
線膨張係数のバラツキが改善されたポリイミドフィルム
【課題】線膨張係数のバラツキが改善された、フレキシブルプリント配線板用材料として好適なポリイミドフィルムを提供すること。
【解決手段】機械搬送方向の線膨張係数の変化率が25%となる温度が200℃以上であるポリイミドフィルムに、前記線膨張係数の変化率が25%となる温度より100℃〜150℃高い温度で熱処理を施すことによって得られ、任意の2点に関し、50℃〜300℃において機械搬送方向の平均線膨張係数の差が15ppm/℃以下であることを特徴とする熱処理ポリイミドフィルム。
【解決手段】機械搬送方向の線膨張係数の変化率が25%となる温度が200℃以上であるポリイミドフィルムに、前記線膨張係数の変化率が25%となる温度より100℃〜150℃高い温度で熱処理を施すことによって得られ、任意の2点に関し、50℃〜300℃において機械搬送方向の平均線膨張係数の差が15ppm/℃以下であることを特徴とする熱処理ポリイミドフィルム。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電気電子機器分野で使用されるフレキシブルプリント配線板の材料として好適なポリイミドフィルムに関し、更に詳しくは、ポリイミドフィルムを基材として、その片面あるいは両面にポリイミド系接着剤を介して銅板を接着してなり、フレキシブルプリント配線板の材料として好適な、線膨張係数のバラツキが改善されたポリイミドフィルムに関する。
【背景技術】
【0002】
近年、プリント配線板が広く電子・電気機器に使用されている。中でも、折り曲げ可能なフレキシブルプリント配線板(Flexible Printed Circuits;FPC)は、パーソナルコンピューター、デジタルビデオカメラ又は携帯電話等のヒンジ部、ハードディスク等の屈曲が必要な部分に広く使用されている。
【0003】
電子用途のフレキシブルプリント配線板を構成する主材料として、耐熱性の点からポリイミドフィルムを使用した銅張積層板(Copper Clad Lamination;CCL)が知られている。この銅張積層板は、3層CCLと2層CCLに大別される。2層CCLは、3層CCLに比べ、一般的に、耐熱性、寸法安定性、電気特性がよく、3層CCLでは要求特性を満たせない場合(例えば、プラズマディスプレイ、折りたたみ式携帯電話のヒンジ部等)に多く使用される。
【0004】
2層CCLの製造方法としては、銅箔にポリイミド樹脂をコーティングするキャスト法、ポリイミド系接着剤を用いて銅箔とポリイミドフィルムを貼り合わせるラミネート法、ポリイミドフィルムに金属を蒸着あるいはスパッタリングした後に銅めっきをするスパッタ法がある。
【0005】
ラミネート法において、エポキシ系接着剤、アクリル系接着剤等も用いられるが、ポリイミドフィルムの優れた特性を十分に活かすために、耐熱性に優れるポリイミド系接着剤が用いられる場合もある(特許文献1)。ラミネート法でポリイミド系接着剤を用いる場合、ポリイミドは、その化学構造及び耐薬品(溶剤)安定性により、銅箔との接着性が不十分な場合が多く、接着性を高めるために、300℃以上の高温で銅箔と熱圧着してラミネートする必要がある。
【0006】
しかしながら、前記ラミネートに続いて、エッチング処理等をした後、ポリイミドフィルムが収縮するため、部分的に線膨張係数の小さいポリイミドフィルムが得られたとしても、線膨張係数の大きい部位もあり、線膨張係数のバラツキが多いポリイミドフィルムが製造されていた。そのため、ポリイミドフィルムの使用に際して、線膨張係数が小さい部位を選択する必要があり、製品として品質が均一でなく、実用上問題となっており、フィルムの全面において均一に、線膨張係数が小さいポリイミドフィルムの開発が望まれていた。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2005−186274号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、フィルムの位置によらずに均一に優れた寸法安定性を有し、線膨張係数のバラツキが改善されたポリイミドフィルムを提供することにある。
【課題を解決するための手段】
【0009】
上記した事情に鑑み、本発明者は鋭意研究を重ねた結果、ラミネート法において、ポリイミド系接着剤をポリイミドフィルム表面上に塗布する前に、特定の温度範囲において強熱処理をすることによって、フィルム幅方向で均一な寸法安定性を有するポリイミドフィルムが得られることを見出し、さらに検討を重ねて本発明を完成した。
【0010】
すなわち、本発明は以下の発明を含むものである。
[1]機械搬送方向の線膨張係数の変化率が25%となる温度が200℃以上であるポリイミドフィルムに、前記線膨張係数の変化率が25%となる温度より100℃〜150℃高い温度で熱処理を施すことによって得られ、任意の2点に関し、50℃〜300℃において機械搬送方向の線膨張係数の差が15ppm/℃以下であることを特徴とする熱処理ポリイミドフィルム。
[2]前記熱処理の時間が0秒を超えて10秒以下であることを特徴とする、前記[1]に記載の熱処理ポリイミドフィルム。
[3]幅500mm以上、長さ50m以上である前記[1]又は[2]に記載の熱処理ポリイミドフィルムからなることを特徴とするフィルムロール。
[4]機械搬送方向の線膨張係数の変化率が25%となる温度が200℃以上であるポリイミドフィルムに、前記線膨張係数の変化率が25%となる温度より100℃〜150℃高い温度で熱処理を施す工程を有することを特徴とする、熱処理ポリイミドフィルムの製造方法。
[5]前記熱処理の時間が0秒を超えて10秒以下であることを特徴とする、前記[4]に記載の熱処理ポリイミドフィルムの製造方法。
【発明の効果】
【0011】
本発明の熱処理ポリイミドフィルムは、フィルム上の位置によらず均一な線膨張係数及び寸法安定性を有するため、ラミネート法における加工性に問題もなく、反りも起こらず、耐熱性に優れ、フィルムの部位による使い分け、部位別の切断等の加工処理も不要であり、フレキシブルプリント配線板用において、特に有用である。
【図面の簡単な説明】
【0012】
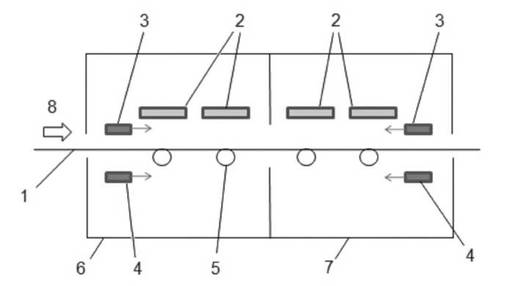
【図1】実施例1〜3及び比較例1〜3の加熱装置を示す概略図である。
【発明を実施するための形態】
【0013】
以下、本発明について具体的に説明する。
本発明の熱処理ポリイミドフィルムは、機械搬送方向の線膨張係数の変化率が25%となる温度が200℃以上であるポリイミドフィルムに、前記線膨張係数の変化率が25%となる温度より100℃〜150℃高い温度で熱処理を施すことによって得られ、任意の2点に関し、50℃〜300℃において機械搬送方向の線膨張係数の差が15ppm/℃以下であることを特徴とする。
【0014】
本発明において、熱処理ポリイミドフィルムとは、前記熱処理を施した後のポリイミドフィルムを指す。また、以下、機械搬送方向をMD、幅方向をTD、機械搬送方向の線膨張係数をαMDともいう。αMDの測定方法及びαMDの変化率の測定方法は、後述する通りである。
【0015】
本発明における各特性の評価方法及び評価の基準は以下の通りである。
(1)線膨張係数
線膨張係数は、熱分析装置(TMA−50、島津製作所社製)を使用して昇温速度10℃/分で室温から320℃まで昇温し、50〜300℃の範囲を解析した値である。
(2)線膨張係数の変化率
αMDの変化率は、熱分析装置(TMA−50、島津製作所社製)を用い、昇温速度10℃/分で50℃から450℃にかけて測定した。50℃を始点として10℃刻みで線膨張係数の平均をもとめ、下記式で変化率を求めた。
変化率(%)=((C2−C1)/C1)×100
C2:変化率を求めたい温度の線膨張係数
C1:C2より10℃低い温度での線膨張係数
(3)フィルムの温度
シース熱電対(K種(T−35)、岡崎製作所社製)の測定部をフィルム表面に取り付け、端子をレコーダ(NR−1000、キーエンス社製)に接続する。フィルムの処理条件でオーブン内を搬送させ、フィルムの実温度を測定した。
(4)風速の測定
風速計(アネモマスター風速計 MODEL6162、カノマックス社製)を用いて、フィルム表面にあたるエアーの風速を測定した。
【0016】
