定形の多孔体と棒状体、板状体との集合体であることが重要であり、粒子相互の絡み合いによる膜状分散形態をとるために、定形粒子の効果の発現性を増幅し、優れた滑性、アンチブロッキング性不要な夾雑物の吸着による移行を防ぐ遮断層を形成することが本発明のもう一つの特徴である。
更に加圧状態における耐スクラッチが向上し、最小の定形有機系粒子Aの添加量で効果が発現するために、透明性も得られる効果が大きい。また高い面間圧力でも滑性が低下することなく、優れた耐スクラッチ性が得られる。これらの特性から滑剤粉末の散布を完全に除外して使用することができる。
不定形無機系粒子Bの寸法が3μm未満では滑性効果が発現しないだけでなく、印刷インク、ラミネートの接着剤、コーティング剤などに含まれる有機溶剤、分散剤、添加剤などが該熱可塑性樹脂の加工面に吸着し、次いで拡散、移行しヒートシール面に析出してくることを防止できない。
不定形無機系粒子Bはその多孔性と粒子相互の絡み合いによる膜状分散形態をとるために、定形粒子の効果の発現性を増幅し、優れた滑性、アンチブロッキング性不要な夾雑物の吸着による移行を防ぐ遮断層を形成することが本発明のもう一つの特徴が効果的に発現できないからである。定形有機系粒子Aとの併用効果も得られない。平均粒径が20μmを超えるとフィルム表面が荒れるために、密封ヒートシール性が得られにくく、前記同様に接着性と離型性、更に耐スクラッチ性などのバランスのよい特性を実現することが困難となる。
なお、不定形無機系粒子Bは、累計粒子分布における20〜65μmの粒径を有する成分比率が、不定形無機系粒子B全量に対して30容量%以下であり、且つ、65μmを超える粒径のものが実質的に含まれないようにする(篩い分け等により、65μmを超える粒径のものを除去する。)ことが望ましいが、これは、20μmを超える粗大粒子の混在比率が、該不定形無機系粒子B全量に対して30容積%を超えると、フィルムの製膜工程においてフィルター詰まりを生じやすく、更にアルミ箔のような変形しやすい材料とラミネートした場合、突起状の外観不良を生じるためであり、該粗大粒子が混在しても支障を生じないためには、混在比率は30容積%以下、好ましくは20容積%以下、更に好ましくは10容積%以下である。
不定形無機系粒子Bは、シリカ、アルミナ、炭酸カルシウム、各種クレーなどの無機系不定形粒子とは異なることが重要である。本発明の不定形粒子は円筒系棒状体、平板状多孔質体、多角形体など混在状態である材料であり、例えば棒状体は長さ方向が最大であり、直径方向は極めて細く、長さと直径の比が極めて大きな材料である。従って大きな最大寸法でもフィルム表面は従来の不定形粒子と異なり平滑な表面を形成し、不定形粒子間の絡み効果によるフィルム表面の硬さを向上し、前記定形有機系粒子Aとの併用効果が極めて大きいことが本発明の大きな特徴であることを見出した。
これらの材料としては、特に限定されるものではないが、珪藻土のほか、クリストバライト、マイカ、ウイスカーなどがあり、好ましい材料としては珪藻土、分級珪藻土、表面有機酸などで処理した珪藻土、表面処理モンモリロナイト、平板状無機系粒子が選ばれる。
不定形無機系粒子Bは、印刷、ラミネート加工による接着剤及びその有機溶剤などが熱可塑性樹脂層に生じがちな吸着、拡散によるヒートシール面への移行による夾雑物を遮断する機能を有することにより、接着特性、滑性、理経性等の重要な表面特性が損なわれないようにすることができる。
【0018】
更に粒子A及び粒子Bの粒径が上記の範囲にあるでは本発明の目的は達成できない。
すなわち、粒子A及び粒子Bの混合系の採用により、アンチブロッキング性が確保できても、巻取性、袋の口開き性、印刷、ラミネート性など二次加工性などが著しく改善され実用性が向上する。
そこで、粒子A及び粒子Bの合計量が該層を形成する樹脂層の全量基準で3,000〜7,000ppmの範囲にあることが重要である。
3,000ppm未満では本発明の新機能である優れた滑性及びアンチブロッキング性が得られず、更に特徴である高圧下での滑性、アンチブロッキング性更に耐スクラッチ性が得られず、更に多色印刷での易滑性が発現しなくなり本発明の新しい高機能が達成できなくなる。
一方7,000ppmを超えると、本発明の目的に限って判断した場合には透明性の低下、ヒートシール時での密封性の低下、長時間充填放置又は流通中における液漏れ、液浸出などが生じる。
【0019】
更に定形有機系粒子A及び不定形無機系粒子Bの混合濃度制限に加えて、炭素数が16以上の脂肪酸アミド系及び/又は脂肪酸エステル系滑剤Cを併用することが重要である。滑剤Cの炭素数は、好ましくは炭素数が18以上である。
代表的な脂肪酸アミドの例としてパルミチン酸アミド、ステアリン酸アミド、エルカ酸アミド、ベへニン酸アミド、ステアリルエルカミド等の脂肪酸アミドやメチレンビスステアリン酸アミド、エチレンビスステアリン酸アミドのアルキレン脂肪酸アミドが挙げられる。
また、代表的な脂肪酸エステルの例としてステアリン酸ブチル、ステアリン酸モノグリセリド、ステアリルステアレート、ソルビタン脂肪酸エステル等が挙げられる。
滑剤Cは、60〜1,000ppmの範囲で混合することが重要である。
滑剤Cが該層を形成する樹脂層の全量基準で60ppm未満では、滑性が悪く滑剤粉末を散布しなければならず、本発明の目的は達成できない。従って滑剤粉末を散布しなければ袋の口開き性、加圧時の滑り不良、巻取時の皺発生防止などは不可能であり、多色印刷では殆ど滑らなくなる。
好ましくは多色印刷など二次加工度が増える場合はA及びBの合計量は前記と同様でもよいが、Cの添加量は90ppm以上が品質的に優れた製品を提供することができる。
一方1,000ppmを超えると滑性はよくなるものの、加工工程、在庫、流通経時後にヒートシール性の低下、密封性の低下、透明性の低下などオールシーズンにおける品質の安定性は得られなくなる。
上記のように多色印刷など二次加工度が増加する場合でも700ppm以内でも安定した性能は発現できるために、経時変化による品質変化を最小限度にしたい用途ではこの条件が好ましい。
これにより、線状ポリエチレンフィルムを使用して、2色以上の多色印刷をした印刷フィルムとラミネート又は印刷及び他の素材とラミネートした後のヒートシール面の摩擦係数μaが、線状ポリエチレンフィルムを無色印刷フィルムとラミネート後のヒートシール面の摩擦係数μbに対して2.0倍以下、好ましくは1.6倍以下で、且つ最大摩擦係数が0.55以下であるようにすることができる。
また滑剤Cの炭素数が16以上の成分が滑剤の重量基準で65%以上であることが好ましく、75%以上であることが更に好ましい。
65%未満では上記現象が一層激しくなり、安定した品質のフィルムが得にくい場合が認められた。
2層の場合を例に挙げれば、本混合面が袋でいえば内面つまりヒートシール面のアンチブロッキング性は改良されても、滑剤粉末の散布を要し、更に経時によるヒートシール性の低下、ラミネート強度の低下など接着性の悪化など著しく低下するために避けなければならない。
炭素数16未満の成分は生産直後からの早期の滑性、アンチブロッキング性が発現する利点もあることから、上記のように最大で40%以下であることが好ましい。
40%を超えると上記の通り滑性効果、アンチブロッキング効果、季節変動により変動し、品質保証が困難となる場合が認められた。
【0020】
本発明のフィルムは、図1〜図2に示すように、少なくとも2層からなりヒートシール層である第1層1は前記の線状ポリエチレン樹脂から構成されたものであり、該第1層1の反対面を構成する第2層2は該第1層の混合成分が限定されることが重要条件である。
第1層に用いる線状ポリエチレンの密度は0.890〜0.950g/cm3の範囲で使用されるが、低温ヒートシール性、高速充填包装が望まれる場合には、好ましくは0.895〜0.925g/cm3の範囲が実用的には望まれる。特にヒートシール面は低密度が要求されるゆえに前記の課題が生じるわけである。本発明の技術はこれらの課題を解決するものであるから従来技術よりも一層、第1層に低密度線状ポリエチレンが使用することができるものである。
第2層は第1層に使用する線状ポリエチレンと同様に使用できるが、好ましくは第1層よりも高い密度の線状ポリエチレンを使用することが望ましい。
更に好ましい構成フィルムとして、第2層、つまり第1層の反対面表面は、A、Bの合計量とCの混合濃度が第1層の混合濃度に対して5〜30%からなる第2層を形成し、更に3層を形成する場合は該層がこの基準を満足しなければならない。
以下4層以上も同様の設計基準が求められることはいうまでもない。
勿論上記の2及び3層複合フィルムを例にとれば、後加工で更にラミネートすることも当然行うことができる。ラミネートする基材は限定されるものではないが一般的に使用される材料を例示すれば二軸延伸ポリプロピレン、二軸延伸ポリエステル、二軸延伸ポリアミドフィルムである。かかる基材と共にガスバリア性、光線遮断性、防湿性など内容物保護性を付与するための遮断性フィルム、例えばアルミ箔、金属蒸着、バリアコートフィルムや酸化金属蒸着フィルム、MXD−6、EVOH、PVAフィルムなど公知の材料が合わせてラミネートされて実用化される。このようにラミネートされた後も、第1層は最終的な製品になった場合に表面に出るため該面の優れた滑性、アンチブロッキング性、耐熱性を活かすことができる。
一方第2層又は第3層は優れた接着性を示し、経時変化がなく、長期接着安定性を提供できる。
特に本発明におけるA、B及びCの混合率或いは混合量の範囲外では要求される接着力が余りにも低下するために好ましくない。
【0021】
更に第2層又は第3層はA、B及びCの添加量が第1層に比べて減少するので、第2層又は第3層のみからなるフィルムでは滑性が悪くなるために巻取時における空気含有量が少なくなり巻皺、又は巻内層と巻外層における空気含有量が揃わず均一な巻取ロールの提供が不可能になり、且つ高温状態でフィルムはブロッキングするために実用化が不可能である。
