
線状物の加工装置
【課題】線状物の熱劣化を最小限にできる線状物の加工装置を提供する。
【解決手段】線状物の加工装置1は、送出ロール12とトンネル炉30とスリットと変位機構40と制御装置とを備えている。トンネル炉30は、電線5を加熱された内部に通して電線5の外表面に付着した着色材を乾燥させる。スリットは、トンネル炉30に設けられて電線5のトンネル炉30内に位置付けられた部分をトンネル炉30外に変位可能にする。変位機構40は、電線5のトンネル炉30内に位置付けられた部分を電線の移動方向Pに直交(交差)する方向C1(C、C2)に沿ってトンネル炉30内とトンネル炉30外とに亘って変位させる。制御手段は、送出ロール12が電線5を移動させるときは電線5をトンネル炉30内に位置付け、送出ロール12が電線5の移動を停止させるときは電線5をトンネル炉30外に位置付けるように変位機構40を制御する。
【解決手段】線状物の加工装置1は、送出ロール12とトンネル炉30とスリットと変位機構40と制御装置とを備えている。トンネル炉30は、電線5を加熱された内部に通して電線5の外表面に付着した着色材を乾燥させる。スリットは、トンネル炉30に設けられて電線5のトンネル炉30内に位置付けられた部分をトンネル炉30外に変位可能にする。変位機構40は、電線5のトンネル炉30内に位置付けられた部分を電線の移動方向Pに直交(交差)する方向C1(C、C2)に沿ってトンネル炉30内とトンネル炉30外とに亘って変位させる。制御手段は、送出ロール12が電線5を移動させるときは電線5をトンネル炉30内に位置付け、送出ロール12が電線5の移動を停止させるときは電線5をトンネル炉30外に位置付けるように変位機構40を制御する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一方向に沿って移動する線状物の外表面に付着した着色材を乾燥させる線状物の加工装置に関する。
【背景技術】
【0002】
移動体としての自動車等には、種々の電子機器が搭載される。このため、前記自動車等は、前記電子機器に電源等からの電力やコンピュータ等からの制御信号等を伝えるために、ワイヤハーネスを配索している。ワイヤハーネスは、複数の電線と、該電線の端部等に取り付けられたコネクタ等を備えている。
【0003】
電線は、導電性の芯線と、該芯線を被覆する絶縁性の合成樹脂からなる被覆部とを備えている。電線は、所謂被覆電線である。コネクタは、端子金具と、該端子金具を収容するコネクタハウジングとを備えている。端子金具は、導電性の板金等からなり、電線の端部に取り付けられてこの電線の芯線と電気的に接続する。コネクタハウジングは、絶縁性の合成樹脂からなり箱状に形成されている。ワイヤハーネスは、コネクタハウジングが前述した電子機器等と結合することにより、端子金具を介して各電線が前述した電子機器と電気的に接続して、前述した電子機器に所要の電力や信号を伝える。
【0004】
前述したワイヤハーネスの電線は、芯線の大きさ、被覆部の材質(耐熱性の有無等)や使用目的等を識別する必要がある。使用目的とは、例えば、エアバックやABS(Antilock Brake System)等の制御信号や、動力伝達系統等の電線が用いられる自動車の系統(システム)である。そこで、ワイヤハーネスに用いられる電線は、前述した使用目的(系統)等を識別するために、外表面が所望の色に着色されている。
【0005】
前記ワイヤハーネスを組み立てる際には、まず、ローラに巻き取られた長尺の電線の外表面を所望の色に着色しかつ該電線を所定の長さに切断し、該電線の端部等の被覆部を除去(皮むき)して端子金具を取り付ける。そして、必要に応じて電線同士を接続する。その後、端子金具をコネクタハウジング内に挿入する。こうして、前述したワイヤハーネスが組み立てられる。
【0006】
前述したように長尺の電線の外表面を着色して該電線を所定の長さに切断する際には、電線の着色装置が用いられている(例えば、特許文献1及び2参照)。この種の電線の着色装置は、装置本体としてのフレームと、ガイドロールと、送出ロールと、着色手段と、切断手段とを少なくとも備えている。
【0007】
ガイドロールは、フレームの一端部に回転自在に支持され、切断前の長尺の電線を巻き付けている。送出ロールは、フレームの他端部に回転自在に支持されて、一対設けられている。一対の送出ロールは、互いの間に電線を挟み込んで、電線の長手方向に沿って電線を引っ張って該電線を移動させる。着色手段は、ガイドロールと送出ロールとの間に設けられている。切断手段は、送出ロールよりも電線の移動方向の下流側に設けられている。
【0008】
前述した電線の着色装置は、一対の送出ロールが断続的に回転することで電線を所定の長さずつ断続的に移動させる。そして、電線が移動しているときに、着色手段によって電線の外表面に着色材が付着されて電線が着色される。また、電線の移動が停止しているときに、切断手段によって電線が切断される。
【0009】
このように着色された電線を乾燥させる、即ち、電線の外表面に付着した着色材を乾燥させるために、前述した特許文献1及び2に記載された電線の着色装置は、ダクトを備えている。ダクトは、着色手段よりも電線の移動方向の下流側に設けられ、着色手段と送出ロールの間に設けられている。ダクトは、長尺な筒状に形成され、内側に着色された電線を通す。ダクトには、真空ポンプ等の気体吸引手段が連結している。気体吸引手段は、ダクト内の気体を吸引する。このダクト内を通り抜ける間に、電線の外表面に付着した着色材が乾燥する。
【0010】
近年、このような電線の着色装置の生産効率を向上させるために、電線の移動速度をより高速にしている。このため、より短時間で着色材を乾燥させるために、例えば、ダクト内に温風(例えば約60℃)を供給する温風供給手段を連結させている。
【特許文献1】特開2007−149422号公報
【特許文献2】特開2005−11706号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
しかしながら、電線の移動速度によっては、前述した温風供給手段を連結させたダクトでは確実に着色材を乾燥させることが難しいことがある。例えば、電線の移動速度を約5m/sにすると、ダクトの長さにもよるが、前述したダクトでは着色材を確実に乾燥させることが難しい。
【0012】
そこで、例えば、前述したダクトをより長尺にすることが考えられる。しかし、ダクトを長尺にすると装置が大型化(長尺化)し、装置を設置するために広いスペースが必要になる。また、他の手段としては、前述したダクト内の温度を上げることが考えられる。しかしこの場合、例えば電線を切断する際等に電線の移動が停止すると、電線の一部が高温のダクト内に停滞して電線の被覆部が熱によって劣化したり溶融したりする、即ち、電線が熱劣化する虞があった。
【0013】
本発明は、このような問題を解決することを目的としている。即ち、本発明は、線状物の熱劣化を最小限にできる線状物の加工装置を提供することを目的としている。
【課題を解決するための手段】
【0014】
前記課題を解決し目的を達成するために、請求項1に記載された発明は、一方向に沿って移動する線状物の外表面に付着した着色材を乾燥させる線状物の加工装置において、前記線状物を該線状物の長手方向に沿って移動させる移動手段と、前記線状物を加熱された内部に通して、前記線状物の外表面に付着した前記着色材を乾燥させる乾燥部と、前記乾燥部に設けられ、前記線状物の前記乾燥部の内側に位置付けられた部分を内部に通して前記乾燥部の外側に変位可能にする電線通し部と、前記線状物の前記乾燥部の内側に位置付けられた部分を、前記線状物通し部を通して前記線状物の移動方向に交差する方向に沿って前記乾燥部の内側と前記乾燥部の外側とに亘って変位させる変位手段と、前記移動手段が前記線状物を移動させるときは前記線状物を前記乾燥部の内側に位置付け、かつ、前記移動手段が前記線状物の移動を停止させるときは前記線状物を前記乾燥部の外側に位置付けるように前記変位手段を制御する制御手段と、を備えたことを特徴とした線状物の加工装置である。
【0015】
請求項2に記載された発明は、請求項1に記載された線状物の加工装置において、前記乾燥部が筒状に形成され、前記線状物通し部が、前記乾燥部の長手方向全長に亘って該乾燥部の外壁を切り欠いて形成されたことを特徴とした線状物の加工装置である。
【0016】
請求項3に記載された発明は、請求項1または請求項2に記載された線状物の加工装置において、前記変位手段が、前記乾燥部の両端に回転自在に設けられ、互いの間に前記線状物を掛け渡す少なくとも一対のプーリと、前記一対のプーリを前記線状物の移動方向に交差する方向に変位させて、前記線状物の前記一対のプーリ間に掛け渡された部分を前記乾燥部の内側と前記乾燥部の外側とに亘って変位させる変位部と、を備えたことを特徴とした線状物の加工装置である。
【0017】
請求項4に記載された発明は、請求項1ないし請求項3のうちいずれか一項に記載された線状物の加工装置において、前記線状物を所定の長さに切断する切断手段を備え、前記制御手段が、前記線状物の移動が停止して前記線状物が前記乾燥部の外側に位置付けられているときに前記線状物を切断するように前記切断手段を制御することを特徴とした線状物の加工装置である。