本発明における熱処理は、熱処理を受けるポリイミドフィルムのαMDの変化率が25%となる温度より約100〜150℃高い温度で行うことが好ましく、約100〜140℃高い温度で行うことがより好ましい。熱処理の温度が、熱処理を受けるポリイミドフィルムのαMDの変化率が25%となる温度より150℃を超えて高い場合、部分的にフィルムの伸縮が進行するため、良好な平面性を維持できないという点から、好ましくない。また、熱処理の温度が、熱処理を受けるポリイミドフィルムのαMDの変化率が25%となる温度より100℃高い温度を下回る場合、線膨張率のバラツキ低下が充分にできないため、好ましくない。
【0017】
また、前記熱処理は多段階的に行ってもよく、この場合、最終段階の温度は、第1段階の温度より高い温度であることが好ましい。多段階で熱処理を行う場合、熱処理を受けるポリイミドフィルムのαMDの変化率が25%となる温度より約100〜150℃高い温度を最高温度とし、前記αMDの変化率が25%となる温度以上を最低温度とすることが好ましい。
【0018】
前記熱処理を行う時間は、0秒を超えて10秒以下程度であることが好ましく、0秒を超えて8秒以下程度であることがより好ましく、3秒以上8秒以下程度であることがさらに好ましい。また、前記熱処理は、複数回に分けて行ってもよく、この場合、熱処理を行う時間とは、トータルの処理時間を指すものとする。熱処理を行う時間が10秒を超えると、αMDのバラツキが抑制されず、さらに得られるフィルムの平面性が著しく悪化するため、好ましくない。熱処理中を行う時間は、例えば各ローラーの相対回転速度で調節できる。多段階で熱処理を行う場合、全ての段階の処理時間の合計が0秒を超えて10秒以下程度であることが好ましく、0秒を超えて8秒以下程度であることがより好ましく、3秒以上8秒以下程度であることがさらに好ましい。
【0019】
本発明における熱処理の手段は、本発明の効果を妨げない限り特に限定されないが、例えば、セラミックヒーター等を用いて遠赤外線を照射する方法、熱風を吹き付ける方法及びラジエーションヒーターを用いる方法等が挙げられ、それぞれ単独で用いてもよく、2以上を併用してもよい。前記遠赤外線としては、極めて短時間で加熱処理が行われる点から、約2μm〜10μmの波長のものを用いることが好ましい。熱風を吹き付ける方法においては、熱風の風速は約1.5〜2.5m/秒であることが好ましい。風速1.5m/秒以上にすることで、エアーを循環させることで雰囲気からの伝熱効率が上がり、フィルムが均等に熱処理されやすくなる点から好ましい。また、風速が2.5m/秒を超えると、吹き付けられた熱風の圧力でたるみが悪化しやすくなるため、好ましくない。
【0020】
前記熱処理は、例えば、前記熱処理手段を備えた炉の中にフィルムを走行させて行うことが好ましい。この場合、炉の中におけるフィルムの滞留時間が熱処理時間に相当する。炉内走行時のフィルム張力は、本発明の効果を妨げない限り特に限定されないが、約1〜50N/mが好ましく、約5〜25N/mがより好ましい。この範囲よりも張力が低いとフィルムの走行性が悪くなり、張力が高いと得られたフィルムのMDへの熱収縮率が高くなるので好ましくない。熱処理中のフィルム張力は、例えば、巻き出しローラーと巻き取りローラーの回転速度差で調節できる。また、フィルムの走行速度は、本発明の効果を妨げない限り特に限定されないが、αMDのバラツキ低減効果を高める点から、約10〜200m/minが好ましく、約30〜120m/minがより好ましい。
【0021】
また、本発明の熱処理ポリイミドフィルムとしては、任意の2点におけるαMDの差が、50℃〜300℃の範囲内で約15ppm/℃以下であるものが好ましく、約10ppm/℃以下であるものがさらに好ましい。前記αMDの差が大きいものはそのまま使用すると不具合が生じるおそれがあり、αMDの差が小さい部位を選択して使用する必要があるため、好ましくない。また、各点におけるαMDは、50℃〜300℃で約50ppm/℃以下であることが好ましく、約40ppm/℃以下であることがさらに好ましい。
【0022】
本発明の熱処理ポリイミドフィルムを提供する形態としては、本発明の効果を妨げない限り特に限定されるものではないが、通常、ロール状、シート状等の形態が挙げられる。本発明の熱処理ポリイミドフィルムは、部位による線膨張係数のバラツキが低いため、幅500mm以上及び/又は長さ50m以上のフィルムを巻いたロール状での提供にも好適である。
【0023】
本発明の熱処理ポリイミドフィルムの製造に用いられるポリイミドフィルムは、本発明の効果を妨げない限り特に限定されないが、αMDの変化率が25%となる温度が約200℃以上であることが好ましく、約250℃以上であることがより好ましい。また、該ポリイミドフィルムの厚さは、良好な均一性が得られるという点から、約1〜250μmが好ましく、約5〜50μmがより好ましい。このようなフィルムとしては、市販のもの、公知の方法で製造したもの等が広く用いられる。
【0024】
以下に本発明で用いられるポリイミドフィルムの製造方法の一例について述べる。本発明で用いられるポリイミドフィルムは、(a)芳香族ジアミン成分と酸無水物成分とを有機溶媒中で重合反応させ、ポリアミド酸溶液を得る工程、(b)前記ポリアミド酸溶液を環化反応させてゲルフィルムを得る工程及び(c)前記工程(b)で得られたゲルフィルムを延伸する工程を含む方法によって製造されてもよい。
【0025】
前記工程(a)は、芳香族ジアミン成分と酸無水物成分とを有機溶媒中で重合反応させ、ポリアミド酸溶液を得る工程である。前記ポリアミド酸溶液に含有されるポリアミド酸としては、芳香族テトラカルボン酸類と芳香族ジアミン類からなり、下記一般式(1)で示される繰り返し単位で構成されるものが好ましい。該ポリアミド酸は、溶液中で部分的にイミド化されていてもよく、少量の無機化合物等を含有していてもよい。
【0026】
【化1】

上記一般式(1)において、R1は少なくとも1個の芳香族環を有する4価の有機基で、その炭素数は25以下であるものとし、R2は少なくとも1個の芳香族環を有する2価の有機基で、その炭素数は25以下である。
【0027】
前記芳香族テトラカルボン酸類と前記芳香族ジアミン類とは、それぞれのモル数が大略等しくなる割合で配合されるが、その一方が約10モル%、好ましくは約5モル%の範囲内で、他方に対して過剰に配合されてもよい。
【0028】
前記芳香族テトラカルボン酸類の具体例としては、ピロメリット酸、3,3’,4,4’−ビフェニルテトラカルボン酸、2,3’,3,4’−ビフェニルテトラカルボン酸、3,3’,4,4’−ベンゾフェノンテトラカルボン酸、2,3,6,7−ナフタレンテトラカルボン酸、2,2−ビス(3,4−ジカルボキシフェニル)プロパン、ピリジン−2,3,5,6−テトラカルボン酸又はその酸無水物、もしくは酸二無水物、或いはその酸のエステル化合物又はハロゲン化物から誘導される芳香族テトラカルボン酸類等が挙げられる。
【0029】
前記芳香族ジアミン類の具体例としては、パラフェニレンジアミン、メタフェニレンジアミン、ベンジジン、パラキシリレンジアミン、4,4’−ジアミノジフェニルエーテル、3,4’−ジアミノジフェニルエーテル、4,4’−ジアミノジフェニルメタン、4,4’−ジアミノジフェニルスルホン、3,3’−ジメチルー4,4’−ジアミノジフェニルメタン、1,5−ジアミノナフタレン、3,3’−ジメトキシベンジジン、1,4−ビス(3−メチル−5−アミノフェニル)ベンゼン及びこれらの誘導体等が挙げられる。
【0030】
本発明に特に適合する芳香族テトラカルボン酸成分と芳香族ジアミン成分の組み合わせとしては、ピロメリット酸二無水物と4,4’−ジアミノジフェニルエーテル、及び3,3’,4,4’−ビフェニルテトラカルボン酸二無水物と4,4’−ジアミノジフェニルエーテル等の組み合わせが好ましく挙げられる。また、前記芳香族テトラカルボン酸成分と芳香族ジアミン成分から得られるポリアミド酸としては、これらの共重合及び/又はパラフェニレンジアミンとの共重合により得られるものが好ましい。
【0031】
前記ポリアミド酸溶液を調製するために使用される有機溶媒の具体例としては、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド及びN−メチル−2−ピロリドン等の有機極性アミド系溶媒が挙げられ、これらの有機溶媒は単独で又は2種以上を組み合わせて使用されるが、ベンゼン、トルエン及びキシレン等の非溶媒と組み合わせて使用してもよい。