しかし本発明では第1層が使用時表面に出ること及び巻取時は第1層と第2層又は第1層と第3層が接触するために極めて容易に巻取が可能であり、フィルム面間の空気含有量も制御しうることがわかった。
【0022】
少なくとも2層からなる複合フィルムの厚み構成は第1層と第2層との使用厚みは限定されるものではないが、一般的には全層合計厚みは25〜200μmである。第1層以外の層との厚み構成は第1層が重要であり15〜70μmが望ましい。70μmを超えると本発明品の特性が失われるものではないが、本発明の特性を実現しつつも、更に透明性を求める用途では好ましくは15〜50μmが好ましい理由であり、更に好ましくは20〜50μmである。第1層が15μm未満では前記課題を解決する本発明の性能は得られない。第1層が70μmを超えると臨界的に透明性が悪化するものではないが、過剰に厚くする意味はないからである。
従って第1層を除く他の層の合計厚みは10〜185μmの範囲において実用化される場合が多い。
この理由は前記の通り本発明の目的、構成要件からみれば第1層の厚みは15μm以上が必要であり、本発明の目的は達成できないからである。第2層はラミネート面であるので特に限定されるものではないが上記の通り実用化される第1層厚みと全体厚みで決定される。
【0023】
以下、本発明で特性を表すための評価方法の概要を説明する。
【0024】
[滑性]
JIS K7125に準拠して摩擦係数を測定した。
【0025】
[ブロッキング性]
10cm角のフィルムを5枚重ね、下部の支持台と上部のアルミニウム板の間に挿入し、アルミニウム板の上に重さ1kgの重りを乗せて温度60℃の環境内に3日間放置した後に取り出し、重ねたフィルムの剥離力を測定した。フィルムの剥離角度は180度とし、剥離速度は200mm/分の下で測定した。また特別に荷重依存性などを調べる場合は上記標準条件と異なり、重りの重量のみを変更して同様に測定した。勿論第1層と第2層又は第3層との接触状態と第1層同士及び第2層又は第3層同士の面を合わせて、該合わせ面を測定評価した。
【0026】
[ヘイズ]
JIS K6714に基づき評価した。
【0027】
[高温融着性]
縦横7cmのフィルムを第1層同士を合わせて5cm三方を完全密封ヒートシールし、次いで水2gを軽量充填した後に、開放部をヒートシールして、シール内寸法が5cm角になるようにして、クリップ止めした。該水充填袋を90℃の熱湯に30分間浸漬した後に取り出し、クリップ止めした箇所の袋フィルム内面が融着していないかを確認した。
【0028】
[ラミネート強度]
本発明フィルムとポリエステルフィルムとをポリエステルポリウレタン樹脂を用いて接着し、45℃で48時間エージングした。両面間の接着威力を測定した。
その後フィルムのラミネート面に有機溶剤を適量付着させ面間を部分的に剥離し、次いでこのきっかけ部分からフィルムを剥離して剥用強度を測定した。
【0029】
[口開き性]
10cm角のフィルムを第1層同士合わせて2セット重ね、下部の支持台と上部のアルミニウム板の間に挿入し、アルミニウム板の上に重さ1kgの重りを乗せて温度40℃の環境内に3日間放置した後に取り出し、重ねたフィルムのスライド方向の面間剥離力を測定した。特別に荷重依存性などを調べる場合は上記標準条件とは重りの重量のみを変更して同様に測定した。
【0030】
[耐スクラッチ性]
第1層を金属台の上に固定し、上部には摺動子にゴム板を装着して、荷重500gをかけて5往復摺動し、フィルムのヘイズ変化を測定した。
【0031】
[ヒートシール強度]
JIS K6723に準拠して、測定フィルム巾は15mmに切断し、シール圧力を1MPa、シール時間を1秒間とし、剥離角度を90度に保ち、剥離速度を200mm/分に設定して測定した。
【0032】
以下、本発明のフィルムに関して実施例を用いて説明する。
【実施例1】
【0033】
メルトインデックス7.0、密度0.910g/cm3の線状ポリエチレンを第1層及び第2層に使用し、3色印刷したナイロン6フィルムの印刷面に先ず第2層を溶融押出ラミネートし、次いで第2層面に引き続いて第1層を溶融押出するタンデム方式でラミネートした。第2層にはA、B及びCをそれぞれ0ppmとして、厚みを20μmとした。
ここで、定形有機系粒子Aには、ポリメチルメタクリレート球状粒子(日本触媒社製、ポリメタクリル酸メチル系架橋物、ポリスターMA1010)を用いるようにしている。
また、不定形無機系粒子Bには、珪藻土(白石カルシウム社製、ST−C499)を用いるようにしている。
A、Bの粒子の平均粒径は、それぞれ、10.0μm、9.8μmである。
また、Bの20μmを超える粗大粒子の混在比率は、該不定形粒子の全量に対して15容積%であり、且つ、65μmを超える粒径のものが実質的に含まれないものであった。
そして、A、Bの粒子には、以下の実施例及び参考例を含めて、特記する場合を除き、同じものを用いるようにしている。
また、Cには、以下の実施例及び参考例を含めて、特記する場合を除き、エルカ酸アミドを用いるようにしている。
第1層はA、B及びCを表1のように変更し、該混合樹脂を厚みが30μmに調節した。
一方比較例1は実施例1と同様の線状ポリエチレンを使用して、第1層及び第2層に粒径5μmの不定形シリカを5,000ppm混合し、更にステアリン酸アミドを500ppm混合した。
第1層及び第2層は本実施例と同様の順序で3色印刷したナイロン6フィルムの印刷面にタンデム溶融押出ラミネートした。第1層及び第2層の厚み構成は本実施例と同様とした。
比較例2は比較例1の第1層面に澱粉の表面にシリコンを付着させた粉末を散布した。
本実施例及び比較例共にラミネート後引き続いて40℃で48時間エージングした後、第1層面の該線状ポリエチレン面の特性を表1に示す。
【0034】
【表1】

【0035】
本発明フィルムは比較例1と比較して、明らかに優れた滑性、アンチブロッキング性並びに90℃、30分加熱水中で殺菌処理した後の第1層面の耐熱融着特性を示すと共に、口開き性も良好で、1kg加重下で1ヶ月間の加圧保管後も簡単に口開きができた。
更にこのような易滑性、アンチブロッキング性を示した上で、本来問題となるラミネート強度、ヒートシール強度も全く経時変化もなく安定した長期品質保証性を示した。
比較例1は滑性、アンチブロッキング性が悪く、比較例2のように滑剤散布が必要であることが認められる。しかも、印刷後の摩擦係数の変化を示す表6(以下の実施例及び参考例を含む。)に示すように、3色印刷後に著しい摩擦係数の増加がみられた。印刷を実施しなかったラミネートフィルムの摩擦係数は前者が0.23、後者が0.21であり、無色ラミネート品と3色印刷ラミネート品の摩擦係数上昇比はそれぞれ1.04及び1.24であった。比較例1は無色ラミネート品の摩擦係数が0.75であり、摩擦係数上昇比は2.08であった。比較例2は粉末散布で滑性は改良できたものの、耐スクラッチ性が悪く、また90℃における加熱殺菌処理においては、部分的に熱融着が認められ、散布した滑剤粒子が全くまんべんなく散布付着ができないことによるものと考えられる。またヒートシール性はいくらか悪くなり、且つ密封性は内容物の2週間後における加圧浸み出しテストから明らかに悪化していることが認められた。また製膜時の巻取性は明らかに比較例では滑り不良と空気の流通性が悪いために、巻取時の随伴流空気の巻込みによる小窪状の凹凸の発生、巻皺の発生が認められ、フィルム厚み斑が少しでも悪い場合は斜め皺が生じた。また再度次の加工工程で巻戻する場合に、フィルムロールが軽いブロッキング状態になり、剥離強度が高く、剥離音と共に剥離強度のバラツキで巻戻しテンション変動を誘発し、また剥離強度が本発明フィルムより明らかに高いために剥離帯電し、加工時の静電気トラブルの原因ともなることが認められた。
滑剤粉末を散布した比較例2ではこの種の問題はなかったが、上記の問題点と共に加工機でのガイド板など機械設備の汚染を避けることはできなかった。
【実施例2】
【0036】
メルトインデックス10.0g/10分、密度0.9080g/cm3の線状ポリエチレンを第1層に使用し、Aが2,500ppm、Bが1,000ppm及びCが1,300ppmとした。
A、Bの粒子の平均粒径は、それぞれ10.0μmである(以下の実施例及び比較例も同様。)。
第2層はメルトインデックス7.0g/10分、密度0.918g/cm3の線状ポリエチレンを使用し、A、B及びCはそれぞれ0ppmとした。
先ず第2層を3色印刷したナイロン6フィルムの印刷面に20μmの厚みに調節して溶融押出ラミネートした。引き続いて第1層を該第2面上に30μmの厚みに調整してタンデム方式で溶融押出ラミネートした。
比較例3は実施例2と同様の線状ポリエチレン樹脂を使用し、実施例2と同様に3色印刷したナイロン6フィルムの印刷面に溶融押出ラミネートを施した。第1層には不定形シリカ5μmを5,000ppm混合し、更にオレイン酸アミドを1,000ppm混合した。第2層は第1層と同様の処方とした。比較例4は比較例3の第1層面に澱粉の表面のシリコンを付着させた滑剤粉末を散布した。
ラミネート後、40℃で48時間エージングした後の該複合線状ポリエチレン面の特性を表2に示す。本実施例及び比較例3において無色ラミネート品の摩擦係数はそれぞれ0.28及び0.65であり、摩擦係数上昇比は前者が1.11、後者は1.81であった。
【0037】
【表2】
【0038】
本発明フィルムは比較例3と比較して、明らかに優れた滑性、アンチブロッキング性並びに90℃で30分加熱水中で殺菌処理した後の第1層面の耐熱融着特性を示すと共に、口開き性も良好で、95℃、30分加熱水中での耐熱融着性はなく良好であった。また1kg加重で1ヶ月間の加圧保管後も簡単に口開きができた。
第1層面は滑剤粉末を散布しなくても本発明の主要目的は勿論、巻取性、製袋性も良好であった。
更にこのような易滑性、アンチブロッキング性を示した上で、本来問題となるラミネート強度、ヒートシール強度も全く経時変化もなく安定した長期品質保証性を示した。