【発明の効果】
【0018】
請求項1に記載された発明によれば、線状物が移動しているときは線状物が乾燥部の内側に位置付けられ、線状物の移動が停止しているときは線状物が乾燥部の外側に位置付けられる。したがって、線状物が加熱された乾燥部の内部に停滞することがなく、線状物の熱劣化を最小限にできる。これによって、乾燥部の内部をより高温にすることができるので、着色材をより短時間で確実に乾燥できるとともに、着色材を電線の外表面により堅牢に定着させることができる。
【0019】
請求項2に記載された発明によれば、線状物通し部を通して、線状物の乾燥部の内側に位置付けられた部分を確実に乾燥部の外側に変位させることができる。
【0020】
請求項3に記載された発明によれば、一対のプーリを変位部で変位させることによって、線状物の一対のプーリ間に掛け渡された部分を乾燥部の内側と乾燥部の外側とに亘って確実に変位させることができる。
【0021】
請求項4に記載された発明によれば、着色された電線の乾燥と電線の切断とを一つの装置で行うことができる。また、線状物を切断するときに線状物が乾燥部の内側に停滞することがなく、線状物を切断するときの線状物の熱劣化を確実に防止できる。
【発明を実施するための最良の形態】
【0022】
以下、本発明の一実施形態にかかる線状物の加工装置(以下、単に加工装置という)を図1ないし図7を参照して説明する。本発明の一実施形態にかかる加工装置1は、一方向に沿って移動する線状物としての電線5の外表面5aを着色し、電線5の外表面5aに付着した着色材を乾燥させた後に、この電線5を所定の長さに切断する装置である。
【0023】
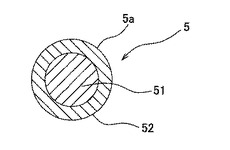
電線5は、図3に示すように、導電性材料で構成された芯線51と、絶縁性材料で構成された被覆部52とを備えている。芯線51は、複数の素線(図示せず)が撚られて形成されている。素線は、例えば、銅やアルミニウム等の導電性の金属で構成されている。なお、芯線51は、一本の素線から構成されていてもよい。
【0024】
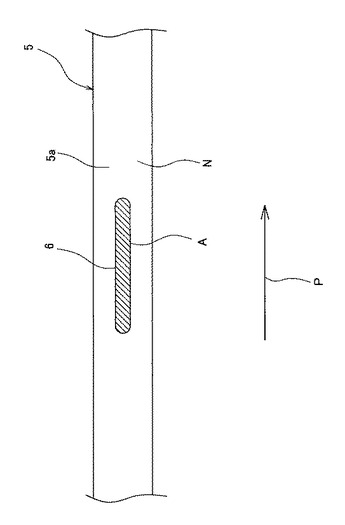
被覆部52は、例えば、ポリ塩化ビニル樹脂やポリプロピレン系樹脂等の絶縁性の合成樹脂で構成されている。被覆部52は、芯線51を被覆している。このため、被覆部52の外表面は、電線5の外表面5aをなしている。電線5の端部では、一部の被覆部52が皮剥きされて除去され、芯線51が露出する。このような被覆部52は、単色Nとされている(図4中、白抜きで示す)。なお、被覆部52を構成する合成樹脂に所望の着色剤を混入することで電線5の外表面5aを単色Nにしてもよく、また、被覆部52を構成する合成樹脂に着色剤を混入することなく単色Nを合成樹脂自体の色としてもよい。
【0025】
電線5の外表面5aが着色されると、電線5の外表面5aには、例えば、図4に示すような印6が形成される。印6の色は、色A(図4中、平行斜線で示す)である。色Aは、単色Nとは異なる。印6は、予め定められたパターンにしたがって、その形状や配置(電線5上の位置)等が決定される。
【0026】
前述した電線5は、後述する切断機構14によって所定の長さで切断された後、複数束ねられるとともに端部等にコネクタ等が取り付けられて、ワイヤハーネスを構成する。そして、コネクタが自動車等の各種の電子機器のコネクタにコネクタ結合して、ワイヤハーネス即ち電線5は、各電子機器に各種の信号や電力を伝える。
【0027】
また、前述した電線5の印6の色Aを種々の色に変更することにより、電線5同士を識別可能としている。印6の色Aは、ワイヤハーネスの電線5の線種、系統(システム)の識別等を行う際の目印となる。即ち、前述した電線5の印6の色Aは、ワイヤハーネスの各電線5の使用目的を識別するために用いられる。
【0028】
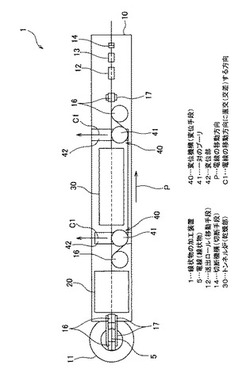
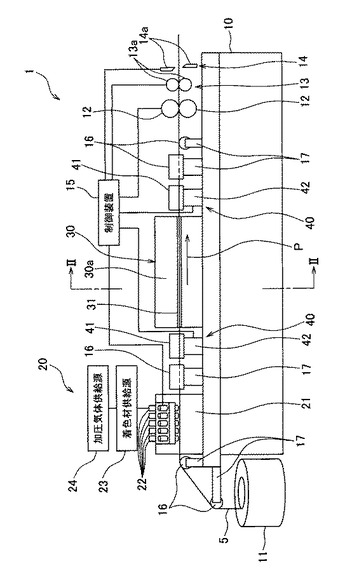
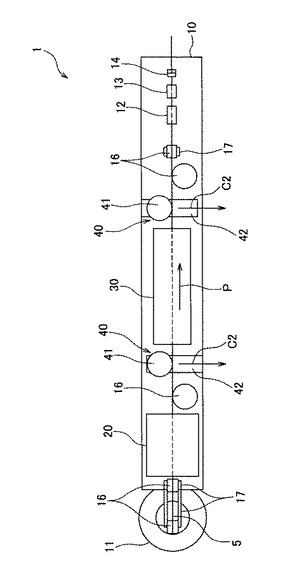
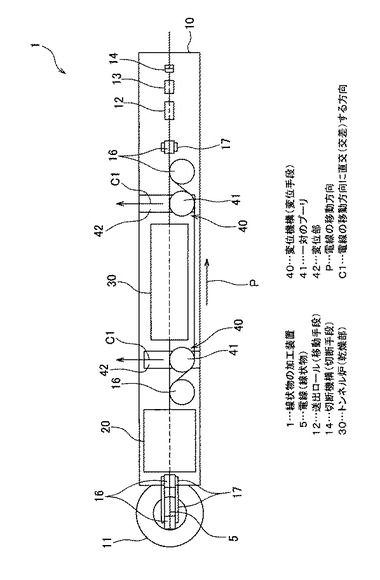
加工装置1は、図1に示すように、装置本体としてのフレーム10と、ガイドロール11と、移動手段としての送出ロール12と、着色ユニット20と、乾燥部としてのトンネル炉30と、変位手段としての変位機構40と、エンコーダ13と、切断手段としての切断機構14と、制御手段としての制御装置15とを備えている。
【0029】
フレーム10は、工場等のフロア上等に設置される。フレーム10は、水平方向に延びている。ガイドロール11は、工場等のフロア上等に載置され、フレーム10の一端部側に配されている。ガイドロール11は、長尺でかつ印6が形成されていない電線5を巻いている。ガイドロール11は、着色ユニット20とトンネル炉30とエンコーダ13とに順に、電線5を送り出す。
【0030】
送出ロール12は、フレーム10の他端部に一対設けられている。一対の送出ロール12は、鉛直方向に沿って並んでおり、図示しない支持フレームによってフレーム10に回転自在に支持されている。送出ロール12は、図示しないモータ等の駆動源によって、互いに逆方向に同回転数で回転駆動される。一対の送出ロール12は、互いの間に電線5を挟み、電線5をこの電線5の長手方向に沿ってガイドロール11から引っ張って、電線5の長手方向に沿って電線5を移動させる。
【0031】
前述した送出ロール12は、電線5の長手方向に沿って電線5を移動させることによって、電線5と後述する着色ノズル22とを電線5の長手方向に沿って相対的に移動させる。さらに、送出ロール12は、制御装置15に接続されて該制御装置15からの信号によって回転及び停止を繰り返すことによって、電線5の長手方向に沿って電線5を断続的に移動させる。電線5は、ガイドロール11から送出ロール12に向かって矢印Pに沿って移動する。矢印Pは、電線の移動方向Pをなしている。矢印Pに沿って移動する電線5の移動速度は、例えば、1〜5m/sとされている。
【0032】
また、前述したガイドロール11と送出ロール12の間には、電線5を矢印Pに沿って案内する複数の案内ローラ16が設けられている。案内ローラ16は、図示例では5つ設けられている。案内ローラ16は、それぞれ、案内ローラ16支持フレーム10によってフレーム10に回転自在に支持されている。案内ローラ16は、その外周面が電線5の外表面5a(外周面)と接触することによって、電線5が電線の移動方向Pから脱落しないように電線5を案内する。
【0033】
着色ユニット20は、図1に示すように、ユニット本体21と、複数の着色ノズル22と、複数の弁(図示せず)と、複数の着色材供給源23と、加圧気体供給源24とを備えている。ユニット本体21は、フレーム10に固定されている。ユニット本体21は、複数の着色ノズル22を支持する。
【0034】
複数の着色ノズル22は、電線の移動方向Pに沿って並んでいる。これら着色ノズル22は、ガイドロール11の送出ロール12側に設けられ、ガイドロール11と送出ロール12の間に設けられている。即ち、複数の着色ノズル22は、ガイドロール11よりも電線の移動方向Pの下流側に設けられ、送出ロール12よりも電線の移動方向Pの上流側に設けられている。
【0035】
着色ノズル22は、その先端が電線5の外表面5aに相対している。着色ノズル22は、着色材を通す孔を備えている。孔は、電線5の外表面5aに向かって直線状に延びている。着色ノズル22は、それぞれ、電線5の外表面5aに向かって互いに異なる色の着色材を噴出する。なお、着色ノズル22は、必ずしも互いに異なる色の着色材を噴出しなくてもよい。
【0036】
弁は、それぞれの着色ノズル22に設けられ、着色ノズル22と連結されている。着色材供給源23は、それぞれの着色ノズル22及び弁に対応して設けられ、弁と連結されている(図1においては、1つの着色材供給源23のみを図示し、他の着色材供給源23は省略している)。着色材供給源23は、内部に着色材を収容し、対応する着色ノズル22の孔内に着色材を供給する。加圧気体供給源24は、複数の着色材供給源23に連結している。加圧気体供給源24は、それぞれの着色材供給源23に加圧気体を供給する。
【0037】
前述した着色ユニット20は、それぞれ、制御装置15からの信号によって弁を予め定められている時間開く。そして、加圧気体供給源24から供給される加圧気体によって着色材供給源23から着色ノズル22の孔内に着色材を供給し、着色ノズル22の孔内の着色材を電線5の外表面5aに向かって噴出(滴下)する。また、着色ユニット20は、それぞれ、制御装置15からの信号によって弁を閉じて、着色ノズル22の孔内の着色材の噴出(滴下)を止める。このように、着色ユニット20は、電線5の外表面5aに着色材を付着させて該外表面5aを着色する。
【0038】
前述した着色材とは、色材(工業用有機物質)が溶媒に溶解、分散した液状物質である。色材としては、染料、顔料(大部分は有機物であり、合成品)があり、時には染料が顔料として、顔料が染料として用いられることがある。より具体的な例として、着色材とは、着色液または塗料である。
【0039】