【0032】
前記重合反応は、有機溶媒中で撹拌及び/又は混合しながら、通常約0〜80℃の温度範囲で、約10分〜30時間連続して進められるが、必要により温度を適宜上下させてもよく、重合反応を複数回に分割して行ってもよい。両反応体の添加順序には特に制限はないが、芳香族ジアミン類の溶液中に芳香族テトラカルボン酸類を添加するのが好ましい。前記重合反応中に真空脱泡することは、良質なポリアミド酸の有機溶媒溶液を製造するために有効な方法である。また、重合反応の前に芳香族ジアミン類に少量の末端封鎖剤を添加して重合を制御することを行ってもよい。
【0033】
前記ポリアミド酸溶液は、固形分を好ましくは約5〜40重量%、より好ましくは約10〜30重量%含有するものである。また、その粘度はブルックフィールド粘度計による測定で約10〜2000Pa・sが、安定した送液が可能であることから好ましく、約100〜1000Pa・sがさらに好ましい。
【0034】
前記ポリアミド酸溶液は、フィルムの易滑性を得るため必要に応じて、酸化チタン、微細シリカ、炭酸カルシウム、リン酸カルシウム、リン酸水素カルシウム、ポリイミドフィラー等の化学的に不活性な有機フィラー或いは無機フィラー等を含有していてもよく、このようなフィラーとしては、シリカが好ましい。
【0035】
前記工程(b)は、前記ポリアミド酸溶液を環化反応させてゲルフィルムを得る工程である。前記環化反応としては、例えば、熱閉環法と化学閉環法が挙げられる。前記熱閉環法とは、閉環触媒及び脱水剤を含有しない前記ポリアミド酸の有機溶媒溶液をスリット付き口金から支持体上に流延してフィルム状に成形し、支持体上で加熱乾燥することにより脱水環化させてゲルフィルムを得る方法である。また、前記化学閉環法とは、前記ポリアミド酸の有機溶媒溶液に閉環触媒及び脱水剤を含有せしめた溶液をスリット付き口金から支持体上に流延してフィルム状に成形し、支持体上で環化を一部進行させた後、支持体より剥離し加熱することにより、ゲルフィルムを得る方法である。
【0036】
本発明でいうゲルフィルムとは、部分的にイミド化したポリアミド酸及び溶媒を含み自己支持性を有するフィルムを意味する。該ゲルフィルムに含まれる溶媒量は特に限定されないが、通常、ゲルフィルムに対し溶媒を1〜90%程度含むものが用いられる。
【0037】
前記環化反応では、前記のいずれの閉環法を採用してもよいが、化学閉環法はポリアミド酸の有機溶媒溶液に閉環触媒及び脱水剤を含有させる設備を必要とするものの、自己支持性を有するゲルフィルムを短時間で得られる点で、より好ましい方法といえる。
【0038】
本発明で使用される閉環触媒の具体例としては、トリメチルアミン、トリエチルアミン等の脂肪族第3級アミン及びイソキノリン、ピリジン、ベータピコリン等の複素環式第3級アミン等が挙げられるが、複素環式第3級アミンから選ばれる少なくとも一種のアミンを使用するのが好ましい。ポリアミド酸に対する閉環触媒の含有量は、閉環触媒の含有量(モル)/ポリアミド酸の含有量(モル)が約0.5〜8となる範囲が好ましい。
【0039】
本発明で使用される脱水剤の具体例としては、無水酢酸、無水プロピオン酸、無水酪酸等の脂肪族カルボン酸無水物、及び無水安息香酸等の芳香族カルボン酸無水物等が挙げられるが、無水酢酸及び/又は無水安息香酸が好ましい。また、ポリアミド酸に対する脱水剤の含有量は、脱水剤の含有量(モル)/ポリアミド酸の含有量(モル)が約0.1〜4となる範囲が好ましい。なお、この場合には、アセチルアセトン等のゲル化遅延剤を併用してもよい。
【0040】
前記ゲルフィルムに含有されるポリイミドの固有粘度(25℃硫酸中で測定)は、約0.2〜3.0の範囲が好ましく、約0.8〜2.0の範囲がより好ましい。
【0041】
前記工程(c)は、前記工程(b)で得られたゲルフィルムを延伸する工程である。該延伸の方法は、本発明の効果を妨げない限り、特に限定されないが、機械搬送方向(MD)と、幅方向(TD)への2軸延伸であることが好ましい。
【0042】
前記2軸延伸処理の順番は、特に限定されないが、機械搬送方向(MD)の延伸(以下、縦延伸ともいう)を行ったのち、幅方向(TD)の延伸(以下、横延伸ともいう)を行うのが好ましい。また、縦延伸を行い、次いで加熱処理をした後、横延伸を行う工程、又は縦延伸を行い、次いで加熱処理と並行して横延伸を行う工程が、線熱膨張係数の均一性を高める点から、より好ましい。ここでいう加熱処理とは、ゲルフィルムに含まれる溶媒を除去してポリイミドフィルムを得るためのものである。本発明では該ポリイミドフィルムにさらに熱処理を行い、熱処理ポリイミドフィルムを得る。
【0043】
前記2軸延伸処理におけるMDの延伸(縦延伸)は、2段階以上にわけて行うことが好ましい。MDの総延伸倍率は、特に限定されないが、1.04倍以上1.5倍以下程度が好ましく、1.05倍以上1.4倍以下程度がより好ましい。また、MDの延伸温度は、特に限定されないが、50〜100℃程度が好ましく、60℃〜90℃程度がより好ましい。前記した縦延伸のパターンとしては、延伸倍率1から前記延伸倍率まで、一気に延伸する方法、逐次に延伸する方法、少しずつ不定率な倍率で延伸する方法、少しずつ定率な倍率で延伸する方法、又はこれらを複数組み合わせた方法等を挙げることが出来、特に少しずつ定率な倍率で延伸する方法が好ましい。
【0044】
前記縦延伸の後に加熱処理を行う場合、加熱温度は、特に限定されないが、MDの延伸時の温度より高い温度が好ましい。また、加熱処理は、異なる温度で多段階的に行ってもよく、この場合、最終段階の加熱温度は、第1段階の加熱温度より高い温度であることが好ましい。加熱処理には、温度の異なる複数のブロック(ゾーン)を有するキャステイング炉又は加熱炉等の加熱装置等を用いることができる。加熱処理は、ピン式テンター装置、クリップ式テンター装置、チャック等によりフィルムの両端を固定して行うことが好ましい。当該加熱処理により、溶媒を除去することができる。
【0045】
縦延伸の後に横延伸を行う場合、MDに延伸されたゲルフィルムは、テンター装置に導入され、テンタークリップ等に幅方向両端部を把持されて、テンタークリップ等と共に走行しながら、幅方向(TD)へ延伸される。TDの延伸倍率(以下、横延伸率ともいう)としては、特に限定されないが、1.1倍以上2.0倍以下が好ましく、1.2倍以上1.8倍以下がより好ましい。TDの延伸倍率(横延伸率)は、MDの延伸倍率(縦延伸率)より高く設定することが好ましく、具体的には、MDの総延伸倍率の1.10倍以上1.50倍以下が好ましく、1.15倍以上1.45倍以下がより好ましい。フィルムのMDの延伸倍率に比べTDの延伸倍率を高く設定することによってフィルムのMDには金属に近似した線熱膨張係数を保持しつつ、フィルムのTDの線熱膨張係数を低く抑えたフィルムを得ることができる。該フィルムを用いて製造される本発明の熱処理ポリイミドフィルムは、フレキシブルプリント配線板等に好適である。
【0046】
TDの延伸は、前記加熱処理後に行ってもよく、前記加熱処理前に行ってもよいが、前記加熱処理と並行して行うのが、線熱膨張係数の均一性を高める点から、より好ましい。TDの延伸の延伸時間は、特に限定されないが、5秒〜10分程度であり、10秒〜8分が好ましい。上記横延伸のパターンとしては、延伸倍率1から上記横延伸倍率まで、一気に延伸する方法、逐次に延伸する方法、少しずつ不定率な倍率で延伸する方法、少しずつ定率な倍率で延伸する方法、又はこれらを複数組合せた方法等を挙げることができる。特に、横延伸と多段階加熱処理を並行して行う場合、第1段階の加熱処理時に、TDの延伸倍率が最大延伸率となるように設定し、少しずつ延伸倍率を低下させることが好ましい。また、第1段階の加熱処理後もさらにTDの延伸倍率を少しずつ上げ、第2段階或いは最終段階の加熱処理時にTDの延伸倍率が最大延伸率となるように設定することも好ましい。
【0047】
前記支持体から剥離されたゲルフィルムは、回転ロールにより走行速度を規制しながら走行方向(MD)に延伸される。回転ロールには、ゲルフィルムの走行速度を規制するための把持力が必要であり、回転ロールとしては、金属ロールとゴムロールを組み合わせてなるニップロール、バキュウムロール、多段張力カットロール、又は減圧吸引方式のサクセションロール等を使用するのが好ましい。