比較例3は滑性、アンチブロッキング性が悪く、特に3色印刷後に著しい摩擦係数の増加がみられた。このため、滑性を改良するために比較例4のように滑剤散布が必要であることが認められる。しかしながら90℃における加熱殺菌処理においては、実施例1で使用した線状ポリエチレンよりも一層低融点であるだけに部分的に熱融着が認められ、散布した滑剤粒子だけでは完全な加熱融着ブロッキングを防止することは困難であることが理解できた。またヒートシール性はいくらか悪くなり、且つ密封性は内容物の2週間後における加圧浸み出しテストから明らかに悪化していることが認められた。また製膜時の巻取性は明らかに比較例3では滑り不良と空気の流通性が悪いために、巻取時の随伴流空気の巻込みによる小窪状の凹凸が発生、巻皺の発生が認められ、フィルム厚み斑が少しでも悪い場合は斜め皺が生じた。また再度次の加工工程で巻戻する場合に、フィルムロールが軽いブロッキング状態になり、剥離強度が高く、剥離音と共に剥離強度のバラツキで巻戻しテンション変動を誘発する現象がみられた。また剥離強度が本発明フィルムより明らかに高いために剥離帯電し、加工時の静電気トラブルの原因ともなることが認められた。
滑剤粉末を散布した比較例4ではこの種の問題はなかったが、加工機でのガイド板など機械設備の汚染を避けることはできなかったことと上記の欠点が認められた。
【実施例3】
【0039】
メルトインデックス10.0g/10分、密度0.9080g/cm3の線状ポリエチレンを第1層に使用し、A、B及びCを表3に記載の通り変更した。
一方第2層は密度が0.920g/cm3の線状ポリエチレン樹脂を使用し、該層にはAを200ppm、Bを400ppm、Cを400ppmに混合した。該第1層及び第2層は厚みが前者が30μm、後者も30μmになるように調節して3色及び5色印刷したナイロン6フィルムに溶融共押出ラミネートした。
比較例5は本実施例と同様の線状ポリエチレン樹脂構成とし、第1層には不定形シリカ5μmを1,000ppm混合し、更にエルカ酸アミドを1,000ppm混合した。第2層は不定形シリカを500ppm、エルカ酸アミドを500ppm混合した以外は実施例3と同様に3色印刷したナイロン6フィルムの印刷面とラミネートした。
比較例6は比較例5のフィルムに更に澱粉の表面のシリコンを付着させた滑剤粉末を散布した。
ラミネート後引き続いて40℃で48時間エージングした後の該線状ポリエチレンの第1層面の特性を表3に示す。本実施例及び比較例5において無色ラミネート品の摩擦係数はそれぞれ0.27及び0.69であり、摩擦係数上昇比は前者の3色印刷品が1.00、5色印刷品が1.56であり、後者の3色印刷品が1.75、5色印刷品が2.28であった。
【0040】
【表3】
【0041】
表3から明らかなように、摩擦係数、ブロッキング挙動が変化することが理解できる。
本発明品は極めて安定した摩擦特性、アンチブロッキング性を実現し、昨今の多色印刷要求にも安定した品質の線状ポリエチレンフィルム及びそのラミネート物を提供できることが実証された。
本実施例は滑剤粉末を散布しなくても主目的の特性は勿論のこと、巻取性、製袋性も良好であった。
ブロッキング性も著しく改良されるため袋の口開き性も良好で消費者が開封しやすく、また難滑性によるフィルム面間のスクラッチ傷による透明性悪化も防止できた。
加熱ボイル適性も優れ、滑剤粉末を完全に使用しなくても実用化できる技術が完成した。
【実施例4】
【0042】
メルトインデックス7.0、密度0.918g/cm3の線状ポリエチレンを第1層に使用し、A、B及びCを表4のように変更した。Cとしてはエルカ酸アミドを用いた。
一方第2層はAが0ppm、Bが0ppmの濃度とし、Cが0ppmとした。
本フィルムは第1層が30μmであり、第2層は20μmの構成にした。第2層面のみにコロナ放電処理をして、表面張力を40mN/mに調節して、3色印刷したナイロン6フィルムの印刷面と第2層面とをドライラミネートした。
比較例7及び8は本実施例においてA及びBの添加量が本発明の範囲外の濃度にした場合の例を示す。
該フィルムとラミネート後引き続いて40℃で48時間エージングした後の該線状ポリエチレンの第1層面の特性を表4に示す。本実施例の(1)及び(2)の無色ラミネート品の摩擦係数はそれぞれ0.28及び0.24であり、摩擦係数上昇比はそれぞれ1.04及び1.08であった。比較例7及び8において無色ラミネート品の摩擦係数はそれぞれ0.92及び0.10であり、摩擦係数上昇比は前者が1.20及び2.20であった。
【0043】
【表4】
【0044】
表4に示すように比較例7及び8に比較して良好な特性を示すが、A及びBの合計添加量が3,000ppm未満では、特に本実施例のように多色印刷においてアンチブロッキング性、滑性及び耐高温融着性に不安を残すなど特異的な欠陥が顕在化することがわかった。
またA及びBの合計添加量が7,000ppmを越えると比較例8に示すように滑性、アンチブロッキング性、耐高温融着性が優れるものの、耐スクラッチ性、内容物浸出がみられるようにヒートシール部の密着性が悪化する傾向がみられる。またフィルム表面の粗度が大きくなるために低温度でのヒートシール性が悪化する。
【実施例5】
【0045】
メルトインデックス10.0g/10分、密度0.910g/cm3の線状ポリエチレンを第1層に使用し、Aが3,000ppm、Bが1,200ppmの濃度とCは850ppmの濃度に調合した。
一方第2層はAが0ppm、Bが500ppmの濃度とし、Cを50ppmの濃度にした。
本フィルムは第1層及び第2層共に30μmの構成にした。
そして、図2に示すように、第2層2を、第3層3となる3色印刷したナイロン6フィルムの印刷層4の印刷面にドライラミネートした。
引き続いて、外面上に第1層を溶融押出ラミネートした後、引き続いて40℃で48時間エージングした後の該線状ポリエチレン面の第1層の特性を表5に示す。
本実施例では表5に示すようにAとBのサイズをそれぞれ変更した。
比較例9及び10は本発明の範囲外の粒子サイズの添加剤を使用した場合の例を示した。得られたラミネートフィルムの特性を表5に示す。本実施例及び比較例9及び10において無色ラミネート品の摩擦係数はそれぞれ0.12、0.62、0.07であり、摩擦係数上昇比はそれぞれ1.08、1.44、1.43であった。
【0046】
【表5】
【0047】
上記結果よりAのサイズはほぼ5μm未満ではブロッキング問題が顕在化し、摩擦係数特に多色印刷後の特性が悪く、口開き性、耐スクラッチ性などが悪く実用上好ましくない結果となった。またAの大きさが15μmを超え、且つBの大きさが20μmを超えた場合は、滑性特に多色印刷後の特性、アンチブロッキング性、耐熱性は優れているものの、耐スクラッチ性、ラミネート強度、ヒートシール強度が低下するために特性バランスから実用性に乏しくなる。
【0048】
【表6】
【0049】
以上のように本発明により、以下の効果がもたらされることを確認した。
【0050】
透明性:本来易滑性、アンチブロッキング性を改良するためにはその反対に透明性が悪化する。本発明は可視光線領域の波長をよく透過する滑剤構成が得られたために透明性の悪化は最小限にした上で、表記の通りの面特性が得られた。
【0051】
アンチブロッキング性:本発明では滑剤粉末の散布がなくても十分な滑性とアンチブロッキング性が多色印刷においても達成できた。この結果長期の保管、在庫、流通条件の変動に対してオールシーズンの品質安定性が確保できることがわかった。
特に多色印刷で滑性、アンチブロッキング性が良好であることは、本発明により初めて得られた特性である。印刷がない場合は、多色印刷品で得られた特性を凌ぐことは無論である。
【0052】
耐熱性:加熱水による殺菌処理において袋内面同士の融着ブロッキングは滑剤粉末を行わない本発明品で安定した結果が得られた。このために滑剤粉末を使用しなくても高温熱水処理も可能であり滑剤粉末の食品への移行もなく安心、安全を確保した包装体を提供できることがわかった。
【0053】
ラミネート強度:易滑性を得るために多量の滑剤を使用すると、特に長期経時によりラミネート強度が低下する問題が深刻である。
本発明品は第2層の滑剤設計が適正であるために、易滑性、アンチブロッキング性、良好な巻取性を確保した上で1年間の評価結果より長期安定した品質が確立できたことが証明できた。
【0054】
口開き性:この問題は線状ポリエチレンフィルム単独では良好な特性を示す場合でも、多色印刷、ラミネート加工により著しく悪化する。
本発明品は5色印刷でも容易な口開き性を示し、消費者が開封しやすいことを確認した。
【0055】
耐スクラッチ性:実施例及び比較例より明らかな通り、滑剤粉末を散布しないため極めてスクラッチが発生しにくい利点が認められた。滑剤粉末は滑性、アンチブロッキング性を改良するものの、フィルム表面に擦傷を発生させ、耐スクラッチ性では明らかに劣ることが実証された。
【0056】
内容物の浸み出しテスト:袋に充填した液状内容物は充填直後は確認できなかったが、2週間加圧状態で吸取紙上に放置したテストから、内容物が凍み出てくることが確認できた。
滑剤粉末を使用する場合は全ての袋から浸み出ることはなかったが、100袋中3袋から浸み出し、更に圧力を5kgかけた場合は100袋中12袋から浸み出した。
本発明品は滑剤粉末を全く使用していないため、袋のヒートシール巾、約10mmが完全に夾雑物がない完全密封状態であるために全て浸み出しが認められなかった。
【0057】
以上、本発明について説明したが、本発明は上記実施例に記載した構成に限定されるものではなく、その趣旨を逸脱しない範囲において適宜その構成を変更することができるものである。
【産業上の利用可能性】
【0058】
本発明の線状ポリエチレンフィルムは、高速充填包装性、低温シール性を要求しながら矛盾する高温殺菌処理などで求められる耐熱性との両立、非汚染性、安全性、省材料化などの要求を満足できるものであることから、食品、飲料、医薬品、工業用製品、繊維製品包装などの各種用途に好適に用いることができる。