着色液とは、溶媒中に染料が溶けているものまたは分散しているものを示しており、塗料とは、分散液中に顔料が分散しているものを示している。このため、着色液が電線5の外表面5aに付着すると染料が被覆部52内に染み込み、塗料が電線5の外表面5aに付着すると顔料が被覆部52内に染み込むことなく外表面5aに接着する。また、溶媒と分散液とは、被覆部52を構成する合成樹脂と親和性のあるものが望ましい。この場合、染料が被覆部52内に確実に染み込み、顔料が電線5の外表面5aに確実に接着する。
【0040】
即ち、着色ユニット20は、それぞれ、電線5の外表面5aの一部を染料で染める、または、電線5の外表面5aに顔料を塗る。このため、電線5の外表面5aに着色材を付着させて電線5を着色するとは、電線5の外表面5aの一部を染料で染める(染色する)ことと、電線5の外表面5aの一部に顔料を塗ることを示している。
【0041】
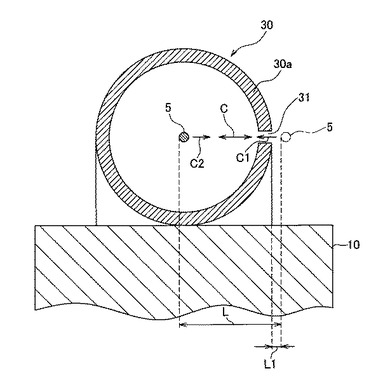
トンネル炉30は、図1に示すように、着色ノズル22の送出ロール12側に設けられ、着色ノズル22と送出ロール12の間に設けられている。即ち、トンネル炉30は、着色ノズル22よりも電線の移動方向Pの下流側に設けられ、送出ロール12よりも電線の移動方向Pの上流側に設けられている。トンネル炉30は、その長手方向が電線の移動方向Pに平行になるように、フレーム10に固定されている。トンネル炉30は、図2に示すように、円筒状(筒状)に形成され、その内部は図示しないヒータ等によって加熱されている。トンネル炉30は、この加熱された内部に電線5を通して、電線5の外表面5aに付着した着色材を乾燥させる。
【0042】
前述したトンネル炉30は、例えば、長さが300〜1,000mm、直径が20〜100mmに形成されている。また、トンネル炉30の内部は、例えば、200〜400℃に加熱されている。このようなトンネル炉30は、電線5の外表面5aに付着した着色材を0.2s以内に乾燥させることができる。
【0043】
また、トンネル炉30には、図1及び図2に示すように、線状物通し部としてのスリット31が設けられている。スリット31は、トンネル炉30の外壁30aの側方部分に設けられている。スリット31は、トンネル炉30の長手方向全長に亘ってトンネル炉30の外壁30aを切り欠いて形成されている。スリット31は、トンネル炉30の内部と外部空間とを連通する。スリット31は、電線5のトンネル炉30の内側に位置付けられた部分を内部に通してトンネル炉30の外側(外部空間)に変位可能にする。前述したスリット31の幅は、例えば、3〜5mmとされている。
【0044】
変位機構40は、図1に示すように、トンネル炉30の近傍に設けられている。変位機構40は、電線5のトンネル炉30の内側に位置付けられた部分を、前述したスリット31を通して電線の移動方向Pに直交(交差)する方向C(図2等)に沿ってトンネル炉30の内側とトンネル炉30の外側とに亘って変位させる。変位機構40は、一対のプーリ41と、変位部42とを備えている。
【0045】
一対のプーリ41は、図1に示すように、トンネル炉30の長手方向両端近傍にそれぞれ設けられ、電線の移動方向Pに沿って並んでいる。一対のプーリ41の一方のプーリ41は、トンネル炉30の着色ノズル22側に設けられ、着色ノズル22とトンネル炉30の間に設けられている。他方のプーリ41は、トンネル炉30の送出ロール12側に設けられ、トンネル炉30と送出ロール12の間に設けられている。
【0046】
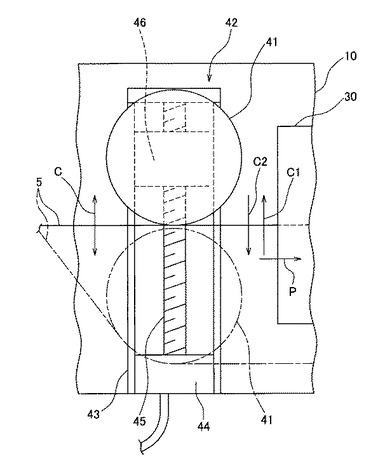
一対のプーリ41は、それぞれ、図7に示すように、変位部42の後述するスライダ46に回転自在に支持されている。これらプーリ41の軸心は鉛直方向に沿って配され、プーリ41は水平平面上で回転自在である。一対のプーリ41は、互いの間に電線5を掛け渡す。一対のプーリ41は、鉛直方向において、図4に示すように互いの間に掛け渡された電線5をスリット31と同じ高さに位置付けるような位置に設けられている。
【0047】
変位部42は、一対のプーリ41に対応して一対設けられている。変位部42は、周知の単軸ロボット等を用いることができる。変位部42は、図7に示すように、レール43と、駆動源としてのモータ44と、ねじ軸45と、スライダ46とを少なくとも備えている。レール43は、直線状に形成されている。レール43は、その長手方向が電線の移動方向Pに直交(交差)する方向Cに沿うようにフレーム10の外表面に固定されている。モータ44は、レール43の長手方向一端に固定されている。
【0048】
ねじ軸45は、棒状に形成され、レール43の長手方向に沿ってレール43内に取り付けられている。ねじ軸45の長手方向一端はモータ44の出力軸と連結され、ねじ軸45の長手方向他端は軸受け等を介してレール43の長手方向他端に回転自在に取り付けられている。ねじ軸45は、軸心を中心に回転自在にレール43に支持されている。スライダ46は、ねじ軸45に螺合するナット部と、ナット部に連なり前述したプーリ41を回転自在に支持する平板部とを備えている。スライダ46は、レール43の長手方向に沿って移動自在にレール43に取り付けられている。
【0049】
前述した変位部42は、制御装置15からの信号によってモータ44を作動させ、モータ44の出力軸を回転させてねじ軸45を回転させて、スライダ46をレール43の長手方向に沿って移動させる。そして、図5ないし図7に示すように、スライダ46に支持された一対のプーリ41を、それぞれレール43の長手方向(即ち電線の移動方向Pに直交(交差)する方向C)に沿って初期位置と押出位置とに亘って変位させる。
【0050】
プーリ41の初期位置とは、図5、及び図7中の実線で示すように、電線5の一対のプーリ41間に掛け渡された部分をトンネル炉30の内側に位置付けるプーリ41の位置である。プーリ41の押出位置とは、図6、及び図7中の一点鎖線で示すように、電線5の一対のプーリ41間に掛け渡された部分をトンネル炉30の外側に位置付けるプーリ41の位置である。このように、変位部42は、一対のプーリ41を初期位置と押出位置とに亘って変位させることで、電線5の一対のプーリ41間に掛け渡された部分をトンネル炉30の内側とトンネル炉30の外側とに亘って変位させる。
【0051】
前述した変位部42によってトンネル炉30の内側とトンネル炉30の外側とに亘って変位する電線5の変位速度は、例えば、100〜1,000mm/sとされている。この電線5の変位速度が100mm/sより小さいと、電線5をトンネル炉30の外側に出すことによる冷却効果が低くなってしまう。また、電線5の変位速度が1,000mm/sより大きいと、変位部42に用いられる単軸ロボットが限定されたものになってしまう。
【0052】
また、前述した変位部42によってトンネル炉30の内側とトンネル炉30の外側とに亘って変位する電線5の変位距離L(図2。オフセット幅)は、例えば、15〜55mmとされている。また、トンネル炉30の外側に位置付けられた電線5のトンネル炉30の外表面からの距離L1(図2)は、例えば、約5mmとされている。前記距離L1が近すぎると電線5をトンネル炉30の外側に出すことによる冷却効果が低く、前記距離L1が長すぎると電線5を変位させるのに時間がかかってしまう。
【0053】
エンコーダ13は、図1に示すように、回転子13aを一対備えている。回転子13aは、送出ロール12より電線の移動方向Pの下流側に設けられている。一対の回転子13aは、鉛直方向に沿って並んでおり、図示しない支持フレームによってフレーム10に回転自在に支持されている。回転子13aの外周面は、一対の送出ロール12間に挟まれた電線5の外表面5a(外周面)と接触している。一対の回転子13aは、互いの間に電線5を挟んでいる。回転子13aは、電線の移動方向Pに沿って電線5が移動すると回転する。回転子13aの回転数と、矢印Pに沿った電線5の移動距離とは比例する。
【0054】
前述したエンコーダ13は、制御装置15に接続されている。エンコーダ13は、回転子13aが所定角度ずつ回転すると、制御装置15に向かってパルス信号を出力する。即ち、エンコーダ13は、電線の移動方向Pに沿った電線5の移動速度(移動量)に応じた情報を測定して、該情報を制御装置15に向かって出力する。
【0055】
切断機構14は、図1に示すように、エンコーダ13の一対の回転子13aよりも電線の移動方向Pの下流側に配されている。切断機構14は、一対の切断刃14aを備えている。一対の切断刃14aは、鉛直方向に沿って並べられている。一対の切断刃14aは、鉛直方向に沿って互いに近づいたり離れたりする。一対の切断刃14aは、互いに近づくと、一対の送出ロール12によって送り出された電線5を互いの間に挟んで、電線5を所定の長さに切断する。一対の切断刃14aは、互いに離れると、電線5から離れる。
【0056】
制御装置15は周知のRAM、ROM、CPU等を備えたコンピュータである。制御装置15は、図1に示すように、送出ロール12と、着色ノズル22と、変位部42と、エンコーダ13と、切断機構14等と接続されており、これらの動作を制御することによって加工装置1全体の制御を司る。
【0057】