【実施例】
【0048】
以下、実施例により本発明を説明するが、本発明はこれらの実施例に限定されない。
【0049】
[製造例1]
撹拌機を備えた重合装置に、乾燥したN、N−ジメチルアセトアミド1900.6kgを入れ、その中にパラフェニレンジアミン12.43kg(0.115kmol)を攪拌溶解した。続いて、ピロメリット酸二無水物24.45kg(0.112kmol)を少量ずつ投入し、投入完了後から1時間撹拌し続けた。その後、4,4’−ジアミノジフェニルエーテル169.17kg(0.845kmol)を投入して均一になるまで攪拌した後、3,3’−4,4’−ジフェニルテトラカルボン酸二無水物56.49(0.192kmol)を添加して、1時間反応させた。続いてここにピロメリット酸二無水物143.09kg(0.656kmol)を添加して、さらに1時間反応させてポリアミド酸溶液を得た。この溶液は、20℃で320Pa・sの粘度であった。
このポリアミド酸溶液に、乾燥したN、N−ジメチルアセトアミド250.0kg、無水酢酸をポリアミド酸単位に対して2.5mol、ピリジンをポリアミド酸単位に対して2.0mol混合して、ポリアミド酸溶液を調製した。
【0050】
このポリアミド酸溶液を口金スリット幅2.5mm、長さ1600mmのTダイから押し出し、70℃の金属エンドレスベルト上に流延して自己支持性のあるゲルフィルムを得た。このゲルフィルムを60℃の室内でMDへ1.15倍に延伸しながら搬送した。ピン式テンター装置によりゲルフィルムの幅方向両端部をピンで把持し搬送及びTDへ1.35倍に延伸しながら、260℃で2分間乾燥し、さらに340℃で5分間加熱処理した後、冷却ゾーンでリラックスさせながら2分間30℃で冷却した。さらに搬送しながらフィルムの端部のエッジをカットし、フィルム表面をウエブクリーナ(MODEL SC2202、ヒューグルエレクトロニクス社製)でクリーニングすることにより、幅1600mm、厚さ12μmのポリイミドフィルム3200mを採取した。これをスリットマシンでスリットすることで幅510mm、長さ300mのフィルムロール(以下、PIロール−1という。)を得た。なお、PIロール−1のαMDの変化率が25%となるのは250℃であり、510mm幅内を30mm間隔で16点測定したαMDの最大値と最小値の差は18ppm/℃であった。
【0051】
[製造例2]
製造例1と同様にして調製したポリアミド酸溶液を口金スリット幅2.5mm、長さ1600mmのTダイから押し出し、58℃の金属エンドレスベルト上に流延して自己支持性のあるゲルフィルムを得た。このゲルフィルムを65℃の室内でMDへ1.10倍に延伸しながら搬送した。ピン式テンター装置によりゲルフィルムの幅方向両端部をピンで把持し搬送及びTDへ1.40倍に延伸しながら、260℃で3分間乾燥し、更に340℃で7.5分間加熱処理して、冷却ゾーンでリラックスさせながら1.5分間30℃で冷却した。さらに搬送しながらフィルムの端部のエッジをカットし、フィルム表面をウエブクリーナ(MODEL SC2202、ヒューグルエレクトロニクス社製)でクリーニングすることにより、幅1585mm、厚さ25μmのポリイミドフィルム1100mを採取した。スリットマシンでスリットすることで幅510mm、長さ300mのフィルムロール(以下、PIロール−2という。)を得た。なお、PIロール−2のαMDの変化率が25%となるのは250℃であり、510mm幅内を30mm間隔で16点測定したαMDの最大値と最小値の差は22ppm/℃であった。
【0052】
[実施例1]
PIロール−1を、巻き出しローラーにより加熱装置に連続的に送り込み、張力10N/m、最高処理温度385℃の条件で、7秒間熱処理した。本実施例に用いた加熱装置は、図1に示すように加熱室2室(以下、巻き出し側から順に加熱室1、加熱室2という。)を有し、前記加熱室にはセラミックヒーター2、上側給気ノズル3及び下側給気ノズル4が設置され、かつ、フィルム処理部から幅方向にずれた位置に排気口が設置されている。熱処理後、加熱装置外で巻き取りながら室温まで冷却した。セラミックヒーターの温度は全て630℃、風速は上下とも2.4m/秒に調整した。なお、上側及び下側給気ノズルから導入するエアーの温度は加熱室1が130℃、加熱室2が150℃であり、巻き出し速度50m/分で250mのポリイミドフィルムロールを得た。ここでいう巻き出し速度とは、前記フィルムの走行速度に相当する。得られたフィルムの510mm幅内を30mm間隔で16点測定したαMDの最大値と最小値の差は9ppm/℃であった。
【0053】
[実施例2]
処理条件として、セラミックヒーターの温度を全て580℃、最高処理温度を350℃に変更したこと以外、実施例1と同様の操作を行うことにより、250mのポリイミドフィルムロールを得た。得られたフィルムの510mm幅内を30mm間隔で16点測定したαMDの最大値と最小値の差は10ppm/℃であった。
【0054】
[比較例1]
処理条件として、セラミックヒーターの温度を全て480℃、最高処理温度を280℃に変更したこと以外、実施例1と同様の操作を行うことにより、250mのポリイミドフィルムロールを得た。得られたフィルムの510mm幅内を30mm間隔で16点測定したαMDの最大値と最小値の差は20ppm/℃であった。
【0055】
[比較例2]
処理条件として、セラミックヒーターの温度を全て480℃、最高処理温度を265℃、巻き出し速度100m/分に変更したこと以外、実施例1と同様の操作を行うことにより、250mのポリイミドフィルムロールを得た。得られたフィルムの510mm幅内を30mm間隔で16点測定したαMDの最大値と最小値の差は23ppm/℃であった。
【0056】
[比較例3]
処理条件として、セラミックヒーターの温度を全て680℃、最高処理温度を420℃に変更したこと以外、実施例1と同様の操作を行うことにより、250mのポリイミドフィルムロールを得た。得られたフィルムの510mm幅内を30mm間隔で16点測定したαMDの最大値と最小値の差は17ppm/℃であった。
【0057】
[実施例3]
処理ロールをPIロール−2とし、巻き出し速度100m/分に変更したこと以外、実施例1と同様の操作を行うことにより、250mのポリイミドフィルムロールを得た。得られたフィルムの510mm幅内を30mm間隔で16点測定したαMDの最大値と最小値の差は11ppm/℃であった。
【0058】
【表1】
【0059】
比較例1〜3の熱処理ポリイミドフィルムは、測定した16点でのαMDの最大値と最小値の差がそれぞれ20ppm/℃、23ppm/℃、17ppm/℃と大きく、αMDがフィルム上の位置により不均一であった。一方、本発明の実施例1〜3では、αMDがフィルム上の位置によらず均一であり、バラツキの低減された高品質の熱処理ポリイミドフィルムが得られた。
【産業上の利用可能性】
【0060】
本発明の熱処理ポリイミドフィルムは、フィルム上の位置によらず、均一なαMDを有するため、ラミネート法における加工性に問題もなく、反りも起こらず、エッチング後の線膨張係数が小さく、耐熱性にも優れ、αMDのバラツキが改善され、フレキシブルプリント配線板用材料において特に有用である。
【符号の説明】
【0061】
1 ポリイミドフィルム
2 セラミックヒーター
3 上側給気ノズル
4 下側給気ノズル
5 搬送ロール
6 加熱室1
7 加熱室2
8 ポリイミドフィルムの搬送方向
【技術分野】
【0001】
本発明は、電気電子機器分野で使用されるフレキシブルプリント配線板の材料として好適なポリイミドフィルムに関し、更に詳しくは、ポリイミドフィルムを基材として、その片面あるいは両面にポリイミド系接着剤を介して銅板を接着してなり、フレキシブルプリント配線板の材料として好適な、線膨張係数のバラツキが改善されたポリイミドフィルムに関する。
【背景技術】
【0002】
近年、プリント配線板が広く電子・電気機器に使用されている。中でも、折り曲げ可能なフレキシブルプリント配線板(Flexible Printed Circuits;FPC)は、パーソナルコンピューター、デジタルビデオカメラ又は携帯電話等のヒンジ部、ハードディスク等の屈曲が必要な部分に広く使用されている。
【0003】