【符号の説明】
【0059】
1 ヒートシール層(第1層)
2 線状ポリエチレン樹脂層(第2層)
3 第3層
4 印刷層
【技術分野】
【0001】
本発明はヒートシーラントとして現在主流的な位置付けにある線状ポリエチレンを使用した包装体の中で、食品、飲料、医薬品、工業用製品、繊維製品包装など各種の分野において、高速充填包装性、低温シール性を要求しながら矛盾する高温殺菌処理などで求められる耐熱性との両立、非汚染性、安全性、省材料化などの要求を満足できる線状ポリエチレンフィルムに関するものである。
【背景技術】
【0002】
昨今、高速充填包装、つまり高速ヒートシール性、製品の安全性に対する完全密封シール性、高速充填時に重要なホットタックシール性、非汚染性、内容物保護性、同安全性などが包装分野で強く求められている。これらの種々の要求に対して線状ポリエチレン樹脂は極めて優れた特性対応が可能なために昨今ではヒートシーラントの主流素材となってきた。
このような趨勢の中で低温シール性、高速充填シール性を達成するために低密度線状ポリエチレンが重要視されてきたが、一方では極めて軟質であるために滑性、アンチブロッキング性、多色印刷による滑り、ブロッキング性の悪化、諸種の加工特性が悪く、本問題を解決するために滑剤粉末散布をしている現状から全く滑剤粉末散布をしなくても実用化できるヒートシーラントを提供しようとするものである。
【0003】
すなわち、高速充填包装においては、低密度線状ポリエチレンを使用されることが常道であるが、低密度ゆえに極めて滑性が悪く、ブロッキング問題も重要な課題である。本課題に対する現状の最も一般的な対応技術は滑剤粉末をフィルム表面に散布する方法である。この滑剤散布により、滑性及びアンチブロッキング性、多色印刷における滑性悪化を解決しているのが現状である。
これらの滑剤散布は過少量では効果が実現せず、過剰量では脱落、展着など不要な汚染、内容物への移行、ヒートシール部への噛み込みによるシール不良、又はヒートシール部に噛み込んだ散布滑剤により、その部分から空気抜けによる密封不良或いは内容物の浸み出し問題、高温殺菌処理時に滑剤粉体物の脱落による袋内面の熱融着がランダムに起こりやすい欠点が生じやすい。また滑剤粉末が容易に脱落するため、清浄度を要求される用途では使用が不可能であり、最も重要な問題点は全平面に滑剤粉末が均一に付着させることは不可能であるため、加熱殺菌処理など高温処理において、ヒートシール面同士が熱融着することを完全には防止することができない。
また、滑剤粉末を使用せずに本課題を解決する提案が各種なされているが、滑性及びアンチブロッキング性を改良する現実的な方法として実用化されている方法は、無機系滑剤、例えば二酸化ケイ素、炭酸カルシウム、球形シリコンなどと有機滑剤などとの併用混合方法が一般的である。
しかし単に無機系滑剤と有機系滑剤の併用混合や粒子のサイズ変更や濃度調節だけでは本課題が解決されるほど簡単なものではない。この方法では完全に滑剤粉末の散布をやめることが困難な場合が多く、現状では、実際的には特に低密度タイプの線状ポリエチレンでは依然として滑剤粉末を散布している現状である。
【発明の概要】
【発明が解決しようとする課題】
【0004】
現在上記のような分野における要求事項を満足させるために、例えば高速充填包装では低密度線状ポリエチレンの使用が必須となってきた。
しかしながら低密度タイプの線状ポリエチレン樹脂は滑性が悪く、且つブロッキングを生じやすいなど前記の通りの大きな問題を抱えている。
滑性が悪いとフィルムの巻取性が悪く皺の混入、均一巻取が不可能となり、またブロッキングに関しては巻取ロールを加工時に巻戻す際に巻戻ができなかったり、フィルムが切断したり、或いは巻戻テンションが不同となり印刷、ラミネート加工などが安定して加工できなくなる。
更に最終製品において、包装体の袋の口開きが不可能となり内容物の取り出しが困難になったりする。
またボイル殺菌処理において、袋内部が加熱融着し、製品化ができなくなる。
これらの問題に対して、現在ではフィルムのヒートシール面に滑剤散布が一般的に行われてかかる問題の解決をはかっている状態である。
しかしながら一方では、ヒートシール面は完全シール、完全密封シールが重要な機能であり、かかる異物を使用しなくても実用化できるフィルムが当然ながら重要であることは理の当然である。
滑剤粉末散布で上記の主要課題の一部は解決される場合が多いが、新たに滑剤粉末による包装体のシール部への噛み込みにより、シールが不完全となり内容物の保護性不良、ヒートシール不良、密封不良、更に機械の汚染、環境汚染、掃除の手間など数々の問題が発生する。
更に該滑剤粉末の撒布量の過少散布或いは過剰散布を避けるための調節が重要となり、管理の手間がかかる。また該滑剤は内容物にも展着するので好ましくない。特に食品、医薬品などの安全性の面から滑剤粉末散布をしなくても前記種々の品質要求に対して対応できる線状ポリエチレンフィルムが重要であることは明らかである。
また低密度タイプの線状ポリエチレンフィルムはヒートシール工程において、高温度、高圧条件で行われるために、最内層の樹脂が押出されて、包装体内部に該樹脂体が一部流れ出す問題がある。本発明はこれらの課題に対しても少なくとも2層からなり、優れた滑性、アンチブロッキング性を備えながら、本ヒートシール面と反対側の接着面が長期的、オールシーズンにおいても経時変化がなく安定した高接着性を備え、少なくとも2層からなる本発明複合フィルムの層全体がヒートシール時の加熱、加圧による樹脂流動最小限度にすることができる特徴を有する。
また一方昨今では包装体の美観、表示義務要請、使用方法、安全性表示、食品添加物表示など各種の印刷表記が必要であることから、印刷の多色化が増加している。
昨今環境問題で印刷インクの水性化が進められるものの、有機溶剤系インクほどの使い易さ、生産性などが不十分であることから、依然溶剤系が主流であり、且つラミネートの接着剤も有機溶剤系が主流である。
かかる状況下で低密度タイプ線状ポリエチレンを使用した場合には、これらの印刷インク又は接着剤の添加剤又は溶剤により表面にブリードしたり線状ポリエチレンが膨潤されて滑剤或いはアンチブロッキング剤、安定剤、分散剤、酸化防止剤などの樹脂添加剤のブリード促進を進めるためにフィルムの滑性が著しく悪くなり、例えば袋にした場合、袋同士の滑りが悪くなり、口開きができなくなる。これは上記の通り、多色印刷による弊害である。
本発明はこれらの諸種の課題を滑剤散布せずにクリーンな状態で前記諸種の課題を解決する発明に関する。
本課題を解決するために前記無機系滑剤や有機系滑剤を多量に使用すると滑性は向上し、アンチブロッキング性も向上し、滑剤粉末を散布しなくても実用化ができる滑性及びアンチブロッキング性を実現することは可能である。
しかし弊害としてラミネート強度の低下、特に経時によるラミネート強度低下とヒートシール強度低下が生じるだけでなく透明性の悪化、摩擦によるフィルムのスクラッチ傷がつきやすくなり、内容物との摩擦、フィルム同士の摩擦などで輸送、販売段階において一層透明性が悪化する。本発明はこれらの弊害を全て解決し、必要な特性を実現した安定した品質特性の包装を提供するものである。本発明は滑剤粉末を散布することなく、滑性、アンチブロッキング性に加えて十分なラミネート強度を実現し、経時変化による強度低下がなく、完全密封ヒートシールが得られ、ヒートシール層の加熱加圧による樹脂のはみ出しを最小限度にすると共に、内容物汚染を勿論防止し、清浄環境での使用も可能にするものである。
滑剤粉末の散布が不要であることにより、付着量の管理不要、環境への粉末の飛散、加工設備の汚染防止、内容物の非汚染性と合わせて大きな特徴を有する。
【課題を解決するための手段】
【0005】
本発明はこれら前記の通りの諸課題に対して、滑剤粉末の散布を必要とせず、低温シール性低密度化線状ポリエチレンフィルムを実現し、多色印刷及び高温使用にも耐える低密度表面を形成する線状ポリエチレンフィルムにより、優れた滑性、アンチブロッキング性、加熱非接着性、優れた巻特性などを付与した包装分野での優れた線状ポリエチレンフィルムを提供することに成功した。
以下これらの優れた特性を実現するための新規な主要技術手段について詳述する。
【0006】
具体的には、本発明の線状ポリエチレンフィルムは、少なくとも2層からなる線状ポリエチレンフィルムにおいて、該フィルムのヒートシール面を構成するヒートシール層が、粒子の平均粒径が5〜15μmの範囲にある定形有機系粒子A(以下、単に「粒子A」、「A」という場合がある。)と、粒子の平均粒径が3〜20μmの範囲にある不定形無機系粒子B(以下、単に「粒子B」、「B」という場合がある。)と、炭素数が16以上である成分が60%以上である脂肪酸アミド系及び/又は脂肪酸エステル系滑剤C(以下、単に「滑剤C」、「C」という場合がある。)とが、ヒートシール層の全量基準で、定形有機系粒子A及び不定形無機系粒子Bの合計で3,000〜7,000ppm、滑剤Cが60〜1,000ppmの範囲で混合された線状ポリエチレン樹脂からなり、ヒートシール層(以下、「第1層」という場合がある。)のヒートシール面の反対面に、第2の線状ポリエチレン樹脂層(以下、「第2層」という場合がある。)を有してなることを特徴とする。
ここで、線状ポリエチレン樹脂には、密度は0.890〜0.940g/cm3の低密度線状ポリエチレンが選ばれる。この必要性は、低温シール性、高速充填シール性が求められるからである。それゆえに生じる滑り不良、ブロッキング問題、耐熱性不良問題がその要求の裏返しとして生じるという背景にある。
また、不定形無機系粒子Bの平均粒径とは、レーザー回折・散乱法に基づくマイクロトラック法により測定した累計粒子分布における50%点の粒径をいう。
【0007】
この場合において、前記第2の線状ポリエチレン樹脂層を、定形有機系粒子A及び不定形無機系粒子Bの合計で0〜1,500ppm、滑剤Cが0〜400ppmの範囲で混合された線状ポリエチレン樹脂から構成することができる。