制御装置15は、送出ロール12を回転させて、電線5を移動させる。このとき、制御装置15は、変位部42のモータ44を作動させて、一対のプーリ41を矢印C1(図6、図7等)に沿って変位させて初期位置に位置付け、一対のプーリ41間に掛け渡された電線5をトンネル炉30の内側に位置付ける。矢印C1は、電線の移動方向Pに直交(交差)する方向Cと平行である。
【0058】
また、制御装置15は、予め電線5に形成すべき印6のパターンを記憶している。制御装置15は、電線5が移動してエンコーダ13から所定のパルス信号が入力されると、予め記憶したパターンにしたがって対応する着色ノズル22の弁を開閉して、着色ノズル22から電線5に向かって着色材を一定量ずつ噴出(滴射)させて電線5の外表面5aを着色する。
【0059】
そして、制御装置15は、エンコーダ13からの情報により電線5が所定量移動したと判定すると、送出ロール12を停止させて、電線5の移動を停止させる。このとき、制御装置15は、変位部42のモータ44を作動させて、一対のプーリ41を矢印C2(図5、図7)に沿って変位させて押出位置に位置付け、一対のプーリ41間に掛け渡された電線5をトンネル炉30の外側に位置付ける。矢印C2は、電線の移動方向Pに直交(交差)する方向C及び矢印C1と平行である。また、制御装置15は、電線5の移動が停止して一対のプーリ41間に掛け渡された電線5がトンネル炉30の外側に位置付けられているときに、一対の切断刃14aを互いに近づけて電線5を切断する。
【0060】
前述した構成の加工装置1を用いて電線5の外表面5aを着色し、電線5の外表面5aに付着した着色材を乾燥させた後にこの電線5を所定の長さに切断するには、まず、一対のプーリ41を押出位置に位置付け、一対の切断刃14aを互いに離しておく。また、トンネル炉30の内部を所定の温度に加熱しておく。そして、ガイドロール11に巻かれた電線5を、着色ユニット20に通し一対のプーリ41間に掛け渡してトンネル炉30の外側に位置付けた後に、一対の送出ロール12間に挟む。
【0061】
そして、送出ロール12を回転させて電線5をガイドロール11から引っ張って該電線5の長手方向に沿って移動させるとともに、一対のプーリ41を初期位置に変位させて電線5の一対のプーリ41間に掛け渡された部分をトンネル炉30の内側に位置付ける。エンコーダ13から所定の順番のパルス信号が制御装置15に入力されると、制御装置15は、予め記憶したパターンにしたがって対応する着色ノズル22の弁を開閉して、着色ノズル22から電線5に向かって着色材を一定量ずつ噴出(滴射)させ、電線5の外表面5aに着色材を付着させる。
【0062】
その後、この電線5の着色された部分はトンネル炉30を通り抜け、トンネル炉30を通り抜ける際に電線5の外表面5aに付着した着色材から前述した溶媒または分散液を蒸発させて着色材を乾燥させ、電線5の外表面5aを染料で染めるまたは外表面5aに顔料を塗る。こうして、電線5の外表面5aが着色される。
【0063】
エンコーダ13等からの情報により、制御装置15が所定の長さの電線5を送り出したと判定すると、この制御装置15は、送出ロール12を停止させるとともに、一対のプーリ41を再び押出位置に変位させて電線5の一対のプーリ41間に掛け渡された部分をトンネル炉30の外側に位置付ける。その後、制御装置15は、一対の切断刃14aを互いに近づけて、これら切断刃14a間に電線5を挟んで切断する。
【0064】
その後、再び送出ロール12を回転させて、電線5をガイドロール11から引っ張って該電線5の長手方向に沿って移動させるとともに、一対のプーリ41を初期位置に変位させて電線5の一対のプーリ41間に掛け渡された部分をトンネル炉30の内側に位置付ける。そして、前述したように、電線5の外表面5aに着色材を付着させて着色された部分をトンネル炉30に通して着色材を乾燥させた後に、電線5を所定の長さで切断する。このような工程を繰り返すことで、外表面5aが着色されかつ所定の長さに切断された電線5が得られる。
【0065】
本実施形態によれば、電線5を移動させる送出ロール12と、電線5を加熱された内部に通して着色材を乾燥させるトンネル炉30と、トンネル炉30に設けられかつ電線5をトンネル炉30の外側に変位可能にするスリット31と、電線5のトンネル炉30の内側に位置付けられた部分を電線の移動方向Pに直交(交差)する方向C(C1、C2)に沿ってトンネル炉30の内側とトンネル炉30の外側とに亘って変位させる変位機構40と、送出ロール12が電線5を移動させるときは電線5をトンネル炉30の内側に位置付けかつ送出ロール12が電線5の移動を停止させるときは電線5をトンネル炉30の外側に位置付けるように変位機構40を制御する制御装置15とを備えている。
【0066】
このため、電線5が移動しているときは電線5がトンネル炉30の内側に位置付けられ、電線5の移動が停止しているときは電線5がトンネル炉30の外側に位置付けられる。したがって、電線5が加熱されたトンネル炉30の内部に停滞することがなく、電線5の熱劣化を最小限にできる。これによって、トンネル炉30の内部をより高温にすることができ、着色材をより短時間で確実に乾燥できる。また、前述したようにトンネル炉30の内部を200〜400℃にすることで、着色材を電線5の外表面により堅牢に定着させることができる。
【0067】
トンネル炉30が筒状に形成され、スリット31がトンネル炉30の長手方向全長に亘って該トンネル炉30の外壁30aを切り欠いて形成されているので、スリット31を通して、電線5のトンネル炉30の内側に位置付けられた部分を確実にトンネル炉30の外側に変位させることができる。
【0068】
変位機構40が、トンネル炉30の両端に回転自在に設けられかつ互いの間に電線5を掛け渡す少なくとも一対のプーリ41と、一対のプーリ41を電線の移動方向Pに直交(交差)する方向C(C1、C2)に変位させる変位部42とを備えているので、電線5の一対のプーリ41間に掛け渡された部分をトンネル炉30の内側とトンネル炉30の外側とに亘って確実に変位させることができる。
【0069】
電線5を所定の長さに切断する切断機構14を備えているので、着色された電線5の乾燥と電線5の切断とを一つの装置で行うことができる。また、制御装置15が電線5の移動が停止して電線5がトンネル炉30の外側に位置付けられているときに電線5を切断するように切断機構14を制御するので、電線5を切断するときに電線5がトンネル炉30の内側に停滞することがなく、電線5を切断するときの電線5の熱劣化を確実に防止できる。
【0070】
前述した実施形態においては線状物が電線5とされていたが、線状物を例えば光ファイバー等の電線5以外の線状物としても勿論よい。また、前述した実施形態においてはプーリ41が一対設けられていたが、例えばトンネル炉30の長手方向一端に2つと長手方向他端に1つ設けられる等して、3つ以上設けられていてもよい。また、前述した加工装置1に、断続的に移動する電線5の弛みを吸収する弛み吸収機構等を設けてもよい。
【0071】
なお、前述した実施形態は本発明の代表的な形態を示したに過ぎず、本発明は、実施形態に限定されるものではない。即ち、本発明の骨子を逸脱しない範囲で種々変形して実施することができる。
【図面の簡単な説明】
【0072】
【図1】本発明の一実施形態にかかる電線の加工装置の構成を示す説明図である。
【図2】図1中のII−II線に沿った断面図である。
【図3】図2に示された電線を拡大して示す断面図である。
【図4】図3に示された電線が着色された状態を示す上面図である。
【図5】図1に示された電線の加工装置の上面図である。
【図6】図5に示された電線の一部がトンネル炉の外側に位置付けられた状態を示す上面図である。
【図7】図5に示された変位機構を拡大して示す上面図である。
【符号の説明】
【0073】
1 (線状物の)加工装置
5 電線(線状物)
5a 外表面
12 送出ロール(移動手段)
14 切断機構(切断手段)
15 制御装置(制御手段)
30 トンネル炉(乾燥部)
30a 外壁
31 スリット(線状物通し部)
40 変位機構(変位手段)
41 一対のプーリ
42 変位部
P 電線の移動方向
C、C1、C2 電線の移動方向に直交(交差)する方向
【技術分野】
【0001】
本発明は、一方向に沿って移動する線状物の外表面に付着した着色材を乾燥させる線状物の加工装置に関する。
【背景技術】
【0002】
移動体としての自動車等には、種々の電子機器が搭載される。このため、前記自動車等は、前記電子機器に電源等からの電力やコンピュータ等からの制御信号等を伝えるために、ワイヤハーネスを配索している。ワイヤハーネスは、複数の電線と、該電線の端部等に取り付けられたコネクタ等を備えている。
【0003】
電線は、導電性の芯線と、該芯線を被覆する絶縁性の合成樹脂からなる被覆部とを備えている。電線は、所謂被覆電線である。コネクタは、端子金具と、該端子金具を収容するコネクタハウジングとを備えている。端子金具は、導電性の板金等からなり、電線の端部に取り付けられてこの電線の芯線と電気的に接続する。コネクタハウジングは、絶縁性の合成樹脂からなり箱状に形成されている。ワイヤハーネスは、コネクタハウジングが前述した電子機器等と結合することにより、端子金具を介して各電線が前述した電子機器と電気的に接続して、前述した電子機器に所要の電力や信号を伝える。