電子用途のフレキシブルプリント配線板を構成する主材料として、耐熱性の点からポリイミドフィルムを使用した銅張積層板(Copper Clad Lamination;CCL)が知られている。この銅張積層板は、3層CCLと2層CCLに大別される。2層CCLは、3層CCLに比べ、一般的に、耐熱性、寸法安定性、電気特性がよく、3層CCLでは要求特性を満たせない場合(例えば、プラズマディスプレイ、折りたたみ式携帯電話のヒンジ部等)に多く使用される。
【0004】
2層CCLの製造方法としては、銅箔にポリイミド樹脂をコーティングするキャスト法、ポリイミド系接着剤を用いて銅箔とポリイミドフィルムを貼り合わせるラミネート法、ポリイミドフィルムに金属を蒸着あるいはスパッタリングした後に銅めっきをするスパッタ法がある。
【0005】
ラミネート法において、エポキシ系接着剤、アクリル系接着剤等も用いられるが、ポリイミドフィルムの優れた特性を十分に活かすために、耐熱性に優れるポリイミド系接着剤が用いられる場合もある(特許文献1)。ラミネート法でポリイミド系接着剤を用いる場合、ポリイミドは、その化学構造及び耐薬品(溶剤)安定性により、銅箔との接着性が不十分な場合が多く、接着性を高めるために、300℃以上の高温で銅箔と熱圧着してラミネートする必要がある。
【0006】
しかしながら、前記ラミネートに続いて、エッチング処理等をした後、ポリイミドフィルムが収縮するため、部分的に線膨張係数の小さいポリイミドフィルムが得られたとしても、線膨張係数の大きい部位もあり、線膨張係数のバラツキが多いポリイミドフィルムが製造されていた。そのため、ポリイミドフィルムの使用に際して、線膨張係数が小さい部位を選択する必要があり、製品として品質が均一でなく、実用上問題となっており、フィルムの全面において均一に、線膨張係数が小さいポリイミドフィルムの開発が望まれていた。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2005−186274号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、フィルムの位置によらずに均一に優れた寸法安定性を有し、線膨張係数のバラツキが改善されたポリイミドフィルムを提供することにある。
【課題を解決するための手段】
【0009】
上記した事情に鑑み、本発明者は鋭意研究を重ねた結果、ラミネート法において、ポリイミド系接着剤をポリイミドフィルム表面上に塗布する前に、特定の温度範囲において強熱処理をすることによって、フィルム幅方向で均一な寸法安定性を有するポリイミドフィルムが得られることを見出し、さらに検討を重ねて本発明を完成した。
【0010】
すなわち、本発明は以下の発明を含むものである。
[1]機械搬送方向の線膨張係数の変化率が25%となる温度が200℃以上であるポリイミドフィルムに、前記線膨張係数の変化率が25%となる温度より100℃〜150℃高い温度で熱処理を施すことによって得られ、任意の2点に関し、50℃〜300℃において機械搬送方向の線膨張係数の差が15ppm/℃以下であることを特徴とする熱処理ポリイミドフィルム。
[2]前記熱処理の時間が0秒を超えて10秒以下であることを特徴とする、前記[1]に記載の熱処理ポリイミドフィルム。
[3]幅500mm以上、長さ50m以上である前記[1]又は[2]に記載の熱処理ポリイミドフィルムからなることを特徴とするフィルムロール。
[4]機械搬送方向の線膨張係数の変化率が25%となる温度が200℃以上であるポリイミドフィルムに、前記線膨張係数の変化率が25%となる温度より100℃〜150℃高い温度で熱処理を施す工程を有することを特徴とする、熱処理ポリイミドフィルムの製造方法。
[5]前記熱処理の時間が0秒を超えて10秒以下であることを特徴とする、前記[4]に記載の熱処理ポリイミドフィルムの製造方法。
【発明の効果】
【0011】
本発明の熱処理ポリイミドフィルムは、フィルム上の位置によらず均一な線膨張係数及び寸法安定性を有するため、ラミネート法における加工性に問題もなく、反りも起こらず、耐熱性に優れ、フィルムの部位による使い分け、部位別の切断等の加工処理も不要であり、フレキシブルプリント配線板用において、特に有用である。
【図面の簡単な説明】
【0012】
【図1】実施例1〜3及び比較例1〜3の加熱装置を示す概略図である。
【発明を実施するための形態】
【0013】
以下、本発明について具体的に説明する。
本発明の熱処理ポリイミドフィルムは、機械搬送方向の線膨張係数の変化率が25%となる温度が200℃以上であるポリイミドフィルムに、前記線膨張係数の変化率が25%となる温度より100℃〜150℃高い温度で熱処理を施すことによって得られ、任意の2点に関し、50℃〜300℃において機械搬送方向の線膨張係数の差が15ppm/℃以下であることを特徴とする。
【0014】
本発明において、熱処理ポリイミドフィルムとは、前記熱処理を施した後のポリイミドフィルムを指す。また、以下、機械搬送方向をMD、幅方向をTD、機械搬送方向の線膨張係数をαMDともいう。αMDの測定方法及びαMDの変化率の測定方法は、後述する通りである。
【0015】
本発明における各特性の評価方法及び評価の基準は以下の通りである。
(1)線膨張係数
線膨張係数は、熱分析装置(TMA−50、島津製作所社製)を使用して昇温速度10℃/分で室温から320℃まで昇温し、50〜300℃の範囲を解析した値である。
(2)線膨張係数の変化率
αMDの変化率は、熱分析装置(TMA−50、島津製作所社製)を用い、昇温速度10℃/分で50℃から450℃にかけて測定した。50℃を始点として10℃刻みで線膨張係数の平均をもとめ、下記式で変化率を求めた。
変化率(%)=((C2−C1)/C1)×100
C2:変化率を求めたい温度の線膨張係数
C1:C2より10℃低い温度での線膨張係数
(3)フィルムの温度
シース熱電対(K種(T−35)、岡崎製作所社製)の測定部をフィルム表面に取り付け、端子をレコーダ(NR−1000、キーエンス社製)に接続する。フィルムの処理条件でオーブン内を搬送させ、フィルムの実温度を測定した。
(4)風速の測定
風速計(アネモマスター風速計 MODEL6162、カノマックス社製)を用いて、フィルム表面にあたるエアーの風速を測定した。
【0016】
本発明における熱処理は、熱処理を受けるポリイミドフィルムのαMDの変化率が25%となる温度より約100〜150℃高い温度で行うことが好ましく、約100〜140℃高い温度で行うことがより好ましい。熱処理の温度が、熱処理を受けるポリイミドフィルムのαMDの変化率が25%となる温度より150℃を超えて高い場合、部分的にフィルムの伸縮が進行するため、良好な平面性を維持できないという点から、好ましくない。また、熱処理の温度が、熱処理を受けるポリイミドフィルムのαMDの変化率が25%となる温度より100℃高い温度を下回る場合、線膨張率のバラツキ低下が充分にできないため、好ましくない。
【0017】
また、前記熱処理は多段階的に行ってもよく、この場合、最終段階の温度は、第1段階の温度より高い温度であることが好ましい。多段階で熱処理を行う場合、熱処理を受けるポリイミドフィルムのαMDの変化率が25%となる温度より約100〜150℃高い温度を最高温度とし、前記αMDの変化率が25%となる温度以上を最低温度とすることが好ましい。
【0018】
前記熱処理を行う時間は、0秒を超えて10秒以下程度であることが好ましく、0秒を超えて8秒以下程度であることがより好ましく、3秒以上8秒以下程度であることがさらに好ましい。また、前記熱処理は、複数回に分けて行ってもよく、この場合、熱処理を行う時間とは、トータルの処理時間を指すものとする。熱処理を行う時間が10秒を超えると、αMDのバラツキが抑制されず、さらに得られるフィルムの平面性が著しく悪化するため、好ましくない。熱処理中を行う時間は、例えば各ローラーの相対回転速度で調節できる。多段階で熱処理を行う場合、全ての段階の処理時間の合計が0秒を超えて10秒以下程度であることが好ましく、0秒を超えて8秒以下程度であることがより好ましく、3秒以上8秒以下程度であることがさらに好ましい。
【0019】