【0008】
また、ヒートシール層を構成する線状ポリエチレンの密度が0.890〜0.940g/cm3の範囲にあり、第2の線状ポリエチレン樹脂層を構成する線状ポリエチレンの密度が0.890g/cm3以上であるようにすることができる。
【0009】
また、上記線状ポリエチレンフィルムを使用して、2色以上の多色印刷をした印刷フィルムとラミネート又は印刷及び他の素材とラミネートした後のヒートシール面の摩擦係数が、請求項1、2又は3の線状ポリエチレンフィルムを無色印刷フィルムとラミネート後のヒートシール面の摩擦係数に対して2.0倍以下で、且つ最大摩擦係数が0.55以下であるようにすることができる。
【発明の効果】
【0010】
本発明は、上記諸課題に対して、滑剤粉末の散布を必要とせず、低温シール性、低密度の線状ポリエチレンフィルムを実現し優れた滑性、アンチブロッキング性、加熱非接着性、優れた巻特性などを解決し、包装分野での優れたヒートシーラントを提供することができるものである。
【図面の簡単な説明】
【0011】
【図1】本発明の線状ポリエチレンフィルムの説明図である。
【図2】本発明の線状ポリエチレンフィルムの説明図である。
【図3】定形有機系粒子Aの説明図である。
【図4】不定形無機系粒子Bの説明図である。
【発明を実施するための形態】
【0012】
以下、本発明の実施の形態を説明する。
【0013】
本発明の線状ポリエチレンフィルムは、少なくとも2層からなる線状ポリエチレンフィルムにおいて、該フィルムのヒートシール面を構成するヒートシール層が、粒子の平均粒径が5〜15μmの範囲にある定形有機系粒子Aと、粒子の平均粒径が3〜20μmの範囲にある不定形無機系粒子Bと、炭素数が16以上である成分が60%以上である脂肪酸アミド系及び/又は脂肪酸エステル系滑剤Cとが、ヒートシール層の全量基準で、定形有機系粒子A及び不定形無機系粒子Bの合計で3,000〜7,000ppm、滑剤Cが60〜1,000ppmの範囲で混合された線状ポリエチレン樹脂からなり、ヒートシール層のヒートシール面の反対面に、第2の線状ポリエチレン樹脂層を有してなるものである。
【0014】
ここで、多色印刷など二次加工の工程が増加する場合は、好ましくはA及びBの合計量は同様でよいが、滑剤Cは90〜700ppmの範囲が品質上望まれる。なお、滑剤Cを増加することはでき、滑性も向上するが、問題は経時による透明性の悪化、ヒートシール性の低下、特に低温シール性が悪化し高速充填包装シール、又はヒートシール部の熱皺防止の観点から望ましくなく、且つラミネート強度が低下する。
【0015】
一方、反対面には該面を形成する樹脂層の全量基準で粒子A及び粒子Bの合計量が1,500ppm以下であり、滑剤Cの混合量が400ppm以下からなる少なくとも2層から構成された線状ポリエチレンフィルムにより各種の課題が解決された。
【0016】
混合する定形有機系粒子Aは平均粒径が5μm未満では多色印刷では十分な滑性、つまり安定した摩擦係数を得ることができない。一方15μmを超えるとフィルム表面に大きな粗面形成がなされ、ヒートシール時に合わせたフィルムの接触状態が悪くなり、接触部に微小空気が抱込まれ、シール部の密封性が悪化するだけでなく、ヒートシール強度が発現開始する性質、つまり低温ヒートシール性が悪化する。更に粒子A単独では完全な滑性及びアンチブロッキング性、口開き性、多色印刷易滑性などの実用特性が満足な水準に至らないことがわかった。
本発明で使用する定形有機系粒子Aは、例えば、図3に示すような球状のほか、棒状、楕円状、四角形状、三角形状、紡錘形状などの一定の形状をした粒子の集合体をいい、球状、楕円状のものが好ましい。
また、定形有機系粒子Aは、有機重合体からなる架橋粒子、例えばポリメチルメタクリレート及び本成分を主体とした共重合体からなるアクリル系樹脂からなる架橋球状定形架橋粒子、有機重合体の表面に架橋性有機重合体を被覆した粒子及び熱硬化性、加熱反応性を有する材料、無機系粒子の表面を有機合成樹脂で被覆した材料などが挙げられる。勿論上記に挙げた粒子に限定されるものではないが、上記のような形状と320℃以下の温度で加熱変形が生じにくく、無機系粒子のような柔軟性にかける材料ではない有機系粒子と該層を形成する熱可塑性樹脂と直接接触状態で混合存在するという基本に基づいた粒子であることが必要である。
有機重合体である意味は軟質熱可塑性樹脂では硬い無機系材料ではフィルムに傷がつきやすく、耐スクラッチ性が悪化し、フィルム間の擦傷や内容物との摺擦による傷の発生により透明性が悪化するからである。
【0017】
本発明は更に不定形無機系粒子Bとして、粒子の平均粒径が3〜20μmの範囲にある不定形無機系粒子Bを併用する。
ここで、不定形無機系粒子Bの平均粒径とは、レーザー回折・散乱法に基づくマイクロトラック法により測定した累計粒子分布における50%点の粒径をいう。
不定形無機系粒子Bを併用する目的は、印刷インク、ラミネートの接着剤、コーティング剤、離型剤などに含まれる有機溶剤、分散剤、添加剤などが該熱可塑性樹脂の加工面に吸着したり、拡散、移行してヒートシール面や離型面に析出してくることを防止するためである。
不定形無機系粒子Bは、例えば、図4に示すような多孔性粒子を含む混合体からなり、全くの不定形材料の集合体、具体的には、不定形の多孔体と棒状体、板状体との集合体であることが重要であり、粒子相互の絡み合いによる膜状分散形態をとるために、定形粒子の効果の発現性を増幅し、優れた滑性、アンチブロッキング性不要な夾雑物の吸着による移行を防ぐ遮断層を形成することが本発明のもう一つの特徴である。
更に加圧状態における耐スクラッチが向上し、最小の定形有機系粒子Aの添加量で効果が発現するために、透明性も得られる効果が大きい。また高い面間圧力でも滑性が低下することなく、優れた耐スクラッチ性が得られる。これらの特性から滑剤粉末の散布を完全に除外して使用することができる。
不定形無機系粒子Bの寸法が3μm未満では滑性効果が発現しないだけでなく、印刷インク、ラミネートの接着剤、コーティング剤などに含まれる有機溶剤、分散剤、添加剤などが該熱可塑性樹脂の加工面に吸着し、次いで拡散、移行しヒートシール面に析出してくることを防止できない。
不定形無機系粒子Bはその多孔性と粒子相互の絡み合いによる膜状分散形態をとるために、定形粒子の効果の発現性を増幅し、優れた滑性、アンチブロッキング性不要な夾雑物の吸着による移行を防ぐ遮断層を形成することが本発明のもう一つの特徴が効果的に発現できないからである。定形有機系粒子Aとの併用効果も得られない。平均粒径が20μmを超えるとフィルム表面が荒れるために、密封ヒートシール性が得られにくく、前記同様に接着性と離型性、更に耐スクラッチ性などのバランスのよい特性を実現することが困難となる。
なお、不定形無機系粒子Bは、累計粒子分布における20〜65μmの粒径を有する成分比率が、不定形無機系粒子B全量に対して30容量%以下であり、且つ、65μmを超える粒径のものが実質的に含まれないようにする(篩い分け等により、65μmを超える粒径のものを除去する。)ことが望ましいが、これは、20μmを超える粗大粒子の混在比率が、該不定形無機系粒子B全量に対して30容積%を超えると、フィルムの製膜工程においてフィルター詰まりを生じやすく、更にアルミ箔のような変形しやすい材料とラミネートした場合、突起状の外観不良を生じるためであり、該粗大粒子が混在しても支障を生じないためには、混在比率は30容積%以下、好ましくは20容積%以下、更に好ましくは10容積%以下である。
不定形無機系粒子Bは、シリカ、アルミナ、炭酸カルシウム、各種クレーなどの無機系不定形粒子とは異なることが重要である。本発明の不定形粒子は円筒系棒状体、平板状多孔質体、多角形体など混在状態である材料であり、例えば棒状体は長さ方向が最大であり、直径方向は極めて細く、長さと直径の比が極めて大きな材料である。従って大きな最大寸法でもフィルム表面は従来の不定形粒子と異なり平滑な表面を形成し、不定形粒子間の絡み効果によるフィルム表面の硬さを向上し、前記定形有機系粒子Aとの併用効果が極めて大きいことが本発明の大きな特徴であることを見出した。
これらの材料としては、特に限定されるものではないが、珪藻土のほか、クリストバライト、マイカ、ウイスカーなどがあり、好ましい材料としては珪藻土、分級珪藻土、表面有機酸などで処理した珪藻土、表面処理モンモリロナイト、平板状無機系粒子が選ばれる。
不定形無機系粒子Bは、印刷、ラミネート加工による接着剤及びその有機溶剤などが熱可塑性樹脂層に生じがちな吸着、拡散によるヒートシール面への移行による夾雑物を遮断する機能を有することにより、接着特性、滑性、理経性等の重要な表面特性が損なわれないようにすることができる。
【0018】
更に粒子A及び粒子Bの粒径が上記の範囲にあるでは本発明の目的は達成できない。
すなわち、粒子A及び粒子Bの混合系の採用により、アンチブロッキング性が確保できても、巻取性、袋の口開き性、印刷、ラミネート性など二次加工性などが著しく改善され実用性が向上する。
そこで、粒子A及び粒子Bの合計量が該層を形成する樹脂層の全量基準で3,000〜7,000ppmの範囲にあることが重要である。
3,000ppm未満では本発明の新機能である優れた滑性及びアンチブロッキング性が得られず、更に特徴である高圧下での滑性、アンチブロッキング性更に耐スクラッチ性が得られず、更に多色印刷での易滑性が発現しなくなり本発明の新しい高機能が達成できなくなる。
一方7,000ppmを超えると、本発明の目的に限って判断した場合には透明性の低下、ヒートシール時での密封性の低下、長時間充填放置又は流通中における液漏れ、液浸出などが生じる。
【0019】
更に定形有機系粒子A及び不定形無機系粒子Bの混合濃度制限に加えて、炭素数が16以上の脂肪酸アミド系及び/又は脂肪酸エステル系滑剤Cを併用することが重要である。滑剤Cの炭素数は、好ましくは炭素数が18以上である。