【0004】
前述したワイヤハーネスの電線は、芯線の大きさ、被覆部の材質(耐熱性の有無等)や使用目的等を識別する必要がある。使用目的とは、例えば、エアバックやABS(Antilock Brake System)等の制御信号や、動力伝達系統等の電線が用いられる自動車の系統(システム)である。そこで、ワイヤハーネスに用いられる電線は、前述した使用目的(系統)等を識別するために、外表面が所望の色に着色されている。
【0005】
前記ワイヤハーネスを組み立てる際には、まず、ローラに巻き取られた長尺の電線の外表面を所望の色に着色しかつ該電線を所定の長さに切断し、該電線の端部等の被覆部を除去(皮むき)して端子金具を取り付ける。そして、必要に応じて電線同士を接続する。その後、端子金具をコネクタハウジング内に挿入する。こうして、前述したワイヤハーネスが組み立てられる。
【0006】
前述したように長尺の電線の外表面を着色して該電線を所定の長さに切断する際には、電線の着色装置が用いられている(例えば、特許文献1及び2参照)。この種の電線の着色装置は、装置本体としてのフレームと、ガイドロールと、送出ロールと、着色手段と、切断手段とを少なくとも備えている。
【0007】
ガイドロールは、フレームの一端部に回転自在に支持され、切断前の長尺の電線を巻き付けている。送出ロールは、フレームの他端部に回転自在に支持されて、一対設けられている。一対の送出ロールは、互いの間に電線を挟み込んで、電線の長手方向に沿って電線を引っ張って該電線を移動させる。着色手段は、ガイドロールと送出ロールとの間に設けられている。切断手段は、送出ロールよりも電線の移動方向の下流側に設けられている。
【0008】
前述した電線の着色装置は、一対の送出ロールが断続的に回転することで電線を所定の長さずつ断続的に移動させる。そして、電線が移動しているときに、着色手段によって電線の外表面に着色材が付着されて電線が着色される。また、電線の移動が停止しているときに、切断手段によって電線が切断される。
【0009】
このように着色された電線を乾燥させる、即ち、電線の外表面に付着した着色材を乾燥させるために、前述した特許文献1及び2に記載された電線の着色装置は、ダクトを備えている。ダクトは、着色手段よりも電線の移動方向の下流側に設けられ、着色手段と送出ロールの間に設けられている。ダクトは、長尺な筒状に形成され、内側に着色された電線を通す。ダクトには、真空ポンプ等の気体吸引手段が連結している。気体吸引手段は、ダクト内の気体を吸引する。このダクト内を通り抜ける間に、電線の外表面に付着した着色材が乾燥する。
【0010】
近年、このような電線の着色装置の生産効率を向上させるために、電線の移動速度をより高速にしている。このため、より短時間で着色材を乾燥させるために、例えば、ダクト内に温風(例えば約60℃)を供給する温風供給手段を連結させている。
【特許文献1】特開2007−149422号公報
【特許文献2】特開2005−11706号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
しかしながら、電線の移動速度によっては、前述した温風供給手段を連結させたダクトでは確実に着色材を乾燥させることが難しいことがある。例えば、電線の移動速度を約5m/sにすると、ダクトの長さにもよるが、前述したダクトでは着色材を確実に乾燥させることが難しい。
【0012】
そこで、例えば、前述したダクトをより長尺にすることが考えられる。しかし、ダクトを長尺にすると装置が大型化(長尺化)し、装置を設置するために広いスペースが必要になる。また、他の手段としては、前述したダクト内の温度を上げることが考えられる。しかしこの場合、例えば電線を切断する際等に電線の移動が停止すると、電線の一部が高温のダクト内に停滞して電線の被覆部が熱によって劣化したり溶融したりする、即ち、電線が熱劣化する虞があった。
【0013】
本発明は、このような問題を解決することを目的としている。即ち、本発明は、線状物の熱劣化を最小限にできる線状物の加工装置を提供することを目的としている。
【課題を解決するための手段】
【0014】
前記課題を解決し目的を達成するために、請求項1に記載された発明は、一方向に沿って移動する線状物の外表面に付着した着色材を乾燥させる線状物の加工装置において、前記線状物を該線状物の長手方向に沿って移動させる移動手段と、前記線状物を加熱された内部に通して、前記線状物の外表面に付着した前記着色材を乾燥させる乾燥部と、前記乾燥部に設けられ、前記線状物の前記乾燥部の内側に位置付けられた部分を内部に通して前記乾燥部の外側に変位可能にする電線通し部と、前記線状物の前記乾燥部の内側に位置付けられた部分を、前記線状物通し部を通して前記線状物の移動方向に交差する方向に沿って前記乾燥部の内側と前記乾燥部の外側とに亘って変位させる変位手段と、前記移動手段が前記線状物を移動させるときは前記線状物を前記乾燥部の内側に位置付け、かつ、前記移動手段が前記線状物の移動を停止させるときは前記線状物を前記乾燥部の外側に位置付けるように前記変位手段を制御する制御手段と、を備えたことを特徴とした線状物の加工装置である。
【0015】
請求項2に記載された発明は、請求項1に記載された線状物の加工装置において、前記乾燥部が筒状に形成され、前記線状物通し部が、前記乾燥部の長手方向全長に亘って該乾燥部の外壁を切り欠いて形成されたことを特徴とした線状物の加工装置である。
【0016】
請求項3に記載された発明は、請求項1または請求項2に記載された線状物の加工装置において、前記変位手段が、前記乾燥部の両端に回転自在に設けられ、互いの間に前記線状物を掛け渡す少なくとも一対のプーリと、前記一対のプーリを前記線状物の移動方向に交差する方向に変位させて、前記線状物の前記一対のプーリ間に掛け渡された部分を前記乾燥部の内側と前記乾燥部の外側とに亘って変位させる変位部と、を備えたことを特徴とした線状物の加工装置である。
【0017】
請求項4に記載された発明は、請求項1ないし請求項3のうちいずれか一項に記載された線状物の加工装置において、前記線状物を所定の長さに切断する切断手段を備え、前記制御手段が、前記線状物の移動が停止して前記線状物が前記乾燥部の外側に位置付けられているときに前記線状物を切断するように前記切断手段を制御することを特徴とした線状物の加工装置である。
【発明の効果】
【0018】
請求項1に記載された発明によれば、線状物が移動しているときは線状物が乾燥部の内側に位置付けられ、線状物の移動が停止しているときは線状物が乾燥部の外側に位置付けられる。したがって、線状物が加熱された乾燥部の内部に停滞することがなく、線状物の熱劣化を最小限にできる。これによって、乾燥部の内部をより高温にすることができるので、着色材をより短時間で確実に乾燥できるとともに、着色材を電線の外表面により堅牢に定着させることができる。
【0019】
請求項2に記載された発明によれば、線状物通し部を通して、線状物の乾燥部の内側に位置付けられた部分を確実に乾燥部の外側に変位させることができる。
【0020】
請求項3に記載された発明によれば、一対のプーリを変位部で変位させることによって、線状物の一対のプーリ間に掛け渡された部分を乾燥部の内側と乾燥部の外側とに亘って確実に変位させることができる。
【0021】
請求項4に記載された発明によれば、着色された電線の乾燥と電線の切断とを一つの装置で行うことができる。また、線状物を切断するときに線状物が乾燥部の内側に停滞することがなく、線状物を切断するときの線状物の熱劣化を確実に防止できる。
【発明を実施するための最良の形態】
【0022】
以下、本発明の一実施形態にかかる線状物の加工装置(以下、単に加工装置という)を図1ないし図7を参照して説明する。本発明の一実施形態にかかる加工装置1は、一方向に沿って移動する線状物としての電線5の外表面5aを着色し、電線5の外表面5aに付着した着色材を乾燥させた後に、この電線5を所定の長さに切断する装置である。
【0023】
電線5は、図3に示すように、導電性材料で構成された芯線51と、絶縁性材料で構成された被覆部52とを備えている。芯線51は、複数の素線(図示せず)が撚られて形成されている。素線は、例えば、銅やアルミニウム等の導電性の金属で構成されている。なお、芯線51は、一本の素線から構成されていてもよい。
【0024】
被覆部52は、例えば、ポリ塩化ビニル樹脂やポリプロピレン系樹脂等の絶縁性の合成樹脂で構成されている。被覆部52は、芯線51を被覆している。このため、被覆部52の外表面は、電線5の外表面5aをなしている。電線5の端部では、一部の被覆部52が皮剥きされて除去され、芯線51が露出する。このような被覆部52は、単色Nとされている(図4中、白抜きで示す)。なお、被覆部52を構成する合成樹脂に所望の着色剤を混入することで電線5の外表面5aを単色Nにしてもよく、また、被覆部52を構成する合成樹脂に着色剤を混入することなく単色Nを合成樹脂自体の色としてもよい。
【0025】
電線5の外表面5aが着色されると、電線5の外表面5aには、例えば、図4に示すような印6が形成される。印6の色は、色A(図4中、平行斜線で示す)である。色Aは、単色Nとは異なる。印6は、予め定められたパターンにしたがって、その形状や配置(電線5上の位置)等が決定される。