本発明における熱処理の手段は、本発明の効果を妨げない限り特に限定されないが、例えば、セラミックヒーター等を用いて遠赤外線を照射する方法、熱風を吹き付ける方法及びラジエーションヒーターを用いる方法等が挙げられ、それぞれ単独で用いてもよく、2以上を併用してもよい。前記遠赤外線としては、極めて短時間で加熱処理が行われる点から、約2μm〜10μmの波長のものを用いることが好ましい。熱風を吹き付ける方法においては、熱風の風速は約1.5〜2.5m/秒であることが好ましい。風速1.5m/秒以上にすることで、エアーを循環させることで雰囲気からの伝熱効率が上がり、フィルムが均等に熱処理されやすくなる点から好ましい。また、風速が2.5m/秒を超えると、吹き付けられた熱風の圧力でたるみが悪化しやすくなるため、好ましくない。
【0020】
前記熱処理は、例えば、前記熱処理手段を備えた炉の中にフィルムを走行させて行うことが好ましい。この場合、炉の中におけるフィルムの滞留時間が熱処理時間に相当する。炉内走行時のフィルム張力は、本発明の効果を妨げない限り特に限定されないが、約1〜50N/mが好ましく、約5〜25N/mがより好ましい。この範囲よりも張力が低いとフィルムの走行性が悪くなり、張力が高いと得られたフィルムのMDへの熱収縮率が高くなるので好ましくない。熱処理中のフィルム張力は、例えば、巻き出しローラーと巻き取りローラーの回転速度差で調節できる。また、フィルムの走行速度は、本発明の効果を妨げない限り特に限定されないが、αMDのバラツキ低減効果を高める点から、約10〜200m/minが好ましく、約30〜120m/minがより好ましい。
【0021】
また、本発明の熱処理ポリイミドフィルムとしては、任意の2点におけるαMDの差が、50℃〜300℃の範囲内で約15ppm/℃以下であるものが好ましく、約10ppm/℃以下であるものがさらに好ましい。前記αMDの差が大きいものはそのまま使用すると不具合が生じるおそれがあり、αMDの差が小さい部位を選択して使用する必要があるため、好ましくない。また、各点におけるαMDは、50℃〜300℃で約50ppm/℃以下であることが好ましく、約40ppm/℃以下であることがさらに好ましい。
【0022】
本発明の熱処理ポリイミドフィルムを提供する形態としては、本発明の効果を妨げない限り特に限定されるものではないが、通常、ロール状、シート状等の形態が挙げられる。本発明の熱処理ポリイミドフィルムは、部位による線膨張係数のバラツキが低いため、幅500mm以上及び/又は長さ50m以上のフィルムを巻いたロール状での提供にも好適である。
【0023】
本発明の熱処理ポリイミドフィルムの製造に用いられるポリイミドフィルムは、本発明の効果を妨げない限り特に限定されないが、αMDの変化率が25%となる温度が約200℃以上であることが好ましく、約250℃以上であることがより好ましい。また、該ポリイミドフィルムの厚さは、良好な均一性が得られるという点から、約1〜250μmが好ましく、約5〜50μmがより好ましい。このようなフィルムとしては、市販のもの、公知の方法で製造したもの等が広く用いられる。
【0024】
以下に本発明で用いられるポリイミドフィルムの製造方法の一例について述べる。本発明で用いられるポリイミドフィルムは、(a)芳香族ジアミン成分と酸無水物成分とを有機溶媒中で重合反応させ、ポリアミド酸溶液を得る工程、(b)前記ポリアミド酸溶液を環化反応させてゲルフィルムを得る工程及び(c)前記工程(b)で得られたゲルフィルムを延伸する工程を含む方法によって製造されてもよい。
【0025】
前記工程(a)は、芳香族ジアミン成分と酸無水物成分とを有機溶媒中で重合反応させ、ポリアミド酸溶液を得る工程である。前記ポリアミド酸溶液に含有されるポリアミド酸としては、芳香族テトラカルボン酸類と芳香族ジアミン類からなり、下記一般式(1)で示される繰り返し単位で構成されるものが好ましい。該ポリアミド酸は、溶液中で部分的にイミド化されていてもよく、少量の無機化合物等を含有していてもよい。
【0026】
【化1】
上記一般式(1)において、R1は少なくとも1個の芳香族環を有する4価の有機基で、その炭素数は25以下であるものとし、R2は少なくとも1個の芳香族環を有する2価の有機基で、その炭素数は25以下である。
【0027】
前記芳香族テトラカルボン酸類と前記芳香族ジアミン類とは、それぞれのモル数が大略等しくなる割合で配合されるが、その一方が約10モル%、好ましくは約5モル%の範囲内で、他方に対して過剰に配合されてもよい。
【0028】
前記芳香族テトラカルボン酸類の具体例としては、ピロメリット酸、3,3’,4,4’−ビフェニルテトラカルボン酸、2,3’,3,4’−ビフェニルテトラカルボン酸、3,3’,4,4’−ベンゾフェノンテトラカルボン酸、2,3,6,7−ナフタレンテトラカルボン酸、2,2−ビス(3,4−ジカルボキシフェニル)プロパン、ピリジン−2,3,5,6−テトラカルボン酸又はその酸無水物、もしくは酸二無水物、或いはその酸のエステル化合物又はハロゲン化物から誘導される芳香族テトラカルボン酸類等が挙げられる。
【0029】
前記芳香族ジアミン類の具体例としては、パラフェニレンジアミン、メタフェニレンジアミン、ベンジジン、パラキシリレンジアミン、4,4’−ジアミノジフェニルエーテル、3,4’−ジアミノジフェニルエーテル、4,4’−ジアミノジフェニルメタン、4,4’−ジアミノジフェニルスルホン、3,3’−ジメチルー4,4’−ジアミノジフェニルメタン、1,5−ジアミノナフタレン、3,3’−ジメトキシベンジジン、1,4−ビス(3−メチル−5−アミノフェニル)ベンゼン及びこれらの誘導体等が挙げられる。
【0030】
本発明に特に適合する芳香族テトラカルボン酸成分と芳香族ジアミン成分の組み合わせとしては、ピロメリット酸二無水物と4,4’−ジアミノジフェニルエーテル、及び3,3’,4,4’−ビフェニルテトラカルボン酸二無水物と4,4’−ジアミノジフェニルエーテル等の組み合わせが好ましく挙げられる。また、前記芳香族テトラカルボン酸成分と芳香族ジアミン成分から得られるポリアミド酸としては、これらの共重合及び/又はパラフェニレンジアミンとの共重合により得られるものが好ましい。
【0031】
前記ポリアミド酸溶液を調製するために使用される有機溶媒の具体例としては、N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド及びN−メチル−2−ピロリドン等の有機極性アミド系溶媒が挙げられ、これらの有機溶媒は単独で又は2種以上を組み合わせて使用されるが、ベンゼン、トルエン及びキシレン等の非溶媒と組み合わせて使用してもよい。
【0032】
前記重合反応は、有機溶媒中で撹拌及び/又は混合しながら、通常約0〜80℃の温度範囲で、約10分〜30時間連続して進められるが、必要により温度を適宜上下させてもよく、重合反応を複数回に分割して行ってもよい。両反応体の添加順序には特に制限はないが、芳香族ジアミン類の溶液中に芳香族テトラカルボン酸類を添加するのが好ましい。前記重合反応中に真空脱泡することは、良質なポリアミド酸の有機溶媒溶液を製造するために有効な方法である。また、重合反応の前に芳香族ジアミン類に少量の末端封鎖剤を添加して重合を制御することを行ってもよい。
【0033】
前記ポリアミド酸溶液は、固形分を好ましくは約5〜40重量%、より好ましくは約10〜30重量%含有するものである。また、その粘度はブルックフィールド粘度計による測定で約10〜2000Pa・sが、安定した送液が可能であることから好ましく、約100〜1000Pa・sがさらに好ましい。
【0034】
前記ポリアミド酸溶液は、フィルムの易滑性を得るため必要に応じて、酸化チタン、微細シリカ、炭酸カルシウム、リン酸カルシウム、リン酸水素カルシウム、ポリイミドフィラー等の化学的に不活性な有機フィラー或いは無機フィラー等を含有していてもよく、このようなフィラーとしては、シリカが好ましい。
【0035】
前記工程(b)は、前記ポリアミド酸溶液を環化反応させてゲルフィルムを得る工程である。前記環化反応としては、例えば、熱閉環法と化学閉環法が挙げられる。前記熱閉環法とは、閉環触媒及び脱水剤を含有しない前記ポリアミド酸の有機溶媒溶液をスリット付き口金から支持体上に流延してフィルム状に成形し、支持体上で加熱乾燥することにより脱水環化させてゲルフィルムを得る方法である。また、前記化学閉環法とは、前記ポリアミド酸の有機溶媒溶液に閉環触媒及び脱水剤を含有せしめた溶液をスリット付き口金から支持体上に流延してフィルム状に成形し、支持体上で環化を一部進行させた後、支持体より剥離し加熱することにより、ゲルフィルムを得る方法である。