代表的な脂肪酸アミドの例としてパルミチン酸アミド、ステアリン酸アミド、エルカ酸アミド、ベへニン酸アミド、ステアリルエルカミド等の脂肪酸アミドやメチレンビスステアリン酸アミド、エチレンビスステアリン酸アミドのアルキレン脂肪酸アミドが挙げられる。
また、代表的な脂肪酸エステルの例としてステアリン酸ブチル、ステアリン酸モノグリセリド、ステアリルステアレート、ソルビタン脂肪酸エステル等が挙げられる。
滑剤Cは、60〜1,000ppmの範囲で混合することが重要である。
滑剤Cが該層を形成する樹脂層の全量基準で60ppm未満では、滑性が悪く滑剤粉末を散布しなければならず、本発明の目的は達成できない。従って滑剤粉末を散布しなければ袋の口開き性、加圧時の滑り不良、巻取時の皺発生防止などは不可能であり、多色印刷では殆ど滑らなくなる。
好ましくは多色印刷など二次加工度が増える場合はA及びBの合計量は前記と同様でもよいが、Cの添加量は90ppm以上が品質的に優れた製品を提供することができる。
一方1,000ppmを超えると滑性はよくなるものの、加工工程、在庫、流通経時後にヒートシール性の低下、密封性の低下、透明性の低下などオールシーズンにおける品質の安定性は得られなくなる。
上記のように多色印刷など二次加工度が増加する場合でも700ppm以内でも安定した性能は発現できるために、経時変化による品質変化を最小限度にしたい用途ではこの条件が好ましい。
これにより、線状ポリエチレンフィルムを使用して、2色以上の多色印刷をした印刷フィルムとラミネート又は印刷及び他の素材とラミネートした後のヒートシール面の摩擦係数μaが、線状ポリエチレンフィルムを無色印刷フィルムとラミネート後のヒートシール面の摩擦係数μbに対して2.0倍以下、好ましくは1.6倍以下で、且つ最大摩擦係数が0.55以下であるようにすることができる。
また滑剤Cの炭素数が16以上の成分が滑剤の重量基準で65%以上であることが好ましく、75%以上であることが更に好ましい。
65%未満では上記現象が一層激しくなり、安定した品質のフィルムが得にくい場合が認められた。
2層の場合を例に挙げれば、本混合面が袋でいえば内面つまりヒートシール面のアンチブロッキング性は改良されても、滑剤粉末の散布を要し、更に経時によるヒートシール性の低下、ラミネート強度の低下など接着性の悪化など著しく低下するために避けなければならない。
炭素数16未満の成分は生産直後からの早期の滑性、アンチブロッキング性が発現する利点もあることから、上記のように最大で40%以下であることが好ましい。
40%を超えると上記の通り滑性効果、アンチブロッキング効果、季節変動により変動し、品質保証が困難となる場合が認められた。
【0020】
本発明のフィルムは、図1〜図2に示すように、少なくとも2層からなりヒートシール層である第1層1は前記の線状ポリエチレン樹脂から構成されたものであり、該第1層1の反対面を構成する第2層2は該第1層の混合成分が限定されることが重要条件である。
第1層に用いる線状ポリエチレンの密度は0.890〜0.950g/cm3の範囲で使用されるが、低温ヒートシール性、高速充填包装が望まれる場合には、好ましくは0.895〜0.925g/cm3の範囲が実用的には望まれる。特にヒートシール面は低密度が要求されるゆえに前記の課題が生じるわけである。本発明の技術はこれらの課題を解決するものであるから従来技術よりも一層、第1層に低密度線状ポリエチレンが使用することができるものである。
第2層は第1層に使用する線状ポリエチレンと同様に使用できるが、好ましくは第1層よりも高い密度の線状ポリエチレンを使用することが望ましい。
更に好ましい構成フィルムとして、第2層、つまり第1層の反対面表面は、A、Bの合計量とCの混合濃度が第1層の混合濃度に対して5〜30%からなる第2層を形成し、更に3層を形成する場合は該層がこの基準を満足しなければならない。
以下4層以上も同様の設計基準が求められることはいうまでもない。
勿論上記の2及び3層複合フィルムを例にとれば、後加工で更にラミネートすることも当然行うことができる。ラミネートする基材は限定されるものではないが一般的に使用される材料を例示すれば二軸延伸ポリプロピレン、二軸延伸ポリエステル、二軸延伸ポリアミドフィルムである。かかる基材と共にガスバリア性、光線遮断性、防湿性など内容物保護性を付与するための遮断性フィルム、例えばアルミ箔、金属蒸着、バリアコートフィルムや酸化金属蒸着フィルム、MXD−6、EVOH、PVAフィルムなど公知の材料が合わせてラミネートされて実用化される。このようにラミネートされた後も、第1層は最終的な製品になった場合に表面に出るため該面の優れた滑性、アンチブロッキング性、耐熱性を活かすことができる。
一方第2層又は第3層は優れた接着性を示し、経時変化がなく、長期接着安定性を提供できる。
特に本発明におけるA、B及びCの混合率或いは混合量の範囲外では要求される接着力が余りにも低下するために好ましくない。
【0021】
更に第2層又は第3層はA、B及びCの添加量が第1層に比べて減少するので、第2層又は第3層のみからなるフィルムでは滑性が悪くなるために巻取時における空気含有量が少なくなり巻皺、又は巻内層と巻外層における空気含有量が揃わず均一な巻取ロールの提供が不可能になり、且つ高温状態でフィルムはブロッキングするために実用化が不可能である。
しかし本発明では第1層が使用時表面に出ること及び巻取時は第1層と第2層又は第1層と第3層が接触するために極めて容易に巻取が可能であり、フィルム面間の空気含有量も制御しうることがわかった。
【0022】
少なくとも2層からなる複合フィルムの厚み構成は第1層と第2層との使用厚みは限定されるものではないが、一般的には全層合計厚みは25〜200μmである。第1層以外の層との厚み構成は第1層が重要であり15〜70μmが望ましい。70μmを超えると本発明品の特性が失われるものではないが、本発明の特性を実現しつつも、更に透明性を求める用途では好ましくは15〜50μmが好ましい理由であり、更に好ましくは20〜50μmである。第1層が15μm未満では前記課題を解決する本発明の性能は得られない。第1層が70μmを超えると臨界的に透明性が悪化するものではないが、過剰に厚くする意味はないからである。
従って第1層を除く他の層の合計厚みは10〜185μmの範囲において実用化される場合が多い。
この理由は前記の通り本発明の目的、構成要件からみれば第1層の厚みは15μm以上が必要であり、本発明の目的は達成できないからである。第2層はラミネート面であるので特に限定されるものではないが上記の通り実用化される第1層厚みと全体厚みで決定される。
【0023】
以下、本発明で特性を表すための評価方法の概要を説明する。
【0024】
[滑性]
JIS K7125に準拠して摩擦係数を測定した。
【0025】
[ブロッキング性]
10cm角のフィルムを5枚重ね、下部の支持台と上部のアルミニウム板の間に挿入し、アルミニウム板の上に重さ1kgの重りを乗せて温度60℃の環境内に3日間放置した後に取り出し、重ねたフィルムの剥離力を測定した。フィルムの剥離角度は180度とし、剥離速度は200mm/分の下で測定した。また特別に荷重依存性などを調べる場合は上記標準条件と異なり、重りの重量のみを変更して同様に測定した。勿論第1層と第2層又は第3層との接触状態と第1層同士及び第2層又は第3層同士の面を合わせて、該合わせ面を測定評価した。
【0026】
[ヘイズ]
JIS K6714に基づき評価した。
【0027】
[高温融着性]
縦横7cmのフィルムを第1層同士を合わせて5cm三方を完全密封ヒートシールし、次いで水2gを軽量充填した後に、開放部をヒートシールして、シール内寸法が5cm角になるようにして、クリップ止めした。該水充填袋を90℃の熱湯に30分間浸漬した後に取り出し、クリップ止めした箇所の袋フィルム内面が融着していないかを確認した。
【0028】
[ラミネート強度]
本発明フィルムとポリエステルフィルムとをポリエステルポリウレタン樹脂を用いて接着し、45℃で48時間エージングした。両面間の接着威力を測定した。
その後フィルムのラミネート面に有機溶剤を適量付着させ面間を部分的に剥離し、次いでこのきっかけ部分からフィルムを剥離して剥用強度を測定した。
【0029】
[口開き性]
10cm角のフィルムを第1層同士合わせて2セット重ね、下部の支持台と上部のアルミニウム板の間に挿入し、アルミニウム板の上に重さ1kgの重りを乗せて温度40℃の環境内に3日間放置した後に取り出し、重ねたフィルムのスライド方向の面間剥離力を測定した。特別に荷重依存性などを調べる場合は上記標準条件とは重りの重量のみを変更して同様に測定した。
【0030】
[耐スクラッチ性]
第1層を金属台の上に固定し、上部には摺動子にゴム板を装着して、荷重500gをかけて5往復摺動し、フィルムのヘイズ変化を測定した。
【0031】
[ヒートシール強度]
JIS K6723に準拠して、測定フィルム巾は15mmに切断し、シール圧力を1MPa、シール時間を1秒間とし、剥離角度を90度に保ち、剥離速度を200mm/分に設定して測定した。
【0032】
以下、本発明のフィルムに関して実施例を用いて説明する。
【実施例1】
【0033】
メルトインデックス7.0、密度0.910g/cm3の線状ポリエチレンを第1層及び第2層に使用し、3色印刷したナイロン6フィルムの印刷面に先ず第2層を溶融押出ラミネートし、次いで第2層面に引き続いて第1層を溶融押出するタンデム方式でラミネートした。第2層にはA、B及びCをそれぞれ0ppmとして、厚みを20μmとした。
ここで、定形有機系粒子Aには、ポリメチルメタクリレート球状粒子(日本触媒社製、ポリメタクリル酸メチル系架橋物、ポリスターMA1010)を用いるようにしている。
また、不定形無機系粒子Bには、珪藻土(白石カルシウム社製、ST−C499)を用いるようにしている。
A、Bの粒子の平均粒径は、それぞれ、10.0μm、9.8μmである。
また、Bの20μmを超える粗大粒子の混在比率は、該不定形粒子の全量に対して15容積%であり、且つ、65μmを超える粒径のものが実質的に含まれないものであった。