【0026】
前述した電線5は、後述する切断機構14によって所定の長さで切断された後、複数束ねられるとともに端部等にコネクタ等が取り付けられて、ワイヤハーネスを構成する。そして、コネクタが自動車等の各種の電子機器のコネクタにコネクタ結合して、ワイヤハーネス即ち電線5は、各電子機器に各種の信号や電力を伝える。
【0027】
また、前述した電線5の印6の色Aを種々の色に変更することにより、電線5同士を識別可能としている。印6の色Aは、ワイヤハーネスの電線5の線種、系統(システム)の識別等を行う際の目印となる。即ち、前述した電線5の印6の色Aは、ワイヤハーネスの各電線5の使用目的を識別するために用いられる。
【0028】
加工装置1は、図1に示すように、装置本体としてのフレーム10と、ガイドロール11と、移動手段としての送出ロール12と、着色ユニット20と、乾燥部としてのトンネル炉30と、変位手段としての変位機構40と、エンコーダ13と、切断手段としての切断機構14と、制御手段としての制御装置15とを備えている。
【0029】
フレーム10は、工場等のフロア上等に設置される。フレーム10は、水平方向に延びている。ガイドロール11は、工場等のフロア上等に載置され、フレーム10の一端部側に配されている。ガイドロール11は、長尺でかつ印6が形成されていない電線5を巻いている。ガイドロール11は、着色ユニット20とトンネル炉30とエンコーダ13とに順に、電線5を送り出す。
【0030】
送出ロール12は、フレーム10の他端部に一対設けられている。一対の送出ロール12は、鉛直方向に沿って並んでおり、図示しない支持フレームによってフレーム10に回転自在に支持されている。送出ロール12は、図示しないモータ等の駆動源によって、互いに逆方向に同回転数で回転駆動される。一対の送出ロール12は、互いの間に電線5を挟み、電線5をこの電線5の長手方向に沿ってガイドロール11から引っ張って、電線5の長手方向に沿って電線5を移動させる。
【0031】
前述した送出ロール12は、電線5の長手方向に沿って電線5を移動させることによって、電線5と後述する着色ノズル22とを電線5の長手方向に沿って相対的に移動させる。さらに、送出ロール12は、制御装置15に接続されて該制御装置15からの信号によって回転及び停止を繰り返すことによって、電線5の長手方向に沿って電線5を断続的に移動させる。電線5は、ガイドロール11から送出ロール12に向かって矢印Pに沿って移動する。矢印Pは、電線の移動方向Pをなしている。矢印Pに沿って移動する電線5の移動速度は、例えば、1〜5m/sとされている。
【0032】
また、前述したガイドロール11と送出ロール12の間には、電線5を矢印Pに沿って案内する複数の案内ローラ16が設けられている。案内ローラ16は、図示例では5つ設けられている。案内ローラ16は、それぞれ、案内ローラ16支持フレーム10によってフレーム10に回転自在に支持されている。案内ローラ16は、その外周面が電線5の外表面5a(外周面)と接触することによって、電線5が電線の移動方向Pから脱落しないように電線5を案内する。
【0033】
着色ユニット20は、図1に示すように、ユニット本体21と、複数の着色ノズル22と、複数の弁(図示せず)と、複数の着色材供給源23と、加圧気体供給源24とを備えている。ユニット本体21は、フレーム10に固定されている。ユニット本体21は、複数の着色ノズル22を支持する。
【0034】
複数の着色ノズル22は、電線の移動方向Pに沿って並んでいる。これら着色ノズル22は、ガイドロール11の送出ロール12側に設けられ、ガイドロール11と送出ロール12の間に設けられている。即ち、複数の着色ノズル22は、ガイドロール11よりも電線の移動方向Pの下流側に設けられ、送出ロール12よりも電線の移動方向Pの上流側に設けられている。
【0035】
着色ノズル22は、その先端が電線5の外表面5aに相対している。着色ノズル22は、着色材を通す孔を備えている。孔は、電線5の外表面5aに向かって直線状に延びている。着色ノズル22は、それぞれ、電線5の外表面5aに向かって互いに異なる色の着色材を噴出する。なお、着色ノズル22は、必ずしも互いに異なる色の着色材を噴出しなくてもよい。
【0036】
弁は、それぞれの着色ノズル22に設けられ、着色ノズル22と連結されている。着色材供給源23は、それぞれの着色ノズル22及び弁に対応して設けられ、弁と連結されている(図1においては、1つの着色材供給源23のみを図示し、他の着色材供給源23は省略している)。着色材供給源23は、内部に着色材を収容し、対応する着色ノズル22の孔内に着色材を供給する。加圧気体供給源24は、複数の着色材供給源23に連結している。加圧気体供給源24は、それぞれの着色材供給源23に加圧気体を供給する。
【0037】
前述した着色ユニット20は、それぞれ、制御装置15からの信号によって弁を予め定められている時間開く。そして、加圧気体供給源24から供給される加圧気体によって着色材供給源23から着色ノズル22の孔内に着色材を供給し、着色ノズル22の孔内の着色材を電線5の外表面5aに向かって噴出(滴下)する。また、着色ユニット20は、それぞれ、制御装置15からの信号によって弁を閉じて、着色ノズル22の孔内の着色材の噴出(滴下)を止める。このように、着色ユニット20は、電線5の外表面5aに着色材を付着させて該外表面5aを着色する。
【0038】
前述した着色材とは、色材(工業用有機物質)が溶媒に溶解、分散した液状物質である。色材としては、染料、顔料(大部分は有機物であり、合成品)があり、時には染料が顔料として、顔料が染料として用いられることがある。より具体的な例として、着色材とは、着色液または塗料である。
【0039】
着色液とは、溶媒中に染料が溶けているものまたは分散しているものを示しており、塗料とは、分散液中に顔料が分散しているものを示している。このため、着色液が電線5の外表面5aに付着すると染料が被覆部52内に染み込み、塗料が電線5の外表面5aに付着すると顔料が被覆部52内に染み込むことなく外表面5aに接着する。また、溶媒と分散液とは、被覆部52を構成する合成樹脂と親和性のあるものが望ましい。この場合、染料が被覆部52内に確実に染み込み、顔料が電線5の外表面5aに確実に接着する。
【0040】
即ち、着色ユニット20は、それぞれ、電線5の外表面5aの一部を染料で染める、または、電線5の外表面5aに顔料を塗る。このため、電線5の外表面5aに着色材を付着させて電線5を着色するとは、電線5の外表面5aの一部を染料で染める(染色する)ことと、電線5の外表面5aの一部に顔料を塗ることを示している。
【0041】
トンネル炉30は、図1に示すように、着色ノズル22の送出ロール12側に設けられ、着色ノズル22と送出ロール12の間に設けられている。即ち、トンネル炉30は、着色ノズル22よりも電線の移動方向Pの下流側に設けられ、送出ロール12よりも電線の移動方向Pの上流側に設けられている。トンネル炉30は、その長手方向が電線の移動方向Pに平行になるように、フレーム10に固定されている。トンネル炉30は、図2に示すように、円筒状(筒状)に形成され、その内部は図示しないヒータ等によって加熱されている。トンネル炉30は、この加熱された内部に電線5を通して、電線5の外表面5aに付着した着色材を乾燥させる。
【0042】
前述したトンネル炉30は、例えば、長さが300〜1,000mm、直径が20〜100mmに形成されている。また、トンネル炉30の内部は、例えば、200〜400℃に加熱されている。このようなトンネル炉30は、電線5の外表面5aに付着した着色材を0.2s以内に乾燥させることができる。
【0043】
また、トンネル炉30には、図1及び図2に示すように、線状物通し部としてのスリット31が設けられている。スリット31は、トンネル炉30の外壁30aの側方部分に設けられている。スリット31は、トンネル炉30の長手方向全長に亘ってトンネル炉30の外壁30aを切り欠いて形成されている。スリット31は、トンネル炉30の内部と外部空間とを連通する。スリット31は、電線5のトンネル炉30の内側に位置付けられた部分を内部に通してトンネル炉30の外側(外部空間)に変位可能にする。前述したスリット31の幅は、例えば、3〜5mmとされている。
【0044】
変位機構40は、図1に示すように、トンネル炉30の近傍に設けられている。変位機構40は、電線5のトンネル炉30の内側に位置付けられた部分を、前述したスリット31を通して電線の移動方向Pに直交(交差)する方向C(図2等)に沿ってトンネル炉30の内側とトンネル炉30の外側とに亘って変位させる。変位機構40は、一対のプーリ41と、変位部42とを備えている。
【0045】
一対のプーリ41は、図1に示すように、トンネル炉30の長手方向両端近傍にそれぞれ設けられ、電線の移動方向Pに沿って並んでいる。一対のプーリ41の一方のプーリ41は、トンネル炉30の着色ノズル22側に設けられ、着色ノズル22とトンネル炉30の間に設けられている。他方のプーリ41は、トンネル炉30の送出ロール12側に設けられ、トンネル炉30と送出ロール12の間に設けられている。
【0046】