【0036】
本発明でいうゲルフィルムとは、部分的にイミド化したポリアミド酸及び溶媒を含み自己支持性を有するフィルムを意味する。該ゲルフィルムに含まれる溶媒量は特に限定されないが、通常、ゲルフィルムに対し溶媒を1〜90%程度含むものが用いられる。
【0037】
前記環化反応では、前記のいずれの閉環法を採用してもよいが、化学閉環法はポリアミド酸の有機溶媒溶液に閉環触媒及び脱水剤を含有させる設備を必要とするものの、自己支持性を有するゲルフィルムを短時間で得られる点で、より好ましい方法といえる。
【0038】
本発明で使用される閉環触媒の具体例としては、トリメチルアミン、トリエチルアミン等の脂肪族第3級アミン及びイソキノリン、ピリジン、ベータピコリン等の複素環式第3級アミン等が挙げられるが、複素環式第3級アミンから選ばれる少なくとも一種のアミンを使用するのが好ましい。ポリアミド酸に対する閉環触媒の含有量は、閉環触媒の含有量(モル)/ポリアミド酸の含有量(モル)が約0.5〜8となる範囲が好ましい。
【0039】
本発明で使用される脱水剤の具体例としては、無水酢酸、無水プロピオン酸、無水酪酸等の脂肪族カルボン酸無水物、及び無水安息香酸等の芳香族カルボン酸無水物等が挙げられるが、無水酢酸及び/又は無水安息香酸が好ましい。また、ポリアミド酸に対する脱水剤の含有量は、脱水剤の含有量(モル)/ポリアミド酸の含有量(モル)が約0.1〜4となる範囲が好ましい。なお、この場合には、アセチルアセトン等のゲル化遅延剤を併用してもよい。
【0040】
前記ゲルフィルムに含有されるポリイミドの固有粘度(25℃硫酸中で測定)は、約0.2〜3.0の範囲が好ましく、約0.8〜2.0の範囲がより好ましい。
【0041】
前記工程(c)は、前記工程(b)で得られたゲルフィルムを延伸する工程である。該延伸の方法は、本発明の効果を妨げない限り、特に限定されないが、機械搬送方向(MD)と、幅方向(TD)への2軸延伸であることが好ましい。
【0042】
前記2軸延伸処理の順番は、特に限定されないが、機械搬送方向(MD)の延伸(以下、縦延伸ともいう)を行ったのち、幅方向(TD)の延伸(以下、横延伸ともいう)を行うのが好ましい。また、縦延伸を行い、次いで加熱処理をした後、横延伸を行う工程、又は縦延伸を行い、次いで加熱処理と並行して横延伸を行う工程が、線熱膨張係数の均一性を高める点から、より好ましい。ここでいう加熱処理とは、ゲルフィルムに含まれる溶媒を除去してポリイミドフィルムを得るためのものである。本発明では該ポリイミドフィルムにさらに熱処理を行い、熱処理ポリイミドフィルムを得る。
【0043】
前記2軸延伸処理におけるMDの延伸(縦延伸)は、2段階以上にわけて行うことが好ましい。MDの総延伸倍率は、特に限定されないが、1.04倍以上1.5倍以下程度が好ましく、1.05倍以上1.4倍以下程度がより好ましい。また、MDの延伸温度は、特に限定されないが、50〜100℃程度が好ましく、60℃〜90℃程度がより好ましい。前記した縦延伸のパターンとしては、延伸倍率1から前記延伸倍率まで、一気に延伸する方法、逐次に延伸する方法、少しずつ不定率な倍率で延伸する方法、少しずつ定率な倍率で延伸する方法、又はこれらを複数組み合わせた方法等を挙げることが出来、特に少しずつ定率な倍率で延伸する方法が好ましい。
【0044】
前記縦延伸の後に加熱処理を行う場合、加熱温度は、特に限定されないが、MDの延伸時の温度より高い温度が好ましい。また、加熱処理は、異なる温度で多段階的に行ってもよく、この場合、最終段階の加熱温度は、第1段階の加熱温度より高い温度であることが好ましい。加熱処理には、温度の異なる複数のブロック(ゾーン)を有するキャステイング炉又は加熱炉等の加熱装置等を用いることができる。加熱処理は、ピン式テンター装置、クリップ式テンター装置、チャック等によりフィルムの両端を固定して行うことが好ましい。当該加熱処理により、溶媒を除去することができる。
【0045】
縦延伸の後に横延伸を行う場合、MDに延伸されたゲルフィルムは、テンター装置に導入され、テンタークリップ等に幅方向両端部を把持されて、テンタークリップ等と共に走行しながら、幅方向(TD)へ延伸される。TDの延伸倍率(以下、横延伸率ともいう)としては、特に限定されないが、1.1倍以上2.0倍以下が好ましく、1.2倍以上1.8倍以下がより好ましい。TDの延伸倍率(横延伸率)は、MDの延伸倍率(縦延伸率)より高く設定することが好ましく、具体的には、MDの総延伸倍率の1.10倍以上1.50倍以下が好ましく、1.15倍以上1.45倍以下がより好ましい。フィルムのMDの延伸倍率に比べTDの延伸倍率を高く設定することによってフィルムのMDには金属に近似した線熱膨張係数を保持しつつ、フィルムのTDの線熱膨張係数を低く抑えたフィルムを得ることができる。該フィルムを用いて製造される本発明の熱処理ポリイミドフィルムは、フレキシブルプリント配線板等に好適である。
【0046】
TDの延伸は、前記加熱処理後に行ってもよく、前記加熱処理前に行ってもよいが、前記加熱処理と並行して行うのが、線熱膨張係数の均一性を高める点から、より好ましい。TDの延伸の延伸時間は、特に限定されないが、5秒〜10分程度であり、10秒〜8分が好ましい。上記横延伸のパターンとしては、延伸倍率1から上記横延伸倍率まで、一気に延伸する方法、逐次に延伸する方法、少しずつ不定率な倍率で延伸する方法、少しずつ定率な倍率で延伸する方法、又はこれらを複数組合せた方法等を挙げることができる。特に、横延伸と多段階加熱処理を並行して行う場合、第1段階の加熱処理時に、TDの延伸倍率が最大延伸率となるように設定し、少しずつ延伸倍率を低下させることが好ましい。また、第1段階の加熱処理後もさらにTDの延伸倍率を少しずつ上げ、第2段階或いは最終段階の加熱処理時にTDの延伸倍率が最大延伸率となるように設定することも好ましい。
【0047】
前記支持体から剥離されたゲルフィルムは、回転ロールにより走行速度を規制しながら走行方向(MD)に延伸される。回転ロールには、ゲルフィルムの走行速度を規制するための把持力が必要であり、回転ロールとしては、金属ロールとゴムロールを組み合わせてなるニップロール、バキュウムロール、多段張力カットロール、又は減圧吸引方式のサクセションロール等を使用するのが好ましい。
【実施例】
【0048】
以下、実施例により本発明を説明するが、本発明はこれらの実施例に限定されない。
【0049】
[製造例1]
撹拌機を備えた重合装置に、乾燥したN、N−ジメチルアセトアミド1900.6kgを入れ、その中にパラフェニレンジアミン12.43kg(0.115kmol)を攪拌溶解した。続いて、ピロメリット酸二無水物24.45kg(0.112kmol)を少量ずつ投入し、投入完了後から1時間撹拌し続けた。その後、4,4’−ジアミノジフェニルエーテル169.17kg(0.845kmol)を投入して均一になるまで攪拌した後、3,3’−4,4’−ジフェニルテトラカルボン酸二無水物56.49(0.192kmol)を添加して、1時間反応させた。続いてここにピロメリット酸二無水物143.09kg(0.656kmol)を添加して、さらに1時間反応させてポリアミド酸溶液を得た。この溶液は、20℃で320Pa・sの粘度であった。
このポリアミド酸溶液に、乾燥したN、N−ジメチルアセトアミド250.0kg、無水酢酸をポリアミド酸単位に対して2.5mol、ピリジンをポリアミド酸単位に対して2.0mol混合して、ポリアミド酸溶液を調製した。
【0050】
このポリアミド酸溶液を口金スリット幅2.5mm、長さ1600mmのTダイから押し出し、70℃の金属エンドレスベルト上に流延して自己支持性のあるゲルフィルムを得た。このゲルフィルムを60℃の室内でMDへ1.15倍に延伸しながら搬送した。ピン式テンター装置によりゲルフィルムの幅方向両端部をピンで把持し搬送及びTDへ1.35倍に延伸しながら、260℃で2分間乾燥し、さらに340℃で5分間加熱処理した後、冷却ゾーンでリラックスさせながら2分間30℃で冷却した。さらに搬送しながらフィルムの端部のエッジをカットし、フィルム表面をウエブクリーナ(MODEL SC2202、ヒューグルエレクトロニクス社製)でクリーニングすることにより、幅1600mm、厚さ12μmのポリイミドフィルム3200mを採取した。これをスリットマシンでスリットすることで幅510mm、長さ300mのフィルムロール(以下、PIロール−1という。)を得た。なお、PIロール−1のαMDの変化率が25%となるのは250℃であり、510mm幅内を30mm間隔で16点測定したαMDの最大値と最小値の差は18ppm/℃であった。