そして、A、Bの粒子には、以下の実施例及び参考例を含めて、特記する場合を除き、同じものを用いるようにしている。
また、Cには、以下の実施例及び参考例を含めて、特記する場合を除き、エルカ酸アミドを用いるようにしている。
第1層はA、B及びCを表1のように変更し、該混合樹脂を厚みが30μmに調節した。
一方比較例1は実施例1と同様の線状ポリエチレンを使用して、第1層及び第2層に粒径5μmの不定形シリカを5,000ppm混合し、更にステアリン酸アミドを500ppm混合した。
第1層及び第2層は本実施例と同様の順序で3色印刷したナイロン6フィルムの印刷面にタンデム溶融押出ラミネートした。第1層及び第2層の厚み構成は本実施例と同様とした。
比較例2は比較例1の第1層面に澱粉の表面にシリコンを付着させた粉末を散布した。
本実施例及び比較例共にラミネート後引き続いて40℃で48時間エージングした後、第1層面の該線状ポリエチレン面の特性を表1に示す。
【0034】
【表1】
【0035】
本発明フィルムは比較例1と比較して、明らかに優れた滑性、アンチブロッキング性並びに90℃、30分加熱水中で殺菌処理した後の第1層面の耐熱融着特性を示すと共に、口開き性も良好で、1kg加重下で1ヶ月間の加圧保管後も簡単に口開きができた。
更にこのような易滑性、アンチブロッキング性を示した上で、本来問題となるラミネート強度、ヒートシール強度も全く経時変化もなく安定した長期品質保証性を示した。
比較例1は滑性、アンチブロッキング性が悪く、比較例2のように滑剤散布が必要であることが認められる。しかも、印刷後の摩擦係数の変化を示す表6(以下の実施例及び参考例を含む。)に示すように、3色印刷後に著しい摩擦係数の増加がみられた。印刷を実施しなかったラミネートフィルムの摩擦係数は前者が0.23、後者が0.21であり、無色ラミネート品と3色印刷ラミネート品の摩擦係数上昇比はそれぞれ1.04及び1.24であった。比較例1は無色ラミネート品の摩擦係数が0.75であり、摩擦係数上昇比は2.08であった。比較例2は粉末散布で滑性は改良できたものの、耐スクラッチ性が悪く、また90℃における加熱殺菌処理においては、部分的に熱融着が認められ、散布した滑剤粒子が全くまんべんなく散布付着ができないことによるものと考えられる。またヒートシール性はいくらか悪くなり、且つ密封性は内容物の2週間後における加圧浸み出しテストから明らかに悪化していることが認められた。また製膜時の巻取性は明らかに比較例では滑り不良と空気の流通性が悪いために、巻取時の随伴流空気の巻込みによる小窪状の凹凸の発生、巻皺の発生が認められ、フィルム厚み斑が少しでも悪い場合は斜め皺が生じた。また再度次の加工工程で巻戻する場合に、フィルムロールが軽いブロッキング状態になり、剥離強度が高く、剥離音と共に剥離強度のバラツキで巻戻しテンション変動を誘発し、また剥離強度が本発明フィルムより明らかに高いために剥離帯電し、加工時の静電気トラブルの原因ともなることが認められた。
滑剤粉末を散布した比較例2ではこの種の問題はなかったが、上記の問題点と共に加工機でのガイド板など機械設備の汚染を避けることはできなかった。
【実施例2】
【0036】
メルトインデックス10.0g/10分、密度0.9080g/cm3の線状ポリエチレンを第1層に使用し、Aが2,500ppm、Bが1,000ppm及びCが1,300ppmとした。
A、Bの粒子の平均粒径は、それぞれ10.0μmである(以下の実施例及び比較例も同様。)。
第2層はメルトインデックス7.0g/10分、密度0.918g/cm3の線状ポリエチレンを使用し、A、B及びCはそれぞれ0ppmとした。
先ず第2層を3色印刷したナイロン6フィルムの印刷面に20μmの厚みに調節して溶融押出ラミネートした。引き続いて第1層を該第2面上に30μmの厚みに調整してタンデム方式で溶融押出ラミネートした。
比較例3は実施例2と同様の線状ポリエチレン樹脂を使用し、実施例2と同様に3色印刷したナイロン6フィルムの印刷面に溶融押出ラミネートを施した。第1層には不定形シリカ5μmを5,000ppm混合し、更にオレイン酸アミドを1,000ppm混合した。第2層は第1層と同様の処方とした。比較例4は比較例3の第1層面に澱粉の表面のシリコンを付着させた滑剤粉末を散布した。
ラミネート後、40℃で48時間エージングした後の該複合線状ポリエチレン面の特性を表2に示す。本実施例及び比較例3において無色ラミネート品の摩擦係数はそれぞれ0.28及び0.65であり、摩擦係数上昇比は前者が1.11、後者は1.81であった。
【0037】
【表2】
【0038】
本発明フィルムは比較例3と比較して、明らかに優れた滑性、アンチブロッキング性並びに90℃で30分加熱水中で殺菌処理した後の第1層面の耐熱融着特性を示すと共に、口開き性も良好で、95℃、30分加熱水中での耐熱融着性はなく良好であった。また1kg加重で1ヶ月間の加圧保管後も簡単に口開きができた。
第1層面は滑剤粉末を散布しなくても本発明の主要目的は勿論、巻取性、製袋性も良好であった。
更にこのような易滑性、アンチブロッキング性を示した上で、本来問題となるラミネート強度、ヒートシール強度も全く経時変化もなく安定した長期品質保証性を示した。
比較例3は滑性、アンチブロッキング性が悪く、特に3色印刷後に著しい摩擦係数の増加がみられた。このため、滑性を改良するために比較例4のように滑剤散布が必要であることが認められる。しかしながら90℃における加熱殺菌処理においては、実施例1で使用した線状ポリエチレンよりも一層低融点であるだけに部分的に熱融着が認められ、散布した滑剤粒子だけでは完全な加熱融着ブロッキングを防止することは困難であることが理解できた。またヒートシール性はいくらか悪くなり、且つ密封性は内容物の2週間後における加圧浸み出しテストから明らかに悪化していることが認められた。また製膜時の巻取性は明らかに比較例3では滑り不良と空気の流通性が悪いために、巻取時の随伴流空気の巻込みによる小窪状の凹凸が発生、巻皺の発生が認められ、フィルム厚み斑が少しでも悪い場合は斜め皺が生じた。また再度次の加工工程で巻戻する場合に、フィルムロールが軽いブロッキング状態になり、剥離強度が高く、剥離音と共に剥離強度のバラツキで巻戻しテンション変動を誘発する現象がみられた。また剥離強度が本発明フィルムより明らかに高いために剥離帯電し、加工時の静電気トラブルの原因ともなることが認められた。
滑剤粉末を散布した比較例4ではこの種の問題はなかったが、加工機でのガイド板など機械設備の汚染を避けることはできなかったことと上記の欠点が認められた。
【実施例3】
【0039】
メルトインデックス10.0g/10分、密度0.9080g/cm3の線状ポリエチレンを第1層に使用し、A、B及びCを表3に記載の通り変更した。
一方第2層は密度が0.920g/cm3の線状ポリエチレン樹脂を使用し、該層にはAを200ppm、Bを400ppm、Cを400ppmに混合した。該第1層及び第2層は厚みが前者が30μm、後者も30μmになるように調節して3色及び5色印刷したナイロン6フィルムに溶融共押出ラミネートした。
比較例5は本実施例と同様の線状ポリエチレン樹脂構成とし、第1層には不定形シリカ5μmを1,000ppm混合し、更にエルカ酸アミドを1,000ppm混合した。第2層は不定形シリカを500ppm、エルカ酸アミドを500ppm混合した以外は実施例3と同様に3色印刷したナイロン6フィルムの印刷面とラミネートした。
比較例6は比較例5のフィルムに更に澱粉の表面のシリコンを付着させた滑剤粉末を散布した。
ラミネート後引き続いて40℃で48時間エージングした後の該線状ポリエチレンの第1層面の特性を表3に示す。本実施例及び比較例5において無色ラミネート品の摩擦係数はそれぞれ0.27及び0.69であり、摩擦係数上昇比は前者の3色印刷品が1.00、5色印刷品が1.56であり、後者の3色印刷品が1.75、5色印刷品が2.28であった。
【0040】
【表3】
【0041】
表3から明らかなように、摩擦係数、ブロッキング挙動が変化することが理解できる。
本発明品は極めて安定した摩擦特性、アンチブロッキング性を実現し、昨今の多色印刷要求にも安定した品質の線状ポリエチレンフィルム及びそのラミネート物を提供できることが実証された。
本実施例は滑剤粉末を散布しなくても主目的の特性は勿論のこと、巻取性、製袋性も良好であった。
ブロッキング性も著しく改良されるため袋の口開き性も良好で消費者が開封しやすく、また難滑性によるフィルム面間のスクラッチ傷による透明性悪化も防止できた。
加熱ボイル適性も優れ、滑剤粉末を完全に使用しなくても実用化できる技術が完成した。
【実施例4】
【0042】
メルトインデックス7.0、密度0.918g/cm3の線状ポリエチレンを第1層に使用し、A、B及びCを表4のように変更した。Cとしてはエルカ酸アミドを用いた。
一方第2層はAが0ppm、Bが0ppmの濃度とし、Cが0ppmとした。
本フィルムは第1層が30μmであり、第2層は20μmの構成にした。第2層面のみにコロナ放電処理をして、表面張力を40mN/mに調節して、3色印刷したナイロン6フィルムの印刷面と第2層面とをドライラミネートした。
比較例7及び8は本実施例においてA及びBの添加量が本発明の範囲外の濃度にした場合の例を示す。
該フィルムとラミネート後引き続いて40℃で48時間エージングした後の該線状ポリエチレンの第1層面の特性を表4に示す。本実施例の(1)及び(2)の無色ラミネート品の摩擦係数はそれぞれ0.28及び0.24であり、摩擦係数上昇比はそれぞれ1.04及び1.08であった。比較例7及び8において無色ラミネート品の摩擦係数はそれぞれ0.92及び0.10であり、摩擦係数上昇比は前者が1.20及び2.20であった。
【0043】
【表4】
【0044】
表4に示すように比較例7及び8に比較して良好な特性を示すが、A及びBの合計添加量が3,000ppm未満では、特に本実施例のように多色印刷においてアンチブロッキング性、滑性及び耐高温融着性に不安を残すなど特異的な欠陥が顕在化することがわかった。