一対のプーリ41は、それぞれ、図7に示すように、変位部42の後述するスライダ46に回転自在に支持されている。これらプーリ41の軸心は鉛直方向に沿って配され、プーリ41は水平平面上で回転自在である。一対のプーリ41は、互いの間に電線5を掛け渡す。一対のプーリ41は、鉛直方向において、図4に示すように互いの間に掛け渡された電線5をスリット31と同じ高さに位置付けるような位置に設けられている。
【0047】
変位部42は、一対のプーリ41に対応して一対設けられている。変位部42は、周知の単軸ロボット等を用いることができる。変位部42は、図7に示すように、レール43と、駆動源としてのモータ44と、ねじ軸45と、スライダ46とを少なくとも備えている。レール43は、直線状に形成されている。レール43は、その長手方向が電線の移動方向Pに直交(交差)する方向Cに沿うようにフレーム10の外表面に固定されている。モータ44は、レール43の長手方向一端に固定されている。
【0048】
ねじ軸45は、棒状に形成され、レール43の長手方向に沿ってレール43内に取り付けられている。ねじ軸45の長手方向一端はモータ44の出力軸と連結され、ねじ軸45の長手方向他端は軸受け等を介してレール43の長手方向他端に回転自在に取り付けられている。ねじ軸45は、軸心を中心に回転自在にレール43に支持されている。スライダ46は、ねじ軸45に螺合するナット部と、ナット部に連なり前述したプーリ41を回転自在に支持する平板部とを備えている。スライダ46は、レール43の長手方向に沿って移動自在にレール43に取り付けられている。
【0049】
前述した変位部42は、制御装置15からの信号によってモータ44を作動させ、モータ44の出力軸を回転させてねじ軸45を回転させて、スライダ46をレール43の長手方向に沿って移動させる。そして、図5ないし図7に示すように、スライダ46に支持された一対のプーリ41を、それぞれレール43の長手方向(即ち電線の移動方向Pに直交(交差)する方向C)に沿って初期位置と押出位置とに亘って変位させる。
【0050】
プーリ41の初期位置とは、図5、及び図7中の実線で示すように、電線5の一対のプーリ41間に掛け渡された部分をトンネル炉30の内側に位置付けるプーリ41の位置である。プーリ41の押出位置とは、図6、及び図7中の一点鎖線で示すように、電線5の一対のプーリ41間に掛け渡された部分をトンネル炉30の外側に位置付けるプーリ41の位置である。このように、変位部42は、一対のプーリ41を初期位置と押出位置とに亘って変位させることで、電線5の一対のプーリ41間に掛け渡された部分をトンネル炉30の内側とトンネル炉30の外側とに亘って変位させる。
【0051】
前述した変位部42によってトンネル炉30の内側とトンネル炉30の外側とに亘って変位する電線5の変位速度は、例えば、100〜1,000mm/sとされている。この電線5の変位速度が100mm/sより小さいと、電線5をトンネル炉30の外側に出すことによる冷却効果が低くなってしまう。また、電線5の変位速度が1,000mm/sより大きいと、変位部42に用いられる単軸ロボットが限定されたものになってしまう。
【0052】
また、前述した変位部42によってトンネル炉30の内側とトンネル炉30の外側とに亘って変位する電線5の変位距離L(図2。オフセット幅)は、例えば、15〜55mmとされている。また、トンネル炉30の外側に位置付けられた電線5のトンネル炉30の外表面からの距離L1(図2)は、例えば、約5mmとされている。前記距離L1が近すぎると電線5をトンネル炉30の外側に出すことによる冷却効果が低く、前記距離L1が長すぎると電線5を変位させるのに時間がかかってしまう。
【0053】
エンコーダ13は、図1に示すように、回転子13aを一対備えている。回転子13aは、送出ロール12より電線の移動方向Pの下流側に設けられている。一対の回転子13aは、鉛直方向に沿って並んでおり、図示しない支持フレームによってフレーム10に回転自在に支持されている。回転子13aの外周面は、一対の送出ロール12間に挟まれた電線5の外表面5a(外周面)と接触している。一対の回転子13aは、互いの間に電線5を挟んでいる。回転子13aは、電線の移動方向Pに沿って電線5が移動すると回転する。回転子13aの回転数と、矢印Pに沿った電線5の移動距離とは比例する。
【0054】
前述したエンコーダ13は、制御装置15に接続されている。エンコーダ13は、回転子13aが所定角度ずつ回転すると、制御装置15に向かってパルス信号を出力する。即ち、エンコーダ13は、電線の移動方向Pに沿った電線5の移動速度(移動量)に応じた情報を測定して、該情報を制御装置15に向かって出力する。
【0055】
切断機構14は、図1に示すように、エンコーダ13の一対の回転子13aよりも電線の移動方向Pの下流側に配されている。切断機構14は、一対の切断刃14aを備えている。一対の切断刃14aは、鉛直方向に沿って並べられている。一対の切断刃14aは、鉛直方向に沿って互いに近づいたり離れたりする。一対の切断刃14aは、互いに近づくと、一対の送出ロール12によって送り出された電線5を互いの間に挟んで、電線5を所定の長さに切断する。一対の切断刃14aは、互いに離れると、電線5から離れる。
【0056】
制御装置15は周知のRAM、ROM、CPU等を備えたコンピュータである。制御装置15は、図1に示すように、送出ロール12と、着色ノズル22と、変位部42と、エンコーダ13と、切断機構14等と接続されており、これらの動作を制御することによって加工装置1全体の制御を司る。
【0057】
制御装置15は、送出ロール12を回転させて、電線5を移動させる。このとき、制御装置15は、変位部42のモータ44を作動させて、一対のプーリ41を矢印C1(図6、図7等)に沿って変位させて初期位置に位置付け、一対のプーリ41間に掛け渡された電線5をトンネル炉30の内側に位置付ける。矢印C1は、電線の移動方向Pに直交(交差)する方向Cと平行である。
【0058】
また、制御装置15は、予め電線5に形成すべき印6のパターンを記憶している。制御装置15は、電線5が移動してエンコーダ13から所定のパルス信号が入力されると、予め記憶したパターンにしたがって対応する着色ノズル22の弁を開閉して、着色ノズル22から電線5に向かって着色材を一定量ずつ噴出(滴射)させて電線5の外表面5aを着色する。
【0059】
そして、制御装置15は、エンコーダ13からの情報により電線5が所定量移動したと判定すると、送出ロール12を停止させて、電線5の移動を停止させる。このとき、制御装置15は、変位部42のモータ44を作動させて、一対のプーリ41を矢印C2(図5、図7)に沿って変位させて押出位置に位置付け、一対のプーリ41間に掛け渡された電線5をトンネル炉30の外側に位置付ける。矢印C2は、電線の移動方向Pに直交(交差)する方向C及び矢印C1と平行である。また、制御装置15は、電線5の移動が停止して一対のプーリ41間に掛け渡された電線5がトンネル炉30の外側に位置付けられているときに、一対の切断刃14aを互いに近づけて電線5を切断する。
【0060】
前述した構成の加工装置1を用いて電線5の外表面5aを着色し、電線5の外表面5aに付着した着色材を乾燥させた後にこの電線5を所定の長さに切断するには、まず、一対のプーリ41を押出位置に位置付け、一対の切断刃14aを互いに離しておく。また、トンネル炉30の内部を所定の温度に加熱しておく。そして、ガイドロール11に巻かれた電線5を、着色ユニット20に通し一対のプーリ41間に掛け渡してトンネル炉30の外側に位置付けた後に、一対の送出ロール12間に挟む。
【0061】
そして、送出ロール12を回転させて電線5をガイドロール11から引っ張って該電線5の長手方向に沿って移動させるとともに、一対のプーリ41を初期位置に変位させて電線5の一対のプーリ41間に掛け渡された部分をトンネル炉30の内側に位置付ける。エンコーダ13から所定の順番のパルス信号が制御装置15に入力されると、制御装置15は、予め記憶したパターンにしたがって対応する着色ノズル22の弁を開閉して、着色ノズル22から電線5に向かって着色材を一定量ずつ噴出(滴射)させ、電線5の外表面5aに着色材を付着させる。
【0062】
その後、この電線5の着色された部分はトンネル炉30を通り抜け、トンネル炉30を通り抜ける際に電線5の外表面5aに付着した着色材から前述した溶媒または分散液を蒸発させて着色材を乾燥させ、電線5の外表面5aを染料で染めるまたは外表面5aに顔料を塗る。こうして、電線5の外表面5aが着色される。
【0063】
エンコーダ13等からの情報により、制御装置15が所定の長さの電線5を送り出したと判定すると、この制御装置15は、送出ロール12を停止させるとともに、一対のプーリ41を再び押出位置に変位させて電線5の一対のプーリ41間に掛け渡された部分をトンネル炉30の外側に位置付ける。その後、制御装置15は、一対の切断刃14aを互いに近づけて、これら切断刃14a間に電線5を挟んで切断する。
【0064】