【0051】
[製造例2]
製造例1と同様にして調製したポリアミド酸溶液を口金スリット幅2.5mm、長さ1600mmのTダイから押し出し、58℃の金属エンドレスベルト上に流延して自己支持性のあるゲルフィルムを得た。このゲルフィルムを65℃の室内でMDへ1.10倍に延伸しながら搬送した。ピン式テンター装置によりゲルフィルムの幅方向両端部をピンで把持し搬送及びTDへ1.40倍に延伸しながら、260℃で3分間乾燥し、更に340℃で7.5分間加熱処理して、冷却ゾーンでリラックスさせながら1.5分間30℃で冷却した。さらに搬送しながらフィルムの端部のエッジをカットし、フィルム表面をウエブクリーナ(MODEL SC2202、ヒューグルエレクトロニクス社製)でクリーニングすることにより、幅1585mm、厚さ25μmのポリイミドフィルム1100mを採取した。スリットマシンでスリットすることで幅510mm、長さ300mのフィルムロール(以下、PIロール−2という。)を得た。なお、PIロール−2のαMDの変化率が25%となるのは250℃であり、510mm幅内を30mm間隔で16点測定したαMDの最大値と最小値の差は22ppm/℃であった。
【0052】
[実施例1]
PIロール−1を、巻き出しローラーにより加熱装置に連続的に送り込み、張力10N/m、最高処理温度385℃の条件で、7秒間熱処理した。本実施例に用いた加熱装置は、図1に示すように加熱室2室(以下、巻き出し側から順に加熱室1、加熱室2という。)を有し、前記加熱室にはセラミックヒーター2、上側給気ノズル3及び下側給気ノズル4が設置され、かつ、フィルム処理部から幅方向にずれた位置に排気口が設置されている。熱処理後、加熱装置外で巻き取りながら室温まで冷却した。セラミックヒーターの温度は全て630℃、風速は上下とも2.4m/秒に調整した。なお、上側及び下側給気ノズルから導入するエアーの温度は加熱室1が130℃、加熱室2が150℃であり、巻き出し速度50m/分で250mのポリイミドフィルムロールを得た。ここでいう巻き出し速度とは、前記フィルムの走行速度に相当する。得られたフィルムの510mm幅内を30mm間隔で16点測定したαMDの最大値と最小値の差は9ppm/℃であった。
【0053】
[実施例2]
処理条件として、セラミックヒーターの温度を全て580℃、最高処理温度を350℃に変更したこと以外、実施例1と同様の操作を行うことにより、250mのポリイミドフィルムロールを得た。得られたフィルムの510mm幅内を30mm間隔で16点測定したαMDの最大値と最小値の差は10ppm/℃であった。
【0054】
[比較例1]
処理条件として、セラミックヒーターの温度を全て480℃、最高処理温度を280℃に変更したこと以外、実施例1と同様の操作を行うことにより、250mのポリイミドフィルムロールを得た。得られたフィルムの510mm幅内を30mm間隔で16点測定したαMDの最大値と最小値の差は20ppm/℃であった。
【0055】
[比較例2]
処理条件として、セラミックヒーターの温度を全て480℃、最高処理温度を265℃、巻き出し速度100m/分に変更したこと以外、実施例1と同様の操作を行うことにより、250mのポリイミドフィルムロールを得た。得られたフィルムの510mm幅内を30mm間隔で16点測定したαMDの最大値と最小値の差は23ppm/℃であった。
【0056】
[比較例3]
処理条件として、セラミックヒーターの温度を全て680℃、最高処理温度を420℃に変更したこと以外、実施例1と同様の操作を行うことにより、250mのポリイミドフィルムロールを得た。得られたフィルムの510mm幅内を30mm間隔で16点測定したαMDの最大値と最小値の差は17ppm/℃であった。
【0057】
[実施例3]
処理ロールをPIロール−2とし、巻き出し速度100m/分に変更したこと以外、実施例1と同様の操作を行うことにより、250mのポリイミドフィルムロールを得た。得られたフィルムの510mm幅内を30mm間隔で16点測定したαMDの最大値と最小値の差は11ppm/℃であった。
【0058】
【表1】
【0059】
比較例1〜3の熱処理ポリイミドフィルムは、測定した16点でのαMDの最大値と最小値の差がそれぞれ20ppm/℃、23ppm/℃、17ppm/℃と大きく、αMDがフィルム上の位置により不均一であった。一方、本発明の実施例1〜3では、αMDがフィルム上の位置によらず均一であり、バラツキの低減された高品質の熱処理ポリイミドフィルムが得られた。
【産業上の利用可能性】
【0060】
本発明の熱処理ポリイミドフィルムは、フィルム上の位置によらず、均一なαMDを有するため、ラミネート法における加工性に問題もなく、反りも起こらず、エッチング後の線膨張係数が小さく、耐熱性にも優れ、αMDのバラツキが改善され、フレキシブルプリント配線板用材料において特に有用である。
【符号の説明】
【0061】
1 ポリイミドフィルム
2 セラミックヒーター
3 上側給気ノズル
4 下側給気ノズル
5 搬送ロール
6 加熱室1
7 加熱室2
8 ポリイミドフィルムの搬送方向
【特許請求の範囲】
【請求項1】
機械搬送方向の線膨張係数の変化率が25%となる温度が200℃以上であるポリイミドフィルムに、前記線膨張係数の変化率が25%となる温度より100℃〜150℃高い温度で熱処理を施すことによって得られ、任意の2点に関し、50℃〜300℃において機械搬送方向の平均線膨張係数の差が15ppm/℃以下であることを特徴とする熱処理ポリイミドフィルム。
【請求項2】
前記熱処理の時間が0秒を超えて10秒以下であることを特徴とする、請求項1に記載の熱処理ポリイミドフィルム。
【請求項3】
幅500mm以上、長さ50m以上である請求項1又は2に記載の熱処理ポリイミドフィルムからなることを特徴とするフィルムロール。
【請求項4】
機械搬送方向の線膨張係数の変化率が25%となる温度が200℃以上であるポリイミドフィルムに、前記線膨張係数の変化率が25%となる温度より100℃〜150℃高い温度で熱処理を施す工程を有することを特徴とする、熱処理ポリイミドフィルムの製造方法。
【請求項5】
前記熱処理の時間が0秒を超えて10秒以下であることを特徴とする、請求項4に記載の熱処理ポリイミドフィルムの製造方法。
【請求項1】
機械搬送方向の線膨張係数の変化率が25%となる温度が200℃以上であるポリイミドフィルムに、前記線膨張係数の変化率が25%となる温度より100℃〜150℃高い温度で熱処理を施すことによって得られ、任意の2点に関し、50℃〜300℃において機械搬送方向の平均線膨張係数の差が15ppm/℃以下であることを特徴とする熱処理ポリイミドフィルム。
【請求項2】
前記熱処理の時間が0秒を超えて10秒以下であることを特徴とする、請求項1に記載の熱処理ポリイミドフィルム。
【請求項3】
幅500mm以上、長さ50m以上である請求項1又は2に記載の熱処理ポリイミドフィルムからなることを特徴とするフィルムロール。
【請求項4】
機械搬送方向の線膨張係数の変化率が25%となる温度が200℃以上であるポリイミドフィルムに、前記線膨張係数の変化率が25%となる温度より100℃〜150℃高い温度で熱処理を施す工程を有することを特徴とする、熱処理ポリイミドフィルムの製造方法。
【請求項5】
前記熱処理の時間が0秒を超えて10秒以下であることを特徴とする、請求項4に記載の熱処理ポリイミドフィルムの製造方法。
【図1】

【公開番号】特開2012−162679(P2012−162679A)
【公開日】平成24年8月30日(2012.8.30)
【国際特許分類】
【出願番号】特願2011−25395(P2011−25395)
【出願日】平成23年2月8日(2011.2.8)
【出願人】(000219266)東レ・デュポン株式会社 (288)
【Fターム(参考)】
【公開日】平成24年8月30日(2012.8.30)
【国際特許分類】
【出願日】平成23年2月8日(2011.2.8)
【出願人】(000219266)東レ・デュポン株式会社 (288)
【Fターム(参考)】
[ Back to top ]