またA及びBの合計添加量が7,000ppmを越えると比較例8に示すように滑性、アンチブロッキング性、耐高温融着性が優れるものの、耐スクラッチ性、内容物浸出がみられるようにヒートシール部の密着性が悪化する傾向がみられる。またフィルム表面の粗度が大きくなるために低温度でのヒートシール性が悪化する。
【実施例5】
【0045】
メルトインデックス10.0g/10分、密度0.910g/cm3の線状ポリエチレンを第1層に使用し、Aが3,000ppm、Bが1,200ppmの濃度とCは850ppmの濃度に調合した。
一方第2層はAが0ppm、Bが500ppmの濃度とし、Cを50ppmの濃度にした。
本フィルムは第1層及び第2層共に30μmの構成にした。
そして、図2に示すように、第2層2を、第3層3となる3色印刷したナイロン6フィルムの印刷層4の印刷面にドライラミネートした。
引き続いて、外面上に第1層を溶融押出ラミネートした後、引き続いて40℃で48時間エージングした後の該線状ポリエチレン面の第1層の特性を表5に示す。
本実施例では表5に示すようにAとBのサイズをそれぞれ変更した。
比較例9及び10は本発明の範囲外の粒子サイズの添加剤を使用した場合の例を示した。得られたラミネートフィルムの特性を表5に示す。本実施例及び比較例9及び10において無色ラミネート品の摩擦係数はそれぞれ0.12、0.62、0.07であり、摩擦係数上昇比はそれぞれ1.08、1.44、1.43であった。
【0046】
【表5】
【0047】
上記結果よりAのサイズはほぼ5μm未満ではブロッキング問題が顕在化し、摩擦係数特に多色印刷後の特性が悪く、口開き性、耐スクラッチ性などが悪く実用上好ましくない結果となった。またAの大きさが15μmを超え、且つBの大きさが20μmを超えた場合は、滑性特に多色印刷後の特性、アンチブロッキング性、耐熱性は優れているものの、耐スクラッチ性、ラミネート強度、ヒートシール強度が低下するために特性バランスから実用性に乏しくなる。
【0048】
【表6】
【0049】
以上のように本発明により、以下の効果がもたらされることを確認した。
【0050】
透明性:本来易滑性、アンチブロッキング性を改良するためにはその反対に透明性が悪化する。本発明は可視光線領域の波長をよく透過する滑剤構成が得られたために透明性の悪化は最小限にした上で、表記の通りの面特性が得られた。
【0051】
アンチブロッキング性:本発明では滑剤粉末の散布がなくても十分な滑性とアンチブロッキング性が多色印刷においても達成できた。この結果長期の保管、在庫、流通条件の変動に対してオールシーズンの品質安定性が確保できることがわかった。
特に多色印刷で滑性、アンチブロッキング性が良好であることは、本発明により初めて得られた特性である。印刷がない場合は、多色印刷品で得られた特性を凌ぐことは無論である。
【0052】
耐熱性:加熱水による殺菌処理において袋内面同士の融着ブロッキングは滑剤粉末を行わない本発明品で安定した結果が得られた。このために滑剤粉末を使用しなくても高温熱水処理も可能であり滑剤粉末の食品への移行もなく安心、安全を確保した包装体を提供できることがわかった。
【0053】
ラミネート強度:易滑性を得るために多量の滑剤を使用すると、特に長期経時によりラミネート強度が低下する問題が深刻である。
本発明品は第2層の滑剤設計が適正であるために、易滑性、アンチブロッキング性、良好な巻取性を確保した上で1年間の評価結果より長期安定した品質が確立できたことが証明できた。
【0054】
口開き性:この問題は線状ポリエチレンフィルム単独では良好な特性を示す場合でも、多色印刷、ラミネート加工により著しく悪化する。
本発明品は5色印刷でも容易な口開き性を示し、消費者が開封しやすいことを確認した。
【0055】
耐スクラッチ性:実施例及び比較例より明らかな通り、滑剤粉末を散布しないため極めてスクラッチが発生しにくい利点が認められた。滑剤粉末は滑性、アンチブロッキング性を改良するものの、フィルム表面に擦傷を発生させ、耐スクラッチ性では明らかに劣ることが実証された。
【0056】
内容物の浸み出しテスト:袋に充填した液状内容物は充填直後は確認できなかったが、2週間加圧状態で吸取紙上に放置したテストから、内容物が凍み出てくることが確認できた。
滑剤粉末を使用する場合は全ての袋から浸み出ることはなかったが、100袋中3袋から浸み出し、更に圧力を5kgかけた場合は100袋中12袋から浸み出した。
本発明品は滑剤粉末を全く使用していないため、袋のヒートシール巾、約10mmが完全に夾雑物がない完全密封状態であるために全て浸み出しが認められなかった。
【0057】
以上、本発明について説明したが、本発明は上記実施例に記載した構成に限定されるものではなく、その趣旨を逸脱しない範囲において適宜その構成を変更することができるものである。
【産業上の利用可能性】
【0058】
本発明の線状ポリエチレンフィルムは、高速充填包装性、低温シール性を要求しながら矛盾する高温殺菌処理などで求められる耐熱性との両立、非汚染性、安全性、省材料化などの要求を満足できるものであることから、食品、飲料、医薬品、工業用製品、繊維製品包装などの各種用途に好適に用いることができる。
【符号の説明】
【0059】
1 ヒートシール層(第1層)
2 線状ポリエチレン樹脂層(第2層)
3 第3層
4 印刷層
【特許請求の範囲】
【請求項1】
少なくとも2層からなる線状ポリエチレンフィルムにおいて、該フィルムのヒートシール面を構成するヒートシール層が、粒子の平均粒径が5〜15μmの範囲にある定形有機系粒子Aと、粒子の平均粒径が3〜20μmの範囲にある不定形無機系粒子Bと、炭素数が16以上である成分が60%以上である脂肪酸アミド系及び/又は脂肪酸エステル系滑剤Cとが、ヒートシール層の全量基準で、定形有機系粒子A及び不定形無機系粒子Bの合計で3,000〜7,000ppm、滑剤Cが60〜1,000ppmの範囲で混合された線状ポリエチレン樹脂からなり、ヒートシール層のヒートシール面の反対面に、第2の線状ポリエチレン樹脂層を有してなることを特徴とする線状ポリエチレンフィルム。
【請求項2】
前記第2の線状ポリエチレン樹脂層が、定形有機系粒子A及び不定形無機系粒子Bの合計で0〜1,500ppm、滑剤Cが0〜400ppmの範囲で混合された線状ポリエチレン樹脂からなることを特徴とする請求項1記載の線状ポリエチレンフィルム。
【請求項3】
ヒートシール層を構成する線状ポリエチレンの密度が0.890〜0.940g/cm3の範囲にあり、第2の線状ポリエチレン樹脂層を構成する線状ポリエチレンの密度が0.890g/cm3以上であることを特徴とする請求項1又は2記載の線状ポリエチレンフィルム。
【請求項4】
請求項1、2又は3記載の線状ポリエチレンフィルムを使用して、2色以上の多色印刷をした印刷フィルムとラミネート又は印刷及び他の素材とラミネートした後のヒートシール面の摩擦係数が、請求項1、2又は3の線状ポリエチレンフィルムを無色印刷フィルムとラミネート後のヒートシール面の摩擦係数に対して2.0倍以下で、且つ最大摩擦係数が0.55以下であることを特徴とする請求項1、2又は3記載の線状ポリエチレンフィルム。
【請求項1】
少なくとも2層からなる線状ポリエチレンフィルムにおいて、該フィルムのヒートシール面を構成するヒートシール層が、粒子の平均粒径が5〜15μmの範囲にある定形有機系粒子Aと、粒子の平均粒径が3〜20μmの範囲にある不定形無機系粒子Bと、炭素数が16以上である成分が60%以上である脂肪酸アミド系及び/又は脂肪酸エステル系滑剤Cとが、ヒートシール層の全量基準で、定形有機系粒子A及び不定形無機系粒子Bの合計で3,000〜7,000ppm、滑剤Cが60〜1,000ppmの範囲で混合された線状ポリエチレン樹脂からなり、ヒートシール層のヒートシール面の反対面に、第2の線状ポリエチレン樹脂層を有してなることを特徴とする線状ポリエチレンフィルム。
【請求項2】
前記第2の線状ポリエチレン樹脂層が、定形有機系粒子A及び不定形無機系粒子Bの合計で0〜1,500ppm、滑剤Cが0〜400ppmの範囲で混合された線状ポリエチレン樹脂からなることを特徴とする請求項1記載の線状ポリエチレンフィルム。
【請求項3】
ヒートシール層を構成する線状ポリエチレンの密度が0.890〜0.940g/cm3の範囲にあり、第2の線状ポリエチレン樹脂層を構成する線状ポリエチレンの密度が0.890g/cm3以上であることを特徴とする請求項1又は2記載の線状ポリエチレンフィルム。
【請求項4】
請求項1、2又は3記載の線状ポリエチレンフィルムを使用して、2色以上の多色印刷をした印刷フィルムとラミネート又は印刷及び他の素材とラミネートした後のヒートシール面の摩擦係数が、請求項1、2又は3の線状ポリエチレンフィルムを無色印刷フィルムとラミネート後のヒートシール面の摩擦係数に対して2.0倍以下で、且つ最大摩擦係数が0.55以下であることを特徴とする請求項1、2又は3記載の線状ポリエチレンフィルム。
【図1】

【図2】
【図3】
【図4】

【図2】
【図3】
【図4】
【公開番号】特開2013−95066(P2013−95066A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−240327(P2011−240327)
【出願日】平成23年11月1日(2011.11.1)
【出願人】(507110073)有限会社テクノワールド (6)
【出願人】(591230664)丸東産業株式会社 (9)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年11月1日(2011.11.1)
【出願人】(507110073)有限会社テクノワールド (6)
【出願人】(591230664)丸東産業株式会社 (9)
【Fターム(参考)】
[ Back to top ]