その後、再び送出ロール12を回転させて、電線5をガイドロール11から引っ張って該電線5の長手方向に沿って移動させるとともに、一対のプーリ41を初期位置に変位させて電線5の一対のプーリ41間に掛け渡された部分をトンネル炉30の内側に位置付ける。そして、前述したように、電線5の外表面5aに着色材を付着させて着色された部分をトンネル炉30に通して着色材を乾燥させた後に、電線5を所定の長さで切断する。このような工程を繰り返すことで、外表面5aが着色されかつ所定の長さに切断された電線5が得られる。
【0065】
本実施形態によれば、電線5を移動させる送出ロール12と、電線5を加熱された内部に通して着色材を乾燥させるトンネル炉30と、トンネル炉30に設けられかつ電線5をトンネル炉30の外側に変位可能にするスリット31と、電線5のトンネル炉30の内側に位置付けられた部分を電線の移動方向Pに直交(交差)する方向C(C1、C2)に沿ってトンネル炉30の内側とトンネル炉30の外側とに亘って変位させる変位機構40と、送出ロール12が電線5を移動させるときは電線5をトンネル炉30の内側に位置付けかつ送出ロール12が電線5の移動を停止させるときは電線5をトンネル炉30の外側に位置付けるように変位機構40を制御する制御装置15とを備えている。
【0066】
このため、電線5が移動しているときは電線5がトンネル炉30の内側に位置付けられ、電線5の移動が停止しているときは電線5がトンネル炉30の外側に位置付けられる。したがって、電線5が加熱されたトンネル炉30の内部に停滞することがなく、電線5の熱劣化を最小限にできる。これによって、トンネル炉30の内部をより高温にすることができ、着色材をより短時間で確実に乾燥できる。また、前述したようにトンネル炉30の内部を200〜400℃にすることで、着色材を電線5の外表面により堅牢に定着させることができる。
【0067】
トンネル炉30が筒状に形成され、スリット31がトンネル炉30の長手方向全長に亘って該トンネル炉30の外壁30aを切り欠いて形成されているので、スリット31を通して、電線5のトンネル炉30の内側に位置付けられた部分を確実にトンネル炉30の外側に変位させることができる。
【0068】
変位機構40が、トンネル炉30の両端に回転自在に設けられかつ互いの間に電線5を掛け渡す少なくとも一対のプーリ41と、一対のプーリ41を電線の移動方向Pに直交(交差)する方向C(C1、C2)に変位させる変位部42とを備えているので、電線5の一対のプーリ41間に掛け渡された部分をトンネル炉30の内側とトンネル炉30の外側とに亘って確実に変位させることができる。
【0069】
電線5を所定の長さに切断する切断機構14を備えているので、着色された電線5の乾燥と電線5の切断とを一つの装置で行うことができる。また、制御装置15が電線5の移動が停止して電線5がトンネル炉30の外側に位置付けられているときに電線5を切断するように切断機構14を制御するので、電線5を切断するときに電線5がトンネル炉30の内側に停滞することがなく、電線5を切断するときの電線5の熱劣化を確実に防止できる。
【0070】
前述した実施形態においては線状物が電線5とされていたが、線状物を例えば光ファイバー等の電線5以外の線状物としても勿論よい。また、前述した実施形態においてはプーリ41が一対設けられていたが、例えばトンネル炉30の長手方向一端に2つと長手方向他端に1つ設けられる等して、3つ以上設けられていてもよい。また、前述した加工装置1に、断続的に移動する電線5の弛みを吸収する弛み吸収機構等を設けてもよい。
【0071】
なお、前述した実施形態は本発明の代表的な形態を示したに過ぎず、本発明は、実施形態に限定されるものではない。即ち、本発明の骨子を逸脱しない範囲で種々変形して実施することができる。
【図面の簡単な説明】
【0072】
【図1】本発明の一実施形態にかかる電線の加工装置の構成を示す説明図である。
【図2】図1中のII−II線に沿った断面図である。
【図3】図2に示された電線を拡大して示す断面図である。
【図4】図3に示された電線が着色された状態を示す上面図である。
【図5】図1に示された電線の加工装置の上面図である。
【図6】図5に示された電線の一部がトンネル炉の外側に位置付けられた状態を示す上面図である。
【図7】図5に示された変位機構を拡大して示す上面図である。
【符号の説明】
【0073】
1 (線状物の)加工装置
5 電線(線状物)
5a 外表面
12 送出ロール(移動手段)
14 切断機構(切断手段)
15 制御装置(制御手段)
30 トンネル炉(乾燥部)
30a 外壁
31 スリット(線状物通し部)
40 変位機構(変位手段)
41 一対のプーリ
42 変位部
P 電線の移動方向
C、C1、C2 電線の移動方向に直交(交差)する方向
【特許請求の範囲】
【請求項1】
一方向に沿って移動する線状物の外表面に付着した着色材を乾燥させる線状物の加工装置において、
前記線状物を該線状物の長手方向に沿って移動させる移動手段と、
前記線状物を加熱された内部に通して、前記線状物の外表面に付着した前記着色材を乾燥させる乾燥部と、
前記乾燥部に設けられ、前記線状物の前記乾燥部の内側に位置付けられた部分を内部に通して前記乾燥部の外側に変位可能にする電線通し部と、
前記線状物の前記乾燥部の内側に位置付けられた部分を、前記線状物通し部を通して前記線状物の移動方向に交差する方向に沿って前記乾燥部の内側と前記乾燥部の外側とに亘って変位させる変位手段と、
前記移動手段が前記線状物を移動させるときは前記線状物を前記乾燥部の内側に位置付け、かつ、前記移動手段が前記線状物の移動を停止させるときは前記線状物を前記乾燥部の外側に位置付けるように前記変位手段を制御する制御手段と、を備えたことを特徴とする線状物の加工装置。
【請求項2】
前記乾燥部が筒状に形成され、
前記線状物通し部が、前記乾燥部の長手方向全長に亘って該乾燥部の外壁を切り欠いて形成されたことを特徴とする請求項1に記載の線状物の加工装置。
【請求項3】
前記変位手段が、
前記乾燥部の両端に回転自在に設けられ、互いの間に前記線状物を掛け渡す少なくとも一対のプーリと、
前記一対のプーリを前記線状物の移動方向に交差する方向に変位させて、前記線状物の前記一対のプーリ間に掛け渡された部分を前記乾燥部の内側と前記乾燥部の外側とに亘って変位させる変位部と、を備えたことを特徴とする請求項1または請求項2に記載の線状物の加工装置。
【請求項4】
前記線状物を所定の長さに切断する切断手段を備え、
前記制御手段が、前記線状物の移動が停止して前記線状物が前記乾燥部の外側に位置付けられているときに前記線状物を切断するように前記切断手段を制御することを特徴とする請求項1ないし請求項3のうちいずれか一項に記載の線状物の加工装置。
【請求項1】
一方向に沿って移動する線状物の外表面に付着した着色材を乾燥させる線状物の加工装置において、
前記線状物を該線状物の長手方向に沿って移動させる移動手段と、
前記線状物を加熱された内部に通して、前記線状物の外表面に付着した前記着色材を乾燥させる乾燥部と、
前記乾燥部に設けられ、前記線状物の前記乾燥部の内側に位置付けられた部分を内部に通して前記乾燥部の外側に変位可能にする電線通し部と、
前記線状物の前記乾燥部の内側に位置付けられた部分を、前記線状物通し部を通して前記線状物の移動方向に交差する方向に沿って前記乾燥部の内側と前記乾燥部の外側とに亘って変位させる変位手段と、
前記移動手段が前記線状物を移動させるときは前記線状物を前記乾燥部の内側に位置付け、かつ、前記移動手段が前記線状物の移動を停止させるときは前記線状物を前記乾燥部の外側に位置付けるように前記変位手段を制御する制御手段と、を備えたことを特徴とする線状物の加工装置。
【請求項2】
前記乾燥部が筒状に形成され、
前記線状物通し部が、前記乾燥部の長手方向全長に亘って該乾燥部の外壁を切り欠いて形成されたことを特徴とする請求項1に記載の線状物の加工装置。
【請求項3】
前記変位手段が、
前記乾燥部の両端に回転自在に設けられ、互いの間に前記線状物を掛け渡す少なくとも一対のプーリと、
前記一対のプーリを前記線状物の移動方向に交差する方向に変位させて、前記線状物の前記一対のプーリ間に掛け渡された部分を前記乾燥部の内側と前記乾燥部の外側とに亘って変位させる変位部と、を備えたことを特徴とする請求項1または請求項2に記載の線状物の加工装置。
【請求項4】
前記線状物を所定の長さに切断する切断手段を備え、
前記制御手段が、前記線状物の移動が停止して前記線状物が前記乾燥部の外側に位置付けられているときに前記線状物を切断するように前記切断手段を制御することを特徴とする請求項1ないし請求項3のうちいずれか一項に記載の線状物の加工装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2010−129428(P2010−129428A)
【公開日】平成22年6月10日(2010.6.10)
【国際特許分類】
【出願番号】特願2008−304019(P2008−304019)
【出願日】平成20年11月28日(2008.11.28)
【出願人】(000006895)矢崎総業株式会社 (7,019)
【Fターム(参考)】
【公開日】平成22年6月10日(2010.6.10)
【国際特許分類】
【出願日】平成20年11月28日(2008.11.28)
【出願人】(000006895)矢崎総業株式会社 (7,019)
【Fターム(参考)】
[ Back to top ]